TUOTANNONSUUNNITTELUN KEHITTÄMINEN TOIMITUSVARMUUDEN PARANTAMISEKSI
|
|
|
- Petteri Kinnunen
- 6 vuotta sitten
- Katselukertoja:
Transkriptio
1 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Tuotekehitystekniikka 2018 Kalle Tuominen TUOTANNONSUUNNITTELUN KEHITTÄMINEN TOIMITUSVARMUUDEN PARANTAMISEKSI HYDORING OY
2 OPINNÄYTETYÖ (AMK ) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka sivua, 3 liitesivua Kalle Tuominen TUOTANNONSUUNNITTELUN KEHITTÄMINEN TOIMITUSVARMUUDEN PARANTAMISEKSI Hydoring Oy Työn toimeksiantajana oli Hydoring Oy. Työ oli prosessi, jonka tehtävänä oli kehittää yrityksen tuotannonsuunnittelua toimitusvarmuuden parantamiseksi. Prosessi ei ole valmis, vaan kehitystyötä tullaan jatkamaan. Yrityksen käytössä on Roiman Lean System- toiminnanohjausjärjestelmä. Yksi ennalta asetetuista tavoitteista oli ottaa käyttöön toiminnanohjausjärjestelmän kuormituksen ja resurssien käytön ohjaukseen kehitetty työkalu Works Balancer. Works Balancerin käytön myötä kuormituksen mittaaminen, ja hallinta paranisivat. Tuotannonsuunnittelun kehittämiseksi analysoitiin tuotannonsuunnittelun toimintaa ennen kehitystyötä, ja arvioitiin paras mahdollinen toimintatapa muutoksen aikaansaamiseksi. Kapasiteetin hallitsemiseksi toiminnanohjausjärjestelmään syötettiin tarkempaa tietoa kunkin tuotteen valmistusreitistä ja ajoista. Työn tähänastisena tuloksena on ollut kuormituksen seurattavuuden kehittyminen. Nykyisin toiminnanohjausjärjestelmästä saatava tieto kuormitustilanteesta on huomattavasti tarkempaa. Useiden työpisteiden läpimenoa on paremmalla työjärjestyksellä saatu parannettua merkittävästi. Tuotannonsuunnittelun kehittäminen yrityksessä jatkuu tämän työn pohjalta. ASIASANAT: Tuotannonsuunnittelu, toimitusvarmuus, Works Balancer
3 BACHELOR S THESIS ABSTRACT TURKU UNIVERSITY OF APPLIED SCIENCES Mechanical and Production Engineering pages, 3 appendices Kalle Tuominen DEVELOPMENT OF PRODUCTION PLANNING TO IMPROVE THE RELIABILITY OF DELIVERY Hydoring Oy This thesis was commissioned by Hydoring Oy. The thesis was a project, and the assignment was to develop the company s production planning to improve the reliability of delivery. The process is not ready, and the development will continue. The company uses Roima s Lean System, which is an Enterprise resource planning system. One of the goals set by the company management was to start using Works Balancer, which is the ERP system s add-on Works. Works Balancer is a visual tool that has been developed for capacity and resource control. Using Works Balancer will improve the measurement and control of capacity. To evaluate best possible way to develop the production planning analysis about production planning s current state was executed. In order to control the work capacity ERP system provided more detailed information about manufacturing routes and times for each operation. The outcome of the process so far has been the development of load monitoring. At the moment, information about work capacity from the ERP system is more precise. Thanks to better sequencing of worksheets, the lead time has improved. The development of production in the company will continue based on the results provided in this thesis. KEYWORDS: Production planning, reliability of delivery, Works Balancer
4 SISÄLTÖ SANASTO 7 1 JOHDANTO Työn tausta Työn tavoitteet Työn rakenne ja rajaus 8 2 TOIMINNANOHJAUS Toiminnanohjaus ja toimitusvarmuus Toimitusketju Toimitusvarmuus Lean System toiminnanohjausjärjestelmä Lean toiminnan ohjajana Lean-ajattelu Jatkuva parantaminen Hukka Prosessien kehittäminen Tuotannonohjaus Tuotannon kehittäminen Läpäisyajan lyhentäminen 20 3 TUOTANNONSUUNNITTELUN TOIMINTA ALKUTILANTEESSA Tarpeesta työksi Tilauksesta työksi Puolivalmisteiden valmistusehdotukset Valmistuksen aloittaminen Tuotannonsuunnittelun lisätoimet Muutokset töissä Varastopaikkojen ja saldojen ylläpito Työn päätös ja KET Muutosprojektin aloittaminen SWOT-analyysi Tuotannon järjestelyvastuun osittainen siirto Works Balancer koulutus 30
5 4 MUUTOKSET TUOTANNONOHJAUKSESSA Works Balancerin käyttöönotto Vaihemallien päivitys Resurssikalentereiden päivitys Töiden järjestely Kuormitustilanteen seuranta Aikataulusta jääneiden töiden seuranta Kuormitusryhmäkohtainen optimaalinen järjestys Ennakoiva kuormitustilanteen seuranta Kuormituksen tarkastelun avaamat mahdollisuudet Kuormitustilanneraportti Kapasiteetin lukitseminen tulevalle viikolle Nykyinen tuotannonsuunnittelun toimintamalli 36 5 LOPUKSI 37 LÄHTEET 38 LIITTEET Liite 1. Tuotannonsuunnittelun toimintaohje Liite 2. Sylinterituotannon prosessikaavio Liite 3. Toimitusketju KUVAT Kuva 1. Huonon toimitusvarmuuden syitä (Karjalainen ym. 53.) 12 Kuva 2. Works Balancer näkymä 13 Kuva 3. Organisaation tavoitteet (Logistiikan maailma, 2018.) 15 Kuva 4 Tuotannonsuunnittelun prosessi Scheerin mukaan (Lehtonen 2004, 72.) 18 Kuva 5. Kuormittamisen ristiriitakolmio (Gustafsson ym. 1988, 16.) 19 Kuva 6. Esimerkki rakennemallista 23 Kuva 7. Esimerkki vaihemallista 24 Kuva 8. Nimikkeen ohjaustiedot 27 Kuva 9. Esimerkki ajoitetusta vaihemallista 32
6 TAULUKOT Taulukko 1. SWOT-analyysi 29
7 SANASTO Hukka Kapasiteetti Kuormitusryhmä Lean Läpimenoaika Pullonkaula Minimivarasto Toimitusvarmuus Tuotantosuunnitelma Toiminta, joka ei tuota lisäarvoa asiakkaalle Tuotantokykyä kuvaava mittari Yksikkö, jonka kapasiteettia tarkistellaan yhtenä kokonaisuutena Toimintastrategia, tavoitteena on parantaa jatkuvasti virtaustehokkuutta ja kapasiteetin tehokasta käyttöä. Aika joka kuluu valmistuksen aloituksesta valmiiseen tuotteeseen. Prosessin hitain vaihe jossa virtausyksiköt jonoutuvat. Tietty kappalemääräinen varasto, jolla turvataan nimikkeen riittävyys kysynnän vaihdellessa. Sovitun toimituksen ja todellisen toimituksen välinen ero Työkalu, jonka tarkoituksena varmistaa toimitusten oikea-aikaisuus.
8 8 1 JOHDANTO 1.1 Työn tausta Tämä insinöörityö tehtiin Hydoring Oy:lle. Hydoring Oy on vuonna 1987 perustettu kotimainen perheyritys. Yritys suunnittelee, valmistaa, asentaa ja huoltaa asiakasräätälöityjä hydraulisylintereitä, voimayksiköitä, venttiililohkoja ja kiertovoitelujärjestelmiä. Tuotantoohjelmaan kuulevat myös vakiosylinterit ja -koneikot. Yrityksen palveluksessa on 120 työntekijää. Tarve tälle työlle ilmeni halusta kehittää yrityksen toimitusvarmuutta. Lisäksi yritys tavoittelee jatkuvaa kasvua. Investointeja toteutetaan ja suunnitellaan useilla eri osa-alueilla. Jatkuvasti kasvavien tuotantomäärien johdosta myös tuotannonohjausta on kehitettävä. 1.2 Työn tavoitteet Yrityksen johto halusi saada sylinteritehtaan kapasiteetin hallintaan, koska yritys on paininut jo pitkään toimitusvarmuus-ongelmien kanssa. Toimitusmäärien kasvu ja uusien asiakkaiden koventuneet vaatimukset ovat asettaneet uudet kriteerit kapasiteetin hallintaan. Tuotannonsuunnittelulle johto asetti tavoitteeksi kapasiteetin mittaamisen parantamisen, kuormitusryhmien valvonnan kehittämisen ja töiden oikea-aikaisen valmistamisen. Lisäksi tavoitteena oli luoda yksinkertainen ja helppolukuinen malli, jota myyntiosasto pystyisi käyttämään apuna toimitusaikojen arvioinnissa. 1.3 Työn rakenne ja rajaus Yrityksen käytössä on ollut Roiman kehittämä Lean System-toiminnanohjausjärjestelmä vuodesta Tarkoituksena on tämän projektin aikana ottaa käyttöön toiminnanohjausjärjestelmän visuaalinen kuormitusmittari, Works Balancer. Aluksi käsitellään toiminnanohjausta yleisesti ja, tuodaan esille vaihtoehtoja toimitusketjussa olevien prosessien kehittämiseen toimitusvarmuuden parantamiseksi. Seuraavaksi käsitellään yrityksen tuotannonsuunnittelu yleistä toimintaa, jotta siinä tapahtuvat muutokset ja, niiden tarpeellisuus olisi helpompi ymmärtää. Neljännessä luvussa käsitellään tämän projektin aikana tuotannonsuunnitteluun toteutettuja muutoksia ja niiden
9 9 vaikutuksia yrityksen toimitusvarmuuden parantamiseksi. Lopussa pohditaan muutosten onnistumista ja sitä, mitä tulevaisuudessa kehitetään ja tehdään toisella tavalla.
10 10 2 TOIMINNANOHJAUS Tässä luvussa käsitellään toiminnanohjausta ja tuotannonohjattavuutta yleisesti. Lisäksi tutustutaan yrityksen toimintaa ohjaavaan lean-filosofiaan, sekä yrityksen Lean Systemtoiminnanohjausjärjestelmään. 2.1 Toiminnanohjaus ja toimitusvarmuus Toiminnanohjausjärjestelmä (ERP) kerää ja välittää tietoa yrityksessä. Järjestelmä koostuu moduuleista, joista teollisuudessa käytetään taloushallintoa, myyntiä, hankintaa tuotannonsuunnittelua ja -ohjausta, jakelua, sekä kustannuslaskentaa. Toiminnanohjausjärjestelmät yhdistävät yrityksen keskeiset prosessit, toiminnot ja toimintatavat. (Ritvanen ym. 2011, 56.) Toimitusketju Toimitusketjun tarkoitus on muuttaa raaka-aineet asiakkaan haluamaksi lopputuotteeksi. Toimitusketju kattaa materiaali-, tieto- ja rahavirrat. Toimitusketjun kehittämisessä tulee välttää osaoptimointia. Toimitusketjun kustannustehokkuutta ja asiakaslähtöisyyttä parantavia toimenpiteitä kutsutaan nimellä jakeluketjunhallinta. (Ritvanen ym. 2011, 9.) Toimitusketjun hallintaan on kehitelty useita tekniikoita. Optimaalisen strategian valintaan vaikuttavat kysyntä ja tarjonta. Toimitusaikojen ollessa pitkiä ja kysynnän ennustettavuuden ollessa vaikeaa noudatetaan hybridi-periaatetta. Hybridi-periaate tarkoittaa lean- ja agile-periaatteiden yhdistelmää. Tässä yhdistelmässä voidaan esimerkiksi varastoida puolivalmisteita. (Ritvanen ym. 2011, 138.) Yksi yrityksen toimitusketjun haasteista onkin se, että siellä tehdään jokaisen alla mainitun tyyppistä tuotantoa. DTO (Design to order) tarkoittaa tuotteen suunnittelua asiakkaan tarpeiden mukaan. Asiakasräätälöidyissä tuotteissa on kuitenkin yleensä olemassa informaatiota saman tyyppisistä tuotteista. Lopullinen tuotetieto on kuitenkin aina nimikekohtaista ja muuttuu usein suunnittelun edetessä. (Karrus 2005, 55.)
11 11 MTO (manufacture to order) tarkoittaa asiakkaan tilaukseen tuottamista. Toistuvissa asiakasräätälöidyissä tuotteissa yrityksellä on tarkka tieto tuotteen rakenteesta, syntyvistä kustannuksista, materiaalien hankinnasta (saatavuus, hinnat) ja tarvittavista tuotantoajoista. Myös puolivalmisteita voidaan varastoida. Tilaukseen tuotettaessa raakaaineet, materiaalit ja kapasiteetti ajoitetaan ja kohdistetaan varsin valmiin tuotekohtaisen informaation avulla siten, että tuote tai erä kyetään tuottamaan halutun toimitusajan puitteissa. (Karrus 2005, 55.) ATO (assemble to order) tarkoittaa tilaukseen kokoamista, yleensä varastoitavista puolivalmisteista. Yrityksellä on käytettävissä tuotetietoa ja yleistä tuotteiden rakennetietoa tyypillisine aika- ja kustannusarvioineen. Hydoringin tapauksessa nämä tuotteet ovat yrityksen omia sarjasylintereitä, joissa muuttuvana tekijänä on sylinterin iskun pituus. Tilauskohtaisen hankinnan kohteena ovat komponentit, osarakenteet ja materiaalit. (Karrus 2005, 55.) MTS (manufacture to stock) tarkoittaa tuotteiden valmistamista varastoon. Varastoon valmistettaessa tuotteen menekin pitää olla hyvin tiedossa. Tai asiakkaan on oltava sitoutunut lunastamaan varastoon tehdyt lopputuotteet. (Karrus 2005, 55.) Toimitusvarmuus Tuotteiden toimittaminen asiakkaalle oikea-aikaisesti sovitun laatuisena ja hintaisena on liiketoiminnan kannalta ensiarvoisen tärkeää. Toimituksen onnistumisen mittarina käytetään toimitusvarmuutta. Heikko toimitusvarmuus vähentää asiakkaan luottamusta kauppiaaseen, tästä johtuen poikkeamatilanteesta on tärkeää ilmoittaa etukäteen. Toimitusvarmuus ilmoitetaan yleensä prosenttilukuna. Prosenttiluku ilmaisee, kuinka monta prosenttia mittausjaksolle luvatuista tilauksista toimitettiin sovittuun ajankohtaan mennessä. (Lehtonen 2004, 56.) Syitä heikolle toimitusvarmuudelle on useita. Toimitusvarmuuden ongelmien syyt ovat kuitenkin helposti selvitettävissä (Kuva 1).

12 12 Kuva 1. Huonon toimitusvarmuuden syitä (Karjalainen ym. 53.) Lean System toiminnanohjausjärjestelmä Tietoja hallitaan ensisijaisesti taulukko-tyyppisillä selailulomakkeilla. Näiden lisäksi järjestelmään kuuluu vuorovaikutteiseen grafiikkaan perustuvia suunnitteluohjelmia. Lean System Valmistus-sovellus sisältää töiden, työvaiheiden ja työn materiaalivarausten hallinnan sekä valmistusrakenteiden hallinnan materiaalivarauksineen ja töineen. Sovellus sisältää myös Lean System Ajankeruu-toiminnot. Työt luodaan myyntitilauksilta tai muodostamalla tarpeita töiden rakenteille. Jokaisella nimikkeellä on rakennemalli, jossa määritellään, mitä materiaaleja, komponentteja tai puolivalmisteita kyseinen nimike tarvitsee. Works Balancer on työvaiheiden ja resurssien käytön ohjaukseen tarkoitettu työasemaohjelmisto. Works Balancer esittää sekä työ-rakenteisiin että kuormitustilanteeseen liittyvät tiedot havainnollisesti ja helppotajuisesti sekä tarjoaa hyvät välineet töiden ajoittamiseksi ja kuormitusongelmien selvittämiseksi. (Roima 2015, 1.)

13 13 Sovelluksen käytön etuja ovat: Suunnittelun ja töiden edistymisen tehokas seuranta Reagointi muutoksiin nopeutuu Visuaalinen tuotannon ongelmakohtien ja ylikuormituksen havaitseminen etukäteen Käyttäjä näkee aikataulumuutosten vaikutukset kuormitustilanteeseen nopeasti Käyttäjän vaihtaessa ajoituksia ohjelma huolehtii rutiinitarkistuksista määriteltyjen riippuvuuksien mukaisesti Kuvassa 2 on esitettynä Works Balancer sovelluksen pääikkuna. Sovelluksen ikkuna jakautuu viiteen näyttöön. Näytön vasemmassa reunassa mustalla taustalla on "Työkalupalkki", jonka avulla määritetään, mitä näyttöjä ikkunassa esitetään. Oikealla ylhäällä on vaiheistusnäyttö ja sen alapuolella kuormitusnäyttö, ja niiden vasemmalla puolella on listat, joissa on esitetty vastaavien tehtävien ja resurssien tietoja. (Roima 2015, 9.) Kuva 2. Works Balancer näkymä
14 Lean toiminnan ohjaajana Lean on Toyotalla 1940-luvun lopulla kehitetty johtamisfilosofia. Toyotan päätuotantoinsinööri Taiichi Ohno halusi yhdistää silloisen tehokkuuden huippuesimerkin Fordin liukuhihnatuotannon amerikkalaistyyliseen supermarkettiin. Hän halusi asiakkaan saavan juuri sitä mitä haluaa, juuri silloin, kun halua a. Tästä syntyi myöhemmin Toyota Production System, jota kutsutaan usein myös Just-in-Time-tuotannoksi. Näiden pohjalta syntyi nykyisin ympäri maailmaa useilla toimialoilla sovellettu Lean-johtamisoppi. (Vuorinen 2013, 71.) Lean-ajattelu Lean työkaluna kokoaa yhteen useita eri näkemyksiä johtamisjärjestelmäksi. Sen perimmäinen idea on tuottaa asiakkaalle lisäarvoa kustannustehokkaasti. Lisäarvon parantamiseen pyritään vähentämällä hukkaa ja virheitä. Tutkittaessa menestyneiden autoteollisuuden yritysten toimintaa 1990, löydettiin menestyneiden yritysten toiminnasta useita yhteisiä piirteitä. Keskittämällä toiminnan painopiste vain asiakkaalle lisäarvoa tuottavaan toimintaan, huomattiin mahdollisuus säästää merkittävästi kustannuksia ja aikaa. (Kajaste ym. 1994, 8.) Jatkuva parantaminen Yksi Leanin keskeinen periaate on jatkuva parantaminen. Parantamisen tulee olla järjestelmällistä ja säännöllistä. (Kajaste ym. 1994, 11.) Tärkeää on, että yrityksen koko henkilökunta on sitoutunut toiminnan kehittämiseen. Jatkuvan parantamisen keskiössä ovat itse työtä tekevät ihmiset. On sanottu, että suurin hukka on työntekijöiden osaamisen käyttämättä jättäminen. Johdon sitoutuminen jatkuvaan parantamiseen on myös välttämätöntä. Johdon tulisikin asettaa tavoitteita kehityksen suunnaksi, sekä valita käyttöön sopivat mittarit, joilla onnistuminen pystytään määrittelemään.

15 15 Kuva 3. Organisaation tavoitteet (Logistiikan maailma 2018) Hukka Toyota määritti seitsemän hukkaa, jotka eivät tuota asiakkaalle lisäarvoa. 1. Ylituotanto. Tilaamattomien osien valmistuksesta aiheutuu ylimääräisiä kustannuksia, sillä ne aiheuttavat kustannuksia varastojen kasvaessa. Tuotantoprosessin tulisi valmistaa vain asiakkaan kulloinkin haluamia osia. (Liker 2006, s. 28.) 2. Odottelu. Työntekijä joutuu odottamaan ennen seuraavaan työvaiheeseen pääsyä esimerkiksi puuttuvan työkalun, toimituksen tai komponentin vuoksi. Tuotannon pullonkaulat tulisi järjestää niin, että turhalta odottelulta vältytään. Myös kaikki hankinnat tulisi ajoittaa niin, että odottelulta vältyttäisiin. (Liker 2006, 28) 3. Tarpeeton kuljettelu. Keskeneräisten töiden, osien ja materiaalien tarpeeton kuljettelu, tai niiden siirtäminen varastosta tai prosessista toiseen. Muuttamalla tuotannon layoutia, muokkaamalla tuotantoa solumaiseksi, järjestämällä työvaiheita tai luomalla tehokkaamman kuljetuksen sitä pystytään välttämään. (Liker 2006, 29.)
16 16 4. Ylikäsittely tai virheellinen käsittely. Tarpeettomien vaiheiden suorittaminen. Huonojen työkalujen käyttö tai virheellinen tuotesuunnittelu lisää tuotteen turhaa liikuttelua, sekä virhemahdollisuuksia. joka aiheuttaa tarpeetonta liikkumista ja materiaalihukkaa. Hukkaa syntyy myös tuottaessa laadukkaampia tuotteita, kuin asiakas vaatii. Tätä pystytään välttämään valmistusmyötäisellä suunnittelulla, (DFM) sekä käyttämällä työstökoneita, joilla voidaan tehdä useampia vaiheita kerrallaan. (Liker 2006, 29.) 5. Tarpeettomat varastot. Suuret varastot aiheuttavat ongelmia. Nämä johtavat pidempiin läpimenoaikoihin ja kustannusten kasvamiseen. Tarpeettoman suuria varastoja voidaan välttää hyvällä varaston optimoimisella ja tuotannonsuunnittelulla. (Liker 2006, 29.) 6. Tarpeeton liikkuminen. Työntekijän tarpeeton liike on pyrittävä minimoimaan. Tarpeetonta liikettä aiheutuu esimerkiksi kappaleiden ja työkalujen hakemisesta. Tuotannon layoutin ja työpisteiden paremmalla suunnittelulla pystytään välttämään turha siirtyminen paikasta toiseen työvaiheiden välillä. (Liker 2006, 29.) 7. Viat. Vika voi olla muun muassa itse tuotteen suunnittelussa, tuotannossa tai työkaluissa Viat lisäävät materiaalikustannuksia ja arvoa tuottamatonta toimintaa. (Liker 2006, 29.) Toyotan määrittämien hukkien lisäksi on myöhemmin todettu muitakin hukka-tyyppejä. K. Likerin mielestä pahin kaikista on työntekijän Luovuuden käyttämättä jättäminen. Työntekijää ei kuunnella, eikä kehitysehdotuksia huomioida. (Liker 2006, s. 29.) Ongelmia prosessin toiminnalle aiheuttaa myös hajonta ja ylikuormitus. Prosesseista tulee yrittää saada mahdollisimman tasalaatuisia ja turha vaihtelu on pyrittävä poistamaan. Laitteiden ylikuormituksesta aiheutuu vikoja ja katkoksia. Ihmisten ylikuormittamisesta aiheutuu laatu- ja turvallisuusongelmia. (Liker 2006 s.114)
17 Prosessien kehittäminen Tuotantoprosessia voidaan pitää valmistavan yrityksen keskeisimpänä toimintona, tästä johtuen toiminnan johtamisen merkittävimmät päätökset ja ongelmat liittyvät tuotantoprosessin hallintaan, sekä kehittämiseen. (Haverila ym. 2009, 350.) Tuotannonohjaus Tuotannonohjauksen keskeisimmät tavoitteet perustuvat kapasiteetin korkeaan käyttöasteeseen, vaihto-omaisuuden kurissa pitämiseen, toimitusvarmuuden/toimituskyvyn ylläpitoon ja tuotannon läpäisyaikojen minimointiin. (Haverila ym. 2009, 402) Tuotannonsuunnittelun lähtökohtana on myynnin tarpeet (Kuva 4). Myyntiin pohjautuen tehdään materiaalitarvesuunnittelu ja hankinnat. Tämän jälkeen suoritetaan kapasiteettitarvelaskenta. (Lehtonen 2004, 72.) Kapasiteettisuunnittelu perustuu tuotantovaiheiden ajoittamiseen ja kuormitusryhmille aiheutuvan kuorman määrittämiseen. (Lehtonen 2004, 76.)

18 18 Kuva 4 Tuotannonsuunnittelun prosessi Scheerin mukaan (Lehtonen 2004, 72.) Tuotannonohjauksen hankaluudeksi osoittautuu tavoitteiden keskinäinen ristiriitaisuus (Kuva 5). Korkean käyttöasteen ongelmaksi piensarjatuotannossa muodostuu väistämättä varastojen kasvaminen. Suurien sarjojen kerralla tekeminen vie koneaikaa seuraavien kappaleiden odottaessa. Kuitenkin tuotettaessa pieniä eriä käyttöaste vähenee asetusten teon lisääntymisen johdosta. Tähän ongelmaan tehokkaaksi ratkaisuksi on osoittautunut läpäisyaikojen lyhentäminen. (Haverila ym. 2009, )
 Kapeikkoajattelu Kapeikkoajattelu (TOC engl.")
19 19 Kuva 5. Kuormittamisen ristiriitakolmio (Gustafsson ym. 1988, 16.) Tuotannon kehittäminen Kilpailuasetelma luo yrityksen tuotannolle tavoitteita; kustannustehokkuus, laatu, aika ja joustavuus. (Haverila ym. 2009, 351.) Kapeikkoajattelu Kapeikkoajattelu (TOC engl. Theory of constraints) perustuu Eliyahu M. Golgrattin ajatuksiin, jotka hän julkaisi kirjassaan GOAL Kapeikkoajattelu perustuu ajatukseen, että jokaisessa järjestelmässä on rajoitteita. Pullonkaularesurssi määrää koko tuotantolaitoksen läpimenon. Pullonkaularesurssin pysähtyminen tunniksi, pysäyttää koko tuotantolaitoksen tunniksi. (Gustafsson ym. 1988, 3-9.) Kapeikkoajattelua hyväksikäyttämällä, eli pullonkaulojen mukaan tuotantoa ohjaamalla tuotantovolyymia pystytään kasvattamaan, läpäisyaikoja lyhentämään, sekä KET:ttiä pienentämään. Kapeikkojen tiedostamisella voidaan kehittämistoimet, sekä investoinnit suunnata kannattavuuden kannalta järkeviin kohteisiin. (Gustafsson ym. 1988, 4.)
20 20 Työntöohjaus (MRP engl. Manufacturing Resource Planning) eli materiaalitarvesuunnittelu on usein sisällytetty koko arvoketjun hallitsevaan ERP-järjestelmään. Työntöohjaus vaatii tarkkaa tietoa kysynnästä, toimitus- ja läpimenoajoista sekä varastosaldoista. Lisäksi vaadittua kapasiteettia suunniteltaessa tuotannon kuormituksen tulee olla tiedossa. MRP:n hyödyntäminen on vaikeaa kysynnän ollessa vaihtelevaa. Työntöperiaate soveltuu käytettäväksi kapasiteetin tai materiaalien ollessa rajallisia. Optimaalinen resurssien käyttö edellyttää tarkkaa suunnittelua. (Ritvanen ym. 2011, ) Imuohjaus (JOT juuri oikeaan tarpeeseen engl. JIT Just In Time) materiaalivirta käynnistyy asiakkaan tilauksen perusteella. Imuohjauksessa seuraava vaihe imee materiaaleja edelliseltä tarpeen mukaan. (Ritvanen ym. 2011, ) Imuohjaus on toteutuskelpoisin materiaalivirroissa, joissa tarve on tasaista. Täydennysten toimittajilta tulee olla nopeita. Imuohjaus hankaloituu tilanteissa kysynnän vaihdellessa tai täydennysaikojen ollessa pitkiä ja vaihtelevia. (Logistiikan maailma, 2018.) Imu- tai työntöohjaus on hankalaa toteuttaa läpi koko tuotannon tai toimitusketjun puhtaana periaatteena. Eri ohjausperiaatteita yhdistelemällä saadaan vallitsevissa olosuhteissa kokonaisuuden kannalta tarkoituksenmukainen ohjaus materiaalivirralle. Tarvelaskentaa käyttämällä virtaa voidaan ohjata asiakastarpeen mukaan, mikäli perustana ovat asiakkaiden tarpeet. Pitkän toimitusajan komponentteja on usein välttämätöntä tilata ennakoiden. (Logistiikan maailma, 2018.) Läpäisyajan lyhentäminen Kapasiteetin tulee olla joustavaa ja on kyettävä vastaamaan muutoksiin. (Ruohomäki ym. 2011, 70.) Tuotannon virtaus. Yrityksen ydinprosessin kehittäminen on hyvä aloittaa luomalla jatkuva virtaus ydinprosessiin. Virtaus on lean-tuotannon ytimessä, raaka-aineesta valmiisiin hyödykkeisiin kuluvan ajan lyhentämisellä päästään parhaaseen laatuun, minimaalisiin kustannuksiin ja parhaaseen toimitusaikaan. Virtauksen luominen johtaa usein myös muiden lean-työkalujen käyttöön, kuten ennakoiva huolto ja sisäänrakennettu laatu. (Liker 2006 s.87-88)
21 21 Tuotannon virtauttamiseksi eräkokoja tulee pienentää. Eräkokojen pienentäminen mahdollistetaan asetusaikoja lyhentämällä. Asetusajat pyritään muuttamaan sisäisistä asetusajoista ulkoisiksi asetusajoiksi, näin sisäistä asetusaikaa pystytään vähentämään. Tuotannon analysointi ja virtauttaminen Metalliteollisuuden keskusliitto 1987 s.26-27) SMED-menetelmä. (Single-digit Minute Exchange of Die) Smed on työkalu asetusaikojen lyhentämiseksi. Menetelmän tarkoituksena on tehdä tuote-erän vaihdosta optimaalista. Menetelmää tehokkaasti käyttämällä on mahdollista pitää valmistuserät pieninä, minkä seurauksena myös varastot ja läpäisyajat pysyvät minimissä. 5S. 5S on joukko toimintoja hukan eliminoimiseksi. Se sisältää viisi alla mainittua toimintoa, joilla pyritään välttämään virheitä, vikoja ja vahinkoja. 1. Lajittele Kaikki prosessin kannalta epäoleellinen pois työpisteiltä. 2. Järjestä Kaikille työpisteellä tarvittavalle oma paikka. 3. Puhdista Säännöllisellä siivouksella epäkohdat pystytään havaitsemaan. 4. Standardoi- Säännöt kolmen ensimmäisen S:n ylläpitämiseksi 5. Ylläpidä- Johtajien tulee säännöllisesti tarkistaa sovittujen kohtien noudattaminen, sekä ylläpitää jatkuvaa parantamista.
22 22 3 TUOTANNONSUUNNITTELUN TOIMINTA ALKUTILANTEESSA Tässä luvussa esitetään tuotannonohjausjärjestelmän toimintaperiaate, tuotannonsuunnittelun tila ennen kehitysprojektia, sekä tehdään SWOT-analyysi kartoittamaan alkutilanne. Tässä työssä käsiteltävät asiat rajataan Lean Systemin valmistus-sovellukseen, sekä sen alla toimiviin lomakkeisiin. 3.1 Tarpeesta työksi Yrityksen käyttämä toiminnanohjausjärjestelmä Lean System luo ajossa myyntitilauksista tai alle minimivaraston menneistä nimikkeistä osto- tai valmistusehdotukset. Tässä keskitytään ainoastaan valmistusehdotuksiin, sekä siihen prosessiin, joka siitä tuotannonsuunnitteluun muodostuu Tilauksesta työksi Myynti kirjaa asiakkaalta tulleen tilauksen toiminnanohjausjärjestelmään. Käytännössä tämä luo tarpeen kyseiselle nimikkeelle vahvistettuna toimituspäivänä. Kaikki materiaalit, raaka-aineet, puolivalmisteet, tuotteet jne. ovat Lean Systemissä nimikkeitä. Järjestelmän tausta-ajossa myynnistä aiheutuneista tarpeista muodostuu valmistusehdotus. Mikäli kyseessä on uusi nimike, suunnitteluosasto suunnittelee asiakkaan tarpeiden mukaisen tuotteen, sekä siihen vaadittavat komponentit. Suunnittelussa nimikkeelle luodaan rakenne- ja vaihemalli. Rakennemallille (Kuva 6) määritellään kaikki kyseisen nimikkeen tarvitsemat puolivalmisteet, materiaalit ja komponentit. Jokaisella lopputuotteeksi tai puolivalmisteeksi määritetylle tuotteelle luodaan rakennemalli. Rakennemallin riveille kootaan materiaalit, puolivalmisteet ja komponentit, jotka nimike tarvitsee valmistuakseen. Samalla riveille määritetään vaihekohdistus puolivalmisteiden ajoitusta varten. Vaihekohdistus määrää mitä materiaaleja, komponentteja ja puolivalmisteita kyseinen vaihe käyttää.

23 23 Kuva 6. Esimerkki rakennemallista Valmistettaviksi määritetyillä nimikkeillä on myös vaihemalli (Kuva 7). Vaihemalliin luodaan tarvittavat työvaiheet tuotteen jalostamiseksi materiaaleista tuotteeksi. Vaihemallissa määritellään kaikki kuormitusryhmät, joiden läpi tuote kulkee.

24 24 Kuva 7. Esimerkki vaihemallista Lopputuotteista tulee valmistusehdotus lopputuotteiden valmistusehdotuslistalle. Valmistusehdotukset käsitellään tuotannonsuunnittelussa, kahtena eri kokonaisuutena lopputuotteet sekä puolivalmisteet. Töitä avattaessa tarkistetaan myyntitilaukselta kaikki valmistukseen tarvittavat tiedot kuten: värisävy, sekä mahdolliset myyntitilauksella olevat erityisvaatimukset. Seuraavaksi tarkistetaan rakennemallista materiaalirivien oikeellisuus. Kun tarkistus on suoritettu, valmistusehdotus voidaan avata työksi. Työn avaamisen jälkeen kaikista työlle määritetyistä materiaaliriveistä muodostuu tarve. Tarpeiden päivämääräksi tulee materiaalia käyttävän vaiheen mukainen. Tarpeiden muodostuttua järjestelmä luo kaksi kertaa päivässä tapahtuvassa tausta-ajossa ostoehdotukset ostettavista komponenteista sekä materiaaleista.
25 Puolivalmisteiden valmistusehdotukset Tausta-ajossa järjestelmä tarkastaa jokaisen nimikkeen, jonka saldo menee alle nollan tai sille määritellyn minimivarastomäärän. Kun avattu työ tarvitsee jotain puolivalmistetta, siitä muodostuu aina tarve. Puolivalmisteiden valmistusehdotukset tulevat omalle listalleen. Komponenttien valmistusehdotuksia käsitellään nimikkeen saldoprofiiliin tukeutuen ja niitä pyritään valmistamaan sarjakooltaan optimaalisia määriä, olettaen tietenkin, että kyseinen nimike on toistuva tuote. Yksittäisiä tuotteita valmistetaan aina vain tarvittava määrä Valmistuksen aloittaminen Kun valmistusehdotukset on avattu työksi, menevät lopputuotteet ja puolivalmisteet omille listoilleen odottamaan käsittelyä. Tässä vaiheessa työt ovat käsittelemättä tilassa, tässä vaiheessa työt käsitellään. Töitä käsiteltäessä tulostetaan työkortit, sekä valmistuspiirustukset. Työkortit viedään eteenpäin työnjohtajalle, joka asettaa työn vaiheille kuormitusryhmät (vaihemallia tehtäessä kuormitusryhmät asetetaan ylätasolle, esim. CNC-sorvaus). Tämän jälkeen työnjohtaja asettaa työn aloituskelpoiseksi ja vie työkortin sahaukseen. Työn materiaalien tullessa suoraan ostosta, esimerkiksi polttoaihiot, työkortit viedään koneistuksen kymppi henkilölle, joka asettaa työn aloituskelpoiseksi materiaalien saavuttua. 3.2 Tuotannonsuunnittelun lisätoimet Muutokset töissä Tuotannonsuunnittelun yksi tehtävä on reagoida muutoksiin, jotka johtuvat asiakkaiden tarpeiden muutoksista. Joskus asiakkaat esimerkiksi halusivat nopeuttaa toimitusaikaa. Tällöin töiden valmistumisajankohtaa muutetaan toiminnanohjausjärjestelmässä. Myös muutoksen kohteena olleen työn tarvitsemia komponentteja, materiaaleja ja puolivalmisteita aikaistetaan. Työn valmistumisajankohdan muutoksesta kerrotaan työnjohdolle. Työn materiaaleja muokataan myös tuotannonsuunnittelussa usein. Yleisemmin indikaatio muutokseen tulee ostajalta. Usein töihin vaihdetaan toimittajan valmiiksi sahaamat
26 26 aihiot kappalemäärän ollessa suuri. Jotkin asiakkaan vaativat materiaalitodistuksia joistain raaka-aineista, myös tällöin vaihdetaan toimittajan valmiiksi sahaamat aihiot. Näissä tapauksissa muutoksia koituu myös työn vaiheisiin. Tällöin sahaus vaihe poistetaan ja sahausta seuraava vaihe muutetaan ensimmäiseksi. Aihioiden kokoa voidaan usein kasvattaa, mikäli suurempaa kokoa on paremmin saatavilla. Joidenkin komponenttien, esimerkiksi laakereiden tilalle voidaan vaihtaa vastaavia, jonkin tuotteelle määritellyn komponentin hankalan saatavuuden vuoksi. Jatkuvasti nykyaikaistuva konekanta aiheuttaa muutoksia vaihekohdistuksiin. Moderneilla CNC-sorveilla saadaan yhdistettyä jyrsintä ja/tai poraus vaiheita yhdeksi. Tällöin ylimääräiset vaiheet poistettaan ja vaihekohdistukset muutetaan oikeiksi. Muutoksia aiheutuu myös vaihekohdistuksiin valmistusmenetelmien muuttuessa nykyaikaisemmiksi, hyvä esimerkki tästä on robottihitsaus. Robottihitsauksesta aiheutuvat lämpömuutokset kappaleeseen ovat pienemmät kuin käsin hitsattaessa, näin säästytään esimerkiksi hoonausvaiheelta. Robottihitsauksessa saadaan myös useampia kappaleita hitsattua yhdellä vaiheella kerrallaan, tästä johtuen saadaan karsittua vaiheita pois. Näin ollen materiaalien vaihekohdistuksia muutetaan päivitetyille vaiheille sopiviksi Varastopaikkojen ja saldojen ylläpito Osa yrityksessä valmistettavista komponenteista, sekä tuotteista on toistuvia. Toistuvien tuotteiden varastointi on valmistusteknisistä syistä järkevää. Tällöin niille on kannattavaa luotava varastopaikka. Varastopaikkojen luominen toiminnanohjausjärjestelmään kuuluu tuotannonsuunnittelun tehtäviin (Kuva 8). Valmistettavien nimikkeiden tietojen ylläpitäminen on tärkeä osa tuotannonsuunnittelijan tehtäviä. Nimikkeiden käyttötapaa ja käyttöastetta pitää jatkuvasti seurata. Mikäli nimikkeen käyttö kasvaa, nimikkeelle lisätään minimivalmistuserä ja sille asetetaan varastoitavien kappaleiden minimimäärä. Vastaavasti nimikkeen käytön laskiessa nimikkeen minimivarastomäärä poistetaan tarpeettoman varastoinnin välttämiseksi. Tämän lisäksi myös varastosaldojen korjaukset kuuluvat tuotannonsuunnittelun tehtäviin.

27 27 Kuva 8. Nimikkeen ohjaustiedot Työn päätös ja KET Työn vaihemallissa viimeiseksi määritetyn vaiheen tullessa valmiiksi työn tila muuttuu aloitetusta tehdyksi. Tuotannonohjausjärjestelmässä on lista johon kaikki tehty tilassa olevat työt tulevat. Lista käydään läpi useita kertoja päivässä. Ennen työn päättämistä työn vaiheet ja materiaalirivit käydään läpi ja tarkistetaan jokaisen rivin oikeellisuus. Työn valmistamisen jälkeen työ päättyy ja työstä valmistuva nimike siirtyy saldolle. Työn valmistamisen mennessä oikein kyseisen työn jälkilaskelmat menevät oikein. KET eli keskeneräinen tuotanto käydään myös kuukausittain läpi, jotta varaston arvosta oltaisiin tietoisia. Varastoarvon tarkkailu suoritetaan käymällä läpi epäselvät työt, sekä korjaamalla toiminnanohjausjärjestelmän saldoheitot.
28 Muutosprojektin aloittaminen Yrityksen toimitus varmuus oli kaukana tavoitellusta 95 %. Osaltaan tähän vaikuttavat ongelmat tiettyjen materiaalien saatavuudessa. Tämä työ on kuitenkin rajattu käsittelemään ainoastaan tuotannossa ja erityisesti sen ohjauksessa tehtäviin toimenpiteisiin, joilla toimitusvarmuutta pystyttäisiin parantamaan. Yrityksen kuormitustilannetta ei projektin alkaessa voida perustaa faktoihin vain lähinnä arvioihin. Tämä johtuu siitä, että vaihemalleja Lean Systemiin perustettaessa vaiheaikoihin ei ole nähty tarpeelliseksi kiinnittää huomiota. Myös tarkka kuormitusryhmä ja kunkin tuotteen kulkema reitti valmistusketjussa on määräytynyt vasta työnjohtajan siirtäessä työt tuotantoon. Tuotantomäärät ovat Lean Systemin käyttöönoton jälkeen jatkuvasti kasvaneet. Myöskin työstökoneiden, sekä työntekijöiden määrä on jatkuvassa kasvussa SWOT-analyysi SWOT-analyysi (Strenghts, Weaknesses, Oppportunities, Threats) on Yhdysvalloissa 1960-luvulla kehitetty strategiatyökalu. SWOT on luonteeltaan yhteen vetävä analyysi. Työkalun on tarkoitus tuottaa kokonaiskuva yrityksen tilanteesta strategisten valintojen tueksi. (Vuorinen 2014, 88.) Tässä yhteydessä SWOT-analyysia käytetään sovellettuun tarkoituksen sen selkeän visuaalisen rakenteen vuoksi. Tuotannonsuunnittelun alkutilan todentamiseksi, sekä kehityskohteiden kartoittamiseksi päätettiin tehdä SWOT-analyysi tuotannonsuunnittelun toiminnasta (Taulukko 1).
29 29 SWOT-analyysi tuotannonsuunnittelun toiminnasta Vahvuudet Toiminnanohjausjärjestelmän käyttö kokemus Asiantuntemus valmistettavista tuotteista Tuotannonsuunnittelun kapasiteetin lisääntyminen Valmistustekninen osaaminen Mahdollisuudet Tuotannonsuunnittelun kapasiteetin lisääminen Tulevan ennakointi Works Balancerin käyttö kapasiteetin hallitsemiseksi Toimitusaikojen tarkempi määrittäminen Heikkoudet Kapasiteetin seurannan puute Järjestelmällisyyden puute toiminnassa Toimitusaikojen määrittämiseksi ei tietoa käytettävissä olevasta kapasiteetista Uhat Materiaalitoimittajien toimitusongelmat Kapasiteetti ja töiden määrä liian suuri hallittavaksi Töiden organisoinnin vaikeutuminen työntekijämäärän kasvaessa (tuotannonsuunnittelussa) Taulukko 1. SWOT-analyysi Tuotannon järjestelyvastuun osittainen siirto Tuotannon järjestelystä ovat tähän asti vastannet työnjohtajat ja tuotantopäällikkö. Tuotantokapasiteetin ja -määrien kasvaessa järjestely kuitenkin hankaloituu. Tuotannonsuunnittelua on päätetty kehittää ja sen kapasiteettiä lisätä, tästä johtuen tuotannonsuunnittelulla on tulevaisuudessa paremmat valmiudet tuotannon järjestelyyn.
30 Works Balancer-koulutus Works Balancerista järjestettiin koulutus kaikille sylinterituotannon toimihenkilöille. Koulutuksessa käsiteltiin tuotannonohjausta yleisellä tasolla. Koulutuksessa tuli esiin tuotannon pullonkaulojen tunnistaminen ja niiden optimaalinen kuormittaminen. Pullonkaularesurssien kuormittamista pohdittiin koulutuksessa yhdessä käytännön esimerkein. Tärkeänä tästä nousi esiin pullonkaularesurssien työvaiheiden järjestäminen kiireellisyyden mukaan, mutta kuitenkin huomioiden läpimenon kannalta järkevä työjärjestys. Koulutuksen loppuvaiheessa keskityttiin tarkemmin Works Balancer-sovellukseen ja pohdittiin, miten sovellusta käyttämällä yrityksen toimitusvarmuutta olisi mahdollista parantaa.
31 31 4 MUUTOKSET TUOTANNONOHJAUKSESSA 4.1 Works Balancerin käyttöönotto Ensimmäinen vaihe tuotannonsuunnittelun kehittämiseksi oli ottaa käyttöön kuormituksen seurantaan tarkoitettu toiminnanohjausjärjestelmän visuaalinen lisäosa, Works Balancer. Sovelluksesta pidetyn koulutuksen jälkeen lähdettiin pohtimaan asioita, joita yrityksen tuotannossa pitäisi muuttaa sovelluksen optimaalista käyttöä ajatellen Vaihemallien päivitys Töiden alkuvaiheessa huomattiin tuotannon tarkan kuormittamisen olevan mahdotonta, mikäli töiden vaiheajat eivät ole lähellä toteutuvaa aikaa. Tulevaa ei pysty ennustamaan, joten nämä vaiheajat ovat aina vain arvioita. Myös kuormitusryhmälle kohdistaminen nähtiin välttämättömänä tehtävänä kuormituksen seurannan mahdollistamiseksi. Haasteeksi tässä muodostui aiempi tapa kuormittaa vain resurssin päätasolle. esimerkiksi CNC-sorvaus. Yrityksen konekanta on hyvin monipuolista, eikä esimerkiksi CNC-sorvi riitä kuvamaan, mitä mikin tuote tarvitsee. Esimerkiksi useita metrejä pitkä tuote ei mahdu sorviin, jonka kärkiväli on kaksi metriä. Vastaavasti taas ei ole järkevää käyttää ylikokoista konetta kooltaan pienemmän tuotteen valmistukseen, aina tämäkään ei tosin olisi edes mahdollista. Vaihemallien teko siirrettiin kokonaisuudessaan suunnittelusta tuotannonsuunnitteluun. Tämä mahdollistaa uusille tuotteille vaihemallia luotaessa suoran yhteydessä olon tuotannossa työskentelevien henkilöiden kanssa. Näin saadaan myös palautetta ja kehitysehdotuksia suoraan tuotannon työnjohdolta, sekä työntekijöiltä. Kaikkien käytössä olevien vaihemallien ajoittaminen nähtiin kohtalaisen suuritöisenä operaationa. Päällekkäisen toiminnan ehkäisemiseksi ajoitetuille vaihemalleille luotiin oma tunnus, jonka loppuosa oli AI. Nimikkeet, joita oli Lean Systemin aikana aikaisemmin valmistettu vaiheajat, sekä tuotteen aikaisemmin kulkema reitti kuormitusryhmineen saatiin työn vaiheiden selailu lomakkeelta helposti. Lomakkeella oli kehitettynä toiminto, joka laski keskimääräisen toteutuma-ajan jokaiselle vaiheelle. Nimikkeistä, joita ei ole aikaisemmin valmistettu, tätä
.")
32 32 tietoa ei ole saatavilla. Näissä tapauksessa vaiheajat arvioidaan vastaavista aikaisemmin valmistetuista kappaleista. Mikäli vastaavia ei ole aikaisemmin valmistettu vaiheajat arvioidaan keskustelemalla työnjohdon ja, työntekijöiden kanssa Esimerkki ajoitetusta vaihemallista (Kuva 9). Vaiheajan lisäksi piti myös määritellä valmisteluaika. Valmisteluaika eli asetusaika on se aika, joka vaiheella kuluu kappalemäärästä riippumatta ennen kuin varsinainen arvoa tuottava työ voidaan aloittaa. Vaiheajat ovat hyvinkin erilaisia työvaiheesta riippuen. Esimerkiksi NC-ohjatuilla työstökoneilla aikaa menee ohjelmien etsimiseen ja tarkastamiseen tai ohjelmointiin runsaasti. Lastuavassa työstössä joudutaan usein myös hakemaan kuhunkin työhön sopivat porat ja terät. Työstökoneilla kappaleiden kiinnittimiä joudutaan myös vaihtamaan usein sarjojen välillä. Vastaavasti esimerkiksi käsin hitsatessa valmisteluajat ovat huomattavasti lyhyempiä. Kuva 9. Esimerkki ajoitetusta vaihemallista
33 Resurssikalentereiden päivitys Aiemmin resurssikalentereita ei ollut tarve päivittää. Kuormituksen seurannan aloittamiseksi kapasiteetin määrän tarkka tiedostaminen oli kuitenkin välttämätöntä. Toiminnanohjausjärjestelmässä on oma resurssit-lomake, jossa on yrityksen jokainen resurssi ja siihen liittyvät tiedot. Resursseilla on tehokkuuskerroin, joka on oletuksena 1. Toiminnanohjausjärjestelmä ei kuitenkaan ota huomioon työntekijöiden taukoja. Yleisesti sopivaksi kertoimeksi taukojen huomioimiseksi pääteltiin 0,85. Yrityksellä on kuitenkin resursseja, joille suurin osa korjaustöistä tulee kiireellisellä aikataululla. Korjaustyöt suoritetaan yleensä välittömästi, kun niille ilmenee tarve ja siksi niiden laskeminen kapasiteettiin on vaikeaa. Tästä johtuen resursseille, joita korjaustyöt kuormittavat, päätettiin kuormituskertoimeksi 0,7, eli noin yhden työpäivän kapasiteetti viikoittain. Jatkossa resurssikalenterit pitäisi myös päivittää etukäteen, mikäli jokin kuormitusryhmä on pois käytöstä, esimerkiksi huollon aikana. Myös lyhyellä varoitusajalla ilmenevät muutokset kapasiteetissa, konerikot, sairauspoissaolot yms. olisi jatkossa päivitettävä. Mitä nopeammin poikkeama kapasiteetissa saadaan tietoon, sitä enemmän jää aikaa tehdä vaadittuja muutoksia. Resurssikalentereiden päivitys päätettiin antaa vastaavien työnjohtajien vastuulle Töiden järjestely Töiden järjestely oli päätetty aloittaa yrityksen pullonkaula-resursseista. Ohjausta oli aiemmin kokeiltu jo hitsausrobotilla, joten Balancerin käyttö päätettiin aloittaa hitsausrobotin kuormittamisella. Yhden kuormitusryhmän kuormittamisella saatiin kyseisen kuormitusryhmän läpimenoa parannettua. Hitsausrobottia kuormittaessa kuitenkin hitsattavien puolivalmisteiden ajoittainen myöhästyminen muodostui ongelmaksi, sillä osien puuttuminen estää töiden aloittamisen. Tästä johtuen päätettiin alkaa seurata myös kaikkia hitsausrobotille tulossa olevia puolivalmistetöitä. Puolivalmistetöiden ajoittamisella saatiin hitsausrobotille tulossa olevat osat ajoissa hitsattavaksi. Myöhemmin havaittiin, että hitsausrobotille tulevien töiden tarpeeton kiirehtiminen syrji kaikkia muita töitä etuillen ja varastaen niiltä kapasiteettia.
34 34 Tästä johtuen pullonkaularesurssien järjestelystä siirryttiin enemmän imuohjausta vastaavaan kuormitustyylin. Pullonkaulojen kuormittaminen jätettiin yhdeksi toimenpiteeksi (ks. luku 4.3.2). Yrityksen suureen työmäärään, sekä osittain varasto- ja tilausohjautuviin töihin paremmin sopivaksi kuormitusmuodoksi havaittiin tuotannon kuormittaminen tarpeiden mukaan. Tästä johtuen kuormittaminen aloitettiinkin kokoonpanosta. Kokoonpanoon pohjautuvan ajoituksen etuna on se, että lopputuotteen valmistumisajankohdan siirtäminen siirtää lopputuotteen tarvitsemien materiaalien tarvepäiviä. Tämän jälkeen yksittäiset kuormitusryhmät on mahdollista ajoittaa kunkin tarvepäivän mukaan. 4.2 Kuormitustilanteen seuranta Kuormitustilanteen aktiivinen seuranta koettiin yhtenä tärkeimmistä muutoksista. Aikaisemmin aikataulusta myöhästyneet työt tarkistettiin kuukausittain KET:in tarkastelussa. Töiden seurannan kehityttyä työt yksittäisen työvaiheen jääminen aikataulusta pystytään huomaamaan. Jo työvaiheen jääminen tuotantoaikataulusta indikoi ongelmasta johon on puututtava Aikataulusta jääneiden töiden seuranta Töiden ollessa ajoitettuna, on mahdollista nopealla tarkistuksella löytää aikataulusta myöhässä olevat työt ja työnvaiheet. Aikataulusta jääneitä töitä tai vaiheita löydettäessä etsitään myöhästymisen aiheuttaneet syyt. Jo pelkällä myöhästymisen huomaamisella ja siitä raportoimisella on huomattu olevan selkeä vaikutus aikataulusta jääneiden määrään. Poissulkien työt, jotka myöhästyvät materiaalipuutteiden tai ylikuormittuneen resurssin takia. On ilmennyt esimerkiksi tapauksia, joissa työkortit ovat kadonneet. Tällaisissa tapauksissa hankitaan uudet työkortit, jotta työtä voidaan jatkaa. Usein työ voi myös tarvita nimikkeitä, joiden saldo ei riitä työn tekemiseen, vaikka toiminnanohjausjärjestelmän saldon mukaan olisikin. Näin toimimalla saadaan myös saldovirheet tietoon mahdollisimman nopeasti.
35 Kuormitusryhmäkohtainen optimaalinen järjestys Sylinterituotannossa kuormitettavia kuormitusryhmiä on noin 50 kappaletta, ja tuotteiden polut eri kuormitusryhmien välillä vaihtelevat tuotekohtaisesti. Töiden ensimmäisen ja viimeisen vaiheen välinen aika on yrityksessä usein aivan liian pitkä. Tämä johtuu osaltaan reilusti ylikuormittuneista pullonkauloista prosessissa. Töiden mahdollisimman optimaaliseen järjestämiseen kullakin resurssilla päätettiin hakea apua koneenkäyttäjiltä. Toistuvien tuotteiden kohdalla koneiden käyttäjät pystyvät nopeasti tarkistamaan mitä työkaluja ja kiinnittimiä kuhunkin vaiheeseen tarvitaan. Työt joissa kappaleen kiinnittimet ja käytettävät työkalut ovat mahdollisimman samankaltaisia ovat kannattavia tehdä peräkkäin. Esivalmistelujen teko edellisen sarjan tuotannon vielä ollessa käynnissä tehostaa työtä jopa %. (Peltonen 1998) Asetusaikojen lyhentämisellä myös koneiden käyttöasteita saadaan nostettua Ennakoiva kuormitustilanteen seuranta Tuotannonsuunnittelun perusta on kysyntä. Nykyisessä toiminannassa tulevaa kysyntää suunnitellaan erilaisten ennusteiden pohjalta. Osalta asiakkaista saatavat ennusteet myös auttavat ennustamaan tarvittavaa kapasiteettia tulevaisuudelle. Tulevaisuudessa tarvittavan kapasiteetin määrittäminen onkin tärkeää, erityisesti miettiessä rekrytointeja ja laitehankintoja. Kysyntäennusteiden pohjalta pystytään myös laatimaan karkeita tuotantosuunnitelmia. Karkeaa tuotantosuunnitelmaa tehdessä kuormituspiikit pyritään havaitsemaan ennakkoon, näin jää aikaa viedä tiettyjä töitä tai työvaiheita alihankintaan. Tulevaa kuormitustilannetta tarkkailemalla voidaan myös joitain vaiheita siirtää toisilla kuormitusryhmillä tehtäviksi. 4.3 Kuormituksen tarkastelun avaamat mahdollisuudet Kuormitustilanneraportti Projektin tärkeimpänä tavoitteena oli parantaa tuotannonohjausjärjestelmästä saatavan tiedon monipuolisuutta, sekä tarkkuutta. Kuormituksen seurattavuuden kehityttyä lisättiin
36 36 raportti kuormitustilanteesta viikoittaiseen palaverimuistioon. Muistion tarkoitus on, että myynti saa tietoa siitä, että milloin tuotannossa on vapaata kapasiteettia sylinterien valmistamiseksi Kapasiteetin lukitseminen tulevalle viikolle Uudeksi käytännöksi otettiin myös viikoittainen pullokaularesurssien läpikäynti. Viikonloppupuolella pidettävässä palaverissa tuotantopäällikkö, tuotannonsuunnittelu ja työnjohto pohtivat parhaan mahdollisen työjärjestyksen kullekin pullonkaularesurssille. Palaverissa käsiteltiin myös työt, joissa on ilmennyt ongelmia. Näiden lisäksi käytiin läpi myös jälkeen jääneet työt, ja ajoitettiin ne uudelleen Nykyinen tuotannonsuunnittelun toimintamalli Tuotannon tärkein palaveri on viikoittainen tuotantopäällikön tuotannon toimihenkilöille pitämä palaveri, jossa tarkastellaan kustannuspaikkakohtainen tilauskanta kolme viikkoa eteenpäin. Uudistuksena palaverimuistioon lisättiin kommenttikenttä, johon kirjataan tilausrivikohtaisesti toimituksen mahdollinen myöhästyminen, myöhästymisen syyt, sekä arvioitu valmistumisajankohta. Palaverin jälkeen tuotannonsuunnittelussa työt ajoitetaan vastamaan arvioitua valmistumisajankohtaa. Tästä hyötynä saavutetaan esimerkiksi materiaalin myöhästymisen kompensointi, jolloin myöhästyvän työn muutkin komponentit voidaan ajoittaa valmistukseen vasta, kun kaikki työn tarvitsemat raaka-aineet ovat käytettävissä. Muiden osatöiden valmistumisen lykkäämisellä saadaan liian aikaisin valmistuvia töitä lykättyä, joka taas mahdollistaa töiden tekemisen optimaalisemmassa järjestyksessä. Ei ole järkevää tehdä työn muita osia varastoon odottamaan yhden materiaalin saapumista.
37 37 5 LOPUKSI Works Balancerin käyttöönoton tuloksena yrityksen kuormitustilanne on saatu havainnolliseksi. Kuormitustilanteen seuranta on tehtyjen muutosten jälkeen saatu huomattavasti havainnollisemmaksi, joten tuotannon ohjattavuus on parantunut. Kuormitusryhmä-kohtainen tarkastelu on osoittautunut järkeväksi osaksi tuotannonsuunnittelun päivittäistä toimintaa. Päivittäisen seurannan ansiosta keskeytymiset ja keskeytymisten syyt ovat helpommin ratkaistavissa. Tavoite jokaisen kuormitusryhmän työlistan järjestämisestä on toteutunut. Sen seurauksena työntekijän on mahdollista tietää etukäteen, mikä työ tulee seuraavaksi tehtäväksi. Tämä johtaa siihen, että työntekijä pystyy tekemään esivalmisteluja seuraavalle työlle etukäteen. Seuraavan työn valmistelu koneen käydessä nostaa koneen käyntiastetta ja parantaa kuormitusryhmän läpimenoa Kehitettävää tuotannonsuunnittelussa on tätä kirjoittaessa vielä paljon. Tärkeimmät kehityskohdat ovat toimitusvarmuuden parantaminen, käyntiasteiden kasvattaminen ja, läpäisyajan lyhentäminen. Asiakkaalle annettavan toimitusajan varmistamiseksi on projektin aikana kokeiltu useita eri toimintamalleja. Jatkossa tuotannonsuunnittelun tulee varmistaa jokaisen myydyn tilausrivin toimitusaika ja sovittaa se käytettävissä olevaan kapasiteettiin, ennen kuin toimitusaika vahvistetaan asiakkaalle. Uuden toimitusajan vahvistus-mallin käyttöön ottamiseksi pitää kuitenkin tehdä vielä muutoksia toiminnanohjausjärjestelmän myyntitilauslomakkeelle. Kuormitusryhmien työlistojen järjestelyssä on kuitenkin vielä kehitettävää. Tätä varten on kuitenkin projektin aikana kehitetty malli, joka tullaan ottamaan käyttöön mahdollisimman pian. Mallin ajatuksena on keskustella jokaisen kuormitusryhmän työntekijöiden kanssa koneen käytön kannalta järkevämmän työjärjestyksen luomiseksi. Tähän asti käyttäjä on valinnut kiireisimmän tai asetusaikojen minimoimiseksi parhaan työn työlistalta. Tarkoituksena on jonouttaa samankaltaiset työt peräkkäin, jotta vältytään turhilta kiinnittimien ja työkalujen vaihdoilta. Kuormitusryhmien työlistojen järjestyksen optimoinnilla läpimeno tulee parantumaan.
38 38 LÄHTEET Gustafsson, B.; Nykänen, K. & Nyberg, B Kapeikkoajattelu- Tuotannon ja sen ohjauksen kehittämistekniikka. 1 painos. Helsinki: Metalliteollisuuden keskusliitto: Metalliteollisuuden kustannus. Haverila, M.; Uusi-Rauva, E.; Kouri, I. & Miettinen, A Teollisuustalous. 6. painos. Helsinki: Infacs johtamistekniikka Oy. Kajaste, V. & Liukko, T Lean-toiminta: suomalaisten yritysten kokemuksia. 1. painos. Helsinki: Metalliteollisuuden kustannus Oy. Karjalainen, J.; Blomqvist, M. & Suolanen, O Kehittyvä toiminnanohjaus. 1 painos. Helsinki: Metalliteollisuuden keskusliitto: Metalliteollisuuden kustannus. Karrus, K Logistiikka. 3. painos. Helsinki: WSOY. Lehtonen, J Tuotantotalous. 1. painos. Porvoo: WSOY. Liker, K Toyotan Tapaan. Suom. M.Niemi. Jyväskylä: Gummerrus. Logistiikan maailma. Lean ajattelu. Viitattu > Logistiikka > Tuotanto > Lean ajattelu Logistiikan maailma. Jit (just-in-time) ja imuohjaus. Viitattu > Logistiikka > Tuotanto > Jit (just-in-time) ja imuohjaus. Peltonen, A Tuottava tehdas. 1. painos. Helsinki: Opetushallitus. Ritvanen, V.; Inkiäinen, A.; von Bell, A. & Santala, J Logistiikan ja toimitusketjun hallinnan perusteet. 1. painos. Helsinki: Suomen Osto- ja Logistiikkayhdistys LOGY ry. Roima Intelligence Oy, Tuote-esite: Works Balancer Versio PT8 Ruohomäki, I.; Anttila, J.; Heikkilä, A.; Hentula, M.; Kansola, M.; Leino, K.; Paro, J & Salmi, T Parempiin tuotantostrategisiin päätöksiin. 1. painos. Helsinki: Teknologiainfo Teknova. Tieke. Toimitusvarmuus. Viitattu Vuorinen, T Strategiakirja: 20 työkalua. 1. painos. Helsinki: Talentum.
39 Liite 2 (1) Liite 1 Tuotannonsuunnittelun toimintaohje

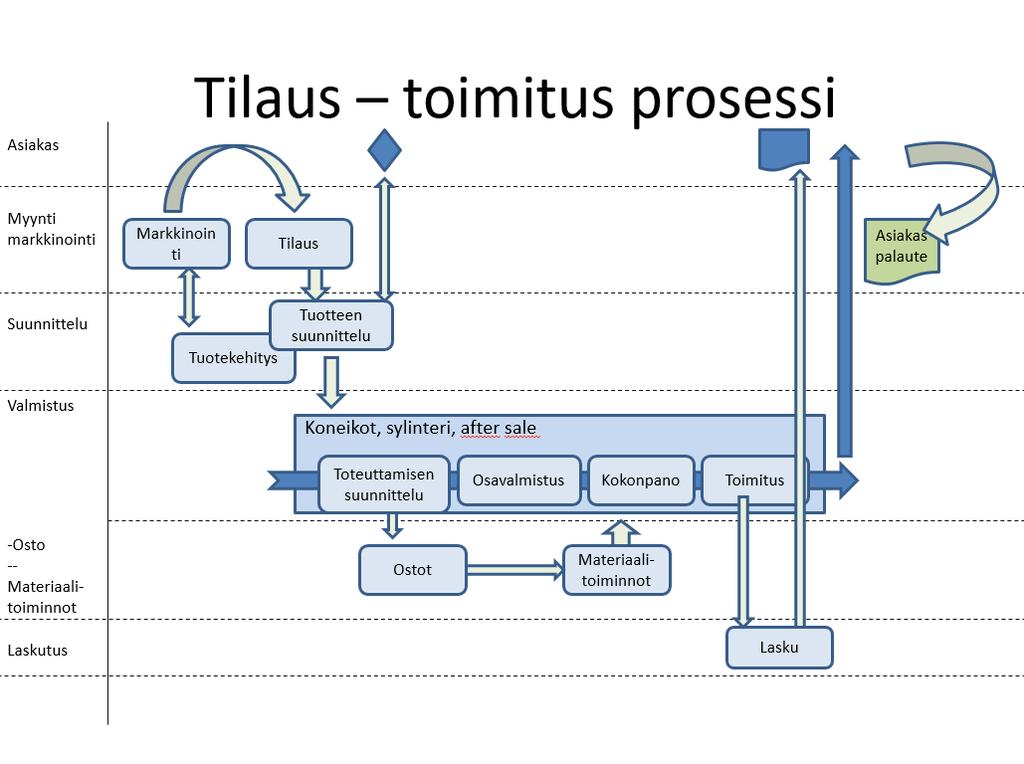
40 Liite 2 (1) Liite 2 Sylinterituotannon prosessikaavio
41 Liite 3 Toimitusketju
Digiajan menestyksekäs toimitusketju / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab
 Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Verkostojen tehokas tiedonhallinta
 Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
Pohjoismaisen JMIhankintaverkoston. kysyntäennusteita hyödyntäen. Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen
 Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Virtauttaminen. Arto Saari
 Virtauttaminen Professori Arto Saari Tampereen teknillinen yliopisto, Rakennustekniikan laboratorio RAIN-tutkimuksen loppuseminaari 11.12.2018, Helsinki Arto Saari 11.12.2018 1 Tutkimusryhmä Tohtorikoulutettava,
Virtauttaminen Professori Arto Saari Tampereen teknillinen yliopisto, Rakennustekniikan laboratorio RAIN-tutkimuksen loppuseminaari 11.12.2018, Helsinki Arto Saari 11.12.2018 1 Tutkimusryhmä Tohtorikoulutettava,
He who stops being better stops being good
 1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki
 Muokkaa perustyyl. napsautt. PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki Valmentaja: Juha Isomäki DI, TTKK (turvallisuustekniikka ja tuotantotalous). Stora Enso Packaging Oy
Muokkaa perustyyl. napsautt. PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki Valmentaja: Juha Isomäki DI, TTKK (turvallisuustekniikka ja tuotantotalous). Stora Enso Packaging Oy
Sunprofile Oy. PM Club Jyväskylä 1/2016: Lean. Jyrki Koukkari
 Sunprofile Oy PM Club Jyväskylä 1/2016: Lean Jyrki Koukkari Ohjelma 2 15:45-16:00 Kahvi 16:00-16:15 Tilaisuuden avaus 16:15-16:45 Lean intro 16:45-17.00 LEAN Tehtaan esittely 17:00-17:15 Kahvi 17:15-18:15
Sunprofile Oy PM Club Jyväskylä 1/2016: Lean Jyrki Koukkari Ohjelma 2 15:45-16:00 Kahvi 16:00-16:15 Tilaisuuden avaus 16:15-16:45 Lean intro 16:45-17.00 LEAN Tehtaan esittely 17:00-17:15 Kahvi 17:15-18:15
Leanillä tehokkuutta meriteollisuuden verkostoihin, 28.01.2015
 Leanillä tehokkuutta meriteollisuuden verkostoihin, 28.01.2015 Globaaliin kilpailuun vastaaminen kehittämällä suomalaista alihankintaverkostoa Janne Karppinen, Hankintajohtaja, Kemppi Oy Kemppi Oy lyhyesti
Leanillä tehokkuutta meriteollisuuden verkostoihin, 28.01.2015 Globaaliin kilpailuun vastaaminen kehittämällä suomalaista alihankintaverkostoa Janne Karppinen, Hankintajohtaja, Kemppi Oy Kemppi Oy lyhyesti
Yrityskohtaiset LEAN-valmennukset
 Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA
 VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
Etelä-Savon luomulogistiikan nykyinen malli. 6.3.2014 Suvi Leinonen
 Etelä-Savon luomulogistiikan nykyinen malli 6.3.2014 Suvi Leinonen S Etelä-Savon luomulogistiikan nykyinen malli - Lihantuottajat S Hankkeen lihantuottajat, naudat ja lampaat http://maps.yandex.com/? um=o3klinp0z0xkjxbusmk89pix_o1hipgq&l=map
Etelä-Savon luomulogistiikan nykyinen malli 6.3.2014 Suvi Leinonen S Etelä-Savon luomulogistiikan nykyinen malli - Lihantuottajat S Hankkeen lihantuottajat, naudat ja lampaat http://maps.yandex.com/? um=o3klinp0z0xkjxbusmk89pix_o1hipgq&l=map
Prosessien hallinta. Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan
 Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
TÄTÄ ON LEAN. Leo Riihiaho
 TÄTÄ ON LEAN Leo Riihiaho 040-8660145 Leo.riihiaho@vr.fi/lexa.riihiaho@gmail.com TÄTÄ ON LEAN Lean kiteytettynä Arvoketjun hallinta Virtaus Johtaminen Tuloksia Taiichi Ohno Lean kiteytettynä Tarkoitus
TÄTÄ ON LEAN Leo Riihiaho 040-8660145 Leo.riihiaho@vr.fi/lexa.riihiaho@gmail.com TÄTÄ ON LEAN Lean kiteytettynä Arvoketjun hallinta Virtaus Johtaminen Tuloksia Taiichi Ohno Lean kiteytettynä Tarkoitus
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy
 MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
Tuotannon laatukeskeinen suunnittelu ja ohjaus
 Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Digiajan menestyksekäs toimitusketju
 Varsinais-Suomi Digiajan menestyksekäs toimitusketju 26.10.2018 Suomen Osto- ja Logistiikkayhdistys LOGY ry Digiajan toimitusketju 08:00 Aamiainen 08:25 Tervetulosanat LOGY Etelä Petri Hällfors 08:30 Maailma
Varsinais-Suomi Digiajan menestyksekäs toimitusketju 26.10.2018 Suomen Osto- ja Logistiikkayhdistys LOGY ry Digiajan toimitusketju 08:00 Aamiainen 08:25 Tervetulosanat LOGY Etelä Petri Hällfors 08:30 Maailma
Lean-ajattelu kiireen kesyttäjänä Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen
 Lean-ajattelu kiireen kesyttäjänä 28.9.2018 Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen Tarkoitus ei ole oppia juoksemaan nopeammin, vaan oppia kävelemään jatkuvasti lyhenevä matka.
Lean-ajattelu kiireen kesyttäjänä 28.9.2018 Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen Tarkoitus ei ole oppia juoksemaan nopeammin, vaan oppia kävelemään jatkuvasti lyhenevä matka.
SIPOC ja Arvovirtakartta työskentely - Ohje
 SIPOC ja Arvovirtakartta työskentely - Ohje 1. Riittävän aihealueen osaamistason varmistaminen. Käsitteiden ja työkalujen esittely Asiakasarvo ja prosessitehokkuus SIPOC Arvovirtakartta. Työkalujen käyttöohjeet
SIPOC ja Arvovirtakartta työskentely - Ohje 1. Riittävän aihealueen osaamistason varmistaminen. Käsitteiden ja työkalujen esittely Asiakasarvo ja prosessitehokkuus SIPOC Arvovirtakartta. Työkalujen käyttöohjeet
Suomen Lean-yhdistys ry Lean Association of Finland. Lean-ajatusmalli. Valunkäytön seminaari Kalle Arsalo
 Suomen Lean-yhdistys ry Lean Association of Finland Lean-ajatusmalli Valunkäytön seminaari 30.03.2017 Kalle Arsalo 19.8.2015 Suomen Lean-yhdistys ry Aatteellinen v. 2009 perustettu henkilöjäsenyhdistys
Suomen Lean-yhdistys ry Lean Association of Finland Lean-ajatusmalli Valunkäytön seminaari 30.03.2017 Kalle Arsalo 19.8.2015 Suomen Lean-yhdistys ry Aatteellinen v. 2009 perustettu henkilöjäsenyhdistys
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille
 Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
Tuotannon luotettavuus
 Tuotannon luotettavuus Tuomas Särkilahti Skanska Talonrakennus Oy 1 Sisältö 1. Skanskan Luotettavan Tuotannon Toimintapa (LTT) 2. Miksi tuotannon luotettavuus on tärkeää 3. Miten varmistamme luotettavan
Tuotannon luotettavuus Tuomas Särkilahti Skanska Talonrakennus Oy 1 Sisältö 1. Skanskan Luotettavan Tuotannon Toimintapa (LTT) 2. Miksi tuotannon luotettavuus on tärkeää 3. Miten varmistamme luotettavan
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012
 BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
Ilkka Kouri. Lean taskukirja
 Ilkka Kouri Lean taskukirja Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista
Ilkka Kouri Lean taskukirja Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista
Lean-implementaation tiekartta VSSHP:ssä Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut
 Lean-implementaation tiekartta VSSHP:ssä 8.5.2017 Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut 1 VSSHP strategia 2017-2018, neljä strategista päämäärää Kaiken toiminnan on tuotettava arvoa
Lean-implementaation tiekartta VSSHP:ssä 8.5.2017 Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut 1 VSSHP strategia 2017-2018, neljä strategista päämäärää Kaiken toiminnan on tuotettava arvoa
Leanin perusteet KEUKE
 Leanin perusteet KEUKE 26.2.2019 Juha Ketola? 2007 KM Mallas 2009 KSM Vääksy 2011 KCM Hämeenlinna Hämeensaari 2013 -> Kauppavalmennus Oy 2015 -> Kauppavalmennus Oü Päivän agenda Mitä lean on ja mitä se
Leanin perusteet KEUKE 26.2.2019 Juha Ketola? 2007 KM Mallas 2009 KSM Vääksy 2011 KCM Hämeenlinna Hämeensaari 2013 -> Kauppavalmennus Oy 2015 -> Kauppavalmennus Oü Päivän agenda Mitä lean on ja mitä se
ICT:n johtamisella tuloksia
 Tuottava IT ICT:n johtamisella tuloksia Data: Tietohallintojen johtaminen Suomessa 2012 Tietääkö liiketoimintajohto mitä IT tekee? Ei osaa sanoa tietääkö Ei tiedä Osittain Tietää 0 % 10 % 20 % 30 % 40
Tuottava IT ICT:n johtamisella tuloksia Data: Tietohallintojen johtaminen Suomessa 2012 Tietääkö liiketoimintajohto mitä IT tekee? Ei osaa sanoa tietääkö Ei tiedä Osittain Tietää 0 % 10 % 20 % 30 % 40
Monipuolista hienomekaniikkaa. Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI Järvenpää. Tel (0)
") Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Tuotanto. www.lemonsoft.fi
 Tuotanto Lemonsoft-tuotanto on tuotannon suunnitteluun, ohjaamiseen ja jälkilaskelmiin suunnattu ohjelma. Ohjelma on suunnattu metalli-, muovi-, elektroniikka- ja puuteollisuuteen, mutta toimii muunkin
Tuotanto Lemonsoft-tuotanto on tuotannon suunnitteluun, ohjaamiseen ja jälkilaskelmiin suunnattu ohjelma. Ohjelma on suunnattu metalli-, muovi-, elektroniikka- ja puuteollisuuteen, mutta toimii muunkin
The Scandinavian standard in electrical enclosures.
 The Scandinavian standard in electrical enclosures. Yritys Finelcomp Oy on vuonna 1988 perustettu sähkökeskusmekaniikkaa valmistava yritys. Yritys tuottaa ratkaisuja sähkönjakelu- ja telelaitteiden kotelointi-
The Scandinavian standard in electrical enclosures. Yritys Finelcomp Oy on vuonna 1988 perustettu sähkökeskusmekaniikkaa valmistava yritys. Yritys tuottaa ratkaisuja sähkönjakelu- ja telelaitteiden kotelointi-
ValueFrame. Tilitoimiston toiminnanohjaus
 ValueFrame Tilitoimiston toiminnanohjaus ValueFramen ansiosta työtehtävämme pysyvät ajan tasalla, ja se auttaa minua koordinoimaan tehtäviä. Pystymme kirjaamaan tehdyt tunnit laskutusta varten niin, että
ValueFrame Tilitoimiston toiminnanohjaus ValueFramen ansiosta työtehtävämme pysyvät ajan tasalla, ja se auttaa minua koordinoimaan tehtäviä. Pystymme kirjaamaan tehdyt tunnit laskutusta varten niin, että
Työmaa-aikataulun tekeminen ja noudattaminen. 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen
 Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Tuotannon jatkuva optimointi muutostilanteissa
 Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000
 LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
Toyotan tapaan Tampereella vauhtia tavaroihin. Reko Martti Vantaa
 Toyotan tapaan Tampereella vauhtia tavaroihin Reko Martti Vantaa 15.5.2012 Reko Martti Ahlström Pumput Oy, Mänttä 1996 1999 valmistuspäällikkö Gardner Denver Oy 1999 2002 toimitusprosessin omistaja Metso
Toyotan tapaan Tampereella vauhtia tavaroihin Reko Martti Vantaa 15.5.2012 Reko Martti Ahlström Pumput Oy, Mänttä 1996 1999 valmistuspäällikkö Gardner Denver Oy 1999 2002 toimitusprosessin omistaja Metso
CLOSE TO OUR CUSTOMERS
 CLOSE TO OUR CUSTOMERS CLOSE TO OUR CUSTOMERS ARI TULUS CLOSE TO OUR CUSTOMERS WIRTGEN FINLAND OY Esitelmän aihe: Digitaalisen päällystysprosessin kuvaus koneasemalta lopputuotteen laatuun Lähtökohta Tehostaa
CLOSE TO OUR CUSTOMERS CLOSE TO OUR CUSTOMERS ARI TULUS CLOSE TO OUR CUSTOMERS WIRTGEN FINLAND OY Esitelmän aihe: Digitaalisen päällystysprosessin kuvaus koneasemalta lopputuotteen laatuun Lähtökohta Tehostaa
LCI Finland vuosipäivä 2013. Mitä on Lean Construction?
 LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
Visma Liikkuvan työn ratkaisut: Työnohjaus. Moderni työkalu työn hallintaan
 Visma Liikkuvan työn ratkaisut: Työnohjaus Moderni työkalu työn hallintaan Visma Työnohjaus on selainkäyttöinen ratkaisu töiden ja niiden sisältämien tehtävien hallintaan, aikataulutukseen ja seurantaan.
Visma Liikkuvan työn ratkaisut: Työnohjaus Moderni työkalu työn hallintaan Visma Työnohjaus on selainkäyttöinen ratkaisu töiden ja niiden sisältämien tehtävien hallintaan, aikataulutukseen ja seurantaan.
Alihankkijoiden integrointi & tahtituotanto. Alustus: Aleksi Heinonen, Vison Oy
 Alihankkijoiden integrointi & tahtituotanto Alustus: Aleksi Heinonen, Vison Oy Hukka tuotannossa ja rakentamisessa Arvo 10% Hukka 12% Hukka 57% Tukitoiminta 33% Tukitoiminta 26% Arvo 62% Rakentaminen Valmistaminen
Alihankkijoiden integrointi & tahtituotanto Alustus: Aleksi Heinonen, Vison Oy Hukka tuotannossa ja rakentamisessa Arvo 10% Hukka 12% Hukka 57% Tukitoiminta 33% Tukitoiminta 26% Arvo 62% Rakentaminen Valmistaminen
Mitä Lean on? Lean5 Europe Oy Ltd
 Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
ERP auttaa kustannustehokkuuteen 2009
 ERP auttaa kustannustehokkuuteen 2009 18.3.2009 Martti From TIEKE TIEKEn visio, strategia ja strategiset tavoitteet Suomi kilpailukykyiseksi ja ihmisläheiseksi tietoyhteiskunnaksi Missio Kansalaiset Strategia
ERP auttaa kustannustehokkuuteen 2009 18.3.2009 Martti From TIEKE TIEKEn visio, strategia ja strategiset tavoitteet Suomi kilpailukykyiseksi ja ihmisläheiseksi tietoyhteiskunnaksi Missio Kansalaiset Strategia
OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE. Yritys: Tekijä:
 KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE. Yritys: Tekijä:") OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE Yritys: Tekijä: Päiväys: MARKKINAT Rahoittajille tulee osoittaa, että yrityksen tuotteella tai palvelulla on todellinen liiketoimintamahdollisuus.
OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE Yritys: Tekijä: Päiväys: MARKKINAT Rahoittajille tulee osoittaa, että yrityksen tuotteella tai palvelulla on todellinen liiketoimintamahdollisuus.
konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ.
 konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ. Toimintaperiaatteemme Maailma kehittyy koko ajan. Yksi menestyksekkään liiketoiminnan kulmakivistä on tämän kehityksen mukana
konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ. Toimintaperiaatteemme Maailma kehittyy koko ajan. Yksi menestyksekkään liiketoiminnan kulmakivistä on tämän kehityksen mukana
Hoidon saatavuus ja palvelukokemuksen merkitys
 Hoidon saatavuus ja palvelukokemuksen merkitys Tarkoituksena on tarkastella aikajanaa, siitä hetkestä kun asiakas antaa tilauksen & asiakas saa lähetteen siihen kun asiakas on maksanut laskun & asiakas
Hoidon saatavuus ja palvelukokemuksen merkitys Tarkoituksena on tarkastella aikajanaa, siitä hetkestä kun asiakas antaa tilauksen & asiakas saa lähetteen siihen kun asiakas on maksanut laskun & asiakas
Lean johtaminen ja työkalut. Työpaja 16.3.2016
 Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Optimoinnin sovellukset
 Optimoinnin sovellukset Timo Ranta Tutkijatohtori TTY Porin laitos OPTIMI 4.12.2014 Mitä optimointi on? Parhaan ratkaisun systemaattinen etsintä kaikkien mahdollisten ratkaisujen joukosta Tieteellinen
Optimoinnin sovellukset Timo Ranta Tutkijatohtori TTY Porin laitos OPTIMI 4.12.2014 Mitä optimointi on? Parhaan ratkaisun systemaattinen etsintä kaikkien mahdollisten ratkaisujen joukosta Tieteellinen
Business Oulu. Teollisuus-Forum 29.5.2013. Wisetime Oy:n esittely
 Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN
 LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN KIINTEISTÖJOHTAJA TEPPO SALMIKIVI HELSINGIN YLIOPISTO, TILA- JA KIINTEISTÖKESKUS HELSINGIN YLIOPISTO
LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN KIINTEISTÖJOHTAJA TEPPO SALMIKIVI HELSINGIN YLIOPISTO, TILA- JA KIINTEISTÖKESKUS HELSINGIN YLIOPISTO
REDOFLOW. Kokonaisvaltainen toiminnanohjauksen ja tiedonhallinnan ratkaisu pkyrityksille. Redoflow on kehitetty alusta asti pkyritysten
 Kokonaisvaltainen toiminnanohjauksen ja tiedonhallinnan ratkaisu pkyrityksille Redoflow on kehitetty alusta asti pkyritysten toiminnanohjauksen ja tiedonhallinnan tarpeita silmällä pitäen: se on kustannustehokas,
Kokonaisvaltainen toiminnanohjauksen ja tiedonhallinnan ratkaisu pkyrityksille Redoflow on kehitetty alusta asti pkyritysten toiminnanohjauksen ja tiedonhallinnan tarpeita silmällä pitäen: se on kustannustehokas,
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto. TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Harjoitusty ö 5. Myynti, markkinointi ja asiakkaan kohtaaminen 4. Operaatiot
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Harjoitusty ö 5. Myynti, markkinointi ja asiakkaan kohtaaminen 4. Operaatiot
Tilaajien rooli virtaustehokkuuden kehittämisessä
 Tilaajien rooli virtaustehokkuuden kehittämisessä 15.11.2016 1 Mahdollisuus Valmistavan tuotannon tehokkuus on yli kolminkertaistunut rakentamiseen verrattuna Etumatka voidaan kuoroa tuomalla työmaalle
Tilaajien rooli virtaustehokkuuden kehittämisessä 15.11.2016 1 Mahdollisuus Valmistavan tuotannon tehokkuus on yli kolminkertaistunut rakentamiseen verrattuna Etumatka voidaan kuoroa tuomalla työmaalle
LEAN-JOHTAMISEN KESKEISET PERIAATTEET
 Poista hukka! Lopeta sähläys! LEAN-JOHTAMISEN KESKEISET PERIAATTEET Webinaari - Keskiviikko 14.2 klo 09:00-10:00 - Webinaari Webinaarin sisältö klo 09:00-10:00 Avaus ja puhujien / KULMIAN esittely Osallistujien
Poista hukka! Lopeta sähläys! LEAN-JOHTAMISEN KESKEISET PERIAATTEET Webinaari - Keskiviikko 14.2 klo 09:00-10:00 - Webinaari Webinaarin sisältö klo 09:00-10:00 Avaus ja puhujien / KULMIAN esittely Osallistujien
Asetusaikojen minimointi NCkoodin
 Asetusaikojen minimointi NCkoodin simuloinnilla Pauli Manninen , vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNC-liitännät, NC-ohjelmoinnin automatisointi Palvelut NC-ohjelmointi, menetelmäsuunnittelu,
Asetusaikojen minimointi NCkoodin simuloinnilla Pauli Manninen , vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNC-liitännät, NC-ohjelmoinnin automatisointi Palvelut NC-ohjelmointi, menetelmäsuunnittelu,
LEAN. Enemmän arvoa vähemmällä. Mitä LEAN on? LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti
 LEAN Mitä LEAN on? Enemmän arvoa vähemmällä LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti Keskittyy kyseenalaistamaan ja eliminoimaan kaikkea, joka ei tuo asiakkaalle lisäarvoa
LEAN Mitä LEAN on? Enemmän arvoa vähemmällä LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti Keskittyy kyseenalaistamaan ja eliminoimaan kaikkea, joka ei tuo asiakkaalle lisäarvoa
Supply Chain Module 1
 2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
Työn lopullinen versio palautetaan myöhemmin annettavien ohjeiden mukaan viimeistään 29.3. klo 16.00.
 Tuotantotalouden laitos HARJOITUSTYÖ Tuotantotalous 1 kurssin harjoitustyön tarkoituksena on tutustua yrityksen perustamiseen ja toimintaan liittyviin peruskäsitteisiin. Harjoitustyön suoritettuaan opiskelijalla
Tuotantotalouden laitos HARJOITUSTYÖ Tuotantotalous 1 kurssin harjoitustyön tarkoituksena on tutustua yrityksen perustamiseen ja toimintaan liittyviin peruskäsitteisiin. Harjoitustyön suoritettuaan opiskelijalla
Minna Mattila-Aalto Kehittämispäällikkö TTS Työtehoseura. Viher- ja ympäristörakentajat ry:n luentopäivät
 Minna Mattila-Aalto Kehittämispäällikkö TTS Työtehoseura Viher- ja ympäristörakentajat ry:n luentopäivät 28.-29.11.2018 TTS Työtehoseura johtava suomalaisen työn kehittäjä Koulutusta ja tutkimusta Perustettu
Minna Mattila-Aalto Kehittämispäällikkö TTS Työtehoseura Viher- ja ympäristörakentajat ry:n luentopäivät 28.-29.11.2018 TTS Työtehoseura johtava suomalaisen työn kehittäjä Koulutusta ja tutkimusta Perustettu
Tuotekehitys palveluna
 Kumppani joka tukee menestystäsi Tuotekehitys palveluna Tekniikka 2010, Jyväskylä Ville Volanen Koko tuotekehitysprojekti samasta paikasta Protoshop tarjoaa tuotekehitystä yhdistettynä tuotteen kaupallistamiseen,
Kumppani joka tukee menestystäsi Tuotekehitys palveluna Tekniikka 2010, Jyväskylä Ville Volanen Koko tuotekehitysprojekti samasta paikasta Protoshop tarjoaa tuotekehitystä yhdistettynä tuotteen kaupallistamiseen,
Lean -menetelmä tuotanto- ja palveluorganisaatioissa
 Uuden työelämän trendit Lean -menetelmä tuotanto- ja palveluorganisaatioissa Harri Haapasalo Professori, tuotantotalous D.Sc. Tech., M.Sc. Eng., M.Sc. Econ. Head of Industrial Engineering and Management
Uuden työelämän trendit Lean -menetelmä tuotanto- ja palveluorganisaatioissa Harri Haapasalo Professori, tuotantotalous D.Sc. Tech., M.Sc. Eng., M.Sc. Econ. Head of Industrial Engineering and Management
CNC:N ASETUSAJAN PIENENTÄMINEN
 CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
LEAN Prosessijannujen rakkauden kohde, kapitalistin työkalu vai kukkahattujen yhteisöllisyys?
 LEAN Prosessijannujen rakkauden kohde, kapitalistin työkalu vai kukkahattujen yhteisöllisyys? Tero Reunanen Koulutus- ja tutkimusvastaava Tuotantotalous Liiketoimintaosaaminen ja Prosessien Johtaminen
LEAN Prosessijannujen rakkauden kohde, kapitalistin työkalu vai kukkahattujen yhteisöllisyys? Tero Reunanen Koulutus- ja tutkimusvastaava Tuotantotalous Liiketoimintaosaaminen ja Prosessien Johtaminen
EVELIINA SALMINEN TUOTANNONOHJAUKSEN KEHITTÄMINEN LEAN-PERIAAT- TEITA HYÖDYNTÄEN. Diplomityö
 EVELIINA SALMINEN TUOTANNONOHJAUKSEN KEHITTÄMINEN LEAN-PERIAAT- TEITA HYÖDYNTÄEN Diplomityö Tarkastaja: Professori Marko Seppänen Tarkastaja ja aihe hyväksytty 28. toukokuuta 2018 i TIIVISTELMÄ EVELIINA
EVELIINA SALMINEN TUOTANNONOHJAUKSEN KEHITTÄMINEN LEAN-PERIAAT- TEITA HYÖDYNTÄEN Diplomityö Tarkastaja: Professori Marko Seppänen Tarkastaja ja aihe hyväksytty 28. toukokuuta 2018 i TIIVISTELMÄ EVELIINA
ENEMMÄN VAI FIKSUMMIN? - ÄLÄ TAPA UUSIA BISNESMAHDOLLISUUKSIA TEHOTTOMALLA TYÖLLÄ! Anssi Tikka, Business Unit Manager
 ENEMMÄN VAI FIKSUMMIN? - ÄLÄ TAPA UUSIA BISNESMAHDOLLISUUKSIA TEHOTTOMALLA TYÖLLÄ! Anssi Tikka, Business Unit Manager Näin saat palvelun laadun, nopeuden ja kannattavuuden kohtaamaan varastoissa ja logistiikkakeskuksissa.
ENEMMÄN VAI FIKSUMMIN? - ÄLÄ TAPA UUSIA BISNESMAHDOLLISUUKSIA TEHOTTOMALLA TYÖLLÄ! Anssi Tikka, Business Unit Manager Näin saat palvelun laadun, nopeuden ja kannattavuuden kohtaamaan varastoissa ja logistiikkakeskuksissa.
Megaprojekti pysyi aikataulussa. Totta vai tarua?
 Megaprojekti pysyi aikataulussa. Totta vai tarua? Megaprojekti mikä? Lähde: https://en.wikipedia.org/wiki/megaproject 2 Megaprojekti miksi? Lähde: https://en.wikipedia.org/wiki/megaproject 3 Megaprojekti
Megaprojekti pysyi aikataulussa. Totta vai tarua? Megaprojekti mikä? Lähde: https://en.wikipedia.org/wiki/megaproject 2 Megaprojekti miksi? Lähde: https://en.wikipedia.org/wiki/megaproject 3 Megaprojekti
Automaatioratkaisuja yli
 Automaatioratkaisuja yli 40 vuoden kokemuksella 1 Asiakaslähtöisiä tuotantoautomaation ratkaisuja yli 40 vuoden kokemuksella Vuonna 1976 perustettu Sermatech Group on n. 70 henkilöä työllistävä monipuolinen
Automaatioratkaisuja yli 40 vuoden kokemuksella 1 Asiakaslähtöisiä tuotantoautomaation ratkaisuja yli 40 vuoden kokemuksella Vuonna 1976 perustettu Sermatech Group on n. 70 henkilöä työllistävä monipuolinen
Kari Mäkinen TUOTANTORAKENTEEN LUOMINEN SUUNNITTELURAKENTEESTA
 Kari Mäkinen TUOTANTORAKENTEEN LUOMINEN SUUNNITTELURAKENTEESTA Tekniikka ja merenkulku Pori Kone- ja tuotantotekniikan koulutusohjelma 2012 TUOTANTORAKENTEEN LUOMINEN SUUNNITTELURAKENTEESTA Mäkinen, Kari
Kari Mäkinen TUOTANTORAKENTEEN LUOMINEN SUUNNITTELURAKENTEESTA Tekniikka ja merenkulku Pori Kone- ja tuotantotekniikan koulutusohjelma 2012 TUOTANTORAKENTEEN LUOMINEN SUUNNITTELURAKENTEESTA Mäkinen, Kari
Tuotannon tehokkuus, LEANtoimintamalli. Teemu Elomaa Lean5 Europe Oy
 Tuotannon tehokkuus, LEANtoimintamalli Teemu Elomaa Lean5 Europe Oy Elintarvikeaamupa iva 28.08.2018 Agenda - Mitä on Lean ja mitä se ei ole - Ydinperiaatteet - Tuloksia - Menetelmiä - Case esimerkkejä
Tuotannon tehokkuus, LEANtoimintamalli Teemu Elomaa Lean5 Europe Oy Elintarvikeaamupa iva 28.08.2018 Agenda - Mitä on Lean ja mitä se ei ole - Ydinperiaatteet - Tuloksia - Menetelmiä - Case esimerkkejä
Visma Liikkuvan työn ratkaisut: Online Varasto. Moderni työkalu työn hallintaan
 Visma Liikkuvan työn ratkaisut: Online Varasto Moderni työkalu työn hallintaan (Visma Nova) Myyntitilausten keräily ja toimitus Projekti Inventointi Varastosiirrot Varastosta otto Työnohjaus + Laadunvalvonta
Visma Liikkuvan työn ratkaisut: Online Varasto Moderni työkalu työn hallintaan (Visma Nova) Myyntitilausten keräily ja toimitus Projekti Inventointi Varastosiirrot Varastosta otto Työnohjaus + Laadunvalvonta
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot. Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy
 Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
Luotettavuus Avoimuus Sitoutuneisuus Ekologisuus Rehellisyys
 Luotettavuus Avoimuus Sitoutuneisuus Ekologisuus Rehellisyys Laserkeskus Oy Vuonna 2003 Laitilaan perustettu Laserkeskus Oy on erikoistunut metalliteollisuudessa toimivien tuotannollisten yritysten esikäsittelypalveluiden
Luotettavuus Avoimuus Sitoutuneisuus Ekologisuus Rehellisyys Laserkeskus Oy Vuonna 2003 Laitilaan perustettu Laserkeskus Oy on erikoistunut metalliteollisuudessa toimivien tuotannollisten yritysten esikäsittelypalveluiden
REDOFLOW YKSI RATKAISU, JOLLA JOHDAT KOKO LIIKETOIMINTAASI
 YKSI RATKAISU, JOLLA JOHDAT KOKO LIIKETOIMINTAASI Kokonaisvaltainen toiminnanohjauksen ja tiedonhallinnan ratkaisu pkyrityksille Redoflow on kehitetty alusta asti pkyritysten toiminnanohjauksen ja tiedonhallinnan
YKSI RATKAISU, JOLLA JOHDAT KOKO LIIKETOIMINTAASI Kokonaisvaltainen toiminnanohjauksen ja tiedonhallinnan ratkaisu pkyrityksille Redoflow on kehitetty alusta asti pkyritysten toiminnanohjauksen ja tiedonhallinnan
Kulutus ja täydennys synkronissa
 Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
15224 standardi johtamisen ja laadukkaan työn tukena auditoijan näkökulma YTL Merja Huikko
 15224 standardi johtamisen ja laadukkaan työn tukena auditoijan näkökulma Mielikuvia laadunhallinnasta ja laatustandardeista etsitään vain virheitä ja syyllisiä vie paljon aikaa oikealta työltä mielletään
15224 standardi johtamisen ja laadukkaan työn tukena auditoijan näkökulma Mielikuvia laadunhallinnasta ja laatustandardeista etsitään vain virheitä ja syyllisiä vie paljon aikaa oikealta työltä mielletään
Lean ajattelun perusteita Ulla Rikula
 Lean ajattelun perusteita Ulla Rikula 5.10.2016 LEANin 4 periaatetta Tiimityö saadaan yhdessä aikaan Viestintä kokonaiskuva ja tilannetieto Resurssien tehokas hyödyntäminen ja hukan poistaminen Jatkuva
Lean ajattelun perusteita Ulla Rikula 5.10.2016 LEANin 4 periaatetta Tiimityö saadaan yhdessä aikaan Viestintä kokonaiskuva ja tilannetieto Resurssien tehokas hyödyntäminen ja hukan poistaminen Jatkuva
LIIKETOIMINNAN KUNTOTESTI
 LIIKETOIMINNAN KUNTOTESTI Suomen Liiketoimintapalvelu Oy on kehittänyt kyselyn nimeltä Liiketoiminnan kuntotesti. Kuntotestikyselyyn on vastannut lukuisia yrityksiä (N=45) syksyn 2017 aikana. Tämä raportti
LIIKETOIMINNAN KUNTOTESTI Suomen Liiketoimintapalvelu Oy on kehittänyt kyselyn nimeltä Liiketoiminnan kuntotesti. Kuntotestikyselyyn on vastannut lukuisia yrityksiä (N=45) syksyn 2017 aikana. Tämä raportti
Lean Orionilla, case Salo. Urpo Rautiainen
 Lean Orionilla, case Salo Urpo Rautiainen ORION CORPORATION SALO PLANT Tablet Packaging Warehouse Autho r/dep artme 12.2.2019 2 Orion Salon tehdas 1st packaging line ramp-up 2/2014 5 packaging lines running
Lean Orionilla, case Salo Urpo Rautiainen ORION CORPORATION SALO PLANT Tablet Packaging Warehouse Autho r/dep artme 12.2.2019 2 Orion Salon tehdas 1st packaging line ramp-up 2/2014 5 packaging lines running
Adi Kalusteet Oy. Tutustu laadukkaaseen mallistoomme
 Adi Kalusteet Oy Adi Kalusteet Oy on 1979 perustettu suomalainen toimisto-, julkitila- ja myymäläkalusteita suunnitteleva ja valmistava yritys. Adi tunnetaan arkkitehtien, muotoilijoiden ja suunnittelijoiden
Adi Kalusteet Oy Adi Kalusteet Oy on 1979 perustettu suomalainen toimisto-, julkitila- ja myymäläkalusteita suunnitteleva ja valmistava yritys. Adi tunnetaan arkkitehtien, muotoilijoiden ja suunnittelijoiden
4 askelta kohti Lean-tuotantoa. Tiedonkeruusta Lean-päivittäisjohtamiseen
 4 askelta kohti Lean-tuotantoa Tiedonkeruusta Lean-päivittäisjohtamiseen 1 Sisällys Sisällys s. 2 Lukijalle s. 3 Mitä Lean on? s. 4 Kohti Lean-päivittäisjohtamista s. 6 Järjestelmän rooli Lean-päivittäisjohtamisessa
4 askelta kohti Lean-tuotantoa Tiedonkeruusta Lean-päivittäisjohtamiseen 1 Sisällys Sisällys s. 2 Lukijalle s. 3 Mitä Lean on? s. 4 Kohti Lean-päivittäisjohtamista s. 6 Järjestelmän rooli Lean-päivittäisjohtamisessa
SSAB:n teräksestä paalutusratkaisuun Valmistus- ja jalostusketju omissa käsissä. Marko Maukonen
 SSAB:n teräksestä paalutusratkaisuun Valmistus- ja jalostusketju omissa käsissä Marko Maukonen 19.1.2017 SSAB:n suurimmat tuotantolaitokset Ruotsissa, Suomessa ja Yhdysvalloissa 16 000 työntekijää yli
SSAB:n teräksestä paalutusratkaisuun Valmistus- ja jalostusketju omissa käsissä Marko Maukonen 19.1.2017 SSAB:n suurimmat tuotantolaitokset Ruotsissa, Suomessa ja Yhdysvalloissa 16 000 työntekijää yli
Logistiikkapalvelukeskus metalliteollisuuden kunnossapidossa ja alihankinnassa SERVIISI
 Logistiikkapalvelukeskus metalliteollisuuden kunnossapidossa ja alihankinnassa SERVIISI http://partnet.vtt.fi/serviisi/ Hankintalogistiikan ulkoistamisesta hankintatoimen ulkoistamiseen EGLO-ohjelman vuosiseminaari
Logistiikkapalvelukeskus metalliteollisuuden kunnossapidossa ja alihankinnassa SERVIISI http://partnet.vtt.fi/serviisi/ Hankintalogistiikan ulkoistamisesta hankintatoimen ulkoistamiseen EGLO-ohjelman vuosiseminaari
Varastonhallinnan optimointi
 Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Yritys. Liikevaihto vuonna milj eur. Vuonna 2012 lv oli 26.9 milj. eur
 Yritys Airamin historia alkaa vuodesta 1921 jolloin perustettiin Suomen Sähkölampputehdas Oy. Nimen alkuperästä on eri teorioita: Osram, Tungsram, ram-pääte kun raaka-aineena Volfram ai, ram vaiko naisten
Yritys Airamin historia alkaa vuodesta 1921 jolloin perustettiin Suomen Sähkölampputehdas Oy. Nimen alkuperästä on eri teorioita: Osram, Tungsram, ram-pääte kun raaka-aineena Volfram ai, ram vaiko naisten
Hukkahaavit ja Kaizen. Mitä Hukkahaavi ja Kaizen on? Susanna Mantere Välinehuoltotyönohjaaja
 Hukkahaavit ja Kaizen Susanna Mantere Välinehuoltotyönohjaaja 7.10.2016 Mitä Hukkahaavi ja Kaizen on? Hukkahaavi prosessin tarkastelua johon osallistuu eri ammattiryhmiä ja useampi työyksikkö Kaizen on
Hukkahaavit ja Kaizen Susanna Mantere Välinehuoltotyönohjaaja 7.10.2016 Mitä Hukkahaavi ja Kaizen on? Hukkahaavi prosessin tarkastelua johon osallistuu eri ammattiryhmiä ja useampi työyksikkö Kaizen on
Toimitusketjun hallinnan uudet kehityssuunnat. Mikko Kärkkäinen Tammiseminaari 2015
 1 Toimitusketjun hallinnan uudet kehityssuunnat Mikko Kärkkäinen Tammiseminaari 2015 2 Toimitusketjun suunnittelun uudet tuulet Muistinvarainen laskenta mullistaa toimitusketjun suunnittelun Välitön näkyvyys
1 Toimitusketjun hallinnan uudet kehityssuunnat Mikko Kärkkäinen Tammiseminaari 2015 2 Toimitusketjun suunnittelun uudet tuulet Muistinvarainen laskenta mullistaa toimitusketjun suunnittelun Välitön näkyvyys
TUOTELUOKITUKSEN LAADINTA
 TUOTELUOKITUKSEN LAADINTA Peikko Finland Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2015 Pia Rantanen Lahden
TUOTELUOKITUKSEN LAADINTA Peikko Finland Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2015 Pia Rantanen Lahden
Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä. - sovellusten taustaa
 Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä - sovellusten taustaa Jouni Sakki Oy tel. +358 50 60828 e-mail: jouni.sakki@jounisakki.fi www.jounisakki.fi B-to-b tilaus-toimitusketju (Supply
Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä - sovellusten taustaa Jouni Sakki Oy tel. +358 50 60828 e-mail: jouni.sakki@jounisakki.fi www.jounisakki.fi B-to-b tilaus-toimitusketju (Supply
Mikä tekee tuotantojärjestelmästä taloudellisen?
 Käsikirjoitus: Mikael Öhman Mikä tekee tuotantojärjestelmästä taloudellisen? Tuotantojärjestelmän taloudellisuus mielletään helposti tuottavuuteen liittyvänä ominaisuutena. Liukuhihna, jolta valmistuu
Käsikirjoitus: Mikael Öhman Mikä tekee tuotantojärjestelmästä taloudellisen? Tuotantojärjestelmän taloudellisuus mielletään helposti tuottavuuteen liittyvänä ominaisuutena. Liukuhihna, jolta valmistuu
Maailman laatupäivä 12.11.2015, Laatukeskus Finlandia-talo
 Maailman laatupäivä 12.11.2015, Laatukeskus Finlandia-talo 1 2 3 4 5 Palvelut nopeutuvat Työhyvinvointi parantunut Kustannukset laskevat 6 Lean-ajattelutoimii käytännössä, koska se perustuu toisaalta matematiikkaan
Maailman laatupäivä 12.11.2015, Laatukeskus Finlandia-talo 1 2 3 4 5 Palvelut nopeutuvat Työhyvinvointi parantunut Kustannukset laskevat 6 Lean-ajattelutoimii käytännössä, koska se perustuu toisaalta matematiikkaan
Ketteryys pähkinänkuoressa. Kokopäivän Scrum-kurssin sisältö tislattuna ja tiivistettynä kolmeen varttiin
 Ketteryys pähkinänkuoressa Kokopäivän Scrum-kurssin sisältö tislattuna ja tiivistettynä kolmeen varttiin Empiirinen prosessinhallinta Iteraatiot ja inkrementit riskienhallinnassa Imuohjaus Ketteryyden
Ketteryys pähkinänkuoressa Kokopäivän Scrum-kurssin sisältö tislattuna ja tiivistettynä kolmeen varttiin Empiirinen prosessinhallinta Iteraatiot ja inkrementit riskienhallinnassa Imuohjaus Ketteryyden
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta
 Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Oivallustehdas. Oivallustehdas. Sämpläys Oy. Virtaviiva Oy. Fore and Aft Oy Erkki Wirta Tel +358-400-808506 E-mail:erkki.wirta@foreandaft.
 Oivallustehdas Fore and Aft Oy Erkki Wirta Tel +358-400-808506 E-mail:erkki.wirta@foreandaft.fi Oivallustehdas Sämpläys Oy vs Virtaviiva Oy Tuotteet A B C D Sämpläys Oy:n toimintaprosessi Tuotantoohjelma
Oivallustehdas Fore and Aft Oy Erkki Wirta Tel +358-400-808506 E-mail:erkki.wirta@foreandaft.fi Oivallustehdas Sämpläys Oy vs Virtaviiva Oy Tuotteet A B C D Sämpläys Oy:n toimintaprosessi Tuotantoohjelma
Mainosankkuri.fi-palvelun käyttöohjeita
 Mainosankkuri.fi-palvelun käyttöohjeita Sisällys 1. Johdanto... 1 2. Sisäänkirjautuminen... 1 3. Palvelussa navigointi... 2 4. Laitteet... 2 5. Sisällönhallinta... 4 6. Soittolistat... 7 7. Aikataulut...
Mainosankkuri.fi-palvelun käyttöohjeita Sisällys 1. Johdanto... 1 2. Sisäänkirjautuminen... 1 3. Palvelussa navigointi... 2 4. Laitteet... 2 5. Sisällönhallinta... 4 6. Soittolistat... 7 7. Aikataulut...
Valmet Automotiven kilpailukyky globaalissa toimintaympäristössä. 19.9.2015 Turku
 Valmet Automotiven kilpailukyky globaalissa toimintaympäristössä 19.9.2015 Turku Kilpailukyky? On usean tekijän summa Kustannustehokkuus Innovatiivisuus Toimitusketjun hallinta Koulutetun työvoiman saatavuus
Valmet Automotiven kilpailukyky globaalissa toimintaympäristössä 19.9.2015 Turku Kilpailukyky? On usean tekijän summa Kustannustehokkuus Innovatiivisuus Toimitusketjun hallinta Koulutetun työvoiman saatavuus
www.hankintatoimi.fi 21.06.2010 Juha-Pekka Anttila VTT
 www.hankintatoimi.fi 21.06.2010 Juha-Pekka Anttila VTT Hankintatoimen kehittäminen teknologiateollisuudessa - VTT mukana kehitystyössä VTT:n Liiketoiminta ja teknologian johtaminen -osaamiskeskuksen toteuttamissa
www.hankintatoimi.fi 21.06.2010 Juha-Pekka Anttila VTT Hankintatoimen kehittäminen teknologiateollisuudessa - VTT mukana kehitystyössä VTT:n Liiketoiminta ja teknologian johtaminen -osaamiskeskuksen toteuttamissa
Tilannetietoisuus läpinäkyvyys antaa välineet parempaan palveluun
 Tilannetietoisuus läpinäkyvyys antaa välineet parempaan palveluun l Yrityksen kumppanien yhteydenpidon lisääminen Janne Ohtonen, Enterprise Architect, Affecto Finland Oy Yit Yrityksen kumppaniverkosto
Tilannetietoisuus läpinäkyvyys antaa välineet parempaan palveluun l Yrityksen kumppanien yhteydenpidon lisääminen Janne Ohtonen, Enterprise Architect, Affecto Finland Oy Yit Yrityksen kumppaniverkosto
Monipuolisen yhteistyön haaste pyrittäessä korkealle
 1 Monipuolisen yhteistyön haaste pyrittäessä korkealle Markus Hellström 2 Esityksen kiteytys 3 Esityksen sisältö Tavoite ja sen merkitys liiketoiminnan johtamisessa Miten vien liiketoiminnan tavoitteeseen?
1 Monipuolisen yhteistyön haaste pyrittäessä korkealle Markus Hellström 2 Esityksen kiteytys 3 Esityksen sisältö Tavoite ja sen merkitys liiketoiminnan johtamisessa Miten vien liiketoiminnan tavoitteeseen?
Tuotannon simulointi. Teknologiademot on the road -hanke
 Tuotannon simulointi Teknologiademot on the road -hanke Simulointi Seamkissa Tuotannon simulointia on tarjottu palvelutoimintana yrityksille 90-luvun puolivälistä lähtien. Toteutettuja yritysprojekteja
Tuotannon simulointi Teknologiademot on the road -hanke Simulointi Seamkissa Tuotannon simulointia on tarjottu palvelutoimintana yrityksille 90-luvun puolivälistä lähtien. Toteutettuja yritysprojekteja
Projektin suunnittelu A71A00300
 Projektin suunnittelu A71A00300 Projektisuunnitelma 1. Projektitiimi 2. Projektin tausta 3. Projektin tavoitteet 4. Tiimin roolit 5. Sisäinen viestintä 6. Riskianalyysi 7. Aikataulutus Projektisuunnitelman
Projektin suunnittelu A71A00300 Projektisuunnitelma 1. Projektitiimi 2. Projektin tausta 3. Projektin tavoitteet 4. Tiimin roolit 5. Sisäinen viestintä 6. Riskianalyysi 7. Aikataulutus Projektisuunnitelman
LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen
 LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen LCIFIN2 Workshop 21.11.2013 Juha Salminen TkT, Kehitysjohtaja, Consti Yhtiöt Kumppanisi korjausrakentamisessa
LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen LCIFIN2 Workshop 21.11.2013 Juha Salminen TkT, Kehitysjohtaja, Consti Yhtiöt Kumppanisi korjausrakentamisessa