Tommi Koskinen. Toiminnanohjauksen kehittäminen. Opinnäytetyö Kevät 2011 Tekniikan yksikkö Puutekniikan koulutusohjelma
|
|
|
- Sanna Myllymäki
- 6 vuotta sitten
- Katselukertoja:
Transkriptio

1 1 Tommi Koskinen Toiminnanohjauksen kehittäminen Opinnäytetyö Kevät 2011 Tekniikan yksikkö Puutekniikan koulutusohjelma
2 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö: Tekniikan yksikkö Koulutusohjelma: Puutekniikka Tekijä: Tommi Koskinen Työn nimi: Toiminnanohjauksen kehittäminen Ohjaaja: Heikki Heiskanen Vuosi: 2011 Sivumäärä: 28 Liitteiden lukumäärä: 4 Opinnäytetyön tarkoituksena oli kehittää puusepäntuotteita valmistavan RMJ Saksman Oy:n toiminnanohjausta, koska resurssien kohdistus ei toiminut halutulla tavalla ja luvattuja toimitusaikoja ei pystytty pitämään. Työn ensisijaisena tavoitteena oli laatia alustava viikkokuormituslaskelma tasaisen kuormituksen ja oikean työjärjestyksen saavuttamiseksi. Toissijaisena tavoitteena oli selvittää, soveltuuko yrityksen käyttämä Ventus-toiminnanohjausjärjestelmä varsinaisen viikkokuormituslaskelman laatimiseen. Kirjallisuusosassa käsiteltiin toiminnanohjaukseen liittyvää teoriaa sekä kerrottiin Ventustoiminnanohjausjärjestelmästä. Alustava viikkokuormituslaskelma tehtiin Excelillä. Laskelmaa varten laskettiin eri tuotteiden valmistusaikakeskiarvot Ventuksesta löytyneiden aiemmin valmistettujen sarjojen perusteella. Lasketut ajat sijoitettiin kuormituslaskelmaan tilausten toimituspäivien mukaan ja sarjojen valmistuksen aloitusajankohdat selvitettiin taaksepäin ajoittamalla. Selvitettäessä Ventuksen sopivuutta kuormituslaskelman tekoon tutustuttiin ohjelmaan perusteellisemmin sekä keskusteltiin asiasta ohjelman kehittäjän Nisamest Oy:n edustajan kanssa. Alustavasta viikkokuormituslaskelmasta tehtiin yksinkertainen ja se laadittiin nopeasti, jotta yritys pääsisi hyödyntämään sitä mahdollisimman pian. Varsinainen viikkokuormituslaskelma onnistuttiin laatimaan Ventuksella, kunhan järjestelmää vaivanneet tekniset ongelmat saatiin ratkaistua yhteistyössä ohjelman kehittäjän kanssa. Viikkokuormituslaskelman käyttöönotto yhdessä muiden tuotannon tehostamistoimenpiteiden kanssa vähensi erään tuotantosarjan valmistusaikaa 25 %. Lisäksi kuormituslaskelma helpotti toimitusaikojen määrittelyä ja sen avulla saatiin tuotantoon tasaisempi kuormitus. Tulevaisuudessa on syytä kiinnittää huomiota osien valmistusjärjestykseen sekä toimituspäivän määrittämiseen. Avainsanat: toiminnanohjaus, kehittäminen, kapasiteetti
3 3 SEINÄJOKI UNIVERSITY OF APPLIED SCIENCES Thesis abstract Faculty: School of Technology Degree programme: Wood Technology Author: Tommi Koskinen Title of thesis: Development of Enterprise Resource Planning Supervisor: Heikki Heiskanen Year: 2011 Number of pages: 28 Number of appendices: 4 This thesis is made for RMJ Saksman Ltd. The purpose of the thesis was to develop Saksman s Enterprise Resource Planning (ERP). The company could not hold promised delivery times and resources were focused to wrong places. The primary goal was to create a preliminary week load calculation. The secondary goal was to sort out if Saksman s ERP program called Ventus could automatically create week load calculations. To make the preliminary calculation with Excel-program, average working times for each product series were needed. The times were found on Ventus. To achieve the secondary goal it was necessary to discuss the functions of the program with the inventors of Ventus. The preliminary calculation was made quickly so that the company could use it as soon as possible. After some minor problems were solved it was possible to make the calculation with Ventus. With the week load calculation it was easier to determine delivery dates and the constant load of production was achieved. In conjunction with other production development actions, a 25 percent improvement on production times was seen in one product series. In the future it is important to pay attention to the right manufacturing order and determining delivery dates. Keywords: Enterprise Resource Planning, development, capacity
4 4 SISÄLTÖ OPINNÄYTETYÖN TIIVISTELMÄ... 2! THESIS ABSTRACT... 3! SISÄLTÖ... 4! 1! JOHDANTO... 6! 1.1! Työn tausta...6! 1.2! Työn tavoitteet...6! 1.3! Toimenpiteet tavoitteiden saavuttamiseksi...6! 1.4! Yritysesittely...7! 2! KIRJALLISUUSOSA... 8! 2.1! Toiminnanohjaus...8! 2.1.1! Toiminnanohjauksen tavoitteet ja haasteet...8! 2.1.2! Toiminnanohjausprosessi...9! 2.1.3! Karkeasuunnittelu...10! 2.1.4! Hienosuunnittelu...12! 2.2! Toiminnanohjausjärjestelmät...13! 2.2.1! Toiminnanohjausjärjestelmät yleensä...13! 2.2.2! Ventus toiminnanohjausjärjestelmä...14! 3! KOKEELLINEN OSA... 16! 3.1! Ventus-toiminnanohjausjärjestelmään tutustuminen...16! 3.2! Alustavan viikkokuormituslaskelman laatiminen...16! 3.3! Selvitys Ventuksen soveltuvuudesta kuormituslaskelman laatimiseen...16! 3.4! Tuotannon muut tehostamistoimenpiteet...17! 4! TULOKSET JA TULOSTEN TARKASTELU... 18! 4.1! Ventus-toiminnanohjausjärjestelmään tutustuminen...18! 4.2! Alustavan viikkokuormituslaskelman laatiminen...18! 4.2.1! Vakiotuotteiden valmistusaikojen laskeminen...18! 4.2.2! Erikoistuotteiden ja projektien valmistusajat...19! 4.2.3! Alustavan viikkokuormituslaskelman tekeminen...20! 4.3! Selvitys Ventuksen soveltuvuudesta kuormituslaskelman laatimiseen...21! 4.4! Tuotannon muut tehostamistoimenpiteet...22! 5! JOHTOPÄÄTÖKSET JA SUOSITUKSET... 23! 6! YHTEENVETO... 25!
5 5 LÄHTEET... 27! LIITTEET... 28!
6 6 1 JOHDANTO 1.1 Työn tausta RMJ Saksman Oy:n toiminnanohjaus kaipaa kehittämistä. Tehtävien töiden aikataulutus ja resurssien kohdistaminen oikeaan paikkaan eivät suju toivotulla tavalla. Myös osastojen kuormitusaste vaihtelee. Sovittujen toimitusaikojen pitäminen on vaikeaa, koska tilauksia luvattiin liian nopealla toimitusajalla. Tällöin tuotantoon syntyy paine saada tilaukset lähtemään ajoissa, mistä seurauksena on laadun heikkeneminen. 1.2 Työn tavoitteet Opinnäytetyön ensisijaisena tavoitteena on tehdä toimiva ja helppokäyttöinen työkalu viikkokuormituksen laatimiseen, jotta saavutettaisiin oikea työjärjestys ja tasainen kuormitus tuotantoon. Toissijaisena tavoitteena on selvittää, voidaanko viikkokuormituslaskelma tehdä käytössä olevalla Ventus-toiminnanohjausjärjestelmällä. Lisäksi tavoitteena oli tukea muita tuotannon tehostamistoimenpiteitä. 1.3 Toimenpiteet tavoitteiden saavuttamiseksi Aluksi tutustutaan toiminnanohjausta käsittelevään teoriaan. Seuraavaksi opetellaan käyttämään yrityksen toiminnanohjausjärjestelmää. Järjestelmästä löytyvien tietojen perusteella lasketaan eri tuotteille valmistusajat, joiden pohjalta laaditaan Excel-pohjainen viikkokuormituslaskelma. Selvitettäessä Ventus-toiminnanohjausjärjestelmän sopivuutta viikkokuormituksen laatimiseen tutkitaan ohjelmiston tarjoamia mahdollisuuksia ja ollaan yhteydessä ohjelman kehittäjään.
7 7 1.4 Yritysesittely RMJ Saksman Oy on Salossa toimiva puusepäntuotteita valmistava yritys. Toimitusjohtaja on Rami Saksman, myynnistä vastaa Juoni Liimatainen ja tuotantoinsinöörinä toimii Matti Lehtola. Tuotannon työntekijöitä on 18. Tuotanto on jaettu neljään eri osastoon; peruspuusepäntöihin (PP), CNC-koneistukseen (CNC), pintakäsittelyyn ja välihiontaan (LAK) sekä kokoonpanoon (KP). Jokaisesta osastosta vastaa tiiminvetäjä. Vastuuta on jaettu myös työnjohdon ulkopuolisille työntekijöille puulevyjen ja massiivipuun tilauksissa. Yrityksen pää- eli vakiotuotteita ovat moottoriveneiden puuosat, kuten kannen teakturkit ja hytin kalusteet. Eri venemalleja on noin 20. Saksman valmistaa myös erikoistuotteita, kuten erilaisia sohvapöytiä. Viime vuosina venemyynnin ollessa vähäistä tehtiin erilaisia projektikalusteita, mutta niiden valmistus on vähentynyt venekaupan elpyessä. Venetuotteet toimitetaan osina venevalmistajille, jotka kiinnittävät ne veneisiin. Muut tuotteet toimitetaan koottuina asiakkaille. Projekteissa kalusteet käydään itse asentamassa.
8 8 2 KIRJALLISUUSOSA 2.1 Toiminnanohjaus Toiminnanohjauksen tavoitteet ja haasteet Toiminnanohjaus tarkoittaa yrityksen eri tehtävien ja toimintojen välistä jokapäiväistä koordinaatiota ja ohjausta. Toiminnanohjauksen tavoitteet perustuvat koko tuotannon tavoitteisiin: hyvään laatuun ja toimituskykyyn, joustavuuteen sekä kustannusten minimoimiseen. Näihin tavoitteisiin päästään ohjaamalla ja organisoimalla yrityksen resurssien käyttö tarkoituksenmukaisella tavalla. (Haverila ym. 2009, 397, 402.) Toiminnanohjausta hankaloittaa suuresti perustavoitteiden keskinäinen ristiriitaisuus. Hyvä toimituskyky vaatii puolivalmisteiden ja raaka-aineiden varastointia sekä pienten tuotantoerien joustavaa valmistusta. Vakiotuotteiden valmistus suurina sarjoina on tärkeää koneiden ja laitteiden korkean kuormitusasteen saavuttamiseksi. Pitkät sarjat vaativat vakiotuotteiden tasaisen menekin ja suuret varastot. Muusta tuotannosta poikkeavat asiakaskohtaiset erikoistuotteet häiritsevät kapasiteetin tehokasta käyttöä. Tuote- ja raaka-ainevarastojen pieni koko ovat tärkeitä vaihto-omaisuuden minimoimisessa. Keskeneräiseen tuotantoon (KET) sitoutunutta pääomaa vähennetään pienentämällä valmistussarjojen kokoa sekä puolivalmistevarastoja. Toiminnanohjauksen tehtävä on näiden ristiriitaisten tavoitteiden yhteensovittaminen parhaalla mahdollisella tavalla. (Haverila ym. 2009, ) Toiminnanohjauksen ristiriitaisten tavoitteiden saavuttamisessa erittäin tehokkaaksi keinoksi on osoittautunut läpäisyaikojen lyhentäminen. Tällöin toimintaan sitoutunut pääoma pystytään pitämään pienenä sekä säilyttämään hyvä toimituskyky. Lyhentynyt läpäisyaika vaikuttaa suoraan toimitusaikoihin asiakasohjautuvassa tuotannossa. Läpäisyaikojen lyhentäminen edellyttää tuotannon eräkokojen pienentämistä sekä välivarastojen ja työvaiheiden välisten jonojen poistamista. Vähäinen KET ja pienet eräkoot helpottavat kapasiteetin käytön suunnittelua, mikä helpottaa kuormitussuunnittelua. Eräkoon pienentyessä suhteellinen asetusaika
9 9 kasvaa. Asetusaika kuluttaa arvokasta tuotantoaikaa, jolloin kuormitusaste pienenee. Kuormitusasteen kasvattaminen edellyttää asetusaikojen lyhentämistä. Mikäli tässä onnistutaan, voidaan toiminnanohjauksen tavoitteet saavuttaa samanaikaisesti. (Haverila ym. 2009, 404.) Yrityksen toiminnanohjausta vaikeuttaa se, että tavoitteiden tärkeys vaihtelee yrityksen eri toiminnoilla. Markkinoinnin näkökulmasta toimituskyky ja joustavuus asiakaskohtaisten toiveiden toteuttamisessa ovat tärkeimmät tavoitteet. Valmistuksessa pyritään puolestaan kapasiteetin korkeaan käyttöasteeseen. Toimintaan sitoutunut pääoma vie yrityksen taloudesta vastuussa olevien henkilöiden huomion. Toimintojen väliset ristiriidat vaikeuttavat usein toiminnanohjauksen tarkoituksenmukaista toimintaa. (Haverila ym. 2009, 404.) Toiminnanohjausprosessi Toiminnanohjauksen tehtävät jakautuvat organisaation eri tasoille. Ylimmällä tasolla pyritään huolehtimaan yleisesti resurssien riittävyydestä ja toimintojen koordinoinnista. Yksityiskohtaisemmat suunnitelmat tehdään lähempänä valmistusta ohjaavaa tasoa. Kuviossa 1 on esitetty toiminnanohjausprosessin rakenne. Vaikka prosessi näyttää selkeästi etenevältä, ohjauksessa tapahtuu jatkuvaa uudelleensuunnittelua ja suunnittelutehtävien välistä koordinaatiota. Näiden määrä on sitä suurempi, mitä yksityiskohtaisempia suunnitelmat ovat. Tuotantotoiminnassa ilmaantuu usein viime hetkellä päätöksentekoon vaikuttavia asioita, kuten tuotantohäiriöitä, materiaalipuutteita ja laitevikoja, jotka johtavat uudelleensuunnitteluun. (Haverila ym. 2009, 409.)
 Toiminnanohjausprosessin rakenne ja toimintaperiaate riippuvat yrityksen toimialasta, koosta, tuotteista, tuotantokoneistosta ja kilpailutilanteesta.")
10 10 Kuvio 1. Toiminnanohjausprosessin rakenne. (Haverila ym. 2009, 409.) Toiminnanohjausprosessin rakenne ja toimintaperiaate riippuvat yrityksen toimialasta, koosta, tuotteista, tuotantokoneistosta ja kilpailutilanteesta. Kun kyseessä on melko pieni, matalan organisaatiorakenteen yritys, se tulee toimeen muutamalla suunnittelutasolla. Vastaavasti suuret projektit laajoine asiakokonaisuuksineen vaativat useita suunnittelutasoja. (Haverila ym. 2009, 410.) Karkeasuunnittelu Resurssien käytön yleissuunnittelu. Karkeasuunnittelussa tehtävänä on määrittää tuotannon vaatimat resurssit sekä laatia suunnitelma resurssien käytöstä kuukauden viikon aikavälillä. Henkilö-, kone- ja laitekapasiteetti määritellään sekä tarvittaessa tehdään päätökset kapasiteetin lisäämisestä tai vähentämisestä. Valmistuksen ohjausta ei tehdä karkeasuunnittelun perusteella, vaan keskitytään resurssien sopeuttamiseen tuotantoa vastaavalle tasolle. (Haverila ym. 2009, 415.)
11 11 Toimituskyvyn määrittely. Karkeasuunnittelun keskeisimpiä tehtäviä on yrityksen toimituskyvyn hallinta. Asiakkaalle luvattavat toimitusajat asiakasohjautuvassa tuotannossa perustuvat karkeasuunnitteluun, kun taas varasto-ohjautuvassa tuotannossa karkeasuunnittelu seuraa varastotilannetta sekä tilauskannan kehittymistä. Toimituskykyä ylläpidetään suunnittelemalla sopivat toimituserät. Joissakin tapauksissa toimitusaikojen määrittely ja tuotantoerien ajoitus määräytyy tarvittavien materiaalien saatavuuden mukaan. (Haverila ym. 2009, ) Menekkiennusteet, tilauskanta, varastotilanne sekä budjetin asettamat tavoitteet ovat lähtökohtana karkeasuunnittelussa. Suunniteltavien tuote-erien kapasiteettija materiaalitarpeet pitää määritellä. Vakiotuotteissa nämä tarpeet ovat entuudestaan tiedossa yrityksen tietojärjestelmissä, joten tarvittavien resurssien määrittäminen on helppoa ja tarkkaa. Erikoistuotteiden kohdalla tilanne on aivan toinen. Suunnittelussa on turvauduttava viitteellisiin laskelmiin ja hyviin arvauksiin määriteltäessä kapasiteetti- ja materiaalitarpeita. (Haverila ym. 2009, 416.) Kuormitussuunnittelu. Toiminnan suunnittelussa keskeisin rajoittava tekijä on usein valmistuskapasiteetti. Karkeasuunnittelussa valmistuskapasiteettia seurataan laatimalla alustava tuotantosuunnitelma ja kuormitussuunnitelma. Kuormitussuunnitelma kertoo kunkin tuotantoerän tai tilauksen vaatiman kapasiteetin. Toimitusajat lasketaan tuotanto- tai kuormitussuunnitelman perusteella. Tuotantosuunnitelmasta nähdään tuotteiden valmistumisajankohta. Kuormitussuunnitelma kertoo onko yrityksellä kapasiteettia uusien tilausten tai tuotantoerien valmistukseen. (Haverila ym. 2009, 416.) Karkeasuunnittelussa toimitusaikojen ja resurssien käytön määrittelyyn käytetään melko laajoja kuormitusryhmiä, kuten koneryhmien tai osastojen kapasiteettia. Karkeasuunnittelu pohjautuu usein pullonkaulakuormitusryhmien suunnitteluun, koska näiden ryhmien kapasiteetti rajoittaa ensimmäisenä tuotannon toimituskykyä. (Haverila ym. 2009, 416.)
12 Hienosuunnittelu Hienosuunnittelun tehtävänä on valmistuksen yksityiskohtainen suunnittelu aikajänteen ollessa viikosta yhteen päivään. Hienosuunnittelun tulos on tarkka tuotantosuunnitelma, joka on valmistuksen toteutuksen perusta. Lähtökohtana käytetään karkeasuunnittelussa tehtyä tuotantoerien karkeaa ajoitusta. Hienosuunnittelussa muodostetaan tuotantoerät ja niiden eri työvaiheiden ajoitus sekä tarkka suunnitelma tuotantoresurssien käytöstä. (Haverila ym. 2009, 417.) Tuotteiden eri työvaiheet ja vaiheajat pitää tuntea hienosuunnittelua tehdessä. Tietojen tarkkuus määräytyy tietojen tarkkuusvaatimuksesta. Tuotantoprosessin itseohjautuvuutta pyritään kehittämään siten, että hienosuunnittelu voidaan toteuttaa karkeammalla tasolla. Esimerkkinä usean puusepän muodostama massiivipuutuotteiden valmistusosasto, jota voidaan ohjata kuten yhtä vaihetta. Myös tuotannon sen hetkinen tilanne on tiedettävä valmistussuunnitelmaa laadittaessa. Käytettävissä olevaan kapasiteettiin vaikuttavat työjonot ja tuotantohäiriöt. Hienosuunnitteluun vaikuttavat voimakkaasti erilaiset muutokset ja häiriöt. Nämä edellyttävät tuotannon uudelleensuunnittelua, joten siksi hienosuunnittelu pyritään tekemään mahdollisimman myöhäisessä vaiheessa. (Haverila ym. 2009, ) Hienosuunnitteluperiaatteita. Hienosuunnitelmaa laadittaessa tavoitteena on ohjauksen eri tavoitteiden toteutuminen parhaalla mahdollisella tavalla. Tuotantoerien muodostamisella ja ajoittamisella pyritään luomaan työjärjestys, jossa korkea tuottavuus on mahdollista toimitusaikojen tästä kuitenkaan kärsimättä. Korkeat asutuskustannukset omaavassa työvaiheessa pyritään työjärjestykseen, jossa kyseiset kustannukset ovat mahdollisimman alhaiset. Esimerkiksi pintakäsittelyssä samanväriset tuotteet on syytä maalata kerralla, jotta laitteiden pesukertoja olisi mahdollisimman vähän. (Haverila ym. 2009, 418.) Pullonkaulatyövaiheen kuormitusasteen pitää olla korkea, koska kokonaiskapasiteettia rajoittavassa vaiheessa menetetty tuotanto on pois koko yrityksen tuotannosta. Tuotanto pitää olla ajoitettu siten, että muiden työvaiheiden myöhästely ei saa vaikuttaa pullonkaulatyövaiheeseen. Läpäisyajat pidentyvät useista eri työvaiheista koostuvassa tuotannossa kun pyritään korkeisiin käyttösuhteisiin. Tällöin
13 13 pullonkauloissa kannattaa keskittyä tuottavuuden parantamiseen, kun taas muut työvaiheet hyötyvät lyhyistä läpäisyajoista. (Haverila ym. 2009, 418.) Tuotannon ajoitus. Kuten aiemmin on todettu, karkea- ja hienosuunnittelu sekä kuormitussuunnittelu vaativat työtehtävien ajoituksen. Ajoituksen perustana on tuote-erän valmistusajan laskeminen. Kunkin työvaiheen vaatima tuotantoaika lasketaan kapasiteettitarpeiden perusteella. Esimerkkitapauksessa tuote-erän kokoonpano vie 200 h ja kyseisen osaston kapasiteetti on 100 h/päivä, kokoonpanoon on varattava 2 päivää. (Haverila ym. 2009, ) Tuotannon ajoituksessa on kaksi perusmenetelmää, eteenpäin ja taaksepäin ajoitus. Eteenpäin ajoituksen lähtökohtana on tuotannon aloitusajankohta. Tuotannon eri vaiheajat lasketaan yhteen ja lisätään aloitusajankohtaan jolloin saadaan lopetusajankohta. Laskelmaa voidaan tarkentaa lisäämällä siirto- ja odotusajat eri vaiheiden väliin. Taaksepäin ajoituksessa lähtökohtana on puolestaan valmistumisajankohta. Taas lasketaan eri vaiheiden vaatimat ajat yhteen ja vähennetään ne valmistumisajankohdasta. Näin saadaan selville, koska tuotanto on aloitettava, jotta tuote-erä saadaan ajoissa valmiiksi. Taaksepäin ajoitus useimmin käytetty menetelmä. (Haverila ym. 2009, 419.) 2.2 Toiminnanohjausjärjestelmät Toiminnanohjausjärjestelmät yleensä Toiminnanohjausjärjestelmä on tärkeä osa sitä kokonaisuutta, jonka tavoitteena on käytännössä toteuttaa edullinen ja laadukas tuote asiakkaalle. Toiminnanohjaus kattaa yrityksen perustoiminnot, kuten hankinnan, myynnin, tuotannon, varastoinnin, jakelun ja laskutuksen. Tietojärjestelmässä yrityksen toimintaa kuvataan prosessina, jossa luodaan tuotteita ihmisten ja koneiden avulla. Toiminnanohjausjärjestelmän tehtävänä on automatisoida ja integroida nämä prosessit toisiinsa. Se myös helpottaa tiedon jakamista koko yrityksen kesken. Toiminnanohjauksen tarkoituksena on hyödyntää mahdollisimman tehokkaasti yrityksen resursseja. Toiminnanohjausjärjestelmän avulla voidaan hallita systemaattisesti suuriakin tieto- ja
 2.2.2 Ventus toiminnanohjausjärjestelmä Ventus toiminnanohjausjärjestelmän kehittäminen aloitettiin vuonna 1989 Mika Parjasen toimesta.")
14 14 tapahtumamääriä, mikä olisi käsin käytännössä mahdotonta. (Lehtonen 2004, 128.) Ventus toiminnanohjausjärjestelmä Ventus toiminnanohjausjärjestelmän kehittäminen aloitettiin vuonna 1989 Mika Parjasen toimesta. Vuonna 1996 perustettiin Nisamest Oy ja vuonna 2000 yritys otti käyttöön Ventus Software-aputoiminimen toiminnanohjausjärjestelmän markkinoinnin tueksi. Ventus koostuu viidestä osiosta, jotka ovat taloushallinto, materiaalinhallinta, tuotannonohjaus, henkilöstöhallinta ja projektinhallinta. Eri osioiden käyttöoikeudet voidaan määritellä käyttäjäkohtaisesti. Ohjelmisto on muiltakin osin muokattavissa yrityksen tarpeiden ja toiveiden mukaan. Myös kehitystyössä kuunnellaan asiakkaiden ja jälleenmyyjien parannusehdotuksia. Ventus toimii reaaliaikaisesti, joten ohjelman käyttö on sujuvaa eikä minkäänlaista simulointia tarvita. (Nisamest Oy, [viitattu ].) Kuviossa 2 on esitetty Ventuksen osioiden valintaikkuna. Kuviosta nähtävät osiot ovat tuotannon käytössä. Kuviossa 3 on esitetty Ventuksen Tuotanto-osio. Osiosta voidaan esimerkiksi kerätä tiedot jonkin sarjan tehdyistä osista. Kuvio 2. Ventuksen osioiden valintaikkuna.
15 Kuvio 3. Ventus-toiminnanohjausjärjestelmän Tuotanto-osio. 15
16 16 3 KOKEELLINEN OSA 3.1 Ventus-toiminnanohjausjärjestelmään tutustuminen Opinnäytetyön aluksi tutustuttiin RMJ Saksman Oy:n käyttämään Ventustoiminnanohjausjärjestelmään. Ohjelmaa opeteltiin käyttämään Matti Lehtolan opastuksella. 3.2 Alustavan viikkokuormituslaskelman laatiminen Ventukseen tutustumisen jälkeen laadittiin alustava viikkokuormituslaskelma Excel-taulukkolaskentaohjelmalla. Aluksi laskettiin vakiotuotteiden eli venesarjojen valmistusajat osastoittain. Koska työajat vaihtelivat riippuen eräkoosta, etsittiin järjestelmästä useampi valmistuskerta ja näistä laskettiin aikakeskiarvo yhden venesarjan valmistukselle. Tämän jälkeen Ventuksesta etsittiin senhetkiset venetilaukset, joiden pohjalta tehtiin alustava viikkokuormituslaskelma. Myös erikoistuotteiden ja projektien valmistusajat lisättiin viikkokuormituslaskelmaan. Erikoistuotteiden valmistuksen vaatima työpanos laskettiin samalla tavalla kuin vakiotuotteiden kohdalla. Projekteihin varatut työtunnit saatiin tehdyistä tarjouslaskelmista. Kuormituslaskelmassa käytettiin taaksepäin ajoitusta eli toimituspäivän kohdalle merkittiin sarjan vaatiman työmäärä tunteina ja tästä siirrettiin tunteja taaksepäin kunnes saatiin selville milloin työ pitää milläkin osastolla aloittaa. Myös muut samaan aikaan tehtävät työt pitää ottaa huomioon, jotta käytössä oleva kapasiteetti ei pääse ylittymään. 3.3 Selvitys Ventuksen soveltuvuudesta kuormituslaskelman laatimiseen Kun alustava viikkokuormituslaskelma oli saatu laadittua, alettiin selvittää, miten Ventus-toiminnanohjausjärjestelmää voitaisiin käyttää varsinaisen viikkokuormituslaskelman tekemiseen. Selvitys tehtiin syventymällä toiminnanohjausjärjestelmän
17 17 toimintaperiaatteisiin sekä keskustelemalla ohjelman tekijän Mika Parjasen kanssa. 3.4 Tuotannon muut tehostamistoimenpiteet RMJ Saksman Oy:ssä tuotantoa pyrittiin tehostamaan muillakin tavoilla tämän opinnäytetyönä tehtävän viikkokuormituslaskelman lisäksi. Pääasiassa tehostamistoimenpiteet kohdistuivat tuotantohenkilöstön määrän ja toimihenkilöiden sekä tiiminvetäjien toimenkuvien ja vastuualueiden tarkistamiseen. Toiminnan tavoitteet oli tarkoitus asettaa entistäkin korkeammalle. Aiemmin tehtyjä muutoksia ovat olleet uusiin, nykyaikaisiin toimitiloihin muutto sekä UV-pintakäsittelylinjan hankinta.
18 18 4 TULOKSET JA TULOSTEN TARKASTELU 4.1 Ventus-toiminnanohjausjärjestelmään tutustuminen Ventus-toiminnanohjausjärjestelmään tutustuminen sujui ilman suurempia ongelmia. Aluksi vaikeuksia aiheutti oikean polun löytäminen etsityn tiedon luokse. Kun ohjelmaa opittiin käyttämään, tarvittavat tiedot löytyivät helposti. Ohjelman käyttö on melko yksinkertaista. Esimerkiksi kun halutaan kerätä tiedot tuotannossa parhaillaan tehtävistä tuotteista, valitaan Ventuksesta Tuotantoniminen osio (kuvio 2). Avautuvasta ikkunasta (kuvio 3) valitaan Raportit, jonka alle tulee muutamia valintapalkkeja. Valitaan Tuoteraportit, joka antaa taas muutaman valintamahdollisuuden. Lopuksi valitaan Tehtävät tuotteet. Ohjelma kerää tiedot uuteen ikkunaan, josta ne voidaan tulostaan tai siirtää vaikkapa taulukkolaskentaohjelmaan. Tuotannon työntekijät käyttävät TATuotantoKuittaus-osiota työaikakirjauksien tekemiseen sekä TuotantoKuittaus-osiota valmiiden tuotteiden kirjaamiseen. Kirjaukset tehdään eri puolille tuotantotiloja sijoitetuilla tietokoneilla. 4.2 Alustavan viikkokuormituslaskelman laatiminen Vakiotuotteiden valmistusaikojen laskeminen Alustavaa viikkokuormituslaskelmaa varten lasketut venesarjojen valmistusajat saatiin taulukoitua melko nopeasti, vaikka sarjoja oli lähes 20 kappaletta. Taulukossa 1 on esimerkkinä kahden venesarjan valmistusaikalaskelmat. Liitteessä 1 on useimmin valmistettujen venesarjojen valmistusaikalaskelmat. Ensimmäisessä sarakkeessa on veneen tunnus, toisessa samalla kerralla valmistettujen sarjojen lukumäärä ja kolmannessa toiminnanohjausjärjestelmän tunnus kyseiselle tilaukselle. Lopuissa sarakkeissa ovat osastokohtaiset valmistusajat.


19 19 Taulukko 1. Kahden venesarjan valmistusaikalaskelmat. Joidenkin veneiden valmistusaikojen vaihtelut eri tilausten välillä ovat ristiriitaisia. Esimerkiksi kymmenen veneen sarja on koottu nopeammin kuin viiden veneen sarja. Tämä voi selittyä sillä, että kaikki työntekijät eivät ole välttämättä ole käyttäneet oikeaa työnumeroa töitä tehdessään. Puusepänosaston valmistusajoista on nähtävissä asetusajan vaikutus työstöaikaan, kymmenen sarjaa on tehty lähes samassa ajassa kuin viisi sarjaa. Sekä pintakäsittely että CNC-työstö vievät suunnilleen saman ajan riippumatta siitä, kuinka monta sarjaa tehdään kerralla Erikoistuotteiden ja projektien valmistusajat Taulukossa 2 on kahden sohvapöytämallin valmistusajat. Taulukosta selviää pöydän nimi, pinnan viimeistely sekä työstöajat osastoittain. Loput valmistusajat ovat liitteessä 2. Projektien valmistusaikojen määrittäminen on usein hankalaa. Tässä tapauksessa luotettiin myynnin laskelmiin eli valmistusajat määritettiin tehtyjen tarjousten perusteella. Taulukko 2. Sohvapöytien valmistusajat.
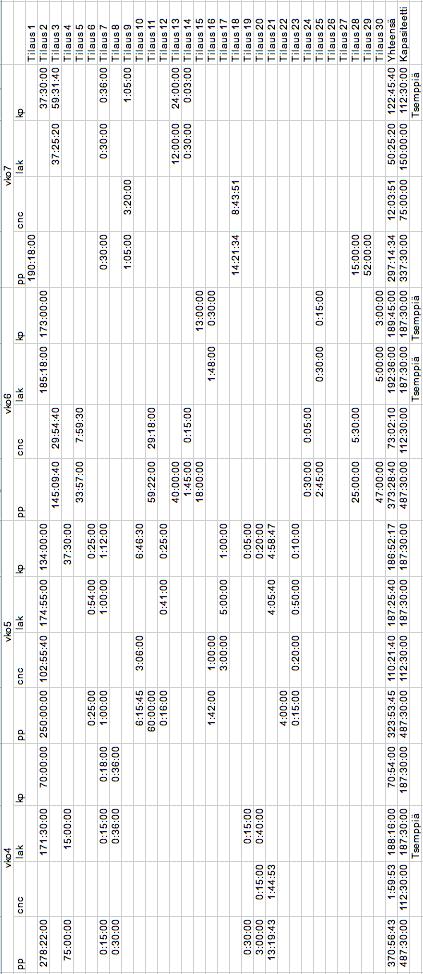
20 Alustavan viikkokuormituslaskelman tekeminen Alustava viikkokuormituslaskelma tehtiin Excel-taulukon muotoon. Taulukossa 2 on viikkokuormituslaskelma viikon 7 osalta. Liitteessä 3 on kuormituslaskelma viikoille 4 7. Vaakariveillä ovat valmistettavat tilaukset ja niille lasketut kapasiteettivaraukset osastoittain. Yhteensä -rivillä on laskettu kunkin osaston viikon työmäärä. Kapasiteetti-rivi kertoo nimensä mukaisesti kunkin osaston viikkokapasiteetin. Jos alimmalla rivillä lukee tsemppiä, on kyseisen viikon työmäärä suurempi kuin kapasiteetti. Tällöin osastolle voidaan siirtää kapasiteettia joltakin toiselta osastolta, kunhan sitä vain on tarjolla. Kuormituslaskelmasta voidaan laskea myös koko yrityksen kapasiteetti ja kuormitusaste. Näitä tietoja voidaan käyttää apuna, kun määritetään tarvittavien työntekijöiden määrää tulevaisuudessa. Alustavan kuormituslaskelman päivittämistä jatkettiin uusien tilauksien myötä varsinaisen kuormituslaskentaselvityksen ohella.

21 21 Taulukko 3. Viikon 7 viikkokuormituslaskelma. 4.3 Selvitys Ventuksen soveltuvuudesta kuormituslaskelman laatimiseen Selvitettäessä käytössä olevan toiminnanohjausjärjestelmän mahdollisuuksia viikkokuormituslaskelman tekemiseen, löydettiin ohjelmasta virhe, joka esti aiemmin valmistettujen tuotteiden työaikatietojen käytön viikkokuormituslaskelman laatimisessa. Ohjelma antoi siis virheilmoituksen, kun esimerkiksi tietyn venesarjan toteutuneita valmistusaikoja yritettiin kerätä yhteen. Ohjelman kehittäjä Mika Parjanen sai ratkaistua ongelman nopeasti, minkä jälkeen viikkokuormitus pystyttiin laatimaan Ventuksella. Kuormituslaskelman käyttöönotto vaati joidenkin, pääasiassa tilauksen kirjauksessa merkittävien tietojen yhdenmukaistamisen. Jotta kyseiset tiedot kirjattaisiin tulevaisuudessakin oikein, piti ohjelman pääasiallisia käyttäjiä ohjeistaa asian suhteen esimerkinomaisen käyttöopastuksen ohella.
22 22 Kun Ventuksen viikkokuormituslaskelma saatiin käyttöön, lopetettiin Excelpohjaisen laskelman käyttö. Venesarjojen valmistusaikojen keskiarvolaskelman päivittämistä jatkettiin edelleen valmistusaikojen kehittymisen seuraamiseksi. 4.4 Tuotannon muut tehostamistoimenpiteet RMJ Saksman Oy:ssä samanaikaisesti tämän opinnäytetyön kanssa tehdyillä tuotannon tehostamistoimenpiteillä haettiin toimihenkilöiden ja tiiminvetäjien työnkuvien ja vastuualueiden selventämistä. Aiemmin sekä myynnistä että tuotannonohjauksesta vastasivat Rami Saksman ja Jouni Liimatainen. Uudelleenjärjestelyjen jälkeen Liimatainen vastaa pelkästään myynnistä ja Saksman tuotannosta yhdessä Matti Lehtolan kanssa. Tiimijakoa muutettiin myös hieman. Nyt puusepänosastolla on kaksi tiimiä yhden sijaan. Tiiminvetäjien ja toimihenkilöiden aamupalaverien määrää vähennettiin viidestä kolmeen, koska joka-aamuisesta kokoushuoneessa istumisesta ei katsottu olevan mitään hyötyä. Liitteessä 4 olevassa kuvassa on erään venesarjan suunnitellut ja toteutuneet työtunnit. Sarjan tekemiseen oli varattu kaikilla osastoilla 800 tuntia. Kun valmistukseen menikin vain 600 tuntia, kyseinen sarja on tehty 25 % nopeammin kuin ennen. Kyseisen sarjan valmistusajan lyhenemiseen vaikuttavat uudet toimitilat, jotka ovat parantaneet työskentelymukavuutta ja samalla työilmapiiriä. Kappaleiden kuljetusetäisyydet ovat vähentyneet merkittävästi. Suuri merkitys on varmasti ollut myös viikkokuormituslaskelman aikaansaamalla oikealla töiden aikataulutuksella ja tasaisella kuormituksella. Pienten, lyhyellä toimitusajalla luvattujen tilausten väliintulo ei ole enää häirinnyt tuotannon sujuvuutta. Yrityksessä on tehty samaan aikaan muitakin tehostamistoimenpiteitä viikkokuormituslaskelman lisäksi, jotka ovat varmasti vaikuttaneet merkittävästä tuotannon tehokkuuden kasvuun. Osasyyllisenä voidaan kuitenkin pitää viikkokuormituslaskelman käyttöönottoa, koska laskelman avulla töiden aikataulutus ja tasaisen kuormituksen ylläpito on ollut aiempaa helpompaa. Lisäksi suurimman kiireen ja katkonaisten työtehtävien väheneminen ovat edesauttaneet laadun paranemista ja toimitusvarmuuden kasvua.
23 23 5 JOHTOPÄÄTÖKSET JA SUOSITUKSET Ennen tämän työn tekemistä RMJ Saksman Oy:n tuotannossa vaikeuksia tuottivat luvattujen toimitusaikojen pitäminen sekä tuotteiden valmistuksen ajoittaminen. Yhtenä syynä toimitusaikojen pettämiseen oli uusien tilausten lupaaminen liian nopealla toimitusajalla. Näin tuotantoon tuli paine saada tilaukset lähtemään ajallaan, mikä taas johti laadun heikkenemiseen. Vaikka nopealla toimitusajalla luvatut tuotteet tai sarjat olivat usein pieniä, ne sekoittivat tehokkaasti tuotannon toimintaa. Etenkin pullonkaulana toimineiden CNC-koneiden suunnitellun tuotantojärjestyksen muuttuminen aiheutti häiriöitä myös muilla osastoilla. Saattoipa yksittäinen työntekijäkin joutua keskeyttämään jonkin sarjan työstämisen, jotta kiireelliset tuotteet saatiin nopeasti tehtyä. Tällöin ajatukset siirtyivät uuteen työhön ja vanhaan työhön palatessa piti uudelleen pohtia, mitä pitikään alun perin tehdä. Valmistusaikojen keskiarvoja laskettaessa huomattiin puusepänosaston kohdalla asetusaikojen vaikutus työstöaikaan. Kun asetusaika on pitkä, varsinaisten työstöajan vaikutus valmistusaikaan on pieni. Tämä tulisi huomioida tuotannon suunnittelussa. Esimerkiksi jos tiedetään, että samaa tuotesarjaa tilataan tietyin väliajoin, voisi kerralla valmistaan vaikkapa kaksi sarjaa, toisen toimitukseen ja toisen varastoon. Alustavaa viikkokuormitusta tehtäessä havaittiin heti, että suuren venesarjan tekeminen olisi jo pitänyt aloittaa koko puusepänosaston kapasiteetilla eikä vain muutaman työntekijän voimin. Kun kuormituslaskelma on käytössä, pystytään tehtäviä töitä ennakoimaan ja jakamaan resursseja oikein, ettei vastaavia tilanteita pääse enää syntymään. Viikkokuormituslaskelman käyttöönotto myynnissä teki toimitusaikojen määrittämisestä helpompaa ja asiakkaille voitiin kertoa toimitusaika, joka pystytään myös pitämään. Tuotannossa laskelman käyttöönotto ilmeni tuotannonohjauksen helpottumisena sekä tiiminvetäjien työtaakan vähenemisenä. Viikkokuormituslaskelman tekemisessä ja päivittämisessä oli hankalaa jatkuva lukujen muuttaminen ja uudelleen laskeminen, kun uusi tilaus sai lähes kokonaan käytössä olleen kapasiteetin ylittymään reilusti. Excel-pohjaista laskelmaa olisi tietysti voinut jalostaa pidemmälle ja tehdä se alusta alkaen helposti ylläpidettä-
24 24 väksi. Koska kuitenkin oletettiin sen jäävän väliaikaiseksi, ensihätään käytettäväksi työkaluksi, tehtiin yksinkertainen laskelma nopeasti. Tämän jälkeen päästiin keskittymään varsinaisen kuormituslaskelman selvitystyöhön. Venesarjojen osien valmistusjärjestykseen olisi tulevaisuudessa hyvä kiinnittää huomiota, jotta tuotannon kaikille osastoille saataisiin mahdollisimman tasainen kuormitus. Esimerkiksi moniosaiset kokoonpantavat tuotteet pitäisi valmistaa mahdollisimman aikaisessa vaiheessa, jotta ne ehditään kokoamaan hyvissä ajoin ja siirtämään varastoon odottamaan toimitusta. Jos osat ehtivät kokoonpantaviksi juuri ennen toimitusajankohtaa, tuotteiden kokoamisessa tulee tarpeeton kiire ja mahdollisien sopimattomien osien korjauksiin ei ole enää aikaa. Myös toimituspäivää voisi miettiä siitä näkökulmasta, että joissakin tilanteissa saattaa näkyä pelkkä toimitusviikko. Jos tämän perusteella tehdään olettamus, että kyseisellä viikolla ehtii vielä tehdä pintakäsittelyn ja kokoonpanon, ei tuote ehdi ajoissa asiakkaalle. Kun tilaus kirjataan järjestelmään, pitäisi toimituspäiväksi määritellä vaikkapa edellisen viikon perjantai eikä automaattisesti esimerkiksi neljä viikkoa tilauspäivästä. Viivakoodijärjestelmän käyttöönottoa tulisi harkita. Viivakoodit nopeuttaisivat työntekijöiden kirjautumista eikä työaikaa kuluisi oikean työnumeron etsimiseen. Valmiiden tuotteiden kirjaus tapahtuisi varmasti nykyistä useammin helpottuvan kirjaamisen ansiosta. Myös tuotekohtaisten työaikojen seuranta tarkentuisi, kun työntekijöiden kynnys työnumeron vaihtoon madaltuisi huomattavasti.
25 25 6 YHTEENVETO Opinnäytetyö tehtiin RMJ Saksman Oy:lle ja sen ensisijaisena tavoitteena oli tehdä toimiva ja helppokäyttöinen työkalu viikkokuormituksen laatimiseen oikean työjärjestyksen ja tasaisen tuotantokuormituksen saavuttamiseksi. Toissijaisena tavoitteena oli selvittää, voidaanko viikkokuormituslaskelma tehdä käytössä olevalla Ventus-toiminnanohjausjärjestelmällä. Kirjallisuusosassa käsiteltiin toiminnanohjaukseen liittyvää teoriaa, kuten toiminnanohjauksen tavoitteita ja haasteita, toiminnanohjausperiaatteita sekä karkea- ja hienosuunnittelua. Lisäksi kerrottiin Ventus-toiminnanohjausjärjestelmästä. Käytännön tekeminen aloitettiin Ventukseen tutustumisella. Kun ohjelmaa osattiin käyttää, sieltä etsittiin aiemmin tehtyjen sarjojen ja tuotteiden valmistusajat, joista laskettiin aikakeskiarvot viikkokuormituslaskelmaa varten. Laskelmat tehtiin Exceltaulukkolaskentaohjelmalla. Alustava viikkokuormituslaskelma laadittiin siten, että tilauksen vaatima työaika osastoittain sijoitettiin laskelmaan toimituspäivän kohdalle. Tästä siirrettiin tunteja taaksepäin viikoittainen kapasiteetti ja muut samaan aikaan tehtävät tilaukset huomioon ottaen, kunnes saatiin selville tilauksen valmistuksen aloitusajankohta. Kun alustava viikkokuormituslaskelma oli saatu seuraavalle kuukaudelle laadittua, alettiin selvittää, sopiiko Ventus kuormituslaskelman tekemiseen tulevaisuudessa. Alustavan viikkokuormituslaskelman laatiminen sujui nopeasti sen jälkeen, kun Ventusta opittiin käyttämään. Kuormituslaskelman käyttöönotto helpotti toimitusaikojen määrittämistä sekä auttoi tuotannon tasaisen kuormituksen saavuttamisessa. Yhdessä muiden tuotannon tehostamistoimenpiteiden kanssa erään sarjan valmistusaika väheni 25 %. Myös Ventuksella pystyttiin laatimaan viikkokuormituslaskelma, kun ohjelman ongelmat oli saatu ratkaistua. Kun helppokäyttöisempi Ventuksen viikkokuormituslaskelma otettiin käyttöön, lopetettiin alustavan laskelman käyttö. Aikakeskiarvolaskelman päivitystä jatkettiin tästä huolimatta valmistusaikojen kehittymisen seuraamiseksi.
26 26 Tulevaisuudessa olisi syytä kiinnittää huomiota venesarjojen osien valmistusjärjestykseen. Esimerkiksi moniosaisten koottavien tuotteiden valmistus olisi aloitettava mahdollisimman aikaisessa vaiheessa, jotta kokoonpano-osastolla ei tulisi juuri ennen toimituspäivää liian kiire. Myös toimituspäiviin on kiinnitettävä huomiota. Jos toimituspäivä on jostain syystä maanantai ja joissain dokumenteissa näkyy vain toimitusviikko, voi joku olettaa, että kyseisellä viikolla ehtii vielä hyvin pintakäsitellä ja koota tuotteen. Tilausta kirjattaessa pitää siis myös katsoa, mikä viikonpäivä on kyseessä eikä tuijottaa pelkkää päivämäärää. Viivakoodijärjestelmän käyttöönotto tuotannossa kirjausten helpottamiseksi olisi suotavaa.
27 27 LÄHTEET Haverila, M., Uusi-Rauva, E., Kouri, I. & Miettinen, A Teollisuustalous. Tampere: Infacs. Lehtonen, J-M Tuotantotalous. Helsinki: WSOY. Nisamest Oy. Ei päiväystä. Ventus Software / Nisamest Oy. [Verkkosivu]. Turku: Nisamest Oy. [Viitattu ]. Saatavana:
28 LIITTEET 28
29 1(1) LIITE 1. Venesarjojen valmistusajat. Vene kpl Työ nro PP CNC LAK KP Vene1 srj :18:00 210:57:00 574:39:00 158:13: :47:00 106:55:00 280:32:00 274:24: :07:00 94:31:00 342:08:00 225:10:00 per srj 98:03:36 20:37:09 59:51:57 32:53:21 Vene2 srj :21:00 39:35:00 81:11:00 127:52: :18:00 23:05:00 74:32:00 60:52: :47:00 24:44:00 49:00:00 60:15:00 per srj 13:19:43 1:44:53 4:05:40 4:58:47 Vene3 srj :50:00 17:31:00 5:47:00 17:00: :14:00 6:41:00 9:53:00 21:13:00 per srj 5:57:12 1:12:36 0:47:00 1:54:39 Vene4 srj :19:00 107:08:00 457:10:00 371:48: :47:00 201:39: :05:00 873:33:00 per srj 52:50:12 10:17:34 51:44:30 41:30:42 Vene5 srj :42:00 2:17:00 0:00:00 0:00:00 per srj 0:29:06 0:06:51 0:00:00 0:00:00 Vene6 srj :32:00 31:23:00 30:10:00 78:45: :58:00 39:50:00 62:37:00 86:27: :59:00 18:31:00 19:29:00 13:23:00 per srj 7:15:29 1:29:44 1:52:16 2:58:35 Vene7 srj :58:00 11:12:00 86:24:00 105:17: :20:00 41:56:00 59:39:00 79:30: :13:00 7:59:00 20:53:00 28:55:00 per srj 7:40:19 1:44:46 4:46:10 6:06:21 Vene8 srj :00:00 3:08: :04:00 6:12:00 per srj 4:48:24 0:56:00
30 1(1) LIITE 2. Sohvapöytien valmistusajat. Pöytä Pintakäs. PP LAK KP Pöytä1 Valkoinen 0:15:00 0:15:00 0:18:00 Pähkinä 0:15:00 0:18:00 0:18:00 Pöytä2 Valkoinen 0:54:00 0:16:00 0:25:00 Kiiltovalk 0:54:00 0:25:00 0:25:00 Pähkinä 1:04:00 0:16:00 0:25:00 Wenge 1:04:00 0:16:00 0:25:00 Pöytä3 Valkoinen 0:41:00 0:16:00 0:25:00 Kiiltovalk 0:41:00 0:25:00 0:25:00 Pähkinä 1:31:00 0:16:00 0:25:00 Wenge 1:31:00 0:16:00 0:25:00 Zebrano 2:01:00 0:16:00 0:25:00 Pöytä4 Valkoinen 0:54:00 0:16:00 0:25:00 Kiiltovalk 0:54:00 0:25:00 0:25:00 Pähkinä 1:04:00 0:16:00 0:25:00 Wenge 1:04:00 0:16:00 0:25:00
31 LIITE 3. Viikkokuormituslaskelma. 1(1)

32 LIITE 4. Erään venesarjan suunnitellut ja toteutuneet valmistusajat. 1(1)
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Heini Salo. Tuotannonohjauksen kehittäminen digitaalipainossa. EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma. Insinöörityö 15.5.
 EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto. TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Harjoitusty ö 5. Myynti, markkinointi ja asiakkaan kohtaaminen 4. Operaatiot
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Harjoitusty ö 5. Myynti, markkinointi ja asiakkaan kohtaaminen 4. Operaatiot
Tuotannon jatkuva optimointi muutostilanteissa
 Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Digiajan menestyksekäs toimitusketju / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab
 Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
ValueFrame. Tilitoimiston toiminnanohjaus
 ValueFrame Tilitoimiston toiminnanohjaus ValueFramen ansiosta työtehtävämme pysyvät ajan tasalla, ja se auttaa minua koordinoimaan tehtäviä. Pystymme kirjaamaan tehdyt tunnit laskutusta varten niin, että
ValueFrame Tilitoimiston toiminnanohjaus ValueFramen ansiosta työtehtävämme pysyvät ajan tasalla, ja se auttaa minua koordinoimaan tehtäviä. Pystymme kirjaamaan tehdyt tunnit laskutusta varten niin, että
Teamex ja taloushallinto
 Tuotantotalous Tuotantotalous Tuoterakenteet, tuoterakenteet, hinnoittelu, tuotantobudjetti telu, Myynti Myynti Tarjoukset, sopimukset, tarjoukset, sopimukset tilaukset tilaukset Tuotanto Tuotanto Kuormitus,
Tuotantotalous Tuotantotalous Tuoterakenteet, tuoterakenteet, hinnoittelu, tuotantobudjetti telu, Myynti Myynti Tarjoukset, sopimukset, tarjoukset, sopimukset tilaukset tilaukset Tuotanto Tuotanto Kuormitus,
CNC:N ASETUSAJAN PIENENTÄMINEN
 CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
Tuotannon laatukeskeinen suunnittelu ja ohjaus
 Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Visma Liikkuvan työn ratkaisut: Työnohjaus. Moderni työkalu työn hallintaan
 Visma Liikkuvan työn ratkaisut: Työnohjaus Moderni työkalu työn hallintaan Visma Työnohjaus on selainkäyttöinen ratkaisu töiden ja niiden sisältämien tehtävien hallintaan, aikataulutukseen ja seurantaan.
Visma Liikkuvan työn ratkaisut: Työnohjaus Moderni työkalu työn hallintaan Visma Työnohjaus on selainkäyttöinen ratkaisu töiden ja niiden sisältämien tehtävien hallintaan, aikataulutukseen ja seurantaan.
Kulutus ja täydennys synkronissa
 Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Business Oulu. Teollisuus-Forum 29.5.2013. Wisetime Oy:n esittely
 Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Tehdaskalenterin hyödyntäminen tuotannonohjauksessa
 Saimaan ammattikorkeakoulu Tekniikka Lappeenranta Kone- ja tuotantotekniikan koulutusohjelma Tuotantotekniikan ja kunnossapidon suuntautumisvaihtoehto Jorma Hyrkkänen Tehdaskalenterin hyödyntäminen tuotannonohjauksessa
Saimaan ammattikorkeakoulu Tekniikka Lappeenranta Kone- ja tuotantotekniikan koulutusohjelma Tuotantotekniikan ja kunnossapidon suuntautumisvaihtoehto Jorma Hyrkkänen Tehdaskalenterin hyödyntäminen tuotannonohjauksessa
Oppilaan pikaopas. Project 2013 käyttöliittymä ja näkymät
 1 Oppilaan pikaopas Project 2013 käyttöliittymä ja näkymät Kun avaat Project 2013 -ohjelman, näet ensimmäisenä pelkistetyn näkymän. Uusi Project 2013 voi auttaa projektinhallinnassa kuten esim. projektitietojen
1 Oppilaan pikaopas Project 2013 käyttöliittymä ja näkymät Kun avaat Project 2013 -ohjelman, näet ensimmäisenä pelkistetyn näkymän. Uusi Project 2013 voi auttaa projektinhallinnassa kuten esim. projektitietojen
Lemonsoft toiminnanohjausjärjestelmä
 Lemonsoft toiminnanohjausjärjestelmä Lemonsoft on toiminnanohjausjärjestelmä, joka on tehty liiketoiminnan hallintaan ja kehittämiseen. Lemonsoftin ominaisuudet ovat muokattavissa vastaamaan eri toimialojen
Lemonsoft toiminnanohjausjärjestelmä Lemonsoft on toiminnanohjausjärjestelmä, joka on tehty liiketoiminnan hallintaan ja kehittämiseen. Lemonsoftin ominaisuudet ovat muokattavissa vastaamaan eri toimialojen
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet
 Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
KÄYTTÖTAPAUSLUETTELO. Valitse Yammer sosiaaliseksi työtilaksi, niin yhteistyö, innovaatio ja sitoutuminen sujuvat itsestään.
 KÄYTTÖTAPAUSLUETTELO Valitse Yammer sosiaaliseksi työtilaksi, niin yhteistyö, innovaatio ja sitoutuminen sujuvat itsestään. Yammer-käyttötapausluettelo Yammer on sosiaalinen työtila se helpottaa päivitysten
KÄYTTÖTAPAUSLUETTELO Valitse Yammer sosiaaliseksi työtilaksi, niin yhteistyö, innovaatio ja sitoutuminen sujuvat itsestään. Yammer-käyttötapausluettelo Yammer on sosiaalinen työtila se helpottaa päivitysten
Mitä Lean on? Lean5 Europe Oy Ltd
 Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Tuotanto. www.lemonsoft.fi
 Tuotanto Lemonsoft-tuotanto on tuotannon suunnitteluun, ohjaamiseen ja jälkilaskelmiin suunnattu ohjelma. Ohjelma on suunnattu metalli-, muovi-, elektroniikka- ja puuteollisuuteen, mutta toimii muunkin
Tuotanto Lemonsoft-tuotanto on tuotannon suunnitteluun, ohjaamiseen ja jälkilaskelmiin suunnattu ohjelma. Ohjelma on suunnattu metalli-, muovi-, elektroniikka- ja puuteollisuuteen, mutta toimii muunkin
Siimasta toteutettu keinolihas
 AS 0.3200 Automaatio ja systeemitekniikan projektityöt Projektisuunnitelma: Siimasta toteutettu keinolihas Laura Gröhn 224417 Mikko Kyllönen 221177 Lauri Liukko Sipi 84702A Susanna Porkka 225131 3.2.2015
AS 0.3200 Automaatio ja systeemitekniikan projektityöt Projektisuunnitelma: Siimasta toteutettu keinolihas Laura Gröhn 224417 Mikko Kyllönen 221177 Lauri Liukko Sipi 84702A Susanna Porkka 225131 3.2.2015
Varastossa kaikki hyvin vai onko?
 Varastossa kaikki hyvin vai onko? Done Software Solutions Oy Arto Pellonpää Done Software Solutions Oy Revenio Group Oyj 2013 liikevaihto 25,4 MEUR henkilöstö lähes 300 listattu NASDAQ OMX Helsingin Pörssissä
Varastossa kaikki hyvin vai onko? Done Software Solutions Oy Arto Pellonpää Done Software Solutions Oy Revenio Group Oyj 2013 liikevaihto 25,4 MEUR henkilöstö lähes 300 listattu NASDAQ OMX Helsingin Pörssissä
1/8. Työnantajan opas
 1/8 Työnantajan opas 1. Kirjautuminen... 3 2. Käyttäjät... 3 2.1. Käyttäjäprofiilit... 3 3. Työjärjestys ohjelman käyttöä aloitettaessa... 4 4. Työkohteet... 5 4.1. Kohteet... 5 5. Työtehtävät... 6 5.1.
1/8 Työnantajan opas 1. Kirjautuminen... 3 2. Käyttäjät... 3 2.1. Käyttäjäprofiilit... 3 3. Työjärjestys ohjelman käyttöä aloitettaessa... 4 4. Työkohteet... 5 4.1. Kohteet... 5 5. Työtehtävät... 6 5.1.
kellokortti.fi Tehokkuutta työajanseurantaan
 kellokortti.fi Tehokkuutta työajanseurantaan NYKYAIKAINEN RATKAISU TYÖAJAN- SEURANTAAN JA PROJEKTIKOHDISTUKSEEN Kellokortti.fi tuo työtuntien seurannan nykyaikaan. Sen avulla työtunnit voidaan kirjata
kellokortti.fi Tehokkuutta työajanseurantaan NYKYAIKAINEN RATKAISU TYÖAJAN- SEURANTAAN JA PROJEKTIKOHDISTUKSEEN Kellokortti.fi tuo työtuntien seurannan nykyaikaan. Sen avulla työtunnit voidaan kirjata
Tuotantoprosessin optimaalinen aikataulutus (valmiin työn esittely)
") Tuotantoprosessin optimaalinen aikataulutus (valmiin työn esittely) Joona Kaivosoja 01.12.2014 Ohjaaja: DI Ville Mäkelä Valvoja: Prof. Ahti Salo Työn saa tallentaa ja julkistaa Aalto-yliopiston avoimilla
Tuotantoprosessin optimaalinen aikataulutus (valmiin työn esittely) Joona Kaivosoja 01.12.2014 Ohjaaja: DI Ville Mäkelä Valvoja: Prof. Ahti Salo Työn saa tallentaa ja julkistaa Aalto-yliopiston avoimilla
Tietojärjestelmän kehittäminen syksy 2003
 Tietojärjestelmän kehittäminen syksy 2003 Ryhmä C2 Väliraportti 2-24.10. Päivi Laiterla Tomas Windahl Toni Nikkanen Antti Lehto 1 Sisällysluettelo Rich Picture...4 Käsitemalli...5 P-tason
Tietojärjestelmän kehittäminen syksy 2003 Ryhmä C2 Väliraportti 2-24.10. Päivi Laiterla Tomas Windahl Toni Nikkanen Antti Lehto 1 Sisällysluettelo Rich Picture...4 Käsitemalli...5 P-tason
Liittymät muihin järjestelmiin
 Infocloud ERP Taloushallinto Järjestelmään sisältyy tyypillisen PK-yrityksen tarvitsemat taloushallinnon toiminnot palkanlaskentaa lukuun ottamatta Myyntilaskujen lähetys operaattorin kautta Finvoice-muodossa
Infocloud ERP Taloushallinto Järjestelmään sisältyy tyypillisen PK-yrityksen tarvitsemat taloushallinnon toiminnot palkanlaskentaa lukuun ottamatta Myyntilaskujen lähetys operaattorin kautta Finvoice-muodossa
Kehitä. varastosi toimintaa. Fimatic varastoratkaisulla. Varaston tehokkuutta voidaan lisätä vaiheittain Fimatic varastoratkaisulla: 5.
 VARASTORATKAISU Kehitä varastosi toimintaa Fimatic varastoratkaisulla Onko varastosi tehokkuudessa parantamisen tarvetta? Ovatko käytössä olevat keräysjärjestelmät kustannustehokkain tapa kerätä tuotteenne?
VARASTORATKAISU Kehitä varastosi toimintaa Fimatic varastoratkaisulla Onko varastosi tehokkuudessa parantamisen tarvetta? Ovatko käytössä olevat keräysjärjestelmät kustannustehokkain tapa kerätä tuotteenne?
Monipuolista hienomekaniikkaa. Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI Järvenpää. Tel (0)
") Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Optimoinnin sovellukset
 Optimoinnin sovellukset Timo Ranta Tutkijatohtori TTY Porin laitos OPTIMI 4.12.2014 Mitä optimointi on? Parhaan ratkaisun systemaattinen etsintä kaikkien mahdollisten ratkaisujen joukosta Tieteellinen
Optimoinnin sovellukset Timo Ranta Tutkijatohtori TTY Porin laitos OPTIMI 4.12.2014 Mitä optimointi on? Parhaan ratkaisun systemaattinen etsintä kaikkien mahdollisten ratkaisujen joukosta Tieteellinen
HRMobi Esimies. HRMobi Esimiestoimintojen KÄYTTÖOHJE
 HRMobi Esimies HRMobi Esimiestoimintojen KÄYTTÖOHJE HRMobi -esimies HRMobi -esimiesliittymä älypuhelimiin, tabletteihin ja selaimiin. Esimies näkee helposti työntekijöiden työvuorot puhelimessaan. Esimies
HRMobi Esimies HRMobi Esimiestoimintojen KÄYTTÖOHJE HRMobi -esimies HRMobi -esimiesliittymä älypuhelimiin, tabletteihin ja selaimiin. Esimies näkee helposti työntekijöiden työvuorot puhelimessaan. Esimies
Lappeenrannan teknillinen yliopisto Lahden yksikkö
 Lappeenrannan teknillinen yliopisto Lahden yksikkö SAKE 2.0 Suorituskyyn analysointi järjestelmä Tunnuslukujen hyäksikäyttö SAKE 2.0 Suorituskyyn analysointijärjestelmä Tunnuslukujen hyäksikäyttö Siu 1
Lappeenrannan teknillinen yliopisto Lahden yksikkö SAKE 2.0 Suorituskyyn analysointi järjestelmä Tunnuslukujen hyäksikäyttö SAKE 2.0 Suorituskyyn analysointijärjestelmä Tunnuslukujen hyäksikäyttö Siu 1
Visma Liikkuvan työn ratkaisut: Työmaarekisteri. Moderni työkalu työn hallintaan
 Visma Liikkuvan työn ratkaisut: Työmaarekisteri Moderni työkalu työn hallintaan (Visma L7, Visma Business ja Visma Nova) Urakoitsijat ERP:n asiakkaat haettavissa Työntekijät ERP:n henkilöt haettavissa,
Visma Liikkuvan työn ratkaisut: Työmaarekisteri Moderni työkalu työn hallintaan (Visma L7, Visma Business ja Visma Nova) Urakoitsijat ERP:n asiakkaat haettavissa Työntekijät ERP:n henkilöt haettavissa,
TALOUSHALLINTOJÄRJESTELMÄN YHTEISKÄYTTÖ TILITOIMISTON KANSSA
 Pikaopas TALOUSHALLINTOJÄRJESTELMÄN YHTEISKÄYTTÖ TILITOIMISTON KANSSA Mikä on sähköinen taloushallinto? Sähköinen taloushallinto tarkoittaa yksinkertaistettuna yrityksen taloushallintoon liittyvien tehtävien,
Pikaopas TALOUSHALLINTOJÄRJESTELMÄN YHTEISKÄYTTÖ TILITOIMISTON KANSSA Mikä on sähköinen taloushallinto? Sähköinen taloushallinto tarkoittaa yksinkertaistettuna yrityksen taloushallintoon liittyvien tehtävien,
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000
 LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
JOONAS KOSKI TUOTANNONOHJAUKSEN KEHITTÄMINEN VENTTIILITUO- TANNOSSA. Diplomityö
 JOONAS KOSKI TUOTANNONOHJAUKSEN KEHITTÄMINEN VENTTIILITUO- TANNOSSA Diplomityö Tarkastaja: professori Kari Koskinen Tarkastaja ja aihe hyväksytty Teknisten tieteiden tiedekuntaneuvoston kokouksessa 4.
JOONAS KOSKI TUOTANNONOHJAUKSEN KEHITTÄMINEN VENTTIILITUO- TANNOSSA Diplomityö Tarkastaja: professori Kari Koskinen Tarkastaja ja aihe hyväksytty Teknisten tieteiden tiedekuntaneuvoston kokouksessa 4.
Projektin palikat hallintaan! Tehokkaan projektinhallinnan opas. Idea Suunnittelu Käynnistäminen Toteutus Tulos
 Projektin palikat hallintaan! Tehokkaan projektinhallinnan opas Idea Suunnittelu Käynnistäminen Toteutus Tulos 1 Tehokas projektinhallinta on avain tuloksellisuuteen Projektinhallinta on taitolaji. Siinä
Projektin palikat hallintaan! Tehokkaan projektinhallinnan opas Idea Suunnittelu Käynnistäminen Toteutus Tulos 1 Tehokas projektinhallinta on avain tuloksellisuuteen Projektinhallinta on taitolaji. Siinä
TUOTELUOKITUKSEN LAADINTA
 TUOTELUOKITUKSEN LAADINTA Peikko Finland Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2015 Pia Rantanen Lahden
TUOTELUOKITUKSEN LAADINTA Peikko Finland Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen mekatroniikka Opinnäytetyö Kevät 2015 Pia Rantanen Lahden
KOKONAISSUUNNITELMA KEHITTÄMISTEHTÄVÄLLE lomake 1
 KOKONAISSUUNNITELMA KEHITTÄMISTEHTÄVÄLLE lomake 1 TYÖRYHMÄN NIMI: SUUNTA Laajasalon tiimi (Itäinen perhekeskus, Helsinki) pvm: jolloin täytetty työryhmän kanssa KEHITTÄMISTEHTÄVÄN NIMI 1) Asiakassuunnitelman
KOKONAISSUUNNITELMA KEHITTÄMISTEHTÄVÄLLE lomake 1 TYÖRYHMÄN NIMI: SUUNTA Laajasalon tiimi (Itäinen perhekeskus, Helsinki) pvm: jolloin täytetty työryhmän kanssa KEHITTÄMISTEHTÄVÄN NIMI 1) Asiakassuunnitelman
KIRJANPITO 22C Luento 4a: Hankintameno
 KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
A13-03 Kaksisuuntainen akkujen tasauskortti. Väliaikaraportti. Automaatio- ja systeemitekniikan projektityöt AS Syksy 2013
 A13-03 Kaksisuuntainen akkujen tasauskortti Väliaikaraportti Automaatio- ja systeemitekniikan projektityöt AS-0.3200 Syksy 2013 Arto Mikola Aku Kyyhkynen 22.10.2013 Sisällysluettelo Sisällysluettelo...
A13-03 Kaksisuuntainen akkujen tasauskortti Väliaikaraportti Automaatio- ja systeemitekniikan projektityöt AS-0.3200 Syksy 2013 Arto Mikola Aku Kyyhkynen 22.10.2013 Sisällysluettelo Sisällysluettelo...
Tasolasi Eristyslasi Taivutettu lasi Turvalasi PRECUT. Glass Industry. toiminnanohjausjärjestelmä tasolasia jalostavalle teollisuudelle
 Tasolasi Eristyslasi Taivutettu lasi Turvalasi PRECUT Glass Industry toiminnanohjausjärjestelmä tasolasia jalostavalle teollisuudelle LEIKKAA tuotot kasvuun Precut Glass Industry on toiminnanohjausjärjestelmä
Tasolasi Eristyslasi Taivutettu lasi Turvalasi PRECUT Glass Industry toiminnanohjausjärjestelmä tasolasia jalostavalle teollisuudelle LEIKKAA tuotot kasvuun Precut Glass Industry on toiminnanohjausjärjestelmä
Lemonsoft toiminnanohjausjärjestelmä
 Lemonsoft toiminnanohjausjärjestelmä Lemonsoft on toiminnanohjausjärjestelmä, joka on tehty liiketoiminnan hallintaan ja kehittämiseen. Lemonsoftin ominaisuudet ovat muokattavissa vastaamaan eri toimialojen
Lemonsoft toiminnanohjausjärjestelmä Lemonsoft on toiminnanohjausjärjestelmä, joka on tehty liiketoiminnan hallintaan ja kehittämiseen. Lemonsoftin ominaisuudet ovat muokattavissa vastaamaan eri toimialojen
Paula Mattila. Karkeasuunnittelun merkitys tuotannonsuunnittelussa
 Paula Mattila Karkeasuunnittelun merkitys tuotannonsuunnittelussa Opinnäytetyö CENTRIA-AMMATTIKORKEAKOULU Tuotantotalouden koulutusohjelma Tammikuu 2018 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Centria- Aika ammattikorkeakoulu
Paula Mattila Karkeasuunnittelun merkitys tuotannonsuunnittelussa Opinnäytetyö CENTRIA-AMMATTIKORKEAKOULU Tuotantotalouden koulutusohjelma Tammikuu 2018 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Centria- Aika ammattikorkeakoulu
Lasse Määttä Prove Expertise Oy. Testauksen- ja projektinhallinnan yhdistämisen edut ja mahdollisuudet
 Lasse Määttä Prove Expertise Oy Testauksen- ja projektinhallinnan yhdistämisen edut ja mahdollisuudet Totuuksia laadunvarmistuksesta Laadunvarmistus aiheuttaa jopa 50% tuotekehitysprojektin kuluista Laadunvarmistus
Lasse Määttä Prove Expertise Oy Testauksen- ja projektinhallinnan yhdistämisen edut ja mahdollisuudet Totuuksia laadunvarmistuksesta Laadunvarmistus aiheuttaa jopa 50% tuotekehitysprojektin kuluista Laadunvarmistus
Supply Chain Module 1
 2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
Erikoiskauppojen myymälätäydennys. Kaupan tutkimuspäivä 31.1.2007 Ville Pätynen
 Erikoiskauppojen myymälätäydennys Kaupan tutkimuspäivä 31.1.2007 Ville Pätynen 2 Retail Logistics Excellence RELEX Ohjelmistoja ja asiantuntijapalveluita tuotetäydennyksen kehittämiseen ja toteuttamiseen
Erikoiskauppojen myymälätäydennys Kaupan tutkimuspäivä 31.1.2007 Ville Pätynen 2 Retail Logistics Excellence RELEX Ohjelmistoja ja asiantuntijapalveluita tuotetäydennyksen kehittämiseen ja toteuttamiseen
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta
 Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
Harri Pohjola TUOTANNON SEURANTA JA KEHITTÄMINEN
 Harri Pohjola TUOTANNON SEURANTA JA KEHITTÄMINEN TUOTANNON SEURANTA JA KEHITTÄMINEN Harri Pohjola Opinnäytetyö Kevät 2016 Kone- ja tuotantotekniikan koulutusohjelma Oulun ammattikorkeakoulu TIIVISTELMÄ
Harri Pohjola TUOTANNON SEURANTA JA KEHITTÄMINEN TUOTANNON SEURANTA JA KEHITTÄMINEN Harri Pohjola Opinnäytetyö Kevät 2016 Kone- ja tuotantotekniikan koulutusohjelma Oulun ammattikorkeakoulu TIIVISTELMÄ
LUC-palvelupiste. Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen
 LUC-palvelupiste Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen Taustat - Konsernin strategiasta (2009) löytyy toiminta-ajatus Palvelut tuotettava pääosin yhdessä - Yhdeksi kehityskohteeksi
LUC-palvelupiste Käyttöönoton vaiheet ja tulevaisuuden tavoitteet Sakari Tarvainen Taustat - Konsernin strategiasta (2009) löytyy toiminta-ajatus Palvelut tuotettava pääosin yhdessä - Yhdeksi kehityskohteeksi
Asiakas ja tavoite. Tekninen toteutus
 Asiakas ja tavoite Heikieli on vuonna 2015 perustettu yhden hengen asiantuntijayritys, joka tarjoaa käännös- ja oikolukupalveluita englannista ja saksasta suomeksi. Freelance-kääntäjiä on Suomessa paljon,
Asiakas ja tavoite Heikieli on vuonna 2015 perustettu yhden hengen asiantuntijayritys, joka tarjoaa käännös- ja oikolukupalveluita englannista ja saksasta suomeksi. Freelance-kääntäjiä on Suomessa paljon,
A13-03 Kaksisuuntainen akkujen tasauskortti. Projektisuunnitelma. Automaatio- ja systeemitekniikan projektityöt AS-0.
 A13-03 Kaksisuuntainen akkujen tasauskortti Projektisuunnitelma Automaatio- ja systeemitekniikan projektityöt AS-0.3200 Syksy 2013 Arto Mikola Aku Kyyhkynen 25.9.2013 Sisällysluettelo Sisällysluettelo...
A13-03 Kaksisuuntainen akkujen tasauskortti Projektisuunnitelma Automaatio- ja systeemitekniikan projektityöt AS-0.3200 Syksy 2013 Arto Mikola Aku Kyyhkynen 25.9.2013 Sisällysluettelo Sisällysluettelo...
Maanrakennusalan arki rallattamaan MaaRaksan avulla!
 Maanrakennusalan arki rallattamaan MaaRaksan avulla! MaaRaksa auttaa yritystä: Parantamaan kannattavuutta tuomalla tehdyt työt ja tarvikkeet laskutukseen Säästämään aikaa poistamalla moneen kertaan samojen
Maanrakennusalan arki rallattamaan MaaRaksan avulla! MaaRaksa auttaa yritystä: Parantamaan kannattavuutta tuomalla tehdyt työt ja tarvikkeet laskutukseen Säästämään aikaa poistamalla moneen kertaan samojen
EVELIINA SALMINEN TUOTANNONOHJAUKSEN KEHITTÄMINEN LEAN-PERIAAT- TEITA HYÖDYNTÄEN. Diplomityö
 EVELIINA SALMINEN TUOTANNONOHJAUKSEN KEHITTÄMINEN LEAN-PERIAAT- TEITA HYÖDYNTÄEN Diplomityö Tarkastaja: Professori Marko Seppänen Tarkastaja ja aihe hyväksytty 28. toukokuuta 2018 i TIIVISTELMÄ EVELIINA
EVELIINA SALMINEN TUOTANNONOHJAUKSEN KEHITTÄMINEN LEAN-PERIAAT- TEITA HYÖDYNTÄEN Diplomityö Tarkastaja: Professori Marko Seppänen Tarkastaja ja aihe hyväksytty 28. toukokuuta 2018 i TIIVISTELMÄ EVELIINA
MultiWeb Sähköinen tilausjärjestelmä. Luottamuksellinen
 MultiWeb Sähköinen tilausjärjestelmä Pikaohje v.1.5 Luottamuksellinen 2 / 9 SISÄLLYSLUETTELO 1. Yleistä... 3 2. Kirjaudu sisään... 3 3. Rakenne... 4 3.1. Etusivu... 4 3.2. Toimintopalkki... 5 4. Tuotteiden
MultiWeb Sähköinen tilausjärjestelmä Pikaohje v.1.5 Luottamuksellinen 2 / 9 SISÄLLYSLUETTELO 1. Yleistä... 3 2. Kirjaudu sisään... 3 3. Rakenne... 4 3.1. Etusivu... 4 3.2. Toimintopalkki... 5 4. Tuotteiden
JOUSTAVIEN LÄPIMENOAIKOJEN KEHITTÄMINEN KONEPAJAYRITYKSESSÄ
 JOUSTAVIEN LÄPIMENOAIKOJEN KEHITTÄMINEN KONEPAJAYRITYKSESSÄ Antti Tanskanen Opinnäytetyö Syyskuu 2012 Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät ja Tuotantotalous TIIVISTELMÄ Tampereen ammattikorkeakoulu
JOUSTAVIEN LÄPIMENOAIKOJEN KEHITTÄMINEN KONEPAJAYRITYKSESSÄ Antti Tanskanen Opinnäytetyö Syyskuu 2012 Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät ja Tuotantotalous TIIVISTELMÄ Tampereen ammattikorkeakoulu
septima tuotannon uusi elämä
 septima tuotannon uusi elämä 1 2 3 4 5 6 7 Lupaus Septima-palvelutuotteella saamme seitsemässä päivässä aikaan yrityksesi tuotannolle uuden elämän. Uuden tehokkaamman elämän, jossa kustannukset saadaan
septima tuotannon uusi elämä 1 2 3 4 5 6 7 Lupaus Septima-palvelutuotteella saamme seitsemässä päivässä aikaan yrityksesi tuotannolle uuden elämän. Uuden tehokkaamman elämän, jossa kustannukset saadaan
Ääni Company Oy:n nopea kokeilu Helsingin kouluissa Helsingin koulujen nopeiden kokeilujen ohjelma II, kevätlukukausi 2019
 Julkinen loppuraportti 12.6.2019 Ääni Company Oy:n nopea kokeilu Helsingin kouluissa Helsingin koulujen nopeiden kokeilujen ohjelma II, kevätlukukausi 2019 Kokeilun tavoitteet Kokeilun tavoitteena on testata
Julkinen loppuraportti 12.6.2019 Ääni Company Oy:n nopea kokeilu Helsingin kouluissa Helsingin koulujen nopeiden kokeilujen ohjelma II, kevätlukukausi 2019 Kokeilun tavoitteet Kokeilun tavoitteena on testata
TIEKE katsaus. johtava asiantuntija Pertti Lindberg, Energiateollisuus ry
 TIEKE katsaus johtava asiantuntija Pertti Lindberg, Energiateollisuus ry 20130911 TIEKE hanke Sähkönjakeluyhtiöiden ja palveluntuottajayhtiöiden tietojärjestelmien yhteensopivuus Energiateollisuus ry hankkeen
TIEKE katsaus johtava asiantuntija Pertti Lindberg, Energiateollisuus ry 20130911 TIEKE hanke Sähkönjakeluyhtiöiden ja palveluntuottajayhtiöiden tietojärjestelmien yhteensopivuus Energiateollisuus ry hankkeen
LAADUNTUOTTO YRITYKSESSÄ HITSAUSTEKNIIKKA `17 PÄIVÄT
 HITSAUSTEKNIIKKA `17 PÄIVÄT www.andritz.com We accept the challenge! Laadun määrittäminen Laatu käsitteenä on melko vaikea hahmottaa eikä ole olemassa yksiselitteistä laadun määritelmää. Laatu saa eri
HITSAUSTEKNIIKKA `17 PÄIVÄT www.andritz.com We accept the challenge! Laadun määrittäminen Laatu käsitteenä on melko vaikea hahmottaa eikä ole olemassa yksiselitteistä laadun määritelmää. Laatu saa eri
Suomen opinto-ohjaajat ry:n asiantuntijalausunto
 Suomen opinto-ohjaajat ry:n asiantuntijalausunto 15.5.2018 1)Nykyistä henkilökohtaisempaa opinto-ohjausta 2)Oma opintosuunnitelma kaikille 3)Velvoite ohjata lukion päättäneitä nuoria Asia 1 Nykyistä henkilökohtaisempaa
Suomen opinto-ohjaajat ry:n asiantuntijalausunto 15.5.2018 1)Nykyistä henkilökohtaisempaa opinto-ohjausta 2)Oma opintosuunnitelma kaikille 3)Velvoite ohjata lukion päättäneitä nuoria Asia 1 Nykyistä henkilökohtaisempaa
Liiketoiminnan johtaminen
 MaitoManageri johtaminen ja johtajuus-kysely Liiketoiminnan johtaminen 1. Osaan määrittää yrityksellemme tulevaisuuden vision (tavoitetilan) 2. Viestin siten, että kaikki tilalla työskentelevät ovat tietoisia
MaitoManageri johtaminen ja johtajuus-kysely Liiketoiminnan johtaminen 1. Osaan määrittää yrityksellemme tulevaisuuden vision (tavoitetilan) 2. Viestin siten, että kaikki tilalla työskentelevät ovat tietoisia
TA-22.1130 Laskentatoimi ja kannattavuus TENTTI 8.1.2009. Nimi KIRJOITA VASTAUKSES I S ELVÄS TI JA YMMÄRRETTÄVÄS TT ÄYTÄ.
 i TA-22.1130 Laskentatoimi ja kannattavuus TENTTI 8.1.2009 Opintokirjan nro Nimi Tutkinto-ohjelma Tehtävä I 2 J /l Pisteet 5 6 Yhteensä KIRJOITA VASTAUKSES I S ELVÄS TI JA YMMÄRRETTÄVÄS TT ÄYTÄ TARVITTAES
i TA-22.1130 Laskentatoimi ja kannattavuus TENTTI 8.1.2009 Opintokirjan nro Nimi Tutkinto-ohjelma Tehtävä I 2 J /l Pisteet 5 6 Yhteensä KIRJOITA VASTAUKSES I S ELVÄS TI JA YMMÄRRETTÄVÄS TT ÄYTÄ TARVITTAES
Oppilaiden motivaation ja kiinnostuksen lisääminen matematiikan opiskeluun ja harrastamiseen. Pekka Peura 28.01.2012
 Oppilaiden motivaation ja kiinnostuksen lisääminen matematiikan opiskeluun ja harrastamiseen Pekka Peura 28.01.2012 MOTIVAATIOTA JA AKTIIVISUUTTA LISÄÄVÄN OPPIMISYMPÄRISTÖN ESITTELY (lisätietoja maot.fi)
Oppilaiden motivaation ja kiinnostuksen lisääminen matematiikan opiskeluun ja harrastamiseen Pekka Peura 28.01.2012 MOTIVAATIOTA JA AKTIIVISUUTTA LISÄÄVÄN OPPIMISYMPÄRISTÖN ESITTELY (lisätietoja maot.fi)
TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN
 PUUSTELLI GROUP OY LOPPURAPORTTI TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN Laatija: Timo Hemmilä, Hemcon Oy Päiväys: Luottamuksellisuus: julkinen Hyväksynyt: Tarmo Vesimäki, Puustelli Group Oy Projektin
PUUSTELLI GROUP OY LOPPURAPORTTI TYÖHYVINVOINNIN OHJAUSJÄRJESTELMÄN KEHITTÄMINEN Laatija: Timo Hemmilä, Hemcon Oy Päiväys: Luottamuksellisuus: julkinen Hyväksynyt: Tarmo Vesimäki, Puustelli Group Oy Projektin
Teollisten palveluiden kehittäminen asiakaslähtöisesti. Diplomityö esitys Kari Kammonen
 Teollisten palveluiden kehittäminen asiakaslähtöisesti Diplomityö esitys Kari Kammonen Tutkimuskysymykset Alakysymyksillä pyrittiin saavuttamaan tutkimuksen tavoite sekä pyrittiin saamaan vastaus tutkimusongelmaan.
Teollisten palveluiden kehittäminen asiakaslähtöisesti Diplomityö esitys Kari Kammonen Tutkimuskysymykset Alakysymyksillä pyrittiin saavuttamaan tutkimuksen tavoite sekä pyrittiin saamaan vastaus tutkimusongelmaan.
Modul-Fleet KALUSTONHALLINNAN OPTIMOINTIIN. I can help! Ordered 3 items. Can t serve last client. Running late!
 Modul-Fleet KALUSTONHALLINNAN OPTIMOINTIIN I can help! Ordered 3 items Can t serve last client Running late! Modul-Fleet KALUSTONHALLINNAN OPTIMOINTIIN Haluatko hallita organisaatiosi suurempaa liikkuvuutta
Modul-Fleet KALUSTONHALLINNAN OPTIMOINTIIN I can help! Ordered 3 items Can t serve last client Running late! Modul-Fleet KALUSTONHALLINNAN OPTIMOINTIIN Haluatko hallita organisaatiosi suurempaa liikkuvuutta
Toiminnallisen määrittelyn tarina. Esimerkki Reaktorin tavasta tehdä toiminnallista määrittelyä.
 Toiminnallisen määrittelyn tarina Esimerkki Reaktorin tavasta tehdä toiminnallista määrittelyä. Toimitusjohtajan pulma Tässä on toimitusjohtaja Roope, jonka tavoitteena on pyörittää Rengasmaster Oy:tä
Toiminnallisen määrittelyn tarina Esimerkki Reaktorin tavasta tehdä toiminnallista määrittelyä. Toimitusjohtajan pulma Tässä on toimitusjohtaja Roope, jonka tavoitteena on pyörittää Rengasmaster Oy:tä
Osavuosikatsaus II/2006
 Osavuosikatsaus II/2006 25.7.2006 Juha Rantanen, toimitusjohtaja www.outokumpu.com Toinen neljännes lyhyesti Ruostumattoman teräksen markkinat Toimenpiteet kannattavuuden parantamiseksi Toisen neljänneksen
Osavuosikatsaus II/2006 25.7.2006 Juha Rantanen, toimitusjohtaja www.outokumpu.com Toinen neljännes lyhyesti Ruostumattoman teräksen markkinat Toimenpiteet kannattavuuden parantamiseksi Toisen neljänneksen
Osavuosikatsaus II/05
 Osavuosikatsaus II/05 26.7.2005 Juha Rantanen, toimitusjohtaja www.outokumpu.com Toinen neljännes lyhyesti Hyvä tulos vaikeassa markkinatilanteessa. Toimitusmäärät laskivat, mutta tuotevalikoima ja myynnin
Osavuosikatsaus II/05 26.7.2005 Juha Rantanen, toimitusjohtaja www.outokumpu.com Toinen neljännes lyhyesti Hyvä tulos vaikeassa markkinatilanteessa. Toimitusmäärät laskivat, mutta tuotevalikoima ja myynnin
Moduuli 7 Talouden hallinta
 2O16-1-DEO2-KA2O2-003277 Moduuli 7 Talouden hallinta Osa 3 Talouden suunnittelu ja ennusteet Hanke on rahoitettu Euroopan komission tuella. Tästä julkaisusta (tiedotteesta) vastaa ainoastaan sen laatija,
2O16-1-DEO2-KA2O2-003277 Moduuli 7 Talouden hallinta Osa 3 Talouden suunnittelu ja ennusteet Hanke on rahoitettu Euroopan komission tuella. Tästä julkaisusta (tiedotteesta) vastaa ainoastaan sen laatija,
UUSI HILKKA KOTIHOIDON JA -PALVELUN DIGITALISOINTI
 UUSI HILKKA KOTIHOIDON JA -PALVELUN DIGITALISOINTI Jääkö liian vähän aikaa hoivatyölle? Kehitimme uuden Hilkka toiminnanohjausjärjestelmän vähentämään papereiden pyörittelyä ja tietokoneella istumista.
UUSI HILKKA KOTIHOIDON JA -PALVELUN DIGITALISOINTI Jääkö liian vähän aikaa hoivatyölle? Kehitimme uuden Hilkka toiminnanohjausjärjestelmän vähentämään papereiden pyörittelyä ja tietokoneella istumista.
LAITEKOHTAISEN TUOTANNONSUUNNITTELUN TUTKIMUSTYÖ
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA LAITEKOHTAISEN TUOTANNONSUUNNITTELUN TUTKIMUSTYÖ Hydroline Oy T E K I J Ä : Joanna Lähteenmäki SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA LAITEKOHTAISEN TUOTANNONSUUNNITTELUN TUTKIMUSTYÖ Hydroline Oy T E K I J Ä : Joanna Lähteenmäki SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ
Version päivittäminen
 Version päivittäminen Puh: 02-2767 171 Fax: 02-2767 170 www.ecom.fi asiakaspalvelu@ecom.fi 1 Uuden version haku internetistä ja ohjelmiston rekisteröinti...3 1.1 Ohjelmiston Rekisteröiminen...3 1.2 Internet-rekisteröinnin
Version päivittäminen Puh: 02-2767 171 Fax: 02-2767 170 www.ecom.fi asiakaspalvelu@ecom.fi 1 Uuden version haku internetistä ja ohjelmiston rekisteröinti...3 1.1 Ohjelmiston Rekisteröiminen...3 1.2 Internet-rekisteröinnin
ASENNUS- JA KÄYTTÖOHJE
 ASENNUS- JA KÄYTTÖOHJE YKSIKKÖHINTA SOPIMUKSEN TOTEUTUNEET MÄÄRÄT-SOVELLUS CMPRO5 VERSIO 2.8 PÄIVITETTY HEINÄKUU 2010 COPYRIGHT 2010 ARTEMIS FINLAND OY. ALL RIGHTS RESERVED. KÄYTTÖOHJE SIVU 2 (12) SISÄLLYSLUETTELO
ASENNUS- JA KÄYTTÖOHJE YKSIKKÖHINTA SOPIMUKSEN TOTEUTUNEET MÄÄRÄT-SOVELLUS CMPRO5 VERSIO 2.8 PÄIVITETTY HEINÄKUU 2010 COPYRIGHT 2010 ARTEMIS FINLAND OY. ALL RIGHTS RESERVED. KÄYTTÖOHJE SIVU 2 (12) SISÄLLYSLUETTELO
He who stops being better stops being good
 1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE. Yritys: Tekijä:
 KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE. Yritys: Tekijä:") OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE Yritys: Tekijä: Päiväys: MARKKINAT Rahoittajille tulee osoittaa, että yrityksen tuotteella tai palvelulla on todellinen liiketoimintamahdollisuus.
OULUTECH OY YRITYSHAUTOMO 1(14) KYSYMYKSIÄ LIIKETOIMINTASUUNNITELMAN TEKIJÄLLE Yritys: Tekijä: Päiväys: MARKKINAT Rahoittajille tulee osoittaa, että yrityksen tuotteella tai palvelulla on todellinen liiketoimintamahdollisuus.
LOPPURAPORTTI Paperikonekilta Versio 1.0
 Loppuraportti LITA/TIKO/PAPERIKONEKILTA 1 (14) 18.5.2009 LOPPURAPORTTI Paperikonekilta Versio 1.0 Tekijät: Jaakko Karhunen Jani Hyvönen TIKO, IT-Dynamo 5.kerros Osoite: Tietojenkäsittelyn koulutusohjelma
Loppuraportti LITA/TIKO/PAPERIKONEKILTA 1 (14) 18.5.2009 LOPPURAPORTTI Paperikonekilta Versio 1.0 Tekijät: Jaakko Karhunen Jani Hyvönen TIKO, IT-Dynamo 5.kerros Osoite: Tietojenkäsittelyn koulutusohjelma
REDOFLOW. Kokonaisvaltainen toiminnanohjauksen ja tiedonhallinnan ratkaisu pkyrityksille. Redoflow on kehitetty alusta asti pkyritysten
 Kokonaisvaltainen toiminnanohjauksen ja tiedonhallinnan ratkaisu pkyrityksille Redoflow on kehitetty alusta asti pkyritysten toiminnanohjauksen ja tiedonhallinnan tarpeita silmällä pitäen: se on kustannustehokas,
Kokonaisvaltainen toiminnanohjauksen ja tiedonhallinnan ratkaisu pkyrityksille Redoflow on kehitetty alusta asti pkyritysten toiminnanohjauksen ja tiedonhallinnan tarpeita silmällä pitäen: se on kustannustehokas,
2 Kuinka montaa suoritusmittaria toimipaikassa seurattiin vuosina 2011 ja 2016?
 Osa A Johtaminen 1 Mikä seuraavista kuvaa parhaiten toimipaikassa tehtyjä toimenpiteitä, kun tuotannossa havaittiin ongelma vuosina 2011 ja 2016? Esimerkki: laadullisen vian löytäminen tuotteesta tai koneiston
Osa A Johtaminen 1 Mikä seuraavista kuvaa parhaiten toimipaikassa tehtyjä toimenpiteitä, kun tuotannossa havaittiin ongelma vuosina 2011 ja 2016? Esimerkki: laadullisen vian löytäminen tuotteesta tai koneiston
Visma Netvisor. Kaikki mitä pk-yritys tarvitsee liiketoiminnan ohjaamiseen. RAPORTOINTI Asiakashallinta Myynnin seuranta Myynnin ennusteet
 Visma Netvisor Kaikki mitä pk-yritys tarvitsee liiketoiminnan ohjaamiseen CRM JA MYYNTI PROJEKTINHALLINTA TYÖAIKA JA KULUT AUTOMATISOITU LASKUTUS RAPORTOINTI Asiakashallinta Myynnin seuranta Myynnin ennusteet
Visma Netvisor Kaikki mitä pk-yritys tarvitsee liiketoiminnan ohjaamiseen CRM JA MYYNTI PROJEKTINHALLINTA TYÖAIKA JA KULUT AUTOMATISOITU LASKUTUS RAPORTOINTI Asiakashallinta Myynnin seuranta Myynnin ennusteet
Ennustamisen ja Optimoinnin mahdollisuudet
 Ennustamisen ja Optimoinnin mahdollisuudet Agenda Mitä optimointi on Ennustamisen mahdollisuudet Optimoinnin eri tasot ja tavoitteet Optimoinnin käyttöönotto Mitä optimointi on Mitä optimointi on? Oikea
Ennustamisen ja Optimoinnin mahdollisuudet Agenda Mitä optimointi on Ennustamisen mahdollisuudet Optimoinnin eri tasot ja tavoitteet Optimoinnin käyttöönotto Mitä optimointi on Mitä optimointi on? Oikea
työryhmien SharePoint-yhteistyötä helpottava ratkaisu
 työryhmien SharePoint-yhteistyötä helpottava ratkaisu LIIKKEENJOHDON SUURIN HAASTE Modernin yrityksen on muutoksen kyydissä pysyäkseen suunniteltava tehokas strategia ja seurattava sitä. Siinä piilee kuitenkin
työryhmien SharePoint-yhteistyötä helpottava ratkaisu LIIKKEENJOHDON SUURIN HAASTE Modernin yrityksen on muutoksen kyydissä pysyäkseen suunniteltava tehokas strategia ja seurattava sitä. Siinä piilee kuitenkin
SOPIMUSKONE TILITOIMISTOILLE
 1 Sopimuskone Helppokäyttöinen Sopimuskone jokaisen kirjanpitäjän avuksi. Asiakirjojen ja sopimusten laatiminen pikavalinnoin. Sopimuskoneella on tilitoimistoille jo yli 100 valmiiksi hinnoiteltua tuotetta.
1 Sopimuskone Helppokäyttöinen Sopimuskone jokaisen kirjanpitäjän avuksi. Asiakirjojen ja sopimusten laatiminen pikavalinnoin. Sopimuskoneella on tilitoimistoille jo yli 100 valmiiksi hinnoiteltua tuotetta.
S14 09 Sisäpeltorobotti AS Automaatio ja systeemitekniikan projektityöt. Antti Kulpakko, Mikko Ikonen
 S14 09 Sisäpeltorobotti AS 0.3200 Automaatio ja systeemitekniikan projektityöt Antti Kulpakko, Mikko Ikonen 1. Projektin tavoitteet Projektin tavoitteena on toteuttaa ohjelmisto sisäpeltorobottiin seuraavien
S14 09 Sisäpeltorobotti AS 0.3200 Automaatio ja systeemitekniikan projektityöt Antti Kulpakko, Mikko Ikonen 1. Projektin tavoitteet Projektin tavoitteena on toteuttaa ohjelmisto sisäpeltorobottiin seuraavien
Pohjoismaisen JMIhankintaverkoston. kysyntäennusteita hyödyntäen. Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen
 Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Liiketoimintasuunnitelma vuosille
 Liiketoimintasuunnitelma vuosille Yrityskonsultointi JonesCon 2 TAUSTATIEDOT Laatija: Yrityksen nimi: Yrityksen toimiala: Perustajat: Suunnitelman aikaväli: Salassapito: Viimeisimmän version paikka ja
Liiketoimintasuunnitelma vuosille Yrityskonsultointi JonesCon 2 TAUSTATIEDOT Laatija: Yrityksen nimi: Yrityksen toimiala: Perustajat: Suunnitelman aikaväli: Salassapito: Viimeisimmän version paikka ja
TYÖOHJEET VR-HYVINKÄÄ
 TEEMU JAUHIAINEN, JONI NORDSTRÖM TYÖOHJEET VR-HYVINKÄÄ Metropolia Ammattikorkeakoulu KONE- JA TUOTANTOTEKNIIKKA Projektisuunnitelma 19.3.2014 Sisällys Lyhenteet 1 Johdanto 1 2 Projektin tavoitteet 1 3
TEEMU JAUHIAINEN, JONI NORDSTRÖM TYÖOHJEET VR-HYVINKÄÄ Metropolia Ammattikorkeakoulu KONE- JA TUOTANTOTEKNIIKKA Projektisuunnitelma 19.3.2014 Sisällys Lyhenteet 1 Johdanto 1 2 Projektin tavoitteet 1 3
Severa 3 ominaisuudet
 Severa 3 ominaisuudet Halusimme ennen kaikkea Internet-pohjaisen ja helppokäyttöisen järjestelmän. Tarvitsimme myös hyviä raportointiominaisuuksia, jotta voisimme tehostaa päivittäisiä toimintojamme. Severan
Severa 3 ominaisuudet Halusimme ennen kaikkea Internet-pohjaisen ja helppokäyttöisen järjestelmän. Tarvitsimme myös hyviä raportointiominaisuuksia, jotta voisimme tehostaa päivittäisiä toimintojamme. Severan
FISEN RAKENNUSVIRHEPANKKI TOIMINTA JA TAVOITTEET. Marita Mäkinen
 FISEN RAKENNUSVIRHEPANKKI TOIMINTA JA TAVOITTEET Marita Mäkinen 9.11.2017 FISEN RAKENNUSVIRHE- PANKKI Julkinen tietokanta Sisältää toteutuneita rakennusvirheitä Ammattilaisten ylläpitämä Työkalu virheiden
FISEN RAKENNUSVIRHEPANKKI TOIMINTA JA TAVOITTEET Marita Mäkinen 9.11.2017 FISEN RAKENNUSVIRHE- PANKKI Julkinen tietokanta Sisältää toteutuneita rakennusvirheitä Ammattilaisten ylläpitämä Työkalu virheiden
Tehoa toimintaan. ValueFramelta toiminnanohjaus, projektinhallinta ja asiakkuudenhallinta pilvipalveluna. Ohjaa toimintaasi
 Tehoa toimintaan ValueFramelta toiminnanohjaus, projektinhallinta ja asiakkuudenhallinta pilvipalveluna Ohjaa toimintaasi Haluatko kehittää toimintaasi? Me pystymme auttamaan. Kaikki yhdestä järjestelmästä
Tehoa toimintaan ValueFramelta toiminnanohjaus, projektinhallinta ja asiakkuudenhallinta pilvipalveluna Ohjaa toimintaasi Haluatko kehittää toimintaasi? Me pystymme auttamaan. Kaikki yhdestä järjestelmästä
Kun scrum ei riitä - skaalaa ketterä tuotekehitys SAFe lla Nestori Syynimaa Sovelto Oyj
 Kun scrum ei riitä - skaalaa ketterä tuotekehitys SAFe lla 28.10.2016 Nestori Syynimaa Sovelto Oyj 1 Puhujasta Seniori-konsultti Nestori Syynimaa SAFe, Scrum, Lean IT, ITIL, kokonaisarkkitehtuuri,.. PhD
Kun scrum ei riitä - skaalaa ketterä tuotekehitys SAFe lla 28.10.2016 Nestori Syynimaa Sovelto Oyj 1 Puhujasta Seniori-konsultti Nestori Syynimaa SAFe, Scrum, Lean IT, ITIL, kokonaisarkkitehtuuri,.. PhD
Paremmin tekemisen kulttuuri
 Paremmin tekemisen kulttuuri Kuinka nousimme finanssikriisin jälkeen jaloillemme? - TRIOplus Tampereen alihankintamessut 2013 Ke 25.9.2013 1 Lähtö kuopasta Saalasti runsaan 40 hengen 15 Me lv teollisuusyritys
Paremmin tekemisen kulttuuri Kuinka nousimme finanssikriisin jälkeen jaloillemme? - TRIOplus Tampereen alihankintamessut 2013 Ke 25.9.2013 1 Lähtö kuopasta Saalasti runsaan 40 hengen 15 Me lv teollisuusyritys
Pikaopas. Mobiilituntikirjausten hyödyntäminen palkanmaksussa
 Pikaopas Mobiilituntikirjausten hyödyntäminen palkanmaksussa Miten hyödyntää mobiilituntikirjauksia palkanmaksussa? Tässä oppaassa käydään läpi hyväksi havaittuja käytäntöjä sähköisen työajanseurannan
Pikaopas Mobiilituntikirjausten hyödyntäminen palkanmaksussa Miten hyödyntää mobiilituntikirjauksia palkanmaksussa? Tässä oppaassa käydään läpi hyväksi havaittuja käytäntöjä sähköisen työajanseurannan
Minä työssäni kartoitus
 Minä työssäni kartoitus 15.5.2015 1 Mikä on Minä työssäni -kartoitus? työväline joka on kehitetty nopeaksi ja kattavaksi nykytilanteen kuvaamiseksi omasta sekäosaamisen ettämotivaation näkökulmista minä
Minä työssäni kartoitus 15.5.2015 1 Mikä on Minä työssäni -kartoitus? työväline joka on kehitetty nopeaksi ja kattavaksi nykytilanteen kuvaamiseksi omasta sekäosaamisen ettämotivaation näkökulmista minä
KANSILEHDEN MALLISIVU
 Teknisiä ohjeita pro gradu -tutkielmalle Teologian osasto 12.11.2013 Tässä annettavat ohjeet ovat suosituksia. Viime kädessä seurataan tutkielman ohjaajan antamia ohjeita! Tutkielman kansilehdelle asetellaan
Teknisiä ohjeita pro gradu -tutkielmalle Teologian osasto 12.11.2013 Tässä annettavat ohjeet ovat suosituksia. Viime kädessä seurataan tutkielman ohjaajan antamia ohjeita! Tutkielman kansilehdelle asetellaan
Käyttövarmuuden peruspilarit
 Käyttövarmuuden peruspilarit Esitys 6.4.2017 Rikasta Pohjoista 2017 foorumissa Kunnossapitoyhdistys Promaint ry Jaakko Tennilä Promaintin käyttövarmuustoimikunnan näkemys omasta vastuualueestaan Tavoitteena
Käyttövarmuuden peruspilarit Esitys 6.4.2017 Rikasta Pohjoista 2017 foorumissa Kunnossapitoyhdistys Promaint ry Jaakko Tennilä Promaintin käyttövarmuustoimikunnan näkemys omasta vastuualueestaan Tavoitteena
Projektin aikataulutus
 Projektin aikataulutus Aikataulutuksen tehtävät Suunnittelutarkkuus & tehtävien kestojen arviointi PERT-tekniikka CPA/CPM kriittisen polun analyysi Resurssirajoituksen huomioiminen, resurssien tasaus Critical
Projektin aikataulutus Aikataulutuksen tehtävät Suunnittelutarkkuus & tehtävien kestojen arviointi PERT-tekniikka CPA/CPM kriittisen polun analyysi Resurssirajoituksen huomioiminen, resurssien tasaus Critical