TUOTANNON LAYOUTIN KEHITTÄMINEN. Case: Ramtec Oy
|
|
|
- Eeva-Kaarina Mäkinen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio

1 TUOTANNON LAYOUTIN KEHITTÄMINEN Case: Ramtec Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Suunnittelupainotteinen mekatroniikka Opinnäytetyö Kevät 2015 Saku Petteri Mitrunen
2 Lahden ammattikorkeakoulu Kone- ja tuotantotekniikka MITRUNEN, SAKU: Tuotannon layoutin kehittäminen Case: Ramtec Oy Mekatroniikan opinnäytetyö, 25 sivua, 5 liitesivua Kevät 2015 TIIVISTELMÄ Opinnäytetyön toimeksiantajana toimi Ramtec Oy. Työn taustalla oli tarve muuttaa tuotannon tarpeita kohti omaa laitevalmistusta suunnittelemalla uusi layout kokoonpanon osalta FMS-ympäristöön. Nykyisessä layout-mallissa FMS:n ympäristössä ei ole tilaa kokoonpanoa varten. Toteutuvasta layout-suunnitelmasta tehtiin myös alustavat investointilaskelmat. Opinnäytetyön teoriaosuudessa käydään läpi layout-suunnittelun käsitteet ja perusteet, lyhyesti FMS-järjestelmän ominaisuudet ja investointilaskelmien käsitteet. Työssä esitelty layout-suunnittelu pohjautui teoriaosuuteen. Opinnäytetyön tuloksena saatiin nykyistä layout-mallia toimivampi layoutsuunnitelma alustavien kustannuslaskelmien kanssa. Asiasanat: layout, tuotanto, investointi
3 Lahti University of Applied Sciences Mechanical and Production Engineering MITRUNEN, SAKU: Layout development for production Case: Ramtec Oy Bachelor s Thesis in Mechatronics, 25 pages, 5 pages of appendices Spring 2015 ABSTRACT This thesis was comissioned by Ramtec Oy who needed to change their current contract production towards their own equipment manufacture by planning a new layout for an assembly line in an FMS environment. In the current layout model, there is not enough space for an assembly line in the surrounding area of FMS. Investment calculations were also made from the actual layout plan. The theoretical part of this thesis consists of layout designing concepts and basics, shortly FMS system's features and finally the principles of investment calculations. The practical part of this thesis is based on theoretical section. As a result of the study, a more functional layout desing plan with preliminary investment calculations was created. Key words: layout, production, investment,
4 SISÄLLYS 1 JOHDANTO Ramtec Oy Lahden-tehdas Viron-tehtaat Työn tausta ja tavoite 2 2 LAYOUT-SUUNNITTELU Layoutin määritelmä Layout-tyypit Kiinteäasemainen layout Tuotantolinja Funktionaalinen layout Solulayout Tuotetehdas 7 3 FMS FMS-periaate FMS-rakenne 8 4 INVESTOINTILASKELMAT Investointien luokittelu Investointilaskelmien tekijät Perushankintakustannus Laskentakorkokanta Nettotuotto Investointiajanjakso Jäännösarvo Investointilaskelmien menetelmät Nykyarvomenetelmä Annuiteettimenetelmä Pääoman tuottoastemenetelmä, ROI Takaisinmaksuajan menetelmä 14 5 SUUNNITTELUTYÖN TOTEUTUS Lähtökohdat Nykytilanteen kuvaus 15
5 5.3 Rajoittavat tekijät 16 6 TUOTANNON LAYOUT-MUUTOKSET Maalauslinja Kokoonpanosolujen sijoitus FMS-ympäristöön Muut kehitykset 19 7 INVESTOINTILASKUT 20 8 YHTEENVETO 22 LÄHTEET 23 LIITTEET 24
6 1 JOHDANTO 1.1 Ramtec Oy Ramtec Oy kehittää, suunnittelee, valmistaa, markkinoi ja myy maailmanlaajuisesti tunnettuja murskaimia, seuloja ja iskuvasarakoteloitaan kaivos- ja maanrakennusteollisuuden yrityksille. Ramtec Oy on perustettu vuonna 2002, kun Sandvik Tamrock myi MBO-kaupalla toimivalle johdolle sekä yksityishenkilöistä koostuvalle sijoittajille yrityksen iskuvasaroidenkoteleita ja teräsbetonin murskaimia valmistavan tuotetehtaansa. (Ramtec Oy 2014.) Vuonna 2002 suurin vasarakoteloiden tilaaja oli Sandvikin Lahden-tehdas, jonne meni lähes 90 prosenttia Ramtecin tuotannosta. Nyt oman tuotekehityksen tuloksena on tuotteiden valikoima kasvanut purkutöissä käytettäviin kouriin ja murskaimiin sekä maanrakennuksessa käytettäviin kauhoihin ja seulakauhoihin. Ramtec Oy:n tuotantotehtaat sijaitsevat Suomessa Lahdessa, jossa sijaitsee tuotteiden kokoonpano, sekä Virossa Rannussa, joka on erikoistunut kulutusteräksestä hitsattuihin kappaleisiin. (Ramtec Oy 2014.) Lahden-tehdas Lahden-tehtaan perusti vuonna 1996 Sandvik Tamrock Oy valmistamaan murskaimia ja iskuvasarankoteloita, kunnes tehtaan toimiva johto osti sen vuonna 2002 MBO-kaupalla. Lahden-tehdas on FMS (Flexible Manufacturing System) periaatteella toimiva tehdaskokonaisuus, jossa on konekantaa muun muuassa seuraavasti; kaksi hitsausrobottia, kolme isoa työstökeskusta, esilämmitysuuni ja ratatyyppinen märkämaalaamo. Lahden-tehtaalla kokoonpannaan ja suunnitellaan Robimurskaimia, Hytera- ja Rowe-kauhoja sekä Xteho-kantoharvestereita, jotka osin valmistetaan Ramtecin Viron-tehtaalla. Henkilöstömäärä Lahden-tehtaalla vuonna 2013 oli noin 20, joista toimihenkilöitä oli 9. (Jerkku 2014.) Viron-tehtaat Ramtecillä on myös tuotantoa Virossa, josta yritys osti paikallisen alihankkijansa vuonna Vuonna 2012 valmistui Rannussa sijaitsevan 1500 neliön konepajan
7 2 rinnalle uusi 4000 neliön tehdas. Kulutusteräksen ja levytöiden alkujalostus sekä hitsaus tehdään pääosin Virossa, josta ne siirtyvät koneistukseen ja kokoonpanoon Lahteen. Viron-tehtaat työllistävät yhteensä noin 50 henkeä. (Jerkku 2014.) 1.2 Työn tausta ja tavoite Ramtec toimii tällä hetkellä sopimusvalmistajana Sandvik Oy:lle, jonka tuotteista 95 % toimitetaan kansainvälisille markkinoille. Omien tuotteiden myynti, suunnittelu ja valmistus aloitettiin vuonna 2005 tukemaan yrityksen kasvua. Opinnäytetyön projektin taustalla oli siis tarve muuttaa tuotannon tarpeita kohti omaa laitevalmistusta tuomalla kokoonpano FMS-järjestelmään. Nykyisessä layout-mallissa FMS:n ympäristössä ei ole tilaa kokoonpanoa varten, mutta tilaa saadaan lisättyä sijoittamalla maalilinjasto uudelle alueelle. Tavoitteena oli toteuttaa ratkaisu, jossa maalaamo on sijoitettu laajennettuun tilaan FMS:n käyttö pyritään parantamaan kokoonpanon osalta materiaalivirtaus pyritään parantamaan maalauksen, kokoonpanon ja hitsauksen välillä uusi varastorakennus huomioidaan materiaalivirtauksessa.
8 3 2 LAYOUT-SUUNNITTELU Keskeisimpinä ja tärkeimpinä tuotannonohjauksen kehittämisen keinoina voidaan pitää läpäisyaikojen lyhentämistä, layoutin selkeyttämistä, automatisoidun tuotantotekniikan hyödyntämistä sekä itseohjautuvien toimintojen kehittämistä(haverila, Uusi-Rauva, Kouri & Miettinen. 2009, 405). 2.1 Layoutin määritelmä Layoutilla tarkoitetaan tuotannon koneiden, laitteiden, varastohyllyjen ja kulkureittien sijoittelua tehtaassa. Layout-tyypit voidaan jakaa materiaalivirran ja tuotantolaitteiden sijoittelun perusteella neljään tyyppiin: kiinteäasemainen layout, tuotantolinjalayout, funktionaalinen- ja solulayout sekä joiltain osin myös FMSpainotteiseen layoutiin. Kaikille layout-tyyleille ominaista on tehtävä layoutsuunnittelu, joka kattaa tehtaan laitteiden ja koneiden sijainnin ja materiaalivirtojen suunnittelun. (Haverila ym. 2009, 475). Hyvän layoutin ominaisuuksiin luetaan usein materiaalivirtojen selkeys, layoutin helpohko muunneltavuus, kuljetusmatkojen lyhyys, materiaalin logistiikan tehokkuus, vaativan työn sijoittaminen yhteen paikkaan, tehokas tilan käyttö ja jossa on otettu huomioon myös työntekijöiden työturvallisuus ja -mielekkyys. (Haverila ym, 2009, 482). Koska layout-suunnitteluun vaikuttaa suuri määrä erilaisia tekijöitä, ei usein ole mahdollista löytää tuotantojärjestelmään parasta mahdollista ratkaisua vaan on tasapainoiltava erilaisten kompromissien välillä. Layout-suunnittelun avuksi onkin tehty monia erilaisia layout-suunnittelua helpottavia apuvälineitä, kuten työnkulkukaavio, tuote-ja tuotantomääräanalyysi, työnkulkukaavio, työajanmittaus ja hyötyarvomatriisi. (Haverila ym, 2009, ).

9 4 2.2 Layout-tyypit Kiinteäasemainen layout Kiinteäasemaisella layoutilla työn suoritus, valmistus ja kokoonpano tapahtuvat yhdellä asemalla alusta loppuun. Tämäntyyppinen layout valitaan usein vaikeasti liikuteltavissa olevien koneiden valmistuksessa. Tuotannon ohjauksessa keskitytään eniten suoritettavien töiden, työntekijöiden ja koneiden vuorotteluun sekä aikataulussa pysymiseen. (Lavikainen 2009) Tuotantolinja Tuotantoprosessissa, jossa valmistettavien tuotteiden volyymi ja toistuvuus ovat suuria, valitaan usein layout-tyypiksi linjastomallinen ratkaisu. Valmistus ja kappaleen käsittely on tehokasta tuotantolinjassa, koska koneet, laitteet ja työvaiheet järjestetään valmistettavan tuotteen kokoonpanon mukaiseen järjestykseen (KUVIO 1). Käytettäessä mekaanisia kuljettimia eri työvaiheiden välillä saadaan materiaalinvirtauksesta selkeää ja tehokasta. (Haverila ym. 2009, 475.) KUVIO 1. Tuotantolinjan periaate(haverila ym. 2013, 476.) Suuret valmistusmäärät, joissa toistuvuus on korkea, ovat edellytyksiä tuotantolinjan rakentamiselle. Tuotantolinjan rakentaminen on kallista, mutta kannattavaa, jos valmistettavan tuotteen valmistushinta muodostuu alhaiseksi suurien valmistusmäärien ansiosta. (Haverila ym. 2009, 475.)

10 5 Tehostettu laadunvalvonta on tärkeää, koska tuotantolinja on herkkä häiriöille ja pystyy tuottamaan tehokkaasti virheellisiä tuotteita, joiden aiheuttamat kustannukset kasvavat nopeasti suuriksi. Kapasiteetin kasvattaminen ja tuotantosarjan vaihtaminen on vaikea toteuttaa linjan valmistumisen jälkeen, sillä ne tarvitsevat tavallisesti pitkän asetusajan. Tuotantolinjan paras ominaisuus on sen selkeä työnkulku, joka helpottaa linjan tuotannonohjausta yhtenä kokonaisuutena. (Haverila ym, 2009, ) Funktionaalinen layout Tuotantotilassa, jossa koneet ja työpaikat on sijoitettu työtehtävien samankaltaisuuden perusteella, kutsutaan funktionaaliseksi layoutiksi, esimerkiksi hitsauskoneet on sijoitettu hitsaamoon, hiomakoneet hiomomoon ja sorvit sorvaamoon (KUVIO 2). Funktionaalista layoutia kutsutaan myös ryhmä- tai teknologiseksilayoutiksi ryhmittelyn ja tuotantoteknologiaan perustuvan sijoittelun vuoksi. Funktionaalinen layout mahdollistaa tuotantomäärien ja tuotetyyppien helpon vaihtelun. (Haverila ym. 2009, 476.) KUVIO 2. Funktionaalisen layoutin periaate(haverila ym. 2013, 477.) Funktionaalisessa layoutissa tavallisesti valmistetaan tuotteet yksittäiskappaleina tai sarjoina monipuolisilla yleiskoneilla, jolloin tuotannon joustavuus eri tuotteille säilyy. Tuotannonohjauksen vaikeana tavoitteena on järjestää tuotteet jonottamaan oikea-aikaisesti työvaiheesta toiseen kasvattamatta työjonoja. Työjonojen kasvaessa tuotannon läpäisyaika ja keskeneräisen tuotannon määrä suurenevat ja aiheuttavat tulostappiota yritykselle. Funktionaalisessa layoutissa on tärkeää, että työpis-
 2.2.4 Solulayout Solulayoutissa eri työstökoneet ja työpisteet on järjestetty omaan itsenäiseen työryhmäänsä, joka on erikoistunut tietyn tuotteen tai työvaiheiden tekemiseen (KUVIO 3).")
11 6 teiden väliset etäisyydet eivät olisi kovin suuria materiaalien kuljetus- ja käsittelykustannuksien vuoksi. (Haverila ym. 2009, 476.) Solulayout Solulayoutissa eri työstökoneet ja työpisteet on järjestetty omaan itsenäiseen työryhmäänsä, joka on erikoistunut tietyn tuotteen tai työvaiheiden tekemiseen (KUVIO 3). Solulayout muistuttaa tuotantolinjaa, joka toimii funktionaalisen layoutin perusteella. Näin ollen solulayout on kahden edellä mainitun layouttyypin välimuoto. Solussa työskentelevä ryhmä päättää itse tehtäviensä suunnittelusta ja suorittamisesta, näin ollen työntekijät voivat vaikuttaa itse työnjakoon ja tehtävien kierrättämiseen, mikä taas mahdollistaa tuottavuuden ja motivaation nousun työryhmässä.(haverila ym. 2009, ) KUVIO 3. Solulayoutin periaate(haverila ym. 2013, 478.) Solulayoutin hyvinä puolina on selkeä materiaalivirta ilman välivarastointia, valmistuksen joustavuus niihin tuotteisiin, joihin se on suunniteltu, sekä merkittävä etu asetusaikojen lyhyydessä tuotteen vaihtuessa. Solun toimiessa joustavammin kuin tuotantolinja ja tehokkaammin kuin funktionaalinen layout, solu mahdollistaa tuotteiden valmistamisen yksittäiskappaleina tai pieninä sarjoina, joiden tuotantomäärät ja eräkoot voivat vaihdella paljonkin. (Haverila ym. 2009, 478.) Laadunvalvontaa ja tuotannon ohjausta helpottaa eri työvaiheiden tekeminen peräkkäin samalla alueella sekä solun työryhmän vastuu omista tuotteistaan. Vas-
12 7 tuunottoa voidaan parantaa motivoivalla laatupalkinnolla. (Haverila ym. 2009, 478.) Tuotetehdas Tuotetehdas-termiä käytetään yleisesti suuremman tuotantolaitoksen sisäisestä toimittajasta, joka on keskittynyt oman tuotteen tai yksittäisen osan valmistamiseen itsenäisesti. Itsenäiselle tuotetehtaalle on ominaista useimmiten oma johto sekä tuotannon ja materiaalitoimintojen suunnittelu. Kun tuotetehdas keskittyy tiettyyn komponenttiin ja selkeisiin laatu-, tulos- ja tuottavuusvastuisiin, saadaan ison organisaation tuottavuutta nostettua ja toiminnanohjausta helpotettua. Tämä perustuu siihen, että yrityksen tarvitsee vain tilata tarvittavat komponentit ja tuotteet, jotka tuotetehdas valmistaa ja toimittaa perille. Valmistustehtävät ovat usein pitkälle automatisoituja, ja tuotehtaan henkilöstömäärä on usein lähellä pien- ja keskisuurien yrityksien luokkaa eli noin henkeä. (Haverila ym. 2009, )
13 8 3 FMS 3.1 FMS-periaate FMS (Flexible Manufacturing System) on konepajojen käyttämä automatisoitu valmistusjärjestelmä, jonka avulla voidaan parantaa toimitusaikaa, työstökoneiden käyttöastetta sekä palvelutasoa ilman kustannustason nousua. Nykypäivänä konepajat pyrkivät soveltamaan Lean-ajattelumallia, jonka tärkeimpiin ominaisuuksiin kuuluvat varastojen ja eräkokojen pienenä pitäminen tehokkuuden kärsimättä. Tällöin saavutetaan lyhyt toimitusaika ja korkeampi palvelutaso ilman kustannustason nousua. (Kumpulainen 2013, 34.) Konepajoissa, joissa ei käytetä automaatiota tehokkaasti tai ollenkaan, on usein valittava tuotannon tehokkuus tai valmistuksen joustavuus toistensa kustannuksella. Joustavan automaation avulla saadaan yhdistettyä pienerien joustavuus sekä suurien valmistuserien tehokkuus. (Kumpulainen 2013, 34.) 3.2 FMS-rakenne Yksinkertaisimmassa FMS-järjestelmässä on vähintään kaksi työstökonetta, korkea palettivarasto, latausasemia ja palettihissi, joka kuljettaa paletteja ja yhdistää järjestelmän osat (kuva 1). Järjestelmään voidaan myös liittää paljon oheislaitteita, kuten hitsausrobotteja, uuneja, kappaleen puhdistimia ja paletin pesukoneita. Joustava automaatio pyrkii erottamaan koneen ja operaattorin välisen suoran yhteyden. Työstettäviä kappaleita ladataan yleensä yhdeltä latausasemalta työstöpalettiin (jigi), josta ne siirtyvät palettihissin kautta FMS-varastoon odottamaan koneistusta. Latausasemalta voidaan myös ladata varastoitavia komponentteja, joita käytetään esimimerkiksi FMS:ään integroiduissa kokoonpanosoluissa. Palettivaraston avulla pystytään hyödyntämään myös miehittämättömät työtunnit. Koneistuksen tuotantojonoa ja komponenttien varastointimäärää ohjataan järjestelmänohjauksen avulla, joka on yleensä integroituna yrityksen tuotannonohjausjärjestelmään. (Kumpulainen 2013, )

14 KUVA 1. Yksinkertainen FMS-järjestelmä (Fastems Oy 2014) 9
15 10 4 INVESTOINTILASKELMAT Investoinneilla tarkoitetaan taloudellisten resurssien sijoittamista yritykseen pitkäksi aikaväliksi, jotta yritys saavuttaisi taloudellista tulosta useamman vuoden ajan. Yrityksen investointitarve johtuu esimerkiksi konekannan vanhentumisesta, toimisto- ja tuotantotilojen ahtaudesta, hyvästä tuloksesta tai yrityksen markkinoiden laajentamisesta. Investoinneilla on myös positiivinen vaikutus koko kansantalouteen, sillä sen avulla voidaan luoda uusia työpaikkoja ja nostaa tuottavuutta sekä luoda kasvumahdollisuuksia myös muille yrityksille. On myös muistettava, että huonoilla investoinneilla voidaan hidastaa taloudellista kehitystä ja pääomien kiertoa. (Haverila ym. 2013, 195) 4.1 Investointien luokittelu Erilaiset investoinnit on mahdollista luokitella ryhmiin niiden tuotto- ja kiireellisyysvaatimuksien mukaan. Esimerkki luokittelusta voi olla seuraavanlainen(haverila ym. 2013, 197.) pakolliset investoinnit: lakeihin, asetuksiin tai viranomaismääräyksiin perustuvat investoinnit, esimerkiksi työsuojelu- ja ympäristönsuojeluinvestoinnit välttämättömyysinvestoinnit: koneiden korjaukset ja investoinnit toimintavarmuuden turvaamiseksi, esimerkiksi konekannan uusinta ja korjaukset strategiset investoinnit: yrityksen strategiaan pohjautuvat pitkän aikavälin investoinnit, esimerkiksi markkinointi, tuotekehittely ja myynti tuottavuusinvestoinnit: investoinnit, joilla lisätään tehokkuutta ja vähennetään kustannuksia kilpailukyvyn parantuessa, esimerkiksi robottien ja tehokkaampien koneiden hankinta laajennusinvestoinnit: yrityksen toiminnan laajentamisen investoinnit liittyvät usein strategisiin investointeihin, esimimerkiksi yritysostot, tuoteoikeusostot ja uusille markkinoille pääsy.
16 Investointilaskelmien tekijät Perushankintakustannus Perushankintakustannuksen määrittämiseen liittyy aina vähiten epävarmuutta kuin muihin investoinnin tekijöihin, sillä se sijoittuu lähimmäksi päätöksentekohetkeä. Suurin epävarmuustekijä perushankintakustannuksen määrittämisessä on rahoitustarpeen alimitoitus sekä investoinnin laajuusongelma, sillä investoinnilla voi olla seurauksia, joita ei ole ajoissa havaittu. Jos investointiprojektit ovat laajoja, olisi perushankintakustannusten apuna hyvä käyttää tarkistuslistoja, joista voidaan varmistaa, että olennaisimmat asiat on otettu huomioon. (Haverila ym. 2013, 200.) Laskentakorkokanta Kun investointivaihtoehtojen kannattavuutta vertaillaan, käytetään kannattavuutta arvioitaessa laskentakorkokantaa, jota voidaan pitää vaatimuksena investoinnin tuotolle. Sen avulla saadaan eri ajankohtiin ja vuosiin osuvat suoritukset vertailukelpoisiksi keskenään. Investointilaskelmissa laskentakorkokanta vaikuttaa investoinnin kannatavuuteen diskonttaustekijän ja annuiteettikertoimen kautta. (Haverila ym. 2013, 200.) Nettotuotto Investoinnista syntyvien vuotuisten tuottojen ja siitä aiheutuvien vuotuisten kustannuksien erotusta kutsutaan nettotuotoksi. Kustannusten ja nettotuottojen arvioinneissa on hyvä turvautua kysyntä ennusteisiin ja markkinointitutkimuksiin. Arvioinneissa kannattaa miettiä ensin tuottojen vuotuinen ennuste ja niistä johtaa vuotuiset kustannukset. (Lankinen 2014.) Investointiajanjakso Taloudellinen pitoaika, jonka aikana investointihyödyke osallistuu tuotantotoimintaan tuottavasti, kutsutaan investointiajanjaksoksi. Yleensä investointiajanjakso on koneen fyysinen ikä sen alkuperäisessä tarkoituksessa tai kunnes tekninen kehitys on tehnyt siitä vanhentuneen. Pitoajan arviointeihin jää aina epävarmuutta,
17 12 ja pitoajan määrittelyssä kannattaakin turvautua kokemuspohjaisiiin tietoihin. (Haverila ym. 2013, ) Jäännösarvo Jäännösarvolla tarkoitetaan yksinkertaisesti sitä, kuinka paljon pitoajan lopussa koneesta saadaan myyntituloa. Investointikohteen tyyppi ratkaisee sen, onko jäännösarvos olemassa, sillä monissa tapauksissa jäännösarvo on nolla. Usein jäännösarvo voi olla myös negatiivinen, mikä johtuu investointikohteen hävittämisestä ja eroon pääsemisestä. (Lankinen 2014.) 4.3 Investointilaskelmien menetelmät Investointilaskelmamenetelmiä on monia, jotka eroavat toisistaan ominaisuuksiltaan sekä lopputuloksiltaan. Laskelmat perustuvat investoinnin kustannuksista ja tuotoista, markkinoinnista sekä pääoman tarpeesta saatuihin tietoihin. Investointilaskelmamenetelmiä on esimerkiksi nykyarvomenetelmä, annuiteettimenetelmä, sisäisen korkokannan menetelmä, ROI ja takaisinmaksuajan menetelmä. Laskelmista kolmea ensimmäistä kutsutaan peruslaskentamenetelmiksi ja muita yksinkertaistetuiksi menetelmiksi. (Haverila ym. 2013, 199.) Nykyarvomenetelmä Nykyarvomenetelmässä kaikki investointiin liittyvät tuotot ja kustannukset diskontataan nykyhetkeen valittua laskentakorkoa käyttäen. Investointi on kannattava, jos nettotuotot ovat suuremmat kuin perusinvestointi eli jos niiden erotuksen arvo on positiivinen. Myös tapaus jossa tuotot ja kustannukset ovat samansuuruiset, eli erotus on nolla, voidaan hyväksyä. Diskontauksen avulla saadaan kaikki erät vertailukelpoisiksi (Lankinen 2014.) Nykyarvomenetelmä lasketaan seuraavalla kaavalla:
18 Annuiteettimenetelmä Annuitettimenetelmässä investoinnit jaetaan investoinnin hankintamenojen pitoaikaa vastaaville vuosille yhtä suuriksi tasaeriksi (= annuiteeteiksi). Annuiteetit muodostuvat poistoista sekä käytettävän laskentakorkokannan mukaisista korkokustannuksista. Annuiteettiä verrataan vuotuisiin pääomakustannuksiin, ja mitä suurempi niiden erotus on, sitä kannattavampi investointi on. Laskentamenetelmän ongelmana on toisistaan poikkeavien nettovuosien hankala hahmottaminen(haverila ym. 2013, 203.) Pääoman tuottoastemenetelmä, ROI ROI (return on investment) eli tuottoaste saadaan jakamalla vuoden nettotuotto keskimääräisellä investoinnilla. Menetelmän vahvuus on sen yksinkertaisuus, joka antaa silti riittävät tulokset investointien tarkasteluun, sillä usein täsmällinen las-
19 14 kenta ei hyödytä, jos varsinkin lähtöarvot ovat epävarmoja(haverila ym. 2013, 205.) Takaisinmaksuajan menetelmä Takaisinmaksuajan menetelmässä selvitetään, milloin investoinnin nettotuottot ylittävät hankintakustannukset. Tällöin investoinnin rahamäärä vapautuu investoinnista. Menetelmää ei yleensä käytetä yksinään investointilaskujen teossa vaan pikemminkin laskujen tukena varsinkin tilanteessa, jossa tuottojen kertymistä pitkällä aikavälillä on vaikea ennakoida. Takaisinmaksuaika lasketaan kaavalla: Menetelmän mukaan investoinnit, joista kertyy pääoma nopeasti takaisin, kannattaa suorittaa. (Haverila ym. 2013, 206.)
20 15 5 SUUNNITTELUTYÖN TOTEUTUS Suunnittelutyössä käytettiin yrityksen tarjoamaa AutoCad-ohjelmaa, jolla piirrettiin layout-suunnitelmat 2D-mallisina, jonka etuina voidaan pitää yksinkertaisuutta, eli nopealla vilkaisulla voidaan hahmottaa koko tehtaan pinta-ala sekä koneiden käytössä olevat tilat. 2D-kuvat voidaan myös helposti tulostaa ja muuntaa PDF-muotoon, jolloin ne ovat kaikkien osapuolten käytettävissä. AutoCadia käytettäessä voidaan tehdä nopeasti eri versioita laitteiden sijoittelusta eikä yksinkertaisten ja mitoiltaaan tarkkojen mallien tekeminen ole vaativaa, kunhan ohjelma on tullut ensin tutuksi. Tässä työssä käytettiin layoutsuunnittelun apumenetelmistä vain työnkulkukaaviota, työajanmittausta sekä hyötyarvomatriisia, sillä tarkoituksena oli parantaa toimivan tehtaan layouttia, eikä esimerkiksi tuotantomääräanalyyseillä ja tuotannon simuloinneilla saavutettaisi merkittävää hyötyä työn edetessä. 5.1 Lähtökohdat Työ aloitettiin päivittämällä nykyinen layout-kuva ajantasaiseksi, sillä tehtaassa oli tapahtunut muutoksia kokoonpanoissa ja varastohyllyjen asemoinnissa, joita ei ollut päivitetty tehtaan layout-kuviin (LIITE 1). Päivityksen jälkeen vuorossa oli vielä tehtaan viereisen rakennuksen, jonka Ramtec osti laajentaakseen toimitilojaan, pohjapiirroksen tekeminen. Nykyisestä tuotannosta tehtiin myös työnkulkukaavio sekä työajanmittaus, joiden avulla nähdään tuotannon solmukohdat ja hidastajat (LIITE 4). 5.2 Nykytilanteen kuvaus Nykytilanteessa FMS:n ja maalilinjaston välinen alue on jäänyt ahtaaksi ja vaikeakulkuiseksi työviihtyvyyden ja työturvallisuuden kannalta eikä kokoonpanoa ole mahdollista sijoittaa ahtauden takia FMS:n viereen (LIITE1). Ahtauden takia ei ole myöskään pystytty järjestämään tuotteille ylimaalaustilaa ja tällä hetkellä ylimaalaus suoritetaan niin, että maali leviää ympäristöön sotkien lattiat, seinät ja muut maalaustilan läheisyydessä olevat kohteet.

21 16 Nykyisellä materiaalivirtauksella ei myöskään saavuteta FMS järjestelmän täyttä potentiaalia. 5.3 Rajoittavat tekijät Suunnittelupalaverien aikana layout-suunnittelun rajoittaviksi tekijöiksi muodostuivat aluksi sinkopuhdistimen (nro 7.1) ja maalivaraston (nro 8) siirto sekä siltanostimien sijainti ja niiden alapuolella olevien tuotantopisteiden (nro 2, 4, 5 ja 6) sijoittelu (KUVA 2, LIITE1). Sinkopuhdistinta ei voitu siirtää sen vaatimien pohjatöiden ja singon vaatiman korkeuden takia. Myös maalivarasto jouduttiin jättämään nykyiseen paikkaansa viranomaispäätösten sekä kiinteiden paloturvallisten seinien takia. Siltanostimia ei haluttu siirtää fyysisten kokojensa ja budjetin takia, mutta siltanostimien alapuolella olevien tuotantopisteiden fyysistä sijaintia sai muuttaa vain, jos työpisteet pysyisivät siltanostimien alueella. Viimeiseksi rajoittavaksi tekijäksi työn edetessä muodostui isojen laitteiden kokoonpanon vaatima tila sekä niiden nostamiseen tarvittava 10 tonnin siltanostin. KUVA 2. Nykyinen maalauslinja ja ympäristö
22 17 6 TUOTANNON LAYOUT-MUUTOKSET Suunnittelun aikana valmistui monta erilaista raakalayout-suunnitelmaa, joista osa tippui pois työn edetessä. Loppuvaiheessa neljä suunnitelmaa valittiin muokattavaksi ja lähempään tarkasteluun. Muutoksien jälkeen layoutvaihtoehtojen arviointiin käytettiin hyötyarvomatriisia (LIITE 5). Hyötyarvomatriisissa ratkaisuvaihtoehdot pisteytetään, minkä jälkeen pisteet kerrotaan kunkin arvioitavan tekijän painoarvolla. Vaihtoehtojen painoarvotut pisteet laskettiin yhteen ja saatiin kaksi selvästi parempaa layout-suunnitelmaa. Layout-suunnitelmat olivatkin hyvin samankaltaisia, ja päädyimme työnantajan edustajan kanssa ratkaisuun, jossa molempien suunnitelmien parhaimmat puolet yhdistetään ja piirretään puhtaaksi. Tuotannon layout-muutoksia varten nykyinen kylmävarasto rakennetaan lämpimäksi, jolloin tehtaan lattiapinta-ala kasvaa. Osa kylmävarastossa olevista tavaroista ja tuotteista siirretään Ramtecin ostamaan rakennukseen.
23 Maalauslinja Layout-suunnitelmassa maalauslinjaa (nro 7) levennettiin ja siirrettiin kylmävaraston puolelle, jolloin osa radasta sekä maalauspiste (nro 7.2) ja kuivatusuuni (nro 7.4) siirrettiin kylmävaraston puolelle, kuulasingon (nro 7.1), nykyisen sinkolinjan ja maalivaraston (nro 8) jäädessä paikoilleen. Myös maalauksen valmistelu ja purku (nro 5) ja koteloiden varustelu (nro 6) jää nykyisten siltanostimien alapuolelle. (KUVA 3, LIITE 2.) KUVA 3. Siirretty maalauslinja

24 Kokoonpanosolujen sijoitus FMS-ympäristöön Kokoonpanoa on kehitetty eriyttämällä isojen sekä pienten laitteiden kokoonpano toisistaan. Pienten laitteiden kokoonpano on tuotu FMS-ympäristöön, jolloin myös FMS:ään voidaan varastoida pienten laitteiden tarvitsemia osia. Pienten laitteiden tarvitsema kokoonpanotila FMS:n ympäristöstä (KUVA 4, LIITE 2) saatiin poistamalla tarpeeton hitsausrobotti sekä siirtämällä liitoshitsauksen (nro 4) työtilaa keskenmälle. Pienten laitteiden kokoonpano on eriytetty vielä kahteen työpisteeseen, jossa toisessa tapahtuu tuotteiden "perien" kokoonpano (nro 11.1) varastoon ja toisessa tuotteiden loppukokoonpano (nro 11). KUVA 4. FMS ympäristön muutokset 6.3 Muut kehitykset Isojen laitteiden kokoonpano (nro 13) sekä koeajolaitteisto (nro 12) on sijoitettu kokoonpanohallista vapautuneeseen tilaan (LIITE 2). Koeajolaitteisto on sijoitettu siten, että se ei häiritse kummankaan kokoonpanon materiaalivirtausta. Vasen puoli nykyisestä kylmästä tilasta (pahvipuristimen alue) jätetään kylmäksi "romuvarastoksi", joka eristetään tulevasta lämpimästä tilasta lämpöä eristävällä väliseinällä. Oikealle puolelle kylmävarastoa on suunniteltu "tuulikaappi", jonka tarkoitus on estää lämpimän ilman karkaaminen suoraan ulos trukilla lastaamisen aikana.
25 20 7 INVESTOINTILASKUT Investointilaskelmat tehtiin yrityksen ulkopuolelta tilattaviin töihin Excel taulukkolaskentaohjelman avulla. Laskennnassa käytettiin yksinkertaisia ja yleisimpiä menetelmiä eli nykyarvomenetelmää, annuitettimenetelmää, pääoman tuottoastemenetelmää ja takaisinmaksumenetelmää, jotka toteutettiin helposti Excelin taulukkolaskentaohjelmalla. Taulukossa 1 on lueteltuna karkeat arviot maalauslinjaston muutoksista, jossa hintojen arviot perustuvat kokemusperäiseen hinnoitteluun sekä muutamaan tarjoukseen. Taulukossa 2 laskentakorkona käytettiin 20 %:a, jota voidaan pitää hyvänä vaatimuksena investoinneilla, joilla pyritään tuottojen lisäämiseen. Pitoajaksi määrättiin 18 vuotta, ja se perustuu kokemusperäiseen arvioon, sillä edellinen maalausrata oli 18 vuotta vanha. Jäännösarvona on nolla euroa, sillä mitä todennäköisemmin vanhan radan hävittämisestä kertyy jäännösarvoon tappiota. Alustavien investointilaskelmien pohjalta voidaan todeta, että tuleva investointi on kannattava nykyisillä arvoilla. TAULUKKO 1 Karkeat arviot maaluslinjaston muokkauksesta Hinta Varattava ylitys Kylmävaraston muunto Uusi maalauslaitteisto Singon modernisointi Maalauslinjan muokkaus Lämmön talteenotto Ilmastoinnin tehostus Ylimaalaustila Yhteensä
26 21 TAULUKKO 2 Investointilaskelma karkeiden investointiarvioiden pohjalta INVESTOINTIHANKKEEN NIMI: Maalausrata kokonaisuudessaan LÄHTÖARVOT LASKENTAKORKO 20 % PITOAIKA (VUOTTA) 18 JÄÄNNÖSARVO 0 INVESTOINTIMENO INVESTOINNIN KANNATTAVUUS NYKYARVOMENETELMÄ EROTUS ,07 Investointi on kannattava, jos arvo on positiivinen ANNUITEETTIMENETELMÄ VUOSITUOTTO ,93 Kannattava, jos luku on yhtä suuri tai suurempi kuin vuotuiset pääomakustannukset NETTOTUOTOT / VUOSI PÄÄOMAN TUOTTOASTEMENETELMÄ 2014 Vuosi ROI 24 % TAKAISINMAKSUAJAN MENETELMÄ TAKAISINMAKSUAIKA 3,4 vuotta Investointi kannattaa suorittaa jos pääoma kertyy nopeasti takaisin VUOSIPOISTO TASAERÄ Täytä arvot kenttiin laskentakorko, pitoaika, jäännösarvo(voi olla myös tai negatiivinen), investointimeno(negatiivinen) ja nettotuotot vuosittain pitoajan mukaan! YHTEENSÄ
27 22 8 YHTEENVETO Tämän opinnäytetyön tarkoituksena oli tutkia toimeksiantoyrityksenä toimineen Ramtecin mahdollisuutta kehittää nykyistä toimintaansa kohti omien laitteiden valmistusta suunnittelemalla yritykselle tulevaisuuden tarpeita vastaava layoutsuunnitelma. Layout-suunnittelun rajoittavimpana tekijänä voidaan pitää FMS järjestelmää, jonka ympärille layout-suunnitelma tuli tehdä. Layout-suunnitelman lisäksi yritykselle tehtiin alustava investointilaskelma. Tämän työn teoriaosuudessa käsiteltiin layout-suunnittelua ja layout-malleja sekä investointilaskelmia, jotka toimivat pohjana työn varsinaisessa osuudessa. Investointilaskelmat olivat alustavia, ja suurin osa hinnoista perustui kokemusperäisiin kustannuksiin. Investointilaskelmia on kuitenkin helppo muuttaa tehdyllä Excel-taulukolla työn edetessä. Ottamalla opinnäytetyön tulokset yrityksessä käyttöön saavutetaan tuotteiden parempi materiaalivirtaus, FMS:n käyttöaste kasvaa sekä ylimaalaustilallekin saatiin tilaa ympäristöstä.
28 23 LÄHTEET Painetut lähteet: Haverila, M. Uusi-Rauva, E. Kouri, I & Miettinen, A Teollisuustalous. 6 uudistettu painos. Tampere: Infacs Oy. Kumpulainen, S Fastems FMS: täydellä teholla. Tampere: Fastems Oy Ab. Elektroniset lähteet: Fastems Oy Tehdasautomaatioratkaisut [viitattu ]. Saatavissa: Jerkku, J Konserni esitelmä. Powerpoint esitelmä Lavikainen, P Tuotannonohjaus [viitattu ]. Saatavissa: s.pdf?forcedownload=1 Lankinen Pohjois-Karjalan AMK. Investointilaskentapohja ja -sanasto [viitattu ]. Saatavissa: html Ramtec Oy Historia lyhyesti [viitattu ]. Saatavissa:
29 LIITTEET LIITE 1. Nykyinen layoutkuva LIITE 2. Layoutin kehittämissuunnitelma LIITE 3. Numerointi liittyen layoutkuviin LIITE 4. Työnkulkukaavio LIITE 5. Hyötyarvomatriisi

30 LIITE 1. Nykyinen layoutkuva

31 LIITE 2. Layoutin kehittämissuunnitelma
32 LIITE 3. Numerointi liittyen layout kuviin 1. Hitsaus 2. Hitsausrobotti 1 3. Hitsausrobotti 2 4. Koteloiden liitoshitsaus 5. Maalauksen valmistelu 6. Koteloiden varustelu 7. Maalausrata 7.1 Sinkopuhdistin 7.2 Maalaus 7.3 Haihdutin 7.4 Kuivatusuuni 7.5 Singon sykloni 8. Maalivarasto 9. Kylmävarasto 9.1 Jätepuristin 10. Korjaushitsaus 11. Pienien laitteiden kokoonpano 12. Koestusalue 13. Isojen laitteiden kokoonpano 14. Ylimaalaus 15. Koteloiden välivarasto 16. Koulutusalue 17. Tuulikaappi
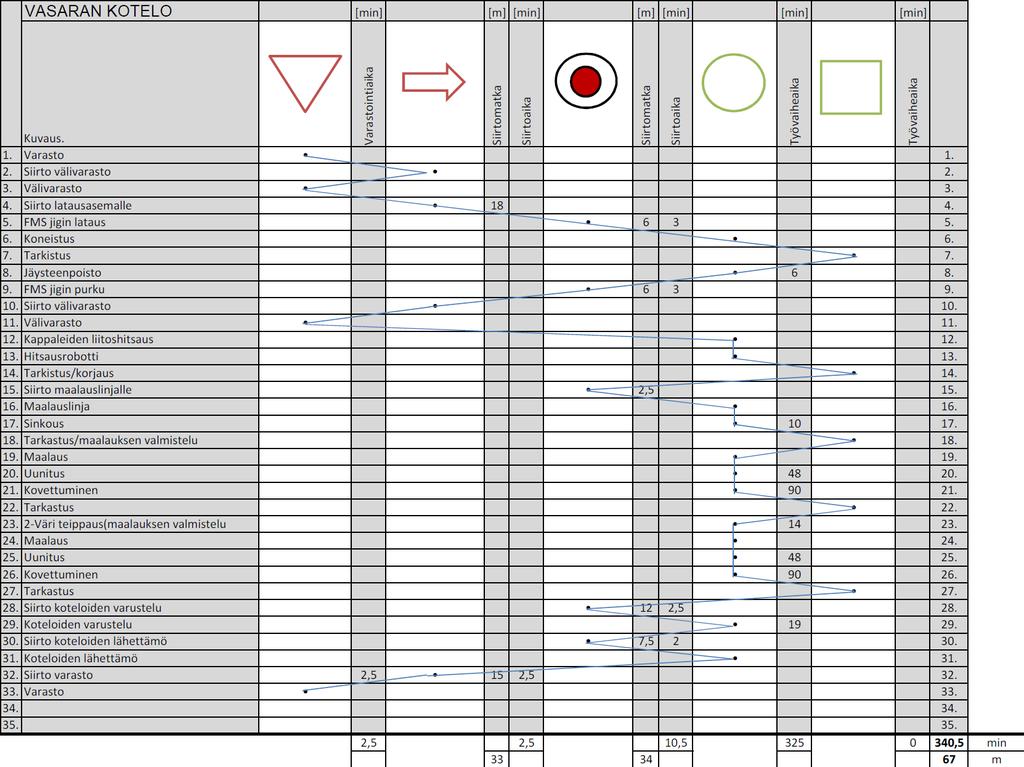
33 LIITE 4. Työnkulkukaavio
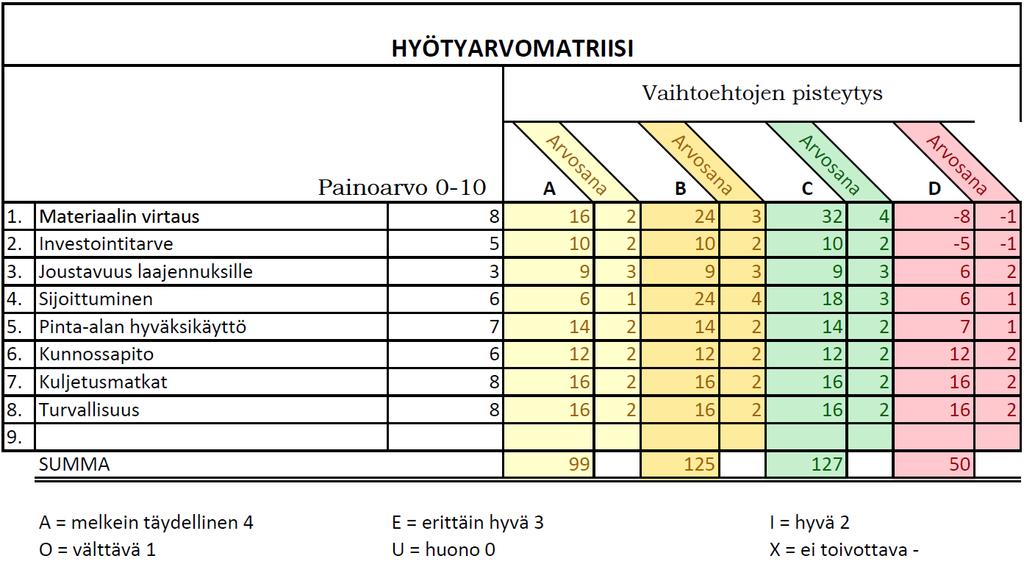
34 LIITE 5. Hyötyarvomatriisi
JA n. Investointi kannattaa, jos annuiteetti < investoinnin synnyttämät vuotuiset nettotuotot (S t )
") Annuiteettimenetelmä Investoinnin hankintahinnan ja jäännösarvon erotus jaetaan pitoaikaa vastaaville vuosille yhtä suuriksi pääomakustannuksiksi eli annuiteeteiksi, jotka sisältävät poistot ja käytettävän
Annuiteettimenetelmä Investoinnin hankintahinnan ja jäännösarvon erotus jaetaan pitoaikaa vastaaville vuosille yhtä suuriksi pääomakustannuksiksi eli annuiteeteiksi, jotka sisältävät poistot ja käytettävän
INVESTOINTIEN EDULLISUUSVERTAILU. Tero Tyni Erityisasiantuntija (kuntatalous)
") INVESTOINTIEN EDULLISUUSVERTAILU Tero Tyni Erityisasiantuntija (kuntatalous) 25.5.2007 Mitä tietoja laskentaan tarvitaan Investoinnista aiheutuneet investointikustannukset Investoinnin pitoaika Investoinnin
INVESTOINTIEN EDULLISUUSVERTAILU Tero Tyni Erityisasiantuntija (kuntatalous) 25.5.2007 Mitä tietoja laskentaan tarvitaan Investoinnista aiheutuneet investointikustannukset Investoinnin pitoaika Investoinnin
Selvitetään korkokanta, jolla investoinnin nykyarvo on nolla eli tuottojen ja kustannusten nykyarvot ovat yhtä suuret (=investoinnin tuotto-%)
") Sisäisen korkokannan menetelmä Selvitetään korkokanta, jolla investoinnin nykyarvo on nolla eli tuottojen ja kustannusten nykyarvot ovat yhtä suuret (=investoinnin tuotto-%) Sisäinen korkokanta määritellään
Sisäisen korkokannan menetelmä Selvitetään korkokanta, jolla investoinnin nykyarvo on nolla eli tuottojen ja kustannusten nykyarvot ovat yhtä suuret (=investoinnin tuotto-%) Sisäinen korkokanta määritellään
LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE
 LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE Case: Makron Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät
LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE Case: Makron Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät
Ratkaisu: a) Koroton takaisinmaksuaika on 9000 = 7,5 vuotta. 1200 b) Kun vuosituotot pysyvät vakiona, korollinen takaisinmaksuaika määräytyy
 Koroton takaisinmaksuaika on 9000 = 7,5 vuotta. 1200 b) Kun vuosituotot pysyvät vakiona, korollinen takaisinmaksuaika määräytyy") Kotitehtävät 7. Aihepiirinä Investointi Ratkaisuehdotuksia 1. Investoinnin hankintameno on 9000 euroa ja siitä saadaan seuraavina vuosina vuosittain 1200 euron tulot. Määritä a) koroton takaisinmaksuaika
Kotitehtävät 7. Aihepiirinä Investointi Ratkaisuehdotuksia 1. Investoinnin hankintameno on 9000 euroa ja siitä saadaan seuraavina vuosina vuosittain 1200 euron tulot. Määritä a) koroton takaisinmaksuaika
Investointilaskentamenetelmiä
 Investointilaskentamenetelmiä Laskentakorkokannan käyttöön perustuvat menetelmät (netto)nykyarvomenetelmä suhteellisen nykyarvon menetelmä eli nykyarvoindeksi annuiteettimenetelmä likimääräinen annuiteettimenetelmä
Investointilaskentamenetelmiä Laskentakorkokannan käyttöön perustuvat menetelmät (netto)nykyarvomenetelmä suhteellisen nykyarvon menetelmä eli nykyarvoindeksi annuiteettimenetelmä likimääräinen annuiteettimenetelmä
10 Liiketaloudellisia algoritmeja
 218 Liiketaloudellisia algoritmeja 10 Liiketaloudellisia algoritmeja Tämä luku sisältää liiketaloudellisia laskelmia. Aiheita voi hyödyntää vaikkapa liiketalouden opetuksessa. 10.1 Investointien kannattavuuden
218 Liiketaloudellisia algoritmeja 10 Liiketaloudellisia algoritmeja Tämä luku sisältää liiketaloudellisia laskelmia. Aiheita voi hyödyntää vaikkapa liiketalouden opetuksessa. 10.1 Investointien kannattavuuden
Investoinnin takaisinmaksuaika
 Investoinnin takaisinmaksuaika Takaisinmaksuaika on aika, jona investointi maksaa hintansa takaisin eli nettotuottoja kertyy perushankintamenon verran Investointi voidaan tehdä, jos takaisinmaksuaika
Investoinnin takaisinmaksuaika Takaisinmaksuaika on aika, jona investointi maksaa hintansa takaisin eli nettotuottoja kertyy perushankintamenon verran Investointi voidaan tehdä, jos takaisinmaksuaika
Tuotannon laatukeskeinen suunnittelu ja ohjaus
 Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
TUOTANNON LAYOUTIN SUUNNITTELU JA TOTEUTUS
 TUOTANNON LAYOUTIN SUUNNITTELU JA TOTEUTUS Oy Pamon Ab LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2017 Ville Yli-Viikari Lahden
TUOTANNON LAYOUTIN SUUNNITTELU JA TOTEUTUS Oy Pamon Ab LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2017 Ville Yli-Viikari Lahden
Investointien suunnittelu ja rahoitus. Kalevi Aaltonen Aalto-yliopisto Tuotantotekniikka
 Tehdasprojekti (Kon-15.4197) Investointien suunnittelu ja rahoitus Kalevi Aaltonen Aalto-yliopisto Tuotantotekniikka Tehdasprojekti (Kon-15.4197) KURSSIN LUENNOT 11.09.2015 Johdanto (Kalevi Aaltonen) 18.09.2015
Tehdasprojekti (Kon-15.4197) Investointien suunnittelu ja rahoitus Kalevi Aaltonen Aalto-yliopisto Tuotantotekniikka Tehdasprojekti (Kon-15.4197) KURSSIN LUENNOT 11.09.2015 Johdanto (Kalevi Aaltonen) 18.09.2015
Todellinen vuosikorko. Efektiivinen/sisäinen korkokanta. Huomioitavaa
 Todellinen vuosikorko Huomioitavaa Edellinen keskimaksuhetkeen perustuva todellinen vuosikorko antaa vain arvion vuosikorosta. Tarkempi arvio todellisesta korosta saadaan ottamalla huomioon mm. koronkorko.
Todellinen vuosikorko Huomioitavaa Edellinen keskimaksuhetkeen perustuva todellinen vuosikorko antaa vain arvion vuosikorosta. Tarkempi arvio todellisesta korosta saadaan ottamalla huomioon mm. koronkorko.
Tehtävä 1: Maakunta-arkisto
 Tehtävä 1: Maakunta-arkisto Maakunta-arkisto aikoo ostaa uuden laitteen avustamaan ja nopeuttamaan henkilöstönsä työskentelyä. Laitteen hinta on 36 000 ja sen arvioitu taloudellinen pitoaika on 5 vuotta.
Tehtävä 1: Maakunta-arkisto Maakunta-arkisto aikoo ostaa uuden laitteen avustamaan ja nopeuttamaan henkilöstönsä työskentelyä. Laitteen hinta on 36 000 ja sen arvioitu taloudellinen pitoaika on 5 vuotta.
Sisäinen korkokanta ja investoinnin kannattavuuden mittareita, L10
 Sisäinen ja investoinnin, L10 1 Määritelmä: i sis on se laskentakorko, jolla nettonykyarvo on nolla. Jos projekti on normaali siinä mielessä, että alun negatiivisia nettoeriä seuraa lopun positiiviset
Sisäinen ja investoinnin, L10 1 Määritelmä: i sis on se laskentakorko, jolla nettonykyarvo on nolla. Jos projekti on normaali siinä mielessä, että alun negatiivisia nettoeriä seuraa lopun positiiviset
Tehtävä 1: Maakunta-arkisto
 Tehtävä 1: Maakunta-arkisto Maakunta-arkisto aikoo ostaa uuden laitteen avustamaan ja nopeuttamaan henkilöstönsä työskentelyä. Laitteen hinta on 36 000 ja sen arvioitu taloudellinen pitoaika on 5 vuotta.
Tehtävä 1: Maakunta-arkisto Maakunta-arkisto aikoo ostaa uuden laitteen avustamaan ja nopeuttamaan henkilöstönsä työskentelyä. Laitteen hinta on 36 000 ja sen arvioitu taloudellinen pitoaika on 5 vuotta.
Investointipäätöksenteko
 Investointipäätöksenteko Ekstralaskuesimerkkejä Laskentatoimen Perusteet, Syksy 2015 Katja Kolehmainen KTT, Apulaisprofessori Neppi Oy valmistaa neppejä ja nappeja. Käsityöpiireissä se on tunnettu laadukkaista
Investointipäätöksenteko Ekstralaskuesimerkkejä Laskentatoimen Perusteet, Syksy 2015 Katja Kolehmainen KTT, Apulaisprofessori Neppi Oy valmistaa neppejä ja nappeja. Käsityöpiireissä se on tunnettu laadukkaista
10.8 Investoinnin sisäinen korkokanta
 154 108 Investoinnin sisäinen korkokanta Investoinnin sisäinen korkokanta on se laskentakorko, jolla investoinnin nettonykyarvo on nolla Investointi on tuottava (kannattava), jos sen sisäinen korkokanta
154 108 Investoinnin sisäinen korkokanta Investoinnin sisäinen korkokanta on se laskentakorko, jolla investoinnin nettonykyarvo on nolla Investointi on tuottava (kannattava), jos sen sisäinen korkokanta
TUOTANNON KEHITYSPROJEKTI
 Eero Tuomaala TUOTANNON KEHITYSPROJEKTI Oy Escarmat Ltd Tekniikka 2015 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Eero Tuomaala Opinnäytetyön nimi Tuotannon
Eero Tuomaala TUOTANNON KEHITYSPROJEKTI Oy Escarmat Ltd Tekniikka 2015 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Eero Tuomaala Opinnäytetyön nimi Tuotannon
Talousmatematiikan perusteet
 kevät 2019 / orms.1030 Talousmatematiikan perusteet 5. harjoitus, viikko 7 11.02. 15.02.2019 R01 Ma 12 14 F453 R08 Ke 10 12 F453 R02 Ma 16 18 F453 L To 08 10 A202 R03 Ti 08 10 F425 R06 To 12 14 F140 R04
kevät 2019 / orms.1030 Talousmatematiikan perusteet 5. harjoitus, viikko 7 11.02. 15.02.2019 R01 Ma 12 14 F453 R08 Ke 10 12 F453 R02 Ma 16 18 F453 L To 08 10 A202 R03 Ti 08 10 F425 R06 To 12 14 F140 R04
Tuotannon jatkuva optimointi muutostilanteissa
 Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Tentissä saa olla mukana vain muistiinpanovälineet ja laskin. Laskut erilliselle konseptille, vastaus selkeästi näkyviin!!! Palauta tenttipaperi!!
 1 School of Business and Management Yliopisto-opettaja, Tiina Sinkkonen Opiskelijanumero ja nimi: CS31A0101 KUSTANNUSJOHTAMISEN PERUSKURSSI Tentti 01.02.2016 Tentissä saa olla mukana vain muistiinpanovälineet
1 School of Business and Management Yliopisto-opettaja, Tiina Sinkkonen Opiskelijanumero ja nimi: CS31A0101 KUSTANNUSJOHTAMISEN PERUSKURSSI Tentti 01.02.2016 Tentissä saa olla mukana vain muistiinpanovälineet
INVESTOINNIN LASKENTA
 YT22 INVESTOINNIN LASKENTA Yrityssalo Oy www.yrityssalo.fi Sivu 2 (8) INVESTOINNIN LASKENTA SISÄLTÖ SIVU 1. INVESTOINNIN SUUNNITTELU 3 1.1 Investointien rahoitus 3 1.2 Investointien luokittelu 4 2. INVESTOINTIKUSTANNUSTEN
YT22 INVESTOINNIN LASKENTA Yrityssalo Oy www.yrityssalo.fi Sivu 2 (8) INVESTOINNIN LASKENTA SISÄLTÖ SIVU 1. INVESTOINNIN SUUNNITTELU 3 1.1 Investointien rahoitus 3 1.2 Investointien luokittelu 4 2. INVESTOINTIKUSTANNUSTEN
Financial Statement Scorecard as a Tool for Small Business Management 1 LIIKEVAIHTO / TUOTTEIDEN ARVONLISÄVEROTON MYYNTI ASIAKASULOTTUVUUS
 YRITYKSEN MAKSUKYKY JA STRATEGINEN JOHTAMINEN HELSINKI 29.1.2010 OTM, KTM MIKKO HAKOLA 1 TULOSLASKELMAPERUSTEINEN MITTARISTO JOHDON KONTROLLITYÖVÄLINEESTÄ Financial Statement Scorecard as a Tool for Small
YRITYKSEN MAKSUKYKY JA STRATEGINEN JOHTAMINEN HELSINKI 29.1.2010 OTM, KTM MIKKO HAKOLA 1 TULOSLASKELMAPERUSTEINEN MITTARISTO JOHDON KONTROLLITYÖVÄLINEESTÄ Financial Statement Scorecard as a Tool for Small
Talousmatematiikan perusteet
 kevät 219 / orms.1 Talousmatematiikan perusteet 1. Laske integraalit a 6x 2 + 4x + dx, b 5. harjoitus, viikko 6 x + 1x 1dx, c xx 2 1 2 dx a termi kerrallaan kaavalla ax n dx a n+1 xn+1 +C. 6x 2 + 4x +
kevät 219 / orms.1 Talousmatematiikan perusteet 1. Laske integraalit a 6x 2 + 4x + dx, b 5. harjoitus, viikko 6 x + 1x 1dx, c xx 2 1 2 dx a termi kerrallaan kaavalla ax n dx a n+1 xn+1 +C. 6x 2 + 4x +
Tuotantotehokkuuden parantaminen HKScanissa. Sami Sivuranta, EVP, Operations
 Tuotantotehokkuuden parantaminen HKScanissa Sami Sivuranta, EVP, Operations 1 Must-win Battle 2 2 1 Tiivis yhteistyö tuottajien kanssa Tuottavuuden ja kustannuskilpailukyvyn parantaminen 3 Fokus lihassa
Tuotantotehokkuuden parantaminen HKScanissa Sami Sivuranta, EVP, Operations 1 Must-win Battle 2 2 1 Tiivis yhteistyö tuottajien kanssa Tuottavuuden ja kustannuskilpailukyvyn parantaminen 3 Fokus lihassa
BL20A0500 Sähkönjakelutekniikka
 BL20A0500 Sähkönjakelutekniikka Talouslaskelmat Jarmo Partanen Taloudellisuuslaskelmat Jakeluverkon kustannuksista osa on luonteeltaan kiinteitä ja kertaluonteisia ja osa puolestaan jaksollisia ja mahdollisesti
BL20A0500 Sähkönjakelutekniikka Talouslaskelmat Jarmo Partanen Taloudellisuuslaskelmat Jakeluverkon kustannuksista osa on luonteeltaan kiinteitä ja kertaluonteisia ja osa puolestaan jaksollisia ja mahdollisesti
Reaalioptioden käsitteen esittely yksinkertaisen esimerkin avulla
 Reaalioptioden käsitteen esittely yksinkertaisen esimerkin avulla Optimointiopin seminaari - Syksy 2000 / 1 Esitelmän sisältö Investointien peruuttamattomuuden vaikutus investointipäätökseen Investointimahdollisuuksien
Reaalioptioden käsitteen esittely yksinkertaisen esimerkin avulla Optimointiopin seminaari - Syksy 2000 / 1 Esitelmän sisältö Investointien peruuttamattomuuden vaikutus investointipäätökseen Investointimahdollisuuksien
Esimerkki valmistuksesta Itä-Euroopassa: Konecranes Ukrainassa
 Esimerkki valmistuksesta Itä-Euroopassa: Konecranes Ukrainassa Lähde: Antti Vanhatalo, Group Vice President, Business Development, Konecranes Kuvat: Konecranes www.konecranes.fi 9.9.2008 Taustaa Konecranes
Esimerkki valmistuksesta Itä-Euroopassa: Konecranes Ukrainassa Lähde: Antti Vanhatalo, Group Vice President, Business Development, Konecranes Kuvat: Konecranes www.konecranes.fi 9.9.2008 Taustaa Konecranes
Teollisuuden sähköasennukset ja keskusvalmistus
 Teollisuuden sähköasennukset ja keskusvalmistus Elkome Installaatiot Oy on erikoistunut sähköistykseen ja automaatioon. Suunnittelemme ja valmistamme sähkökeskuksia sekä erilaisia erikoiskeskuksia teollisuuden
Teollisuuden sähköasennukset ja keskusvalmistus Elkome Installaatiot Oy on erikoistunut sähköistykseen ja automaatioon. Suunnittelemme ja valmistamme sähkökeskuksia sekä erilaisia erikoiskeskuksia teollisuuden
Investointiajattelu ja päätöksenteko
 Investointiajattelu ja päätöksenteko Ismo Vuorinen yliopettaja (laskentatoimi ja rahoitus) Investointien suunnittelu / erikoistumisopinnot 2010 Hämeenlinna / syksy 2010 Investointi käsitteenä investointi
Investointiajattelu ja päätöksenteko Ismo Vuorinen yliopettaja (laskentatoimi ja rahoitus) Investointien suunnittelu / erikoistumisopinnot 2010 Hämeenlinna / syksy 2010 Investointi käsitteenä investointi
Nykyarvo ja investoinnit, L7
 Nykyarvo ja investoinnit, L7 netto netto 1 Tarkastellaan tulovirtaa, joka kestää n jakson ajana, ja jossa jakson j lopussa kassaan tulee tulo k j. k n k 1 k 2 k 3 k 4 k 5 k 6... 0 1 2 3 4 5 6... n j netto
Nykyarvo ja investoinnit, L7 netto netto 1 Tarkastellaan tulovirtaa, joka kestää n jakson ajana, ja jossa jakson j lopussa kassaan tulee tulo k j. k n k 1 k 2 k 3 k 4 k 5 k 6... 0 1 2 3 4 5 6... n j netto
Ratkaisu: a) Aritmeettisen jonon mielivaltainen jäsen a j saadaan kaavalla. n = a 1 n + (n 1)n d = 5 500 + 4 = 501500. 2 500 = 5 + 2001 2
 Aritmeettisen jonon mielivaltainen jäsen a j saadaan kaavalla. n = a 1 n + (n 1)n d = 5 500 + 4 = 501500. 2 500 = 5 + 2001 2") Kotitehtäviä 5. Ratkaisuehdotuksia. a) Jono a,..., a 500 on aritmeettinen, a = 5 ja erotusvakio d = 4. Laske jäsenet a, a 8 ja a 00 sekä koko jonon summa. b) Jono b,..., b 0 on geometrinen, b = ja suhdeluku
Kotitehtäviä 5. Ratkaisuehdotuksia. a) Jono a,..., a 500 on aritmeettinen, a = 5 ja erotusvakio d = 4. Laske jäsenet a, a 8 ja a 00 sekä koko jonon summa. b) Jono b,..., b 0 on geometrinen, b = ja suhdeluku
Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI
 Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI Nikke Hiltula Opinnäytetyö Kevät
Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI Nikke Hiltula Opinnäytetyö Kevät
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
KIRJANPITO 22C Luento 4a: Hankintameno
 KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
TUOTTAVUUS Kivirakentamisen elinehto. Olli Korander RTT Tuottavuuselvitys 10.8.2012
 TUOTTAVUUS Kivirakentamisen elinehto Aiheita RTT tuottavuusselvitys Tuottavuuden osa-alueet Laatu osana tuottavuutta Väittämiä tuottavuudesta Toimenpide-ehdotuksia Tavoite ja menetelmä RTT tuottavuusselvitys
TUOTTAVUUS Kivirakentamisen elinehto Aiheita RTT tuottavuusselvitys Tuottavuuden osa-alueet Laatu osana tuottavuutta Väittämiä tuottavuudesta Toimenpide-ehdotuksia Tavoite ja menetelmä RTT tuottavuusselvitys
Digiajan menestyksekäs toimitusketju / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab
 Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Osavuosikatsaus 1.1. - 30.9.2006
 Osavuosikatsaus 1.1. - 30.9.2006 25.10.2006 toimitusjohtaja Tapani Kiiski www.raute.com Kysyntä jatkuu hyvällä tasolla Vaneriteollisuuden markkinatilanne edelleen hyvä päämarkkinaalueilla lukuunottamatta
Osavuosikatsaus 1.1. - 30.9.2006 25.10.2006 toimitusjohtaja Tapani Kiiski www.raute.com Kysyntä jatkuu hyvällä tasolla Vaneriteollisuuden markkinatilanne edelleen hyvä päämarkkinaalueilla lukuunottamatta
Nykyarvo ja investoinnit, L14
 Nykyarvo ja investoinnit, L14 netto netto 1 Tarkastellaan tulovirtaa, joka kestää n jakson ajana, ja jossa jakson j lopussa kassaan tulee tulo k j. k 1 k 2 k 3 k 4 k 5 k 6... k n netto 0 1 2 3 4 5 6...
Nykyarvo ja investoinnit, L14 netto netto 1 Tarkastellaan tulovirtaa, joka kestää n jakson ajana, ja jossa jakson j lopussa kassaan tulee tulo k j. k 1 k 2 k 3 k 4 k 5 k 6... k n netto 0 1 2 3 4 5 6...
Opiskelijanumero ja nimi:
 1 LUT School of Business and Management Yliopisto-opettaja, Tiina Sinkkonen Opiskelijanumero ja nimi: CS31A0101 KUSTANNUSJOHTAMISEN PERUSKURSSI Tentti 22.10.2015 Tentissä saa olla mukana vain muistiinpanovälineet
1 LUT School of Business and Management Yliopisto-opettaja, Tiina Sinkkonen Opiskelijanumero ja nimi: CS31A0101 KUSTANNUSJOHTAMISEN PERUSKURSSI Tentti 22.10.2015 Tentissä saa olla mukana vain muistiinpanovälineet
Valmistusautomaation uudet mahdollisuudet
 Valmistusautomaation uudet mahdollisuudet Kari Ollila Oy www.cimsolar.com 1 Oy Perustettu 1.1.2008 Pohjana Cimcorp Oy:n 2006-2007 tekemä kehitystyö ohutkalvotekniikalla valmistettavien aurinkosähköpaneelien
Valmistusautomaation uudet mahdollisuudet Kari Ollila Oy www.cimsolar.com 1 Oy Perustettu 1.1.2008 Pohjana Cimcorp Oy:n 2006-2007 tekemä kehitystyö ohutkalvotekniikalla valmistettavien aurinkosähköpaneelien
Ahlstrom. Tammi-syyskuu 2015. Marco Levi toimitusjohtaja. Sakari Ahdekivi talousjohtaja 28.10.2015
 Ahlstrom Tammi-syyskuu 215 Marco Levi toimitusjohtaja Sakari Ahdekivi talousjohtaja 28.1.215 Sisältö Heinä-syyskuu 215 Liiketoiminta-aluekatsaus Taloudelliset luvut Tulevaisuuden näkymät Sivu 2 Heinä-syyskuu
Ahlstrom Tammi-syyskuu 215 Marco Levi toimitusjohtaja Sakari Ahdekivi talousjohtaja 28.1.215 Sisältö Heinä-syyskuu 215 Liiketoiminta-aluekatsaus Taloudelliset luvut Tulevaisuuden näkymät Sivu 2 Heinä-syyskuu
Rakennusteollisuus HIRSIEN HÖYLÄÄMINEN
 Rakennusteollisuus HIRSIEN HÖYLÄÄMINEN SISÄLLYS 1. HIRSIEN HÖYLÄÄMINEN Hirsien höylääminen...3 Edut...4 Ominaisuudet...4 Koneet...5 Yhteyshenkilö...6 2 Hirsien höylääminen esite - 29.09.2019 www.makron.com
Rakennusteollisuus HIRSIEN HÖYLÄÄMINEN SISÄLLYS 1. HIRSIEN HÖYLÄÄMINEN Hirsien höylääminen...3 Edut...4 Ominaisuudet...4 Koneet...5 Yhteyshenkilö...6 2 Hirsien höylääminen esite - 29.09.2019 www.makron.com
PienCHP-laitosten. tuotantokustannukset ja kannattavuus. TkT Lasse Koskelainen Teknologiajohtaja Ekogen Oy. www.ekogen.fi
 PienCHP-laitosten tuotantokustannukset ja kannattavuus TkT Lasse Koskelainen Teknologiajohtaja Ekogen Oy www.ekogen.fi Teemafoorumi: Pien-CHP laitokset Joensuu 28.11.2012 PienCHPn kannattavuuden edellytykset
PienCHP-laitosten tuotantokustannukset ja kannattavuus TkT Lasse Koskelainen Teknologiajohtaja Ekogen Oy www.ekogen.fi Teemafoorumi: Pien-CHP laitokset Joensuu 28.11.2012 PienCHPn kannattavuuden edellytykset
Laskentatoimen perusteet Tilinpäätöksen laadinta Jaksottaminen
 Laskentatoimen perusteet Tilinpäätöksen laadinta Jaksottaminen Seppo Ikäheimo Tehtävä 1 Marraskuu Oy:n tilinpäätöksen laadinta Laadi seuraavista 1.-31.11 välillä toteutuneista liiketapahtumista tuloslaskelma
Laskentatoimen perusteet Tilinpäätöksen laadinta Jaksottaminen Seppo Ikäheimo Tehtävä 1 Marraskuu Oy:n tilinpäätöksen laadinta Laadi seuraavista 1.-31.11 välillä toteutuneista liiketapahtumista tuloslaskelma
SERVICAN TIETOISKU. PSSHP:n hallitus
 SERVICAN TIETOISKU PSSHP:n hallitus 13.3.2018 SERVICA, ITÄ-SUOMEN HUOLTOPALVELUT LIIKELAITOSKUNTAYHTYMÄ Palvelutuotanto alkoi 1.1.2012 Omistajat Kuopion kaupunki (51,5 %) ja Pohjois-Savon sairaanhoitopiiri
SERVICAN TIETOISKU PSSHP:n hallitus 13.3.2018 SERVICA, ITÄ-SUOMEN HUOLTOPALVELUT LIIKELAITOSKUNTAYHTYMÄ Palvelutuotanto alkoi 1.1.2012 Omistajat Kuopion kaupunki (51,5 %) ja Pohjois-Savon sairaanhoitopiiri
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla. Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia
 Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Business Oulu. Teollisuus-Forum 29.5.2013. Wisetime Oy:n esittely
 Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Robotiikan hyödyntäminen taloushallinnossa
 Robotiikan hyödyntäminen taloushallinnossa Eini Leväslampi Prosessisuunnittelija Talouspalvelukeskus Vantaan kaupunki Sami Säisä Tietohallinnon konsultti/rpa Tietohallinto Vantaan kaupunki Ohjelmistorobotiikkaa
Robotiikan hyödyntäminen taloushallinnossa Eini Leväslampi Prosessisuunnittelija Talouspalvelukeskus Vantaan kaupunki Sami Säisä Tietohallinnon konsultti/rpa Tietohallinto Vantaan kaupunki Ohjelmistorobotiikkaa
Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon OHUTLEVY- JA JOUSITUOTEKUMPPANISI
 PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
Ville Rantala. Uuden tuotantoprosessin layoutin suunnittelu. Opinnäytetyö Syksy 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka
 1 Ville Rantala Uuden tuotantoprosessin layoutin suunnittelu Opinnäytetyö Syksy 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö:
1 Ville Rantala Uuden tuotantoprosessin layoutin suunnittelu Opinnäytetyö Syksy 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö:
Kamux puolivuosiesitys
 Kamux puolivuosiesitys 1.1. 30.6.2017 24.8.2017 Kamuxin kannattava kasvu jatkui strategian mukaisesti 1. Strategia kasvaa Euroopan johtavaksi käytettyjen autojen vähittäiskaupan ketjuksi toimii Jälleen
Kamux puolivuosiesitys 1.1. 30.6.2017 24.8.2017 Kamuxin kannattava kasvu jatkui strategian mukaisesti 1. Strategia kasvaa Euroopan johtavaksi käytettyjen autojen vähittäiskaupan ketjuksi toimii Jälleen
Tuotantosolun simulointi
 Antti Alonen RFID -Tekniikan soveltaminen tuotantoteollisuudessa -hanke Tuotantosolun simulointi Konetekniikan TKI-yksikkö Tutkimus- ja kehityspalveluja sekä perusopetusta tukevaa toimintaa Toimialueet
Antti Alonen RFID -Tekniikan soveltaminen tuotantoteollisuudessa -hanke Tuotantosolun simulointi Konetekniikan TKI-yksikkö Tutkimus- ja kehityspalveluja sekä perusopetusta tukevaa toimintaa Toimialueet
Yksikkökate tarkoittaa katetuottoa yhden tuotteen kohdalla. Tämä voidaan määrittää vain jos myytäviä tuotteita on vain yksi.
 KATETUOTTOLASKENTA laskennassa selvitetään onko liiketoiminta kannattavaa. Laskelmat tehdään liiketoiminnasta syntyvien kustannuksien ja tuottojen perusteella erilaisissa tilanteissa. laskennassa käytetään
KATETUOTTOLASKENTA laskennassa selvitetään onko liiketoiminta kannattavaa. Laskelmat tehdään liiketoiminnasta syntyvien kustannuksien ja tuottojen perusteella erilaisissa tilanteissa. laskennassa käytetään
Neomarkka Oyj Uusi strategia: teolliset sijoitukset
 Neomarkka Oyj Uusi strategia: teolliset sijoitukset SijoitusInvest 08 Sari Tulander Neomarkka Oyj, Aleksanterinkatu 48 A, 00100 Helsinki Neomarkka lyhyesti Neomarkka Oyj:n on sijoitusyhtiö, joka sijoittaa
Neomarkka Oyj Uusi strategia: teolliset sijoitukset SijoitusInvest 08 Sari Tulander Neomarkka Oyj, Aleksanterinkatu 48 A, 00100 Helsinki Neomarkka lyhyesti Neomarkka Oyj:n on sijoitusyhtiö, joka sijoittaa
UUDEN TUOTANTOLAITOKSEN LAYOUTIN, SISÄLOGISTIIKAN JA TUOTANNON SIIRRON SUUNNITTELU
 UUDEN TUOTANTOLAITOKSEN LAYOUTIN, SISÄLOGISTIIKAN JA TUOTANNON SIIRRON SUUNNITTELU Ossi Väisänen Opinnäytetyö Maaliskuu 2017 Kone- ja tuotantotekniikka Tuotantotekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu
UUDEN TUOTANTOLAITOKSEN LAYOUTIN, SISÄLOGISTIIKAN JA TUOTANNON SIIRRON SUUNNITTELU Ossi Väisänen Opinnäytetyö Maaliskuu 2017 Kone- ja tuotantotekniikka Tuotantotekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu
TEHTAAN 3D-MALLINNUS JA MALLIN HYÖTYKÄYTTÖ
 1 Opinnäytetyö AMK Kone- ja tuotantotekniikan insinööri NKONTK13 2017 Teemu Laine TEHTAAN 3D-MALLINNUS JA MALLIN HYÖTYKÄYTTÖ 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan
1 Opinnäytetyö AMK Kone- ja tuotantotekniikan insinööri NKONTK13 2017 Teemu Laine TEHTAAN 3D-MALLINNUS JA MALLIN HYÖTYKÄYTTÖ 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan
Yhtiökokous 19.4.2011
 Yhtiökokous 19.4.2011 Toimitusjohtajan katsaus Visio Marimekko on maailman arvostetuin kuviosuunnittelija ja yksi kiehtovimmista designbrändeistä. Strategian kulmakivet 1-12/2010 8.2.2011 Marimekon kangaspainon
Yhtiökokous 19.4.2011 Toimitusjohtajan katsaus Visio Marimekko on maailman arvostetuin kuviosuunnittelija ja yksi kiehtovimmista designbrändeistä. Strategian kulmakivet 1-12/2010 8.2.2011 Marimekon kangaspainon
Tammi maaliskuu 2007. Tapani Järvinen, toimitusjohtaja Outotec Oyj, aiemmin Outokumpu Technology Oyj
 Tammi maaliskuu 2007 Tapani Järvinen, toimitusjohtaja Outotec Oyj, aiemmin Outokumpu Technology Oyj 2 Uusi nimi sama osaaminen Uusi nimi Outotec otettiin käyttöön 24.4.2007 Hyvä maine ja imago asiakkaiden
Tammi maaliskuu 2007 Tapani Järvinen, toimitusjohtaja Outotec Oyj, aiemmin Outokumpu Technology Oyj 2 Uusi nimi sama osaaminen Uusi nimi Outotec otettiin käyttöön 24.4.2007 Hyvä maine ja imago asiakkaiden
Vaasan yliopisto (11) Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe
 Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe") Vaasan yliopisto 1.6.2015 1(11) Valintakoe Vastaajan nimi: Tällä hetkellä olen kiinnostunut valitsemaan pääaineeksi Tietotekniikan Tuotantotalouden En tiedä vielä HUOM! Vastauksesi ei ole mitenkään sitova,
Vaasan yliopisto 1.6.2015 1(11) Valintakoe Vastaajan nimi: Tällä hetkellä olen kiinnostunut valitsemaan pääaineeksi Tietotekniikan Tuotantotalouden En tiedä vielä HUOM! Vastauksesi ei ole mitenkään sitova,
TUOTANNON LAYOUTIN SUUNNITTELU FLINKENBERG OY:LLE
 TUOTANNON LAYOUTIN SUUNNITTELU FLINKENBERG OY:LLE Ammattikorkeakoulun opinnäytetyö Kone- ja tuotantotekniikka Riihimäki, kevät 2013 Oma Allekirjoituksesi Olli Puotiniemi TIIVISTELMÄ RIIHIMÄKI Kone- ja
TUOTANNON LAYOUTIN SUUNNITTELU FLINKENBERG OY:LLE Ammattikorkeakoulun opinnäytetyö Kone- ja tuotantotekniikka Riihimäki, kevät 2013 Oma Allekirjoituksesi Olli Puotiniemi TIIVISTELMÄ RIIHIMÄKI Kone- ja
Aktiivibioreaktori kasvi- ja eläintiloille. Miika Ilonen - Miilahti Oy
 Aktiivibioreaktori kasvi- ja eläintiloille Miika Ilonen - Miilahti Oy Ratkaisun esittely Aktiivimenetelmään perustuva pienbioreaktori, joka voidaan toteuttaa joko kiinteänä tilalle tai toimia siirrettävänä
Aktiivibioreaktori kasvi- ja eläintiloille Miika Ilonen - Miilahti Oy Ratkaisun esittely Aktiivimenetelmään perustuva pienbioreaktori, joka voidaan toteuttaa joko kiinteänä tilalle tai toimia siirrettävänä
OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE. Yritys: Tekijä:
 KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE. Yritys: Tekijä:") OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE Yritys: Tekijä: Päiväys: MARKKINAT Rahoittajille tulee osoittaa, että yrityksen tuotteella tai palvelulla on todellinen liiketoimintamahdollisuus.
OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE Yritys: Tekijä: Päiväys: MARKKINAT Rahoittajille tulee osoittaa, että yrityksen tuotteella tai palvelulla on todellinen liiketoimintamahdollisuus.
ESPOO KAUPUNKITEKNIIKKA -LIIKELAITOS TOIMINTA- JA TALOUSSUUNNITELMA
 ESPOO KAUPUNKITEKNIIKKA -LIIKELAITOS TOIMINTA- JA TALOUSSUUNNITELMA 2015 2017 ESPOO KAUPUNKITEKNIIKKA -LIIKELAITOS Toiminta Espoo Kaupunkitekniikka-liikelaitos rakentaa ja ylläpitää kustannustehokkaasti
ESPOO KAUPUNKITEKNIIKKA -LIIKELAITOS TOIMINTA- JA TALOUSSUUNNITELMA 2015 2017 ESPOO KAUPUNKITEKNIIKKA -LIIKELAITOS Toiminta Espoo Kaupunkitekniikka-liikelaitos rakentaa ja ylläpitää kustannustehokkaasti
Luento 9. June 2, Luento 9
 June 2, 2016 Otetaan lähtökohdaksi, että sopimuksilla ei voida kattaa kaikkia kontingensseja/maailmantiloja. Yksi kiinnostava tapaus on sellainen, että jotkut kontingenssit ovat havaittavissa sopimusosapuolille,
June 2, 2016 Otetaan lähtökohdaksi, että sopimuksilla ei voida kattaa kaikkia kontingensseja/maailmantiloja. Yksi kiinnostava tapaus on sellainen, että jotkut kontingenssit ovat havaittavissa sopimusosapuolille,
Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA
 Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kone- ja tuotantotekniikan koulutusohjelma 2012 UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kotiranta, Sakari Satakunnan
Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kone- ja tuotantotekniikan koulutusohjelma 2012 UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kotiranta, Sakari Satakunnan
Neste Oil strategia ja liiketoiminta
 Neste Oil strategia ja liiketoiminta Matti Lehmus, Liiketoiminta-alueen johtaja 26.11.2012 Neste Oil lyhyesti Korkealaatuisiin puhtaamman liikenteen polttoaineisiin keskittyvä jalostus- ja markkinointiyhtiö
Neste Oil strategia ja liiketoiminta Matti Lehmus, Liiketoiminta-alueen johtaja 26.11.2012 Neste Oil lyhyesti Korkealaatuisiin puhtaamman liikenteen polttoaineisiin keskittyvä jalostus- ja markkinointiyhtiö
Me tarjoamme. Sinä hyödyt
 Me tarjoamme Kolmen konepajan yhteenliittymä tarjoaa käyttöösi monipuolista osaamistaan metallin alihankkijana. Saamme yhdessä aikaan sinulle merkittävän synergiaedun, kun keskitämme voimavaramme yhteen.
Me tarjoamme Kolmen konepajan yhteenliittymä tarjoaa käyttöösi monipuolista osaamistaan metallin alihankkijana. Saamme yhdessä aikaan sinulle merkittävän synergiaedun, kun keskitämme voimavaramme yhteen.
LAYOUTIN JA TYÖMENE- TELMIEN SUUNNITTELU
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA LAYOUTIN JA TYÖMENE- TELMIEN SUUNNITTELU HT Laser Oy T E K I J Ä / T : Timo Leinonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA LAYOUTIN JA TYÖMENE- TELMIEN SUUNNITTELU HT Laser Oy T E K I J Ä / T : Timo Leinonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
1 MATEMAATTISIA VÄLINEITÄ TALOUSELÄMÄN ONGELMIIN Algebran perusteita 8 Potenssit Juuret 15 Tuntematon ja muuttuja 20 Lausekkeen käsittely 24
 SISÄLTÖ 1 MATEMAATTISIA VÄLINEITÄ TALOUSELÄMÄN ONGELMIIN 7 1.1 Algebran perusteita 8 Potenssit Juuret 15 Tuntematon ja muuttuja 20 Lausekkeen käsittely 24 1.2 Yhtälöitä 29 Epäyhtälö 30 Yhtälöpari 32 Toisen
SISÄLTÖ 1 MATEMAATTISIA VÄLINEITÄ TALOUSELÄMÄN ONGELMIIN 7 1.1 Algebran perusteita 8 Potenssit Juuret 15 Tuntematon ja muuttuja 20 Lausekkeen käsittely 24 1.2 Yhtälöitä 29 Epäyhtälö 30 Yhtälöpari 32 Toisen
Raision liikevaihto kasvoi ja liiketulos parani
 Raision liikevaihto kasvoi ja liiketulos parani Raision huhti-kesäkuu 2019 toimitusjohtaja Pekka Kuusniemi talousjohtaja Toni Rannikko Raisio Oyj 7.8.2019 Raision Q2/2019: liikevaihto kasvoi ja liiketulos
Raision liikevaihto kasvoi ja liiketulos parani Raision huhti-kesäkuu 2019 toimitusjohtaja Pekka Kuusniemi talousjohtaja Toni Rannikko Raisio Oyj 7.8.2019 Raision Q2/2019: liikevaihto kasvoi ja liiketulos
LAADUNTUOTTO YRITYKSESSÄ HITSAUSTEKNIIKKA `17 PÄIVÄT
 HITSAUSTEKNIIKKA `17 PÄIVÄT www.andritz.com We accept the challenge! Laadun määrittäminen Laatu käsitteenä on melko vaikea hahmottaa eikä ole olemassa yksiselitteistä laadun määritelmää. Laatu saa eri
HITSAUSTEKNIIKKA `17 PÄIVÄT www.andritz.com We accept the challenge! Laadun määrittäminen Laatu käsitteenä on melko vaikea hahmottaa eikä ole olemassa yksiselitteistä laadun määritelmää. Laatu saa eri
Antimikrobiaaliset jauhemaalit - case Abloy
 Antimikrobiaaliset jauhemaalit - case Abloy Harry Kouri Helsinki 10.09.2014 Teknos jauhemaalin valmistajana Jauhemaalien markkinointi aloitettiin 60-luvun lopussa ja valmistus 70-luvun alussa yhteistyössä
Antimikrobiaaliset jauhemaalit - case Abloy Harry Kouri Helsinki 10.09.2014 Teknos jauhemaalin valmistajana Jauhemaalien markkinointi aloitettiin 60-luvun lopussa ja valmistus 70-luvun alussa yhteistyössä
Jani Autio NORDIC ALUMINIUM OYJ:N KOKOONPANON LAYOUT- SUUNNITELMA
 Jani Autio NORDIC ALUMINIUM OYJ:N KOKOONPANON LAYOUT- SUUNNITELMA Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tammikuu 2009 1 TIIVISTELMÄ OPINNÄYTETYÖSTÄ
Jani Autio NORDIC ALUMINIUM OYJ:N KOKOONPANON LAYOUT- SUUNNITELMA Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tammikuu 2009 1 TIIVISTELMÄ OPINNÄYTETYÖSTÄ
He who stops being better stops being good
 1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
Verkostojen tehokas tiedonhallinta
 Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
Osavuosikatsaus II/05
 Osavuosikatsaus II/05 26.7.2005 Juha Rantanen, toimitusjohtaja www.outokumpu.com Toinen neljännes lyhyesti Hyvä tulos vaikeassa markkinatilanteessa. Toimitusmäärät laskivat, mutta tuotevalikoima ja myynnin
Osavuosikatsaus II/05 26.7.2005 Juha Rantanen, toimitusjohtaja www.outokumpu.com Toinen neljännes lyhyesti Hyvä tulos vaikeassa markkinatilanteessa. Toimitusmäärät laskivat, mutta tuotevalikoima ja myynnin
LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI
 TUOTANTOPALVELUT LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI BE Group Oy Ab on osa Pohjois- Euroopan johtavaa teräksen, ruostumattoman teräksen ja alumiinin kauppaan ja tuotantopalveluihin erikoistunutta BE Group
TUOTANTOPALVELUT LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI BE Group Oy Ab on osa Pohjois- Euroopan johtavaa teräksen, ruostumattoman teräksen ja alumiinin kauppaan ja tuotantopalveluihin erikoistunutta BE Group
Ekovilla Oy 2010 multimediaesittely
 Puukuitupohjaisia lämmöneristeitä valmistava Ekovilla Oy on 30-vuotias rakennusteollisuusyritys, joka toimii Kuusan-koskella. Yhtiöllä on tehtaat myös Kiimingissä ja Ylistarossa. Ekovilla on orgaanisten
Puukuitupohjaisia lämmöneristeitä valmistava Ekovilla Oy on 30-vuotias rakennusteollisuusyritys, joka toimii Kuusan-koskella. Yhtiöllä on tehtaat myös Kiimingissä ja Ylistarossa. Ekovilla on orgaanisten
Kvalitatiivinen analyysi. Henri Huovinen, analyytikko Osakesäästäjien Keskusliitto ry
 Henri Huovinen, analyytikko Osakesäästäjien Keskusliitto ry Laadullinen eli kvalitatiiivinen analyysi Yrityksen tutkimista ei-numeerisin perustein, esim. yrityksen johdon osaamisen, toimialan kilpailutilanteen
Henri Huovinen, analyytikko Osakesäästäjien Keskusliitto ry Laadullinen eli kvalitatiiivinen analyysi Yrityksen tutkimista ei-numeerisin perustein, esim. yrityksen johdon osaamisen, toimialan kilpailutilanteen
Kokemuksia eri projektityyppien haasteista/sudenkuopista toimittajayhteistyön näkökulmasta. Pekka
 Kokemuksia eri projektityyppien haasteista/sudenkuopista toimittajayhteistyön näkökulmasta Pekka Kimpimäki @PKimpimaki Pekka Kimpimäki, @PKimpimaki DI, KTM Softa/ICT/digi hankkeiden johtamista +20 vuotta
Kokemuksia eri projektityyppien haasteista/sudenkuopista toimittajayhteistyön näkökulmasta Pekka Kimpimäki @PKimpimaki Pekka Kimpimäki, @PKimpimaki DI, KTM Softa/ICT/digi hankkeiden johtamista +20 vuotta
RAKENNUSAUTOMAATION KILPAILUTTAMINEN. Kristian Stenmark Hepacon Oy
 RAKENNUSAUTOMAATION KILPAILUTTAMINEN Kristian Stenmark Hepacon Oy kristian.stenmark@hepacon.fi 050 5909571 TALOTEKNIIKAN KOKO ELINKAAREN ASIANTUNTIJAT www.hepacon.fi YRITYS Perustettu 1978 Toimialat LVIASK
RAKENNUSAUTOMAATION KILPAILUTTAMINEN Kristian Stenmark Hepacon Oy kristian.stenmark@hepacon.fi 050 5909571 TALOTEKNIIKAN KOKO ELINKAAREN ASIANTUNTIJAT www.hepacon.fi YRITYS Perustettu 1978 Toimialat LVIASK
KEMIJÄRVEN SELLUTEHTAAN BIOJALOSTAMOVAIHTOEHDOT
 KEMIJÄRVEN SELLUTEHTAAN BIOJALOSTAMOVAIHTOEHDOT Julkisuudessa on ollut esillä Kemijärven sellutehtaan muuttamiseksi biojalostamoksi. Tarkasteluissa täytyy muistaa, että tunnettujenkin tekniikkojen soveltaminen
KEMIJÄRVEN SELLUTEHTAAN BIOJALOSTAMOVAIHTOEHDOT Julkisuudessa on ollut esillä Kemijärven sellutehtaan muuttamiseksi biojalostamoksi. Tarkasteluissa täytyy muistaa, että tunnettujenkin tekniikkojen soveltaminen
Nykyarvo ja investoinnit, L9
 Nykyarvo ja investoinnit, L9 netto netto netto netto 1 Tarkastellaan tulovirtaa, joka kestää n jakson ajana, ja jossa jakson j lopussa kassaan tulee tulo k j. k 1 k 2 k 3 k 4 k 5 k 6... k n 0 1 2 3 4 5
Nykyarvo ja investoinnit, L9 netto netto netto netto 1 Tarkastellaan tulovirtaa, joka kestää n jakson ajana, ja jossa jakson j lopussa kassaan tulee tulo k j. k 1 k 2 k 3 k 4 k 5 k 6... k n 0 1 2 3 4 5
bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla Rikastustekniikka
 bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla we process the future Rikastustekniikka TEHTÄVÄ Rikastustekniikassa luokitellaan yhä useammin sellaisia raaka-aineita,
bivitec Binder värinätekniikkaa Vaikeasti seulottavalle kaatotavaralle korkealla erotusteholla we process the future Rikastustekniikka TEHTÄVÄ Rikastustekniikassa luokitellaan yhä useammin sellaisia raaka-aineita,
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
Prof. Marko Terviö Assist. Jan Jääskeläinen
 Harjoitukset 3. 1. (a) Dismalandissa eri puolueiden arvostukset katusiivoukselle ovat Q A (P ) = 60 6P P A (Q) = 10 Q/6 Q B (P ) = 80 5P P B (Q) = 16 Q/5 Q C (P ) = 50 2P P C (Q) = 25 Q/2 Katusiivous on
Harjoitukset 3. 1. (a) Dismalandissa eri puolueiden arvostukset katusiivoukselle ovat Q A (P ) = 60 6P P A (Q) = 10 Q/6 Q B (P ) = 80 5P P B (Q) = 16 Q/5 Q C (P ) = 50 2P P C (Q) = 25 Q/2 Katusiivous on
BL20A1200 Tuuli- ja aurinkoenergiateknologia ja liiketoiminta
 BL20A1200 Tuuli- ja aurinkoenergiateknologia ja liiketoiminta Tuulipuiston investointi ja rahoitus Tuulipuistoinvestoinnin tavoitteet ja perusteet Pitoajalta lasketun kassavirran pitää antaa sijoittajalle
BL20A1200 Tuuli- ja aurinkoenergiateknologia ja liiketoiminta Tuulipuiston investointi ja rahoitus Tuulipuistoinvestoinnin tavoitteet ja perusteet Pitoajalta lasketun kassavirran pitää antaa sijoittajalle
Etelä-Pohjanmaan Työterveys Oy? Esitys VATE:lle
 Etelä-Pohjanmaan Työterveys Oy? Esitys VATE:lle 11.12.2017 Mikko Tanhuamäki vastuuvalmistelija, tukipalvelut Tanja Penninkangas, vastuuvalmistelija, SOTE-tuotanto Sisältö Tausta Työryhmän raportti, kevät
Etelä-Pohjanmaan Työterveys Oy? Esitys VATE:lle 11.12.2017 Mikko Tanhuamäki vastuuvalmistelija, tukipalvelut Tanja Penninkangas, vastuuvalmistelija, SOTE-tuotanto Sisältö Tausta Työryhmän raportti, kevät
SUOMINEN YHTYMÄ OYJ OSAVUOSIKATSAUS ESITYS
 SUOMINEN YHTYMÄ OYJ OSAVUOSIKATSAUS 1.1. - 30.6.2006 ESITYS 24.7.2006 Liikevaihdon jakauma 1-6/2006 97,0 milj. euroa Joustopakkaukset 37,1 milj. euroa 38 % Kosteuspyyhkeet 35 % Kuitukankaat 27 % Pyyhkeet
SUOMINEN YHTYMÄ OYJ OSAVUOSIKATSAUS 1.1. - 30.6.2006 ESITYS 24.7.2006 Liikevaihdon jakauma 1-6/2006 97,0 milj. euroa Joustopakkaukset 37,1 milj. euroa 38 % Kosteuspyyhkeet 35 % Kuitukankaat 27 % Pyyhkeet
Mikä tekee tuotantojärjestelmästä taloudellisen?
 Käsikirjoitus: Mikael Öhman Mikä tekee tuotantojärjestelmästä taloudellisen? Tuotantojärjestelmän taloudellisuus mielletään helposti tuottavuuteen liittyvänä ominaisuutena. Liukuhihna, jolta valmistuu
Käsikirjoitus: Mikael Öhman Mikä tekee tuotantojärjestelmästä taloudellisen? Tuotantojärjestelmän taloudellisuus mielletään helposti tuottavuuteen liittyvänä ominaisuutena. Liukuhihna, jolta valmistuu
YRKK18A Agrologi (ylempi AMK), Ruokaketjun kehittäminen, Ylempi AMK-tutkinto
, Ruokaketjun kehittäminen, Ylempi AMK-tutkinto") Seinäjoen Ammattikorkeakoulu Oy YRKK18A Agrologi (ylempi AMK), Ruokaketjun kehittäminen, Ylempi AMK-tutkinto Ruokaketjun kehittämisen koulutuksen opinnot on tarkoitettu asiantuntijoille, jotka tarvitsevat
Seinäjoen Ammattikorkeakoulu Oy YRKK18A Agrologi (ylempi AMK), Ruokaketjun kehittäminen, Ylempi AMK-tutkinto Ruokaketjun kehittämisen koulutuksen opinnot on tarkoitettu asiantuntijoille, jotka tarvitsevat
Smart way to smart products. Etteplan Q2/2014: Kannattavuus parani
 Etteplan Q2/2014: Kannattavuus parani Toimitusjohtaja Juha Näkki 13.8.2014 Toimintaympäristö 4-6/2014 Teknisten suunnittelupalveluiden ja teknisen dokumentoinnin ensimmäisen vuosineljänneksen lopussa alkanut
Etteplan Q2/2014: Kannattavuus parani Toimitusjohtaja Juha Näkki 13.8.2014 Toimintaympäristö 4-6/2014 Teknisten suunnittelupalveluiden ja teknisen dokumentoinnin ensimmäisen vuosineljänneksen lopussa alkanut
INVESTOINTILASKENTAMENETELMIEN KÄYTTÖ PK-YRITYKSISSÄ POHJOIS-POHJANMAALLA
 INVESTOINTILASKENTAMENETELMIEN KÄYTTÖ PK-YRITYKSISSÄ POHJOIS-POHJANMAALLA Saija Ylikotila Opinnäytetyö Kaupan ja kulttuurin koulutusala Liiketalouden koulutusohjelma Tradenomi AMK 2015 Opinnäytetyön tiivistelmä
INVESTOINTILASKENTAMENETELMIEN KÄYTTÖ PK-YRITYKSISSÄ POHJOIS-POHJANMAALLA Saija Ylikotila Opinnäytetyö Kaupan ja kulttuurin koulutusala Liiketalouden koulutusohjelma Tradenomi AMK 2015 Opinnäytetyön tiivistelmä
Laitteita ja laitoksia uusille puun kyllästys- ja modifiointiteknologioille ja biomassan kuivaukseen. Toimitusjohtaja Jukka Pakarinen, Kit-Sell Oy
 Laitteita ja laitoksia uusille puun kyllästys- ja modifiointiteknologioille ja biomassan kuivaukseen Toimitusjohtaja Jukka Pakarinen, Kit-Sell Oy SOLID KNOWLEDGE PL 35 82501 KITEE www.kit-sell.fi KIT-SELL
Laitteita ja laitoksia uusille puun kyllästys- ja modifiointiteknologioille ja biomassan kuivaukseen Toimitusjohtaja Jukka Pakarinen, Kit-Sell Oy SOLID KNOWLEDGE PL 35 82501 KITEE www.kit-sell.fi KIT-SELL
Tuotannon simulointi. Teknologiademot on the road -hanke
 Tuotannon simulointi Teknologiademot on the road -hanke Simulointi Seamkissa Tuotannon simulointia on tarjottu palvelutoimintana yrityksille 90-luvun puolivälistä lähtien. Toteutettuja yritysprojekteja
Tuotannon simulointi Teknologiademot on the road -hanke Simulointi Seamkissa Tuotannon simulointia on tarjottu palvelutoimintana yrityksille 90-luvun puolivälistä lähtien. Toteutettuja yritysprojekteja
SAHAUSSOLUN LAYOUT- SUUNNITTELU
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA SAHAUSSOLUN LAYOUT- SUUNNITTELU Lapinlahden Koneistus Oy TEK I J Ä / T : Heikki Väänänen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA SAHAUSSOLUN LAYOUT- SUUNNITTELU Lapinlahden Koneistus Oy TEK I J Ä / T : Heikki Väänänen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
Keskon puolivuosikatsaus Q2/2018. Pääjohtaja Mikko Helander
 Keskon puolivuosikatsaus Q2/218 Pääjohtaja Mikko Helander 1 Keskeiset asiat Q2/218 Liikevaihto +4, %, liikevoitto 89 M, kasvu operatiivisesti ilman divestointeja +11 M Liikevaihto kasvoi ja kannattavuus
Keskon puolivuosikatsaus Q2/218 Pääjohtaja Mikko Helander 1 Keskeiset asiat Q2/218 Liikevaihto +4, %, liikevoitto 89 M, kasvu operatiivisesti ilman divestointeja +11 M Liikevaihto kasvoi ja kannattavuus
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet
 Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
INVESTOINNIN KANNATTAVUUS. Yritys X
 INVESTOINNIN KANNATTAVUUS Yritys X Jaana Haavisto Opinnäytetyö Helmikuu 2015 Liiketalous Taloushallinto TIIVISTELMÄ Tampereen ammattikorkeakoulu Liiketalouden koulutusohjelma Taloushallinnon suuntautumisvaihtoehto
INVESTOINNIN KANNATTAVUUS Yritys X Jaana Haavisto Opinnäytetyö Helmikuu 2015 Liiketalous Taloushallinto TIIVISTELMÄ Tampereen ammattikorkeakoulu Liiketalouden koulutusohjelma Taloushallinnon suuntautumisvaihtoehto