TUOTANNON LAYOUTIN SUUNNITTELU JA TOTEUTUS
|
|
|
- Tuomas Juusonen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 TUOTANNON LAYOUTIN SUUNNITTELU JA TOTEUTUS Oy Pamon Ab LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2017 Ville Yli-Viikari
2 Lahden ammattikorkeakoulu Kone- ja tuotantotekniikan koulutusohjelma YLI-VIIKARI, VILLE: Tuotannon layoutin suunnittelu ja toteutus Oy Pamon Ab Kone- ja tuotantotekniikan opinnäytetyö, 23 sivua, 6 liitesivua Kevät 2017 TIIVISTELMÄ Opinnäytetyö tehtiin Pamon Oy:lle. Työn tarkoituksena oli tutkia Hollolan tehtaan tuotannon kulkua erityisesti layoutin kannalta. Tavoitteena oli suunnitella layout uusiksi tai parantaa olemassa olevaa layoutia ja parantaa sitä kautta tuotannon toimivuutta, ohjattavuutta ja läpäisyaikoja. Työ toteutettiin selvittämällä nykyisen layoutin suunnittelun lähtökohdat ja ongelmakohdat. Edellisen layoutin suunnitteluperusteita sovellettiin uuteen layoutiin. Tietoja tuotannon toiminnasta kerättiin haastattelemalla tuotantopäällikköä ja henkilöstöä. Työssä hyödynnettiin kirjallista materiaalia layout- suunnittelusta. Suunnittelu- ja piirtotyö toteutettiin SolidWorks- ja AutoCAD-ohjelmistoilla. Työn tuloksena Pamonille saatiin kehitettyä toimiva layout-malli joka parantaa tuotannon toimivuutta ja antaa tilaa yhtiön kasvaville tuotantomäärille. Asiasanat: layout, tuotanto, suunnittelu
3 Lahti University of Applied Sciences Degree Programme in Mechanical and Production Engineering YLI-VIIKARI, VILLE: Designing and implementing a factory layout Oy Pamon Ab Bachelor s Thesis in Production Oriented Mechatronics, 23 pages, 6 pages of appendices Spring 2017 ABSTRACT This thesis was made for Pamon Oy. The purpose of the thesis was to study the flow of the production in their Hollola factory, especially from the layout perspective. The aim was to either design a new layout or to develop the old one to achieve greater functionality and controllability, as well as shorter lead-times for the production. The work was carried out by examining the design principles and existing problems in the current layout. These principles were then applied in making a new layout. Information regarding the functionality of the production chain was collected by interviewing the production manager and staff. Literature dealing with layout design was also utilized. The designing and drawing was done with SolidWorks and AutoCad software. The thesis resulted in obtaining a functioning layout for Pamon, which improves the operation and allows the company to raise its production amounts. Key words: layout, production, design
4 SISÄLLYS 1 JOHDANTO 1 2 LAYOUTIN VALINTA Layouttyypit Tuotantolinja Funktionaalinen layout Solulayout Tuotetehtaat ja -verstaat Layouttyypin valinta 8 3 LAYOUTIN SUUNNITTELU Suunnitteluprosessi Funktionaalisen layoutin suunnittelu 10 4 CASE: PAMON Alkutilanteen kartoitus Layoutin toteutus Tilanne uuden layoutin jälkeen 17 5 YHTEENVETO 22 LÄHTEET 23 LIITTEET 24
5 1 1 JOHDANTO Oy Pamon Ab on Hollolassa sijaitseva yhtiö, joka valmistaa ilmanvaihtokoneita ja jäähdyttimiä teollisuudelle, toimistoihin, kouluihin, kerrostaloihin ja pientaloihin KAIR-tuotemerkillä. Pamon Oy on perustettu vuonna Pamon Oy panostaa vahvasti tuotekehitykseen, ja pääpainona sillä on tuottaa teknisesti laadukkaita ja ympäristöystävällisiä tuotteita. (Oy Pamon Ab 2016.) Pamon Oy:n tuotemerkkejä ovat Kair ja Pilpit. KAIR-tuotemerkin alta löytyvät EcoRotor- ja EcoCounter-konemallistot. Mallistojen koneet luokitellaan niiden liikuttaman ilmamäärän mukaan. Ilmamäärä vaihtelee 0,02 ja 2,0 m 3 :n/s välillä. Kaikkiin koneisiin on saatavilla myös integroitu CO 2 - pohjainen jäähdytysjärjestelmä. Pilpit-tuotemerkillä valmistetaan katolle asennettavaa lämmöntalteenottokonetta kerrostaloyhtiöille. Yhtiö suunnittelee ja valmistaa koneensa itse tuotantotiloissaan Hollolassa. Niiden yhteydessä sijaitsee myös pääkonttori. Lisäksi yhtiöllä on myyntiedustajia ympäri Suomea. Henkilöstöä on tuotannon puolella noin 10, myynnissä ja tuotekehityksessä saman verran. Liikevaihto vuonna 2015 oli 5,8 milj. euroa. Pamon Oy on kasvanut voimakkaasti 2000-luvun aikana, ja vuonna 2011 yhtiö muutti aiemmasta toimipaikastaan Hollolan Soramäestä Salpakankaan teollisuusalueelle. Muuton yhteydessä tuotannon layout jäi kunnolla suunnittelematta, ja tuotannon puoli on kärsinyt sen myötä viivästyksistä sekä tilanpuutteesta. Tämän vuoksi opinnäytteen aiheeksi löydettiinkin layoutin ja sitä kautta tuotannon toiminnan parantaminen.
6 2 2 LAYOUTIN VALINTA 2.1 Layouttyypit Layoutilla tarkoitetaan tuotantojärjestelmän fyysisten osien, kuten esimerkiksi koneiden, työpisteiden, varastopaikkojen ja kulkureittien sijoittelua tehtaassa. Layoutit voidaan jakaa kolmeen päätyyppiin: tuotantolinjalayoutiin, funktionaaliseen layoutiin ja solulayoutiin. (Haverila, Uusi- Rauva, Kouri & Miettinen 2005, 475.) Tuotantolinja Tuotantolinjalayoutissa ovat valmistettavan tuotteen työnkulun mukaisessa järjestyksessä. (KUVIO 1) Tuotantolinjassa kappaleen valmistus on automatisoitua ja tehokasta, ja se sopii hyvin suurivolyymisille tuotteille, joissa ei ole vaihtelua. Työnkulku on selkeää, ja työvaiheiden välissä voidaan käyttää mekaanisia kuljettimia. Suuri volyymi ja korkea kuormitusaste ovat edellytykset tuotantolinjan rakentamiselle. Vaikka tuotantolinjan rakentamisen kustannukset ovat suuret, muodostuu sillä tuotettavan tuotteen yksikköhinta alhaiseksi suurten valmistuserien ansiosta. Tuotantolinja sietää huonosti häiriöitä, ja pienikin häiriö voi johtaa nopeasti koko linjan tuottavuuteen. Laadunvalvonta tuotantolinjalla on tärkeätä, sillä linja kykenee tuottamaan tehokkaasti myös viallisia tuotteita. Kapasiteetin kasvattaminen linjan perustamisen jälkeen on vaikeata. Tuotantosarjat ovat usein pitkiä, sillä tuotteen vaihtaminen tai muuttaminen vaatii tavallisesti pitkän asetusajan. Tuotantolinjaa ohjataan usein yhtenä kokonaisuutena. (Haverila ym. 2005, ) Tuotantolinjaa nimitetään myös tuotelähtöiseksi layoutiksi. Linja voi olla pakkotahtinen, tai vapaatahtinen, jossa on järjestetty linjamaisesti mutta materiaalin siirtyminen työpisteestä toiseen ei ole pakkotahtista. Vapaatahtinen linja sallii suuremman vaihtelun tuotteissa, pakkotahtinen taas soveltuu paremmin hyvin suurille kappalemäärille. (Logistiikan Maailma 2016.)
7 3 KUVIO 1. Tuotantolinjalayout (Haverila ym. 2005, 476) Funktionaalinen layout Funktionaalisessa layoutissa (KUVIO 2) kaikki samankaltaiset resurssit kerätään yhteen ja niistä muodostetaan ryhmiä, kuten sorvaamo, viilaamo tai maalaamo (Lapinleimu, Kauppinen & Torvinen 1997, 79). Funktionaalisessa layoutissa tuotantomäärät ja tuotetyypit voivat vaihdella huomattavasti. Koneet ovat usein yleiskoneita, joilla voidaan valmistaa monipuolisesti erilaisia tuotteita. Tuotteet valmistetaan yksittäisinä tai sarjoina. Tuotannonohjaus perustuu eri koneille jonottavien töiden järjestelyyn (Haverila ym. 2005, 476). Koska tuotantopisteitä ohjataan osoittamalla niille jonottavia töitä, on funktionaalisessa layoutissa mahdollista käyttää kapasiteetti tehokkaasti ja tehokkuus on mahdollista nostaa jopa 100 %: iin. Funktionaalisen layoutin etuja ovat kapasiteetin tehokkaan käytön lisäksi sen lisääminen helposti. Funktionaalisen layoutin avulla voidaan valmistaa joustavasti hyvin erilaisia tuotteita, ja sen toteutus tuotantolinjaan verrattuna on halpaa ja helppoa (KUVIO 3). (Haverila ym. 2005, 476.) Yhdeksi eduksi voidaan laskea myös ammattitaidon keskittyminen

8 4 koneryhmään, jolloin kokeneemmat työntekijät voivat helpommin ohjata vähemmän kokeneita. Samalla voidaan käyttää myös yhteisiä työvälineitä, joka voi osaltaan vähentää kalliiden erikoisvälineiden tarvetta. (Lapinleimu ym. 1997, 79.) Funktionaalisen layoutin haittoja ovat huono ohjattavuus. Töiden ohjaus oikea-aikaisesti työvaiheesta ja pisteestä toiseen on hankalaa. Kerääntyvät työjonot kasvattavat keskeneräisen tuotannon määrää ja koko tuotannon läpimenoaikaa. Koska työpisteet eivät sijaitse aina peräkkäin, tuotteiden kuljetuskustannukset kasvavat. Kaikki tämä yhdessä lisää työnjohdon ja tuotannonohjauksen tarvetta. (Haverila ym. 2005, 476.) KUVIO 2. Funktionaalinen layout (Haverila ym. 2005, 477)
9 5 KUVIO 3. Funktionaalisen ja tuotantolinjalayoutin vertailua. (Haverila ym. 2005, 477.) Solulayout Solulayout on välimuoto funktionaalisesta ja tuotantolinjalayoutista (KUVIO 4). Siinä eri työpaikoista ja koneista muodostetaan ryhmiä, soluja, jotka ovat erikoistuneet tiettyjen osien valmistamiseen tai tiettyjen työvaiheiden suorittamiseen. Solujen läpäisyajat funktionaaliseen layoutiin verrattuna ovat huomattavan. Asetusajat tuotteesta toiseen siirryttäessä ovat lyhyet ja solu pystyy valmistamaan joustavasti niitä tuotteita, joiden valmistukseen se on suunniteltu. (Haverila ym. 2005, )
10 6 Jotta jokainen solu olisi itsenäinen yksikkönsä, sillä on oltava seuraavat resurssit: oma tuotteisto valmistettavanaan oma yhtenäinen alueensa oma tuotantokalustonsa omat siirto- ja nostolaitteensa oma henkilöstönsä vastuu kaikesta toiminnastaan. Näiden resurssien ansiosta solulayoutissa sen sisäiset koneet yhdistyvät yhdeksi, yhdellä impulssilla ohjattavaksi vaiheeksi. Solussa on yleensä työasemia enemmän kuin henkilöstöä, jolloin solun sisäistä kuormaa tasataan vaihtamalla työasemaa. Tämän takia henkilöstön täytyy olla monitoimista. (Lapinleimu ym. 1997, 85.) Solulayoutin hyviä puolia ovat helppo ohjattavuus, sillä solua ohjataan yhdellä impulssilla. Tuotteiden tuotantomäärät voivat vaihdella paljon, ja niitä valmistetaan yleensä yksittäiskappaleina tai pieninä sarjoina. Laadunvalvonta helpottuu, koska työvaiheet suoritetaan peräkäin samalla alueella. Samalla helpottuu virheiden löytäminen ja korjaaminen. (Haverila ym. 2005, ) Vaikka solulayout on tuotantolinjaa joustavampi ja funktionaalista järjestelmää tehokkaampi, se on näitä vain oman tuoteryhmänsä puitteissa. Se on funktionaalista järjestelmää herkempi kuormituksen vaihteluille ja tuotevalikoiman muutoksille. (Haverila ym. 2005, 478.)
11 7 KUVIO 4.Solulayout. (Haverila ym. 2005, 478.) Tuotetehtaat ja -verstaat Suuren tuotantolaitoksen toimintoja voidaan jakaa pienempiin erikoistuneisiin yksiköihin, tuotetehtaisiin tai -verstaisiin. Tuoteverstaista alettiin puhua jo 1970-luvulla (Lapinleimu ym. 1997, 96.). Nykyään käytetään enemmän tuotetehdas-termiä (Haverila ym. 2005, 478). Tuotetehdas on tehtaan sisäinen, itsenäinen, solua suurempi yksikkö. Sen vastuihin kuuluu tuotannon lisäksi tuotesuunnittelua, materiaaliostoja ja henkilöstöhallintoa. (Haverila ym. 2005, 478.) Tuotetehtaalla pyritään nostamaan tuottavuutta ja yksinkertaistamaan tuotannonohjausta. Tuottavuuden nousu perustuu siihen, että tuotetehtaalla on omat selkeät tulostavoitteensa ja vastuunsa tehtaan johdolle. Tuotetehtaan ohjaus on helpompaa, sillä yritys voi käsitellä sitä sisäisenä tavarantoimittajana, joka hankkii itse omat materiaalinsa ja jolta tilataan tarvittavat tuotteet ja komponentit. (Haverila ym. 2005, )

12 8 Tavallaan tuotetehdas toimii kuten suurikokoinen tuotantosolu, joka omaa laajemmat vastuut ja valtuudet toimia itsenäisesti. 2.2 Layouttyypin valinta Layouttyyppi valitaan tuotevalikoiman laajuuden ja tuotettavien määrien perusteella. Valmistettaessa suuria määriä samanlaisia tuotteita sovelletaan tuotantolinjalayoutia. Kun taas tuotantomäärät ovat pienet, mutta tuotetyyppien määrä suuri, käytetään funktionaalista layouttyyppiä. Solulayout toimii ikään kuin kompromissina edellä mainittujen välillä. Sitä sovelletaan, kun eri tuotteita valmistetaan toistuvasti muttei kuitenkaan niin paljon, että olisi järkevää muodostaa tuotantolinjaa. Solussa voidaan valmistaa tuotantolinjaa joustavammin erityyppisiä tuotteita. (Haverila ym. 2005, 479.) Layout voi myös vaihdella tehtaan sisällä. Esimerkiksi tuotteet voidaan valmistaa solulayoutissa ja kokoonpanna tuotantolinjassa. Valinnan apuna voidaan käyttää esimerkiksi tuote-määrä-analyysiä (KUVIO 5). KUVIO 5.Tuote-määrä-analyysi. (Haverila ym. 2005, 479.)
13 9 3 LAYOUTIN SUUNNITTELU 3.1 Suunnitteluprosessi Layoutsuunnittelu on monimutkainen prosessi, joka sisältää aina kompromisseja. Juuri monimutkaisuutensa takia yhtä optimaalista ratkaisua ei yleensä ole olemassa. Hyvän layoutin ominaisuudet ovat seuraavat: selkeät materiaalivirrat layout helposti ja joustavasti muutettavissa materiaalien siirtotarve pieni kuljetusmatkat lyhyet erityisosaamista vaativa valmistus keskitetty samaan paikkaan tehtaan sisäisten palvelujen sijoitus käyttöpaikan lähelle materiaalien vastaanoton ja jakelun tehokkuus sisäisen kommunikaation helppous eri valmistusvaiheiden erityistarpeet otettu huomioon kaikki tila tehokkaasti käytetty työturvallisuus ja -tyytyväisyys otettu huomioon. (Haverila ym. 2005, 482.) Layoutsuunnittelun keskeisenä tavoitteena on materiaalivirtojen tehokas suunnittelu. Materiaalien ja työkappaleiden kuljetusmatkat ja -kerrat pyritään minimoimaan työpisteiden ja osastojen sijoittelulla. Tuotannonohjauksen kannalta on edullista pyrkiä selkeisiin materiaalivirtoihin. Layoutsuunnittelussa on otettava myös huomioon mahdolliset laajennus- ja muutostarpeet. Tuotantomäärien ja -tyyppien kasvaessa on layoutia pystyttävä muuttamaan joustavasti. Erityisesti on otettava huomioon tarve siirtää suuria ja muuten vaikeasti liikuteltavia koneita ja laitteita. Suuret koneet, linjastot ja kiinteät rakennelmat onkin sijoitettava siten, että ne eivät haittaa layoutin myöhempää kehittämistä. (Haverila ym. 2005, )
14 10 Eri layoutvaihtoehtojen arvioinnissa voidaan käyttää apuna hyötyarvomatriisia. Siinä annetaan kullekin arvioitavalle tekijälle painoarvo. Eri layoutvaihtoehdot pisteytetään, minkä jälkeen pisteet kerrotaan painoarvolla. Eri vaihtoehtojen pisteet lasketaan yhteen parhaan vaihtoehdon määrittelemiseksi. (Haverila ym. 2005, 481.) 3.2 Funktionaalisen layoutin suunnittelu Funktionaalisessa layoutissa eri tyyppiset koneet, laitteet sekä työpisteet sijoitetaan omiin osastoihinsa. Sen keskeisenä tehtävänä on osastojen välisten siirtomatkojen ja -kertojen minimointi. Funktionaalisessa layoutissa pyritään mahdollisimman suureen joustavuuteen. Kiinteiden koneiden ja laitteiden paikat suunnitellaan niin, että layoutia voidaan jatkossa muuttaa helposti, sillä funktionaalista layouttyyppiä soveltavan tyyppisessä tuotannossa layoutin muutokset tulevaisuudessa ovat todennäköisiä. (Haverila ym. 2005, ) Funktionaalisen layoutsuunnittelun päävaiheet ovat seuraavat: 1. osastojen ja niiden tilantarpeiden määrittäminen 2. osastojen välisten kuljetuskertojen ja -määrien laskeminen 3. osastojen sijoitteluun vaikuttavien muiden tekijöiden etsiminen 4. vaatimukset täyttävien pohjapiirrosvaihtoehtojen laatiminen 5. kuljetusten ja muiden suunnittelukriteerien kannalta parhaan vaihtoehdon valinta 6. pohjapiirroksen sijoitus käytettävissä olevaan tilaan. (Haverila ym. 2005, 483.)

15 11 4 CASE: PAMON 4.1 Alkutilanteen kartoitus Pamonin muutettua vuonna 2011 uusiin tuotantotiloihin oli tuotannon layout suunniteltu vaillinaisesti ja tästä johtuen tuotteet kulkivat usein edestakaisin hallia tuotannon edetessä. (KUVIO 6). Myöskään varastointilaa seuraavaan työvaiheeseen pääsyä odottaville koneen rungoille ei ollut järjestetty. Tilojen puutteen takia koneet odottivat välillä pitkiäkin aikoja kulkureittien varrella. Layoutin puutteellisuudesta johtuen vallitsi hallissa myös krooninen tilanpuute, sillä kaikille tuotteille ei ollut varattu tilaa varastosta. Tilanpuutteeseen tosin vaikutti myös tuotannon jatkuva kasvu ja uusien konemallien suunnittelu. KUVIO 6. Alkuperäinen layout

16 12 Varasto Koneen rungon saapuessa tuotantotiloihin kulkee se ensin runkovarastoon välivarastoitavaksi. Vanhassa layoutissa runkovarasto sijaitsi hallin ulkoovelta katsoen takimmaisena, jolloin runkojen täytyi kulkea hallin läpi varastoitavaksi. Osastojen sijainti aiheutti turhaa työtä koneiden kuljettamisen muodossa. Runkovarastossa ei myöskään ollut määrättyä järjestystä rungoille, esimerkiksi lattian merkintöjen muodossa. Merkintöjen puutteesta johtuen rungot menivät helposti sinne, missä tilaa sattui olemaan sillä hetkellä. (KUVA 1) Ongelma korostui kesällä tai muina lomakausina, kun varsinainen varastomies oli poissa. Hyllytettävien komponenttien varasto sijaitsi heti pääoven vieressä. Paikka oli sinänsä hyvä, mutta lattiatilaa oli rajallisemmin oven vieressä. Pientä tavaraa on lisäksi helppo liikutella ympäriinsä, ja suurempien hyllytettävien tavaroiden liikkuvuus on niin pientä, että varasto saatettiin siirtää myös muualle. KUVA 1. Vanha runkovarasto
17 13 Kokoonpano Kokoonpanolle ei ollut varattu riittävästi tilaa, johtaen siihen, että kokoonpanopisteiden välivarastoiksi muodostuivat kulkuväylät työpisteiden ympärillä. Tiettyihin konemalleihin, tyypillisesti suurempiin koneisiin, käytettävät valmiit peltiosat oli myös varastoitu muualle kuin pisteiden yhteyteen. Pahimmassa tapauksessa peltiosahylly sijaitsi toisella puolen hallia, ja välimatka merkitsi useampaa siirtymistä hallin läpi päivässä. Kokoonpanon yhteyteen oli varastoitu jonkin verran vanhentuneita osia, jotka veivät hyllytilaa varsinaisilta käytettäviltä komponenteilta. Kylmäasennus Kylmäasennuspiste oli ehkä hätäisimmin perustettu osio hallista. Työpiste koostui yhdestä pientavarahyllystä sekä pienestä työtilasta. Välivarastoa pisteellä ei käytännössä ollut, joten työvaiheelle jonossa olevat koneet sijaitsivat kulkureittien varrella sekä runkovarastossa. Suurin osa kylmäasennuksessa käytettävistä komponenteista sijaitsivat ulko-oven viereisessä varastossa, toisella puolen hallia. Sähköistys Sähkötyöpisteiden sijainti keskellä hallia oli oivallinen, mutta sähköpisteiden sisäinen järjestys ei ollut kaikkein toimivin. (KUVA 2) Sähköpisteistä oli muodostettu ikään kuin looseja, joiden väliseininä toimivat pientavarahyllyt. Hyllyt oli aseteltu selät vastakkain kahteen riviin, ja kummallakin puolella sijaitsi eri komponentteja. Tämä tarkoitti sitä, työntekijöiden täytyi usein kulkea muiden työpisteille ja niiden läpi hakeakseen osia koneisiin, ja jos työpisteellä oli työn alla suurempi kone, jäi hyllyjen eteen hyvin rajallisesti. tilaa. Lisäksi hyllyistä puuttuivat asialliset merkinnät hyllypaikoille, ja tavarat menivät usein vääriin kohtiin hyllyä lisäten turhaa tavaroiden etsimistä.

18 14 KUVA 2. Sähkötyöpiste Testaamo Testaamossa sijaitsi kaksi testipistettä peräkkäin, mutta ilman läpikulkua. Silloin siis ensimmäisenä testaamoon mennyt kone jäi jumiin seuraavana tulleen taakse. Yleensä testaamo toimii täydellä kuormituksella, jolloin työn alla olevien koneiden virtaus testipisteen läpi on äärimmäisen tärkeää. Lähettämö Lähettämön alue, erityisesti ulko-oven edessä, muodostui usein pullonkaulaksi. (KUVA 3) Ulko-oven eteen muodostui seinän ja varaston hyllyjen väliin käytävä, joka tukkiutui helposti suuremman tavaralähetyksen saapuessa. Pahimmassa tapauksessa tukkiutuminen aiheutti sen, että tavaroiden vastaanotto ja lähetys olisi jumissa lähes kokonaisen päivän. Juuri saapuvat koneen rungot vaikuttivat eniten mahdolliseen tukkeutumiseen. Runkoja saapuu keskimäärin 10 kerrallaan, ja ne puretaan nopeasti rekasta lähettämöön, jossa ne odottavat, että niistä poistetaan pakkausmuovit ympäriltä ja siirretään runkovarastoon.

19 KUVA 3. Vanha lähettämö ja runkoja odottamassa varastointia 15
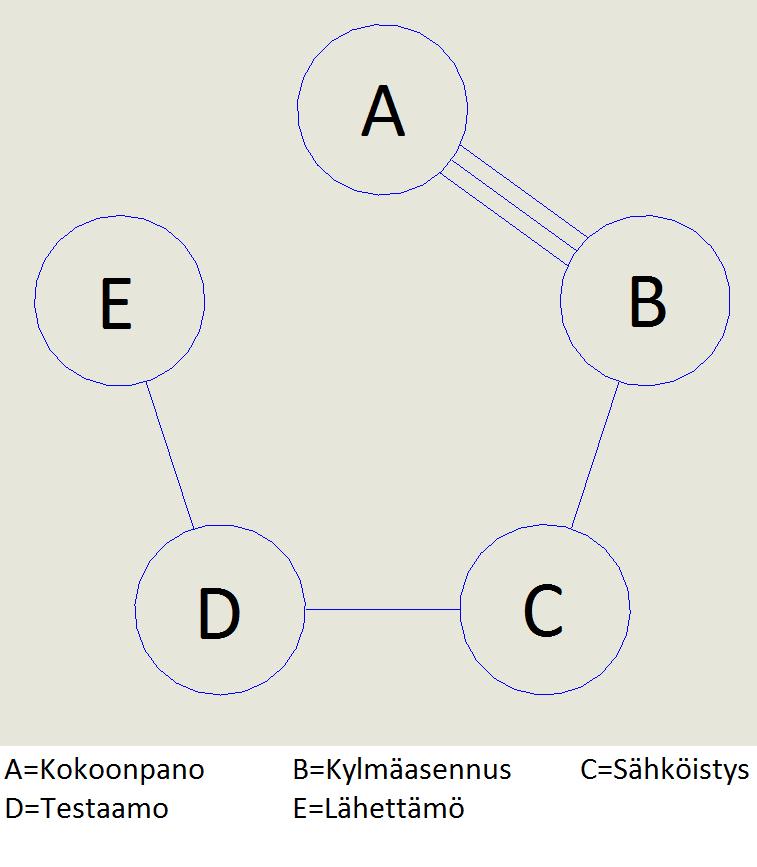
20 Layoutin toteutus Koska työn tavoitteena oli parantaa jo olemassa olevaa layoutia, jolla ei kumminkaan ollut selkeätä teoreettista pohjaa, oli työ syytä aloittaa tarkastelemalla valmistettavia tuotteita ja niiden ominaisuuksia, tavaran kulkua tuotantotiloissa, työpisteiden ryhmittelyä ja tulevaa tarvetta layoutin muutokselle. Tarkastelemalla tuotantoa voidaan tehdä seuraavia huomioita: tuotantomäärät pienet tuotteiden vaihtelu suurta: koneet räätälöidään asiakkaan tarpeen mukaan, eikä vakiomallia ole käytännössä olemassa työvaiheet jaettavissa helposti neljään osioon: kokoonpano, kylmäasennus, sähköistys, ja testaus. Lisäksi pientavara- ja runkovarastot. työpisteet jaoteltu työvaiheen mukaan tuotannonohjaus määräämällä työpisteille töitä työmääräimien muodossa. Tarkastelemalla näitä havaintoja tuotannon toiminnasta voitiin todeta, että nykyinen layout muistuttaa vahvasti funktionaalista layoutia. Layoutia alettiin siis toteuttaa funktionaalisen layoutin vaatimusten perusteella. Tätä varten tehtiin työnkulkukaavio (LIITE 1). Koska kaikki koneet kulkevat samaa reittiä, paitsi mahdollinen hyppäys kylmäosaston yli, käytettiin yhtä kaaviota. Osastojen tilantarpeita ei aiottu layoutin muutoksessa muuttaa, joten niistä ei laadittu erillistä piirrosta. Tilantarpeet laskettiin alkuperäisestä layoutpiirustuksesta (LIITE 2). Osastojen välisten kuljetuskertojen määrittelyyn käytettiin Mutherin yhteyssuhdepiirrosta, jossa osastojen välinen riippuvuus vastaa niiden välisiä, työnkulkukaavion mukaisia siirtokertoja. Piirroksesta jätettiin ulkopuolelle varastotilat ja siihen otettiin mukaan lähettämö (LIITE 3). Pamonin tapauksessa osastojen sijoitteluun vaikuttaa myös se, että kokoonpano-osaston on oltava lähellä runkovarastoa ja lähettämön lähellä ulko-ovea, sillä lähettämön kautta
21 17 kulkee kaikki vastaanotettava tavara edelleen varastoihin. Piirrosta katsoessa huomataan, että suurin kuljetuskertoihin perustuva riippuvuus on kokoonpanon ja kylmäasennuksen välillä, sillä kone saattaa kulkea niiden välillä useamman kerran edes takaisin. Osastojen sijainneista laadittiin piirros, jossa osastoja kuvaavat niiden tilantarvetta vastaavat suorakulmiot. Piirrosta kehitettiin vastaamaan parasta sijoittelua osastoille (LIITE 4). Lopullinen piirros sijoitettiin tehtaan tilaan (LIITE 5). Osastojen kannalta parasta sijoittelua ei täysin pystytty toistamaan tehdastilassa, sillä kokoonpano- ja kylmäasennusosastoja ei saatu aivan vierekkäin, mutta sähköasennusosaston läpi jätettiin auki kulkureitti näiden osastojen välille. Lopullisesta layoutista laadittiin piirros, jossa näkyvät myös osastojen sisäinen järjestys (LIITE 6). 4.3 Tilanne uuden layoutin jälkeen Uusi layout otettiin käyttöön kesän 2016 aikana. Suurin yksittäinen muutos suoritettiin erään viikonlopun aikana, kun runko- ja hyllyvarastojen paikkoja vaihdettiin keskenään. Uusi runkovarasto tuli sijaitsemaan ulko-oven vieressä, lähettämön läheisyydessä. Näin saatiin eliminoitua tarve liikuttaa runkoja koko hallin läpi. Runkovarastoon laskettiin myös tilat eri koneen rungoille ja sen lattiaan tehtiin teipillä merkinnät eri konemallien runkojen varastopaikoista. (KUVA 4) Hyllyvarasto taas siirtyi hallin perälle. Koska hyllytettävä tavara on pienempää, sitä on helpompi kuljettaa hallin läpi. Varastosta heitettiin muuton yhteydessä pois paljon vanhentunutta tavaraa ja tavaroiden hyllypaikat määritettiin uusiksi, jolloin varasto saatiin mahtumaan pienempään tilaan ja eniten liikkuvat tavarat saatiin helposti saataville.

22 18 KUVA 4. Uusi runkovarasto Kokoonpano Kokoonpanon osastojen perusrakenne pysyi pitkälti samana. Pienet, nopean läpimenoajan koneet kootaan runkovarastosta nähden kokoonpano- osaston etualalla ja suuremmat koneet, joiden läpimenoaika on pidempi ja jotka sisältävät enemmän käsityötä, kootaan taaempana. Osaston takaosassa sijaitsevaa peltityöpistettä tiivistettiin, jotta työ siellä olisi sujuvampaa eikä työpiste veisi turhaan tilaa muilta osastoilta. (KUVA 5) Peltiosahyllyjä käytiin läpi ja vanhentuneita osia heitettiin pois tai varastoitiin, ja jäljelle jäävät hyllyt aseteltiin niin, että työpisteiden yhteyteen jäi tilaa välivarastoille. Osaston suunnittelussa otettiin huomioon kapasiteetin myöhempi lisääminen jättämällä tilaa lisätyöpisteille.

23 19 KUVA 5. Peltityöpiste Kylmäasennus Kylmäasennusosasto siirrettiin lähelle kokoonpano- osastoa. Kylmäasennusosastolla ei aiemmin ollut välivarastoa, joten sille perustettiin oma pieni varasto osaston yhteyteen ja koska se sijaitsee nyt varaston vieressä, järjestettiin kylmäasennuksen käyttämille tavaroille varastopaikat osaston läheltä. Koska kokoonpano- ja kylmäosaston välillä on eniten siirtokertoja, aiheutti sen aikaisempi sijainti lähettämön takana paljon koneiden ylimääräistä kulkemista hallin läpi ja välivaraston puutteessa koneet odottivat työn alle pääsyä runkovaraston puolella. Nyt osastojen välinen siirtomatka on lyhyt ja kylmäasennukselle on varattu tilaa välivarastointia varten. Sähköistys Sähköasennusosaston suurin vika oli se, että pisteet oli jaettu varastohyllyillä. Hyllyissä ei myöskään ollut kunnollisia merkintöjä komponenteille ja käytettävien komponenttien seassa oli vanhentuneita
 Hyllyjä alettiin käyttämään läpivirtausperiaatteella, jossa varastomies täyttää hyllyjä varaston puolelta ja sähkömiehet ottavat komponentit sähköosaston puolelta.")
24 20 sekä viallisia komponentteja. Sähköosaston uudistus aloitettiin käymällä hyllyt läpi poistaen vanhentuneet komponentit, ja itse hyllyt purettiin ja järjestettiin sähköosaston ja varaston välille. (KUVA 6) Hyllyjä alettiin käyttämään läpivirtausperiaatteella, jossa varastomies täyttää hyllyjä varaston puolelta ja sähkömiehet ottavat komponentit sähköosaston puolelta. Käytetyimmät komponentit sijoitettiin hyllystön keskiosaan. Työpisteet järjestettiin pitkittäin hyllyn pituudelle, kaksi työpöytää selät vastakkain. Sähköosasto oli nyt avoin, ja sitä saatiin työnnettyä pidemmälle keskikäytävältä, jolloin käytävän vierelle saatiin järjestettyä välivarastoa asennukseen tuleville koneille. KUVA 6. Sähkötyöpiste ja läpivirtaushyllyjä Testaamo Testaamo pysyi lähestulkoon ennallaan. Peräkkäin olevat työpisteet oli kumminkin aseteltu niin, että taaemmalle pisteelle menevät koneet jäivät etummaisen koneen taakse. Tämä ratkaistiin poistamalla pisteen takaseinän virkaa tekevä sermi, jolloin taaemmalle pisteelle voitiin kuljettaa koneita lähettämön kautta. Aikaisempi järjestely johtui siitä, että osastolla

25 21 oli vain yksi kiinteä työpiste ja satunnaisesti toinen testaaja töissä. Nyt osastolle tehtiin myös toinen kiinteä työpiste vastaamaan kasvaneita toimitusmääriä. (KUVA 7) KUVA 7. Testaamo Lähettämö Lähettämö siirrettiin pois uuden runkovaraston tieltä toiselle puolelle ulkoovelle johtavaa käytävää. Lähettämön välivarastossa aiemmin olleita tavaroita siirrettiin varsinaiseen varastoon. Kuten kaikkialla, vanhat osat eriteltiin samalla pois hyllyistä.
26 22 5 YHTEENVETO Tämän opinnäytetyön tarkoituksena oli tarkastella Pamon Oy:n tuotantotilojen layoutia ja muuttaa sitä niin, että tuotteille saavutetaan nopeampi läpimenoaika ja selkiyttää osastojen sijaintia toisiinsa nähden sekä parantaa niiden sisäistä layoutia ja sitä kautta työntekijöiden tuottavuutta. Tavoitteena oli myös selkiyttää varastojen järjestystä ja niissä sijaitsevien osien ja komponenttien varastopaikkoja ja niiden merkintää. Layout oli myös tarpeen suunnitella niin, että sitä voisi muuttaa yrityksen toimitusmäärien kasvaessa. Työn teoriaosassa käsiteltiin erilaisia layouttyyppejä ja niiden valintaa sekä suunnittelua. Varsinainen työosio aloitettiin tutkimalla yrityksen nykytilannetta layoutin näkökulmasta. Layoutista pyrittiin löytämään puutteet ja sitä kautta tuotannon pullonkaulat. Nykyistä layoutia tarkasteltiin tavoitteena löytää sitä lähimmin muistuttava layouttyyppi, jonka periaatteilla sitä voitaisiin alkaa muokkaamaan ja parantamaan. Kun oltiin saatu määriteltyä noudatettava suunnitteluperiaate, jaettiin tuotanto osastoihin, joiden keskinäinen järjestys ja jokaisen sisäinen layout suunniteltiin parhaaksi mahdolliseksi. Layoutin muutoksen jälkeen kesällä 2016 uusi layout todettiin toimivaksi, ja tuotteiden läpimenoaika lyhentyi sekä toiminta tilojen sisällä selkiytyi. Layoutiin suunnitellut laajentamisvarat todettiin tarpeellisiksi, sillä yhtiön kokiessa kasvua suurin osa niistä on jo otettu käyttöön. Koska funktionaalinen layouttyyppi on joustava ja sallii osastojen sisäiset muutokset, on sen muuntaminen jatkossa helppoa, ja joitakin muutoksia layoutiin onkin jo päästy tekemään kasvun myötä.
27 23 LÄHTEET Haverila, M., Uusi- Rauva, E., Kouri, I. & Miettinen, A Teollisuustalous. 5. painos. Tampere: Tammer- Paino. Lapinleimu, I., Kauppinen, V. & Torvinen, S Kone- ja metalliteollisuuden tuotantojärjestelmät. Porvoo: WSOY. Logistiikan Maailma Tuotannon Layout [viitattu ]. Saatavissa: Oy Pamon Ab Yritys [viitattu ]. Saatavissa:
28 LIITTEET LIITE 1. Työnkulkukaavio LIITE 2. Alkuperäinen layout LIITE 3. Yhteyssuhdepiirros LIITE 4. Osastojen sijoittelu LIITE 5. Osastot tehdastilassa LIITE 6. Layout
29 LIITE 1. Työnkulkukaavio
30 LIITE 2. Alkuperäinen layout
31 LIITE 3. Yhteyssuhdepiirros

32 LIITE 4. Osastojen sijoittelu

33 LIITE 5. Osastot tehdastilassa
34 LIITE 6. Layout
LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE
 LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE Case: Makron Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät
LAYOUTIN KEHITTÄMISSUUNNITELMA TUOTANTOTEHTAAN ALKUJALOSTUSOSASTOLLE Case: Makron Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
TUOTANNON KEHITYSPROJEKTI
 Eero Tuomaala TUOTANNON KEHITYSPROJEKTI Oy Escarmat Ltd Tekniikka 2015 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Eero Tuomaala Opinnäytetyön nimi Tuotannon
Eero Tuomaala TUOTANNON KEHITYSPROJEKTI Oy Escarmat Ltd Tekniikka 2015 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Eero Tuomaala Opinnäytetyön nimi Tuotannon
TUOTANNON LAYOUTIN SUUNNITTELU FLINKENBERG OY:LLE
 TUOTANNON LAYOUTIN SUUNNITTELU FLINKENBERG OY:LLE Ammattikorkeakoulun opinnäytetyö Kone- ja tuotantotekniikka Riihimäki, kevät 2013 Oma Allekirjoituksesi Olli Puotiniemi TIIVISTELMÄ RIIHIMÄKI Kone- ja
TUOTANNON LAYOUTIN SUUNNITTELU FLINKENBERG OY:LLE Ammattikorkeakoulun opinnäytetyö Kone- ja tuotantotekniikka Riihimäki, kevät 2013 Oma Allekirjoituksesi Olli Puotiniemi TIIVISTELMÄ RIIHIMÄKI Kone- ja
Tuotannon laatukeskeinen suunnittelu ja ohjaus
 Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI
 Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI Nikke Hiltula Opinnäytetyö Kevät
Nikke Hiltula ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI ASETUS- JA VAIHTOAIKOJEN PIENENTÄMINEN SEKÄ TUOTANTOLINJOJEN KÄYTÖN OPTIMOINTI Nikke Hiltula Opinnäytetyö Kevät
TEHTAAN 3D-MALLINNUS JA MALLIN HYÖTYKÄYTTÖ
 1 Opinnäytetyö AMK Kone- ja tuotantotekniikan insinööri NKONTK13 2017 Teemu Laine TEHTAAN 3D-MALLINNUS JA MALLIN HYÖTYKÄYTTÖ 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan
1 Opinnäytetyö AMK Kone- ja tuotantotekniikan insinööri NKONTK13 2017 Teemu Laine TEHTAAN 3D-MALLINNUS JA MALLIN HYÖTYKÄYTTÖ 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan
Ville Rantala. Uuden tuotantoprosessin layoutin suunnittelu. Opinnäytetyö Syksy 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka
 1 Ville Rantala Uuden tuotantoprosessin layoutin suunnittelu Opinnäytetyö Syksy 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö:
1 Ville Rantala Uuden tuotantoprosessin layoutin suunnittelu Opinnäytetyö Syksy 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö:
SAHAUSSOLUN LAYOUT- SUUNNITTELU
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA SAHAUSSOLUN LAYOUT- SUUNNITTELU Lapinlahden Koneistus Oy TEK I J Ä / T : Heikki Väänänen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA SAHAUSSOLUN LAYOUT- SUUNNITTELU Lapinlahden Koneistus Oy TEK I J Ä / T : Heikki Väänänen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
Antti Karjalainen KYLMÄLAITETEHTAAN LAYOUT-SUUNNITTELU
 Antti Karjalainen KYLMÄLAITETEHTAAN LAYOUT-SUUNNITTELU KYLMÄLAITETEHTAAN LAYOUT-SUUNNITTELU Antti Karjalainen Opinnäytetyö Kevät 2016 Kone- ja tuotantotekniikan koulutusohjelma Oulun ammattikorkeakoulu
Antti Karjalainen KYLMÄLAITETEHTAAN LAYOUT-SUUNNITTELU KYLMÄLAITETEHTAAN LAYOUT-SUUNNITTELU Antti Karjalainen Opinnäytetyö Kevät 2016 Kone- ja tuotantotekniikan koulutusohjelma Oulun ammattikorkeakoulu
Jani Autio NORDIC ALUMINIUM OYJ:N KOKOONPANON LAYOUT- SUUNNITELMA
 Jani Autio NORDIC ALUMINIUM OYJ:N KOKOONPANON LAYOUT- SUUNNITELMA Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tammikuu 2009 1 TIIVISTELMÄ OPINNÄYTETYÖSTÄ
Jani Autio NORDIC ALUMINIUM OYJ:N KOKOONPANON LAYOUT- SUUNNITELMA Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tammikuu 2009 1 TIIVISTELMÄ OPINNÄYTETYÖSTÄ
Juha Rajala. Layoutsuunnitelma ja kapasiteetin kasvattaminen. Opinnäytetyö Syksy 2013 Tekniikan yksikkö Kone- ja tuotantotekniikan koulutusohjelma
 Juha Rajala Layoutsuunnitelma ja kapasiteetin kasvattaminen Opinnäytetyö Syksy 2013 Tekniikan yksikkö Kone- ja tuotantotekniikan koulutusohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä
Juha Rajala Layoutsuunnitelma ja kapasiteetin kasvattaminen Opinnäytetyö Syksy 2013 Tekniikan yksikkö Kone- ja tuotantotekniikan koulutusohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä
LAYOUTIN JA TYÖMENE- TELMIEN SUUNNITTELU
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA LAYOUTIN JA TYÖMENE- TELMIEN SUUNNITTELU HT Laser Oy T E K I J Ä / T : Timo Leinonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA LAYOUTIN JA TYÖMENE- TELMIEN SUUNNITTELU HT Laser Oy T E K I J Ä / T : Timo Leinonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
Vaasan yliopisto (11) Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe
 Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe") Vaasan yliopisto 1.6.2015 1(11) Valintakoe Vastaajan nimi: Tällä hetkellä olen kiinnostunut valitsemaan pääaineeksi Tietotekniikan Tuotantotalouden En tiedä vielä HUOM! Vastauksesi ei ole mitenkään sitova,
Vaasan yliopisto 1.6.2015 1(11) Valintakoe Vastaajan nimi: Tällä hetkellä olen kiinnostunut valitsemaan pääaineeksi Tietotekniikan Tuotantotalouden En tiedä vielä HUOM! Vastauksesi ei ole mitenkään sitova,
Business Oulu. Teollisuus-Forum 29.5.2013. Wisetime Oy:n esittely
 Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Teollisuuden sähköasennukset ja keskusvalmistus
 Teollisuuden sähköasennukset ja keskusvalmistus Elkome Installaatiot Oy on erikoistunut sähköistykseen ja automaatioon. Suunnittelemme ja valmistamme sähkökeskuksia sekä erilaisia erikoiskeskuksia teollisuuden
Teollisuuden sähköasennukset ja keskusvalmistus Elkome Installaatiot Oy on erikoistunut sähköistykseen ja automaatioon. Suunnittelemme ja valmistamme sähkökeskuksia sekä erilaisia erikoiskeskuksia teollisuuden
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Kombinatorinen optimointi
 Kombinatorinen optimointi Sallittujen pisteiden lukumäärä on äärellinen Periaatteessa ratkaisu löydetään käymällä läpi kaikki pisteet Käytännössä lukumäärä on niin suuri, että tämä on mahdotonta Usein
Kombinatorinen optimointi Sallittujen pisteiden lukumäärä on äärellinen Periaatteessa ratkaisu löydetään käymällä läpi kaikki pisteet Käytännössä lukumäärä on niin suuri, että tämä on mahdotonta Usein
UUDEN TUOTANTOLAITOKSEN LAYOUTIN, SISÄLOGISTIIKAN JA TUOTANNON SIIRRON SUUNNITTELU
 UUDEN TUOTANTOLAITOKSEN LAYOUTIN, SISÄLOGISTIIKAN JA TUOTANNON SIIRRON SUUNNITTELU Ossi Väisänen Opinnäytetyö Maaliskuu 2017 Kone- ja tuotantotekniikka Tuotantotekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu
UUDEN TUOTANTOLAITOKSEN LAYOUTIN, SISÄLOGISTIIKAN JA TUOTANNON SIIRRON SUUNNITTELU Ossi Väisänen Opinnäytetyö Maaliskuu 2017 Kone- ja tuotantotekniikka Tuotantotekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu
Heini Salo. Tuotannonohjauksen kehittäminen digitaalipainossa. EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma. Insinöörityö 15.5.
 EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
Lisätietoa tuotteista saa Pemcon nettisivuilta www.pemco.fi, soittamalla Pemcolle p. 03 887410 tai käymällä Finnbuild messuosastollamme 6d31.
 [1] Erittäin hiljaisia ja huippulaatuisia puhallinpattereita vaativiin kohteisiin. Pemco Oy on ottanut omia tuotteitaan täydentämään saksalaiset Roller puhallinpatterit. Niiden äänenpainetaso on alhaisimmillaan
[1] Erittäin hiljaisia ja huippulaatuisia puhallinpattereita vaativiin kohteisiin. Pemco Oy on ottanut omia tuotteitaan täydentämään saksalaiset Roller puhallinpatterit. Niiden äänenpainetaso on alhaisimmillaan
Tuotannon simulointi. Teknologiademot on the road -hanke
 Tuotannon simulointi Teknologiademot on the road -hanke Simulointi Seamkissa Tuotannon simulointia on tarjottu palvelutoimintana yrityksille 90-luvun puolivälistä lähtien. Toteutettuja yritysprojekteja
Tuotannon simulointi Teknologiademot on the road -hanke Simulointi Seamkissa Tuotannon simulointia on tarjottu palvelutoimintana yrityksille 90-luvun puolivälistä lähtien. Toteutettuja yritysprojekteja
Rakennusteollisuus HIRSIEN HÖYLÄÄMINEN
 Rakennusteollisuus HIRSIEN HÖYLÄÄMINEN SISÄLLYS 1. HIRSIEN HÖYLÄÄMINEN Hirsien höylääminen...3 Edut...4 Ominaisuudet...4 Koneet...5 Yhteyshenkilö...6 2 Hirsien höylääminen esite - 29.09.2019 www.makron.com
Rakennusteollisuus HIRSIEN HÖYLÄÄMINEN SISÄLLYS 1. HIRSIEN HÖYLÄÄMINEN Hirsien höylääminen...3 Edut...4 Ominaisuudet...4 Koneet...5 Yhteyshenkilö...6 2 Hirsien höylääminen esite - 29.09.2019 www.makron.com
Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA
 Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kone- ja tuotantotekniikan koulutusohjelma 2012 UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kotiranta, Sakari Satakunnan
Sakari Kotiranta UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kone- ja tuotantotekniikan koulutusohjelma 2012 UUC-POTKURILAITTEEN KOKOONPANOLINJAN LAYOUTSUUNNITELMA Kotiranta, Sakari Satakunnan
TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN
 PUUSTELLI GROUP OY LOPPURAPORTTI TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN Laatija: Timo Hemmilä, Hemcon Oy Päiväys: Luottamuksellisuus: julkinen Hyväksynyt: Tarmo Vesimäki, Puustelli Group Oy Projektin
PUUSTELLI GROUP OY LOPPURAPORTTI TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN Laatija: Timo Hemmilä, Hemcon Oy Päiväys: Luottamuksellisuus: julkinen Hyväksynyt: Tarmo Vesimäki, Puustelli Group Oy Projektin
Valaisimien kokoonpanon tehostaminen
 Valaisimien kokoonpanon tehostaminen Case: Kera Group Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Muovitekniikka Opinnäytetyö Kevät 2016 Jarkko Vuontelo Lahden ammattikorkeakoulu Materiaalitekniikka
Valaisimien kokoonpanon tehostaminen Case: Kera Group Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Muovitekniikka Opinnäytetyö Kevät 2016 Jarkko Vuontelo Lahden ammattikorkeakoulu Materiaalitekniikka
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000
 LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
JAVA-OHJELMOINTI 3 op A274615
 JAVA-OHJELMOINTI 3 op A274615 Layoutit Teemu Saarelainen teemu.saarelainen@kyamk.fi Lähteet: http://java.sun.com/docs/books/tutorial/index.html Vesterholm, Kyppö: Java-ohjelmointi, Talentum 2004. Layout
JAVA-OHJELMOINTI 3 op A274615 Layoutit Teemu Saarelainen teemu.saarelainen@kyamk.fi Lähteet: http://java.sun.com/docs/books/tutorial/index.html Vesterholm, Kyppö: Java-ohjelmointi, Talentum 2004. Layout
Teppo Isotalus LAYOUTIN JA TUOTANTOSUUNNITELMAN LAATIMINEN PROFIILIOVI KY:LLE
 Teppo Isotalus LAYOUTIN JA TUOTANTOSUUNNITELMAN LAATIMINEN PROFIILIOVI KY:LLE Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2012 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö
Teppo Isotalus LAYOUTIN JA TUOTANTOSUUNNITELMAN LAATIMINEN PROFIILIOVI KY:LLE Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2012 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö
Virtauttaminen. Arto Saari
 Virtauttaminen Professori Arto Saari Tampereen teknillinen yliopisto, Rakennustekniikan laboratorio RAIN-tutkimuksen loppuseminaari 11.12.2018, Helsinki Arto Saari 11.12.2018 1 Tutkimusryhmä Tohtorikoulutettava,
Virtauttaminen Professori Arto Saari Tampereen teknillinen yliopisto, Rakennustekniikan laboratorio RAIN-tutkimuksen loppuseminaari 11.12.2018, Helsinki Arto Saari 11.12.2018 1 Tutkimusryhmä Tohtorikoulutettava,
TUOTANTOLAITOKSEN LAYOUT-SUUNNITTELU
 TUOTANTOLAITOKSEN LAYOUT-SUUNNITTELU Sami Ärlig Opinnäytetyö Toukokuu 2016 Kone- ja tuotantotekniikka Kone- ja laiteautomaatio TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka Kone-
TUOTANTOLAITOKSEN LAYOUT-SUUNNITTELU Sami Ärlig Opinnäytetyö Toukokuu 2016 Kone- ja tuotantotekniikka Kone- ja laiteautomaatio TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka Kone-
Noutoseinä. Termejä ja toteutustapoja
 Noutoseinä Termejä ja toteutustapoja 1 Astioita Laatikko 1, reunallinen laatikko 2, kulmikas sanko ja muovikassi 3, paperikassi 4, kahdelta sivulta avoin astia 5 2 Säilöjä Vaunu voi sisältää astioita ja/tai
Noutoseinä Termejä ja toteutustapoja 1 Astioita Laatikko 1, reunallinen laatikko 2, kulmikas sanko ja muovikassi 3, paperikassi 4, kahdelta sivulta avoin astia 5 2 Säilöjä Vaunu voi sisältää astioita ja/tai
Varastossa kaikki hyvin vai onko?
 Varastossa kaikki hyvin vai onko? Done Software Solutions Oy Arto Pellonpää Done Software Solutions Oy Revenio Group Oyj 2013 liikevaihto 25,4 MEUR henkilöstö lähes 300 listattu NASDAQ OMX Helsingin Pörssissä
Varastossa kaikki hyvin vai onko? Done Software Solutions Oy Arto Pellonpää Done Software Solutions Oy Revenio Group Oyj 2013 liikevaihto 25,4 MEUR henkilöstö lähes 300 listattu NASDAQ OMX Helsingin Pörssissä
Janne Soutukorva AUTOKORJAAMON TOIMINNAN KEHITTÄMINEN
 Janne Soutukorva AUTOKORJAAMON TOIMINNAN KEHITTÄMINEN AUTOKORJAAMON TOIMINNAN KEHITTÄMINEN Janne Soutukorva Opinnäytetyö Kevät 2013 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
Janne Soutukorva AUTOKORJAAMON TOIMINNAN KEHITTÄMINEN AUTOKORJAAMON TOIMINNAN KEHITTÄMINEN Janne Soutukorva Opinnäytetyö Kevät 2013 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
Suomen Turvallisuusneuvonantajat. Laatu ja turvallisuus auditointi
 Suomen Turvallisuusneuvonantajat Laatu ja turvallisuus auditointi Yritys: Tarkastelun kohde: Auditoija: Päiväys: 1.1 Vastuuhenkilöt 1.1.1 Onko kemikaalien maakuljetuksille nimetty turvallisuusneuvonantaja?
Suomen Turvallisuusneuvonantajat Laatu ja turvallisuus auditointi Yritys: Tarkastelun kohde: Auditoija: Päiväys: 1.1 Vastuuhenkilöt 1.1.1 Onko kemikaalien maakuljetuksille nimetty turvallisuusneuvonantaja?
He who stops being better stops being good
 1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
Loppuraportti. Virtuaali-Frami, CAVE-ohjelmisto. Harri Mähönen projektiassistentti Seinäjoen ammattikorkeakoulu. Versio
 1 Loppuraportti Virtuaali-Frami, CAVE-ohjelmisto Harri Mähönen projektiassistentti Seinäjoen ammattikorkeakoulu Versio 1.0 15.1.2006 2 Sisällys Tiivistelmä... 3 1 Johdanto... 4 1.1 Dokumentin tarkoitus...
1 Loppuraportti Virtuaali-Frami, CAVE-ohjelmisto Harri Mähönen projektiassistentti Seinäjoen ammattikorkeakoulu Versio 1.0 15.1.2006 2 Sisällys Tiivistelmä... 3 1 Johdanto... 4 1.1 Dokumentin tarkoitus...
TUOTANTOLINJAN LAYOUT- SUUNNITTELU
 TUOTANTOLINJAN LAYOUT- SUUNNITTELU Case: Kemppi Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2012 Jyri Ruotsalainen Lahden
TUOTANTOLINJAN LAYOUT- SUUNNITTELU Case: Kemppi Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2012 Jyri Ruotsalainen Lahden
Ergonomia työterveyden edistäjänä
 Ergonomia työterveyden edistäjänä Työterveyslaitoksen koulutus 2016 Mika Nyberg, TtM, tft, erityisasiantuntija mika.nyberg@ttl.fi, Työterveyslaitos, Tampere Työterveyshuolto - Ergonomia Ergonomia on ihmisen
Ergonomia työterveyden edistäjänä Työterveyslaitoksen koulutus 2016 Mika Nyberg, TtM, tft, erityisasiantuntija mika.nyberg@ttl.fi, Työterveyslaitos, Tampere Työterveyshuolto - Ergonomia Ergonomia on ihmisen
Tuotantotilojen materiaalivirtojen kehittäminen
 Tuotantotilojen materiaalivirtojen kehittäminen layoutin avulla Aki Tarkiainen Opinnäytetyö.. Ammattikorkeakoulututkinto SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä Koulutusala Tekniikan ja liikenteen
Tuotantotilojen materiaalivirtojen kehittäminen layoutin avulla Aki Tarkiainen Opinnäytetyö.. Ammattikorkeakoulututkinto SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä Koulutusala Tekniikan ja liikenteen
Layoutin ja tuotannon. suunnittelu uusiin tiloihin
 Layoutin ja tuotannon suunnittelu uusiin tiloihin Rolle Lievonen Opinnäytetyö Maaliskuu 2015 Kone- ja tuotantotekniikan koulutusohjelma Tekniikan ja liikenteen ala Kuvailulehti Tekijä(t) Lievonen, Rolle
Layoutin ja tuotannon suunnittelu uusiin tiloihin Rolle Lievonen Opinnäytetyö Maaliskuu 2015 Kone- ja tuotantotekniikan koulutusohjelma Tekniikan ja liikenteen ala Kuvailulehti Tekijä(t) Lievonen, Rolle
Jukka Keskinen. Kokoonpanolinjan kehittäminen. HKT Nurmela Oy
 Jukka Keskinen Kokoonpanolinjan kehittäminen HKT Nurmela Oy Opinnäytetyö Syksy 2012 Tekniikan yksikkö Puutekniikan koulutusohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Jukka Keskinen Kokoonpanolinjan kehittäminen HKT Nurmela Oy Opinnäytetyö Syksy 2012 Tekniikan yksikkö Puutekniikan koulutusohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Rakennusteollisuus LAMELLIHIRSIEN TUOTANTO
 Rakennusteollisuus LAMELLIHIRSIEN TUOTANTO SISÄLLYS 1. LAMELLIHIRSIEN TUOTANTO Lamellihirsien tuotanto...3 Edut...4 Esimerkit...4 Lamellihirsien tuotantolinjat...5 Yhteyshenkilö...7 2 Lamellihirsien tuotanto
Rakennusteollisuus LAMELLIHIRSIEN TUOTANTO SISÄLLYS 1. LAMELLIHIRSIEN TUOTANTO Lamellihirsien tuotanto...3 Edut...4 Esimerkit...4 Lamellihirsien tuotantolinjat...5 Yhteyshenkilö...7 2 Lamellihirsien tuotanto
Mill-Planner Tuotannonohjausjärjestelmä
 Mill- Planner on valmistavalle teollisuudelle tarkoitettu tuotannonohjausjärjestelmä. Mill-Planner on kehitetty suomalaisten teollisuusyritysten kanssa, jotka ovat aikaisemmin tehneet tuotannonohjausta
Mill- Planner on valmistavalle teollisuudelle tarkoitettu tuotannonohjausjärjestelmä. Mill-Planner on kehitetty suomalaisten teollisuusyritysten kanssa, jotka ovat aikaisemmin tehneet tuotannonohjausta
Luku 8. Aluekyselyt. 8.1 Summataulukko
 Luku 8 Aluekyselyt Aluekysely on tiettyä taulukon väliä koskeva kysely. Tyypillisiä aluekyselyitä ovat, mikä on taulukon välin lukujen summa tai pienin luku välillä. Esimerkiksi seuraavassa taulukossa
Luku 8 Aluekyselyt Aluekysely on tiettyä taulukon väliä koskeva kysely. Tyypillisiä aluekyselyitä ovat, mikä on taulukon välin lukujen summa tai pienin luku välillä. Esimerkiksi seuraavassa taulukossa
MERIPERUSTUSTEN VALMISTUS- JA ASENNUSPROJEKTIT
 Uutta liiketoimintaa merituulivoimasta Helsinki 24.9.2013 Ilkka Rantanen, STX Finland Oy MERIPERUSTUSTEN VALMISTUS- JA ASENNUSPROJEKTIT Windenergy Lastausta Turun telakalla elokuussa 2013 30 September
Uutta liiketoimintaa merituulivoimasta Helsinki 24.9.2013 Ilkka Rantanen, STX Finland Oy MERIPERUSTUSTEN VALMISTUS- JA ASENNUSPROJEKTIT Windenergy Lastausta Turun telakalla elokuussa 2013 30 September
Joulupukin työpaja leipomalla piparkakkutaikinasta kolmen kurssin yhteinen harjoitustyö
 Joulupukin työpaja leipomalla piparkakkutaikinasta kolmen kurssin yhteinen harjoitustyö TkT Kari Kisko TkT Juha Lindfors Oulun yliopisto Itä-Suomen yliopisto Tuotantotalouden Kansanterveystiede ja kliininen
Joulupukin työpaja leipomalla piparkakkutaikinasta kolmen kurssin yhteinen harjoitustyö TkT Kari Kisko TkT Juha Lindfors Oulun yliopisto Itä-Suomen yliopisto Tuotantotalouden Kansanterveystiede ja kliininen
Vaasan yliopisto 7.6.2013 1(10) Tietotekniikka ja tuotantotalous, kauppatieteet Valintakoe
 Tietotekniikka ja tuotantotalous, kauppatieteet Valintakoe") Vaasan yliopisto 7.6.2013 1(10) Valintakoe Vastaajan nimi: Lue nämä ohjeet ennen kuin aloitat valintakokeen tekemisen! Valintakoe muodostuu kahdesta osiosta: Ensimmäinen osio perustuu valintakoekirjallisuuteen
Vaasan yliopisto 7.6.2013 1(10) Valintakoe Vastaajan nimi: Lue nämä ohjeet ennen kuin aloitat valintakokeen tekemisen! Valintakoe muodostuu kahdesta osiosta: Ensimmäinen osio perustuu valintakoekirjallisuuteen
Laitteita ja laitoksia uusille puun kyllästys- ja modifiointiteknologioille ja biomassan kuivaukseen. Toimitusjohtaja Jukka Pakarinen, Kit-Sell Oy
 Laitteita ja laitoksia uusille puun kyllästys- ja modifiointiteknologioille ja biomassan kuivaukseen Toimitusjohtaja Jukka Pakarinen, Kit-Sell Oy SOLID KNOWLEDGE PL 35 82501 KITEE www.kit-sell.fi KIT-SELL
Laitteita ja laitoksia uusille puun kyllästys- ja modifiointiteknologioille ja biomassan kuivaukseen Toimitusjohtaja Jukka Pakarinen, Kit-Sell Oy SOLID KNOWLEDGE PL 35 82501 KITEE www.kit-sell.fi KIT-SELL
Kaikki yrityksesi toiminnot saman katon alla
 Kaikki yrityksesi toiminnot saman katon alla PRESSI mahdollistaa toimistotilan yhdistämisen korkeaan tuotanto-, varasto-, laboratorio- tai showroomtilaan. Eri toiminnot yhdistyvät hissillä saumattomasti
Kaikki yrityksesi toiminnot saman katon alla PRESSI mahdollistaa toimistotilan yhdistämisen korkeaan tuotanto-, varasto-, laboratorio- tai showroomtilaan. Eri toiminnot yhdistyvät hissillä saumattomasti
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland
 Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland hanna.astrom@hushallningssallskapet.se +46 35 46538 Hushållningssällskapet Halland The Rural Economy and
Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland hanna.astrom@hushallningssallskapet.se +46 35 46538 Hushållningssällskapet Halland The Rural Economy and
Pohjoismaisen JMIhankintaverkoston. kysyntäennusteita hyödyntäen. Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen
 Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Mobiililiiketoiminnan uudet ratkaisut
 Teknisen palveluliiketoiminnan tuotannonohjauksen ja logistiikan kehittäminen Mobiililiiketoiminnan uudet ratkaisut YIT Primatel Oy Kehityspäällikkö Jaana Saarela 24.11.2005 Esityksen sisältö YIT Primatel
Teknisen palveluliiketoiminnan tuotannonohjauksen ja logistiikan kehittäminen Mobiililiiketoiminnan uudet ratkaisut YIT Primatel Oy Kehityspäällikkö Jaana Saarela 24.11.2005 Esityksen sisältö YIT Primatel
Betoniautot. Betoniautoja käytetään betonin kuljetukseen. Pyörintäsäiliö on jaettu 2 tukipisteeseen.
 Yleisiä tietoja Yleisiä tietoja Betoniautoja käytetään betonin kuljetukseen. Pyörintäsäiliö on jaettu 2 tukipisteeseen. Päällirakennetta pidetään vääntöherkkänä. Tämän asiakirjan ohjeet on laadittu optimoimaan
Yleisiä tietoja Yleisiä tietoja Betoniautoja käytetään betonin kuljetukseen. Pyörintäsäiliö on jaettu 2 tukipisteeseen. Päällirakennetta pidetään vääntöherkkänä. Tämän asiakirjan ohjeet on laadittu optimoimaan
KOKOONPANOSOLUN MATERIAALIVIRTA JA LAYOUTSUUNNITTELU
 KOKOONPANOSOLUN MATERIAALIVIRTA JA LAYOUTSUUNNITTELU Maiju Lyytikäinen Opinnäytetyö Toukokuu 2015 Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone-
KOKOONPANOSOLUN MATERIAALIVIRTA JA LAYOUTSUUNNITTELU Maiju Lyytikäinen Opinnäytetyö Toukokuu 2015 Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone-
4 YLIVOIMAISTA OMINAISUUTTA
 4 YLIVOIMAISTA OMINAISUUTTA Liikkuvuus Tuottavuus Monitoimisuus Ympäristövastuu Luo mahdollisuuksia www.lannencenter.com FI SIIRTYY TYÖMAALTA TYÖMAALLE. Tähän eivät muut pysty. Kaiva, kuormaa, nosta ja
4 YLIVOIMAISTA OMINAISUUTTA Liikkuvuus Tuottavuus Monitoimisuus Ympäristövastuu Luo mahdollisuuksia www.lannencenter.com FI SIIRTYY TYÖMAALTA TYÖMAALLE. Tähän eivät muut pysty. Kaiva, kuormaa, nosta ja
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet
 Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Tuotannon jatkuva optimointi muutostilanteissa
 Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
KIRJANPITO 22C Luento 4a: Hankintameno
 KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
Valaistus. Teollisuus. Case study. Carlo Casagrande. Valoisassa varastossa kelpaa työskennellä Lapinjärvi, Suomi
 Valaistus Teollisuus Case study Carlo Casagrande Valoisassa varastossa kelpaa työskennellä Lapinjärvi, Suomi CoreLine Highbay Taustaa Vuonna 1959 perustettu Carlo Casagrande & Co Oy on kotimainen maahantuontiin
Valaistus Teollisuus Case study Carlo Casagrande Valoisassa varastossa kelpaa työskennellä Lapinjärvi, Suomi CoreLine Highbay Taustaa Vuonna 1959 perustettu Carlo Casagrande & Co Oy on kotimainen maahantuontiin
Supply Chain Module 1
 2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
Nostetta kuormankäsittelyyn
 Kuormausnosturit Vaihtolavalaitteet Ajoneuvotrukit Takalaitanostimet Puutavara- ja kierrätysnosturit Nostetta kuormankäsittelyyn www.hiab.com Hiab tuntee kuormankäsittelyn toimialat ja niiden erityispiirteet.
Kuormausnosturit Vaihtolavalaitteet Ajoneuvotrukit Takalaitanostimet Puutavara- ja kierrätysnosturit Nostetta kuormankäsittelyyn www.hiab.com Hiab tuntee kuormankäsittelyn toimialat ja niiden erityispiirteet.
Logistiikkakeskuspalveluiden mahdollisuudet Oulussa Jukka Lanu, HUB logistics
 Logistiikkakeskuspalveluiden mahdollisuudet Oulussa Jukka Lanu, HUB logistics ASIANTUNTIJAPALVELUT LOGISTIIKAN ULKOISTUS- JA PÄÄOMARATKAISUT PAKKAUKSET JA PAKKAUSPALVELUT HUB pähkinänkuoressa Asiakaskohtaisesti
Logistiikkakeskuspalveluiden mahdollisuudet Oulussa Jukka Lanu, HUB logistics ASIANTUNTIJAPALVELUT LOGISTIIKAN ULKOISTUS- JA PÄÄOMARATKAISUT PAKKAUKSET JA PAKKAUSPALVELUT HUB pähkinänkuoressa Asiakaskohtaisesti
Tuotannon layoutin optimointi
 Jarmo Luoma Tuotannon layoutin optimointi Opinnäytetyö Kevät 2015 SeAMK Tekniikka Kone- ja tuotantotekniikan tutkinto-ohjelma Auto- ja työkonetekniikan suuntautumisvaihtoehto 2 SEINÄJOEN AMMATTIKORKEAKOULU
Jarmo Luoma Tuotannon layoutin optimointi Opinnäytetyö Kevät 2015 SeAMK Tekniikka Kone- ja tuotantotekniikan tutkinto-ohjelma Auto- ja työkonetekniikan suuntautumisvaihtoehto 2 SEINÄJOEN AMMATTIKORKEAKOULU
Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon OHUTLEVY- JA JOUSITUOTEKUMPPANISI
 PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
Oikeat osat, oikeassa paikassa, oikeaan aikaan agilon
 Teollisuusnosturit Ydinvoimalanosturit Satamanosturit Raskaat haarukkatrukit Kunnossapito Työstökonehuolto MATERIAALINHALLINTA Oikeat osat, oikeassa paikassa, oikeaan aikaan agilon 2 Konecranes Agilon
Teollisuusnosturit Ydinvoimalanosturit Satamanosturit Raskaat haarukkatrukit Kunnossapito Työstökonehuolto MATERIAALINHALLINTA Oikeat osat, oikeassa paikassa, oikeaan aikaan agilon 2 Konecranes Agilon
Topi Kyllönen KONEPAJAN TUOTANNON KEHITTÄMINEN JA LAYOUTSUUNNITTELU
 Topi Kyllönen KONEPAJAN TUOTANNON KEHITTÄMINEN JA LAYOUTSUUNNITTELU KONEPAJAN TUOTANNON KEHITTÄMINEN JA LAYOUTSUUNNITTELU Topi Kyllönen Opinnäytetyö Kevät 2015 Kone- ja tuotantotekniikan koulutusohjelma
Topi Kyllönen KONEPAJAN TUOTANNON KEHITTÄMINEN JA LAYOUTSUUNNITTELU KONEPAJAN TUOTANNON KEHITTÄMINEN JA LAYOUTSUUNNITTELU Topi Kyllönen Opinnäytetyö Kevät 2015 Kone- ja tuotantotekniikan koulutusohjelma
septima tuotannon uusi elämä
 septima tuotannon uusi elämä 1 2 3 4 5 6 7 Lupaus Septima-palvelutuotteella saamme seitsemässä päivässä aikaan yrityksesi tuotannolle uuden elämän. Uuden tehokkaamman elämän, jossa kustannukset saadaan
septima tuotannon uusi elämä 1 2 3 4 5 6 7 Lupaus Septima-palvelutuotteella saamme seitsemässä päivässä aikaan yrityksesi tuotannolle uuden elämän. Uuden tehokkaamman elämän, jossa kustannukset saadaan
Teollisuustilojen käytettävyyteen vaikuttavat tekijät
 Teollisuustilojen käytettävyyteen vaikuttavat tekijät Toiminnallisuuteen vaikuttaa: -sujuva materiaalivirta, lyhyet siirtymiset -ristikkäisten toimintojen välttäminen -teknisillä ratkaisuilla tuotannon
Teollisuustilojen käytettävyyteen vaikuttavat tekijät Toiminnallisuuteen vaikuttaa: -sujuva materiaalivirta, lyhyet siirtymiset -ristikkäisten toimintojen välttäminen -teknisillä ratkaisuilla tuotannon
Siimasta toteutettu keinolihas
 AS 0.3200 Automaatio ja systeemitekniikan projektityöt Projektisuunnitelma: Siimasta toteutettu keinolihas Laura Gröhn 224417 Mikko Kyllönen 221177 Lauri Liukko Sipi 84702A Susanna Porkka 225131 3.2.2015
AS 0.3200 Automaatio ja systeemitekniikan projektityöt Projektisuunnitelma: Siimasta toteutettu keinolihas Laura Gröhn 224417 Mikko Kyllönen 221177 Lauri Liukko Sipi 84702A Susanna Porkka 225131 3.2.2015
Ne liittyvät samaan henkilöön, paikkaan, projektiin, asiaan, asiakkaaseen, tapahtumaan tai seikkaan.
 6. Asiakirjapalvelu 6.1 PALVELUINFORMAATIO Palvelun nimi Asiakirjapalvelu Palvelun versio 1.0 Tunnus (ks. M14.4.42) 6.2 Avainkäsitteet 6.2.1 Tarkoituksenmukainen asiakirjakoosteiden muodostaminen MoReq2010
6. Asiakirjapalvelu 6.1 PALVELUINFORMAATIO Palvelun nimi Asiakirjapalvelu Palvelun versio 1.0 Tunnus (ks. M14.4.42) 6.2 Avainkäsitteet 6.2.1 Tarkoituksenmukainen asiakirjakoosteiden muodostaminen MoReq2010
Elina Lehtonen TUOTANTOTILAN LAYOUT-SUUNNITELMAN LAATIMINEN
 Elina Lehtonen TUOTANTOTILAN LAYOUT-SUUNNITELMAN LAATIMINEN Logistiikan koulutusohjelma 2017 TUOTANTOTILAN LAYOUT-SUUNNITELMAN LAATIMINEN Lehtonen, Elina Satakunnan ammattikorkeakoulu Logistiikan koulutusohjelma
Elina Lehtonen TUOTANTOTILAN LAYOUT-SUUNNITELMAN LAATIMINEN Logistiikan koulutusohjelma 2017 TUOTANTOTILAN LAYOUT-SUUNNITELMAN LAATIMINEN Lehtonen, Elina Satakunnan ammattikorkeakoulu Logistiikan koulutusohjelma
VARASTOTOIMINNAN KEHITTÄMINEN
 VARASTOTOIMINNAN KEHITTÄMINEN Case: Stopteltat Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2014 Kasper Airio
VARASTOTOIMINNAN KEHITTÄMINEN Case: Stopteltat Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2014 Kasper Airio
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta
 Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Oulun Ammattikorkeakoulu. 4 kampusta 9000 opiskelijaa 600 työntekijää
 Oulun Ammattikorkeakoulu 4 kampusta 9000 opiskelijaa 600 työntekijää Oulun Ammattikorkeakoulun IT-palveluiden IT-asiakaspalvelupäällikön Jori Löytynojan mukaan OAMK on Suomen ja koko maailman paras ammattikorkeakoulu.
Oulun Ammattikorkeakoulu 4 kampusta 9000 opiskelijaa 600 työntekijää Oulun Ammattikorkeakoulun IT-palveluiden IT-asiakaspalvelupäällikön Jori Löytynojan mukaan OAMK on Suomen ja koko maailman paras ammattikorkeakoulu.
KONEPAJAN LAYOUT-SUUNNITTELU PALFIN OY:LLE
 KONEPAJAN LAYOUT-SUUNNITTELU PALFIN OY:LLE Sami Ipatti Opinnäytetyö Ammattikorkeakoulututkinto ALKUSANAT Haluan kiittää Palfin Oy:n toimitusjohtajaa Ilkka Finneä opinnäytetyöni mielenkiintoisesta aiheesta.
KONEPAJAN LAYOUT-SUUNNITTELU PALFIN OY:LLE Sami Ipatti Opinnäytetyö Ammattikorkeakoulututkinto ALKUSANAT Haluan kiittää Palfin Oy:n toimitusjohtajaa Ilkka Finneä opinnäytetyöni mielenkiintoisesta aiheesta.
RFid:n tekniikan hyödyntäminen Valion tavaravirroissa
 RFid:n tekniikan hyödyntäminen Valion tavaravirroissa RFid Roadshow 2-4.12.2013 Ari Pesonen, Wisteq Oy Wisteq Oy - Established 2004 - Privately Owned - Customer relevant R&D Focus - Several Patents - Local
RFid:n tekniikan hyödyntäminen Valion tavaravirroissa RFid Roadshow 2-4.12.2013 Ari Pesonen, Wisteq Oy Wisteq Oy - Established 2004 - Privately Owned - Customer relevant R&D Focus - Several Patents - Local
The New Generation in Limetec Design
 The New Generation in Limetec Design The New Generation in Limetec Design Limetecin uusi muotoilu - pelkistetyn linjakas ja moderni rakenne Limetec Next - uuden sukupolven muotoilu täysin tiiviillä sandwich-lattiarakenteella
The New Generation in Limetec Design The New Generation in Limetec Design Limetecin uusi muotoilu - pelkistetyn linjakas ja moderni rakenne Limetec Next - uuden sukupolven muotoilu täysin tiiviillä sandwich-lattiarakenteella
Yhteinen työpaikka -uhka vai mahdollisuus? Jarmo Osmo Länsi- ja Sisä-Suomen aluehallintovirasto Työsuojelun vastuualue
 Yhteinen työpaikka -uhka vai mahdollisuus? Jarmo Osmo Länsi- ja Sisä-Suomen aluehallintovirasto Työsuojelun vastuualue [Tekijän nimi ja osasto] 13.12.2018 1 Mikä on yhteinen työpaikka? TtL 49 : Yhteisellä
Yhteinen työpaikka -uhka vai mahdollisuus? Jarmo Osmo Länsi- ja Sisä-Suomen aluehallintovirasto Työsuojelun vastuualue [Tekijän nimi ja osasto] 13.12.2018 1 Mikä on yhteinen työpaikka? TtL 49 : Yhteisellä
Varastokalusteet.
 Varastokalusteet www.toyota-forklifts.fi www.toyota-hyllyt.fi Toyota varastokalusteratkaisut Toyota Material Handling Finland (TM- HFi) tarjoaa samasta osoitteesta sekä materiaalin säilytykseen tarvittavat
Varastokalusteet www.toyota-forklifts.fi www.toyota-hyllyt.fi Toyota varastokalusteratkaisut Toyota Material Handling Finland (TM- HFi) tarjoaa samasta osoitteesta sekä materiaalin säilytykseen tarvittavat
Rakennusteollisuus TALONRAKENNUS
 Rakennusteollisuus TALONRAKENNUS SISÄLLYS 1. TALONRAKENNUS Talonrakennus...3 Edut...4 Ominaisuudet...4 Yhteyshenkilö...5 2 Talonrakennus esite - 15.08.2019 www.makron.com TALONRAKENNUS Makronin mobiilisovellus
Rakennusteollisuus TALONRAKENNUS SISÄLLYS 1. TALONRAKENNUS Talonrakennus...3 Edut...4 Ominaisuudet...4 Yhteyshenkilö...5 2 Talonrakennus esite - 15.08.2019 www.makron.com TALONRAKENNUS Makronin mobiilisovellus
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
Lämpötila-anturit ATEX- ja IECEx-hyväksytyt, Ex d -rakenne
 Lämpötila-anturit ATEX- ja IECEx-hyväksytyt, Ex d -rakenne ATEX / INSTRUMENTIT Lämpötila-anturit ATEX- ja IECEx-hyväksytyt, Ex d -rakenne Sisällysluettelo sivu Tietoa valmistajasta ja tuotteista SKS Group
Lämpötila-anturit ATEX- ja IECEx-hyväksytyt, Ex d -rakenne ATEX / INSTRUMENTIT Lämpötila-anturit ATEX- ja IECEx-hyväksytyt, Ex d -rakenne Sisällysluettelo sivu Tietoa valmistajasta ja tuotteista SKS Group
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA
 VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
FAS VENDING- AUTOMAATIT. Myyntiä kellon ympäri kioski on aina auki.
 FAS VENDING- AUTOMAATIT Myyntiä kellon ympäri kioski on aina auki. FAST 00 KIOSKIAUTOMAATTI Fastin hyllykokoonpanon voi rakentaa makeisille, snack-tuotteille, juomapulloille ja -tölkeille. Säilytyslämpötila
FAS VENDING- AUTOMAATIT Myyntiä kellon ympäri kioski on aina auki. FAST 00 KIOSKIAUTOMAATTI Fastin hyllykokoonpanon voi rakentaa makeisille, snack-tuotteille, juomapulloille ja -tölkeille. Säilytyslämpötila
Laurea-ammattikorkeakoulu. CRM-järjestelmäratkaisun toteutus - Case Firma
 Laurea-ammattikorkeakoulu CRM-järjestelmäratkaisun toteutus - Case Firma Laurea-ammattikorkeakoulu Tiivistelmä CRM - järjestelmäratkaisun toteutus Case Firma Laurea University of Applied Sciences Abstract
Laurea-ammattikorkeakoulu CRM-järjestelmäratkaisun toteutus - Case Firma Laurea-ammattikorkeakoulu Tiivistelmä CRM - järjestelmäratkaisun toteutus Case Firma Laurea University of Applied Sciences Abstract
Tuotannon virtaus ja tehdaslayout
 Tuotannon virtaus ja tehdaslayout LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Mekatroniikka Opinnäytetyö Kevät 2017 Tatu Heiskanen Lahden ammattikorkeakoulu Kone- ja tuotantotekniikan
Tuotannon virtaus ja tehdaslayout LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikka Mekatroniikka Opinnäytetyö Kevät 2017 Tatu Heiskanen Lahden ammattikorkeakoulu Kone- ja tuotantotekniikan
Puutavara-autot. Yleisiä tietoja puutavara-autoista. Puutavara-autoja käytetään pyöreän puutavaran kuljetukseen.
 Yleisiä tietoja puutavara-autoista Puutavara-autoja käytetään pyöreän puutavaran kuljetukseen. Yleisiä tietoja puutavara-autoista Puutavaravarustuksia voidaan kuorman koon mukaan pitää joko vääntöherkkänä
Yleisiä tietoja puutavara-autoista Puutavara-autoja käytetään pyöreän puutavaran kuljetukseen. Yleisiä tietoja puutavara-autoista Puutavaravarustuksia voidaan kuorman koon mukaan pitää joko vääntöherkkänä
AMMATTIKORKEAKOULUJEN LUONNONVARA- JA YMPÄRISTÖALAN VALINTAKOE
 AMMATTIKORKEAKOULUJEN LUONNONVARA- JA YMPÄRISTÖALAN VALINTAKOE Matematiikan koe 1.6.2010 Nimi: Henkilötunnus: VASTAUSOHJEET: 1. Koeaika on 2 tuntia (klo 12.00 14.00). Kokeesta saa poistua aikaisintaan
AMMATTIKORKEAKOULUJEN LUONNONVARA- JA YMPÄRISTÖALAN VALINTAKOE Matematiikan koe 1.6.2010 Nimi: Henkilötunnus: VASTAUSOHJEET: 1. Koeaika on 2 tuntia (klo 12.00 14.00). Kokeesta saa poistua aikaisintaan
Logistiikan optimointi- ja ohjausjärjestelmä TCS-Opti
 Logistiikan optimointi- ja ohjausjärjestelmä TCS-Opti Taustaa.. Logistiikan ohjaus on fyysisten toimintojen ja koko logistiikan suunnittelua, kehitystä ja valvontaa. Siihen liittyvät järjestelmät voidaan
Logistiikan optimointi- ja ohjausjärjestelmä TCS-Opti Taustaa.. Logistiikan ohjaus on fyysisten toimintojen ja koko logistiikan suunnittelua, kehitystä ja valvontaa. Siihen liittyvät järjestelmät voidaan
Teollisuustason 3D tulostusta. Jyväskylä Toni Järvitalo
 Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
TU-22.1101 Tuotantotalouden peruskurssi Vastaava opettaja: Karlos Artto Tentin yhteyshenkilo: Atso Takala 050-3739252, atso.takala tkk.
 TU-22.1101 Tuotantotalouden peruskurssi Vastaava opettaja: Karlos Artto Tentin yhteyshenkilo: Atso Takala 050-3739252, atso.takala tkk.fi Kesatentti, 16.6.2008 Opiskelijan tiedot IEtunimi: Sukunimi: Sivuja
TU-22.1101 Tuotantotalouden peruskurssi Vastaava opettaja: Karlos Artto Tentin yhteyshenkilo: Atso Takala 050-3739252, atso.takala tkk.fi Kesatentti, 16.6.2008 Opiskelijan tiedot IEtunimi: Sukunimi: Sivuja
RANTALA SARI: Sairaanhoitajan eettisten ohjeiden tunnettavuus ja niiden käyttö hoitotyön tukena sisätautien vuodeosastolla
 TURUN YLIOPISTO Hoitotieteen laitos RANTALA SARI: Sairaanhoitajan eettisten ohjeiden tunnettavuus ja niiden käyttö hoitotyön tukena sisätautien vuodeosastolla Pro gradu -tutkielma, 34 sivua, 10 liitesivua
TURUN YLIOPISTO Hoitotieteen laitos RANTALA SARI: Sairaanhoitajan eettisten ohjeiden tunnettavuus ja niiden käyttö hoitotyön tukena sisätautien vuodeosastolla Pro gradu -tutkielma, 34 sivua, 10 liitesivua
Digitaalinen valmistaminen ja palvelut tulevaisuuden Suomessa
 TEKNOLOGIAN TUTKIMUSKESKUS VTT OY Digitaalinen valmistaminen ja palvelut tulevaisuuden Suomessa Josek-VTT, Älyä koneisiin ja palveluihin digitalisaation vaikutukset valmistavassa teollisuudessa 7.2.2017
TEKNOLOGIAN TUTKIMUSKESKUS VTT OY Digitaalinen valmistaminen ja palvelut tulevaisuuden Suomessa Josek-VTT, Älyä koneisiin ja palveluihin digitalisaation vaikutukset valmistavassa teollisuudessa 7.2.2017
Päällirakenteen kiinnitys. Kiinnitys apurungon etuosassa
 Kiinnitys apurungon etuosassa Kiinnitys apurungon etuosassa Lisätietoa kiinnityksen valinnasta on asiakirjassa Apurungon valinta ja kiinnitys. Rungon etuosassa on 4 erityyppistä päällirakenteen kiinnikettä:
Kiinnitys apurungon etuosassa Kiinnitys apurungon etuosassa Lisätietoa kiinnityksen valinnasta on asiakirjassa Apurungon valinta ja kiinnitys. Rungon etuosassa on 4 erityyppistä päällirakenteen kiinnikettä:
Vaihtolava-ajoneuvot. Yleistä tietoa vaihtolava-ajoneuvoista
 Yleistä tietoa vaihtolava-ajoneuvoista Yleistä tietoa vaihtolava-ajoneuvoista Vaihtolava-ajoneuvoja pidetään vääntöherkkinä. Vaihtolava-ajoneuvojen kanssa voidaan käyttää erilaisia kuormalavoja erilaisiin
Yleistä tietoa vaihtolava-ajoneuvoista Yleistä tietoa vaihtolava-ajoneuvoista Vaihtolava-ajoneuvoja pidetään vääntöherkkinä. Vaihtolava-ajoneuvojen kanssa voidaan käyttää erilaisia kuormalavoja erilaisiin
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy
 MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan