L u e n t o. Lean-toimintatapa. Luennon sisältö. Leanin historia ja taustat Tavoitteet ja rakennuspalikat. Toteutus ja toivottavat tulokset
|
|
|
- Paavo Väänänen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 L u e n t o Lean-toimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset

2 Leanin historia ja taustat

3 Leanin alkujuuret 60 vuoden takaa Eiji Toyoda Taiichi Ohno TUTA 16 Luento 17 3

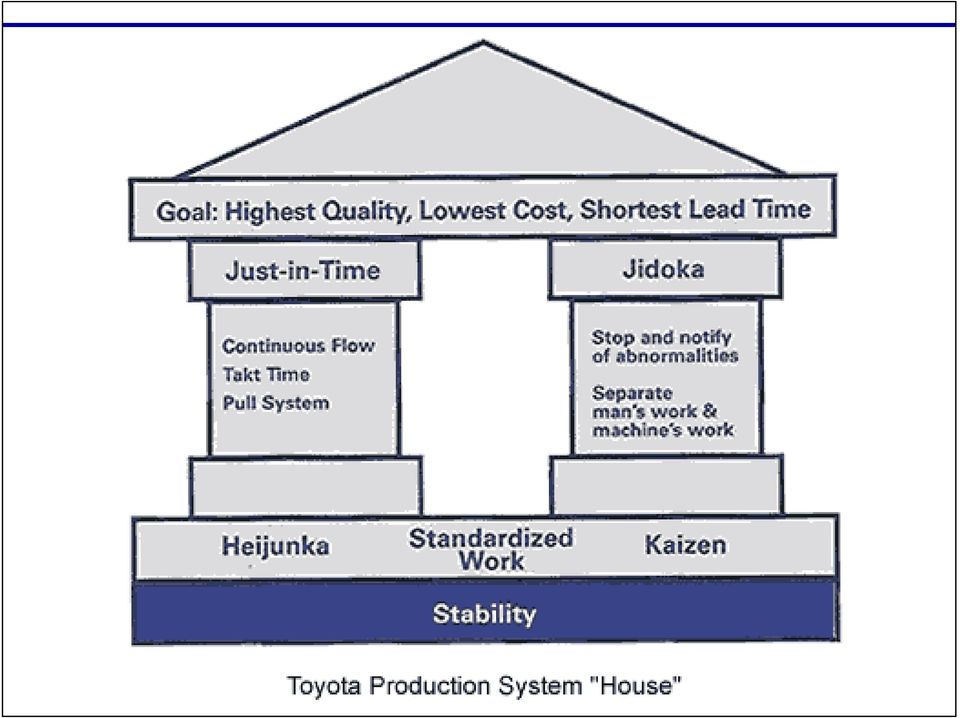
4 Leanin alkujuuret 60 vuoden takaa Toyotalla ja koko Japanilla ongelmia sodan jälkeen pääoma ja resurssipula, pienet kotimarkkinat, vahva työlainsäädäntö Toyoda ja Ohno tutustuvat Fordin tuotantoon 1950 Fordilla move the metal" -ajattelumalli (paljon hukkaa ja korjauksia) varsin pääomavaltainen ja joustamaton tuotantomalli - korkea kysyntä USA:ssa kuitenkin mahdollisti investoinnit Toteavat toimintamallin mahdottomaksi Toyotalle ainoa tapa kilpailla olisi käyttää joustavampia koneita jolloin pienemmät tuotantoerät olisivat taloudellisesti mahdollisia joustavuus asettaa suorat vaatimukset asetusaikojen ja -kustannusten pienentämiselle ja toiminnan jatkuvalle kehittämiselle (hukan poisto) Asettavat hukan (muda) täydellisen poistamisen tuotannon tärkeimmäksi prioriteetiksi varasto nähdään hukan näkyvimpänä seurauksena koska peittää alleen monia muita ongelmia (merkittävin Toyota Production System:n oppi) TUTA 16 Luento 17 4
 Asettavat hukan (muda) täydellisen poistamisen tuotannon tärkeimmäksi prioriteetiksi")
5 Yrityksissä monenlaista hukkaa Waste is anything other than the minimum amount of equipment, materials, parts, space, and worker s time, which are absolutely essential to add value to the product. Shoichiro Toyoda TUTA 16 Luento 17 5

6 Toiminnan todellinen tehokkuus alhaista hukka hukka hukka Ajan lisäarvollinen osuus Ajan lisäarvollinen osuus Ajan lisäarvollinen osuus Ihmisten ajankäyttö tavallisessa tehtaassa materiaalin odotus, koneiden odottelu, työkalujen etsiminen, ylituotanto, viallisten tuotteiden valmistaminen, turhat työvaiheet, turhat liikeradat, koneiden korjaus, tietämyksen ja luovuuden käyttämättä jättäminen jne. Koneiden ajankäyttö tavallisessa tehtaassa asetusajat, ylituotanto, viallisten tuotteiden valmistaminen, tehoton tuotanto, koneiden rikkoutumiset, huono huolto jne. Materiaalin ajankäyttö tavallisessa tehtaassa siirtely/kuljetukset, ylimääräinen varastointi, tarkistus, laskeminen, uudelleen tekeminen jne. Toyotan seitsemän yleistä hukan muotoa ylituotanto (yleisin hukan muoto), odottelu, siirtely/liikuttelu/ kuljetukset, tarpeeton yliprosessointi, ylimääräinen varastointi, turhat liikeradat, viallisten tuotteiden valmistaminen TUTA 16 Luento 17 6

7 universaalit liiketoimintalait: Naiset Asiakkaat Erikoistuminen Järkevyys Kehitys Käteinen Työntekijät Minimoi hukka! Kierto Kate Kasvu

8 Leanin alkujuuret 60 vuoden takaa T&O perehtyivät lisäksi supermarkettien tehokkuuteen get want you want, when you want it and in quantity you want kanban-kortit yksinkertaisena prosessin ohjausmekanismina Asettavat tuotannolle kaksi peruspilaria tuota vain mitä tarvitaan, milloin tarvitaan ja mikä määrä tarvitaan (JIT) - hukan minimointi, nolla -varastot, alhaiset asetusajat, kanban-kortit jne. automaatio ihmisten ehdoilla (Autonomatio) - lupa pysäyttää linja, työprosessin uudelleen suunnittelu, ihmiset ennen koneita Työskentelivät yhteistyössä toimittajien kanssa lisätäkseen tuotteiden standardisointia, laatua ja toimitusten luotettavuutta (olivat aikaansa edelläj) lukumäärän vähentäminen, sitouttaminen, tiedon jakaminen, kehitystyö... Tarjosivat työläisille porkkanaa osallistumisesta pysyvä työpaikka, senioriteettikompensaatio (työntekijöiden tuki keskeistä) TUTA 16 Luento 17 8
 - lupa pysäyttää linja, työprosessin uudelleen suunnittelu, ihmiset ennen koneita Työskentelivät yhteistyössä toimittajien kanssa lisätäkseen tuotteiden")
9
10 Toyota Production System (TPS) brandättiin Lean-toimintatavaksi vuonna 1990 James P. Womack

11 Lean on melkoinen sateenvarjokonsepti Lean -toiminta Just in time Total quality mgmt. Time based mgmt. Benchmarking jne. TUTA 16 Luento 17 11

12 Rakkaalla lapsella on nykyään monta nimeä Toyota production system Lean Manufacturing Stockless production Short cycle time manufacturing Enforced problem solving One piece flow manufacturing High value-added manufacturing Virtatuotanto Fast-throughput manufacturing Management by sight Synkronoitu tuotanto Continuous flow manufacturing Zero- / Low-inventory production

13
14 Leanin tavoitteet ja rakennuspalikat
15 Lean-toiminnassa kovat tavoitteet Leanissä joukko keskeisiä ajatuksia tuotannon mukauduttava täsmällisesti ja joustavasti kysyntään kysynnän määrittämisen jälkeen tarvittavat tuotteet tuotetaan vaaditussa määrässä ja ajassa - tuotantovaiheiden välillä ei varmuusvarastoja (välitön käyttö) jokaisessa vaiheessa tuotetaan vain prosessin seuraavan vaiheen tarve hukka tunnistettava ja eliminoitava, jatkuva laadunvalvonta jatkuva kehittäminen ja parantaminen (kaikki osallistuvat) Tavoitteena siis hyvin klassiset tehokkuuden maksimointi ja hukan minimointi turhan karsiminen, ongelmien selvittäminen, joustavuuden lisääminen, tuotantoprosessien yksinkertaistaminen, asiakastyytyväisyyden ja laadun parantaminen, kilpailukyvyn parantaminen jne. korkea tuotantovolyymi minimivarastoilla Pyrkimyksenä saavuttaa ideaalituotantoprosessi TUTA 16 Luento 17 15

16 Ideaalituotantoprosessin ajatus
17 Ideaalituotantoprosessin ajatus Perinteinen tuotannon malli Asiakkaat Alihankkijat Lean-toteutus Varastoja Materiaalin pitäisi edetä kuin vesi purossa! Alihankkijat Asiakkaat TUTA 16 Luento 17 17

18 Tavoitteet rakentuvat peruspalikoiden päälle Lopullinen tavoite Tukevat tavoitteet Tasainen ja nopea tuotantovirta Keskeytysten eliminointi Systeemin joustavuus Hukan eliminointi Tuotesuunnittelu Prosessisuunnittelu Ohjaus ja valvonta Organisaatio ja ihmiset TUTA 16 Luento 17 18

19 Leanin perusrakennuspalikat Tuotesuunnittelu standardiosien käyttö tuotteiden modulaarisuus tarkoituksenmukainen, saavutettavissa oleva laatu solutuotannon käyttömahdollisuus rinnakkaissuunnittelun hyödyntäminen tuotteiden rakenteissa mahdollisimman vähän tasoja Tuotantoprosessin suunnittelu asetusaikojen lyhentäminen ja mahdollinen eliminointi eräkokojen pienentäminen varastojen minimointi varastot kaikissa muodoissaan solutuotannon kehittäminen ryhmäteknologia apuvälineenä silminnähtävä prosessi layout tukee hahmottamista laadun parantaminen tuotannon joustavuus palvelun kehittäminen TUTA 16 Luento 17 19

20 Leanin perusrakennuspalikat Tuotannonsuunnittelu, ohjaus ja valvonta imuohjaus pienet siirtoerät lyhyet läpimenoajat vähäpaperinen ja visuaalispainottinen järjestelmä minimoitu raportointijärjestelmä esim. vakiokokoiset tilauslaatikot, graafit, pienet viallisten pöydät tasainen tuotantojärjestys ja tasapainotettu tuotantolinja ennaltaehkäisevä huolto tiiviit suhteet toimittajiin Organisaatiorakenne ja inhimilliset tekijät työtehtävien rotaatio työn rikastuttaminen joustava työvoima jatkuva kehittäminen työntekijät mahdollisimman tehokkaasti mukaan tuotantoprosessiin johtamismenetelmien muuttaminen johtajuus -ohjelmat ym. TUTA 16 Luento 17 20

21 Leanin peruspalikoita - standardiosien käyttö - Unbelievable complexity and lack of industry standardization. No-one cared! Theresa Metty CPO Motorola TUTA 16 Luento 17 21
22 Leanin peruspalikoita - standardoinnin hyväksikäyttö - 1 minuutti päivässä $ vuodessa TUTA 16 Luento 17 22
23 Leanin peruspalikoita - asetusaikojen lyhentäminen - Kustannukset Tilaus-/asetuskustannus Asetusten nopeuttaminen mahdollistaa pienemmät eräkoot! Optimaalinen tilauskoko 1 Tilauserän koko Kustannukset Tilaus-/asetuskustannus Optimaalinen tilauskoko 2 Tilauserän koko TUTA 16 Luento 17 23
24 Leanin peruspalikoita - asetusaikojen lyhentäminen - Pienet sarjat eivät ole mahdollisia pitkillä asetusajoilla (aika korreloi vahvasti asetuskustannusten kanssa) Ulkoinen ja sisäinen asetusaika eri asioita ulkoinen suoritetaan koneen ollessa käynnissä sisäinen suoritetaan koneen ollessa pysähdyksillä Muutoksen vaiheet: 1. erota ulkoiset asetusajat sisäisistä asetusajoista 2. muunna asetusaikaa ulkoiseksi niin paljon kuin mahdollista 3. kehitä / harjoittele sisäisiä asetuksia nopeammaksi 4. pyri eliminoimaan sisäisten asetusten tarve (esim. yhtenäinen tuotesuunnittelu, yhdistetty tuotanto, rinnakkaiset koneet) SMED = Single Minute Exchange of Dies TUTA 16 Luento 17 24
25 Leanin peruspalikoita - asetusaikojen lyhentäminen - Musta väri on vähissä. Tilaa uusi kasetti. Älä vaihda kasettia ennen kuin näytössä lukee VÄRI TYHJÄ. TUTA 16 Luento 17 25
26 Leanin peruspalikoita - asetusaikojen lyhentäminen - TUTA 16 Luento 17 26
27 Leanin peruspalikoita - varastojen määrä vähentäminen - Nousuvesi Korkeampi varastotaso Epätasainen kysyntä Huonot myyntiennusteet Koneiden rikkoutumiset Epävarmat toimittajat Laatuongelmat Huono töidenjärjestely Laskuvesi Alhaisempi varastotaso Pitkät asetusajat Pullonkaulat Kommunikaatioongelmat Sairastelu Epätasainen tuotantolinja Huono layout Varastojen lasku auttaa näkemään ja poistamaan muut ongelmat! TUTA 16 Luento 17 27
28 Leanin peruspalikoita - solutuotannon kehittäminen - TUTA 16 Luento 17 28
29 Leanin peruspalikoita - solutuotannon kehittäminen - Soluilla pystytään minimoimaan hukkaa materiaalin siirtely vähenee ja hallinta helpottuu - siirtelyn väheneminen vähentää odottelua, pienentää työvarastoja, vähentää tilantarvetta ja laskee läpimenoaikoja koneiden asetuskertojen määrä laskee - asetuksien vähentyessä pienemmät erät mahdollisia - kapasiteetti nousee koneiden käyttöasteen mukana Työntekijät tyytyväisempiä lisääntyneen päätösvallan vuoksi laatu nousee tuotannossa tehtyjen virheiden vähentyessä Käytännössä eivät ongelmattomia vaatii alkuinvestointeja ja työntekijöiden kouluttamista jatkuvaa työntekijöiden ja eri töiden järjestelyä, solujen kapasiteetti varsin joustamatonta (epätasapainoiset solut) TUTA 16 Luento 17 29
30 Leanin peruspalikoita - työympäristön kehittäminen 5S:n pohjalta - (Seiri) / Straighten (Seiton) (Shitsuke) (Seiso) (Seiketsu)
31 Leanin peruspalikoita - merkittävät panostukset laadun kehittämiseen - Varaston puuttuessa laadun oltava hyvää Korjaukset hukkaa Työntekijöillä valtaa laatu paikanpäällä (Jidoka) - esim. oikeus pysäyttää linja Työntekijöillä vastuu huonoja ei koskaan eteenpäin! idioottivarmasuunnittelu (Poka-yoke) Visualisoitu valvonta virheiden esilletuonti parantaa laatua (esim. graafit, kuvat) Jatkuva kehittäminen Kaizen TUTA 16 Luento 17 31
32 Leanin peruspalikoita - imuohjaus - TYÖNTÖ: Raaka-aineiden tarjollaolo laukaisee toiminnan Toimittaja Panos Prosessi Tuotos Asiakas IMUOHJAUS: Tuotostarve laukaisee toiminnan Prosessi Toimittaja Panos Tuotos Asiakas Imuohjaus ehkäisee varastojen syntymistä TUTA 16 Luento 17 32
33 Leanin peruspalikoita - kanban-ohjaus - JIT-tuotannonohjausjärjestelmä perustuu siihen, että jokaisessa vaiheessa on saatavilla informaatiota siitä a) milloin tuote tai pieni erä tuotteita pitää valmistaa b) milloin erä pitää siirtää seuraavaan prosessin vaiheeseen Kanban-kortit ja ohjausjärjestelmä (eräänlainen tilauslappu ) Kanban is a tool for realizing just-in-time. For this tool to work fairly well, the production process must be managed to flow as much as possible. This is really the basic condition. Other important conditions are leveling production as much as possible and always working in accordance with standard work methods. Ohno 1988 TUTA 16 Luento 17 33
34 Kanbaneilla ohjataan materiaalivirtoja - case kahden kanban-kortin järjestelmä ruokakaupassa - Asiakas Kassa Asiakas Hyllyt Varasto Tehdas Kortit: : siirto/kuljetus (C) : tuotanto (P) TUTA 16 Luento 17 34
35 Leanin peruspalikoita - kanban-ohjaus - TUTA 16 Luento 17 35
36 Miksi Kanban-kortteja käytetään? Yksinkertainen ja helppo tekniikka Tuotanto perustuu loppukysyntään voidaan modifioida noin ±10 % Kontrolloi koko tuotantoa ei ylituotantoa tai ylimääräisiä varastoja Tuotannon virheet ja ongelmat paljastuvat välittömästi eivät jää varastoon seisomaan tulevaisuudessa löydettäväksi Mahdollistaa pienemmät tuotantoerät alhaisemmat keskimääräiset (WIP- ja valmistuote) varastot lyhyempi tuotannon läpimenoaika TUTA 16 Luento 17 36
37 Mittarit suunniteltava tavoitteiden mukaan! Tavoitteet Mittarit Teot Miksi mitata ja palkita tehokkuudesta jos kanban käskee odottelemaan? TUTA 16 Luento 17 37
38 Laskentaihmiset saattavat sotkea ihan kaiken!j
39 Leanin peruspalikoita - mixed model sequencing - Ma vs. Pe Ma Kumpi on parempi? Pe TUTA 16 Luento 17 39
40 Leanin peruspalikoita - mixed model sequencing - JIT vaatii suunnittelua kuten muut järjestelmät hieman helpompaa imuohjauksen ja kapean valikoiman vuoksi MRP:tä lyhyemmät suunnitteluhorisontit Varastojen eliminointi -ideologia ohjaa päivittäistä töidenjärjestelyä pienet tuotantoerät ja tasainen tuotanto (level assembly schedule) mixed-model sequencing, esim. A-B-A-C-A-B - tuotteiden kysyntä luonnollisesti vaikuttaa määriin Tasainen tuotanto tasoittaa suoraan raakaaineiden tarpeen imuohjaus koko prosessissa TUTA 16 Luento 17 40
41 Miksi mixed-model sequence? Erätuotantoaikataulu (AAAABBBB..) Mixed-model tuotantoaikataulu (ABAB...) Tuote Tammi/ Tammi/ A B Varasto Varasto Aika Aika TUTA 16 Luento 17 41
42 Töidenjärjestys esimerkki Yritys valmistaa neljää tuotemallia (A, B, C ja D). A:n ja B:n kysynnän on ennustettu olevan 400 kpl kuukaudessa, C:n 200 kappaletta ja D:n 100 kappaletta. Kuukaudessa on 20 työpäivää ja työpäivän pituus on 8 tuntia. Kehitä tuotantojärjestys jossa samaa tuotemallia ei valmisteta peräkkäin (mixed-model sequence). Laske lisäksi koko tuotannon sekä jokaisen tuotemallin sykliaika. Kysyntä Tuote Kuukausi Päivä A B C D Suurin yhteinen tekijä on 5 eli sama järjestys toistetaan 5 kertaa päivässä, esim. A-B-C-A-B-D-A-B-C-A-B 480min. Sykliaika = = 8,73min. 55kpl Tuote Päiväkysyntä Sykliaika A /20=24min. B /20=24min. C /10=48min. D 5 480/ 5=96min. TUTA 16 Luento 17 42
43 Leanin peruspalikoita - ennaltaehkäisevä huolto -
44 Leanin peruspalikoita - toimittajien karsiminen ja yhteistyön syventäminen - Kaikki toimittajat 3000Ł 1500 Elektroniikkatoimittajat 100Ł 20 Metallitoimittajat 80Ł 5 Keskitysaste: 1000/40%Ł60/80% TUTA 16 Luento 17 44
45 Leanin peruspalikoita - toimittajien karsiminen ja yhteistyön syventäminen - Toimittajakannan karsiminen tavallista mahdollistaa yhteistyön syventämisen ja toiminnan kehittämisen - mm. turhien aktiviteettien ja varastojen karsinta, laadun parantaminen Selkeät suhteet toimittajiin keskeisiä tasainen tuotanto vaatii läpinäkyvyyttä, luottamusta, läheisyyttä Toimittajien kokemukset ei aina positiivisia pienet erät aiheuttavat töidenjärjestelyongelmia ja tehottomuutta luotettavat, nopeat toimitukset vaativat sijaintia lähellä asiakasta kovat laatuvaatimukset nostavat suoria ja epäsuoria kustannuksia Varastojen ja ongelmien siirtäminen ketjussa taaksepäin ei kehitä toimintaa (eikä ole JITiä!) onnistunut implementointi vaatii koko ketjun yhteistyötä J TUTA 16 Luento 17 45
46 Leanin peruspalikoita - työntekijöiden rooli - Työntekijöiden osaamisesta huolehdittava koulutus lisää tuotantojärjestelmään edes hieman joustavuutta auttaa kapasiteetin mukauttamisessa tasaiseen virtaan työtehtävien rotaatio myöskin ylläpitää monitaitoisuutta, vähentää kyllästymistä ja korostaa kokonaiskuvan tärkeyttä Työntekijöillä rooli sekä tuotteiden että tuotantoprosessin kehittämisessä työntekijät tietävät parhaiten mikä toimii ja mikä ei! Ongelmanratkaisussa ryhmälähestyminen Esimiesten painopisteen pitäisi siirtyä kulttuuriin kehittämiseen, valmentamiseen ja ryhmätyön edistämiseenj TUTA 16 Luento 17 46
47 Lean-ajatukset toimivat myös palveluissa Tavoitteena tarjota asiakkaalle optimaalinen vaste korkealla palvelun laadulla ja mahdollisemman alhaisella hinnalla Vaikka suunniteltu tuotannolle, niin konsepti käy hyvin palveluiden kehittämiseen esim. kirjojen painaminen JIT-periaatteilla, solutuotanto pikaruokaravintoloissa, rakennusten materiaalintilaus, moniosaava henkilöstö Lean-menetelmät eivät diskriminoi palveluita varaston eliminointi, vakioidut työtavat, ennaltaehkäisevä huolto, imuohjaus, prosessien uudelleen suunnittelu, koneiden ja prosessien kehittäminen, arvoa lisäämättömien vaiheiden eliminointi, ongelmanratkaisu ryhmissä, toimittajaverkoston kehittäminen, laadun kehittäminen, asiakasperusteinen töidenjärjestely, lattiapinta-alan uudelleensuunnittelu, järjestyksen ja siisteyden arvostaminen, kysynnän tasaaminen jne. TUTA 16 Luento 17 47
48 Leanin toteutus ja toivottavat tulokset
49 Toteutus vaatii ennen kaikkea yksityiskohtien huomiointia!
50 Muutoshalukkuuden yleinen käyrä Halukkuus Menestys + TUTA 16 Luento 17 50
51 Muutoshalukkuuteen voi vaikuttaa...
52 Toteutuksessa muistettava hallintopuolin Tuotantomuuttujat joustava tuotanto asetusajat, koulutus, kapasiteetti tasaisuus ja kurinalaisuus kiire, erät, varastot, liikuttelu pois! kokonaisvaltainen laatu 100% hyviä, huonoja ei läpi imupohjainen ohjaus Kanban-korttien hyväksikäyttö tukeva logistiikka vähän luotettavia toimittajia, VMI työntekijöille valtuuksia johtajat kouluttajiksi... Hallintomuuttujat ole kärsivällinen räätälöi implementointiprosessi ole joustava ja mukautuva pidä ylimääräistä kapasiteettia kouluta ja motivoi työntekijät luo kokeilullinen ilmapiiri TUTA 16 Luento 17 52
53 Onnistumisessa tavalliset johtamislistat Onnistumisen työkalut johdon sitoutuminen työntekijöiden tuki merkittävimpien osaalueiden etsiminen asetusaikojen lyhentämisestä aloittaminen operaatioiden rauhallinen muuttaminen JIT:iin tavarantoimittajien JITvalmiuksien kehittäminen esteisiin valmistautuminen Onnistumisen esteet johdon sitoutuminen ja ymmärtämättömyys kulttuurinen vastustus työntekijöiden lisääntynyt stressi resurssien puute suoritusmittareiden kehittämisen vaikeus nykyiset tietojärjestelmät asetusaikaongelmat TUTA 16 Luento 17 53
54 Teoriassa Lean tuottaa monia hyötyjä - operatiivinen ja strateginen vaikutus - Paine hyviin alihankkijasuhteisiin Pienentynyt epäsuoran henkilöstön tarve Yhteinen ongelmanratkaisu Vähemmän hukkaa ja alhaisemmat kustannukset Lean Alhaisemmat varastot ja pienempi tilatarve Parempi tuotannon laatu Lyhyemmät läpimenoajat Korkeampi tuotantokapasiteetti Tasaisempi tuotantovirta Suurempi tuotevalikoiman joustavuus TUTA 16 Luento 17 54
55 Käytännössäkin Lean on osoittanut hyötyjä Vuosittain % Aggregaatti % (3-5v.) Materiaalikustannusten lasku Varastojen vähentäminen raaka-aineet WIP valmistuotevarastot Tilantarpeen pieneneminen Laadunvalvontakustannusten lasku Tuotantosyklin nopeuttaminen Työvoimakustannusten lasku suora epäsuora (Vollman et al. 1997) TUTA 16 Luento 17 55
56 Lean-toiminta ei täysin ongelmatonta Ominaisuus Edut Haitat Pienet WIP varastot Säilytyskustannukset fl Tuotannon tehokkuus Laatuongelmat esille nopeasti Työntekijöiden joutoaika saattaa kasvaa Tuotantonopeus saattaa Kanban järjestelmä Varastojen ja ostojen koordinointi Mahdollistaa tehokkaan erien seurannan Edullinen tapa toteuttaa JIT WIP-varastotason voidaan määrittää etukäteen korttien avulla Varastot fl Eri järjestelmät paremmin koordinoituja Paremmat suhteet tavarantoimittajiin ja alihankkijoihin laskea Reagoi hitaasti kysynnän muutoksiin Ei huomioi informaatiota tulevasta kysynnästä Pienemmät mahdollisuudet ostoihin useilta toimittajilta Toimittajien täytyy reagoida nopeasti Toimitusvarmuusvaatimukset korkeammat TUTA 16 Luento 17 56
57 Kenelle Lean (JIT) -toiminta oikein sopii? Toteuttaminen vaatii paljon erittäin tasaisen kysynnän! rajoittuneet ja vakioidun tuotevalikoiman! laadukkaat materiaalit ja komponentit luotettavat koneet ja laitteet luotettavat toimittajat ja alihankkijat kyvykkäät työntekijät, oikean kulttuurin pienet erät aiheuttavat korkeat tilauskustannukset toteutus on kallis ja kestää kauan Käytännön kohteita vähän yleensä jatkuvaan tuotantoon sopii myös joihinkin verstaisiin (jos kysyntää voidaan tasoittaa) TUTA 16 Luento 17 57
58 Totuuksia Lean & JIT -toiminnasta Lean on paljolti kokoelma eri metodeista, ei niinkään kokonaisvaltainen järjestelmä! JIT on pääasiassa tuotantoa kysyntään tuotannon joustavuus volyymien laskiessa kyseenalaista Suomessa volyymit usein liian pieniä oikeaan JIT:iin (usein puhutaankin juuri lean:stä) useimmiten kyse kyllä ainoastaan tilaustuotantotoiminnasta J Pitkät etäisyydet yksi perusongelma tehokkaassa toiminnassa toimintaperiaatteet johtaneet alihankkijoiden sijoittumiseen ostajien tehtaiden lähelle JIT-toiminta aiheuttanut maailmalla ongelmia mm. liikenne-infrastruktuurille (toimituksista ruuhkia) TUTA 16 Luento 17 58
Leantoimintatapa. Yrityksissä monenlaista hukkaa. Luennon sisältö. Leanin alkujuuret 60 vuoden takaa. Toiminnan todellinen tehokkuus alhaista
 L u e n t o Yrityksissä monenlaista hukkaa Leantoimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset Waste is anything other than the minimum
L u e n t o Yrityksissä monenlaista hukkaa Leantoimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset Waste is anything other than the minimum
L u e n t o. Lean-toimintatapa. Luennon sisältö. Leanin historia ja taustat Tavoitteet ja rakennuspalikat. Toteutus ja toivottavat tulokset
 L u e n t o Lean-toimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset Leanin historia ja taustat Leanin alkujuuret 60 vuoden takaa Eiji
L u e n t o Lean-toimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset Leanin historia ja taustat Leanin alkujuuret 60 vuoden takaa Eiji
Leantoimintatapa. Leanin alkujuuret 70 vuoden takaa. Luennon sisältö. Toiminnan todellinen tehokkuus alhaista. Yrityksissä monenlaista hukkaa
 L u e n t o Leanin alkujuuret 70 vuoden takaa Leantoimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset Toyotalla ja koko Japanilla ongelmia
L u e n t o Leanin alkujuuret 70 vuoden takaa Leantoimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset Toyotalla ja koko Japanilla ongelmia
L u e n t o. Lean-toimintatapa. Luennon sisältö. Leanin historia ja taustat Tavoitteet ja rakennuspalikat. Toteutus ja toivottavat tulokset
 L u e n t o Lean-toimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset Leanin historia ja taustat Leanin alkujuuret 70 vuoden takaa Eiji
L u e n t o Lean-toimintatapa Luennon sisältö Leanin historia ja taustat Tavoitteet ja rakennuspalikat Toteutus ja toivottavat tulokset Leanin historia ja taustat Leanin alkujuuret 70 vuoden takaa Eiji
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot. Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy
 Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Tuottavuutta Metsästämässä. Aapo Varis / 3.5.2016
 Tuottavuutta Metsästämässä Aapo Varis / 3.5.2016 Sisältö Johtaminen tuottavuuden inhimillinen ulottuvuus Toiminnan kehittäminen Taloudellisten resurssien käyttö Tuottavuus = Tuotos/Panos Panokset: Yritys
Tuottavuutta Metsästämässä Aapo Varis / 3.5.2016 Sisältö Johtaminen tuottavuuden inhimillinen ulottuvuus Toiminnan kehittäminen Taloudellisten resurssien käyttö Tuottavuus = Tuotos/Panos Panokset: Yritys
Tuotannon tehokkuus, LEANtoimintamalli. Teemu Elomaa Lean5 Europe Oy
 Tuotannon tehokkuus, LEANtoimintamalli Teemu Elomaa Lean5 Europe Oy Elintarvikeaamupa iva 28.08.2018 Agenda - Mitä on Lean ja mitä se ei ole - Ydinperiaatteet - Tuloksia - Menetelmiä - Case esimerkkejä
Tuotannon tehokkuus, LEANtoimintamalli Teemu Elomaa Lean5 Europe Oy Elintarvikeaamupa iva 28.08.2018 Agenda - Mitä on Lean ja mitä se ei ole - Ydinperiaatteet - Tuloksia - Menetelmiä - Case esimerkkejä
Lean -menetelmä tuotanto- ja palveluorganisaatioissa
 Uuden työelämän trendit Lean -menetelmä tuotanto- ja palveluorganisaatioissa Harri Haapasalo Professori, tuotantotalous D.Sc. Tech., M.Sc. Eng., M.Sc. Econ. Head of Industrial Engineering and Management
Uuden työelämän trendit Lean -menetelmä tuotanto- ja palveluorganisaatioissa Harri Haapasalo Professori, tuotantotalous D.Sc. Tech., M.Sc. Eng., M.Sc. Econ. Head of Industrial Engineering and Management
Kulutus ja täydennys synkronissa
 Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Emme juokse nopeammin, vaan kävelemme lyhyemmän matkan!
 Emme juokse nopeammin, vaan kävelemme lyhyemmän matkan! Taloustieteessä tuottavuus on tuotannon tehokkuuden mitta Tuotannon tuottavuutta mitataan tuotoksen ja panoksen suhteella Tuottavuus = Tuotos / Panos
Emme juokse nopeammin, vaan kävelemme lyhyemmän matkan! Taloustieteessä tuottavuus on tuotannon tehokkuuden mitta Tuotannon tuottavuutta mitataan tuotoksen ja panoksen suhteella Tuottavuus = Tuotos / Panos
Suomen Lean-yhdistys ry Lean Association of Finland. Lean-ajatusmalli. Valunkäytön seminaari Kalle Arsalo
 Suomen Lean-yhdistys ry Lean Association of Finland Lean-ajatusmalli Valunkäytön seminaari 30.03.2017 Kalle Arsalo 19.8.2015 Suomen Lean-yhdistys ry Aatteellinen v. 2009 perustettu henkilöjäsenyhdistys
Suomen Lean-yhdistys ry Lean Association of Finland Lean-ajatusmalli Valunkäytön seminaari 30.03.2017 Kalle Arsalo 19.8.2015 Suomen Lean-yhdistys ry Aatteellinen v. 2009 perustettu henkilöjäsenyhdistys
Siirtyminen ketterien menetelmien maailmaan! Maarit Laanti 24 October 2013!
 Siirtyminen ketterien menetelmien maailmaan! Maarit Laanti 24 October 2013! Sisältö! 1. Tilanne nyt: waterscrumming! 2. Kokonaisvaltainen ketteryys mitä sillä haetaan, mitä sillä saadaan?! 3. Ketterän
Siirtyminen ketterien menetelmien maailmaan! Maarit Laanti 24 October 2013! Sisältö! 1. Tilanne nyt: waterscrumming! 2. Kokonaisvaltainen ketteryys mitä sillä haetaan, mitä sillä saadaan?! 3. Ketterän
LEAN. Enemmän arvoa vähemmällä. Mitä LEAN on? LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti
 LEAN Mitä LEAN on? Enemmän arvoa vähemmällä LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti Keskittyy kyseenalaistamaan ja eliminoimaan kaikkea, joka ei tuo asiakkaalle lisäarvoa
LEAN Mitä LEAN on? Enemmän arvoa vähemmällä LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti Keskittyy kyseenalaistamaan ja eliminoimaan kaikkea, joka ei tuo asiakkaalle lisäarvoa
Navigointia - perusopetus. Antti Ikonen Rehtori Vpj SURE FIRE
 Navigointia - perusopetus Antti Ikonen Rehtori Vpj SURE FIRE Mitä edessä mikä kurssi?! 1. Työaikasuunnittelu 2. Kahden tai useamman toimipisteen rehtoritehtävien yhdistäminen 3. Jaettu johtajuus 1.Työaikasuunnittelu
Navigointia - perusopetus Antti Ikonen Rehtori Vpj SURE FIRE Mitä edessä mikä kurssi?! 1. Työaikasuunnittelu 2. Kahden tai useamman toimipisteen rehtoritehtävien yhdistäminen 3. Jaettu johtajuus 1.Työaikasuunnittelu
Leanin perusteet KEUKE
 Leanin perusteet KEUKE 26.2.2019 Juha Ketola? 2007 KM Mallas 2009 KSM Vääksy 2011 KCM Hämeenlinna Hämeensaari 2013 -> Kauppavalmennus Oy 2015 -> Kauppavalmennus Oü Päivän agenda Mitä lean on ja mitä se
Leanin perusteet KEUKE 26.2.2019 Juha Ketola? 2007 KM Mallas 2009 KSM Vääksy 2011 KCM Hämeenlinna Hämeensaari 2013 -> Kauppavalmennus Oy 2015 -> Kauppavalmennus Oü Päivän agenda Mitä lean on ja mitä se
Ekoteollisuuspuistot Suomessa ja maailmalla. Laura Saikku Etelä-Savon Maakuntaliitto
 Ekoteollisuuspuistot Suomessa ja maailmalla Laura Saikku Etelä-Savon Maakuntaliitto Esityksen sisältö Teollinen ekologia Ekoteollisuuspuiston käsite Ekoteollisuuspuiston syntyminen Ekoteollisuuspuistojen
Ekoteollisuuspuistot Suomessa ja maailmalla Laura Saikku Etelä-Savon Maakuntaliitto Esityksen sisältö Teollinen ekologia Ekoteollisuuspuiston käsite Ekoteollisuuspuiston syntyminen Ekoteollisuuspuistojen
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012
 BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA
 VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland
 Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland hanna.astrom@hushallningssallskapet.se +46 35 46538 Hushållningssällskapet Halland The Rural Economy and
Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland hanna.astrom@hushallningssallskapet.se +46 35 46538 Hushållningssällskapet Halland The Rural Economy and
Toyotan tapaan Tampereella vauhtia tavaroihin. Reko Martti Vantaa
 Toyotan tapaan Tampereella vauhtia tavaroihin Reko Martti Vantaa 15.5.2012 Reko Martti Ahlström Pumput Oy, Mänttä 1996 1999 valmistuspäällikkö Gardner Denver Oy 1999 2002 toimitusprosessin omistaja Metso
Toyotan tapaan Tampereella vauhtia tavaroihin Reko Martti Vantaa 15.5.2012 Reko Martti Ahlström Pumput Oy, Mänttä 1996 1999 valmistuspäällikkö Gardner Denver Oy 1999 2002 toimitusprosessin omistaja Metso
Lean johtaminen ja työkalut. Työpaja 16.3.2016
 Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille
 Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000
 LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
Uudet työtavat Älykkäät ratkaisut. 18.4.2013 Tiina Moberg, TDC Oy
 Uudet työtavat Älykkäät ratkaisut 18.4.2013 Tiina Moberg, TDC Oy 1 Tele1 Europe perustetaan. -95 Kaupallinen toiminta aloitetaan Ruotsissa, Suomessa ja Tanskassa. Kaupallinen toiminta alkaa Suomessa Clinet
Uudet työtavat Älykkäät ratkaisut 18.4.2013 Tiina Moberg, TDC Oy 1 Tele1 Europe perustetaan. -95 Kaupallinen toiminta aloitetaan Ruotsissa, Suomessa ja Tanskassa. Kaupallinen toiminta alkaa Suomessa Clinet
Varastonhallinnan optimointi
 Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
TÄTÄ ON LEAN. Leo Riihiaho
 TÄTÄ ON LEAN Leo Riihiaho 040-8660145 Leo.riihiaho@vr.fi/lexa.riihiaho@gmail.com TÄTÄ ON LEAN Lean kiteytettynä Arvoketjun hallinta Virtaus Johtaminen Tuloksia Taiichi Ohno Lean kiteytettynä Tarkoitus
TÄTÄ ON LEAN Leo Riihiaho 040-8660145 Leo.riihiaho@vr.fi/lexa.riihiaho@gmail.com TÄTÄ ON LEAN Lean kiteytettynä Arvoketjun hallinta Virtaus Johtaminen Tuloksia Taiichi Ohno Lean kiteytettynä Tarkoitus
Tuotannon laatukeskeinen suunnittelu ja ohjaus
 Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
KJR C2006 Lean tuotanto Pekka Kyrenius K2015
 KJR C2006 Lean tuotanto Pekka Kyrenius K2015 15.1.2015 K213 Runkona: Luku 36 Philip D. Rufe (ed.) Fundamentals of Manufacturing, 3 rd Ed. [2013] Dearborn, Mich. : SME, Society of Manufacturing Engineers
KJR C2006 Lean tuotanto Pekka Kyrenius K2015 15.1.2015 K213 Runkona: Luku 36 Philip D. Rufe (ed.) Fundamentals of Manufacturing, 3 rd Ed. [2013] Dearborn, Mich. : SME, Society of Manufacturing Engineers
Lean-ajattelu kiireen kesyttäjänä Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen
 Lean-ajattelu kiireen kesyttäjänä 28.9.2018 Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen Tarkoitus ei ole oppia juoksemaan nopeammin, vaan oppia kävelemään jatkuvasti lyhenevä matka.
Lean-ajattelu kiireen kesyttäjänä 28.9.2018 Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen Tarkoitus ei ole oppia juoksemaan nopeammin, vaan oppia kävelemään jatkuvasti lyhenevä matka.
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
LEAN-AJATTELUN SOVELTAMINEN SAIRAALATEKNIIKAN PALVELUTUOTANNOSSA SAIRAALATEKNIIKAN PÄIVÄT 2013 PORI
 LEAN-AJATTELUN SOVELTAMINEN SAIRAALATEKNIIKAN PALVELUTUOTANNOSSA SAIRAALATEKNIIKAN PÄIVÄT 2013 PORI Lauri Merikallio MITÄ ON LEAN-AJATTELU? Maksimoi arvoa asiakkaalle, käyttäjälle Minimoi hukkaa eli kaikkea
LEAN-AJATTELUN SOVELTAMINEN SAIRAALATEKNIIKAN PALVELUTUOTANNOSSA SAIRAALATEKNIIKAN PÄIVÄT 2013 PORI Lauri Merikallio MITÄ ON LEAN-AJATTELU? Maksimoi arvoa asiakkaalle, käyttäjälle Minimoi hukkaa eli kaikkea
VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA TUOTANTOTALOUS
 VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA TUOTANTOTALOUS Mika Oksanen TUOTANTOLINJAN MATERIAALIVIRTOJEN PARANTAMINEN LAYOUT- MUUTOKSILLA Case: Teknologiayritys Tuotantotalouden pro gradu-tutkielma VAASA
VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA TUOTANTOTALOUS Mika Oksanen TUOTANTOLINJAN MATERIAALIVIRTOJEN PARANTAMINEN LAYOUT- MUUTOKSILLA Case: Teknologiayritys Tuotantotalouden pro gradu-tutkielma VAASA
pe LEAN sovellukset: kanban (kortit) - AGILE liiketoimintamalli
 - AGILE liiketoimintamalli") luentoaika 10:15-11:45 (ei taukoa) pe 13.11.2015 - LEAN sovellukset: kanban (kortit) - AGILE liiketoimintamalli Kon-15.3118 Tuotantojärjestelmät Ylmääräinen tentti 27.11.2015 Ilmoittautukaa Oodissa, please
luentoaika 10:15-11:45 (ei taukoa) pe 13.11.2015 - LEAN sovellukset: kanban (kortit) - AGILE liiketoimintamalli Kon-15.3118 Tuotantojärjestelmät Ylmääräinen tentti 27.11.2015 Ilmoittautukaa Oodissa, please
Pitkäaikaissairauksien terveyshyötymalli (CCM) 10.2.2012
 10.2.2012") Pitkäaikaissairauksien terveyshyötymalli (CCM) 10.2.2012 1 10.2.2012 Sosiaali- ja terveyspalvelut 2 Omahoidon tuki Potilaan oman osuuden korostaminen Tehokkaiden omahoidon tukistratregioiden käyttö: tilannearvio,
Pitkäaikaissairauksien terveyshyötymalli (CCM) 10.2.2012 1 10.2.2012 Sosiaali- ja terveyspalvelut 2 Omahoidon tuki Potilaan oman osuuden korostaminen Tehokkaiden omahoidon tukistratregioiden käyttö: tilannearvio,
Karkea tuotannonsuunnittelu
 L u e n t o OM-manager ja päivittäinen koordinointi Karkea tuotannonsuunnittelu Luennon sisältö Koordinoinnin eri tasot Karkean suunnittelun idea ja ongelmat Karkean suunnittelun strategiat ja käytäntö
L u e n t o OM-manager ja päivittäinen koordinointi Karkea tuotannonsuunnittelu Luennon sisältö Koordinoinnin eri tasot Karkean suunnittelun idea ja ongelmat Karkean suunnittelun strategiat ja käytäntö
Yrityskohtaiset LEAN-valmennukset
 Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Verkostojen tehokas tiedonhallinta
 Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
Virtaava tuotanto ja integroitu tuotteen sekä tuotannon kehittäminen
 Virtaava tuotanto ja integroitu tuotteen sekä tuotannon kehittäminen Timo Lehtonen Tampere University of Technology Kaikkialla läsnä oleva internet (Ubiquitous Internet) Mitä siitä seuraa tuottavassa teollisuudessa
Virtaava tuotanto ja integroitu tuotteen sekä tuotannon kehittäminen Timo Lehtonen Tampere University of Technology Kaikkialla läsnä oleva internet (Ubiquitous Internet) Mitä siitä seuraa tuottavassa teollisuudessa
Tahtiaikatuotanto I.S. Mäkinen Oy:n Hyttiremontoinnissa
 Tahtiaikatuotanto I.S. Mäkinen Oy:n Hyttiremontoinnissa RAIN Työpaja Aleksi Heinonen 19.4.2016 Miten Lean Manufacturing prosesseja voidaan soveltaa toiseen teollisuuteen? Menetelmiä ja työkaluja on vaikeaa
Tahtiaikatuotanto I.S. Mäkinen Oy:n Hyttiremontoinnissa RAIN Työpaja Aleksi Heinonen 19.4.2016 Miten Lean Manufacturing prosesseja voidaan soveltaa toiseen teollisuuteen? Menetelmiä ja työkaluja on vaikeaa
Tilaajien yhteiset tavoitteet ja kehittämisen tiekartta 16.1.2014
 Tilaajien yhteiset tavoitteet ja kehittämisen tiekartta 16.1.2014 Tilaajien tavoitteet Ryhmätyön tulokset Tilaajien yhteinen tahto muutettavista asioista Riskien jaon periaatteet Tilaajien/tilaajan-tuottajan
Tilaajien yhteiset tavoitteet ja kehittämisen tiekartta 16.1.2014 Tilaajien tavoitteet Ryhmätyön tulokset Tilaajien yhteinen tahto muutettavista asioista Riskien jaon periaatteet Tilaajien/tilaajan-tuottajan
Leanin lähteellä Toyotan lean-kulttuuri ja asiakas ensin - ajattelu. Turku 19.9.2014 Jukka Korkiala
 Leanin lähteellä Toyotan lean-kulttuuri ja asiakas ensin - ajattelu Turku 19.9.2014 Jukka Korkiala Maailmanlaajuiset Toyota Way - arvot ovat Toyota-toiminnan kivijalkana Tavoitteena on saumaton yhteistyö
Leanin lähteellä Toyotan lean-kulttuuri ja asiakas ensin - ajattelu Turku 19.9.2014 Jukka Korkiala Maailmanlaajuiset Toyota Way - arvot ovat Toyota-toiminnan kivijalkana Tavoitteena on saumaton yhteistyö
Alihankkijoiden integrointi & tahtituotanto. Alustus: Aleksi Heinonen, Vison Oy
 Alihankkijoiden integrointi & tahtituotanto Alustus: Aleksi Heinonen, Vison Oy Hukka tuotannossa ja rakentamisessa Arvo 10% Hukka 12% Hukka 57% Tukitoiminta 33% Tukitoiminta 26% Arvo 62% Rakentaminen Valmistaminen
Alihankkijoiden integrointi & tahtituotanto Alustus: Aleksi Heinonen, Vison Oy Hukka tuotannossa ja rakentamisessa Arvo 10% Hukka 12% Hukka 57% Tukitoiminta 33% Tukitoiminta 26% Arvo 62% Rakentaminen Valmistaminen
LCI Finland vuosipäivä 2013. Mitä on Lean Construction?
 LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
TILASTOLLINEN LAADUNVALVONTA
 1 Aki Taanila TILASTOLLINEN LAADUNVALVONTA 31.10.2008 2 TILASTOLLINEN LAADUNVALVONTA Tasalaatuisuus on hyvä tavoite, jota ei yleensä voida täydellisesti saavuttaa: asiakaspalvelun laatu vaihtelee, vaikka
1 Aki Taanila TILASTOLLINEN LAADUNVALVONTA 31.10.2008 2 TILASTOLLINEN LAADUNVALVONTA Tasalaatuisuus on hyvä tavoite, jota ei yleensä voida täydellisesti saavuttaa: asiakaspalvelun laatu vaihtelee, vaikka
Päätöksentekomenetelmät
 L u e n t o Päätösongelmia löytyy joka paikasta Hanna Virta / Liikkeenjohdon systeemit Päätöksentekomenetelmät Luennon sisältö Johdanto päätöksentekoon Päätöksenteko eri tilanteissa Päätöspuut Päästökauppa:
L u e n t o Päätösongelmia löytyy joka paikasta Hanna Virta / Liikkeenjohdon systeemit Päätöksentekomenetelmät Luennon sisältö Johdanto päätöksentekoon Päätöksenteko eri tilanteissa Päätöspuut Päästökauppa:
Mitä Lean on? Lean5 Europe Oy Ltd
 Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Toyotan tuotantojärjestelmä ja sen merkitys liiketoiminnalle
 Toyotan tuotantojärjestelmä ja sen merkitys liiketoiminnalle www.toyota-forklifts.fi Toyota Way Toyotan tuotantojärjestelmä (Toyota Production System, TPS) on Toyota Wayn ilmentymä. Toyotan työntekijät
Toyotan tuotantojärjestelmä ja sen merkitys liiketoiminnalle www.toyota-forklifts.fi Toyota Way Toyotan tuotantojärjestelmä (Toyota Production System, TPS) on Toyota Wayn ilmentymä. Toyotan työntekijät
TYÖSSÄOPPIMINEN JA AMMATTIOSAAMISEN NÄYTTÖ. Tutkinnon osa: Yrityksessä toimiminen 15 osp Tavoitteet:
 TYÖSSÄOPPIMINEN JA AMMATTIOSAAMISEN NÄYTTÖ Tutkinnon osa: Yrityksessä toimiminen 15 osp Tavoitteet: arvioi oman alan tarjontaa ja uusien asiakkaiden löytymistä tuotteistamisen lähtökohdista. täsmentää
TYÖSSÄOPPIMINEN JA AMMATTIOSAAMISEN NÄYTTÖ Tutkinnon osa: Yrityksessä toimiminen 15 osp Tavoitteet: arvioi oman alan tarjontaa ja uusien asiakkaiden löytymistä tuotteistamisen lähtökohdista. täsmentää
Kyberturva varmistaa käytettävyyden ja tiedon eheyden teollisuusautomaatiossa. Teemu Pajala Liiketoimintayksikön johtaja Teollisuuden palvelut
 Kyberturva varmistaa käytettävyyden ja tiedon eheyden teollisuusautomaatiossa Teemu Pajala Liiketoimintayksikön johtaja Teollisuuden palvelut Johdanto Teollisuusautomaatio Digitalisaatio ja teollisuus
Kyberturva varmistaa käytettävyyden ja tiedon eheyden teollisuusautomaatiossa Teemu Pajala Liiketoimintayksikön johtaja Teollisuuden palvelut Johdanto Teollisuusautomaatio Digitalisaatio ja teollisuus
Jalostuslogistiikkapalvelut yrityksille 3.11.2015. Jukka Lanu & Marina Sharapova ASIANTUNTIJAPALVELUT LOGISTIIKAN ULKOISTUS- JA PÄÄOMARATKAISUT
 Jalostuslogistiikkapalvelut yrityksille 3.11.2015 Jukka Lanu & Marina Sharapova ASIANTUNTIJAPALVELUT LOGISTIIKAN ULKOISTUS- JA PÄÄOMARATKAISUT PAKKAUKSET JA PAKKAUSPALVELUT WWW.HUB.FI Agenda Lyhyt yritysesittely
Jalostuslogistiikkapalvelut yrityksille 3.11.2015 Jukka Lanu & Marina Sharapova ASIANTUNTIJAPALVELUT LOGISTIIKAN ULKOISTUS- JA PÄÄOMARATKAISUT PAKKAUKSET JA PAKKAUSPALVELUT WWW.HUB.FI Agenda Lyhyt yritysesittely
Lippupiste Oy Asiakastyytyväisyystutkimus. Toukokuu 2008
 We all have ability. The difference is how we use it. Lippupiste Oy Asiakastyytyväisyystutkimus Toukokuu 2008 Petri Hautala Asiakastyytyväisyystutkimuksen tavoitteena oli kuulla laajalti asiakkaiden mielipiteitä
We all have ability. The difference is how we use it. Lippupiste Oy Asiakastyytyväisyystutkimus Toukokuu 2008 Petri Hautala Asiakastyytyväisyystutkimuksen tavoitteena oli kuulla laajalti asiakkaiden mielipiteitä
Kuntien sote-menot 2012. 20,6 miljardia
 1 Palveluseteli Kuntien sote-menot 2012 Kuntien sote-hankinnat yksityisiltä 2,38 mrd. eli 11,7 % 46 % kuntien menoista 20,6 miljardia Palveluseteli 0,08 mrd. eli noin 80 miljoonaa Julkisen sektorin oma
1 Palveluseteli Kuntien sote-menot 2012 Kuntien sote-hankinnat yksityisiltä 2,38 mrd. eli 11,7 % 46 % kuntien menoista 20,6 miljardia Palveluseteli 0,08 mrd. eli noin 80 miljoonaa Julkisen sektorin oma
ABT 2000kg Haarukkavaunun käyttöohje
 ABT 2000kg Haarukkavaunun käyttöohje HUOM! Käyttäjän tulee lukea käyttöohje ennen käytön aloittamista. 1. YLEISKUVAUS Kapasiteetti Max. haarukoiden korkeus Min. haarukoiden korkeus Haarukoiden pituus Vaunun
ABT 2000kg Haarukkavaunun käyttöohje HUOM! Käyttäjän tulee lukea käyttöohje ennen käytön aloittamista. 1. YLEISKUVAUS Kapasiteetti Max. haarukoiden korkeus Min. haarukoiden korkeus Haarukoiden pituus Vaunun
Ketteryys pähkinänkuoressa. Kokopäivän Scrum-kurssin sisältö tislattuna ja tiivistettynä kolmeen varttiin
 Ketteryys pähkinänkuoressa Kokopäivän Scrum-kurssin sisältö tislattuna ja tiivistettynä kolmeen varttiin Empiirinen prosessinhallinta Iteraatiot ja inkrementit riskienhallinnassa Imuohjaus Ketteryyden
Ketteryys pähkinänkuoressa Kokopäivän Scrum-kurssin sisältö tislattuna ja tiivistettynä kolmeen varttiin Empiirinen prosessinhallinta Iteraatiot ja inkrementit riskienhallinnassa Imuohjaus Ketteryyden
Mittauksesta. Kouvolan kaupungin 360 mittaukset ja henkilökohtaiset purkucoachaukset Yhteenvetoraportti ja vertailut toimialoittain
 Free and Focus co-energy. Kouvolan kaupungin 360 mittaukset ja henkilökohtaiset purkucoachaukset Yhteenvetoraportti ja vertailut toimialoittain 4.4.2016 Innotiimi / Anssi Juutilainen www.innotiimi-icg.com
Free and Focus co-energy. Kouvolan kaupungin 360 mittaukset ja henkilökohtaiset purkucoachaukset Yhteenvetoraportti ja vertailut toimialoittain 4.4.2016 Innotiimi / Anssi Juutilainen www.innotiimi-icg.com
Prosessien hallinta. Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan
 Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
PROJEKTIN OHJAUS JA SEURANTA JOUNI HUOTARI, ESA SALMIKANGAS
 PROJEKTIN OHJAUS JA SEURANTA JOUNI HUOTARI, ESA SALMIKANGAS PROJEKTIN JOHTAMINEN ON YKSINKERTAISTA PUUHAA Projektin suunnittelua Projektin toteutusta Listaa tehtävät Tehkää tehtävät Projektin ohjausta
PROJEKTIN OHJAUS JA SEURANTA JOUNI HUOTARI, ESA SALMIKANGAS PROJEKTIN JOHTAMINEN ON YKSINKERTAISTA PUUHAA Projektin suunnittelua Projektin toteutusta Listaa tehtävät Tehkää tehtävät Projektin ohjausta
MITEN HANKINTAMENETTELYILLÄ VOIDAAN VAIKUTTAA TIETOMALLIEN KÄYTÖN TEHOKKUUTEEN RAKENNUSHANKKEISSA
 Image size: 7,94 cm x 25,4 cm MITEN HANKINTAMENETTELYILLÄ VOIDAAN VAIKUTTAA TIETOMALLIEN KÄYTÖN TEHOKKUUTEEN RAKENNUSHANKKEISSA -Infrahankkeiden näkökulma Mikko Leppänen 28.5.2013 Infrarakentaminen vuonna
Image size: 7,94 cm x 25,4 cm MITEN HANKINTAMENETTELYILLÄ VOIDAAN VAIKUTTAA TIETOMALLIEN KÄYTÖN TEHOKKUUTEEN RAKENNUSHANKKEISSA -Infrahankkeiden näkökulma Mikko Leppänen 28.5.2013 Infrarakentaminen vuonna
Tuotannon perustyypit
 L u e n t o Kaikkea ei voi tuottaa samalla tavalla Tuotannon perustyypit Luennon sisältö Prosessisuunnittelu TUTA 16 Luento 4 4 Tuotantoprosessit erilaiset tuotokset vaativat erilaisia tapoja Luennot 1
L u e n t o Kaikkea ei voi tuottaa samalla tavalla Tuotannon perustyypit Luennon sisältö Prosessisuunnittelu TUTA 16 Luento 4 4 Tuotantoprosessit erilaiset tuotokset vaativat erilaisia tapoja Luennot 1
Potku-seminaari 060912. Risto Kuronen Phsotey Hankelääkäri
 Potku-seminaari 060912 Risto Kuronen Phsotey Hankelääkäri Kysely Väli-Suomen Potku-hankealueen pth:n johdolle, kevät 2012 Liisa Länsipuro, Risto Kuronen Ylin johto, vastaajia 18 Keskijohto, vastaajia 29
Potku-seminaari 060912 Risto Kuronen Phsotey Hankelääkäri Kysely Väli-Suomen Potku-hankealueen pth:n johdolle, kevät 2012 Liisa Länsipuro, Risto Kuronen Ylin johto, vastaajia 18 Keskijohto, vastaajia 29
luentoaika 10:15-11:45 (ei taukoa) L1 - Toyota Production System - LEAN manufacturing - suomalainen JOT Pekka Kyrenius 2015
 L1 - Toyota Production System - LEAN manufacturing - suomalainen JOT Pekka Kyrenius 2015") luentoaika 10:15-11:45 (ei taukoa) L1 - Toyota Production System - LEAN manufacturing - suomalainen JOT Pekka Kyrenius 2015 Kon-15.3118 Tuotantojärjestelmät TPS (Toyota Production System) TPS on massaräätälöintiin
luentoaika 10:15-11:45 (ei taukoa) L1 - Toyota Production System - LEAN manufacturing - suomalainen JOT Pekka Kyrenius 2015 Kon-15.3118 Tuotantojärjestelmät TPS (Toyota Production System) TPS on massaräätälöintiin
Anne-Maria Peitsalo, 14.3.2012
 MATERIAALI TEHOKKUUS TUTKIMUS CASE KIDEX Anne-Maria Peitsalo, 14.3.2012 MARTELA LYHYESTI Martela Oyj on työympäristöjen ja julkitilojen muutosten toteuttaja. Martelan sisustusratkaisut tukevat asiakkaan
MATERIAALI TEHOKKUUS TUTKIMUS CASE KIDEX Anne-Maria Peitsalo, 14.3.2012 MARTELA LYHYESTI Martela Oyj on työympäristöjen ja julkitilojen muutosten toteuttaja. Martelan sisustusratkaisut tukevat asiakkaan
Työmaa-aikataulun tekeminen ja noudattaminen. 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen
 Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Miten yritys voi soveltaa Leania käytännössä Michael Johansson
 Miten yritys voi soveltaa Leania käytännössä Michael Johansson 1. LEAN Työkalut: Componenta Pistons 2. LEAN Johtaminen: J&P Hoiva Oy 3. LEAN Kulttuuri: Oy Wikar Ab 4. Lean turkistarhauksessa? 1. LEAN Työkalut:
Miten yritys voi soveltaa Leania käytännössä Michael Johansson 1. LEAN Työkalut: Componenta Pistons 2. LEAN Johtaminen: J&P Hoiva Oy 3. LEAN Kulttuuri: Oy Wikar Ab 4. Lean turkistarhauksessa? 1. LEAN Työkalut:
P A R T. Professional Assault Response Training 2002. Seppo Salminen Auroran koulu. Valtakunnalliset sairaalaopetuksen koulutuspäivät 16.11.
 P A R T Professional Assault Response Training 2002 Seppo Salminen Auroran koulu Valtakunnalliset sairaalaopetuksen koulutuspäivät 16.11.2007 PART -taustaa Ammatillista reagointia uhkaavissa ja väkivaltaisissa
P A R T Professional Assault Response Training 2002 Seppo Salminen Auroran koulu Valtakunnalliset sairaalaopetuksen koulutuspäivät 16.11.2007 PART -taustaa Ammatillista reagointia uhkaavissa ja väkivaltaisissa
Pk-yritys hyvä työnantaja 2009
 Pk-yritys hyvä työnantaja 2009 Suomen Yrittäjät 8.7.2009 6.7.2009 1 Yritysten määrä kokoluokittain 2007 Keskisuuret yritykset (50-249 hlöä) 2 396; 0,9 % Pienyritykset (10-49 hlöä) 14 578; 5,8 % Suuryritykset
Pk-yritys hyvä työnantaja 2009 Suomen Yrittäjät 8.7.2009 6.7.2009 1 Yritysten määrä kokoluokittain 2007 Keskisuuret yritykset (50-249 hlöä) 2 396; 0,9 % Pienyritykset (10-49 hlöä) 14 578; 5,8 % Suuryritykset
Luomurehumarkkinoiden uudet mahdollisuudet ja hyödyt kotieläintiloille. Hankkija-Maatalous Oy Terhi Kujala 08.06.2011
 Luomurehumarkkinoiden uudet mahdollisuudet ja hyödyt kotieläintiloille Hankkija-Maatalous Oy Terhi Kujala 08.06.2011 Arvot Agrimarketin vastuullisuuden perustana Agrimarket Suomen suurin viljakauppias
Luomurehumarkkinoiden uudet mahdollisuudet ja hyödyt kotieläintiloille Hankkija-Maatalous Oy Terhi Kujala 08.06.2011 Arvot Agrimarketin vastuullisuuden perustana Agrimarket Suomen suurin viljakauppias
Virtauttaminen. Arto Saari
 Virtauttaminen Professori Arto Saari Tampereen teknillinen yliopisto, Rakennustekniikan laboratorio RAIN-tutkimuksen loppuseminaari 11.12.2018, Helsinki Arto Saari 11.12.2018 1 Tutkimusryhmä Tohtorikoulutettava,
Virtauttaminen Professori Arto Saari Tampereen teknillinen yliopisto, Rakennustekniikan laboratorio RAIN-tutkimuksen loppuseminaari 11.12.2018, Helsinki Arto Saari 11.12.2018 1 Tutkimusryhmä Tohtorikoulutettava,
Palvelujen ja prosessien johtaminen olennaisen tiedon avulla
 Prosessipäivät 20.4.2016 Palvelujen ja prosessien johtaminen olennaisen tiedon avulla Mikko Kuusela Senior Solution Architect p. 040 574 7414 mikko.kuusela@qlik.com 04, 2016 Pohditaan palveluiden ja prosessien
Prosessipäivät 20.4.2016 Palvelujen ja prosessien johtaminen olennaisen tiedon avulla Mikko Kuusela Senior Solution Architect p. 040 574 7414 mikko.kuusela@qlik.com 04, 2016 Pohditaan palveluiden ja prosessien
Lihatalous Suomessa nyt ja tulevaisuudessaonko. vaara, että investoimme tuotantoon, jolla ei ole menestymisen mahdollisuuksia.
 Lihatalous Suomessa nyt ja tulevaisuudessaonko vaara, että investoimme tuotantoon, jolla ei ole menestymisen mahdollisuuksia tulevaisuudessa Rakennetukien kesäpäivät 2016 Atria Oyj:n toimitusjohtaja Juha
Lihatalous Suomessa nyt ja tulevaisuudessaonko vaara, että investoimme tuotantoon, jolla ei ole menestymisen mahdollisuuksia tulevaisuudessa Rakennetukien kesäpäivät 2016 Atria Oyj:n toimitusjohtaja Juha
Lean Management. - Miten vähemmän voi olla enemmän? Ilkka Kouri. Lean Management 1
 Lean Management - Miten vähemmän voi olla enemmän? Ilkka Kouri Lean Management 1 Lean management - filosofia Japani: Lean management on laatuajattelun soveltamista teollisiin prosesseihin Tekemällä asiat
Lean Management - Miten vähemmän voi olla enemmän? Ilkka Kouri Lean Management 1 Lean management - filosofia Japani: Lean management on laatuajattelun soveltamista teollisiin prosesseihin Tekemällä asiat
TEEMU HEDE LEAN TOIMINTATAPOJEN SOVELTAMINEN PUUTUOTETEOLLISUUDESSA. Diplomityö
 TEEMU HEDE LEAN TOIMINTATAPOJEN SOVELTAMINEN PUUTUOTETEOLLISUUDESSA Diplomityö Tarkastaja: professori Paul H. Andersson Tarkastaja ja aihe hyväksytty Automaatio-, kone- ja materiaalitekniikan tiedekuntaneuvoston
TEEMU HEDE LEAN TOIMINTATAPOJEN SOVELTAMINEN PUUTUOTETEOLLISUUDESSA Diplomityö Tarkastaja: professori Paul H. Andersson Tarkastaja ja aihe hyväksytty Automaatio-, kone- ja materiaalitekniikan tiedekuntaneuvoston
A B C LAATUKÄSIKIRJA. Yrityksen laatupolitiikka
 A100 A1 2/5 1. L A AT U K Ä S I K I R J A 1. 1 L a a t u k ä s i k i r j a n t a r k o i t u s Laatukäsikirjan pohjana on halu kehittää ja tehostaa toimintoja määrittelemällä suunnitteluvaiheen toimintatavat
A100 A1 2/5 1. L A AT U K Ä S I K I R J A 1. 1 L a a t u k ä s i k i r j a n t a r k o i t u s Laatukäsikirjan pohjana on halu kehittää ja tehostaa toimintoja määrittelemällä suunnitteluvaiheen toimintatavat
Piensarjatuotannon tehostaminen lean-periaatteiden avulla
 Pekka Paasonen Piensarjatuotannon tehostaminen lean-periaatteiden avulla Metropolia Ammattikorkeakoulu Insinööri (AMK) Tuotantotalouden koulutusohjelma Insinöörityö 4.10.2015 Tiivistelmä Tekijä Otsikko
Pekka Paasonen Piensarjatuotannon tehostaminen lean-periaatteiden avulla Metropolia Ammattikorkeakoulu Insinööri (AMK) Tuotantotalouden koulutusohjelma Insinöörityö 4.10.2015 Tiivistelmä Tekijä Otsikko
Tuotannon perustyypit
 L u e n t o Tuotantoprosessit Tuotannon perustyypit Luennot 1 ja 2 Tavoitteena ihmisten tarpeiden täyttäminen Tarpeet täytetään tuottamalla tuotteita ja palveluja Luennon sisältö Prosessisuunnittelu Luennot
L u e n t o Tuotantoprosessit Tuotannon perustyypit Luennot 1 ja 2 Tavoitteena ihmisten tarpeiden täyttäminen Tarpeet täytetään tuottamalla tuotteita ja palveluja Luennon sisältö Prosessisuunnittelu Luennot
Taloustieteen perusteet 31A00110 2016 Mallivastaukset 3, viikko 4
 Taloustieteen perusteet 31A00110 2016 Mallivastaukset 3, viikko 4 1. Tarkastellaan pulloja valmistavaa yritystä, jonka päiväkohtainen tuotantofunktio on esitetty alla olevassa taulukossa. L on työntekijöiden
Taloustieteen perusteet 31A00110 2016 Mallivastaukset 3, viikko 4 1. Tarkastellaan pulloja valmistavaa yritystä, jonka päiväkohtainen tuotantofunktio on esitetty alla olevassa taulukossa. L on työntekijöiden
Paavo Voho, Mikael Haag
 Valmistusverkoston Leantoimintaperiaatteet ja työkalut () Paavo Voho, Mikael Haag VTT 2 Miksi? LEAN Network Lean-tuotantoajattelu on viime aikoina ollut erittäin keskeisessä asemassa suomalaisen kappaletavarateollisuuden
Valmistusverkoston Leantoimintaperiaatteet ja työkalut () Paavo Voho, Mikael Haag VTT 2 Miksi? LEAN Network Lean-tuotantoajattelu on viime aikoina ollut erittäin keskeisessä asemassa suomalaisen kappaletavarateollisuuden
Tulevaisuus on hybrideissä
 Tulevaisuus on hybrideissä HENRY-seminaari 25.9.2003 Liiketoimintaverkostot ja verkostojohtaminen Kesko Oyj, Strateginen kehitys Lasse Mitronen Sivu 1 Liiketoimintaverkostot ja verkostojohtaminen, HENRY-seminaari
Tulevaisuus on hybrideissä HENRY-seminaari 25.9.2003 Liiketoimintaverkostot ja verkostojohtaminen Kesko Oyj, Strateginen kehitys Lasse Mitronen Sivu 1 Liiketoimintaverkostot ja verkostojohtaminen, HENRY-seminaari
PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki
 Muokkaa perustyyl. napsautt. PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki Valmentaja: Juha Isomäki DI, TTKK (turvallisuustekniikka ja tuotantotalous). Stora Enso Packaging Oy
Muokkaa perustyyl. napsautt. PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki Valmentaja: Juha Isomäki DI, TTKK (turvallisuustekniikka ja tuotantotalous). Stora Enso Packaging Oy
Digimuutoksen 10 haastetta. DIGISALONKI 13.11.2015 Tuomo Luoma
 Digimuutoksen 10 haastetta DIGISALONKI 13.11.2015 Tuomo Luoma Tieto- ja viestintäteknologia (ICT) on merkittävin Suomen talouskasvuun 15 viime vuoden aikana vaikuttanut yksittäinen tekijä. Se on luonut
Digimuutoksen 10 haastetta DIGISALONKI 13.11.2015 Tuomo Luoma Tieto- ja viestintäteknologia (ICT) on merkittävin Suomen talouskasvuun 15 viime vuoden aikana vaikuttanut yksittäinen tekijä. Se on luonut
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet
 Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Ohjauksella ja tuotteistuksella hyvään tulokseen. Jukka Lindberg Vates-säätiö Iisalmi 16.4.2015
 Ohjauksella ja tuotteistuksella hyvään tulokseen Jukka Lindberg Vates-säätiö Iisalmi 16.4.2015 Palvelujen tuotteistamisen rautalankamalli Myynnin peruslähtökohta: tuote tai palvelu. 3 Ratkaisee asiakkaan
Ohjauksella ja tuotteistuksella hyvään tulokseen Jukka Lindberg Vates-säätiö Iisalmi 16.4.2015 Palvelujen tuotteistamisen rautalankamalli Myynnin peruslähtökohta: tuote tai palvelu. 3 Ratkaisee asiakkaan
LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen
 LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen LCIFIN2 Workshop 21.11.2013 Juha Salminen TkT, Kehitysjohtaja, Consti Yhtiöt Kumppanisi korjausrakentamisessa
LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen LCIFIN2 Workshop 21.11.2013 Juha Salminen TkT, Kehitysjohtaja, Consti Yhtiöt Kumppanisi korjausrakentamisessa
POHJOIS-KARJALAN AMMATTIKORKEAKOULU Puutekniikka. Ismo Saaranen HUKKA-AIKOJEN SELVITYS OMAKOTITALOELEMENTTIEN KO- KOONPANOLINJALLA
 POHJOIS-KARJALAN AMMATTIKORKEAKOULU Puutekniikka Ismo Saaranen HUKKA-AIKOJEN SELVITYS OMAKOTITALOELEMENTTIEN KO- KOONPANOLINJALLA Opinnäytetyö Joulukuu 2011 OPINNÄYTETYÖ Joulukuu 2011 Puutekniikan koulutusohjelma
POHJOIS-KARJALAN AMMATTIKORKEAKOULU Puutekniikka Ismo Saaranen HUKKA-AIKOJEN SELVITYS OMAKOTITALOELEMENTTIEN KO- KOONPANOLINJALLA Opinnäytetyö Joulukuu 2011 OPINNÄYTETYÖ Joulukuu 2011 Puutekniikan koulutusohjelma
Lean Orionilla, case Salo. Urpo Rautiainen
 Lean Orionilla, case Salo Urpo Rautiainen ORION CORPORATION SALO PLANT Tablet Packaging Warehouse Autho r/dep artme 12.2.2019 2 Orion Salon tehdas 1st packaging line ramp-up 2/2014 5 packaging lines running
Lean Orionilla, case Salo Urpo Rautiainen ORION CORPORATION SALO PLANT Tablet Packaging Warehouse Autho r/dep artme 12.2.2019 2 Orion Salon tehdas 1st packaging line ramp-up 2/2014 5 packaging lines running
PALVELUOHJAUS. Palveluohjaustyöryhmä 8.4.2015
 PALVELUOHJAUS Palveluohjaustyöryhmä 8.4.2015 Anu Pihl 16.4.2015 PALVELUN TARVE Tiedon hankinta itsepalveluna Palveluohjaus 80-90% 10%-20% Palveluihin ohjaus/ palveluneuvonta Palveluissa ohjautuminen palveluohjaus
PALVELUOHJAUS Palveluohjaustyöryhmä 8.4.2015 Anu Pihl 16.4.2015 PALVELUN TARVE Tiedon hankinta itsepalveluna Palveluohjaus 80-90% 10%-20% Palveluihin ohjaus/ palveluneuvonta Palveluissa ohjautuminen palveluohjaus
Tuotantotalouden 25 op sivuaine
 Tuotantotalouden 25 op sivuaine Tuotantotalous 25 op Mitä? teknistä osaamista, taloustieteiden menetelmiä sekä ymmärrystä ihmisen käyttäytymisestä tavoitteena tuottavuuden, laadun ja työhyvinvoinnin parantaminen
Tuotantotalouden 25 op sivuaine Tuotantotalous 25 op Mitä? teknistä osaamista, taloustieteiden menetelmiä sekä ymmärrystä ihmisen käyttäytymisestä tavoitteena tuottavuuden, laadun ja työhyvinvoinnin parantaminen
Luotettavuuden mittaamisesta. Ilkka Norros ja Urho Pulkkinen
 Luotettavuuden mittaamisesta Ilkka Norros ja Urho Pulkkinen IP-verkon luotettavuuden aspektit Regulator User Provider availability reliability maintainability controllability Designer failures errors attacks
Luotettavuuden mittaamisesta Ilkka Norros ja Urho Pulkkinen IP-verkon luotettavuuden aspektit Regulator User Provider availability reliability maintainability controllability Designer failures errors attacks
Elintarviketeollisuuden työympäristön seurantakierros 2010
 Elintarviketeollisuuden työympäristön seurantakierros 2010 1. Hankkeen tausta ja tavoitteet Elintarviketeollisuudessa järjestettiin vuosina 2005-2007 turvallisuuskilpailu, johon kuului muun muassa puolen
Elintarviketeollisuuden työympäristön seurantakierros 2010 1. Hankkeen tausta ja tavoitteet Elintarviketeollisuudessa järjestettiin vuosina 2005-2007 turvallisuuskilpailu, johon kuului muun muassa puolen
FORSSAN OHJAAMO. Satakunnan toimijoiden vierailu 14.4.2016. Jukka Lidman Projektipäällikkö Ohjaamo Forssa jukka.lidman@forssa.
 FORSSAN OHJAAMO Satakunnan toimijoiden vierailu 14.4.2016 Jukka Lidman Projektipäällikkö Ohjaamo Forssa jukka.lidman@forssa.fi 040 6685 157 Ohjaamotoiminta Ohjaamo on valtakunnallisesti koordinoitu nuorten
FORSSAN OHJAAMO Satakunnan toimijoiden vierailu 14.4.2016 Jukka Lidman Projektipäällikkö Ohjaamo Forssa jukka.lidman@forssa.fi 040 6685 157 Ohjaamotoiminta Ohjaamo on valtakunnallisesti koordinoitu nuorten
Ilkka Kouri. Lean taskukirja
 Ilkka Kouri Lean taskukirja Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista
Ilkka Kouri Lean taskukirja Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista
Kohti dialogista johtamista
 Kohti dialogista johtamista Työhyvinvoinnin ja johtamisen kehittämishanke Tampereen hiippakunnassa 7.5.2010 Ari Hukari 7.5.2010 Ari Hukari Lähtökohtia (Kirkon työolobarometri 2007) Kirkon työntekijät kokevat
Kohti dialogista johtamista Työhyvinvoinnin ja johtamisen kehittämishanke Tampereen hiippakunnassa 7.5.2010 Ari Hukari 7.5.2010 Ari Hukari Lähtökohtia (Kirkon työolobarometri 2007) Kirkon työntekijät kokevat
Strategia, johtaminen ja KA. Virpi Einola-Pekkinen 29.4.2015
 Strategia, johtaminen ja KA 29.4.2015 Valtiovarainministeriö Talouden ja hyvinvoinnin vakaan perustan rakentaja VM vastaa vakaan ja kestävän kasvun edellytyksiä vahvistavasta talouspolitiikasta valtiontalouden
Strategia, johtaminen ja KA 29.4.2015 Valtiovarainministeriö Talouden ja hyvinvoinnin vakaan perustan rakentaja VM vastaa vakaan ja kestävän kasvun edellytyksiä vahvistavasta talouspolitiikasta valtiontalouden
Katsaus LEANin olemukseen Onko LEAN vain muoti ilmiö? BMKlubi HKI
 Katsaus LEANin olemukseen Onko LEAN vain muoti ilmiö? BMKlubi HKI 5 3.5.2016 BM Klubi Hki 5 Sonja Kynnös Jukka Pekka Pelttari Petri Kononow Petri Hannele Soiniitty Markku Koivisto (pj) Työtapa Kerran kuukaudessa
Katsaus LEANin olemukseen Onko LEAN vain muoti ilmiö? BMKlubi HKI 5 3.5.2016 BM Klubi Hki 5 Sonja Kynnös Jukka Pekka Pelttari Petri Kononow Petri Hannele Soiniitty Markku Koivisto (pj) Työtapa Kerran kuukaudessa
Molemmille yhteistä asiaa tulee kerralla enemmän opeteltavaa on huomattavasti enemmän kuin englannissa
 Molemmille yhteistä alkavat Espoossa 4. luokalta 2 oppituntia viikossa etenemisvauhti on kappaleittain laskettuna hitaampaa kuin englannissa, mutta asiaa tulee kerralla enemmän sanat taipuvat, joten opeteltavaa
Molemmille yhteistä alkavat Espoossa 4. luokalta 2 oppituntia viikossa etenemisvauhti on kappaleittain laskettuna hitaampaa kuin englannissa, mutta asiaa tulee kerralla enemmän sanat taipuvat, joten opeteltavaa
Suometsien hoidon organisointimallit Koneyrittäjien liitto ry:n metsänparannuspäivä 18.2.2010 Seinäjoki Sanna Kittamaa, Kari Kannisto, Jori Uusitalo
 Suometsien hoidon organisointimallit Koneyrittäjien liitto ry:n metsänparannuspäivä 18.2.2010 Seinäjoki Sanna Kittamaa, Kari Kannisto, Jori Uusitalo Metsänhoidon kustannustehokkuuden ja laadun tutkimus-
Suometsien hoidon organisointimallit Koneyrittäjien liitto ry:n metsänparannuspäivä 18.2.2010 Seinäjoki Sanna Kittamaa, Kari Kannisto, Jori Uusitalo Metsänhoidon kustannustehokkuuden ja laadun tutkimus-
luentoaika 10:15-11:45 (ei taukoa) pe 6.11.2015 - LEAN sovellukset & case Pekka Kyrenius 2015 Kon-15.3118 Tuotantojärjestelmät
 pe 6.11.2015 - LEAN sovellukset & case Pekka Kyrenius 2015 Kon-15.3118 Tuotantojärjestelmät") luentoaika 10:15-11:45 (ei taukoa) pe 6.11.2015 - LEAN sovellukset & case Pekka Kyrenius 2015 Kon-15.3118 Tuotantojärjestelmät TPS (jap.) Lean (amer.) Toyota production system TPS:n kaksi kivijalkaa: JOT/JIT
luentoaika 10:15-11:45 (ei taukoa) pe 6.11.2015 - LEAN sovellukset & case Pekka Kyrenius 2015 Kon-15.3118 Tuotantojärjestelmät TPS (jap.) Lean (amer.) Toyota production system TPS:n kaksi kivijalkaa: JOT/JIT
LASTENSUOJELUN PRAKSIS
 LASTENSUOJELUN PRAKSIS vastaa lastensuojelun haasteisiin Kehrä Pääkaupunkiseudun lastensuojelupäivät Kehittävä sosiaalityöntekijä 30.9.2011 Tiina Muukkonen Lastensuojelun haasteet niistä on runsaudenpula
LASTENSUOJELUN PRAKSIS vastaa lastensuojelun haasteisiin Kehrä Pääkaupunkiseudun lastensuojelupäivät Kehittävä sosiaalityöntekijä 30.9.2011 Tiina Muukkonen Lastensuojelun haasteet niistä on runsaudenpula
Tietoturvapäivä. Tietoturva nyt ja tulevaisuudessa Mitä uusi tietosuoja-asetus tarkoittaa? Fiarone Oy 11.03.2016
 Tietoturvapäivä Tietoturva nyt ja tulevaisuudessa Mitä uusi tietosuoja-asetus tarkoittaa? Fiarone Oy 11.03.2016 Fiarone Oy Asiakaslähtöinen palvelumalli Joustavuus Tavoitettavuus Asiakaslähtöinen palvelu
Tietoturvapäivä Tietoturva nyt ja tulevaisuudessa Mitä uusi tietosuoja-asetus tarkoittaa? Fiarone Oy 11.03.2016 Fiarone Oy Asiakaslähtöinen palvelumalli Joustavuus Tavoitettavuus Asiakaslähtöinen palvelu
Tuloksellisen kehitysvaiheen elementit. Alustus: Antti Piirainen Vison
 Tuloksellisen kehitysvaiheen elementit Alustus: Antti Piirainen Vison Tuottavuuden kehitys rakentamisessa Viimeisen 20-vuoden tulos on tässä! Lean on tuonut jo kauan sitten vallankumouksen valmistavaan
Tuloksellisen kehitysvaiheen elementit Alustus: Antti Piirainen Vison Tuottavuuden kehitys rakentamisessa Viimeisen 20-vuoden tulos on tässä! Lean on tuonut jo kauan sitten vallankumouksen valmistavaan