TUOTANTOLAITOKSEN LAYOUT-SUUNNITTELU
|
|
|
- Anna-Leena Kokkonen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 TUOTANTOLAITOKSEN LAYOUT-SUUNNITTELU Sami Ärlig Opinnäytetyö Toukokuu 2016 Kone- ja tuotantotekniikka Kone- ja laiteautomaatio
2 TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka Kone- ja laiteautomaatio ÄRLIG, SAMI: Tuotantolaitoksen layout-suunnittelu Opinnäytetyö 49 sivua, joista liitteitä 2 sivua Toukokuu 2016 Paperikeräys Oy on jätteen ja romun tukkuliike, joka kerää yhteiskunnassa syntyviä kierrätettäviä jätteitä. Kierrätysmateriaalit kuljetetaan asiakkaiden kierrätyspisteistä yrityksen tuotantoyksiköihin. Saapuvat kierrätysmateriaalit puretaan materiaalikohtaisille purkupaikoille. Saapuneita materiaaleja jalostetaan ja niistä poistetaan epäpuhtaudet tarpeiden mukaan. Tämän jälkeen kierrätysmateriaalit paalataan paalikoneilla myytävien tuotteiden mukaan. Paalatut tuotteet myydään asiakkaille jatkojalostukseen, jolloin tuotteilla on tuotekohtainen tonnihinta. Opinnäytetyön tarkoituksena oli tehdä uusi layout-suunnitelma Tampereen tuotantoyksikköön. Tuotantoon olisi mahdollista tuoda uutta toimintaa, jota ei nykyisellä layoutilla pystytä toteuttamaan. Näin ollen uuden layout-suunnitelman tekeminen oli ajankohtainen. Uuden toiminnan tuomisen ehtona oli se, että se ei saa haitata aiempaa toimintaa. Uusi toimita haluttiinkin rajata omaksi yksiköksi, sillä sinne ei saa joutua tuotannossa esiintyviä epäpuhtauksia, kuten paperipölyä. Työssä tehtiin yrityksen tuotantoyksiköstä nykytila-analyysi, jolla löydettiin tuotannon tarpeet ja mahdolliset kehityskohdat. Tuotantomäärät sekä lajit ovat muuttuneet ajan saatossa, mikä vaikutti oleellisesti materiaalien purkupaikkoihin ja tuotteiden varastopaikkoihin. Työssä pyrittiin optimoimaan koneiden ja laitteiden paikat, jotta materiaalivirrat olisivat mahdollisimman selkeitä. Tuotannon tehostaminen liittyy oleellisesti layoutsuunnitteluun, joten työssä on käytetty myös näitä työkaluja. Uuden layoutin suunnittelussa otettiin erityisesti huomioon lean-ajattelu tuotannon tehostamiseksi. Lean-ajattelu pitää sisällään hukkien poistamisen tuotannosta, jolloin pääoma keskittyy tuottamaan tuotteille lisäarvoa. Näistä tekijöistä syntyi tuotantoon uusi layoutsuunnitelma, joka palvelee paremmin tulevaisuuden tarpeita ja sisältää tarvittavan tilan uudelle toiminnalle. Suurimpana haasteena oli löytää uudelle toiminnalle toimivat tilat ja samalla turvata nykyiset toiminnot. Tuotannossa on monia eri tuotteita, joten on varmistuttava siitä, että jokaisen materiaalin ketju valmiiksi tuotteeksi on toimiva. Asiasanat: lean, layout-suunnittelu, materiaalivirta
3 ABSTRACT Tampereen ammattikorkeakoulu Tampere University of Applied Sciences Machine and Industrial Engineering Machine Automation Ärlig Sami Layout Design for Production Plant Bachelor's thesis 49 pages, appendices 2 pages May 2016 Paperinkeräys Ltd is a wholesaler of waste and scrap materials that collects recyclable materials from society. Recycled materials are transported from customer s recycling points to company s production units. Incoming materials from customers are unloaded to specific place. New arrivals of materials are processed and the impurities are removed according to the requirements. After this the materials are baled with balemachines. Baled products are sold to customers for further processing, products have product-specific price per ton. This thesis was made for the production unit in Tampere and the purpose was to make a new layout plan for the production unit. The current state analysis found the needs of production and possible points of development in the company's production unit. Production volumes and type of products have changed over the years. This has affected the unload places of materials and products storage places. The aim was to optimize the locations of machinery and equipment, so that material flow would be as efficient as possible. Efficiency of production involves essentially, layout design so these tools are used in this work. In the new layout designed particular attention is used to the lean thinking for the production effectiveness. Lean thinking involves the removal of production wastes when the capitol is used to focus on adding value for the products. These factors made the new layout plan for the factory. The new layout will better serve future needs and contains space for new activities. The biggest challenge was to find new operating facilities for the new product and at the same time safeguard current operations. In production, there are many different products so it is needed to ensure that the chain of each material is functional. Key words: material flows, layout plan, lean
4 4 SISÄLLYS 1 JOHDANTO PAPERINKERÄYS OY Tuotantolaitokset Jätehuolto Encore tietoturvapalvelu Palpa Encore kuormalavapalvelu Taloudelliset tunnusluvut TUOTANTO Tuotannon tavoitteet Tuotannonohjaus Varastointi Varastojen suunnittelu Varastovalvonnan menetelmät TUOTANNON TEHOSTAMINEN S-järjestelmä Lean-ajattelu LAYOUT-TYYPIT Tuotantolinja Funktionaalinen layout Solulayout TUOTANTOYKSIKÖN LAYOUT-SUUNNITTELU Layout-suunnittelun tavoitteet Tuotantolinjalayoutin suunnittelu Funktionaalisen layoutin suunnittelu Layoutin valinta Tuotemääräanalyysi NYKYTILAN ANALYSOINTI Koneet ja laitteet Työskentelymenetelmät Tuotteiden myynti Tuotannonohjaus Purku- ja varastopaikat Yrityksen tarpeet UUDEN LAYOUTIN SUUNNITTELU Uuden toiminnan tilat... 37
5 5 8.2 Koneiden ja laitteiden paikat Purkupaikat Varastopaikat Layout vaihtoehtojen laatiminen UUDEN LAYOUTIN VALINTA Uuden layoutin analysointi Materiaalien purkupaikat Varaston suunnittelu POHDINTA LÄHTEET LIITTEET Liite 1. Nykyinen layout Liite 2. Uusi layout... 49
6 6 ERITYISSANASTO Layout Pohjapiirustus, joka sisältää tilan seinät, koneet, ja muun struktuurin tilasuunnittelun Lean Toyotan kehittämä tuotannon tehostamisen työkalu, jolla pyritään poistamaan tuotannosta hukat 5 S-järjestelmä Työkalu, jolla työpaikan organisoinnin avulla pyritään tehostamaan tuotantoa Palpa Suomen palautuspakkaukset, sisältää kuluttajan virvoitusjuomapakkaukset, joihin kuuluvat alumiinitölkit, muovi- ja lasipullot TOC Pullonkaula-ajattelu (Theory of Constraints), kohta joka rajoittaa tuotantoa Riitto Välivarastojen suuruutta kuvaava suure Fifo-periaate Lyhenne termistä first in first out, valmistukseen ensimmäisenä menevä kappale, valmistuu myös ensimmäisenä
7 7 1 JOHDANTO Tämän opinnäytetyön tarkoituksena on tehdä layout suunnitelma Paperinkeräys Oy:n Tampereen tuotantolaitokselle. Layout-suunnitelman tavoitteina ovat tuotantotilojen selkeytys, tuotannon tehostaminen sekä materiaalivirtojen lyhennys ja selkeytys. Erityisesti pyrkimyksenä on panostaa yrityksen kannalta tärkeimpiin tuotteisiin. Paalattavat lajit ja niiden määrät ovat muuttuneet ajan saatossa. Tämän lisäksi on mahdollisuus saada uusi tuote tuotantoon, jota ei pystytä toteuttamaan nykyisellä layoutilla. Näin ollen tarve uudelle layout-suunnitelmalle on ajankohtainen. Materiaaleilla on pääsääntöisesti 4 vaihetta, nämä ovat materiaalin saapuminen, paalaus, varastointi ja lastaus. Joillain materiaaleilla on myös viides vaihe, joka on jalostusvaihe, se sijoittuu ketjuun materiaalin saapumisen ja paalauksen väliin. Materiaalit saapuvat tuotantolaitokseen, jolloin ne puretaan omille purkupaikoille. Materiaalin ollessa valmiina paalaukseen, se syötetään paalikoneeseen. Valmiit tuotteet tulevat paalitunnelista ulos, jolloin ne varastoidaan tuotekohtaiselle varastopaikoille. Tämän jälkeen tuotteet lastataan rekkojen kyytiin. Saapuvat materiaalit ja lähtevät tuotteet punnitaan ajoneuvovaa alla, ilman kuormaa ja kuorman kanssa. Näin saadaan saapuvan materiaalin ja lähtevien tuotteiden paino, johon niiden osto- ja myyntihinnat perustuvat. Tuotteiden lähetyskoot ovat suuria, vaihteluväli on n. 20 tonnista aina n. 40 tonniin. Tämän johdosta varaston koko on myös iso, joten tuotteiden varastopaikkojen koko ja niiden sijoituspaikat ovat tärkeitä. Lähtevien tuotteiden tilaukset tehdään viikkotasolla, eli kuinka paljon tuotteitta seuraavalla viikolla on valmiina. Tässä mallissa täytyy osata ennakoida, kuinka paljon materiaalia saadaan paalattua tai kuinka paljon sitä on tulossa. Tuotannonsuunnittelun kannalta tilanne on haastava, sillä materiaalien saapumismäärä tiedetään viikkotasolla ja siinäkin voi olla suurta vaihtelua riippuen sesongeista. Tästä johtuen tuotannonsuunnittelua tehdään päivittäin visuaalisesti riippuen tavaran määrästä ja lähtevistä tuotteista.
.")
8 8 2 PAPERINKERÄYS OY Yritys on Suomalaisten metsäyhtiöiden omistama jätteen ja romun tukkukauppa (KUVA 1). Yrityksessä työskentelee tällä hetkellä noin 250 henkilöä ja sillä on toimipaikkoja 21 maanlaajuisesti (Paperinkeräys ). Näissä luvuissa ja jatkossa tulevissa luvuissa on otettu huomioon yrityksen sivutoiminimet. Tämä opinnäytetyö tehtiin Tampereen tuotantoyksikköön. Yritys kerää yhteiskunnassa syntyvää jätettä niin yrityksiltä, taloyhtiöiltä kuin yksityishenkilöiltäkin. Esimerkiksi taloyhtiöiltä kerätään kotikeräyspaperia sekä keräyskartonkia. Keräyksen jälkeen materiaalit saapuvat tuotantolaitoksiin käsiteltäväksi. KUVA 1. Omistajat (Paperinkeräys) 2.1 Tuotantolaitokset Yrityksen tuotantolaitosten pääasiallisena tavoitteena on tuottaa kierrätysmateriaaleja omistajiensa tai asiakkaiden käyttöön, joista voidaan jalostaa uusia tuotteita. Kyseiset materiaalit pääsääntöisesti paalataan ja ne myydään esimerkiksi paperitehtaille. Kierrätysmateriaaleja on monia erilaisia, joten näiden erottaminen toisistaan vaatii työntekijöiltä suurta ammattitaitoa. Yleisesti ottaen jokainen laji paalataan omanansa, mutta löytyy myös lajeja joita voidaan sekoittaa, jolloin syntyy uusi tuote. Yrityksellä on myös muuta toimintaa tuotantolaitoksissa, näihin kuuluvat tietoturvapalvelu, palautuspakkausten käsittely sekä kuormalavapalvelu.
.")
9 Jätehuolto Kierrätysmateriaali kerätään irtonaisena tai pakattuna kuluttajilta sekä yrityksiltä, jonka jälkeen materiaalit saapuvat tuotantolaitoksiin. Yhdellä asiakkaalla voi olla monia kerättäviä materiaaleja kierrätyspisteessä. Suurin osa materiaaleista paalataan paalikoneella niiden saapuessa tuotantolaitokseen (KUVA2). Joissain tapauksissa materiaalia jalostetaan ennen paalausta. Jalostaminen voi olla epäpuhtauksien poistaminen tai rullien halkaisu. Tämän jälkeen paalatut tuotteet varastoidaan tuotekohtaisesti. Kun tuotteet on myyty, ne lastataan ja kuljetetaan asiakkaalle. Materiaalien paalauksen ideana ovat kustannussäästöt ja ekologisuus. Mikäli materiaalit kuljetettaisiin pienissä erissä asiakkaille, materiaalien ympäristöystävällisyys kärsisi. Toiseksi materiaaleja jouduttaisiin kuljettamaan pitkiä matkoja, jolloin niiden rahallinen arvo pienenisi. KUVA2. Paalit

10 Encore tietoturvapalvelu Tietoturvapalvelun toiminta perustuu siihen, että asiakkaalla on arkaluontoista materiaalia. Näissä tapauksissa tarvitsee varmistua siitä, ettei tiedolla ole mahdollisuutta levitä. Tietoturvapalvelussa asiakkaalle toimitetaan lukollinen astia, jossa on papereille pudotusluukku. Astian täytyttyä se kuljetetaan lukittuna tuotantolaitokselle, jossa paperi ajetaan repijän läpi, joka tekee paperista pientä silppua. Laitoksessa käsitellään myös muita arkaluontoisia materiaaleja kuin paperia Palpa Palautuspakkaukset sisältävät Suomen palautuspakkausten eli Palpan tuotteita. Näihin tuotteisiin sisältyvät lasi- ja muovipullot (KUVA3) sekä alumiinitölkit. Tässä yksikössä käsitellään asiakkailta saapuvia pakkauksia, pakkaukset tulevat pääasiassa kaupoilta. Pakkaukset ovat suhteellisen pieniä, joten tuotteet puretaan ja paalataan lajeittain pois lukien lasipullot. Lasipullojen astiat tyhjennetään vaihtolavoille, jolloin ne kuljetetaan jatkokäsittelyyn. Lasia ei tarvitse paalata, koska lasilla on suuri tiheys ja lähtevään kuormaan saadaan vaadittava paino. KUVA3. Pullopaalit

11 Encore kuormalavapalvelu Kuormalavapalvelussa ostetaan markkinoilta kuormalavoja. Tämän jälkeen ne lajitellaan fyysisen kunnon mukaan eri kategorioihin (KUVA4). Lajittelu perusteena on myös lavojen fyysinen koko ja niissä esiintyvät leimat. Lavojen lajittelun jälkeen ne myydään asiakkaille, joten asiakas saa tasalaatuisia ja saman kategorian kuormalavoja käyttöönsä. KUVA4. Kuormalavaniput 2.2 Taloudelliset tunnusluvut Yrityksen liikevaihto on viime vuosina ollut hieman yli 70 miljoonaa euroa (TAU- LUKKO 1). Notkahduksesta vuonna 2012 huolimatta yritys on pystynyt tuottamaan liikevoittoa jokaisena vuonna ja nostamaan omavaraisuusastetta. Yrityksen yhtenä suurena haasteena on digitalisaatio. Tämän johdosta painetun paperin määrä on pienentynyt tasaisesti vuosi vuodelta. Toisaalta nettikaupan lisääntyminen oletettavasti nostaa pakkausmateriaalien kulutusta.
12 12 TAULUKKO 1. Talousluvut 2011/ / / /12 Liikevaihto 1000 EUR Liikevaihtomuut. % 6,7-9,4 3,4-0,3 Tilikauden tulos EUR Liikevoitto % 3,9 1,2 4,3 4,9 Henkilöstön lukumäärä Omavaraisuusaste 44,80 % 46,80 % 48,40 % 51,20 %
13 13 3 TUOTANTO Tuotantoprosessia voidaan pitää yrityksen keskeisimmistä toiminnoista valmistavassa teollisuudessa. Teollisessa tuotannossa pyritään korkeaan tuottavuuteen erilaisilla työkaluilla, kuten pitkälle viedyllä tehtävänjaolla, erikoistumisella ja tehokkailla valmistusmenetelmillä. Tuotannossa muutetaan tuotannontekijät markkinoille tarjottaviksi hyödykkeiksi. Tuotannontekijöihin kuuluvat seuraavat osat: työ, pääoma ja materiaali. Työhön kuuluu kaikkien yrityksen työntekijöiden työpanos. Materiaaleihin sisältyvät yrityksen käyttämät raaka-aineet, komponentit ja näiden lisäksi energia, vesi ja muut yrityksen kuluttamat fyysiset resurssit. Pääomaa käytetään rakentamiseen tarvittaviin investointeihin. Tavallisesti tuotantoprosessin edellyttäviin investointeihin sisältyvät toimitilat, koneet ja laitteet sekä tietotekniikka. Pääomaa sitoutuu myös tuotannontekijöiden maksamiseen, ennen kuin niistä syntyvistä tuotteista saadaan maksu markkinoilta. Tiedon roolia on pohdittu tuotannontekijänä. Tieto, tietotaito ja osaaminen ovat erittäin tärkeitä monimutkaisissa tuotantoprosesseissa. Tieto on käytännössä yrityksen osaamista ja liiketoiminnan ohessa muodostunutta taitoa, joten tässä mielessä sitä voidaan pitää neljäntenä tuotannontekijänä. (Haverila M, Uusi-Rauva E. & Kouri I Teollisuustalous ) 3.1 Tuotannon tavoitteet Tuotannossa tavoitteet voidaan jäsentää yrityksen kilpailutekijöiden avulla. Tyypillisesti kilpailutekijät ovat hinta, laatu, tuoteominaisuudet, toimitusnopeus, toimitusvarmuus, palvelu sekä tuotteiden muokkaus asiakastarpeita vastaavaksi. Hinta on usein keskeinen kilpailutekijä, sillä ostajat vertailevat saamaansa tuotetta tai palvelua hyödykkeen hintaan. Näistä yrityksen valitsemat kilpailutekijät ja niiden yhdistelmät määrittelevät tuotannolle sekä sen johdolle tavoitteet. Yleisesti tuotannolle voidaan asettaa tavoitteeksi kustannustehokkuus, laatu, aika ja joustavuus. Kustannustehokkuudessa pyritään minimoimaan resurssien käyttö ja samalla pitämään sitoutuneen pääoman määrä mahdollisimman pienenä. Materiaalinhankinta on merkittävä osa kustannustehokkuutta, sillä sen kustannukset voivat olla yritykselle suurempi kustannus kuin työ- ja pääomakustannukset. Aikaan liittyy keskeisesti termi lä-
14 14 päisyaika, jota lyhentämällä saadaan aikaan säästöjä, sillä tuote valmistuu aiempaa nopeammin. Tuotannon tavoitteet voidaan kiteyttää seuraavasti: Tuotannon tehtävänä on valmistaa ja toimittaa tuotevalikoimaan kuuluvia tuotteita haluttuina aikoina ja määrinä sekä laadultaan tarkoituksenmukaisina, mahdollisimman pienin kustannuksin. (Haverila M, Uusi-Rauva E. & Kouri I Teollisuustalous ) 3.2 Tuotannonohjaus Tuotannonsuunnittelun ja -ohjauksen tärkeimmät osa-alueet ovat materiaalin ja kapasiteetin suunnittelu. Materiaalin hankinta tarpeiden perustana käytetään kysyntäsuunnitelmaa. Materiaalitarpeiden lisäksi määritellään kapasiteetti tuotannolle, joskus kapasiteettia joudutaan tarkastelemaan tuotannon ulkopuolelta esimerkiksi kuljetus voi muodostua rajoittavaksi tekijäksi. (Logistiikan Maailma. Tuotannon ohjaus. 2016) Tuotannonohjauksessa voidaan käyttää työntö- ja imuohjausta. Työntöohjauksella tarkoitetaan suunnittelijan tekemää valmistussuunnitelmaa. Suunnitelmalla ohjataan eri valmistusvaiheita ja työnnetään tuotantoerä tuotannon läpi. Tämä on eniten käytetty ohjausmenetelmä ja soveltuu kaikkiin tuotantoihin. Ongelmia muodostuu kun todellisen valmistustilanteen ja suunnitelman välille syntyy ristiriitoja. Imuohjaus perustuu ideaan, jossa tuotteita ja osia valmistetaan ainoastaan todellisen ja välittömän tarpeen verran. Osia imetään kokoonpanovaiheeseen ainoastaan välittömän tarpeen verran. Joten valmistusketjussa tarveimpulssit etenevät lopusta alkupäähän. Käytännössä imuohjausta toteutetaan pienten välivarastojen avulla. Yhdenkin valmistusvaiheen ongelmat vaikuttavat nopeasti koko tuotantoprosessiin, joten imuohjaus vaatii lyhyttä läpäisyaikaa ja virheetöntä laatua. (Haverila M. Uusi-Rauva E. & Kouri Teollisuustalous ) Tuotannonohjaukseen liittyy myös termi TOC (Theory of Constraints) eli pullonkaulaajattelu. Tuotannosta löytyy pullonkauloja, jotka määrittävät koko tuotantolinjan kapasiteetin. Pullonkaulana voi olla esimerkiksi hidas kone tai laite. Pullonkaulan poistamalla voidaan parantaa koko tuotantolinjan läpäisyaikaa, jolloin saadaan kasvatettua tuotantolinjan kapasiteettia.

15 Varastointi Kaikki varastointi lisää yrityksen kuluja ja epäkuranttiusriskiä, näin ollen varastoja ei saisi olla lainkaan. Toisaalta varastoton tuotanto merkitsee tiukkatahtisuutta, näin ollen syntyvä jäykkyys vaikuttaa jopa kapasiteettiin koneiden rajoittaessa toistensa käyntiä. Tullaan siis johtopäätökseen, että välivarastot ovat välttämättömiä, mutta silti varastojen määrä on pidettävä mahdollisimman pienenä. Välivarastoja on kolmea tyyppiä: vaiheiden väliset työnkulkuvarastot, puolivalmistevarastot sekä prosessivarastot. Työnkulkuvarastoilla pyritään tasaamaan koneiden työskentelyrytmiä. Nämä varastot ovat suunniteltuja, joten niihin voidaan suhtautua kevyemmin kuin puolivalmistevarastoihin. Työnkulkuvarastoihin kuuluvat myös automaation vaatimat poiminta- ja jättövarastot. Yrityksen toimitusajan ollessa lyhempi kuin valmistuksen läpäisyaika, joudutaan turvautumaan puolivalmistevarastoihin. Varastot sijoittuvat luontevimmin valmistusyksikköön, joka niitä käyttää. Välivarastojen suuruutta kuvaavana suureena käytetään termiä varaston riitto. Puolivalmistevaraston riitto on oltava sen täydennyksen vaatima aika, joten varastoa voidaan ohjata haluttaessa esimerkiksi imuohjauksella. Prosessivarastoilla tarkoitetaan esimerkiksi materiaalin kuivumiseen tai jäähtymiseen vaadittavaa varastoa. (Lapinleimu I, Kauppinen V, Torvinen S Kone- ja metallituoteteollisuuden tuotantojärjestelmät ) KUVA5. Tuotevarasto
16 Varastojen suunnittelu Varastotasojen määrittely on yksi materiaalihallinnon tärkeimmistä tehtävistä. Varastotasojen on oltava tarpeeksi suuret yrityksen toimituskyvyn ja palvelutason turvaamiseksi, mutta tämä on pyrittävä tekemään sitouttamalla mahdollisimman vähän pääomaa. Varastojen suunnittelussa on otettava myös huomioon kausivaihtelujen tasaaminen. Halpojen materiaalien tilauskustannukset ovat yleensä suuremmat kuin niiden varastointikustannukset, joten niitä tilataan suurissa erissä. Joissain tuotteissa voi olla myös paljousalennus, jota voi saada suurista tilauksista. Materiaalia voidaan ostaa varastoon sen markkinahinnan ollessa alhaalla. (Haverila M. Uusi-Rauva E. & Kouri ) Varastovalvonnan menetelmät Varastovalvonnassa voidaan käyttää seuraavia menetelmiä: Hankinta tilauksen perusteella, varastokirjanpito, visuaalinen valvonta, inventointi sekä toimittaja vastaa materiaalitilanteen valvonnasta. Hankittaessa materiaalia tilausten perusteella, materiaalia ei varastoida vaan sitä hankitaan asiakkaan tilauksen tai valmistuserän tarpeen perusteella. Tätä menetelmää käytetään, kun materiaalin varastointi ei ole mahdollista tai materiaalin menekki on epävarmaa. Varastokirjanpidossa varastosaldoja seurataan tarkalla ja ajantasaisella kirjanpidolla. Käytännössä tämä tapahtuu yrityksen tietojärjestelmän avulla, johon kirjataan kaikki materiaalitapahtumat. Näiden tapahtumien perusteella saadaan nimikemäärä, jota nimitetään varastosaldoiksi. Toteutuneiden tapahtumien lisäksi ylläpidetään tietoa tulevista varastotapahtumista, jota nimitetään vapaaksi saldoksi. Tietojärjestelmään voidaan myös lisätä tilauspisteitä, jolloin nimikkeille luodaan hälytysrajat ja tilauspiste. Kun nimikkeen vapaa saldo alittaa tilauspisteen, syntyy tilausimpulssi, jota voidaan käyttää materiaalin ohjaamisessa. Visuaalinen valvonta perustuu materiaalin valvontaan varastointipisteessä. Käyttökohteina ovat halvat nimikkeet, jossa yhtenä mallinna on kahden laatikon menetelmä. Ensimmäisen laatikon tyhjentyessä otetaan käyttöön toinen laatikko, jolloin syntyy tilausimpulssi. Toinen laatikko on mitoitettu siten, että se riittää toimituksen ajaksi. Tätä käytetään nimikkeille joiden laskeminen on työlästä, kuten esimerkiksi aluslevyt ja ruuvit.
17 17 Inventoinnissa tuotemäärät lasketaan fyysisesti. Inventointia käytetään menekin runsaan vaihtelun, tai silloin kun materiaalien laskenta on vaikeaa. Materiaaleja voidaan inventoida painon tai koon mukaan. Varastokirjanpitoa joudutaan myös inventoimaan hävikin takia. Toimittajan ollessa vastuussa materiaalin riittävyydestä, toimittaja täydentää varastopaikkaa säännöllisesti. Samalla toimittaja tarkastaa valvomiensa muiden nimikkeiden tilanteen. Menetelmä on kannattava kun varastointikustannukset ovat pienet verrattuna varastonvalvonta- ja tilauskustannuksiin. (Haverila M. Uusi-Rauva E. & Kouri )
18 18 4 TUOTANNON TEHOSTAMINEN Layout-suunnittelun yksi keskeisimmistä tavoitteista on tuotannon tehostaminen ja nämä ovat osaksi sidottu toisiinsa. Tässä kappaleessa käydään läpi muutama yleisesti tunnettu työkalu tuotannon tehostamiseen. Valitut menetelmät soveltuvat hyvin kyseiseen yritykseen ja vaikuttavat myös voimakkaasti layout-suunnitelmaan S-järjestelmä 5 S on tuottavuutta lisäävä työkalu, sen periaatteita ovat turhien työkalujen ja materiaalien poisto työpaikalta, jolloin niillä on omat paikkansa. Tällöin niiden etsimiseen kuluu mahdollisimman vähän aikaa. Tähän työkaluun kuuluu myös layoutin kehittäminen tai uusiminen. Näiden tekijöiden johdosta työhyvinvointi kasvaa ja tuottavuus paranee, työpaikan ollessa siisti sekä visuaalisesti miellyttävä. (Tuottavuus- ja tuloksellisuustyö. 5 S on laatujärjestelmä. Luettu ) 5 S:n toimintavaiheita on viisi ja ne kaikki alkavat kirjaimella s, josta se on myös saanut nimensä. Nämä viisi vaihetta ovat: 1. Sortteeraa ja lajittele, tässä vaiheessa tärkeintä on miettiä mitä työkaluja tarvitsen työssäni ja turhille työkaluille mietitään toinen paikka, jolloin työpisteelle vapautuu tilaa. 2. Systematisoi ja järjestä, tavoitteena on saada koko työpaikasta selkeä kokonaisuus. Rajataan selkeästi alueet, kuten varasto, työpiste ja kulkuväylät jolloin nämä alueet ovat sisäisesti selkeät. Toimenpiteeseen osallistuvat esimies tai esimiehet sekä henkilöstö. 3. Siivoa ja huolla, määritellään siivous- ja huolto-ohjelma sekä siihen liittyvät vastuualueet ja näille alueille vastuuhenkilöt. Ohjelmaan sisällytetään myös tarkastuksia, jotta sovituissa tavoitteissa pysytään. 4. Standardisoi ja vakiinnuta, hyväksi osoittautuneet käytännöt pidetään jatkuvasti käytössä kokemusten lisääntyessä.
19 19 5. Seuraa ja kehitä edelleen, vakiintuneita käytäntöjä seurataan jatkossa ja sovelletaan jatkuvaa kehitystä. Kommentoidaan tilannetta jatkuvasti henkilöstön ja esimiehen välillä järjestelmän toimivuudesta. (Tuottavuus- ja tuloksellisuustyö. 5 S on laatujärjestelmä. Luettu ) 4.2 Lean-ajattelu Lean ajattelu on Toyotan toimintatapaan perustuva kehittämisfilosofia, joka on ollut mukana monen suuren yrityksen toiminnankehittämisessä. Lean ajattelun perusteena on tuottaa asiakkaalle lisäarvoa. Kun tämä on selvitetty, voidaan toimintoja tarkastella arvontuoton kannalta. Kaikki aktiviteetit voidaan jakaa kolmeen kategoriaan, jotka ovat arvoa tuottavat, tukitoiminnot ja hukat. Tämän jälkeen pyritään prosessista poistamaan kaikki aktiviteetit, mitkä tuottavat hukkaa. Tämän lisäksi pyritään arvoa tuottavat aktiviteetit järjestämään mahdollisimman sujuviksi virtauksiksi. Hyvään virtaukseen kuuluvat seuraavat ominaispiirteet: yhteisten standarditoimintatapojen luonti, ylläpitäminen ja kehittäminen. (Logistiikan Maailma. Lean-ajattelu. 2016) Lean ajattelu sisältää 8 (7+1) hukan lajia, joihin kuuluvat: 1. Ylituotanto, tähän hukkaan kuluu resursseja, joita voitaisiin käyttää muiden tuotteiden valmistamiseen. 2. Toinen hukanlaji on varastot, ylimääräisessä varastossa on kiinni ylimääräistä pääomaa ja se ei tuota tuotteelle lisäarvoa. 3. Kolmas hukka on odottaminen ja etsiminen, tämä hukka sisältää automaattisen koneen työhön kuluva aika, mikäli työntekijä joutuu vahtimaan tai odottamaan tämän ajan. Myös työkalujen tai muiden tavaroiden etsimiseen kuluva aika sisältyy tähän kategoriaan. 4. Neljäs hukka on siirtymiset, henkilöstön käveleminen luetaan tähän hukan lajiin, joten kaikkien siirtymisien on oltava mahdollisimman lyhyitä. Tiedostojen etsiminen tietokoneelta on myös turhaa siirtymistä. 5. Viidentenä hukkana ovat siirrot ja käsittelyt, materiaalien tai tuotteiden siirtäminen on hukkaa, sillä se ei tuota tuotteelle lisäarvoa. Prosessi itsessään voi myös olla hukan syy, sillä jotkin toiminnot ovat olemassa vain huonon suunnittelun takia. 6. Kuudes hukanlaji on korjaustyö, kaikenlainen korjaustyö on hukkaa
20 7. Seitsemäs hukka on turhatyö, viallisten osien tuottaminen, korjaaminen, uudelleentyöstäminen, pois heittäminen ja tarkastus tarkoittavat turhaa työtä Kahdeksas ja viimeinen hukka on ihmisten aivokapasiteetin ja osaamisen käyttämättä jättäminen. Työntekijöillä on usein parannusehdotuksia, jos näitä ei pystytä ottamaan esille uskalluksen tai muun syyn takia syntyy hukkaa. Työntekijöitä pitää rohkaista ottamaan omat parannusehdotukset esille. (Ceriffi. Kahdeksan hukan muotoa. 2016)

21 21 5 LAYOUT-TYYPIT Layout-tyyppi valitaan tuotevalikoiman laajuuden ja tuotettavien määrien perusteella. Tuotteiden määrän ollessa suuri ja niiden ollessa samankaltaisia sovelletaan tuotantolinjalayoutia. Funktionaalinen layout on parhaimmillaan tuotetyyppien määrän ollessa korkea. Solulayout on parhaimmillaan kun valmistetaan eri tuotteita toistuvasti, mutta ei kuitenkaan niin paljoa, että kannattaisi soveltaa tuotantolinjaa. (Haverila M. Uusi-Rauva E. & Kouri ) 5.1 Tuotantolinja Tuotantolinjalayoutissa (KUVIO1) koneet sekä laitteet ovat valmistettavan tuotteen työnkulun mukaisessa järjestyksessä. Tuotantolinja on erikoistunut tietyn tuotteen valmistamiseen. Valmistus sekä kappaleenkäsittely on automatisoitua ja tehokasta, työnkulku on selkeää ja työvaiheiden välillä voidaan käyttää mekaanisia kuljettimia. Tuotantolinjan valitseminen edellyttää suurta volyymia ja kuormitusastetta. Suuren valmistusmäärän ansiosta yksikkökustannukset ovat pienet, mutta tuotantolinjan rakennuskustannukset ovat suuret. (Haverila M. Uusi-Rauva E. & Kouri ) KUVIO1. Tuotantolinja (Logistiikan Maailma) Tuotantolinja sietää huonosti häiriöitä, sillä ne pysäyttävät koko linjan nopeasti. Laadunvalvonta on tärkeää, sillä tuotantolinja tuottaa yhtä nopeasti myös viallisia tuotteita. Kapasiteetin kasvattaminen on vaikeaa linjan toteutuksen jälkeen. Tuotantosarjat ovat yleensä pitkiä, sillä linjalla on tyypillisesti pitkä asetusaika. Tuotannonohjauksellisesti

22 22 tuotantolinja on helppo ja sitä ohjataan käytännössä yhtenä kokonaisuutena. Sen toiminta käytännössä pakottaa ohjaaman sitä fifo-periaatteella (first in first out). Kyseisestä pakkojärjestyksestä seuraa selkeyttä, varmaa läpäisyn hallintaa sekä lyhyttä läpäisyaikaa. Kaikkia koneita ei pystytä kuormittamaan täydellä kapasiteetilla, jolloin muodostuu odottavia resursseja. Tuotantolinja voi olla tahtilinja tai epätahtilinja. Mikäli tuotantolinjassa ei ole puskurivarastoa työasemien välissä (KUVIO1), tällöin kyseessä on tahtilinja. Tahtilinjan kapasiteetin määrää pisimmän työvaiheen aika kappaleen vaihtoineen. Tässä ajassa myös kappaleet valmistuu, siksi sitä kutsutaan tahtilinjaksi. Epätahtilinjassa jokaisen työaseman välillä on puskurivarasto. Puskurivaraston periaatteellinen koko on kahden erän verran. Toiseen puoleen puskurivarastoa edellinen työasema panee työstetyt kappaleet ja toisesta osasta puskurivarastoa jälkimmäinen kone ottaa työstettävät kappaleet. Suurissa erissä tai jatkuvassa tuotannossa puskurivarasto voi olla vain muutaman työkappaleen kokoinen. Suuruus määräytyy silloin siten, että koneet voidaan asettaa ja ylläpitää yksitellen muiden käydessä. Selkeytensä ja hyvän sisäisen ohjautuvuuden ansiosta linjan soveltaminen on suositeltavaa aina kun se on mahdollista. (Lapinleimu ,83-85) 5.2 Funktionaalinen layout Funktionaalisessa layoutissa (KUVIO2) koneiden ja laitteiden paikat määräytyvät työtehtävien samankaltaisuuksien perusteella. Esimerkiksi kaikki hionta on hiomossa ja sorvit sorvaamossa. Funktionaalista layoutia nimitetään myös teknologiseksi layoutiksi. Kyseisessä layoutissa tuotantomäärät ja tuotetyypit voivat vaihdella huomattavasti. (Haverila M. Uusi-Rauva E. & Kouri ) KUVIO2. Funktionaalinen layout (Logistiikan Maailma)

23 23 Töiden ohjaus työvaiheesta toiseen on hankalaa, joten työjonot kasvavat ja keskeneräisten töiden määrä lisääntyy, joka pidentää läpäisyaikaa. Koneet ja laitteet ovat yleensä monipuolisia, jolloin voidaan valmistaa joustavasti erilaisia tuotteita. Työnkulkujen vaihtumisen takia automaatiota voidaan soveltaa rajoitetusti. Työpisteiden välimatkojen takia materiaalien kuljetus- ja käsittelykustannukset muodostuvat suuriksi. Nämä tekijät tekevät myös laadunhallinnasta haastavaa. Tuotantolinjaan verrattuna funktionaalisen layoutin toteutus on helppo ja halpa, mutta sen tuottavuus ja kuormitusaste on heikompi. Kapasiteetin kasvattaminen on joustavaa, kuten on myös erilaisten tuotteiden valmistaminen. (Haverila M. Uusi-Rauva E. & Kouri ) 5.3 Solulayout Solulayoutissa (KUVIO3) muodostuu koneiden ryhmiä, jotka ovat erikoistuneet tiettyjen osien valmistamiseen tai tiettyjen työvaiheiden suorittamiseen. Solulayout on kahden edellisen (tuotantolinjan ja funktionaalisen layoutin) välimuoto. Solujen läpäisyaika on selvästi lyhempi kuin funktionaalisessa ja materiaalivirta on selkeä eikä siinä esiinny välivarastoja. Solu pystyy myös joustavasti valmistamaan tuotteita, joita valmistukseen on suunniteltu. Asetusajat tuotteiden välillä ovat lyhyet, joten solu on joustavampi kuin tuotantolinja ja tehokkaampi kuin funktionaalinen järjestelmä oman tuoteryhmänsä puitteissa. (Haverila M. Uusi-Rauva E. & Kouri ) KUVIO3. Solulayout (Logistiikan Maailma) Eri tuotteiden tuotantomäärät ja eräkoot voivat vaihdella, tuotteita valmistetaan yksittäiskappaleina tai pieninä sarjoina. Tuotannonohjaus on myös helppoa, sillä se muodostaa
24 24 vain yhden kuormituspisteen. Laadunvalvontaa helpottaa valmistusvaiheiden suoritus samalla paikalla peräkkäin. Soluissa eri koneiden ja laitteiden kuormitusasteet voivat vaihdella merkittävästi, mutta keskimäärin ne ovat alhaisemmat kuin tuotantolinjalla. Solulayout on herkempi kuormituksen vaihtelulle tuotevalikoiman muutoksille kuin funktionaalinen layout. Soluvalmistuksen valintaa on perusteltu myös työntekijöiden motivaation ja tuottavuuden nousulla, sillä solussa työskentelevät henkilöt vastaavat itse suunnittelusta ja suorittamisesta. (Haverila M. Uusi-Rauva E. & Kouri )
25 25 6 TUOTANTOYKSIKÖN LAYOUT-SUUNNITTELU Tehtaan layout-suunnittelulla tarkoitetaan solujen ja muiden valmistusyksiköiden sekä kuljetusväylien ja varastojen sijoittelua tiloihin. Layout-suunnittelulla käytetään yleisesti kahdessa merkityksessä. Suppea merkitys on sijoittelu ja laaja merkitys sisältää koko sijoittelun perustana olevan järjestelmän suunnittelun. (Lapinleimu ) Työnkulun ja tuotantolaitteiden perusteella layoutit voidaan jakaa kolmeen päätyyppiin: tuotantolinjalayouttiin, funktionaaliseen layouttiin ja solulayouttiin. (Haverila M. Uusi- Rauva E. & Kouri ) Layout-suunnittelun peruslähtökohtana ovat seuraavat tekijät Haverilan, Uusi-Rauvan & Kourin (2009) mukaan: 1. Tuotteiden rakennetiedot kuvaavat käytettävät puolivalmisteet, komponentit sekä raaka-aineet 2. Työnvaiheistus kertoo tuotteen työvaiheet ja niiden järjestyksen 3. Tuotantomäärän perusteella mitoitetaan tuotantokoneisto ja määritellään tuotantotapa ja -tekniikka 4. Tuotannon aikajänne, kertoo tuotannon säilymisestä samankaltaisena. Aikajänne vaikuttaa investoinnin kannattavuuteen 5. Tukitoiminnot, kuten sosiaalitilat ja työkaluhuolto 6.1 Layout-suunnittelun tavoitteet Layout-suunnittelun keskeisenä tavoitteena on tehokas materiaalivirtojen suunnittelu. Materiaalien kuljetukset ja siirrot pyritään minimoimaan. Selkeät materiaalivirrat ovat hyödyllisiä tuotannonohjauksen sekä toiminnan kehittämisen kannalta. (Haverila M. Uusi-Rauva E. & Kouri ) Tehokkaalla layout-suunnittelulla saavutetaan merkittäviä hyötyjä, kuten sujuvampi tuotanto, lyhemmät läpimenoajat, tuottavuuden ja kannattavuuden paraneminen, käytettävissä olevan tilan tehokkaampi hyödyntäminen, paremmat työolosuhteet sekä organisaation kehittyminen. Layoutin uudistamisen yhteydessä on myös luontevaa parantaa työturvallisuutta, parantaa siisteyttä ja järjestystä, kehittää ohjaus- ja valvontajärjestelmiä, uudistaa ja korjata konekantaa, työtiloja ja työvälineitä, tutkia automatisointimahdollisuudet sekä eliminoida vanhoja tottumuksia. (Hillman Oppimateriaali. 4-5)
26 26 Hyvän layoutin tunnusmerkit Haverilan Uusi-Rauvan & Kourin(2009) mukaan ovat: 1. selkeät materiaalivirrat 2. layout on muunneltavissa 3. siirrot ja kuljetusmatkat ovat lyhyet 4. erityisosaamista vaativa valmistus on keskitetty 5. sisäiset palvelut ovat käyttöpaikan lähellä 6. materiaalien jakelun ja vastaanoton tehokkuus 7. helppo sisäinen kommunikaatio 8. tila on käytetty tehokkaasti 9. valmistusvaiheiden erityistarpeet on otettu huomioon 10. työturvallisuus ja -tyytyväisyys on huomioitu (Haverila M. Uusi-Rauva E. & Kouri ) 6.2 Tuotantolinjalayoutin suunnittelu Tuotantolinjan suunnittelussa koneet ja laitteet sijoitetaan työnkulun mukaiseen järjestykseen. Suurista tuotantomääristä johtuen materiaalivirtojen tarkoituksenmukaiseen järjestykseen on kiinnitettävä huomiota. Haasteeksi suunnittelussa muodostuu tuotantolinjan tasapainottaminen, eli työvaiheiden suunnittelu parhaan mahdollisen tuottavuuden saavuttamiseksi. Tasapainottamisella pyritään minimoimaan aikahäviö, jota syntyy vaiheajan ollessa tahtiaikaa lyhyempi. (Haverila M. Uusi-Rauva E. & Kouri ) Tahtiajan määrittelyllä voidaan tasapainottaa tuotantolinjaa. Tahtiaika lasketaan halutusta tuotannosta kaavan (1) mukaan. Tarvittavalla tahtiajalla voidaan määrittää tarvittavien samankaltaisten työpisteiden minimi lukumäärä. (Haverila M. Uusi-Rauva E. & Kouri ) h = (1)
27 27 Tarvittavien samankaltaisten työpisteiden minimi määrä voidaan laskea kaavan (2) mukaan. Saatu tulos pyöristetään vähintään seuraavaan kokonaislukuun. Kaava käytettäessä tarvitsee tietää kappaleen kokonaisvalmistusaika. Tuotantolinjaa voidaan tasapainottaa siirtämällä työtehtäviä työpisteestä toiseen. (Haverila M. Uusi-Rauva E. & Kouri ) ö ää ä = ö h (2) 6.3 Funktionaalisen layoutin suunnittelu Funktionaalisessa layoutissa koneet ja laitteet järjestetään omiin osastoihinsa, niiden toiminnallisuuden perusteella. Tavoitteena on saada osastojen etäisyys mahdollisimman lyhyeksi sekä minimoida siirtokertojen määrä. Suurten koneiden paikat pitää suunnitella, siten että layoutia voidaan jatkossa muuttaa, sillä funktionaalisessa layoutissa pyritään mahdollisimman suuren joustavuuteen. Funktionaalisella layoutsuunnittelulla on Haverilan, Uusi-Rauvan & Kourin (2009) mukaan kuusi vaihetta. 1. Määrittele osastot ja niiden tilantarpeet. Laske niiden vaatima kokonaisala, älä huomioi käytettävissä olevan rakennuksen dimensioita tässä vaiheessa. 2. Laske osastojen väliset kuljetuskerrat tai kuljetusmäärät. Työvaiheiden avulla voidaan laskea kuljetuskerrat. 3. Tutki löytyykö osastojen sijoitteluun muita vaikuttavia tekijöitä. Osastojen sijoitteluun voivat vaikuttaa esimerkiksi osastojen väliset toiminnalliset yhteydet ja puhtausvaatimukset. 4. Laadi muutamia pohjapiirros vaihtoehtoja, jotka täyttävät vaatimukset. Piirrosten avulla pyritään sijoittamaan osastot paikoilleen. Piirroksessa käytetään suorakulmioita pinta-alaa kuvaamaan, käytettävien tilojen muotoja ei oteta huomioon. 5. Valitse paras vaihtoehto, laske kuljetuskerrat ja kuljetus matkat ja ota ne huomioon muiden tekijöiden kanssa valintaa tehdessä. 6. Sijoita pohjapiirros käytettävään tilaan. (Haverila M. Uusi-Rauva E. & Kouri )
28 Layoutin valinta Tuotantoyksikön layout on yleensä aina kompromissi, sillä kaikkia tekijöitä huomioon ottavaa optimaalista ratkaisua ei löydy. Layoutvaihtoehtojen valintaan ja arviointiin voidaan käyttää erilaisia työkaluja, kuten hyötyarvomatriisia työnkulkukaaviota tai simulointia. Simulointia käytetään erityisesti silloin kuin ongelma on laaja tai vaikeaselkoinen. Simulointi on täysin teoreettinen työkalu, sillä se toimii matemaattisen mallin mukaan. Tulokset ovat merkittävän riippuvaisia siitä, kuinka hyvin tuotanto on mallinnettu simulointiohjelmaan. (Haverila M. Uusi-Rauva E. & Kouri ,483,486,488) Hyötyarvomatriisissa jaetaan layout tekijöihin, kuten joustavuuteen ja käyttöasteeseen. Jokaiselle tekijälle annetaan painoarvo tilanteen mukaan. Eri vaihtoehdot pisteytetään tekijöittään, minkä jälkeen kerrotaan pisteet painoarvoilla. Pisteet lasketaan yhteen parhaan vaihtoehdon löytämiseksi. (Haverila M. Uusi-Rauva E. & Kouri ) Tuotemääräanalyysi Layout-suunnittelun päätekijät ovat valmistettava tuote ja valmistettava volyymi. Lisäksi on huomioitava valmistusmenetelmät, tarvittavat johtamis-, palvelu- ja aputehtävät sekä valmistusajat ja tuotteiden vanheneminen. (Hillman Oppimateriaali. 18) Layoutin valinnassa voidaan käyttää apuna tuotemääräanalyysia. Tuote - Määrä (T-M) - analyysi koostuu neljästä vaiheesta: 1. Kaikkien tuotteiden luettelointi ja ryhmittely 2. Tuotteiden painojen, tilavuuksien, työmäärien yms. muuttumistendenssien selvittäminen 3. Tulevaisuuden valmistusvolyymien määrän arvioiminen parhaan käytettävissä olevan tiedon mukaan. Tässä yhteydessä tuotteet ryhmitellään volyymin perusteella ja sovelletaan graafisesti (KUVIO4) 20/80-sääntöä 4. Harkitaan tämän perusteella, mitä alueita tai toimintoja tarvitaan ja mikä olisi niiden tarkoituksen mukainen jako tai yhdistämistapa (Hillman Oppimateriaali. 19)
29 29 KUVIO4. Tuotemääräanalyysi (Hillman L.) Kuviota luettaessa kannattaa huomioida tuotteiden tuleva trendi, eli minkä tuotteiden kysyntä on ennakoitavissa laskevan ja minkä tuotteiden kysyntä on ennakoitavissa nousevan. (Hillman Oppimateriaali. 21) Analyysi kertoo erilaisten tuotteiden määrän ja tätä kautta kunkin tuotteen osuuden yrityksen myynnistä, kun siihen lisätään myyntitietoja. Lisäksi myyntitiedoista voidaan selvittää tuotteiden katteet layout-suunnittelua tehdessä. Kyseisillä tiedoilla voidaan painottaa tiettyjen tuotteiden merkitystä layout-suunnittelussa.

30 30 7 NYKYTILAN ANALYSOINTI Kyseisen tuotantoyksikön tilat on alla olevassa kuvassa (KUVA6), tuotantotilojen koko on 7350 m². Tiloissa on viisi suurta nosto-ovea, joista neljä vastakkain olevaa ovea ovat saapuvan sekä lähtevän liikenteen käytössä. Kyseisen yrityksen toiminta vastaa parhaiten tuotantolinja mallia, tuotannossa on kaksi paalikonetta, joihin kulkee mekaaniset kuljettimet. Tiloissa on myös kaksi rullaleikkuria, jotka ovat vapaasti siirrettävissä, mikäli niille saadaan tarvittava sähkövirta. Tuotantoa voidaan myös pitää funktionaalisena layoutina, sillä paalikoneet sekä rullaleikkurit ovat vierekkäin. KUVA6. Tuotantotilat Tästä layout-suunnitelmasta on rajattu pois mahdollisuus siirtää paalikoneita, sillä kustannukset nousisivat todella suuriksi ja tuotanto keskeytyisi todella pitkäksi ajaksi. Vaikka tuotteiden määrä on suuri, lähes kaikilla tuotteilla on vain yksi työvaihe, paalaus. Muutamat tuotteet vaativat sivusidonnan, joka on mahdollista suorittaa vain toisella paalauskoneista. Paalauskone suorittaa käsittelyn paalaamisen yhteydessä.
 pyritään kuormittamaan mahdollisimman paljon.")
31 Koneet ja laitteet Paalauskoneiden paikkojen ollessa rajattuna pois suunnittelusta, koneiden ja laitteiden osalta suunnittelussa on mahdollista siirtää rullaleikkureita. Paalauskoneilla on eri kapasiteetit, joten isomman kapasiteetin paalauskonetta (KUVA7) pyritään kuormittamaan mahdollisimman paljon. Pienemmän kapasiteetin paalikoneella valmistetaan lähinnä yhtä tuotetta sekä tasoitetaan kausivaihtelun tuomaa kuormaa. KUVA7. Paalikone ja sen ympäristö (AMH-SYSTEMS OY.) Toisella rullaleikkureista pystytään työstämään vain pienen halkaisijan rullia kun taas toisella leikkureista pystytään työstämään isonkin halkaisijan omaavia rullia. Tuotannossa pienempää rullaleikkuria käytetään harvoin kun taas isommalle leikkurille on säännöllistä ja jopa jatkuvaa tarvetta. Yhtenä ongelmakohtana tuotannossa on joidenkin rullien etäisyys leikkurista sillä ne sijaitsevat tuotantotiloja rajaavien kuljettimien toisella puolella. Varsinkin talviaikaan rullien kuljettaminen on haastavaa, sillä niiden kuljettaminen ulkokautta aiheuttaa ongelmia. Tästä johtuen asetusaika kasvaa ja koneen käyttöaste jää todella matalaksi. Kyseinen ongelma myös laskee työskentelyn motivaatiota. 7.2 Työskentelymenetelmät Materiaali saapuu pääsääntöisesti puristekonteissa ja vaihtolavoilla, riippumatta saapumistavasta materiaali punnitaan ajoneuvon kanssa ajoneuvovaa alla (KUVA8). Jokaisella materiaalilla on tietty purkamispaikka, johon saapuva materiaali puretaan. Tämän jälkeen ajoneuvo punnitaan ilman kuormaa ja tästä saadaan saapuvan materiaalin määrä.

32 32 KUVA8. Ajoneuvovaaka Materiaalin ollessa purkupaikalla, se syötetään paalikoneeseen pyöräkuormaajalla. Paalikone puristaa ja sitoo materiaalin paaleiksi, sidonnassa käytetään rautalankaa. Paalit etenevät paalauksen yhteydessä paalitunnelissa, josta ne nousevat lattian alta näkyviin. Paalien ollessa näkyvillä ne viedään pyöräkuormaajalla tuotteen mukaiseen varastopaikkaan. Rullilla on muuten sama tuotantoketju, paitsi ne halkaistaan rullaleikkurilla purkamisen ja paalauksen välissä. Tämän jälkeen valmiit tuotteet lastataan ajoneuvojen kyytiin. Ajoneuvojen tullessa noutamaan valmiita tuotteita ne punnitaan ennen lastausta ja lastauksen jälkeen, jolloin saadaan tarkka tuotteen massa. Tuotteet hinnoitellaan niiden massan mukaan. 7.3 Tuotteiden myynti Yrityksessä tehdään viikoittain inventaario valmiista tuotteista ja arvioidaan valmistuvien tuotteiden määrästä. Tämän jälkeen raportoidaan, kuinka monta kuormaa lajeittain on mahdollista myydä seuraavalla viikolla. Lähtevien kuormien viikkomäärä tiedetään tuotannossa, tämän lisäksi ajoneuvoilla on lastausaika päivän tarkkuudella. Esimerkiksi tuotetta P6 lähtee maanantaina kaksi kuormallista. Tieto lähtevistä kuormista varmistuu
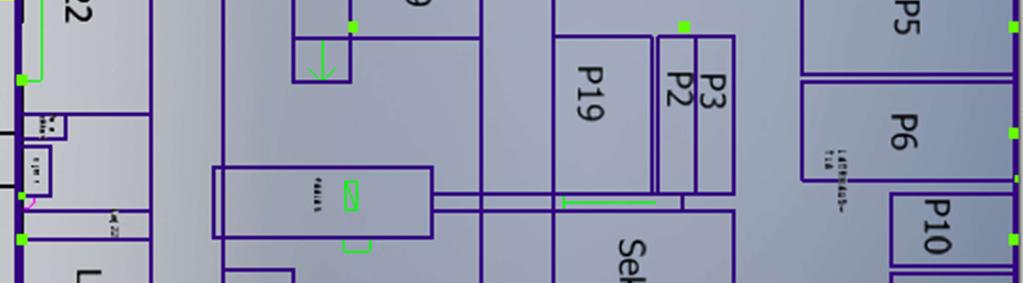
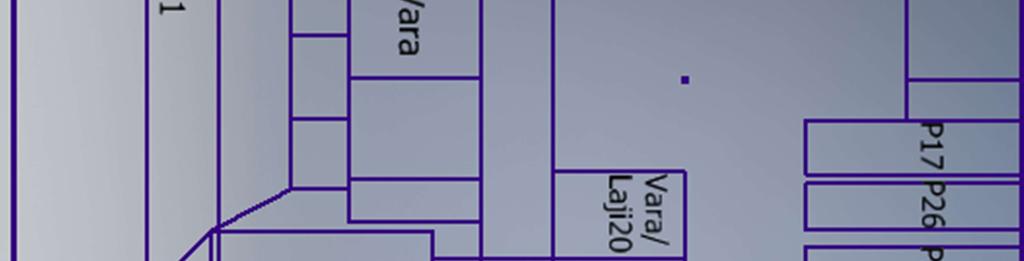
33 33 yleensä edellisen viikon perjantaina tai kyseisen viikon maanantaina. Saapuvan materiaalin määrän vaihtelun ollessa sattumanvaraista, tulevan materiaalin määrän tarkka ennustaminen on haastavaa. Lähtevien kuormien koko vaihtelee lajeittain, pienimmillään ne ovat 20 tonnia, tämä määrä sisältää useita paaleja. Nämä tekijät yhdessä synnyttävät välillä suurtakin varastoa. 7.4 Tuotannonohjaus Tuotannonohjauksessa käytetään tuotannonluonteesta johtuen fifo-periaatetta (first in first out). Tuotannon suunnittelussa sovelletaan pitkälti visuaalisiin havaintoihin perustuvaa menetelmää, sillä materiaalien saapuminen vaihtelee päivittäin. Suunnittelussa on huomioitava myös myydyt tuotteet. Tuotteiden asetusaikoihin vaikuttaa suuresti edellinen tuote. Materiaalit sotkevat paalikonetta vaihtelevasti, joten paalikone voidaan joutua siivoamaan, jotteivat materiaalit sotkeudu valmistuksessa. Mikäli edellisessä tuotteessa on käytetty sivusidontaa ja sitä ei tulevassa tuotteessa käytetä, sen poiskytkeminen lisää asetusaikaa. Muut asetukset tehdään paalikoneen ohjaustaulusta lajikohtaisesti, kuten myös sivusidonnan kytkeminen ja näiden toimenpiteiden vaikutus asetusaikaan ei ole suuri. Tuotteiden sarjakoot vaihtelevat, sillä tuotteita valmistetaan pääsääntöisesti materiaalin loppumiseen saakka. Tilanhallinnan kannalta materiaalit on kannattavaa paalata, sillä ne menevät pienempään tilaan valmiina tuotteina. Tuotteita pyritään valmistamaan mahdollisimman paljon, joten paalikoneiden käyttöaste on tärkeä mittari tuotannonohjaukselle. Suuri valmistusmäärä vaatii logistiikan, myynnin ja tuotannonohjauksen yhteistyön toimimista. 7.5 Purku- ja varastopaikat Nykyisen layoutin materiaalien purkupaikat ja tuotteiden varastopaikat ovat liitteenä (LIITE1). Materiaalien purkupaikat ovat merkitty laji-koodauksella jonka jälkeen tulee materiaalikohtainen numerointi. Varastopaikat tuotteille ovat merkitty lyhenteellä P, jonka jälkeen tulee tuotekohtainen numero. Purku- ja varastopaikat ovat joillekin tuotteille ja materiaaleille pysyneet samana yli kymmenen vuotta. Muut purku- ja varastopaikat ovat vaihtuneet ajan saatossa, tuotteiden ja lajien vaihtuessa. Materiaalivirrat ovat

34 34 suhteellisen selkeitä, mutta niissä on optimoinnin mahdollisuus (KUVA9). Kuvassa paksulla mustalla viivalla on merkitty paalaukseen menevä materiaali ja ohuemmalla viivalla valmiiden tuotteiden materiaalivirrat. Punaisella viivalla on merkattu tuotteet, jotka on mahdollista valmistaa myös pienemmän kapasiteetin paalikoneella. KUVA9. Nykyisen layoutin materiaalivirrat. Tuotteiden P17 ja P19 siilot sijaitsevat paalikoneiden yläpuolella, joten ne eivät näy materiaalivirroissa. Tuotteet tulevat kuljetinhihnoja pitkin Palpa-osastolta. Lähtevien kuormien lastaus tapahtuu tuotteiden P11 ja P19 välistä rekan kyljestä. Näin ollen mitä kauempana tuote sijaitsee lastauspaikkaa, sitä heikompi on sen varastopaikka. Poikkeuksena ovat Laji 8, jota lastataan irtonaisena rekkojen kyytiin sekä tuotteiden P13,17 ja P18 lastaus. Nämä lastaukset voidaan suorittaa niiden välittömässä läheisyydessä, sillä niitä noudetaan ajoneuvolla, joka lastataan ajoneuvon peräpäästä. Joitain tuotteita ja materiaaleja ei ole mahdollista sijoittaa vierekkäin, sillä pienikin määrä toista jaetta aiheuttaa epäkuranttiutta. Kyseessä olevassa yrityksessä pyritään minimoimaan lähinnä valmiiden tuotteiden varastointia. Kun yleisesti pyritään minimoimaan raaka-aineiden käyttöä sekä sen varastointia ja valmiiden tuotteiden varastointia. Tässä
35 35 mallissa pyritään saamaan mahdollisimman paljon raaka-aineita, sillä niiden massa määrittää myytävien tuotteiden massan. Myytävien tuotteiden massan kasvaessa, kasvavat myös myyntihinnat. 7.6 Yrityksen tarpeet Tuotantoon olisi mahdollista tuoda uutta toimintaa, mutta nykyisellä layoutilla se ei ole mahdollista. Näin ollen tilan löytäminen uudelle toiminnalle on keskeisin tarve lyhyellä aikavälillä. Uusi toiminta vaatii vähintään 300 m² tilaa toimiakseen. Mikäli tilaa löytyy uudelle tuotteelle, uusi järjestely ei saa haitata nykyisiä toimintoja. Tämän työn tärkeimpänä tavoitteena on siis selvittää onko mahdollista ottaa uutta toimintaa nykyisiin tiloihin. Mikäli uutta layoutia ei olisi mahdollista toteuttaa uudella toiminnalla, suunnitellaan layout nykyisillä toiminnoilla. Tuotantotiloja tulisi myös selkeyttää, jotta siisteyttä olisi helpompi ylläpitää, joka lisää myös työhyvinvointia. Nykyinen layout on myös paikoitellen ahdas, suurimman tilan tuotannossa vaatii irtonainen materiaali. Näin ollen tuotannon tehokkuutta tulisi myös kasvattaa, sillä saadaan lyhennettyä tuotannon läpäisyaikaa ja sitä kautta kasvatettua tuotantomäärää. Tavoitteita varten listattiin epäkohtia ja pullonkauloja nykyisestä tuotannosta, sekä pyrittiin myös listaamaan toimivia kokonaisuuksia. Yhtenä keinona on hyödyntää pienemmän kapasiteetin omaavaa paalikonetta paremmin.
36 36 8 UUDEN LAYOUTIN SUUNNITTELU Uuden layoutin suunnittelu jakautui neljään pääkohtaan: uuden toiminnan tilan suunnitteluun, materiaalin purkupaikkoihin, koneiden ja laitteiden paikkoihin sekä varaston suunnitteluun. Näihin pääkohtiin päädyttiin paalikoneiden paikkojen ja niihin johtavien kuljettimien paikkojen ollessa rajattuna pois suunnittelusta. Tämän lisäksi tuotantotiloihin ei ole suunnitteilla laajennusta. Suunnittelussa pyritään ottamaan mahdollisimman hyvin huomioon lean-ajattelun kahdeksan hukkaa. Hyvällä layout-suunnittelulla voidaan myös vaikuttaa työpaikan siisteyteen sekä selkeyteen ja näin ollen pyritään toteuttamaan myös 5 S-työkalun hyödyntäminen. Kaikista tuotannon tuotteista kerättiin vuoden 2015 tiedot. Nämä tiedot sisälsivät niiden määrän tuotannossa, myynti- ja ostohinnat sekä omakustannehinnat. Tuotteiden tietoja (TAULUKKO2) käytetään apuna suunnittelussa. Tuotteilla, joilla on suuri volyymi tai suuri merkitys taloudellisesti, pitää kiinnittää erityistä huomiota. Taulukossa 2 olevat P7 ja P16 ovat sama tuote, mutta niille on eri asiakas. Tämä on muuttumassa, siten että toinen asiakkaista ostaa kaikki tuotteet. Taulukossa on paalattavien tuotteiden määrä, tämän lisäksi tuotetta P8 myydään myös irtonaisena. Tämä tuote tuottaa lähes yhtä paljon kuin kaikki paalattavat tuotteet yhteensä. Tuotantomäärä tonneissa on 68,5 % kaikkiin paalattaviin tuotteisiin suhteutettuna. Kyseinen tuote on siis ylivoimaisesti tuotannon tärkein tuote.
37 37 TAULUKKO 2. Tuotannon tiedot Tuotteet Prosenttiosuus tuotannosta Prosenttiosuus voitosta P7 ja P16 33,79 % 32,27 % P1 10,63 % 9,83 % P10 8,39 % 40,32 % P25 1,37 % 2,26 % P8 1,28 % 0,98 % P5 4,62 % 3,36 % P6 21,62 % 4,07 % P18 1,78 % 2,35 % P17 6,37 % Oma sopimus P19 4,78 % Oma sopimus Muut 5,37 % 4,56 % Yhteensä 100,00 % 100,00 % 8.1 Uuden toiminnan tilat Uuden toiminnan vaativat tilat tulee rajata, sillä sinne ei saa joutua tuotantotiloissa esiintyviä epäpuhtauksia, kuten paperipölyä. Kyseinen toiminta on nimitettynä koodilla laji 21. Kyseistä materiaalia on ollut aikaisemmin, mutta sitä on syntynyt tuotannon sivutuotteena. Tämän takia sitä esiintyy myös nykyisessä layoutissa. Tilaa suunnitellessa pitää huomioida, että sen läpi ei voi kulkea ja sen ei pidä haitata muuta tuotantoa. Lisäksi tiloihin pitää pystyä ajamaan rekalla tai toiminnan pitää sijaita nosto-ovien välittömässä läheisyydessä, jolloin rekat voivat ajaa nosto-ovien viereen. Tuotannollisista syistä toimintaa ei kannata sijoittaa suuremman kapasiteetin omaavan paalikoneen läheisyyteen. Näiden syiden takia ja kyseisen toiminnan toiminnollisuuden takia sille ei jäänyt muita mahdollisia sijoituspaikkoja kuin kulmaus, jossa aikaisemmin sijaitsi laji 1. Näin ollen myös lajit 2, 12 ja 18 täytyy uudelleen sijoittaa, jotta toiminnan tilavaatimus täyttyy.

38 Koneiden ja laitteiden paikat Koneiden paikoissa suurimpana ongelmana on osan rullien laji 23:n etäisyys rullaleikkurista. Nykyisellä leikkurin paikalla on kävelytasanne ylhäällä ja palo-ovi vieressä, näin ollen kyseistä paikkaa ei voida käyttää purku- tai varastopaikkana. Rullaleikkuri (KUVA10) toimii 32 ampeerin sähkövirralla ja tätä ei ole saatavilla monessa paikassa. Mikäli rullaleikkuria siirrettäisiin, voidaan sähköt tuoda uuteen paikkaan esimerkiksi vetämällä sähköjohtoa katonrajassa. KUVA10. Rullaleikkuri Toisena mahdollisuutena on siirtää osa rullista rullaleikkurin läheisyyteen. Kyseiset rullat tulevat lajin 7 mukana ja ne joudutaan poistamaan saapuvista kuormista ennen paalausta. Rullien ollessa purkupaikalla ne voidaan poistaa kuormasta myös toiselle puolelle tuotantotilaa. Näin toimittaessa trukilla ei tarvitse ajaa ulkokautta hakemaan rullia, joten rullien varasto voidaan sijoittaa leikkurin viereen lajin 3 paikalle. Tämä järjestely mahdollistaa kaikkien rullien sijoittamisen molempien leikkureiden välittömään läheisyyteen. 8.3 Purkupaikat Edellisissä kappaleissa esitettyjen mahdollisuuksien vuoksi muutamilla lajeilla ei ole purkupaikkoja. Tämän johdosta tarvitsee tuotannontiloista löytää näille lajeille purkupaikat

39 39 (KUVA11). Lajin 10 purkupaikan muuttaminen vaatisi suurta investointia, sillä se sisältää tietoturvapalvelun silpun, joka kulkeutuu puristimen kautta nykyiselle paikalle. Materiaalin ollessa myös taloudellisesti tärkeä sekä kuljetinhihnan vieressä sen paikan muuttaminen ei ole kannattavaa. KUVA11. Materiaalin purkupaikka Lean-ajattelun mukaan kaikki siirrot ja käsittelyt ovat hukkaa, joten materiaalien tulisi olla mahdollisimman lähellä kuljetinhihnoja. Suurin osa materiaaleista sijaitsee lähellä kuljetinhihnoja, pois lukien lajit 1,2 ja 18. Aikaisemmista järjestelyistä johtuen, lajeille 1 ja 2 tarvitsee etsiä uudet purkupaikat. Lajin 12 on ajettava nykyisen kuljetinhihnan kautta, sillä se ajetaan lajittelukopin kautta, jolloin siitä syntyy kolmea eri tuotetta. Tästä syystä tuotannon tärkeimmälle tuotteelle lajille 8 on löydettävä myös uusi purkupaikka. Tämän jälkeen purkupaikkojen miettiminen alkoi tuotannon muista materiaaleista, vastaavatko niiden paikat nykyistä volyymia? On myös huomioitava, että joitain tuotteita voidaan paalata myös toisella paalikoneista, jolla tällä hetkellä paalataan lähinnä yhtä tuotetta. 8.4 Varastopaikat Varastopaikan luokitteluun vaikuttavat lean-ajattelun mukaan sen etäisyys paalitunnelista sekä lastauspaikasta, sillä etäisyyden kasvaessa kasvaa myös tuotteen siirtelyyn kuluva

40 40 aika. Näin ollen suuren volyymin omaavien tuotteiden sijoittelun tulee olla mahdollisimman lähellä paalitunnelia sekä lastauspaikkaa. Etäisyyttä mitattaessa tulee huomioida pyöräkuormaajalla ajettu reitti eikä suoraa etäisyyttä. KUVA12. Valmiiden tuotteiden varasto Materiaalit paalataan pääsääntöisesti suuremman kapasiteetin omaavalla paalikoneella, mutta varastopaikkojen luokittelussa tulee ottaa myös huomioon toisella paalauskoneella tehtävä paalaus, jonka kapasiteetin hyödyntäminen on yrityksellä tavoitteena. Varastopaikat on luokiteltu lean-ajattelun mukaan (KUVA13), jossa A on paras ja D:n on huonoin. Kaikkia tuotteita ei voida sijoittaa vierekkäin, sillä pienikin määrä toista tuotetta voi aiheuttaa epäkuranttiutta.

41 41 KUVA 13. Varastopaikkojen arviointi 8.5 Layout vaihtoehtojen laatiminen Muutamilla materiaaleilla on pakotetut tai toimivat purkupaikat, näin ollen nämä sijoitettiin uuteen layouttiin. Lajille 8 ei ollut nykyisen paikan lisäksi kuin yksi vaihtoehto, joten sen paikka on myös sijoitettu uuteen layoutiin. Varastossa tuotteilla ei ole pakotettuja paikkoja, joten sen suunnittelun voi aloittaa ilman rajoituksia. Uuden layoutin suunnittelun lähtökohta on kuvassa 14.

42 42 KUVA14. Layoutsuunnittelun lähtökohta Lähtökohdan ollessa selkeä, laadittiin erilaisia layout vaihtoehtoja. Jokaisen vaihtoehdon piirtämisen jälkeen, arvosteltiin sen toiminnollisuutta. Kaikissa vaihtoehdoissa lähdettiin suunnittelemaan layoutia, jossa uusi toiminta oli mukana. Suunnittelu vaiheessa todettiin, että uusi toiminta on mahdollista nykyisissä tiloissa. Vaihtoehtoja syntyi lopulta viisi kappaletta, näistä vaihtoehdoista kysyttiin henkilöstön mielipidettä. Näin ollen jokaista vaihtoehtoa pystyttiin kehittämään vastamaan tuotannon vaatimuksia.

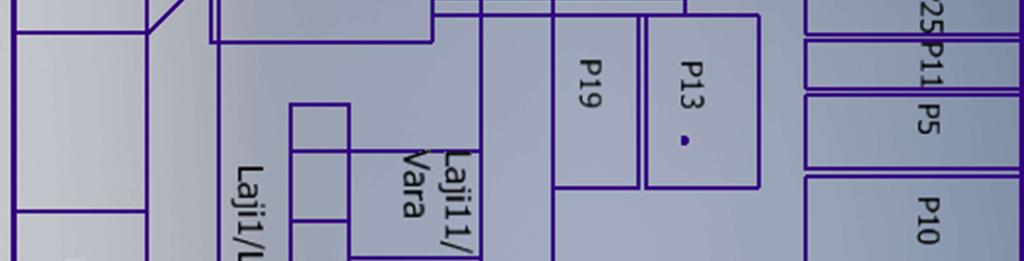
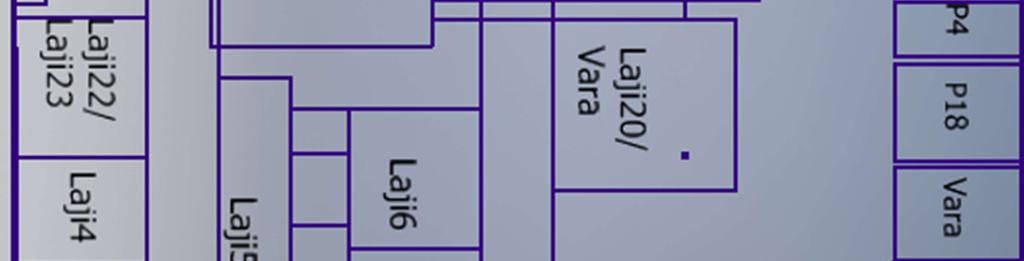
43 43 9 UUDEN LAYOUTIN VALINTA Tässä luvussa esitellään uusi layout tuotantotiloihin ja sen valinnan perusteet. Valintaperusteina käytettiin lean-ajattelun hukkien esiintymistä, materiaalivirtojen selkeyttä sekä käytännön toiminnollisuutta. Uusi layout ja sen materiaalivirrat (KUVA15) on esitetty erilaisilla viivoilla. Paksulla mustalla viivalla on esitetty paalaukseen menevät materiaalit ja ohuemmalla viivalla on esitetty valmiiden tuotteiden materiaalivirrat. Punaisella viivalla on merkattu tuotteet, jotka on mahdollista valmistaa myös pienemmän kapasiteetin paalikoneella. KUVA15. Uuden layoutin materiaalivirrat. 9.1 Uuden layoutin analysointi Tässä kappaleessa käsitellään uutta layoutia aikaisemmin määriteltyjen pääkohtiin mukaan. Nämä pääkohdat ovat: Uuden toiminnan tilan suunnitteluun, materiaalin purkupaikkoihin sekä varaston suunnitteluun. Purkupaikoissa käsitellään koneiden ja laitteiden sijainti. Uusi toiminta mahtuu nykyisiin toimitiloihin ja sen vaatimukset, kuten tilojen koko ja nosto-ovien sijainnit ovat mahdollisia toteuttaa. Uusi layout (LIITE 2) on näiden tekijöiden tulos.
44 Materiaalien purkupaikat Nykyisessä layoutissa laji 1 oli kaukana paalikoneesta, jolloin syntyi hukkaa sen kuljettamisesta paalikoneelle. laji 1 vastaa noin kymmentä prosenttia paalattavien tuotteiden tuotannosta, uudessa layoutissa se sijaitsee kuljetinhihnan vieressä, josta se voidaan paalata molemmilla paalikoneilla. Uudessa layoutissa myös kaikki rullat sijaitsevat rullaleikkureiden välittömässä läheisyydessä, joka noudattaa lean-ajattelun hukkien vähentämistä. Uudessa layoutissa on myös huomioitu yrityksen tärkeimmän tuotteen lajin 8 toiminnan turvaaminen. Materiaalivirrat purkupaikoilta paalikoneille ovat myös selkeytyneet, ainoana poikkeuksena on laji 12. Kun kyseinen tuote ajetaan lajittelukopin läpi, siitä syntyy kolmea materiaalia, joista kahta joudutaan edelleen kuljettamaan pitkä matka. Kyseisen lajin tuotantomäärät eivät ole kuitenkaan suuria. Lajista 18 voidaan lajitella kolmea eri materiaalia, jotka ovat lajit 2,3 ja 7. Uudessa layoutissa kyseiset materiaalit sijaitsevat toistensa välittömässä läheisyydessä, jolloin lajittelua voidaan suorittaa helpommin. Jotkin uusista purkupaikoista vaativat pieniä investointeja, sillä tuotantotilojen seiniä tarvitsee vahvistaa näiltä osin Varaston suunnittelu Varastopaikat järjestettiin aikaisemmin paremmuusjärjestykseen. Pääperiaatteena on sijoittaa suurimman volyymin tuotteet parhaimmille paikoille, ottaen myös huomioon tuotteiden taloudellinen arvo. Tavoitteena oli myös pienentää varastoa mahdollisuuksien mukaan, näin ollen lean-ajattelun hukka pienentyy. Suunnittelussa otettiin huomioon myös mahdollisuus käyttää pienemmän kapasiteetin paalikonetta tuotannossa. Tuotteiden P17,18 ja laji 20 lastaus voidaan suorittaa halutessa niiden välittömässä läheisyydessä. Tuote P13 nykyisestä layoutissa on vaihtunut lajiksi 20 uudessa layoutissa. Tuotteet P7 ja P16 ovat sijoitettuna varastotilojen parhaimmalle paikalle, sillä ne vastaavat noin kolmasosaa paalattavasta tuotannosta ja kyseisten tuotteiden uskotaan kasvavan tulevaisuudessa. Nämä tuotteet ovat samoja, mutta niillä on eri asiakkaat, mutta tämä on muuttumassa yhdelle asiakkaalle. P1, P6 ja P10 ovat sijoitettuna varastossa B-luokituksen
45 45 paikoille ja nämä tuotteet vastaavat paalattavassa tuotannossa kolmea seuraavaksi suurinta tuotetta. Tuote P10 vastaa lisäksi noin 40 %:n osuutta kaikista paalattavan tuotannon tuloista. Vaikka tuote P6 vastaa suurta osuutta paalattavasta tuotannosta sen osuus tuloista on pieni, tämä selittyy sillä, että sen tuottamista tuetaan tuilla. Näitä tukia ei pystytty ottamaan huomioon tässä työssä. Muut varastopaikat muodostuivat pitkälti niiden lastauspaikkojen sekä tuotteiden sijoittelua rajaavan epäkuranttiuden riskin mukaan. Uudessa layoutissa on myös varapaikkoja, joita voidaan käyttää purku- ja varastopaikkoina. Näin ollen se on myös helposti muunneltavissa, mikäli tuotantoon tulee uusia tuotteita.
46 46 10 POHDINTA Toimeksianto yritykselle opinnäytetyön muodossa on opettavainen, sillä kyseinen aihe voi tulla vastaan työelämässä. Layoutin muutos näin isossa tuotantotilassa ilman tarkkaa suunnitelmaa on haastavaa. Saapuvia materiaaleja ja valmiita tuotteita on monia, jolloin tarvitsee varmistua, että jokaisen materiaalin ketju valmiiksi tuotteeksi on sujuvaa. Lisäksi on monia syitä, jotka aiheuttavat suunnitteluun haasteita. Joitain materiaaleja saapuu vuositasolla vähän, mutta kun niitä saapuu tuotantotiloihin niitä saattaa tulla kolme puristekonttia kerralla, jolloin purkupaikalla tilan tarvitsee riittää tähän toimitukseen. Suunnittelussa tarvitsee ottaa myös huomioon, että kaikkia koneita ja laitteita on mahdollista kuormittaa mahdollisimman tehokkaasti. Materiaalivirtojen selkeydellä ja tehokkuudella voidaan edesauttaa tätä tavoitetta. Tulevaisuudessa on ennustettavissa paperin määrän väheneminen, yrityksen kannalta tämä tarkoittaa näiden materiaalien määrien tippumista. Toisaalta esimerkiksi lisääntynyt nettikauppa lisää pakkausmateriaalien, kuten pahvin käyttöä. Työn haastavuuteen vaikutti edellisen layout suunnitelman teosta kulunut aika, sillä edellisen suunnitelman teosta on kulunut pitkä aika. Materiaalit ja tuotteet ovat ajansaatossa ajautuneet niiden nykyisille paikoilleen, jolloin tuotannosta on löydettävissä parannuskohteita. Työn tekemistä helpottaa yrityksen halu osallistua ja olla mukana työskentelyssä. Työn tavoitteeksi asetetut kohdat täyttyivät hyvin, sillä osaksi työn perusteella on päätetty, ottaa uutta toimintaa tuotantoon. Uusi layout mahdollistaa tuotantotilojen helpon muokkauksen, sillä tuotantotiloista löytyy varapaikkoja joita voidaan hyödyntää tulevaisuudessa. Tuotannossa esiintyvää lean-ajattelun hukkaa pystytään vähentämään materiaalivirtojen tehostumisen ansiosta. Uuden layoutin heikkoutena voidaan pitää materiaalivarastojen pienempiä kokoja, sillä tuotantomalli on herkkä häiriöille. Toisaalta pienemmät materiaalivarastot lisäävät painetta valmistaa tuotteita.
47 47 LÄHTEET Ceriffi Kahdeksan hukan muotoa. Luettu Haverila M, Uusi-rauva E. & Kouri I Teollisuustalous. 6.painos. Tampere: Infacs Oy Hillman, L. Lehtori Layout-suunnittelu. Luento Tampereen ammattikorkeakoulu. Tampere Lapileimu I, Kauppinen V, Torvinen S Kone- ja metallituoteteollisuuden tuotantojärjestelmät. 1. painos. Porvoo: WSOY. Logistiikan Maailma Tuotannon layout. Luettu Logistiikan Maailma Lean-ajattelu. Luettu Logistiikan Maailma Tuotannon ohjaus. Luettu Taloussanomat. Yritys haku. Luettu Tuottavuus- ja tuloksellisuustyö. 5S tuottavuuden ja työsuojelun välineenä. Luettu




48 48 LIITTEET Liite 1. Nykyinen layout



49 Liite 2. Uusi layout 49
Tuotannon laatukeskeinen suunnittelu ja ohjaus
 Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE
 LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE Case: Makron Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät
LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE Case: Makron Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät
Digiajan menestyksekäs toimitusketju / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab
 Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Tuotannon jatkuva optimointi muutostilanteissa
 Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
HUB logistics. Kansainvälisen Hankintalogistiikan palveluinnovaatio Case Rautaruukki Oyj
 Seminaariohjelma HUB logistics Kansainvälisen Hankintalogistiikan palveluinnovaatio Case Rautaruukki Oyj HUBin palvelutarjooma Toimitusketjun ohjaus- ja kehitysprosessi Hankinta Tuotanto Varastointi Myynti
Seminaariohjelma HUB logistics Kansainvälisen Hankintalogistiikan palveluinnovaatio Case Rautaruukki Oyj HUBin palvelutarjooma Toimitusketjun ohjaus- ja kehitysprosessi Hankinta Tuotanto Varastointi Myynti
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000
 LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
Varastossa kaikki hyvin vai onko?
 Varastossa kaikki hyvin vai onko? Done Software Solutions Oy Arto Pellonpää Done Software Solutions Oy Revenio Group Oyj 2013 liikevaihto 25,4 MEUR henkilöstö lähes 300 listattu NASDAQ OMX Helsingin Pörssissä
Varastossa kaikki hyvin vai onko? Done Software Solutions Oy Arto Pellonpää Done Software Solutions Oy Revenio Group Oyj 2013 liikevaihto 25,4 MEUR henkilöstö lähes 300 listattu NASDAQ OMX Helsingin Pörssissä
Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä. - sovellusten taustaa
 Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä - sovellusten taustaa Jouni Sakki Oy tel. +358 50 60828 e-mail: jouni.sakki@jounisakki.fi www.jounisakki.fi B-to-b tilaus-toimitusketju (Supply
Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä - sovellusten taustaa Jouni Sakki Oy tel. +358 50 60828 e-mail: jouni.sakki@jounisakki.fi www.jounisakki.fi B-to-b tilaus-toimitusketju (Supply
Supply Chain Module 1
 2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
LUT/TUTA 2011 CS20A0050 Toimitusketjun hallinta Case Rasa
 YRITYSKUVAUS RASA OY Rasa Oy on suomalainen teollisuusyritys, joka on perustettu 50-luvulla. Rasa Oy toimittaa rakentamiseen liittyviä ratkaisuja, ja sillä on toimipisteitä 12 maassa. Se pyrkii tarjoamaan
YRITYSKUVAUS RASA OY Rasa Oy on suomalainen teollisuusyritys, joka on perustettu 50-luvulla. Rasa Oy toimittaa rakentamiseen liittyviä ratkaisuja, ja sillä on toimipisteitä 12 maassa. Se pyrkii tarjoamaan
Mitä Lean on? Lean5 Europe Oy Ltd
 Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Vaasan yliopisto (11) Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe
 Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe") Vaasan yliopisto 1.6.2015 1(11) Valintakoe Vastaajan nimi: Tällä hetkellä olen kiinnostunut valitsemaan pääaineeksi Tietotekniikan Tuotantotalouden En tiedä vielä HUOM! Vastauksesi ei ole mitenkään sitova,
Vaasan yliopisto 1.6.2015 1(11) Valintakoe Vastaajan nimi: Tällä hetkellä olen kiinnostunut valitsemaan pääaineeksi Tietotekniikan Tuotantotalouden En tiedä vielä HUOM! Vastauksesi ei ole mitenkään sitova,
Toyotan tapaan Tampereella vauhtia tavaroihin. Reko Martti Vantaa
 Toyotan tapaan Tampereella vauhtia tavaroihin Reko Martti Vantaa 15.5.2012 Reko Martti Ahlström Pumput Oy, Mänttä 1996 1999 valmistuspäällikkö Gardner Denver Oy 1999 2002 toimitusprosessin omistaja Metso
Toyotan tapaan Tampereella vauhtia tavaroihin Reko Martti Vantaa 15.5.2012 Reko Martti Ahlström Pumput Oy, Mänttä 1996 1999 valmistuspäällikkö Gardner Denver Oy 1999 2002 toimitusprosessin omistaja Metso
Etelä-Savon luomulogistiikan nykyinen malli. 6.3.2014 Suvi Leinonen
 Etelä-Savon luomulogistiikan nykyinen malli 6.3.2014 Suvi Leinonen S Etelä-Savon luomulogistiikan nykyinen malli - Lihantuottajat S Hankkeen lihantuottajat, naudat ja lampaat http://maps.yandex.com/? um=o3klinp0z0xkjxbusmk89pix_o1hipgq&l=map
Etelä-Savon luomulogistiikan nykyinen malli 6.3.2014 Suvi Leinonen S Etelä-Savon luomulogistiikan nykyinen malli - Lihantuottajat S Hankkeen lihantuottajat, naudat ja lampaat http://maps.yandex.com/? um=o3klinp0z0xkjxbusmk89pix_o1hipgq&l=map
Tuotantotehokkuuden parantaminen HKScanissa. Sami Sivuranta, EVP, Operations
 Tuotantotehokkuuden parantaminen HKScanissa Sami Sivuranta, EVP, Operations 1 Must-win Battle 2 2 1 Tiivis yhteistyö tuottajien kanssa Tuottavuuden ja kustannuskilpailukyvyn parantaminen 3 Fokus lihassa
Tuotantotehokkuuden parantaminen HKScanissa Sami Sivuranta, EVP, Operations 1 Must-win Battle 2 2 1 Tiivis yhteistyö tuottajien kanssa Tuottavuuden ja kustannuskilpailukyvyn parantaminen 3 Fokus lihassa
Vaasan yliopisto 7.6.2013 1(10) Tietotekniikka ja tuotantotalous, kauppatieteet Valintakoe
 Tietotekniikka ja tuotantotalous, kauppatieteet Valintakoe") Vaasan yliopisto 7.6.2013 1(10) Valintakoe Vastaajan nimi: Lue nämä ohjeet ennen kuin aloitat valintakokeen tekemisen! Valintakoe muodostuu kahdesta osiosta: Ensimmäinen osio perustuu valintakoekirjallisuuteen
Vaasan yliopisto 7.6.2013 1(10) Valintakoe Vastaajan nimi: Lue nämä ohjeet ennen kuin aloitat valintakokeen tekemisen! Valintakoe muodostuu kahdesta osiosta: Ensimmäinen osio perustuu valintakoekirjallisuuteen
Varastonhallinnan optimointi
 Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille
 Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy
 MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
TULOSROHMUT. Yrityksen kannattavuuden suojaaminen. Alma Talent Helsinki 2017
 TULOSROHMUT Yrityksen kannattavuuden suojaaminen Alma Talent Helsinki 2017 Tilaa TULOSROHMUT Yrityksen kannattavuuden suojaaminen Alma Talent Shopista: shop.almatalent.fi Copyright 2017 Alma Talent Oy
TULOSROHMUT Yrityksen kannattavuuden suojaaminen Alma Talent Helsinki 2017 Tilaa TULOSROHMUT Yrityksen kannattavuuden suojaaminen Alma Talent Shopista: shop.almatalent.fi Copyright 2017 Alma Talent Oy
Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA
 Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kone- ja tuotantotekniikan koulutusohjelma 2012 UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kotiranta, Sakari Satakunnan
Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kone- ja tuotantotekniikan koulutusohjelma 2012 UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kotiranta, Sakari Satakunnan
Virtauttaminen. Arto Saari
 Virtauttaminen Professori Arto Saari Tampereen teknillinen yliopisto, Rakennustekniikan laboratorio RAIN-tutkimuksen loppuseminaari 11.12.2018, Helsinki Arto Saari 11.12.2018 1 Tutkimusryhmä Tohtorikoulutettava,
Virtauttaminen Professori Arto Saari Tampereen teknillinen yliopisto, Rakennustekniikan laboratorio RAIN-tutkimuksen loppuseminaari 11.12.2018, Helsinki Arto Saari 11.12.2018 1 Tutkimusryhmä Tohtorikoulutettava,
Prosessien hallinta. Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan
 Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
TUOTTAVUUS Kivirakentamisen elinehto. Olli Korander RTT Tuottavuuselvitys 10.8.2012
 TUOTTAVUUS Kivirakentamisen elinehto Aiheita RTT tuottavuusselvitys Tuottavuuden osa-alueet Laatu osana tuottavuutta Väittämiä tuottavuudesta Toimenpide-ehdotuksia Tavoite ja menetelmä RTT tuottavuusselvitys
TUOTTAVUUS Kivirakentamisen elinehto Aiheita RTT tuottavuusselvitys Tuottavuuden osa-alueet Laatu osana tuottavuutta Väittämiä tuottavuudesta Toimenpide-ehdotuksia Tavoite ja menetelmä RTT tuottavuusselvitys
Minna Mattila-Aalto Kehittämispäällikkö TTS Työtehoseura. Viher- ja ympäristörakentajat ry:n luentopäivät
 Minna Mattila-Aalto Kehittämispäällikkö TTS Työtehoseura Viher- ja ympäristörakentajat ry:n luentopäivät 28.-29.11.2018 TTS Työtehoseura johtava suomalaisen työn kehittäjä Koulutusta ja tutkimusta Perustettu
Minna Mattila-Aalto Kehittämispäällikkö TTS Työtehoseura Viher- ja ympäristörakentajat ry:n luentopäivät 28.-29.11.2018 TTS Työtehoseura johtava suomalaisen työn kehittäjä Koulutusta ja tutkimusta Perustettu
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto. TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Harjoitusty ö 5. Myynti, markkinointi ja asiakkaan kohtaaminen 4. Operaatiot
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Harjoitusty ö 5. Myynti, markkinointi ja asiakkaan kohtaaminen 4. Operaatiot
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet
 Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Tuotannon simulointi. Teknologiademot on the road -hanke
 Tuotannon simulointi Teknologiademot on the road -hanke Simulointi Seamkissa Tuotannon simulointia on tarjottu palvelutoimintana yrityksille 90-luvun puolivälistä lähtien. Toteutettuja yritysprojekteja
Tuotannon simulointi Teknologiademot on the road -hanke Simulointi Seamkissa Tuotannon simulointia on tarjottu palvelutoimintana yrityksille 90-luvun puolivälistä lähtien. Toteutettuja yritysprojekteja
SIPOC ja Arvovirtakartta työskentely - Ohje
 SIPOC ja Arvovirtakartta työskentely - Ohje 1. Riittävän aihealueen osaamistason varmistaminen. Käsitteiden ja työkalujen esittely Asiakasarvo ja prosessitehokkuus SIPOC Arvovirtakartta. Työkalujen käyttöohjeet
SIPOC ja Arvovirtakartta työskentely - Ohje 1. Riittävän aihealueen osaamistason varmistaminen. Käsitteiden ja työkalujen esittely Asiakasarvo ja prosessitehokkuus SIPOC Arvovirtakartta. Työkalujen käyttöohjeet
Digitaalinen valmistaminen ja palvelut tulevaisuuden Suomessa
 TEKNOLOGIAN TUTKIMUSKESKUS VTT OY Digitaalinen valmistaminen ja palvelut tulevaisuuden Suomessa Josek-VTT, Älyä koneisiin ja palveluihin digitalisaation vaikutukset valmistavassa teollisuudessa 7.2.2017
TEKNOLOGIAN TUTKIMUSKESKUS VTT OY Digitaalinen valmistaminen ja palvelut tulevaisuuden Suomessa Josek-VTT, Älyä koneisiin ja palveluihin digitalisaation vaikutukset valmistavassa teollisuudessa 7.2.2017
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012
 BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
Monipuolisen yhteistyön haaste pyrittäessä korkealle
 1 Monipuolisen yhteistyön haaste pyrittäessä korkealle Markus Hellström 2 Esityksen kiteytys 3 Esityksen sisältö Tavoite ja sen merkitys liiketoiminnan johtamisessa Miten vien liiketoiminnan tavoitteeseen?
1 Monipuolisen yhteistyön haaste pyrittäessä korkealle Markus Hellström 2 Esityksen kiteytys 3 Esityksen sisältö Tavoite ja sen merkitys liiketoiminnan johtamisessa Miten vien liiketoiminnan tavoitteeseen?
TUOTANNON LAYOUTIN SUUNNITTELU JA TOTEUTUS
 TUOTANNON LAYOUTIN SUUNNITTELU JA TOTEUTUS Oy Pamon Ab LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2017 Ville Yli-Viikari Lahden
TUOTANNON LAYOUTIN SUUNNITTELU JA TOTEUTUS Oy Pamon Ab LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2017 Ville Yli-Viikari Lahden
Kehitä. varastosi toimintaa. Fimatic varastoratkaisulla. Varaston tehokkuutta voidaan lisätä vaiheittain Fimatic varastoratkaisulla: 5.
 VARASTORATKAISU Kehitä varastosi toimintaa Fimatic varastoratkaisulla Onko varastosi tehokkuudessa parantamisen tarvetta? Onko varastosaldosi ajan tasalla ja oikein? Aiheuttaako varastosi inventaario harmaita
VARASTORATKAISU Kehitä varastosi toimintaa Fimatic varastoratkaisulla Onko varastosi tehokkuudessa parantamisen tarvetta? Onko varastosaldosi ajan tasalla ja oikein? Aiheuttaako varastosi inventaario harmaita
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA
 VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI
 Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI Nikke Hiltula Opinnäytetyö Kevät
Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI Nikke Hiltula Opinnäytetyö Kevät
TUOTANNON KEHITYSPROJEKTI
 Eero Tuomaala TUOTANNON KEHITYSPROJEKTI Oy Escarmat Ltd Tekniikka 2015 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Eero Tuomaala Opinnäytetyön nimi Tuotannon
Eero Tuomaala TUOTANNON KEHITYSPROJEKTI Oy Escarmat Ltd Tekniikka 2015 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Eero Tuomaala Opinnäytetyön nimi Tuotannon
Laskentatoimen perusteet Tilinpäätöksen laadinta Jaksottaminen
 Laskentatoimen perusteet Tilinpäätöksen laadinta Jaksottaminen Seppo Ikäheimo Tehtävä 1 Marraskuu Oy:n tilinpäätöksen laadinta Laadi seuraavista 1.-31.11 välillä toteutuneista liiketapahtumista tuloslaskelma
Laskentatoimen perusteet Tilinpäätöksen laadinta Jaksottaminen Seppo Ikäheimo Tehtävä 1 Marraskuu Oy:n tilinpäätöksen laadinta Laadi seuraavista 1.-31.11 välillä toteutuneista liiketapahtumista tuloslaskelma
KIRJANPITO 22C Luento 4a: Hankintameno
 KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
Kiekun työaikojen hallinnan kehittämistarpeet. Kieku-käyttäjäfoorumi Marko Maaniitty / Verohallinto
 Kiekun työaikojen hallinnan kehittämistarpeet Kieku-käyttäjäfoorumi Marko Maaniitty / Verohallinto Vero ja työaikojen seuranta ennen Kiekua Työaikoja kohdennettu vuodesta 1991 koko hallinnon tasolla (kaikki
Kiekun työaikojen hallinnan kehittämistarpeet Kieku-käyttäjäfoorumi Marko Maaniitty / Verohallinto Vero ja työaikojen seuranta ennen Kiekua Työaikoja kohdennettu vuodesta 1991 koko hallinnon tasolla (kaikki
Financial Statement Scorecard as a Tool for Small Business Management 1 LIIKEVAIHTO / TUOTTEIDEN ARVONLISÄVEROTON MYYNTI ASIAKASULOTTUVUUS
 YRITYKSEN MAKSUKYKY JA STRATEGINEN JOHTAMINEN HELSINKI 29.1.2010 OTM, KTM MIKKO HAKOLA 1 TULOSLASKELMAPERUSTEINEN MITTARISTO JOHDON KONTROLLITYÖVÄLINEESTÄ Financial Statement Scorecard as a Tool for Small
YRITYKSEN MAKSUKYKY JA STRATEGINEN JOHTAMINEN HELSINKI 29.1.2010 OTM, KTM MIKKO HAKOLA 1 TULOSLASKELMAPERUSTEINEN MITTARISTO JOHDON KONTROLLITYÖVÄLINEESTÄ Financial Statement Scorecard as a Tool for Small
Kulutus ja täydennys synkronissa
 Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Mikä tekee tuotantojärjestelmästä taloudellisen?
 Käsikirjoitus: Mikael Öhman Mikä tekee tuotantojärjestelmästä taloudellisen? Tuotantojärjestelmän taloudellisuus mielletään helposti tuottavuuteen liittyvänä ominaisuutena. Liukuhihna, jolta valmistuu
Käsikirjoitus: Mikael Öhman Mikä tekee tuotantojärjestelmästä taloudellisen? Tuotantojärjestelmän taloudellisuus mielletään helposti tuottavuuteen liittyvänä ominaisuutena. Liukuhihna, jolta valmistuu
He who stops being better stops being good
 1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
SUOMINEN YHTYMÄ OYJ OSAVUOSIKATSAUS ESITYS
 SUOMINEN YHTYMÄ OYJ OSAVUOSIKATSAUS 1.1. - 30.6.2006 ESITYS 24.7.2006 Liikevaihdon jakauma 1-6/2006 97,0 milj. euroa Joustopakkaukset 37,1 milj. euroa 38 % Kosteuspyyhkeet 35 % Kuitukankaat 27 % Pyyhkeet
SUOMINEN YHTYMÄ OYJ OSAVUOSIKATSAUS 1.1. - 30.6.2006 ESITYS 24.7.2006 Liikevaihdon jakauma 1-6/2006 97,0 milj. euroa Joustopakkaukset 37,1 milj. euroa 38 % Kosteuspyyhkeet 35 % Kuitukankaat 27 % Pyyhkeet
Kannuksen kaupunki IRTAIMISTO -OHJE
 Kannuksen kaupunki IRTAIMISTO -OHJE 2 Sisältö 1. OHJEEN TARKOITUS... 3 2. IRTAIMISTOLUETTELOON KIRJATTAVAN IRTAIMISTON MÄÄRITTELY... 3 3. IRTAIMISTOLUETTELOON KIRJATTAVAT TIEDOT... 4 4. POISTETTAVAN TAI
Kannuksen kaupunki IRTAIMISTO -OHJE 2 Sisältö 1. OHJEEN TARKOITUS... 3 2. IRTAIMISTOLUETTELOON KIRJATTAVAN IRTAIMISTON MÄÄRITTELY... 3 3. IRTAIMISTOLUETTELOON KIRJATTAVAT TIEDOT... 4 4. POISTETTAVAN TAI
OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE. Yritys: Tekijä:
 KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE. Yritys: Tekijä:") OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE Yritys: Tekijä: Päiväys: MARKKINAT Rahoittajille tulee osoittaa, että yrityksen tuotteella tai palvelulla on todellinen liiketoimintamahdollisuus.
OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE Yritys: Tekijä: Päiväys: MARKKINAT Rahoittajille tulee osoittaa, että yrityksen tuotteella tai palvelulla on todellinen liiketoimintamahdollisuus.
Pilkeyrityksen liiketoiminnan kehittäminen
 Pilkeyrityksen liiketoiminnan kehittäminen Mari Hakkarainen, Jyväskylän ammattikorkeakoulu Laskelmapohjat: Timo Värre, JAMK Esimerkki hyvästä tuotteistamisesta Menestyvän yrityksen talous Kasvu - Onko
Pilkeyrityksen liiketoiminnan kehittäminen Mari Hakkarainen, Jyväskylän ammattikorkeakoulu Laskelmapohjat: Timo Värre, JAMK Esimerkki hyvästä tuotteistamisesta Menestyvän yrityksen talous Kasvu - Onko
Lean -menetelmä tuotanto- ja palveluorganisaatioissa
 Uuden työelämän trendit Lean -menetelmä tuotanto- ja palveluorganisaatioissa Harri Haapasalo Professori, tuotantotalous D.Sc. Tech., M.Sc. Eng., M.Sc. Econ. Head of Industrial Engineering and Management
Uuden työelämän trendit Lean -menetelmä tuotanto- ja palveluorganisaatioissa Harri Haapasalo Professori, tuotantotalous D.Sc. Tech., M.Sc. Eng., M.Sc. Econ. Head of Industrial Engineering and Management
Toimitusketjun hallinnan uudet kehityssuunnat. Mikko Kärkkäinen Tammiseminaari 2015
 1 Toimitusketjun hallinnan uudet kehityssuunnat Mikko Kärkkäinen Tammiseminaari 2015 2 Toimitusketjun suunnittelun uudet tuulet Muistinvarainen laskenta mullistaa toimitusketjun suunnittelun Välitön näkyvyys
1 Toimitusketjun hallinnan uudet kehityssuunnat Mikko Kärkkäinen Tammiseminaari 2015 2 Toimitusketjun suunnittelun uudet tuulet Muistinvarainen laskenta mullistaa toimitusketjun suunnittelun Välitön näkyvyys
LUC-palvelupiste. Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen
 LUC-palvelupiste Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen Taustat - Konsernin strategiasta (2009) löytyy toiminta-ajatus Palvelut tuotettava pääosin yhdessä - Yhdeksi kehityskohteeksi
LUC-palvelupiste Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen Taustat - Konsernin strategiasta (2009) löytyy toiminta-ajatus Palvelut tuotettava pääosin yhdessä - Yhdeksi kehityskohteeksi
Materiaalikierron yhteistyömalli
 Materiaalikierron yhteistyömalli Mikä on materiaalikierron yhteistyömalli? Materiaalikierron yhteistyömallilla edistetään asukkailta ja yrityksistä jäävien ylimääräisten tavaroiden ja materiaalien uudelleenkäyttöä
Materiaalikierron yhteistyömalli Mikä on materiaalikierron yhteistyömalli? Materiaalikierron yhteistyömallilla edistetään asukkailta ja yrityksistä jäävien ylimääräisten tavaroiden ja materiaalien uudelleenkäyttöä
AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA
 AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA Suomen teollisuuden kilpailukyky perustuu yhä enemmän tietotaitoon. Automaation avulla osaaminen voidaan hyödyntää tehostuvana tuotantona. Automaatiotekniikan koulutusohjelman
AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA Suomen teollisuuden kilpailukyky perustuu yhä enemmän tietotaitoon. Automaation avulla osaaminen voidaan hyödyntää tehostuvana tuotantona. Automaatiotekniikan koulutusohjelman
Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon OHUTLEVY- JA JOUSITUOTEKUMPPANISI
 PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Savon ammatti- ja aikuisopisto puuala
 Savon ammatti- ja aikuisopisto puuala RFID-tuotantosolun esittely Tulevaisuuden tuotantoteknologiat puuteollisuudessa SEMINAARI 11.4.2012 Esityksen kulku: 1. Hanke esittely (resurssit, tavoitteet, yhteistyö)
Savon ammatti- ja aikuisopisto puuala RFID-tuotantosolun esittely Tulevaisuuden tuotantoteknologiat puuteollisuudessa SEMINAARI 11.4.2012 Esityksen kulku: 1. Hanke esittely (resurssit, tavoitteet, yhteistyö)
Yrityskohtaiset LEAN-valmennukset
 Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Heini Salo. Tuotannonohjauksen kehittäminen digitaalipainossa. EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma. Insinöörityö 15.5.
 EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
LEAN. Enemmän arvoa vähemmällä. Mitä LEAN on? LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti
 LEAN Mitä LEAN on? Enemmän arvoa vähemmällä LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti Keskittyy kyseenalaistamaan ja eliminoimaan kaikkea, joka ei tuo asiakkaalle lisäarvoa
LEAN Mitä LEAN on? Enemmän arvoa vähemmällä LEAN on filosofia, jolla pyritään hyödyntämään resurssit maksimaalisesti Keskittyy kyseenalaistamaan ja eliminoimaan kaikkea, joka ei tuo asiakkaalle lisäarvoa
konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ.
 konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ. Toimintaperiaatteemme Maailma kehittyy koko ajan. Yksi menestyksekkään liiketoiminnan kulmakivistä on tämän kehityksen mukana
konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ. Toimintaperiaatteemme Maailma kehittyy koko ajan. Yksi menestyksekkään liiketoiminnan kulmakivistä on tämän kehityksen mukana
Tuotantotalouden 25 op sivuaine
 Tuotantotalouden 25 op sivuaine Tuotantotalous 25 op Mitä? teknistä osaamista, taloustieteiden menetelmiä sekä ymmärrystä ihmisen käyttäytymisestä tavoitteena tuottavuuden, laadun ja työhyvinvoinnin parantaminen
Tuotantotalouden 25 op sivuaine Tuotantotalous 25 op Mitä? teknistä osaamista, taloustieteiden menetelmiä sekä ymmärrystä ihmisen käyttäytymisestä tavoitteena tuottavuuden, laadun ja työhyvinvoinnin parantaminen
Tavaratalokaupan automaattitäydennyksellä tehoa ketjutoimintaan!
 Whitepaper 12.6.2009 1 / 5 Tavaratalokaupan automaattitäydennyksellä tehoa ketjutoimintaan! Kirjoittaja: Mikko Kärkkäinen Toimitusjohtaja, TkT Tämä artikkeli keskittyy täydennystilaamiseen tavaratalokaupan
Whitepaper 12.6.2009 1 / 5 Tavaratalokaupan automaattitäydennyksellä tehoa ketjutoimintaan! Kirjoittaja: Mikko Kärkkäinen Toimitusjohtaja, TkT Tämä artikkeli keskittyy täydennystilaamiseen tavaratalokaupan
Lean johtaminen ja työkalut. Työpaja 16.3.2016
 Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Digiajan menestyksekäs toimitusketju
 Varsinais-Suomi Digiajan menestyksekäs toimitusketju 26.10.2018 Suomen Osto- ja Logistiikkayhdistys LOGY ry Digiajan toimitusketju 08:00 Aamiainen 08:25 Tervetulosanat LOGY Etelä Petri Hällfors 08:30 Maailma
Varsinais-Suomi Digiajan menestyksekäs toimitusketju 26.10.2018 Suomen Osto- ja Logistiikkayhdistys LOGY ry Digiajan toimitusketju 08:00 Aamiainen 08:25 Tervetulosanat LOGY Etelä Petri Hällfors 08:30 Maailma
Lean-implementaation tiekartta VSSHP:ssä Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut
 Lean-implementaation tiekartta VSSHP:ssä 8.5.2017 Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut 1 VSSHP strategia 2017-2018, neljä strategista päämäärää Kaiken toiminnan on tuotettava arvoa
Lean-implementaation tiekartta VSSHP:ssä 8.5.2017 Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut 1 VSSHP strategia 2017-2018, neljä strategista päämäärää Kaiken toiminnan on tuotettava arvoa
Vaasan yliopisto 6.6.2014 1(8) Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe
 Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe") Vaasan yliopisto 6.6.2014 1(8) Valintakoe Vastaajan nimi: Lue nämä ohjeet ennen kuin aloitat valintakokeen tekemisen! Valintakokeessa on kolme osiota: Tuotantotalouden osio (tehtävät 1 ja 2, maksimipisteet
Vaasan yliopisto 6.6.2014 1(8) Valintakoe Vastaajan nimi: Lue nämä ohjeet ennen kuin aloitat valintakokeen tekemisen! Valintakokeessa on kolme osiota: Tuotantotalouden osio (tehtävät 1 ja 2, maksimipisteet
Suomen Lean-yhdistys ry Lean Association of Finland. Lean-ajatusmalli. Valunkäytön seminaari Kalle Arsalo
 Suomen Lean-yhdistys ry Lean Association of Finland Lean-ajatusmalli Valunkäytön seminaari 30.03.2017 Kalle Arsalo 19.8.2015 Suomen Lean-yhdistys ry Aatteellinen v. 2009 perustettu henkilöjäsenyhdistys
Suomen Lean-yhdistys ry Lean Association of Finland Lean-ajatusmalli Valunkäytön seminaari 30.03.2017 Kalle Arsalo 19.8.2015 Suomen Lean-yhdistys ry Aatteellinen v. 2009 perustettu henkilöjäsenyhdistys
Oikean hinnan asettaminen
 Oikean hinnan asettaminen Hinnoittelu on yrityksen kannattavuuden kannalta tärkeä tekijä. Tuotteen myyntihintaa voidaan ajatella o markkinoiden kannalta = kuinka paljon asiakkaat ovat valmiita tuotteesta
Oikean hinnan asettaminen Hinnoittelu on yrityksen kannattavuuden kannalta tärkeä tekijä. Tuotteen myyntihintaa voidaan ajatella o markkinoiden kannalta = kuinka paljon asiakkaat ovat valmiita tuotteesta
Infrastruktuurirakentaminen ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA
 Infrastruktuurirakentaminen ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA SISÄLLYS 1. ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA Asfaltin lisäaineen valmistaminen kierrätetystä sellukuidusta...3
Infrastruktuurirakentaminen ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA SISÄLLYS 1. ASFALTIN LISÄAINETTA KIERRÄTETYSTÄ SELLUKUIDUSTA Asfaltin lisäaineen valmistaminen kierrätetystä sellukuidusta...3
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
LAATUA RAAKA-AINEIDEN JALOSTAMISEEN
 LAATUA RAAKA-AINEIDEN JALOSTAMISEEN Elintarvike- ja poroalan koulutushanke PORONLIHAN SUORAMYYNTI KOULUTUS HINNOITTELU Erkki Viero HINNOITTELU TAVOITTEET SISÄLTÖ OPETTAA KUSTANNUS- VASTAAVAA HINNOITTELUA
LAATUA RAAKA-AINEIDEN JALOSTAMISEEN Elintarvike- ja poroalan koulutushanke PORONLIHAN SUORAMYYNTI KOULUTUS HINNOITTELU Erkki Viero HINNOITTELU TAVOITTEET SISÄLTÖ OPETTAA KUSTANNUS- VASTAAVAA HINNOITTELUA
Kannattavuus / Tuottavuus
 Kannattavuus / Tuottavuus Toiminnan kannattavuus / tuottavuus mistä on kysymys? Tuottavuuden perusteet Toimittaja Asiakas Koulutusta 35 vuotta. KANNATTAVUUS TUOTTAVUUS Raaka-aine, Palvelu Yritys Oy Tuote,
Kannattavuus / Tuottavuus Toiminnan kannattavuus / tuottavuus mistä on kysymys? Tuottavuuden perusteet Toimittaja Asiakas Koulutusta 35 vuotta. KANNATTAVUUS TUOTTAVUUS Raaka-aine, Palvelu Yritys Oy Tuote,
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot. Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy
 Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Pohjoismaisen JMIhankintaverkoston. kysyntäennusteita hyödyntäen. Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen
 Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Laskentatoimi. Kirjanpito = ulkoinen laskentatoimi Kustannuslaskenta = sisäinen laskentatoimi
 Laskentatoimi Kirjanpito = ulkoinen laskentatoimi Kustannuslaskenta = sisäinen laskentatoimi Kannattavuus, maksuvalmius, vakavaraisuus Yrityksen on huolehdittava: -kannattavuudesta -maksuvalmiudesta -vakavaraisuudesta
Laskentatoimi Kirjanpito = ulkoinen laskentatoimi Kustannuslaskenta = sisäinen laskentatoimi Kannattavuus, maksuvalmius, vakavaraisuus Yrityksen on huolehdittava: -kannattavuudesta -maksuvalmiudesta -vakavaraisuudesta
Yritykset tässä vertailussa:
 Yritykset tässä vertailussa: This comparison contains the following companies Jouni Sakki Oy Rälssintie 4 B, FIN 72 HELSINKI tel. +358 9 22438785, GSM +358 5 6828 e-mail jouni.sakki@jounisakki.fi Tilaus
Yritykset tässä vertailussa: This comparison contains the following companies Jouni Sakki Oy Rälssintie 4 B, FIN 72 HELSINKI tel. +358 9 22438785, GSM +358 5 6828 e-mail jouni.sakki@jounisakki.fi Tilaus
Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa
 Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa Laikas Oy on vuonna 2005 perustettu tekniseen tukkukauppaan ja huoltopalveluihin erikoistunut perheyritys. Päätoimipaikkamme on Vieremällä
Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa Laikas Oy on vuonna 2005 perustettu tekniseen tukkukauppaan ja huoltopalveluihin erikoistunut perheyritys. Päätoimipaikkamme on Vieremällä
Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland
 Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland hanna.astrom@hushallningssallskapet.se +46 35 46538 Hushållningssällskapet Halland The Rural Economy and
Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland hanna.astrom@hushallningssallskapet.se +46 35 46538 Hushållningssällskapet Halland The Rural Economy and
LOGISTIIKKAKESKUS TOIMINNAN MUUTOKSESSA. Jyrki Putkonen toimitusjohtaja HUS-Logistiikka
 LOGISTIIKKAKESKUS TOIMINNAN MUUTOKSESSA Jyrki Putkonen toimitusjohtaja HUS-Logistiikka VIITEKEHYS 2 HUS-LOGISTIIKKA LUKUINA Liikevaihto 190 milj. euroa Henkilöstö 260 Tuotevalikoima > 55 000 nimikettä
LOGISTIIKKAKESKUS TOIMINNAN MUUTOKSESSA Jyrki Putkonen toimitusjohtaja HUS-Logistiikka VIITEKEHYS 2 HUS-LOGISTIIKKA LUKUINA Liikevaihto 190 milj. euroa Henkilöstö 260 Tuotevalikoima > 55 000 nimikettä
Majoitus- ja ravitsemispalveluissa toimiminen 30 osp. Ammattitaitovaatimukset
 Majoitus- ja ravitsemispalveluissa 30 osp Ammattitaitovaatimukset kunnostaa asiakas- ja työtiloja valmistaa toimipaikan tuotteita ja palveluja myyntiä varten pitää huolta myytävien tuotteiden laadusta
Majoitus- ja ravitsemispalveluissa 30 osp Ammattitaitovaatimukset kunnostaa asiakas- ja työtiloja valmistaa toimipaikan tuotteita ja palveluja myyntiä varten pitää huolta myytävien tuotteiden laadusta
SUOMINEN YHTYMÄ OYJ TULOSTIEDOTE ESITYS
 SUOMINEN YHTYMÄ OYJ TULOSTIEDOTE 1.1. - 31.12.22 ESITYS 5.2.23 Liikevaihdon jakautuma 1-12/22 Joustopakkaukset 72,1 milj. euroa 41,3 % Nauhatuotteet 13,2 milj. euroa 7,5 % 174,8 milj. euroa Kuitukankaat
SUOMINEN YHTYMÄ OYJ TULOSTIEDOTE 1.1. - 31.12.22 ESITYS 5.2.23 Liikevaihdon jakautuma 1-12/22 Joustopakkaukset 72,1 milj. euroa 41,3 % Nauhatuotteet 13,2 milj. euroa 7,5 % 174,8 milj. euroa Kuitukankaat
Miksi työaikaa kohdennetaan? Onko tässä järkeä?
 Miksi työaikaa kohdennetaan? Onko tässä järkeä? Seija Friman 6.5.2015 Tilaisuus, Esittäjä Työajan kohdentaminen Kiekun myötä Kustannuslaskenta & tuottavuusnäkökulma Työajan kohdentaminen mahdollistaa kustannusten
Miksi työaikaa kohdennetaan? Onko tässä järkeä? Seija Friman 6.5.2015 Tilaisuus, Esittäjä Työajan kohdentaminen Kiekun myötä Kustannuslaskenta & tuottavuusnäkökulma Työajan kohdentaminen mahdollistaa kustannusten
Sodankylän kunnan keskuskeittiöhanke
 Sodankylän kunnan keskuskeittiöhanke Hankkeen taustaa Kunnanvaltuuston päätös rakentaa Sodankylään uusi keskuskeittiö Tavoitteena löytää uusi, kannattavampi ja tehokkaampi toimintatapa Uuteen keskuskeittiöön
Sodankylän kunnan keskuskeittiöhanke Hankkeen taustaa Kunnanvaltuuston päätös rakentaa Sodankylään uusi keskuskeittiö Tavoitteena löytää uusi, kannattavampi ja tehokkaampi toimintatapa Uuteen keskuskeittiöön
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet
 Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Terminaalit tehoa energiapuun hankintaan? Forest Energy 2020 vuosiseminaari Joensuu, Jyrki Raitila & Risto Impola, VTT
 Terminaalit tehoa energiapuun hankintaan? Forest Energy 2020 vuosiseminaari Joensuu, 8.10.2013 Jyrki Raitila & Risto Impola, VTT Taustaa Otsikon kysymykseen pyritään vastaamaan pääasiassa seuraavien projektien,
Terminaalit tehoa energiapuun hankintaan? Forest Energy 2020 vuosiseminaari Joensuu, 8.10.2013 Jyrki Raitila & Risto Impola, VTT Taustaa Otsikon kysymykseen pyritään vastaamaan pääasiassa seuraavien projektien,
TU-22.1101 Tuotantotalouden peruskurssi Vastaava opettaja: Karlos Artto Tentin yhteyshenkilo: Atso Takala 050-3739252, atso.takala tkk.
 TU-22.1101 Tuotantotalouden peruskurssi Vastaava opettaja: Karlos Artto Tentin yhteyshenkilo: Atso Takala 050-3739252, atso.takala tkk.fi Kesatentti, 16.6.2008 Opiskelijan tiedot IEtunimi: Sukunimi: Sivuja
TU-22.1101 Tuotantotalouden peruskurssi Vastaava opettaja: Karlos Artto Tentin yhteyshenkilo: Atso Takala 050-3739252, atso.takala tkk.fi Kesatentti, 16.6.2008 Opiskelijan tiedot IEtunimi: Sukunimi: Sivuja
Osavuosikatsaus tammi-syyskuu 2014
 Osavuosikatsaus tammi-syyskuu 2014 Toimitusjohtaja Erkki Järvinen ja CFO Jukka Havia 6.11.2014 Huomautus Kaikki tässä esityksessä esitetyt yritystä tai sen liiketoimintaa koskevat lausumat perustuvat johdon
Osavuosikatsaus tammi-syyskuu 2014 Toimitusjohtaja Erkki Järvinen ja CFO Jukka Havia 6.11.2014 Huomautus Kaikki tässä esityksessä esitetyt yritystä tai sen liiketoimintaa koskevat lausumat perustuvat johdon
tilaus-toimitusketjun yhteistyötä Facts & Figures
 Kannattavampaa tilaus-toimitusketjun yhteistyötä Facts & Figures Jouni Sakki Oy tel. +358 50 60828 e-mail: jouni.sakki@jounisakki.fi www.jounisakki.fi B-to-b tilaus-toimitusketju Tilaus-toimitusketju lävistää
Kannattavampaa tilaus-toimitusketjun yhteistyötä Facts & Figures Jouni Sakki Oy tel. +358 50 60828 e-mail: jouni.sakki@jounisakki.fi www.jounisakki.fi B-to-b tilaus-toimitusketju Tilaus-toimitusketju lävistää
TOIMINTAPROSESSIEN SELKIYTTÄMINEN LÄNSI- JA KESKI- UUDELLAMAALLA
 TOIMINTAPROSESSIEN SELKIYTTÄMINEN LÄNSI- JA KESKI- UUDELLAMAALLA OHJAUSRYHMÄ 24.10.2014 Kehittämiskoordinaattori Tuula Ekholm Asiakkaalle arvoa tuottava työ (LEAN) Päivän työn organisoinnista nousseita
TOIMINTAPROSESSIEN SELKIYTTÄMINEN LÄNSI- JA KESKI- UUDELLAMAALLA OHJAUSRYHMÄ 24.10.2014 Kehittämiskoordinaattori Tuula Ekholm Asiakkaalle arvoa tuottava työ (LEAN) Päivän työn organisoinnista nousseita
Piia-Sofia Anttila. TUOTANTOTILAN LAYOUTSUUNNITTELU Esimerkkinä Veljekset Plusisaari Oy
 Piia-Sofia Anttila TUOTANTOTILAN LAYOUTSUUNNITTELU Esimerkkinä Veljekset Plusisaari Oy Opinnäytetyö CENTRIA-AMMATTIKORKEAKOULU Tuotantotalouden koulutusohjelma Toukokuu 2016 TIIVISTELMÄ OPINNÄYTETYÖSTÄ
Piia-Sofia Anttila TUOTANTOTILAN LAYOUTSUUNNITTELU Esimerkkinä Veljekset Plusisaari Oy Opinnäytetyö CENTRIA-AMMATTIKORKEAKOULU Tuotantotalouden koulutusohjelma Toukokuu 2016 TIIVISTELMÄ OPINNÄYTETYÖSTÄ
RFid:n tekniikan hyödyntäminen Valion tavaravirroissa
 RFid:n tekniikan hyödyntäminen Valion tavaravirroissa RFid Roadshow 2-4.12.2013 Ari Pesonen, Wisteq Oy Wisteq Oy - Established 2004 - Privately Owned - Customer relevant R&D Focus - Several Patents - Local
RFid:n tekniikan hyödyntäminen Valion tavaravirroissa RFid Roadshow 2-4.12.2013 Ari Pesonen, Wisteq Oy Wisteq Oy - Established 2004 - Privately Owned - Customer relevant R&D Focus - Several Patents - Local
ROMUNKÄSITTELYLAITOS. Raahen Romu Oy SEURANTA- JA TARKKAILUSUUNNITELMA
 ROMUNKÄSITTELYLAITOS Raahen Romu Oy SEURANTA- JA TARKKAILUSUUNNITELMA 28.4.2015 Raahen Romu Oy / Seuranta ja tarkkailusuunnitelma 28.4.2014 1/4 1. Laitokselle käsiteltäviksi hyväksyttävät materiaalit Raahen
ROMUNKÄSITTELYLAITOS Raahen Romu Oy SEURANTA- JA TARKKAILUSUUNNITELMA 28.4.2015 Raahen Romu Oy / Seuranta ja tarkkailusuunnitelma 28.4.2014 1/4 1. Laitokselle käsiteltäviksi hyväksyttävät materiaalit Raahen
Tehokkuutta hoitotyöhön, hukkatyö ja Lean ajattelu terveydenhuollossa. Katja Pesonen, suunnittelija, HUS Perusterveydenhuollon yksikkö
 Tehokkuutta hoitotyöhön, hukkatyö ja Lean ajattelu terveydenhuollossa Katja Pesonen, suunnittelija, HUS Perusterveydenhuollon yksikkö Lean ajattelu Filosofia, kulttuuri, arvo, ajattelutapa jne. Parannuskeino,
Tehokkuutta hoitotyöhön, hukkatyö ja Lean ajattelu terveydenhuollossa Katja Pesonen, suunnittelija, HUS Perusterveydenhuollon yksikkö Lean ajattelu Filosofia, kulttuuri, arvo, ajattelutapa jne. Parannuskeino,
Lean käytännössä Vaiheistettu Lean kehittämisen matka
 Lean käytännössä Vaiheistettu Lean kehittämisen matka JTO LEAN LEARNING CENTER OY Vuoden 2016 kevään valmennukset: - 26.-27. tammikuuta - 7.-8. maaliskuuta - 11.-12. toukokuuta Ilmoittautuminen peter.kanerva@lean-jto.fi
Lean käytännössä Vaiheistettu Lean kehittämisen matka JTO LEAN LEARNING CENTER OY Vuoden 2016 kevään valmennukset: - 26.-27. tammikuuta - 7.-8. maaliskuuta - 11.-12. toukokuuta Ilmoittautuminen peter.kanerva@lean-jto.fi
Yritykset tässä vertailussa:
 5.2.214 Yritykset tässä vertailussa: This comparison contains the following companies Gigantti Oy Ab Ikea Oy Kokkolan Halpa-Halli Oy (Konserni) Lidl Suomi Kommandiittiyhtiö (Konserni) Isojoen Konehalli
5.2.214 Yritykset tässä vertailussa: This comparison contains the following companies Gigantti Oy Ab Ikea Oy Kokkolan Halpa-Halli Oy (Konserni) Lidl Suomi Kommandiittiyhtiö (Konserni) Isojoen Konehalli
TAMPEREEN TEKNILLINEN YLIOPISTO Teollisuustalous
 Muista merkita nimesi Ja opiskeliianumerosi iokaiseen paperiin. Myös optiseen lomakkeeseen. Älii irroita papereita nipusta. Kaikki paperit on palautettava. TAMPEREEN 290 10 10 Tuotannonohjauksen tentti
Muista merkita nimesi Ja opiskeliianumerosi iokaiseen paperiin. Myös optiseen lomakkeeseen. Älii irroita papereita nipusta. Kaikki paperit on palautettava. TAMPEREEN 290 10 10 Tuotannonohjauksen tentti
Verkostojen tehokas tiedonhallinta
 Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
LEAN KÄYTÄNNÖN PERUSTEET - Opi polkuautotehtaalla Toyotan tapaan
 LEAN LEARNING CENTER Simulations, Trainings, Coaching 14. - 15.5.2018 ILMOITTAUTUMISET ARI VÄISÄNEN +358 50 571 2970 ari.vaisanen@innotiimi-icg.com PETER KANERVA +358 50 408 8070 peter.kanerva@innotiimi-icg.com
LEAN LEARNING CENTER Simulations, Trainings, Coaching 14. - 15.5.2018 ILMOITTAUTUMISET ARI VÄISÄNEN +358 50 571 2970 ari.vaisanen@innotiimi-icg.com PETER KANERVA +358 50 408 8070 peter.kanerva@innotiimi-icg.com
4 askelta kohti Lean-tuotantoa. Tiedonkeruusta Lean-päivittäisjohtamiseen
 4 askelta kohti Lean-tuotantoa Tiedonkeruusta Lean-päivittäisjohtamiseen 1 Sisällys Sisällys s. 2 Lukijalle s. 3 Mitä Lean on? s. 4 Kohti Lean-päivittäisjohtamista s. 6 Järjestelmän rooli Lean-päivittäisjohtamisessa
4 askelta kohti Lean-tuotantoa Tiedonkeruusta Lean-päivittäisjohtamiseen 1 Sisällys Sisällys s. 2 Lukijalle s. 3 Mitä Lean on? s. 4 Kohti Lean-päivittäisjohtamista s. 6 Järjestelmän rooli Lean-päivittäisjohtamisessa
Business Oulu. Teollisuus-Forum 29.5.2013. Wisetime Oy:n esittely
 Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,