KANDIDAATINTYÖ PUULEVYTEOLLISUUDESSA KÄYTETTÄVÄN PURISTINKONSEPTIN KEHÄRAKENTEEN SUUNNITTELU
|
|
|
- Esa-Pekka Heikkinen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö KANDIDAATINTYÖ PUULEVYTEOLLISUUDESSA KÄYTETTÄVÄN PURISTINKONSEPTIN KEHÄRAKENTEEN SUUNNITTELU Lappeenrannassa Jussi Pollari

2 SISÄLLYSLUETTELO 1 JOHDANTO...1 UUDEN PURISTINKONSEPTIN KEHITTÄMINEN....1 Uuden tuotteen kehittäminen.... Tehtävänasettelu Tarvittavien toimintojen erottaminen Alustava ideointi Ratkaisuvaihtoehtojen ideointi Avausmekanismi Lukitusmekanismi Runko SUUNNITTELU Avausmekanismit Vetotanko Kääntökehä Runko ja kansi Lukitusmekanismit Vetotappilukitus Tanko-kolo lukitus Lukituslevy FE-analyysi Yleistä elementtimenetelmästä Rajatila-analyysi Rajakuorman määritys FE-ohjelmistolla Tulosten tulkinta Rungot ja lukitusmekanismit Avausmekanismit VALMISTUS Runko Avausmekanismit Sulkemismekanismit Kustannusarvio...47

3 5 JOHTOPÄÄTÖKSET...49 LÄHTEET...50 LIITTEET

4 1 JOHDANTO Tämän kandidaatin työn tarkoituksena oli ideoida ja suunnitella uudenlaista puristinkonseptia, jota voitaisiin käyttää puulevytuotteiden valmistuksessa. Työssä pyrittiin systemaattiseen koneensuunnitteluprosessiin ja suunnitelmat luotiin analyysien pohjalta. Työhön kuului puristimen runkorakenteen sekä avaus- ja lukitusmekanismin suunnittelu. Uuden puristinkonseptin tarkoituksena on helpottaa huoltotoimenpiteitä. Pääpaino mekanismien suunnittelussa oli yksinkertaisuus, koska tämä on täysin toissijainen toiminto laitteen toiminnan kannalta. Mekanismeista ja runkorakenteesta luonnosteltiin erilaisia vaihtoehtoja ja näitä yhdistelemällä saatiin aikaan erilaisia kokonaisratkaisuvaihtoehtoja. Työ tehtiin yhteistyössä Raute Oyj:n kanssa. Raute on maailmanlaajuinen puutoimialan teknologiayritys, jonka erityisalaa on tiettyjen puutuotteiden valmistusmenetelmät. Työ tehtiin Rauten Nastolan yksikköön. Ohjaajana Rauten puolesta toimi Timo Vlasov. 1

5 UUDEN PURISTINKONSEPTIN KEHITTÄMINEN.1 Uuden tuotteen kehittäminen Uuden tuotteen kehittämisen taustalla on useimmiten halu myydä se voitolla. Tämä sujuu harvoin täysin ongelmitta. Markkinatilanne voi syystä tai toisesta vaihtua ja asiakkaan tarpeet muuttua. Tämän takia on tärkeää, että tuotekehitysprosessi on hyvin jäsennetty ja johdettu (Ulrich & Eppinger 000, s. -3). Tuotekehitys alkaa ymmärtämällä ongelma ja tarve. Tähän asiaa tulee perehtyä ja selvittää mitä tuotteelta halutaan. Kun on selvä mitä halutaan, voidaan ruveta selvittämään miten se saadaan aikaan. Tässä vaiheessa on ei tule olla vielä liian kriittinen ideoille (Roozenburg & Eekels 1995, s ). Kun ideoita on tarpeeksi, voidaan alustavia ratkaisuvaihtoehtoja ruveta miettimään. Monesti on järkevää jakaa tuotteen suunnittelu eri osiin ja näitä yhdistelemällä saadaan erilaisia ratkaisuja. Ongelmana on se, että mahdollisten ratkaisujen määrä kasvaa kohti ääretöntä, joten hyvät ideat huonoista tulee erottaa jollakin tavalla (Roozenburg & Eekels 1995, s. 109). Tuotteen suunnittelu voidaan aloittaa, kun hyviä ideoita koetaan olevan tarpeeksi. Monesti vielä tässä vaiheessa käy niin, että joitain vaihtoehtoja joudutaan rajaamaan ulos, kun niitä tarkastellaan lähemmin. Kun suunnitelmat on selvät, täytyy ne dokumentoida hyvin ja sen jälkeen tuotteen valmistusta voidaan ruveta tarkemmin miettimään. (Roozenburg & Eekels 1995, s ). Tässä työssä tuotteen konsepti oli jo selvä. Jäljelle jäi toteutuksen mietintä. Miten puristin saadaan tekemään sille halutut asiat ja miten itse puristin tehdään.
. Kun ideoita on tarpeeksi, voidaan alustavia ratkaisuvaihtoehtoja ruveta miettimään.")
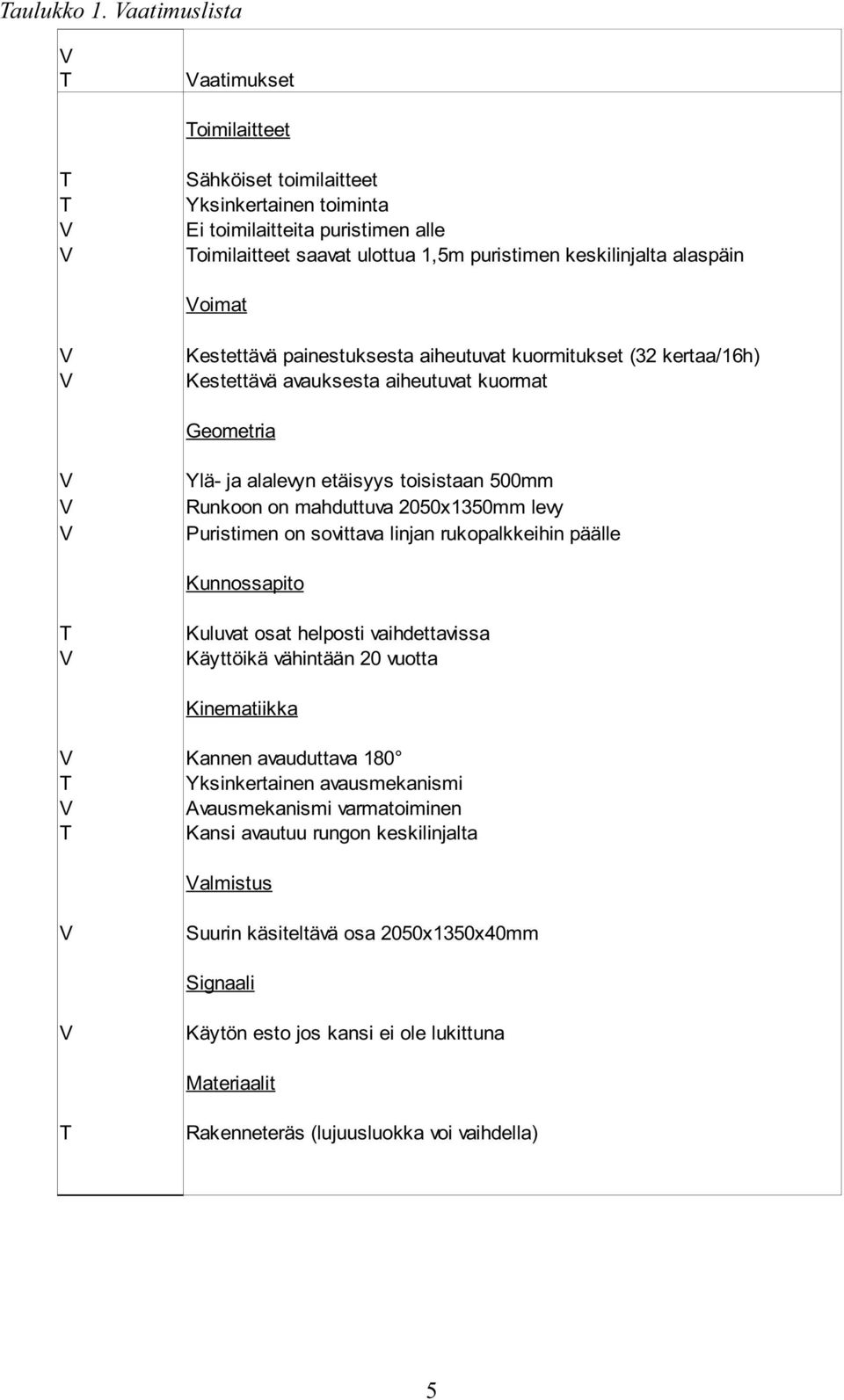
6 . Tehtävänasettelu Yksinkertaisimmillaan tutkittava puristin on vain kehistä koostuva rakenne. Tämä kehä kannattelee kahta saman suuntaista levyä, jotka ovat päällekkäin 0,5 m etäisyydellä toisistaan. Näihin levyihin kohdistuu 1,5 MPa:n paine 1300x000 mm alueella kaksi kertaa tunnissa 16 tunnin ajan vuorokaudessa. Puristimen suunnittelukäyttöikä oli 0 vuotta. Tarkoituksena on saada yläpuolinen levy kääntymään 180 toisen pitkän reunansa ympäri, jolloin levyihin kiinnitettävien laitteiden huolto helpottuu. Perusrakennetta ja toimintaa on havainnollistettu kuvassa 1 (Vlasov 008). Kuva 1. Puristimen rakenne ja kannen avautuminen. Katkoviivoilla kuvattu osa esittää avattua kantta. Kannen avaaminen tapahtuu melko harvoin, noin 1- kertaa/ kk, joten avausmekanismi on täysin toissijainen laitteen toiminnan kannalta. Avausmekanismin tulisi olla yksinkertainen, toimintavarma ja mahdollisimman halpa. Huoltotoimenpiteitä helpottaisi myös, jos kansi saataisiin avattua rungon keskilinjalta, jolloin huoltotoimenpiteiden tiellä olisi mahdollisimman vähän ylimääräisiä osia (Vlasov 008). Kannen lukitusmekanismin tulisi olla melko yksinkertainen ja kestävä, koska puristimen paineistuksesta aiheutuvat voimakomponentit ovat melko suuria. Ottaen huomioon pitkähkön halutun käyttöiän, aiheutuu erityisesti rungolle ja lukitusmekanismeille 3
. Kuva 1. Puristimen rakenne ja kannen avautuminen. Katkoviivoilla kuvattu osa esittää avattua kantta.")
7 erityisvaatimuksia väsymisen suhteen. Hydrauliset toimilaitteet olivat epätoivottuja niiden vähyyden takia muissa laitteistossa linjastolla ja puhtausongelmien takia vuototilanteissa (Vlasov 008). Tuotteen haluttuja ja ei haluttuja ominaisuuksia voidaan selvittää vaatimuslistan avulla. Vaatimuslistaan tulee määritellä onko jokin ominaisuus vaatimus vai toivottu ominaisuus. Vaatimukset on ehdottomasti täytyttävä. Vaatimusten tulee olla mahdollisimman yksiselitteisiä ja niiden tulisi myös olla määrällisiä (Phal et al. 007, s ). Vaatimusten löytäminen saattaa olla toisinaan hankalaan. Monesti vaatimuslista on asiakaslähtöinen. Jos tuote on suunnattu laajalle ryhmälle, voi jonkinlaisen kyselyn tekeminen auttaa. Toisaalta, jos tuote on suunnattu hyvin tarkkaan tietylle asiakkaalle, kannattaa vaatimuksia miettiä asiakkaan kanssa (Phal et al. 007, s. 150). Tekniset vaatimukset on yleensä helppo löytää ja ne on hyvin yksiselitteisiä. Yleisemmällä tasolla vaatimukset on enempi epäsuoria esim. mahdollisimman kevyt rakenne. Myös ulkonäkö ja muotoilunäkökohdat ovat epäsuoria ja niitä on suoraan hankala sijoittaa vaatimuslistaa (Phal et al. 007, s ). Kaikki Rauten toimesta tulleet vaatimukset ja toivomukset sekä muut ideointivaiheessa tulleet vaatimukset ja toivomukset ovat listattuna taulukossa 1. Alkuperäinen tehtävän kuvaus löytyy liitteestä I. 4

8
9 .3 Tarvittavien toimintojen erottaminen Suunnitteluprosessin ongelman ydin voidaan erottaa ns. abstrahoinnilla. Abstrahoinnin seurauksena saadaan päämäärän määritelmä siten, että mitään ratkaisua ei suljeta ulos. Abstrahoinnin apuna voidaan käyttää vaatimuslistaa. Abstrahointi vaatimuslistasta voidaan jakaa seuraaviin askeliin: 1. poistetaan toivomukset. poistetaan toissijaiset vaatimukset 3. muutetaan määrälliset vaatimukset laadullisiksi 4. yleistetään edellistä askelta 5. muotoillaan siten, että se on ratkaisun kannalta neutraali (Phal et al. 007, s ). Rakenteesta pystyttiin erottamaan kolme eri kokonaisuutta: runko, avausmekanismi ja lukitusmekanismi. Kun vaatimus lista abstrahoitiin, kokonaistoiminnoksi saatiin avaa kannen varmatoimisesti ja kestää paineistuksen. Abstrahoinnin jälkeen voitiin tehdä toimintorakenne, jolla selkeytetään suunnittelutehtävää. Tämä kaavio on esitetty kuvassa. Toimintorakenteessa ylimmällä tasolla on kokonaistoiminto, seuraavalla tasolla ovat päätoiminnot ja sitä alemmilla tasoilla sivutoiminnot. Toimintorakenteen tarkoituksena on jakaa monimutkainen suunnittelutehtävä pienempiin ongelmiin. Toimintorakenteesta löytyy mitä toiminnoilta halutaan siten, että ei oteta kantaa miten ratkaisuihin päästään. Isommassa suunnittelutehtävästä tästä on vielä suurempi hyöty, kun eri toimintojen suunnittelu voidaan hajauttaa (Ulrich & Eppinger 000, s ). 6
.")
10 Avaa kannen varmatoimisesti ja kestää paineistuksen Lukitsee kannen Avaa kannen Laskee kannen hallitusti Kestää kuormituksen Sulkee lukot Avaa lukot Pitää kannen lukittuna Kääntää kannen Kääntää kantta halutun määrän Kuva. Toimintarakenne; kannen hallitulla laskemisella tarkoitetaan tässä kannen avaus ja sulkuvaiheen toista puoliskoa. Kannen käännyttyä 90, se pyrkii sulkeutumaan oman painonsa avulla..4 Alustava ideointi Varsinainen ideointi pystyttiin aloittamaan, kun tehtävänasettelu oli selvä. Kaikki toiminnot kerättiin taulukosta löytyvään ideamatriisiin ja tähän alettiin kehittelemään mahdollisia ratkaisuvaihtoehtoja. 7

11 Taulukko. Ideamatriisi. Päätoiminnot on alleviivattu. Ratkaisuvaihtoehto Toiminto Avaa kannen 1/ 5 / 6 3/ 7 4/ 8 Avaa lukot Kääntää kannen Pneumatiikka Ruuvi Jousi+sylinteri Kääntötoimilaite Hammaskehä/ Hydrauliikkasylinteri suorakäyttö/ vaihde Ruuvi Kääntösylinteri Käännön rajoite Kääntökehä Hihna-/ ketjuveto Suunnikasmekanismi Työntötankomekanismi Lukitsee kannen Kääntötoimilaite Vaste Sulkee lukot Pitää kannen lukittuna Laskee kannen hallitusti Pneumatiikka Ruuvi Jousi+sylinteri Kannen paino Puristin Tanko-kolo pari Haka Vetotappi Sähköinen Ruuvi toimilaite Sylinteri Lukituslevy Kestää kuormituksen Jousi Kääntötoimilaite Tasavälinen kehä Kehä jäykisteillä RHS-kehä Ei-tasavälinen kehä Ideamatriisin tulee sisältää kaikki tuotteen toiminnot. Kaikkien näitten toimintojen tulisi olla riippumattomia, eli yhden valinta ei sulje jonkun muun toiminnon jotain ratkaisua pois. Ideamatriisin avulla kyllä voidaan saada aikaan sellainen ratkaisu, jota ei voi toteuttaa. Tämä täytyy vain tavalla tai toisella huomata (Roozenburg & Eekels 1995, s. 0-03). Ongelmana on myös löytää ideamatriisiin oleellisimmat toiminnot. Tässä auttaa jo edellä olleet vaatimuslista, abstrahointi ja toimintorakenne. Ongelmana voi myös olla keksiä miten nämä toiminnot voidaan toteuttaa. Ideamatriisista saatavien ratkaisujen määrä 8

12 lähenee helposti miltei ääretöntä, joten jokin tehokas keino hyvien ratkaisujen erottamiseen on syytä löytää. (Roozenburg & Eekels 1995, s. 110.) Heti alkuunsa ideoista voitiin rajata joitain pois. Ensimmäinen asia, jota ei lähdetty kehittämään eteenpäin oli hydrauliset toimilaitteet. Hydrauliikan käyttö toisi jonkinlaisia helpotuksia mekanismin toimintaan suuren aksiaalisen voimansa ja nivelöityjen tukien ansiosta sekä ehkä yksinkertaistaisi sitä. Hydrauliikan käyttö ei ole kuitenkaan järkevää, koska sitä ei juuri käytetä muussa linjaston osissa. Toinen suoraan hylätty idea oli kannen lukittuna pitäminen sähköisten toimilaitteiden ja sylintereiden avulla. Jos kannen avausväli olisi hyvin tiheä, voisi näitä vaihtoehtoja jotenkin puolustella. Tämä myös lisäsi rikkoontuvien ja kuluvien osien määrää kokonaisuudessa. Myös kannen laskemisen vaimentamiseen tarkoitetuista jousista luovuttiin, koska tarvittavien jousien mitat olisi kasvanut melko suuriksi..5 Ratkaisuvaihtoehtojen ideointi Erilaisia ratkaisuvaihtoehtoja pyrittiin ideoimaan mahdollisimman laajasti. Mukaan mahtui myös ideoita, jotka eivät toimi tai syystä tai toisesta ei voida toteuttaa. Nämä suoraan hylätyt ideat löytyvät liitteestä V. Mahdollisesti toimivia ideoita on käsitelty hieman tarkemmin seuraavissa kappaleissa. Alustavia luonnoksia ratkaisuista on esitelty liitteissä II, III ja IV..5.1 Avausmekanismi Kun jotain tarvitsee kääntää, ensimmäisenä tuli mieleen moottori. Kannen suuren massan takia ( kg), moottori tarvitsisi jonkinlaisen vaihteen avukseen tai jouduttaisiin käyttämään hyvin suurta moottoria, että saataisiin haluttu vääntömomentti aikaan (~0kNm). 9

13 Yksinkertaisin ratkaisu olisi kiinnittää hammaskehä kanteen sen pyörähdysakselille. Tällöin sähkömoottorin akselille kiinnitetty hammaspyörä pyrittäisi kantta. Toinen vaihtoehto olisi käyttää ketjuvetoa. Molemmissa vaihtoehdoissa on se ongelma, että ne vievät melkoisesti tilaa, jotta saadaan riittävä välityssuhde. Myös varsinkin ketjuvedon kanssa kansi saattaisi rynnätä ja kääntäminen saattaisi tapahtua liian suurella vauhdilla, jolloin rakenne saattaisi vaurioitua. Näitä vaihtoehtoja on havainnollistettu liitteessä kuvassa 3. Kuva 3. Hahmotelma kannen avauksesta sähkömoottorin ja hammaskehän sekä ketjuvedon avulla. Sähkömoottorin voisi kytkeä myös erilliseen vaihteistoon. Vaihteistojen koko aiheuttaa hieman harmia. Niiden sijoittaminen runkoon vaatisi erityisjärjestelyitä. Tähänkin ongelmaan löytyy jonkinlainen ratkaisu: kierukkavaihteella varustetut kääntökehät. Näissä ei pääse ryntäämistä tapahtumaan, koska hammasratas ei pyöritä kierukkaa. Näillä saadaan myös aikaan suuri vääntömomentti suhteellisen kompaktin kokoisesta laitteesta. Laitteen pienuuden takia näitä voidaan asentaa tarvittaessa useampia kappaleita. Ideaa on havainnollistettu kuvassa 4. Koska hydrauliikkaa ei voitu käyttää, vain ruuvit pääsee lähelle samaa aksiaalivoimaa. Ruuvia kannen avaamiseen voidaan käyttää monella eri tavalla. Suurin ongelma avaamisen kanssa tulee saada aikaan täyden 180 tekevä liike. 175 on vielä melko helppo toteuttaa, 10

14 mutta kun tietty asteluku ylitetään, mekanismista tulee niin sanottu invensori. Tällainen mekanismi tekee päinvastaista kuin haluttua liikettä. Kuva 4. kääntökehän käyttö kannen avauksessa. Ongelman pystyy ratkaisemaan sijoittamalla ruuvin hieman etäämmälle rungosta siten, että se on vinossa. Kun kannen yhdistää melko läheltä nivelpistettä ruuvin mutteriin kammella, saadaan toteutettua haluttu 180 liike. Ongelmana on vain suuri tilantarve puristimen sivulla ja ruuviin aiheutuva taivutusmomentti. Menetelmän periaate on esitetty kuvassa 5. Kuva 5. Kannen avaus ruuvin avulla. Käännön pystyy myös toteuttamaan suunnikasmekanismilla. Rungon kylkeen kiinnitettävä 11

15 suunnikasmekanismi yhdistettään yhdellä kammella kanteen ja alapuolelle tehdään kääntökolmio kääntämisen avuksi. Tarvittava liike olisi helppo tehdä ruuvin avulla. Ainut haittapuoli on vain se, että mekanismi ulottuu melko paljon rungon ulkopuolelle sivulta ja myös alapuolelta, jos ruuvin sijoittaa pystyyn. Ruuvin voisi sijoittaa myös puristimen alle, mutta täällä kulkevat kaikki linjastolla tarvittavat sähköjohdot yms. Menetelmän periaate löytyy kuvasta 6. Kuva 6. Suunnikasmekanismin käyttö apuna kannen avauksessa. Polttomoottoreista tutulla työntötankomekanismilla saa halutessaan vaikka täyden ympyräliikkeen, mutta tässä piillee myös ongelma. Tietyn kulman jälkeen mekanismi pyrkii pyörimään samaan suuntaan, vaikka työntötangon suuntaa muutettaisiin. Asia täytyy ottaa huomioon suunniteltaessa mekanismin jäseniä. Mekanismin toiminnan ymmärtäminen helpottuu, kun ajattelee puristimen kannen nivelen polttomoottorin kampiakselina, johon on kiinnitetty kiertokanki, jota työntää ruuvi. Etuna voitaisiin mainita melko yksinkertaiset osat ja ei kovin tarkat asennustoleranssit. Haittapuolena on tilantarve liikkuvalle ruuville. Periaate idealle on esitetty kuvassa 7. Pari erilaista versiota tästä ideasta löytyy myös liitteestä II. 1

16
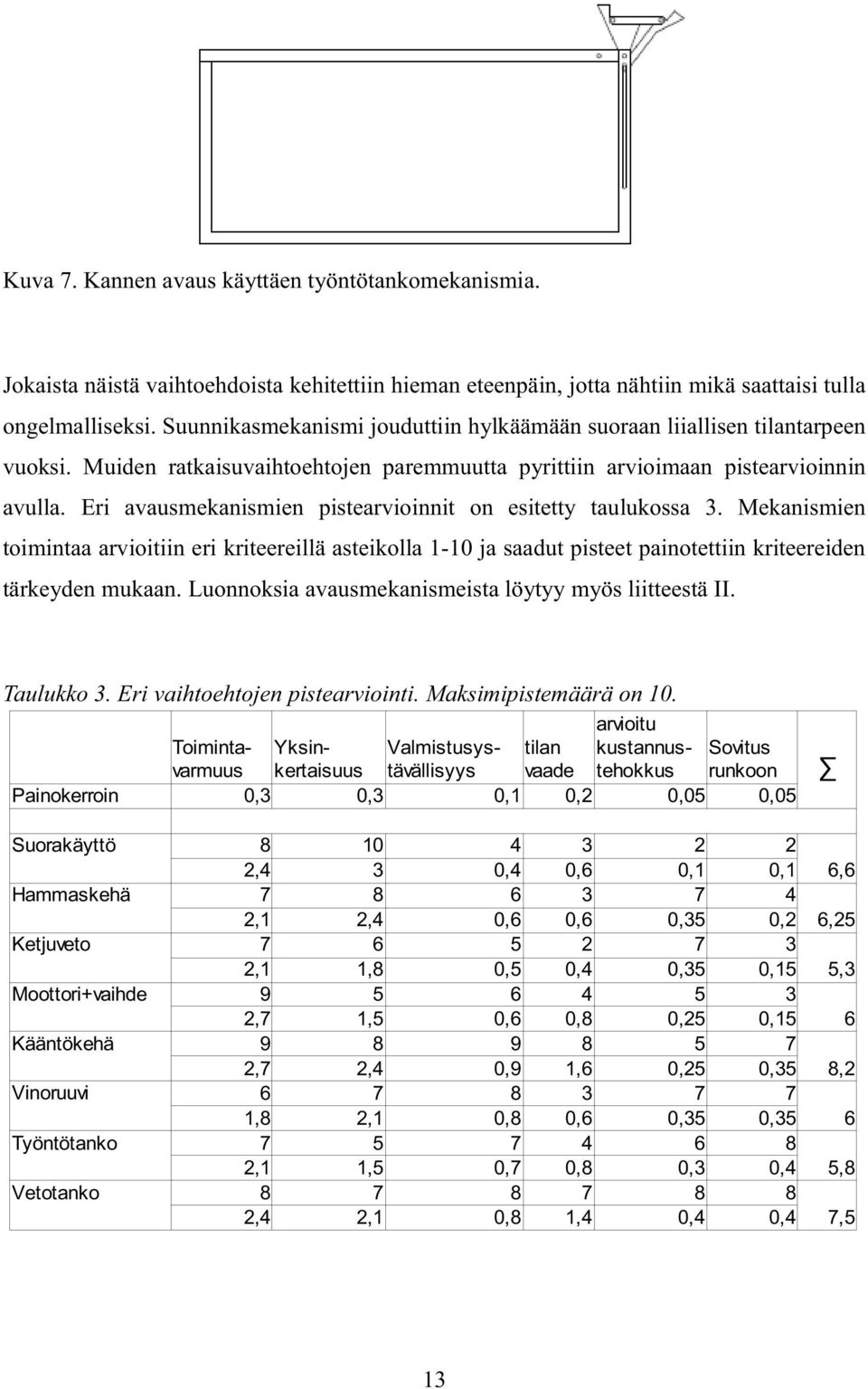
17 Pistearvioinnin seurauksena jatkokehitykseen valittiin kaksi parhaiten pärjännyttä vaihtoehtoa eli kääntökehä ja vetotanko. Kääntökehän valintaa puoltaa pienehkö koko, helppo sijoitus runkoon, suuri vääntömomentti, itsesäänpidättävyys sekä hallittu ja hidas liike. Negatiiviselta kannalta mainittakoon että ratkaisu on hivenen hintavahako. Vetotangon valintaa puoltaa helppo valmistus, osat on helppo vaihtaa, osien hinnat ei kasva kovin suuriksi ja runkoon ei tarvitse kiinnittää paljoa osia sellaisille alueille, joissa on jo ennestään suuret jännitykset. Huonoja puolia ovat esim. suhteellisen suuri tarvittava ruuvi liikkeen toteutukseen ja kantta ei saada aukeamaan rungon keskilinjalta..5. Lukitusmekanismi Kannen lukitusmekanismin ideoinnin tavoitteena oli saada aikaan itsesäänlukittuva mekanismi. Näin pystyttäisiin varmistamaan, että kansi ei ainakaan jää lukitsematta. Periaatteellisesti tällaisen mekanismin tekeminen ei ole kovinkaan vaikeaa. Tarvitaan vain tanko, jossa on nokka. Tankoa pyrkisi pitämään lukossa jousi ja kun kansi laskeutuisi nokan päälle se poikkeuttaisi sitä. Kun kansi on laskeutunut nokan alapuolelle, jousi siirtää lukitusmekanismin lukitsevaan asentoon. Mekanismi vaatii vain melko järeät osat ja suhteellisen voimakkaan jousen, jotta voidaan olla varmoja lukituksesta. Lukitus käyttäen nokallista tankoa on esitetty kuvassa 8. Kuva 7. Periaate nokkalukitusmekanismista. 14

18 Itselukittuvuuden voi tehdä hieman hankalamminkin. Käyttämällä puristimista tai työkappaleiden paikallaan pitoon tarkoitetuista laitteista tuttua mekanismia. Kantavana ajatuksena tämän tyyppisissä mekanismeissa on saattaa kolminivelisen kaksitukisen mekanismin kaikki jäsenet samalle linjalle. Kun kaikki mekanismin jäsenet ovat samalla linjalla, tarvitaan suuri aksiaalinen voimakomponentti, jotta saadaan aikaiseksi tarvittava momentti mekanismin aukaisemiseen. Samaan aikaan liittämällä vipu yhden kiintopisteen kautta mekanismin keskimmäiseen niveleen saadaan mekanismi avattua melko helposti. Tätä vipua pystytään käyttämään kannen massan avulla, kun se sulkeutuu. Avaamiseen tarvitaan kuitenkin erillinen toimilaite. Mekanismin osien tulisi olla melko jykeviä, jotta ne kestäisivät puristimen paineistuksesta johtuvat kuormitukset. Sulkumekanismi on myös ehkä hieman liian monimutkainen toimintoon, joka ei ole kovinkaan tärkeä itse laitteen toiminnan kannalta. Tämän tyyppisen lukituksen toimintaa on esitelty kuvassa 8. Kuva 8. Kannen lukitus käyttäen puristinmekanismia. Yksinkertaisimmillaan lukitus voidaan tehdä työntämällä akseli sekä rungossa että kannessa olevien reikien läpi. Tietenkään akseli ei voi olla yhtenäinen, sillä rungolla on pituutta noin m. Tämä ei kuitenkaan ongelma. Akseli voidaan jakaa sopiviin pätkiin, joten sitä ei tarvitse liikutella kuin joitakin senttejä. Ongelmana tämän tyyppisessä lukituksessa on, että runkoon ja kanteen joudutaan tekemään melko iso reikä alueelle, jossa on kohtuullisen suuri kuormitus. Menetelmää on havainnollistettu kuvassa 9. 15

19 Kuva 9. Lukituksen mahdollistava akseli. Toinen yksinkertainen lukitusmenetelmä on vähän samantyylinen edellisen kanssa. Tehdään kanteen tappeja joiden päässä on hieman leveämpi kohta. Näiden tappien leveät päät osoittaa alaspäin ja rungossa on vastaavalla kohdalla reiät, josta tappi mahtuu. Kun kansi suljetaan ja tappien päiden sekä rungossa olevan reikälevyn väliin työnnetään vaste, saadaan kansi lukittua. Lukitukseen käytetty levy täytyy jakaa samalla lailla eri osiin kuin edellisen menetelmän akseli. Lukitus saadaan aikaiseksi ilman, että tarvitsee tehdä reikiä runkoon, mutta lukituksessa tarvittavat reikälevyt on hitsattava runkoon eikä tämä ole sen parempi vaihtoehto kuin reiätkään. Kuva lukituksesta on kuvassa 10. Kuva 10. Periaate kannen lukituksesta käyttäen vetotappia. Lukituksen voi myös toteuttaa nokilla, jotka kääntyvät pois kannen päältä kun se halutaan avata. Näiden nokkien suunniteluun tarvitsisi kiinnittää jonkinmoista huomiota, koska niiden tarvitsisi olla nivellellisiä ja tämän nivelen tulisi olla kestävä. Myös nokkien 16

20 varsissa tapahtuva muodonmuutokset ajan myötä paineistuksen seurauksesta saattaisivat heikentää niiden toimintavarmuutta. Nokkien periaatteellinen esitys löytyy kuvasta 11. Kuva 11. Lukituksen toteutus nokilla. Lukitus saadaan aikaan myös lukituslevyllä. Tämä on periaatteessa C:n muotoinen levy joka ottaa kiinni rungossa ja kannessa olevaan ulokkeeseen. Kun levyä levyä liikuttaa rungosta poispäin, lukitus aukeaa. Ongelmallinen asia saattaa olla levyn paino, joka saattaa kohota useisiin satoihin kiloihin. Liikuttelun ei luulisi kuitenkaan olevan suuri ongelma ja onnistuu esim. pneumatiikkasylinterillä. Lukituslevyn idea on esitetty kuvassa 1. Kuva 1. Lukituksen toteutus lukituslevyllä. Lukitusmekanismien paremmuutta pyrittiin perustelemaan pistearvioinnin avulla samaan tapaan, kuin avausmekanismienkin. Lukitusmekanismien pistearviointi löytyy taulukosta 4. Hahmotelmia lukitusmekanismeista löytyy liitteestä III. 17

21 Taulukko 4. Lukitusmekanismien pistearviointi. Toimintavarmuukertaisuutävällisyykestävyys Yksin- Valmistusys- Kulumis- arvioitu Sovitus kustannus runkoon Painokerroin 0,3 0,3 0,1 0, 0,05 0,05 Puristin ,9 0,6 0, 0,6 0, 0,1,6 Tanko-kolo ,7,7 0,8 1,8 0,4 0,35 8,75 Haka/nokka ,1,4 0,8 1, 0,35 0,5 7,1 Vetotappi ,4,4 0,8 1,4 0,35 0,35 7,7 Lukituslevy ,1,1 0,7 1,6 0,3 0,35 7,15 Näistä jatkokehittelyyn valittiin kolme parhaiten menestynyttä vaihtoehtoa. Järkevimmältä vaihtoehdolta vaikuttaisi tanko-kolo -pari. Menetelmään tarvitaan vähiten osia ja lujuusopilliselta kannalta se on paras epäjatkuvuuskohtien vähäisyyden vuoksi. Tangon tai tangon pätkien kohdistaminen koloon saattaa vaatia jonkinlaisen ohjurin tai kolosta pitää tehdä melko väljä. Väljä kolo on sinänsä epäsuotuisa, koska se kasvattaa kosketusjännitysten arvoa kosketuspinnan pienetessä. Vetotappi on myös melko yksinkertainen lukitusvaihtoehto. Menetelmä vaatii kuitenkin osia sekä kanteen että runkoon. Rungossa täytyy olla jonkinnäköinen mekanismi mikä lukitsee kannessa olevat tapit. Tappi on myös hankalampi saada kestämään kuin pelkällä leikkauksella oleva akseli. Jos tapin toisen pään kierteyttää ja kanteen tekee kierteet, voidaan tämä lukitus korvata ruuviliitoksella. Tästä voi olla hyötyä, jos kantta ei jostain syystä tarvitsekaan avata niin useasti. Kolmanneksi jatkokehitykseen valittiin lukituslevy. Tarvittaessa tämäkin menetelmän pystyy tekemään itselukittuvaksi, jos niin haluaa. Levyn toinen reuna täytyy vain viistää ja asentaa jouset, jotka pyrkivät pitämään levyn kiinni. Levyn kääntyminen täytyy vain estää esim. ohjureilla, jos sitä liikutellaan syvyyssuunnassa kiertämisen sijasta. Muotoihin tulee vain kiinnittää hieman huomiota väsymisongelman takia. Jännityshuippuja tulisi välttää tai pitää jännitystasot sallitulla tasolla. Levy saattaa myös tulla melko painavaksi, jos siitä tehdään koko puristimen pituinen. 18
22 .5.3 Runko Periaatteeltaan rungolle ei ole kuin yksi järkevä ratkaisu; kehärakenne. Kuormituksen ollessa vain vertikaaliakselin suuntainen, ei ole järkevää ruveta tekemään kytköksiä pituussuunnassa. Tällaisen kehärakenteen voi tehdä parilla eri tavalla. Hahmotelmat kehärakenteista löytyy liitteestä IV. Yksinkertaisin menetelmä on leikata levystä samanlaisia kehiä ja asetella ne tasavälein puristimen pituusakselille. Kehän alempi ja ylempi puli voidaan rakentaa samanlaisista osista, jos kansi avautuu kehän keskilinjalta. Tämä helpottaa sekä valmistusta, että asennusta. Jos kansi avautuu puristimen ylänurkasta, joutuu varsinaisen rungon tekemään U-muotoon ja kannesta suoran. Jakamalla kehän tasavälisiksi saadaan ylä- ja alalevyjen taipuma mahdollisimman symmetriseksi. Tarvittaessa kantta kehien välillä voidaan jäykistää taipumien minimoimiseksi. Ideaa on havainnollistettu kuvassa 13. Kuva 13. Rungon toteutus tasavälisillä kehillä. Kehät voidaan myös ryhmittää parittain. Tekemällä näin tulee kehälle sama kokonaisjäykkyys kuin tasaväliselle kehälle, mutta materiaalia saadaan niille alueille, missä sitä kiperimmin tarvitaan. Menetelmä saattaa johtaa siihen, että kantta joudutaan jäykistämään taipumien ehkäisemiseksi ja tämä lisää työn määrää. Perusidea tästä menetelmästä löytyy kuvasta

23 Kuva 14. Hahmotelma rungon toteutuksesta parittaisilla kehillä ja jäykisteillä. Rungon voi valmistaa myös valmiista palkista. Oikein muotoillut profiilit kantavat hyvin taivutusta, joka on tässäkin tapauksessa määräävä kriteeri mitoituksen kannalta. Valmiista palkeista saattaa vain aiheutua melkoisesti harmia. Niiden liittäminen toisiinsa nivelellisesti vaatii sovitteiden tekemistä. Monesti palkkien valmistustoleranssit sallivat melko suuria heittoja mitoissa, erityisesti suoruudessa, jolloin palkit jouduttaisiin todennäköisesti koneistamaan ennen kuin niitä voidaan käyttää. Myös palkkien hitsaaminen kiinni levyihin on hankalampaa reunapyöristyksien takia. Tämä ei kuitenkaan ole ylitsepääsemätön ongelma. RHS-profiileista kasattua runkovaihtoehtoa on esitelty liitteessä kuvassa 15. Kuva 15. RHS-profiileista kasattu runko. 0
24 Myös paras vaihtoehto runkorakenteeseen pyrittiin valitsemaan pistearvioinnin avulla. Pistearviointi on esitetty taulukossa 5. Taulukko 5. Rakennevaihtoehtojen pistearviointi. Muodonmuutosten Valmistusystävällisyykertaisuus Yksin- arvioitu Paino symmetrisyys kustannus Painokerroin 0,3 0,1 0,3 0, 0,1 Kehä ,7 0,9,4 1,4 0,8 8, Kehä jäykisteillä ,1 0,8,1 1,8 0,7 7,5 Ei-tasavälinen Kehä 1,8 0,6 1,5 1, 0,5 5,6 Profiilikehä ,5 0,6,4 1,4 0,4 6,3 Jatkokehitykseen valittiin tasavälinen kehä. Lisäksi tutkitaan, miten kannen jäykistäminen vaikuttaa. Tasavälinen kehä on yksinkertaisin valmistaa ja paineistuksesta johtuvat muodonmuutokset jakautuvat tasaisimmin. Usean kehän asettaminen miltei vierekkäin, ei hirveästi nosta kannen kantokykyä. Järkevämpää on kasvattaa yksittäisen kehän korkeutta ja jakaa nämä kehät sopivan välimatkan välein. 3 SUUNNITTELU Koko suunnitteluprosessi pyrittiin pohjustamaan analyyseihin. Kun osien toiminnalliset vaatimukset olivat määränneet osien mitat, pyrittiin muut mitat perustelemaan lujuuslaskujen kautta. Mekanismien dynamiikan analysointia ei koettu tarvittavaksi, koska niiden liikkeet ovat varsin hitaita ja rasitukset suurimmillaan avaus- tai sulkuhetken alussa. Työtä koskevat laskelmat löytyvät liitteestä VI. 1
25 3.1 Avausmekanismit Vetotanko Lopullisten ratkaisuvaihtoehtojen suunnittelu aloitettiin vetotankomekanismin asettamista vaatimuksista. Mekanismin liikkeitä oli pyrittävä jollakin tapaa rajoittamaan, jotta momentti saataisiin välitetyksi. Kannen sulkemisvaiheessa on myös vaara, että mekanismi menee linkkuun ja kannen sulkeminen ei onnistu. Tämän takia mekanismiin tehtiin vasteet, jonka avulla mekanismin jäsenien välinen kulma on 10. Tällöin voiman vaakakomponentti on riittävä estämään pyörähdyksen. Käännön liikkeen toteutukseen valittiin ruuvinostin kierukkavaihteella. Kierukkavaihde mahdollistaa suuren välityssuhteen sekä itsestään pidättävyyden. Mekanismin kiinnikkeeseen kanteen tarvitsi tehdä myös vaste, johon mekanismi ottaa kiinni ja välittää momentin kannen kääntämiseksi. Tämä vaste tehtiin myös 10 kulmaan. Tällä menettelyllä pyrittiin estämään normaalivoiman synty aukaisun alkuvaiheessa ja lyhentämään jäsenten pituuksia. Menettely kuitenkin pienentää hivenen avaamiseen saatavaa momenttia. Menettelyllä saatiin myös siirrettyä nostolaitetta lähemmäksi runkoa. Mekanismin toiminta havainnollistuu parhaiten kuvasta 16, jossa sen eri osat on numeroitu. Mekanismi koostuu kanteen kiinnitettävästä nivelestä (1), kahdesta kammesta ( ja 3), jossa toisessa on vaste sekä ruuvista, jolla saadaan liike aikaan. Avauksen alkaessa (a) ottaa kampi kiinni kannen nivelessä olevaan vasteeseen ja kampi 3 vetää kampea ja täten saa aikaan momentin, joka rupeaa avaamaan kantta. Kun kansi on avautunut hieman yli 90 (b), ottaa kammen 3 vaste kiinni myös kampeen. Avauksen jatkuessa (c) kammen 3 vaste estää mekanismia menemästä linkkuun. Kannen sulkeutuminen tapahtuu päinvastaisessa järjestyksessä. Kun sulkeutumista on tapahtunut yli 90, pyrkii kansi sulkeutumaan omalla painollaan. Tällöin liikkeen toteuttava ruuvi toimii vain jarruna.
26 Kuva 16. Mekanismin jäsenten asennot avaamisen ja sulkemisen eri kohdissa. Mekanismi vaatii sitä vähemmän voimaa, mitä pitempi kampi on. Tämän kammen tulee kuitenkin tulla vähintään kannen nivelen yli. Kannessa olevan kiinnikkeen tule myös sijaita riittävän kaukana kannen nivelestä, jotta mekanismi ei mene linkkuun kannen sulkuvaiheessa. Kuvan kolme kohdasta c asia selviää parhaiten. Tämä vaikuttaa myös kammen 3 pituuteen. Jos kampi on liian lyhyt, joudutaan avauslaitetta siirtämään kauemmaksi rungosta. Tämä johtaa taas siihen, että kiinnikettä kannessa joudutaan siirtämään kauemmaksi ja tämä taas johtaa kammen pidentämiseen. On siis löydettävä sopiva kompromissi, jolla saadaan aikaan mahdollisimman vähän tilaa vievä ratkaisu. Kannen liikutteluun käytettäviä mekanismeja olisi syytä olla ainakin kaksi kappaletta. Kun kannen puoliskot ovat mekanismien suhteen symmetrisiä, jakautuu avauksesta ja sulkemisesta johtuvat kuormat tasaisemmin. Pelkästään yhden mekanismin käyttö on mahdollista, jos sen sijoittaa keskelle. Useampien mekanismien käyttö on myös suositeltavaa turvallissuusyistä. Vaikka yksi mekanismi pettäisi, toinen estää kannen romahtamisen suurella voimalla ja samalla estää lisävahinkojen synnyn puristimelle ja mahdollisesti vähentää henkilövahinkoriskien määrää. Lopullinen versio mekanismista kiinnitettynä ylälinjalta aukeavaan kehään löytyy kuvasta 17. 3
27 Kuva 17. Vetotankomekanismi sekä ylälinjalta avautuva kehä. Sinänsä mekanismi ei välttämättä tarvitse laakerointia pienien käyttömääränsä takia, mutta nivelet on syytä rasvata. Tarvittaessa niveliin voi laittaa liukulaakerit tai pronssiholkit. Pinnankarheutena nivelissä olisi hyvä käyttää Ra3, tai pienempi liian suuren kitkanmuodostumisen estämiseksi. Sovitteena on suositeltavaa käyttää H7/h6, jotta asennus vielä onnistuu ilman erillisiä laitteita ja kosketusjännitykset eivät pääse muuttamaan nivelpintojen muotoa (Pere 1995, 0-31, 1-18). Saranatankona toimiva akseli voi olla joko yhtenäinen tai voidaan myös käyttää lyhyempiä pätkiä. Lyhyempien pätkien etuna on helpompi asennus ja huolto. Myöskään valmistukseen ei tarvitse kiinnittää niin paljoa huomiota, koska kaikki kehien ja kannen reikien ei tarvitse olla tarkasti samankeskisiä. Jos käytetään täyspitkää akselia, saadaan varmistettua, että kansi kääntyy suoraan, eikä hieman sivuttain. Väärässä asennossa kääntyvä kansi kuluttaa turhaan sarana-akseleita, tämä taas saa aikaan alkusärön tankoon ja puristimen paineistuksesta aiheutuva kuorma voi väsyttää sarana-akselin rikki. Mekanismilla on suurimmat kuormitukset kannen avaus- ja sulkuvaiheen alussa. Mekanismien jäsenten mitoitus tehtiin näiden tilanteiden pohjalta. Laskelmissa kävi ilmi, että kuvan 3 kampi kokee huomattavasti suurempaa rasitusta ja tämän takia sen 4
28 lujuusluokkaa täytyi nostaa. Laskelmista selvisi myös, että avausvaihe on mekanismien rasituksien kannalta kriittisempi. Tarkemmin laskelmat löytyvät liitteestä VI sivuilta 1-7 ja Kääntökehä Kääntökehällä toteutettu avaaminen on teoriassa melko yksinkertainen. Periaatteeltaan kääntökehä on moottori ja vaihde. Normaalisti vaihteessa ulostuleva vääntömomentti otetaan akselilta ulos, mutta kääntökehässä on sen keskellä napa, johon haluttu käytettävä akseli kiinnitetään. Kiinnittämällä kääntökehä akseliin sekä runkoon ja akseli kääntökehään sekä käännettävään kanteen saadaan kääntökehä välittämään momentti akselille ja tämä edelleen kääntää kannen. Kääntökehällä toteutettu avaus on myös siitä hyvä, että kannen sarana voidaan sijoittaa minne tahansa. Kuva kääntökehästä löytyy kuvasta 18 (Imo 007). Kuva 18. Kääntökehä. (Imo 007.) Kääntökehillä saadaan aikaan todella suuria vääntömomentteja ja ongelmana on melkein sopivan pienen kääntökehän löytäminen. Isommissa kääntökehissä itse laitteen koko kasvaa melko suureksi ja navan halkaisija, jolta momentti otetaan ulos suurenee myös melko isoksi. Näiden seikkojen takia on käytettävä useampia kääntökehiä. Järjestely myös tasaa kuormitusta. Yksi kääntökehä väittää vaan momenttia seuraavaan akselin 5
29 kiinnityspisteeseen. Näin ollen olisi vain tarvittu yksi momenttia välittävä akseli kahden eri kehän väliin yhtä kääntökehää käytettäessä. Kääntökehä kehittää melkoisen vääntömomentin, joten se tarvitsee useita kiinnitysruuveja. Tässä tapauksessa ruuveja oli 0kpl/kääntökehä. Tämä tietysti tarkoittaa reikien tekemistä runkoon. Runkoa tarvitsee myös leventää alueelta, jolle kääntökehä tulee kiinni. Osa reistä tulee kohtaa, jossa on suhteellisen suuri normaalijännitys puristimen paineistuksesta johtuen. Ruuvien kannat haittaavat myös kannen liikettä, joten ne on upotettava runkoon. Toteutunut ratkaisu kääntökehällä sekä keskilinjalta aukeavalla rungolla on esitetty kuvassa 19. Kuva 19. Kääntökehä sekä keskilinjalta avautuva kehä. Epäjatkuvuus kohta nostaa jännitystä alueella ja voi muodostua kriittiseksi. Staattisen kestokyvyn kannalta tämä ei ole kovin huolestuttavaa. Tarvitaan melko suuri voima, jotta poikkileikkauksen koko alue saadaan plastiselle alueelle. Vaikka koko poikkipinta olisikin alkanut plastisoitumaan, voidaan kuormitusta nostaa vielä jopa 50% ennen pettämistä. Väsymisen kannalta ruuvinreikien tekeminen runkoon on ongelmallisempaa. Ruuvinreikien reunat tulisi viistää tai pyöristää väsymiskestävyyden parantamiseksi (Niemi & Kemppi 1993, s ). 6
30 Kääntökehä kiinnitetään akseliin kutistuslevyllä toisinaan. Liitoksesta käytetään myös nimeä kartiorengasliitos. Tällaisessa kiinnikkeessä on yleensä kaksi kartiorengasta, joiden viisteet ovat vastakkain. Kun niitä painetaan toisiaan vastaan ruuvien avulla, ne pyrkivät laajenemaan radiaalisuunnassa molempiin suuntiin. Näin saadaan tiukka liitos, joka on myös helppo irrottaa tarvittaessa. Käyttämällä tällaista liitosta vältytään kiilaurien ja kartionapojen käytöltä (Karhula 006, s. Kah -1). Myös akseli kiinnitettään kanteen kutistuslevyjen kannelta. Tämä edellyttää ulokkeen tekemistä kanteen, johon kartio rengas saadaan kiinni. Kutistuslevyt voisi kiinnittää myös suoraan kanteen, tekemällä siihen reiän. Järjestely kuitenkin aiheuttaisi turhaa näille radiaalikuormitusta. Ulokkeen tekeminen kanteen käytännössä tarkoittaa putken pätkän hitsaamista siihen kiinni. Hitsaaminen on tässä tapauksessa varsin epäkiitollista. Hitsin täytyy olla täysin läpitunkeutunut, jotta väsymisluokka saadaan nostettua tarpeeksi korkealle. Kääntökehän ja akselin kiinnitystä on esitelty kuvassa 0. (Hobbacher 003, s. 70). Kuva 0. Kääntökehällä toteutettu kääntö. Osat 1 on kääntökehä ja osat ovat kutistuslevyjä. 7
31 Kääntökehää koskevat laskelmat löytyvät liitteestä V sivulta Pienempikin saranatanko olisi kestänyt siinä olevat rasitukset, mutta sen halkaisijaa jouduttiin hieman suurentamaan, jotta voidaan käyttää sellaista kutistuslevyä, jonka momentinvälityskyky on riittävä. Epäjatkuvuuskohtein, kuten hitsien ja reikien, aiheuttamia jännityksiä verrattiin sallittuihin jännityksiin ja tämän pohjalta määriteltiin tarvittavat mitat. 3. Runko ja kansi Rungon suunnittelua lähestyttiin melko analyyttisesti. Koska tiedossa oli runkoon aiheutuvat kuormitukset ja osien alamitat, voitiin joka osalle tehdä jatkuvat kuormitusyhtälöt. Tämä vaihe löytyy laskelmista liitteestä IV sivuilta Alustavien laskelmien pohjalta valittiin rungon muodostavien kehien määräksi kuusi. Näin tilaa jäi vielä mekanismeille, mutta tuettomien välien pituus ei kasvanut liian suuriksi. Sekä päältä aukeavan että keskilinjalta aukeavan rungon suunnittelu ei juuri poikennut toisistaan. Ero oli lähinnä osien rasituksissa. Kehien välimatka toisistaan päätettiin pitää vakiona, jolloin rungossa olevien levyjen käyttäytyminen olisi mahdollisimman symmetristä ja jaksollista. Kuormitusten jakautumista eri kehien välillä tutkittiin hieman ja todettiin, että keskimmäiset kehät kantavat kuormaa eniten ja reunimmaiset vähiten. Asiaa on havainnollistettu liitteessä IV sivuilla Tämä aiheuttaa tilanteen, jolloin kaikki kehät eivät ole tasajännitteisiä. Asiaan voidaan kuitenkin muuttaa skaalaamalla kehien taivutusvastukset niiden kantaman kuorman mukaan. Runkoa tutkittiin sekä paineistuksen aikana ja silloin kun kansi on avautunut 90. Laskelmissa havaittiin, että kannen avautumisesta aiheutuva kuormitus on hyvin pieni verrattuna paineistuksesta aiheutuvaan ja ei ole kovin merkityksellinen mitoituksen kannalta. Ainoa asia, jota täyty tutkia oli rungon reunalevyjen nurjahtaminen, joka ei osoittautunut kriittiseksi. Tiedot tapauksesta löytyy liitteessä IV sivuilla sekä 0-. 8
32 Rungon mitoitus suoritettiin siten, että alustavia mittoja ei valittu sen enempää kuin oli tarpeen. Kuormituksista pystyttiin johtamaan tarvittavat mitat kuhunkin osaan. Varsinaiseksi ongelmaksi muodostui runkoon kiinnitettävät levyt. Kannen rungon jäykkyydessä on voimakas epäjatkuvuuskohta siinä kohdin missä jäykistelevy alkaa ja loppuu ja tämä saa aikaan jännityspiikin. Tämä ei sinänsä ole kovin huolestuttavaa ja suurimmat jännitykset ovat kannen keskellä. Hitsaamisen kannalta on kuitenkin on otettava yksi asia huomioon. Kantta ei ole järkevää hitsata koko matkalta kiinni kehiin. Riittää että sen kiinnittää sieltä täältä. On kuitenkin huomioitava, että välien pituus saa olla korkeintaan,5 kertaa hitsien pituus. Eli esimerkiksi 10cm hitsiä, 5cm väliä, 10cm hitsiä jne. (EN , s. 16). Sarana-akselia tutkittiin sekä kosketusjännitysten, että leikkausjännitysten kannalta. Kosketusjännitykset eivät liene ongelma sillä akselilta ei vaadita jatkuvaa pyörintää. Kosketusjännityksiä voidaan pienentää tarvittaessa käyttämällä välisovitetta tai pientä välyssovitetta. Nämä seikat haittaavat kuitenkin asennusta. Sarana-akselissa ja vastaavissa koloissa rungoissa olisi hyvä käyttää samoja pinnanlaadun- ja sovitevaatimuksia mitä käytettiin kappaleessa vetotangolle. Sarana-akselin ja rungon napojen mitoitus löytyy liitteestä IV sivuilta 6-7. Runkoon tulee myös kiinni jalustat, joiden varassa puristin on linjapalkkien päällä sekä mekanismista riippuen kiinnikkeet ruuvinostimille. Ruuvinostimen tuet ovat periaatteessa kaksitukisia palkkeja joskin tuet jatkuvat syvyysakselin suuntaan ja näin ollen niiden kiinnikkeisiin aiheutuu momentti nostimen liikkeistä. Levyä, johon nostin tulee kiinni, täytyi jäykistää tai muuten aineenpaksuudet olisi kasvanut siinä melko suuriksi. Laskelmat tästä löytyy liitteestä IV sivuilta Toiselle puolelle tähän jäykistelevyyn täytyy tehdä pieni kolo, jotta päästään ruuvinostimen rasvanippaan käsiksi. Ruuvinostimen sijoituksessa on otettava huomioon ruuvin liike, jotta se ei osu linjapalkkeihin. Jalustoilla ei ole kovinkaan suurta kuormitusta, vain puristimen painon ( kg). Materiaalin säästämisen kannalta joka nurkkaan tehtiin erillinen jalka, joka kiinnitetään ruuviliitoksella runkoon. Periaatteessa alustan voisi leikata samasta levyaihiosta kuin 9
33 rungonkin, jolloin sen erilliseltä kiinnittämiseltä vältyttäisiin. Tämä kuitenkin lisäisi hiukan materiaalihukkaa. Myös kannen jäykistämistä tutkittiin. Vertailua tehtiin mitenkä taipumat muuttuisi jos kantta jäykistäisi ja jäykistelevyjen aineenpaksuutta muuttaisi. Laskelmissa kävi selvästi ilmi, että jäykistämisellä taipumia saadaan vähennettyä jopa puoleen. Taipumat ovat vaan niin pieniä, että jäykistämisellä saatu etu on melko pientä. 3.3 Lukitusmekanismit Vetotappilukitus Vetotappi lukitusmekanismissa kannessa on tapit, jotka on kiinnitetty kierteillä kanteen hitsattuun levyyn. Tappi on pyörähdys symmetrinen T-muotoinen osa. Tappi menee rungossa olevan reiän läpi, jolloin tapin ulokkeen ja rungossa olevan levyn välin työnnetään vastelevy. Näin kannen avautuminen voidaan estää. Periaate on esitetty kuvassa 1. Kuva 1. Lukitusmekanismi periaate. Osat: 1. kansi,. runko, 3. tappi ja 4. vaste. 30
34 Kaikki lukitusmekanismin vasteet ovat kytkettynä tosiinsa ja näitä liikutellaan paineilmasylinterin avulla. Sylinterin olisi syytä olla itsesäänpalautuva, jolloin painetta ei tarvitse pitää päällä lukituksen aikaansaamiseksi. Mekanismin suunnittelu aloitettiin määrittämällä tapeissa tarvittavat mitat. Tappien määräksi tulee yksi vähemmän kuin rungossa olevien kehien määrää. Seuraavaksi määrättiin tarvittavat aineenpaksuudet levyille, jossa tappi on kiinni ja johon se ottaa kiinni. Pian kävi ilmi, että aineenpaksuudet kasvat liian suuriksi ellei rungossa ja kannessa olevaa levyä jäykistetä kuten liitteen VI sivut 7-9 näyttää. Runkoon ja kanteen kiinni tulevien levyjen hitsaamiseen on kiinnitettävä huomiota. Jos näissä levyissä ei ole läpihitsatut hitsit, voi seurauksena olla väsymisvaurio. Osittaisen tukkeuman omaava T-liitos on oleellisesti heikompi väsymisen kannalta kuin vastaava läpihitsattu liitos. Laskelmat tästä on esitetty liitteessä VI sivulla 9. Kuva. Toteutunut vetotappi lukitus. Vastelevyjen suunnittelussa on syytä ottaa huomioon epätasaisesti jakautuva leikkausjännitys. Tämä saattaa aiheuttaa vääristymistä levyn muodoissa, jos käytetään liian 31
35 pientä aineenpaksuutta. Liikutteluun käytettävän paineilmasylinterin valinnassa tulee huomioida, että ei käytä liian isoa syliteriä, jotta tämä ei riko vasteiden yhdistämiseen tarkoitettua runkoa. Koska tämä runko liikkuu, on se järkevää tukea polyamidilla tai muulla liukupintoihin tarkoitetulla muovilla. Vasteiden alapinta olisi myös syytä viistää, jolloin se hakeutuu paremmin tapin ja levyn väliin. Valmis ratkaisu löytyy kuvasta Tanko-kolo lukitus Tanko-kolo lukitusmekanismi on todella yksinkertainen. Siinä on noin 10cm pitkiä akselin pätkiä, jotka on sopivin välein kytketty toisiinsa erillisellä rungolla. Tätä runkoa liikutellaan edestakaisin puristimen rungossa ja kannessa olevien reikien läpi ja näin lukitus saadaan aikaan. Mekanismin liikuttelu tapahtuu paineilmasylinterin avulla. Periaate menetelmästä on kuvassa 3. Kuva 3. Mekanismin periaate. Osa 1 on kansi, osa, runko ja osa 3 lukitustanko. Runkoon joutuu tekemään vasteen, jota vasten kansi lepää ennen kuin se lukitaan paikalleen. Tätä vastetta ei voi hitsata kuin alapuolelta, koska muuten se estäisi kannen laskeutumisen paikoilleen. Vasteesta aiheutuu jännityskeskittymä reunalevyyn ja tämä on syytä tutkia, että se ei aiheuta väsymisongelmaa. Laskelmat tästä on esitetty liitteessä VI sivuilla 3. 3
36 Runkoon täytyy tehdä ohjuri tangolle, jonka varassa se lepää kun lukko on auki. Myös tangon pää kannattaa viistää. Nämä seikat helpottaa tangon osumista rungossa ja kannessa oleviin reikiin. Myös pieni väljyys helpottaa tangon työntämistä paikoilleen. Jos käytetään hyvin väljää sovitetta on tankojen kunto syytä tarkistaa tasaisin määräajoin. Tangon liikuttamisen käytetyn rungon suunnittelussa tulee ottaa samat asiat huomioon kuin edellisessä kappaleessakin. Eli runko on mitoitettava kestämään paineilmasylinteriltä tuleva kuormitus ja se kannatta tuke kulumiskestävällä muovilla. Yksi vaihtoehto toteuttaa kyseisen tyyppinen lukitus on esitelty kuvassa 4. Kuva 4. Tanko-kolo lukitus Lukituslevy Lukituslevy on ehkä monimutkaisin ja kallein valmistaa näistä kolmesta mekanismista. Mekanismi koostu C:n muotoisesta lukituslevystä, joka ottaa kiinni vasteisiin rungossa ja kannessa. Lukituslevyssä on myös ohjuri, joka pitää levyn oikeassa linjassa avaamisen ja lukituksen aikana. Myös tämä menetelmä saa energian liikkumiseen paineilmasylinteriltä. Menetelmän periaate on esitetty kuvassa 5. 33
37 Kriittisin kohta tämän lukitusmekanismin valmistuksessa on vasteiden hitsaaminen kanteen ja runkoon. Pitkittäin kuormitettu T-liitos ei ole väsymisen kannalta kovinkaan kriittinen, mutta staattinen kuormituskin saattaa tulla ongelmaksi. Hitseihin syntyy pelkkää leikkausjännitystä ja tämä kasvattaa tarvittavien hitsien pituuden melko suureksi. Hitsaamisesta syntyvä ongelma voidaan kuitenkin välttää tekemällä vasteet samasta aihiosta kuin runko ja kansikin. Laskelmat hitsien pituuden määrittämiseksi on esitetty liitteessä VI sivuilla 31. Kuva 5. Levylukitusmekanismi, Osa 1 on itse lukituslevy, osa on vaste rungossa ja kannessa, osa kolme on ohjaamiseen käytetty tappi ja osa 4 on kolo jolla ohjaustappia ohjataan. Itse lukituslevyssä kriittisiä kohtia ovat kulmat. Kulmat aiheuttavat pienen jännityshuipun, joita voidaan poistaa pyöristämällä. Lukituslevystä tulee melko painava, jos se on koko puristimen pituinen. Painoa voidaan keventää tekemällä koloja niille kohdille, missä ei ole vasteita rungossa ja kannessa. Levyn laskelmat ovat liitteessä VI sivuilla
38 Ohjaustapit voidaan jättää tekemättä, jos käytetään useampaa kuin yhtä sylinteriä levyn liikuttelemiseen. Yhtä sylinteriä käytettäessä ne ovat kuitenkin melko tärkeät, jotta kaikki kehät tulevat lukituksi. Yhtä sylinteriä käytettäessä se on järkevintä sijoittaa puristimen keskelle. Sylinteri kannattaa myös kytkeä ainakin kahteen ohjaintappiin. Sylinteri ja ohjaintapit voidaan kytkeä nivelellisellä jäsenellä, jolloin vältytään aiheuttamasta momenttia sylinterinvarteen Ohjaintapit voidaan joko tappihitsata kiinnikelevyyn tai niiden pää voidaan kierteyttää ja tehdä myös kierteytetty reikä lukituslevyyn. Järkevintä olisi kiinnittää ohjaintapit keskelle lukituslevyä. Menetelmällä toteutettu lukitus on esitetty kuvassa 6. Kuva 6. Kannen lukitus toteutettuna lukituslevyllä. 35
39 3.4 FE-analyysi Yleistä elementtimenetelmästä FEM (finite element method) eli elementtimenetelmä on matriisilaskentaan pohjautuva numeerinen liki menetelmä. Siinä tutkittava rakenne jaetaan riittävän pieniin osiin, jotta tutkittavat suureet, kuten siirtymät ja jännitykset saadaan arvioitua riittävän tarkasti. Menetelmällä voidaan tutkia myös epälineaarista tilannetta. Epälineaarisuuden voi aiheuttaa esim. materiaalin elastis-plastinen käyttäytyminen, kitkakontaktit sekä kosketusjännitysten tutkiminen (Ikonen & Kantola 1986, s. 195). Elementtimenetelmässä pyritään määrittämään materiaalin jäykkyysominaisuudet. Näihin ominaisuuksiin vaikuttaa erityisesti kimmokerroin sekä geometria. Ensisijaisesti laskettavat ominaisuudet ovat rakenteen siirtymiä. Näitä siirtymiä sekä sen derivaattoja apuna käyttäen saadaan laskettua rakenteen sisäisiä- ja tukireaktiovoimia, jännityksiä sekä venymiä. Elementin ääripisteissä löytyy solmut. Toisinaan näitä solmuja on myös elementtien sisällä. Melkein poikkeuksetta tuloksia voidaan lukea vai näissä solmuissa ja halutut suureet approksimoidaan elementin alueelle (Tanskanen 007, 1-) Rajatila-analyysi Monesti rakenteiden suunnittelussa rakenteen yhden pisteen myötäämistä pidetään kriteerinä rakenteen pettämiselle. Monestikaan tässä ei ole paljoa järkeä. Yleensä, varsinkin sitkeillä materiaaleilla, tämä on vasta alku vauriolle eikä tästä olla kovin kiinnostuneita. Staattisesti kuormitetuissa rakenteissa on monesti tärkeämpää löytää se kuormitus millä rakenne sortuu (Haftka & Gürdal 199, s. 7). Rakenteen rajakuorman löytämiseksi rakennetta on kuormitettava niin suurella kuormituksella, että ns. plastinen nivel syntyy eli koko poikkipinta-ala plastisoituu. 36
40 Monesti tällaisessa analyysissa on kätevää käyttää ideaalista kimmo-plastista materiaalimallia. Tällainen malli on esitetty kuvassa 7. Käytännön FE-analyyseissä plastiselle alueelle on otettava pieni kulmakerroin, koska muuten laskennassa tapahtuu konvergointiongelmia. (Haftka & Gürdal 199, s ) Kuva 7. Materiaalin ideaalinen kimmo-plastinen käyttäytyminen. Vertikaaliakselilla on jännitys ja horisontaaliakselilla on venymä. (Haftka & Gürdal 199, s. 73.) Rajakuorman määritys FE-ohjelmistolla Rajakuorman määritys elementtimenetelmällä muistuttaa hyvin paljon normaalia laskentaa elementtimenetelmällä. Ensimmäisenä on tietysti vuorossa geometrian luonti. FEanalyysin tarpeisiin geometriaa on syytä hieman yksinkertaistaa. Sellaiset yksityiskohdat, jotka ei vaikuta rakenteen kestävyyteen voidaan jättää pois. Elementtimääriä saadaan myös karsittua kun jätetään muotoilullisista syistä tehdyt muodot ja pyöristykset pois. Rajakuorman ratkaisussa rakenteelle annetaan liioiteltu kuormitus. Kun laskenta ei enää konvergoi tulokseen, voidaan se lopettaa. Tämän jälkeen rakenteen plastisten venymien käyttytymisestä iteraatioiden edetessä voidaan määrittää sortumishetki. Rajakuorma on saavutettu, kun plastiset venymät muuttuvat hyvin suuriksi pienellä kuormituksen lisäyksellä 37
41 Tässä kyseisessä tapauksessa päätettiin rajakuorma päätettiin määrittää kahdelle erilaiselle runkorakenteelle ja lukitusmekanismille sekä vetotanko avausmekanismille. Ensimmäisenä aloitettiin rungon keskilinjalta avautuvasta kehästä, jossa on tappi-kolo lukitus. Kaikki ylimääräinen geometriasta jätettiin pois, kuten jalusta, kääntökehät ja ruuvit. Kehien malleja pystyttiin myös yksinkertaistamaan käyttämällä symmetriaa. Symmetriataso leikkaa nämä mallit pituuden keskeltä korkeus-leveys -tasolla. Symmetriareunaehdoissa oli lukittuna symmetriatason normaalisuuntainen siirtymä sekä rotaatiot symmetriatason määräävien akseleiden ympäri. Mallinnuksessa käytettiin apuna jonkin verran kontaktielementtejä. Tappi-kolo liitos sekä sarana-akselin ja rungon liitos mallinnettiin kitkallisella kontaktielementillä. Tällaisiin pareihin asetettiin 0,5mm esipuristusta, jotta vapaankappaleen liike voitaisiin estää. Tällaisissa kitkakontakti-liitoksissa käytettiin kitkakertoimena 0,11:sta. Kontaktielementtejä käytettiin muutenkin hyväksi. Hitsit kiinnitettiin muuhun malliin kontaktielementeillä kuten myös jäykistelevyt kehiin. Kontaktielementeillä voidaan vähentää huomattavasti elementtien määrää ja helpottaa verkotusta, koska geometrian äkillinen muuttuminen ei aiheuta niin suurta häiriötilaa verkotusta tehdessä. Muuten mallinnuksessa käytettiin 0-solmuista tilavuuselementtiä. Tulokset tästä rakenteesta romahdushetkellä on esitetty kuvassa 8. Jäykistelevyjen ja kehien hitsit mallinnettiin, jotta saataisiin todellisempi käyttäytyminen. Hitsien elementtiverkkoa ei kuitenkaan tehty niin tiheäksi, mitä se olisi esim. hitsien väsymistarkastelussa, koska se ei nyt ole se kohta, josta oltiin kiinnostuneita. Jäykistelevyn ja kehien kosketus mallinnettiin käyttäen kitkatonta kontaktia. 38

42 Kuva 8. Keskilinjalta avautuvan kehän ja tappi-kolo lukitusmekanismin jännitykset ja vääristynyt muoto sortumishetkellä. Toisen kehärakenteen mallinnus oli miltei identtistä edellä kuvattuun. Ero tuli vain kiinnitysmekanismissa. Myös tässä käytettiin kitkallisia kontaktielementtejä apuna. Tapin ja tapin lukitsevan levyn välille tehtiin kitkakontakti ja myös lukituslevyn sekä reikälevyn välille. Myös itse tapit olivat kiinnitetty kanteen käyttäen kontaktielementtiä. Muuten rakenteessa käytettiin samanlaisia elementtejä kuin toisessa kehässä. Molempiin kehiin asetettiin yksi piste lukituksi etä-siirtymä -reunaehdolla, jotta vältytään jäykän kappaleen liikkeeltä. Tulokset romahtamishetkellä löytyy kuvasta 9. 39

43 Kuva 9. Ylälinjalta aukeavan kehän ja vetotappi lukitusmekanismin jännitykset ja vääristynyt muoto sortumishetkellä. Myös vetotankomekanismille määritettiin rajakuorma. Nivelet mallinnettiin kitkakontakteilla käyttäen samaa 0,5mm esipuristusta. Mekanismin kiinnikkeen ruuvikoloihin asetettiin sylinterimäinen tuki, joka estää liikkeen radiaalisuunnassa. Kiinnikkeen toisen reunan normaalisuuntainen liike estettiin myös, koska todellisuudessa se tukeutuu kannen kehään siitä. Lyhyemmän vivun päässä, mihin vetävä voimakin laitettiin, oli muut translaatiot estetty paitsi pystyliike, koska se tulee kiinni ruuvinostimen päähän. Nivelen kuormitus ennen sortumista löytyy kuvasta

44 Kuva 30. Vetotankomekanismin jännitykset sortumishetkellä. 3.5 Tulosten tulkinta Rungot ja lukitusmekanismit Rajatila-analyysistä saadut tulokset oli ennakoidun mukaisia. Jokaisella tutkitulla rakenteella oli jonkin verran kantokykyä mitoitustilanteeseen nähden. Keskilinjalta avautuvan mekanismin kiririittisimmäksi kohdaksi osoittautui kehä rungon leveyden keskilinjalla. Kuvasta 8 näkee hyvin, että plastiset nivelet on muodostunut edeltä mainittuun kriittiseen kohtaan ja myös kehän nurkkiin on ruvennut muodostumaan plastinen nivel. Rajakuormaksi saatiin 3,71 MPa. 41
45 Ylälinjalta avautuvan kehän kantokyky ei aivan yltänyt keskilinjalta avautuvan kehän kantokykyyn. Tämä johtui suurelta osin lukitusmekanismista. Jo lähtökohtaisesti oli tiedossa, että tällainen mekanismi ei ole aivan yhtä hyvä kestävyytensä kanssa, mutta kuitenkin riittävä. Mekanismin pettäminen on tavallaan kumuloituva tilanne. Lukituksen hoitavat tapit on kiinnitetty keskelle levyä ja tämä aiheuttaa sen, että levyyn tulee suurehkoja taipumia. Taipumat edelleen vääristävät reiän muotoa, johon tappi tulee kiinni ja tämä saa aikaan tapin pettämisen. Onkin suositeltavaa, että tapin kierteytys on riittävän pitkä, jotta se voidaan varmistaa vielä mutterilla. Samaan aikaan myös tapin leveämpi, lukitseva kohta pyrkii leikkaantumaan irti varrestaan. Kestävyyttä voi parantaa tekemällä tästä osasta hieman paksumman. Suurimmaksi kuormaksi saatiin,89 MPa. Käsilaskelmissa mitoituspaineena käytettiin 1,5*1,5(=,5) MPa. Laskelmissa ei tule kovinkaan suurta virhettä, jos leikkausvoiman osuuden jättää huomioimatta runkoa koskevissa laskelmissa. Tämä kuitenkin otettiin tarkasteluissa mukaan. Kriittisimmiksi kohdiksi osoittautui samat kuin FE-analyyseissäkin, eli kannen keskikohta ja nurkat kehien reunoilla. Rungon kantokykyä voikin parantaa tekemällä näistä kohdista jykevämpiä. Runkoon tulevien jäykistelevyjen kuormitus ei kasva niin suureksi kuin kehien. Tämä johtuu suurelti siitä, että kehien neutraaliakseli kulkee lähempänä jäykistelevyjen pintaa ja näin ollen jännitykset jäävät tällä pinnalla pienemmiksi. Käyttötilanteessa levyjen maksimitaipumat kehien välillä jää alle 1 mm:iin ja kokonaistaipuma alle mm:iin. Runkoon tulevat hitsit mitoitettiin siten, että niiden jännitykset jäävät riittävän pieneksi väsymisongelmien ehkäisemiseksi. Sallitut jännitystasot saadaan hitsien ja rakenteiden väsymistä käsittelevistä standardeista. Sarana-akselissa mitoittava komponentti on paineistuksesta voima, joka aiheuttaa leikkausta akseliin. Laskelmissa havaittiin, että jo 50 mm halkaisijan omaava tanko kantaa kuormituksen hyvin. Tanko-kolo lukituksen mitoitus oli vastaava kuin sarana-akselinkin. Vetotappilukitusmekanismissa mitoittavana tekijänä on tapin leikkaus sen ottaessa vasteeseen kiinni sekä sen kiinnityslevyjen kantokyky taivutuksen suhteen. Tapin 4
46 leikkauskestävyyttä voidaan parantaa tekemällä levennyksestä paksumpi. Kiinnityslevyjen kantokyky paranee niitä jäykistämällä, ja tähän ratkaisuun päädyttiinkin. Levylukituksen mitoittavana tekijänä on paineistuksesta aiheutuva normaalivoima ja edelleen tämän normaalivoiman aiheuttama momentti. Momentti ja normaalivoima ovat vakioita levyn pitkällä sivulla, joten kulmiin muodostuu kriittisin kohta geometrian äkillisen muutoksen takia. Momentin takia levystä tulee melko massiivinen, mutta tarvittaessa voidaan tehdä ulkonevia jäykisteitä momentin kantokyvyn parantamiseksi. Näin tarvittavaa materiaalia voitaisiin saada pienemmäksi Avausmekanismit Vetotankomekanismi kantokyvyn määrääväksi tekijäksi tuli sen kiinnitys runkoon. Tätä kohtaa olisi helppo vahvistaa esim. lisäämällä kaksi ruuvia lisää jolloin kuormitus jakautuisi useammalle ruuville ja tasaisemmin kiinnikkeessä. Analyysistä kävi myös ilmi, että lujemman teräksen valitseminen pidempään kampeen oli perusteltua. Kampi ei pääse menemään plastiselle alueelle, joten pysyviä muodonmuutoksia ei pääse tapahtumaa, mikä saattaisi haitata mekanismin toimintaa. Mekanismin suurimmaksi sallituksi kuormitukseksi avaustilanteessa saatiin 48 kn. Vetotankomekanismin käsilaskelmissa käytettiin myös varmuuskertoimena 1,5:tä. Mekanismi mitoitettiin avauksen alkuvaiheessa, mekanismin jäsenien ollessa samalla linjalla ja sulkemisen aloitustilanteessa. Kriittisin tilanne oli avauksen alkuvaiheessa. Tämän takia toisen kammen lujuusluokka nostettiin 355 MPa:sta 690 MPa:iin, koska muutoin mitat olisi kasvanut melko suuriksi. Kääntökehä avausmekanismin vaatimat mitat rungolle ja sarana-akselille tulevat valmistusteknisistä syistä. Vaikka runkoon joudutaan tekemään reikiä kääntökehän kiinnitykselle, ovat nämä niin pieniä, etteivät ole kriittisiä mitoituksen kannalta. 43
47 4 VALMISTUS Puristimelle ei ollut määritelty mitään toiminnallisia vaatimuksia tai valmistustarkkuudesta johtuvia toleransseja. Tämä helpottaa suuresti valmistusta. Koneistaminen voidaan jättää mahdollisimman vähään ja monessa paikassa selviää pelkällä muotojen leikkaamisella. Leikkausmenetelmänä voi käyttää jotain termistä menetelmää tai vesileikkausta. Käytettäväksi suositellaan plasmaleikkausta. Levyä leikattaessa siihen voidaan tehdä myös hitsauksessa tarvittavat railot. Sinänsä hitsausmenetelmille ei ole rajoitusta. Kaikki hitsattavat osat ovat S355- tai S690- terästä, jonka hitsaaminen onnistuu hyvin. Liian suurta lämmöntuontia on kuitenkin vältettävä, jotta lämpö ei aiheuta muodonmuutoksia ja mahdollisia sovitusongelmia rakenteeseen. Varsinkin lujemman teräksen hitsaamisessa on syytä kiinnitettävä jäähtymisnopeuteen, jotta se ei ole liian nopea. Liian nopea jäähtyminen saa aikaan lujan teräksen karkenemisen aiheuttaa hauraan martensiitin syntymisen. 4.1 Runko Runkokehien valmistus aloitetaan sopivan kokoisista levyaihioista, josta leikataan kehänmuotoiset osat. Halutessaan myös jalustan voi leikata samasta aihiosta siten, että se on yhtenäinen rungon kanssa. Kun kehät ovat leikattu, täytyy niihin tehdä tarvittavat reiät. Sarana- ja lukitusakseleiden sovittamista helpottaa, jos kaikki kehät porataan yhtä aikaa. Kääntökehän ruuvinreikä varten tehdään ensiksi sopivan kokoisest läpireiät ja tämän jälkeen jokaiseen kehään erikseen upotukset ruuvien kannoille. Näiden ruuvireikien reunat olisi syytä viistää eli senkata. Ne pinnat kehistä, jotka tulee ylä- ja alalevyä vasten, olisi syytä koneistaa yhdensuuntaisiksi. Ennen levyjen hitsaamista kehiin ja kanteen kannattaa kiinnittää saranaakseli, jolloin varmistutaan, että kaikki kehät ja kansijäykisteet ovat oikealla kohdalla. 44
48 Myös kehissä ja kannessa olevien reikien saaminen lähes samankeskisiksi on muuten hyvin hankalaa. Ylä- ja alalevyjen hitsauksessa tulee ehdottomasti noudattaa piirustuksissa olevia ohjeita. On tärkeää, että hitsit on oikein jaksotettu väsymiskestävyyden kannalta. Kannen hitsaus olisi syytä aloittaa reunimmaisista kehistä/kansijäykisteistä siten, että reunalta toiselle siirryttäessä polttimen kuljetussuuntaa vaihdetaan. Näin lämmöntuonnista aiheutuvia muodonmuutoksia pystytään hieman ehkäisemään. Käytettäessä tappi-kolo lukitusta, on kannen avautuvan pään alapinta syytä viistä 150 mm matkalta 45 kulmassa siten, että jäljelle jäävä viistämätön osuus on korkeintaan mm. Näin saadaan aikaan läpihitsautunut hitsi. Tähän hitsataan kiinni levy, johon tapit tulevat kiinni. Vastaava viiste täytyy tehdä runkoon kololevyn kohdalle. Ruuvinostimen kiinnikkeen peruslevy, johon tämä tulee kiinni olisi syytä viistää reunoistaan läpihitsatun liitoksen aikaansaamiseksi. Kuitenkaan tähän levyyn tulevia jäykisteitä ei tarvitse viistää ja hitsaaminen yhdeltä puolelta riittää. 4. Avausmekanismit Myös vetotankomekanismin valmistus voidaan aloittaa leikkaamalla sopivan muotoiset osat levyaihiosta. Leikkauksen jälkeen mekanismin osiin porataan nivelten reiät. Tämän jälkeen jyrsitään tarvittavat muodot. Kanteen kiinni tulevan jäsenen (kuva 16, osa ) muodot voidaan jättää jyrsimättä, jos valmistusta halutaan yksinkertaistaa. Mekanismin asennus ei ole kovin tarkkaa kunhan vain ruuvinostin ja kanteen tulevan kiinnike ovat samalla linjalla. Vasteet reunat, joihin jokin mekanismin jäsen ottaa kiinni olisi syytä viistää kulumiskestävyyden parantamiseksi. Kääntökehää varten kehiin hitsataan kiinni putkenpätkä, johon kutistuslevy tulee kiinni. 45
49 Putken liitospinta viistetään ulkopuolelta siten, että saadaan läpihitsautuva hitsi. Asennus aloitetaan kiinnittämällä kääntökehät runkoon. Seuraavaksi asetetaan kutistuslevyt valmiiksi paikoilleen ja työnnetään akseli paikoilleen. Tämän jälkeen kutistuslevyjen ruuvit kiristetään ohjearvoihinsa. 4.3 Sulkemismekanismit Tappi-kolo mekanismin valmistus aloitetaan sorvaamalla tarvittavat tapit ja näiden toiseen päähän tehdään kierteet. Tämän jälkeen tehdään näille tapeille kiinnikelevy ja kololevy runkoon. Jos sopivan kokoista aihioita on valmiina saatavissa, voidaan käyttää tätä. Aihioihin porataan oikeille kohdille kehien väliin reiät ja tappien kiinnikelevyn reikä kierteytetään vastaavalla kierteellä kuin tapeissakin. Runkoon tulevaan kololevyyn tarvitsee vielä hitsata kiinni jäykisteet. Jäykisteitä ei tarvitse viistää hitsausta varten ja hitsaus ulkopuolelta riittää, Tämän jälkeen levyt voidaan hitsata kanteen ja runkoon kiinni sekä kiinnittää tapit. Lukitukseen käytettävää levy olisi syytä oikaista ennen varsinaisten muotojen jyrsintää. Levyyn jyrsitään alapintaan viiste ja kolo johon tappi voi upota. Tämän jälkeen levyihin hitsataan liikuttelemiseen tarvittavan rungon osat. Näitä osia ei tarvitse sen kummemmin valmistella. Tämän jälkeen voidaan kiinnittää liukupinnat oikeille paikoilleen. Tanko-kolo lukituksen valmistus aloitetaan sorvaamalla tarvittavat tangonpätkät ja tekemällä viisteet niihin. Runkoon tarvitsee hitsata ohjuriputki. Putken hitsauksessa täytyy varmistaa, että se ei ole epäkeskinen rungossa ja kannessa olevien reikien kanssa. Runkoon tarvitsee myös hitsata vasteet, joita vasten kansi lepää ennen kuin se lukitaan. Nämä vasteet hitsata kiinni vain alapuolelta, koska yläpuolella oleva hitsi haittaisi vasteen toimintaa. Osaan, joka yhdistää tapit ja tangon sekä liikuttelee tappeja, täytyy tehdä lukitustangon sädettä vastaava pyöristys, jotta hitsaaminen onnistuu. Nämä palat hitsataan kiinni 46
50 liikuttelutankoon ja lukitustankoon. Seuraavaksi voidaan kiinnittää liukupinnat niille tarkoitetuille paikoille. Levylukitusta varten kanteen ja runkoon täytyy hitsata kiinni vasteet. Vasteiden tulisi olla hieman leveämmät mitä pelkkä a-mitta vaatisi. Tämän jälkeen voidaan koneistaa lukituslevy. Ensiksi leikataan levyaihiosta sopivan kokoinen osa ja jyrsitään siihen syvennys, joka vastaa vasteiden pituutta. Tämän jälkeen vasteisiin porataan reiät ohjaintapeille ja kierteytetään ne. Jos valmista pyöröprofiilia löytyy, riittä pelkkä niiden päiden kierteytys. Lukituslevyä tukevan levyn pinta olisi syytä koneistaa suoraksi. Tämän jälkeen voidaan valmistella ohjurinavat. Riittävään tarkkuuteen päästään pelkillä leikkausmenetelmillä. Ohjuritapit olisi syytä kiinnittää lukituslevyyn ennen kuin ohjurinavat hitsataan paikolleen. Tällöin vältytään sovitusvirheiltä. 4.4 Kustannusarvio Puristimen rakentamiseen kuluvia kustannuksia pyrittiin arvioimaan hyvin karkeasti. Komponenttien todellisia hintoja ei ole tiedossa ja työtunneista aiheutuvat kustannukset ovat myös karkeita arvioita. Materiaalien hinnat on arvioitu vuoden 006 hintojen mukaan. Osat, joiden määrä on hyvin pieni, kuten ohjurit, vasteet, ruuvit yms. jätettiin huomioimatta kustannusarviossa. Rungon koneistuksen ja kasaamisen arvioitiin vievän kahdelta työmieheltä noin viikon. Avaus ja lukitusmekanismien valmistus ja asennus kestänee päivästä pariin toteutuksesta riippuen. Kustannusarvio löytyy taulukosta 6. Kustannuslaskelmien perusteelta halvin ratkaisu maksisi noin Kallein ratkaisu olisi puolestaan noin hintainen. Suurin osa kustannuksista muodostuu työtunneista sekä valmiina ostettavista komponenteista. 47
51 Taulukko 6. Kustannusarvio Nimike Määrä hinta/yksikkö hinta Runko S355 PL 5/0/ kg 1,04 /kg työ 80h 4,00 /h 4 160, , ,00 Avausmekanismit Vetotanko S355 PL60 6kg 1,04 /kg 6,4 S690 PL60 3kg 1,0 /kg 3,60 Ruuvinostin 1 500,00 /kpl 3 000,00 Sähkömoottori 1 000,00 /kpl 000,00 Akselikytkin 100,00 /kpl 00,00 työ 48h 4,00 /h 016,00 7 5,84 Kääntökehä Kääntökehä ,00 /kpl 7 500,00 Kutistuslevy ,00 /kpl 1 100,00 työ 3h 4,00 /h 1 344, ,00 Lukitusmekanismit Paineilmasylinteri 1 500,00 /kpl 500,00 Tappi-kolo Pyörötanko 15kg 0,80 /kg 1,00 Levy PL10/0 13kg 1,04 /kg 13,5 työ 16h 4,00 /h 67, ,5 Vetotappi Levy PL5/10/0 16,0kg 1,04 /kg 16,85 Pyörötanko 1,50kg 0,80 /kg 1,0 työ 48h 4,00 /h 016,00 534,05 Lukituslevy Levy PL5/10/0/80 300kg 1,04 /kg 31,00 työ 48h 4,00 /h 016,00 88,00 48
52 5 JOHTOPÄÄTÖKSET Puristimen toteuttamiselle kehärakennetta käyttäen ei ole minkäänlaisia esteitä. Huomiota on kuitenkin syytä kiinnittää pariin seikkaan. Ensinäkin jäykistelevyn paksuutta ei kannata liioitella. Sen käyttäminen pelkään jäykistämistarkoitukseen ei anna kovinkaan suurta lisäkantokykyä. Paksun levyn käyttäminen on perusteltua vai silloin, kun pyritään käyttämään mahdollisimman vähän runkokehiä. Tällöin toki joudutaan lisäämään myös pituussuuntaisia jäykisteitä. Käyttämällä katkohitsejä jäykistelevyn hitsaamisessa kanteen vältytään luomasta niin suurta epäjatkuvuus kohtaa jännityksissä kanteen kuin mitä kävisi, jos jäykistelevyn hitsit olisivat täyspitkiä. Levyllä on enemmän muodonmuutoskykyä, kun hitsejä on vähemmän ja se kyllä osallistuu kuorman kantamiseen, kun paine painaa sen kehiä vasten. Kannen avautumislinjalla ei ole suurta vaikutusta rungon kestävyyteen. Lukitusmekanismeja suunniteltaessa on viisasta käyttää tappi-kolo lukitusta sen yksinkertaisuuden ja kestävyyden takia. Avausmekanismin suunnittelun hankalin puoli on löytää tarpeeksi yksinkertainen ja vähän tilaa vievä ratkaisu. Saatavilla olevien valmiiden kääntölaitteiden hinta on hieman kysymysmerkki. Myös laitteiden soveltuvuus vain satunnaiseen käyttöön tulee varmistaa. Sama koskee myös muita avaamiseen käytettäviä apulaitteita. Jos avausmekanismin haluaa toteuttaa kampimekanismia käyttäen, tulee näiden liikeradat varmistaa. Mekanismi on suunniteltava siten, että se ei voi romahtaa. Suurin ongelma on nivelien kestävyys. Myös nurjahdus voi tulla ongelmaksi varsinkin jos käytetään lujaa terästä ja osista tulee hoikkia. Jatkokehitystä voisi tehdä runkorakenteen optimoinnin saralta. Miltei tasajännitteisen rakenteen luominen ei pitäisi olla kovinkaan hankalaa. Näin tekemällä painoa voidaan pudottaa merkittäviä määriä. 49
53 LÄHTEET Ulrich, T. & Eppinger, D. 000, Product Design and Developement. Toinen painos. Boston Irwin McGraw-Hill. 358 s. Roozenburg, N. & Eekels, J Product Design: Fundamentals and Methods. Chichester. John Wiley & Sons Ltd. 397 s. Phal, G. & Beitz, W. & Feldhusen, J. & Grote K.H Engineering Design. Komas painos. London. Springer-Verlag. 617 s. Karhula, J Luentomoniste, Koneenosien suunnittelun perusteita. Neljäs painos. Lappeenranta, Lappeenrannan teknillinen yliopisto. 5 s. Hobbacher, A. 00 IIW Recommendations for Fatigue Design of Welded Joints and Components. IIW document XIII /XV p. EN Eurokoodi 3: Teräsrakenteiden suunnittelu. Osa 1-9: Teräsrakenteiden väsyminen. Helsinki: Suomen standardisoimisliitto, s. Niemi, E. & Kemppi, J Hitsatun rakenteen suunnittelun perusteet. Helsinki, Painatuskeskus Oy. 336 p. Itkonen, K. & Kantola, K Murtumismekaniikka. Helsinki, Otakustantamo. 38 s. Tanskanen, P Luentomoniste, FE-analyysin peruskurssi. Lappeenranta, Lappeenrannan teknillinen yliopisto. 45 s. 50
54 Haftka, T. Gürdal, Z Elements of Structural Optimization. Dordrecht, Kluwer Academic Publishers. 475 s. Pere, A Koneenpiirrustus. Helsinki, Cosmoprint Oy. 350 s. IMO Slew Drive Product Catalog. [www-tuotedokumentti]. (Julkaisupaikka tuntematon): IMO Antriebseinheit GmbH & Co. KG, 008. [viitattu ]. Saatavissa HAASTATTELUT Vlasov, T. DI. Raute Oy. Nastola Haastattelija Jussi Pollari. 51
55
56
57 LIITE II,1(4)
58 LIITE II,(4)
59 LIITE II,3(4)
60 LIITE II,4(4)
61 LIITE III, 1(3)
62 LIITE III, (3)
63 LIITE III, 3(3)
64 LIITE IV, 1()
65 LIITE IV, ()
66 LIITE V, 1(5)
67 LIITE V, (5)
")
68 LIITE V, 3(5)
KETJU- JA HIHNAKÄYTÖT 6. SKS-mekaniikka Oy. Martinkyläntie 50, PL 122, 01721 Vantaa, http://www.sks.fi, faksi 852 6824, puh.
 KIINNITYSHOKIT KORJATTU PAINOS maaliskuu 1998 KETJU- JA HIHNAKÄYTÖT 6 SKS-mekaniikka Oy artinkyläntie 50, P 122, 01721 Vantaa, http://www.sks.fi, faksi 852 6824, puh. *852 661 Etelä-Suomi artinkyläntie
KIINNITYSHOKIT KORJATTU PAINOS maaliskuu 1998 KETJU- JA HIHNAKÄYTÖT 6 SKS-mekaniikka Oy artinkyläntie 50, P 122, 01721 Vantaa, http://www.sks.fi, faksi 852 6824, puh. *852 661 Etelä-Suomi artinkyläntie
Stalatube Oy. P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u. Laskentaraportti
 P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla
 Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.
![Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.](/thumbs/51/28694845.jpg "Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.") Kotitehtävät palautetaan viimeistään keskiviikkona 2.3. ennen luentojen alkua eli klo 14:00 mennessä puiseen kyyhkyslakkaan, jonka numero on 9. Arvostellut kotitehtäväpaperit palautetaan laskutuvassa.
Kotitehtävät palautetaan viimeistään keskiviikkona 2.3. ennen luentojen alkua eli klo 14:00 mennessä puiseen kyyhkyslakkaan, jonka numero on 9. Arvostellut kotitehtäväpaperit palautetaan laskutuvassa.
UMPIKORI JA KONTTI 4 Umpikorin ja kontin kiinnitys 5 PAKASTUS- JA KYLMÄLAITTEET 6
 Sisältö VÄÄNTÖJÄYKKÄ PÄÄLLIRAKENNE 3 UMPIKORI JA KONTTI 4 Umpikorin ja kontin kiinnitys 5 PAKASTUS- JA KYLMÄLAITTEET 6 SÄILIÖ JA BULKKI 6 Kiinnitys - säiliö 9 Kiinnitys - punnituslaitteet 11 Kiinnitys
Sisältö VÄÄNTÖJÄYKKÄ PÄÄLLIRAKENNE 3 UMPIKORI JA KONTTI 4 Umpikorin ja kontin kiinnitys 5 PAKASTUS- JA KYLMÄLAITTEET 6 SÄILIÖ JA BULKKI 6 Kiinnitys - säiliö 9 Kiinnitys - punnituslaitteet 11 Kiinnitys
Saab 9-3, Saab Asennusohje MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE.
 SCdefault 900 Asennusohje SITdefault MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE Polkupyöräteline, vetolaitteeseen kiinnitettävä Accessories Part No. Group Date
SCdefault 900 Asennusohje SITdefault MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE Polkupyöräteline, vetolaitteeseen kiinnitettävä Accessories Part No. Group Date
F2000 Karavaanimarkiisi
 Asennus ja käyttöohjeet F2000 Karavaanimarkiisi Lue käyttöohjeet huolellisesti ennen käyttöä! Pakkauksen sisältö NIMIKE KUVAUS 1 Kankaan lukitustanko 2 putki 3 Vasen varsi 4 Oikea varsi 5 Seinäkiinnike
Asennus ja käyttöohjeet F2000 Karavaanimarkiisi Lue käyttöohjeet huolellisesti ennen käyttöä! Pakkauksen sisältö NIMIKE KUVAUS 1 Kankaan lukitustanko 2 putki 3 Vasen varsi 4 Oikea varsi 5 Seinäkiinnike
KÄYTTÖ- JA TURVALLISUUSOHJE Hase Trets -nojapyörä
 KÄYTTÖ- JA TURVALLISUUSOHJE Hase Trets -nojapyörä Hase Trets soveltuu käytettäväksi tavallisena nojapyöränä tai peräpyöränä toiseen polkupyörään kiinnitettynä. Rungon pituutta voidaan muuttaa, joten pyörä
KÄYTTÖ- JA TURVALLISUUSOHJE Hase Trets -nojapyörä Hase Trets soveltuu käytettäväksi tavallisena nojapyöränä tai peräpyöränä toiseen polkupyörään kiinnitettynä. Rungon pituutta voidaan muuttaa, joten pyörä
Ruuviliitokset. Yleistä tietoa ruuviliitoksista. Kitkaliitoksen ja muotoliitoksen yhdistelmä
 Yleistä tietoa ruuviliitoksista Yleistä tietoa ruuviliitoksista Ruuviliitokset voidaan tehdä kitkaliitoksina, muotoliitoksina tai näiden kahden yhdistelmänä. Kitkaliitos vaatii noin 10 kertaa enemmän ruuveja
Yleistä tietoa ruuviliitoksista Yleistä tietoa ruuviliitoksista Ruuviliitokset voidaan tehdä kitkaliitoksina, muotoliitoksina tai näiden kahden yhdistelmänä. Kitkaliitos vaatii noin 10 kertaa enemmän ruuveja
OFIX. Lukitusholkit. Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177. Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344
 OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
Päällirakenteen kiinnitys. Kiinnitys apurungon etuosassa
 Kiinnitys apurungon etuosassa Kiinnitys apurungon etuosassa Lisätietoa kiinnityksen valinnasta on asiakirjassa Apurungon valinta ja kiinnitys. Rungon etuosassa on 4 erityyppistä päällirakenteen kiinnikettä:
Kiinnitys apurungon etuosassa Kiinnitys apurungon etuosassa Lisätietoa kiinnityksen valinnasta on asiakirjassa Apurungon valinta ja kiinnitys. Rungon etuosassa on 4 erityyppistä päällirakenteen kiinnikettä:
RASITUSKUVIOT (jatkuu)
") RASITUSKUVIOT (jatkuu) Rakenteiden suunnittelussa yksi tärkeimmistä tehtävistä on rakenteen mitoittaminen kestämään ja kantamaan annetut kuormitukset muotonsa riittävässä määrin säilyttäen. Kun on selvitetty
RASITUSKUVIOT (jatkuu) Rakenteiden suunnittelussa yksi tärkeimmistä tehtävistä on rakenteen mitoittaminen kestämään ja kantamaan annetut kuormitukset muotonsa riittävässä määrin säilyttäen. Kun on selvitetty
3. SUUNNITTELUPERUSTEET
 3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Rakenneterästen myötörajan f y ja vetomurtolujuuden f u arvot valitaan seuraavasti: a) käytetään suoraan tuotestandardin arvoja f y = R eh ja f u = R m b) tai käytetään
3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Rakenneterästen myötörajan f y ja vetomurtolujuuden f u arvot valitaan seuraavasti: a) käytetään suoraan tuotestandardin arvoja f y = R eh ja f u = R m b) tai käytetään
ThermiSol Platina Pi-Ka Asennusohje
 Platina Pi-Ka ThermiSol Platina Pi-Ka essa kerrotaan ThermiSol Platina Kattoelementin käsittelyyn, kiinnitykseen ja työstämiseen liittyviä ohjeita. Platina Pi-Ka 2 1. Elementin käsittely... 3 1.1 Elementtikuorman
Platina Pi-Ka ThermiSol Platina Pi-Ka essa kerrotaan ThermiSol Platina Kattoelementin käsittelyyn, kiinnitykseen ja työstämiseen liittyviä ohjeita. Platina Pi-Ka 2 1. Elementin käsittely... 3 1.1 Elementtikuorman
PERUSTEELLINEN MÄÄRÄAIKAISTARKASTUS (PURETTUNA TARKASTUS) D15Z, D 19Z, D 19ZS, D 20Z, D 25Z
 D15Z, D 19Z, D 19ZS, D 20Z, D 25Z") 1 JJ-Asennus Oy OHJE 01.04.2010 PERUSTEELLINEN MÄÄRÄAIKAISTARKASTUS (PURETTUNA TARKASTUS) D15Z, D 19Z, D 19ZS, D 20Z, D 25Z Purettavat kohteet: - teleskooppipuomisto Uusittavat osat: - teleskoopin levykimppuketjut
1 JJ-Asennus Oy OHJE 01.04.2010 PERUSTEELLINEN MÄÄRÄAIKAISTARKASTUS (PURETTUNA TARKASTUS) D15Z, D 19Z, D 19ZS, D 20Z, D 25Z Purettavat kohteet: - teleskooppipuomisto Uusittavat osat: - teleskoopin levykimppuketjut
TERÄSRISTIKON SUUNNITTELU
 TERÄSRISTIKON SUUNNITTELU Ristikon mekaniikan malli yleensä uumasauvojen ja paarteiden väliset liitokset oletetaan niveliksi uumasauvat vain normaalivoiman rasittamia paarteet jatkuvia paarteissa myös
TERÄSRISTIKON SUUNNITTELU Ristikon mekaniikan malli yleensä uumasauvojen ja paarteiden väliset liitokset oletetaan niveliksi uumasauvat vain normaalivoiman rasittamia paarteet jatkuvia paarteissa myös
3. SUUNNITTELUPERUSTEET
 3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Myötölujuuden ja vetomurtolujuuden arvot f R ja f R y eh u m tuotestandardista tai taulukosta 3.1 Sitkeysvaatimukset: - vetomurtolujuuden ja myötörajan f y minimiarvojen
3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Myötölujuuden ja vetomurtolujuuden arvot f R ja f R y eh u m tuotestandardista tai taulukosta 3.1 Sitkeysvaatimukset: - vetomurtolujuuden ja myötörajan f y minimiarvojen
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Keskeiset aihepiirit
 TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
Asennus- ja käyttöohje EB 8310 FI. Pneumaattinen toimilaite Tyyppi 3271. Tyyppi 3271. Tyyppi 3271, varustettu käsisäädöllä.
 Pneumaattinen toimilaite Tyyppi 3271 Tyyppi 3271 Tyyppi 3271-5 Tyyppi 3271, varustettu käsisäädöllä Tyyppi 3271-52 Kuva 1 Tyypin 3271 toimilaitteet Asennus- ja käyttöohje EB 8310 FI Painos: lokakuu 2004
Pneumaattinen toimilaite Tyyppi 3271 Tyyppi 3271 Tyyppi 3271-5 Tyyppi 3271, varustettu käsisäädöllä Tyyppi 3271-52 Kuva 1 Tyypin 3271 toimilaitteet Asennus- ja käyttöohje EB 8310 FI Painos: lokakuu 2004
KOMEROT: - Tarkista, että kaikki tarvittavat osat ovat mukana
 RUNKOJEN KASAUSOHJE Alakaapit...2 Komerot...3 Yläkaapit...4 Laatikoston runko...5 Rullakiskolaatikoston runkokiskot...6 Rullakiskolaatikon kasaus...8 Rullakiskolaatikon etulevyn asenus...9 Vaimennetun
RUNKOJEN KASAUSOHJE Alakaapit...2 Komerot...3 Yläkaapit...4 Laatikoston runko...5 Rullakiskolaatikoston runkokiskot...6 Rullakiskolaatikon kasaus...8 Rullakiskolaatikon etulevyn asenus...9 Vaimennetun
Kattolaatikko Xperience
 Ohje nro Versio Osa nro 8698518 1.0 Kattolaatikko Xperience A8903209 Sivu 1 / 8 A8903214 Sivu 2 / 8 JOHDANTO Lue läpi koko ohje ennen asennuksen aloittamista. Huomautukset ja varoitustekstit ovat turvallisuuden
Ohje nro Versio Osa nro 8698518 1.0 Kattolaatikko Xperience A8903209 Sivu 1 / 8 A8903214 Sivu 2 / 8 JOHDANTO Lue läpi koko ohje ennen asennuksen aloittamista. Huomautukset ja varoitustekstit ovat turvallisuuden
ASENNUSOPAS - PUUKOOLAUS
 ASENNUSOPAS - PUUKOOLAUS Merkinnät: B Puukoolauksen leveys tulee olla vähintään 60mm lyhyillä sivuilla. Metallikoolauksen leveys voi olla vähintään 45mm. Jäljellä oleva koolaus voi olla 45 mm leveä. C
ASENNUSOPAS - PUUKOOLAUS Merkinnät: B Puukoolauksen leveys tulee olla vähintään 60mm lyhyillä sivuilla. Metallikoolauksen leveys voi olla vähintään 45mm. Jäljellä oleva koolaus voi olla 45 mm leveä. C
Mitoitetaan MäkeläAlu Oy:n materiaalivaraston kaksiaukkoinen hyllypalkki.
 YLEISTÄ Mitoitetaan MäkeläAlu Oy:n materiaalivaraston kaksiaukkoinen hyllypalkki. Kaksi 57 mm päässä toisistaan olevaa U70x80x alumiiniprofiilia muodostaa varastohyllypalkkiparin, joiden ylälaippojen päälle
YLEISTÄ Mitoitetaan MäkeläAlu Oy:n materiaalivaraston kaksiaukkoinen hyllypalkki. Kaksi 57 mm päässä toisistaan olevaa U70x80x alumiiniprofiilia muodostaa varastohyllypalkkiparin, joiden ylälaippojen päälle
JÄÄHDYTTIMEN SUOJUKSEN ASENNUS (Tarvitaan vain täysmittaisen kuormalavan yhteydessä)
") FORM NO. 3318-395 SF Rev A MALLI NRO 07301 60001 & JNE. MALLI NRO 07321 60001 & JNE. Asennusohjeet 2 3- kokoinen ja täysmittainen kuormalava Workman 3000 -sarjaa varten JÄÄHDYTTIMEN SUOJUKSEN ASENNUS (Tarvitaan
FORM NO. 3318-395 SF Rev A MALLI NRO 07301 60001 & JNE. MALLI NRO 07321 60001 & JNE. Asennusohjeet 2 3- kokoinen ja täysmittainen kuormalava Workman 3000 -sarjaa varten JÄÄHDYTTIMEN SUOJUKSEN ASENNUS (Tarvitaan
Nova. nordic. Asennusohje. Carrybox
 Nova nordic Carrybox Asennusohje ver. 2.2014 Nova nordic Carrybox Johdanto Perävaunun käyttäjänä olet huomannut, että sidontaliinat, rukkaset ja varoitusliput yleensä ovat siellä, mistä niitä ei osata
Nova nordic Carrybox Asennusohje ver. 2.2014 Nova nordic Carrybox Johdanto Perävaunun käyttäjänä olet huomannut, että sidontaliinat, rukkaset ja varoitusliput yleensä ovat siellä, mistä niitä ei osata
Vastaanottimen ja paristojen kotelon osat, käynnistimen rengas ja kahva, pidike ja ruuvit
 RAKENNUSOHJE Vastaanottimen ja paristojen kotelon osat, käynnistimen rengas ja kahva, pidike ja ruuvit 363 1 Lehden nro 84 mukana sait 11 uutta osaa mittakaavan 1:7 F2007-autoosi. Uudet osat ovat vastaanottimen
RAKENNUSOHJE Vastaanottimen ja paristojen kotelon osat, käynnistimen rengas ja kahva, pidike ja ruuvit 363 1 Lehden nro 84 mukana sait 11 uutta osaa mittakaavan 1:7 F2007-autoosi. Uudet osat ovat vastaanottimen
Betonipumppuautot. Yleisiä tietoja betonipumppuautoista. Rakenne. Betonipumppuautojen päällirakennetta pidetään erityisen vääntöjäykkänä.
 Yleisiä tietoja betonipumppuautoista Yleisiä tietoja betonipumppuautoista Betonipumppuautojen päällirakennetta pidetään erityisen vääntöjäykkänä. Rakenne Tee päällirakenteesta niin vahva ja jäykkä, että
Yleisiä tietoja betonipumppuautoista Yleisiä tietoja betonipumppuautoista Betonipumppuautojen päällirakennetta pidetään erityisen vääntöjäykkänä. Rakenne Tee päällirakenteesta niin vahva ja jäykkä, että
Harjoitus 6. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016
 KJR-C001 Kiinteän aineen mekaniikan perusteet, IV/01 Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 1:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri
KJR-C001 Kiinteän aineen mekaniikan perusteet, IV/01 Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 1:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri
MYNTINSYRJÄN JALKAPALLOHALLI
 Sivu 1 / 9 MYNTINSYRJÄN JALKAPALLOHALLI Tämä selvitys on tilattu rakenteellisen turvallisuuden arvioimiseksi Myntinsyrjän jalkapallohallista. Hallin rakenne vastaa ko. valmistajan tekemiä halleja 90 ja
Sivu 1 / 9 MYNTINSYRJÄN JALKAPALLOHALLI Tämä selvitys on tilattu rakenteellisen turvallisuuden arvioimiseksi Myntinsyrjän jalkapallohallista. Hallin rakenne vastaa ko. valmistajan tekemiä halleja 90 ja
ELEGRO terassilautojen asennusohje
 ELEGRO terassilautojen asennusohje ELEGRO terassilautojen mitat ovat: paksuus 32 mm / leveys 142 mm / pituus3000 mm. ELEGRO terassilautoja voidaan katkaista ja porata kuten puutavaraa. Suositus on, että
ELEGRO terassilautojen asennusohje ELEGRO terassilautojen mitat ovat: paksuus 32 mm / leveys 142 mm / pituus3000 mm. ELEGRO terassilautoja voidaan katkaista ja porata kuten puutavaraa. Suositus on, että
STIGA PARK PRO 20 PRO 16 ROYAL PRESIDENT COMFORT EXCELLENT 8211-0278-08
 STIGA PARK PRO 20 PRO 16 ROYAL PRESIDENT COMFORT EXCELLENT 8211-0278-08 1 2 3 4 5 2 6 K 7 J G H J I 8 9 S R T Q 10 11 C D E, F A F J B K 3 FI SUOMI 1 YLEISTÄ Tämä kuvake tarkoittaa VAROITUS. Ohjeita on
STIGA PARK PRO 20 PRO 16 ROYAL PRESIDENT COMFORT EXCELLENT 8211-0278-08 1 2 3 4 5 2 6 K 7 J G H J I 8 9 S R T Q 10 11 C D E, F A F J B K 3 FI SUOMI 1 YLEISTÄ Tämä kuvake tarkoittaa VAROITUS. Ohjeita on
Nestekaasuputkistot LPG. Asennusohje. LPG-liitin teräsvahvistenauhojen 8.04.01 kiinnityksellä 04.08
 SISÄLTÖ 1.0 Johdanto 1.1 Yleisohjeita 1.2 Putkityypit 1.3 Liittimet 2.0 Putken pään valmistelu 2.1 Putken pään oikaisu 2.2 PE-vaipan poistaminen 2.3 Terässidosnauhan lyhentäminen 2.4 Kiristyslaipan asettaminen
SISÄLTÖ 1.0 Johdanto 1.1 Yleisohjeita 1.2 Putkityypit 1.3 Liittimet 2.0 Putken pään valmistelu 2.1 Putken pään oikaisu 2.2 PE-vaipan poistaminen 2.3 Terässidosnauhan lyhentäminen 2.4 Kiristyslaipan asettaminen
OSIITAIN JA YKKIEN LIITOSTEN V AIKUTUS PORTAALIKEHAN VOI MASUUREISIIN. Rakenteiden Mekaniikka, Vol.27 No.3, 1994, s. 35-43
 OSIITAIN JA YKKIEN LIITOSTEN V AIKUTUS PORTAALIKEHAN VOI MASUUREISIIN Esa Makkonen Rakenteiden Mekaniikka, Vol.27 No.3, 1994, s. 35-43 Tiivistelmii: Artikkelissa kehitetaan laskumenetelma, jonka avulla
OSIITAIN JA YKKIEN LIITOSTEN V AIKUTUS PORTAALIKEHAN VOI MASUUREISIIN Esa Makkonen Rakenteiden Mekaniikka, Vol.27 No.3, 1994, s. 35-43 Tiivistelmii: Artikkelissa kehitetaan laskumenetelma, jonka avulla
ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET
 ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET 1. Laattojen rei itys...3 2. Laattojen kavennukset ja vakiovaraukset...4 3. Erikoiselementit...7 4. Hormien sijoittelu ontelolaatastossa...8 4.1 Hormi laatan
ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET 1. Laattojen rei itys...3 2. Laattojen kavennukset ja vakiovaraukset...4 3. Erikoiselementit...7 4. Hormien sijoittelu ontelolaatastossa...8 4.1 Hormi laatan
TUOTEKORTTI: RONDO L1
 TUOTEKORTTI: RONDO L1 Tuotekoodi: Rondo L1-W-Fe RR40-1,0 (tyyppi, hyötyleveys=w, materiaali, väri, ainepaksuus) kuva 1: Rondo L1 seinäliittymä, pystyleikkaus TUOTEKUVAUS Käyttötarkoitus Raaka-aineet Värit
TUOTEKORTTI: RONDO L1 Tuotekoodi: Rondo L1-W-Fe RR40-1,0 (tyyppi, hyötyleveys=w, materiaali, väri, ainepaksuus) kuva 1: Rondo L1 seinäliittymä, pystyleikkaus TUOTEKUVAUS Käyttötarkoitus Raaka-aineet Värit
Vaihtolava-ajoneuvot. Yleistä tietoa vaihtolava-ajoneuvoista
 Yleistä tietoa vaihtolava-ajoneuvoista Yleistä tietoa vaihtolava-ajoneuvoista Vaihtolava-ajoneuvoja pidetään vääntöherkkinä. Vaihtolava-ajoneuvojen kanssa voidaan käyttää erilaisia kuormalavoja erilaisiin
Yleistä tietoa vaihtolava-ajoneuvoista Yleistä tietoa vaihtolava-ajoneuvoista Vaihtolava-ajoneuvoja pidetään vääntöherkkinä. Vaihtolava-ajoneuvojen kanssa voidaan käyttää erilaisia kuormalavoja erilaisiin
WEBER.VETONIT TUOTTEET JA TYCROC TWP RAKENNUSLEVYT SEINÄÄN JA LATTIAAN
 WEBER.VETONIT TUOTTEET JA TYCROC TWP RAKENNUSLEVYT SEINÄÄN JA LATTIAAN Ennen Tycroc TWP rakennuslevyjen asennusta täytyy varmistaa, että alusta on kuiva, luja, jäykkä ja vakaa sekä puhdas pölystä, öljystä,
WEBER.VETONIT TUOTTEET JA TYCROC TWP RAKENNUSLEVYT SEINÄÄN JA LATTIAAN Ennen Tycroc TWP rakennuslevyjen asennusta täytyy varmistaa, että alusta on kuiva, luja, jäykkä ja vakaa sekä puhdas pölystä, öljystä,
YEISTÄ KOKONAISUUS. 1 Rakennemalli. 1.1 Rungon päämitat
 YEISTÄ Tässä esimerkissä mitoitetaan asuinkerrostalon lasitetun parvekkeen kaiteen kantavat rakenteet pystytolppa- ja käsijohdeprofiili. Esimerkin rakenteet ovat Lumon Oy: parvekekaidejärjestelmän mukaiset.
YEISTÄ Tässä esimerkissä mitoitetaan asuinkerrostalon lasitetun parvekkeen kaiteen kantavat rakenteet pystytolppa- ja käsijohdeprofiili. Esimerkin rakenteet ovat Lumon Oy: parvekekaidejärjestelmän mukaiset.
Jarruakseli, -vipu ja -holkki, vaihteistokotelo, lukitusruuvi sekä kahdeksan ruuvia
 RAKENNUSOHJE Jarruakseli, -vipu ja -holkki, vaihteistokotelo, lukitusruuvi sekä kahdeksan ruuvia 251 Lehden nro 60 mukana sait 13 uutta radio-ohjattavan F2007-autosi osaa. Osat ovat vaihteistokotelo, jarruakseli,
RAKENNUSOHJE Jarruakseli, -vipu ja -holkki, vaihteistokotelo, lukitusruuvi sekä kahdeksan ruuvia 251 Lehden nro 60 mukana sait 13 uutta radio-ohjattavan F2007-autosi osaa. Osat ovat vaihteistokotelo, jarruakseli,
Asennusja käyttöohje. Pultattava kaatoallas 4950x2325 & 4950x2835. 408110 (fi)
") Asennusja käyttöohje Pultattava kaatoallas 4950x2325 & 4950x2835 408110 (fi) ANTTI-TEOLLISUUS OY Koskentie 89 25340 Kanunki, Salo Puh. +358 2 774 4700 Fax +358 2 774 4777 E-mail: antti@antti-teollisuus.fi
Asennusja käyttöohje Pultattava kaatoallas 4950x2325 & 4950x2835 408110 (fi) ANTTI-TEOLLISUUS OY Koskentie 89 25340 Kanunki, Salo Puh. +358 2 774 4700 Fax +358 2 774 4777 E-mail: antti@antti-teollisuus.fi
WALTERSCHEID-NIVELAKSELI
 VA K OLA Postios. Helsinki Rukkila Puhelin Helsinki 43 48 1 2 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1960 Koetusselostus 344 WALTERSCHEID-NIVELAKSELI Koetuttaja: nuko Oy, Helsinki.
VA K OLA Postios. Helsinki Rukkila Puhelin Helsinki 43 48 1 2 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1960 Koetusselostus 344 WALTERSCHEID-NIVELAKSELI Koetuttaja: nuko Oy, Helsinki.
SUPER TT-, TT- JA HTT -LAATAT
 SUUNNITTELUOHJE SUPER TT-, TT- JA HTT -LAATAT 1 (33) SISÄLLYS 1. YLEISTÄ...2 2. SUUNNITTELU...3 3. VALMISTUS...4 4. KIINNITYSTEN JA RIPUSTUSTEN YLEISOHJE...5 LIITTEET...6 LIITE 1A: SUPERTT-LAATAN POIKKILEIKKAUSMITAT...7
SUUNNITTELUOHJE SUPER TT-, TT- JA HTT -LAATAT 1 (33) SISÄLLYS 1. YLEISTÄ...2 2. SUUNNITTELU...3 3. VALMISTUS...4 4. KIINNITYSTEN JA RIPUSTUSTEN YLEISOHJE...5 LIITTEET...6 LIITE 1A: SUPERTT-LAATAN POIKKILEIKKAUSMITAT...7
Luentojen viikko-ohjelma
 Luentojen viikko-ohjelma periodi viikko aihe opettaja 1 37 Johdanto, historiaa, suunnittelu, CE -merkki, kuormitus, kestävyys, materiaalit, valmistus Yrjö Louhisalmi 1 38,39 liitososat ja liitokset: ruuvit,
Luentojen viikko-ohjelma periodi viikko aihe opettaja 1 37 Johdanto, historiaa, suunnittelu, CE -merkki, kuormitus, kestävyys, materiaalit, valmistus Yrjö Louhisalmi 1 38,39 liitososat ja liitokset: ruuvit,
MASADOOR. autotallinovet. Asennusohje
 MASADOOR autotallinovet Asennusohje Tämä asennusohje on tehty ammattitaitoisen asentajan käyttöön. Ohjeessa on piirroksia, joissa on komponentteja, joita ei aina oveen asenneta. Ennen asennuksen aloittamista
MASADOOR autotallinovet Asennusohje Tämä asennusohje on tehty ammattitaitoisen asentajan käyttöön. Ohjeessa on piirroksia, joissa on komponentteja, joita ei aina oveen asenneta. Ennen asennuksen aloittamista
Korjaamopuristimet. Alapalkki MITAT. H (Sylinteri palautettuna) mm. J mm
 mm. J mm") -runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
-runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
Osa 7-1 750 SARJA PROLENC MANUFACTURING INC.
 Osa 7-1 750 SARJA 7-1- Snubber Kokoonpano ja Varaosat 7-1-3 Asennnus ja Käyttöohjeet 7-1-5 B3750 7-1-7 B3750-1 7-1-9 B3750-7-1-11 B3750-3 7-1-13 B3750-4 Snubber 7-1-1 revised 09-1-8 SNUBBER KOKOONPANO
Osa 7-1 750 SARJA 7-1- Snubber Kokoonpano ja Varaosat 7-1-3 Asennnus ja Käyttöohjeet 7-1-5 B3750 7-1-7 B3750-1 7-1-9 B3750-7-1-11 B3750-3 7-1-13 B3750-4 Snubber 7-1-1 revised 09-1-8 SNUBBER KOKOONPANO
KIILTO TUOTTEET JA TYCROC TWP RAKENNUSLEVYT SEINÄÄN JA LATTIAAN
 KIILTO TUOTTEET JA TYCROC TWP RAKENNUSLEVYT SEINÄÄN JA LATTIAAN Ennen Tycroc TWP rakennuslevyjen asennusta täytyy varmistaa, että alusta on kuiva, luja, jäykkä ja vakaa sekä puhdas pölystä, öljystä, rasvoista
KIILTO TUOTTEET JA TYCROC TWP RAKENNUSLEVYT SEINÄÄN JA LATTIAAN Ennen Tycroc TWP rakennuslevyjen asennusta täytyy varmistaa, että alusta on kuiva, luja, jäykkä ja vakaa sekä puhdas pölystä, öljystä, rasvoista
TIMCO TIMCO. Siirrettävä työpiste, jossa 7 vetolaatikkoa
 TIMCO Siirrettävä työpiste, jossa 7 vetolaatikkoa TIMCO Ominaisuudet Tilava siirrettävä työpiste auttaa pitämään työkalut järjestyksessä ja nopeuttaa työntekoa. Kestävät pyörät liikuttavat työpistettä
TIMCO Siirrettävä työpiste, jossa 7 vetolaatikkoa TIMCO Ominaisuudet Tilava siirrettävä työpiste auttaa pitämään työkalut järjestyksessä ja nopeuttaa työntekoa. Kestävät pyörät liikuttavat työpistettä
Laskuharjoitus 7 Ratkaisut
 Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin 25.4. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 7 Ratkaisut 1. Kuvan
Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin 25.4. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 7 Ratkaisut 1. Kuvan
Terrassimarkiisi Nordic Light FA40 Asennus Käyttö Puhdistus ASENNUS KÄYTTÖ PUHDISTUS. Terassimarkiisi Nordic Light FA40
 ASENNUS KÄYTTÖ PUHDISTUS Terassimarkiisi Varmista, että pinta, johon kiinnität markiisin, on riittävän tukeva. Laho puu, rapautunut rappaus tai tiili ja ohuet paneelit eivät sovellu kiinnityspinnaksi.
ASENNUS KÄYTTÖ PUHDISTUS Terassimarkiisi Varmista, että pinta, johon kiinnität markiisin, on riittävän tukeva. Laho puu, rapautunut rappaus tai tiili ja ohuet paneelit eivät sovellu kiinnityspinnaksi.
Ohjeita kuvun ongelmatilanteisiin
 Ohjeita kuvun ongelmatilanteisiin Ennen jokaista käyttökertaa, tähtitornia käyttävän tulee tarkistaa, että 1. luukun avausvaijerit ovat ehjiä ja ne kulkevat oikein rissa- ja taittopyörien yli. Jos havaitset
Ohjeita kuvun ongelmatilanteisiin Ennen jokaista käyttökertaa, tähtitornia käyttävän tulee tarkistaa, että 1. luukun avausvaijerit ovat ehjiä ja ne kulkevat oikein rissa- ja taittopyörien yli. Jos havaitset
2. Käsinkaavaustapahtuma tuorehiekkaan
 2. Käsinkaavaustapahtuma tuorehiekkaan Pekka Niemi Tampereen ammattiopisto 2.1 Muotin valmistus käytettäessä paartilossia Muotinvalmistuksessa on yleensä etu, jos saadaan jakopinta suoraksi, malli suoraan
2. Käsinkaavaustapahtuma tuorehiekkaan Pekka Niemi Tampereen ammattiopisto 2.1 Muotin valmistus käytettäessä paartilossia Muotinvalmistuksessa on yleensä etu, jos saadaan jakopinta suoraksi, malli suoraan
Rei itys kuumasinkittäviin kappaleisiin
 Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Valmis 8 m alumiinitelinepaketti
 Valmis 8 m alumiinitelinepaketti Ota peräkärry hinaukseen! www.ramirent.fi www.ramirent.fi Peräkärryn sisältö Telinepaketti koostuu Instant Span 300 7,9 m korkeasta alumiinitelineestä, joka on valmiiksi
Valmis 8 m alumiinitelinepaketti Ota peräkärry hinaukseen! www.ramirent.fi www.ramirent.fi Peräkärryn sisältö Telinepaketti koostuu Instant Span 300 7,9 m korkeasta alumiinitelineestä, joka on valmiiksi
Tee-se-itse.fi Ja saat sellaisen, kuin sattuu tulemaan! http://www.tee-se-itse.fi
 Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
ASENNUSOHJEET TYCROC TWP LEIKKAAMINEN, SÄILYTYS JA ALUSTA
 TYCROC TWP LEIKKAAMINEN, SÄILYTYS JA ALUSTA Tycroc TWP -rakennuslevyä on helppo leikata joko sirkkelillä, pistosahalla, käsisahalla tai mattoveitsellä. Aukkojen poraamiseen soveltuu sekä kivi-, metalli-
TYCROC TWP LEIKKAAMINEN, SÄILYTYS JA ALUSTA Tycroc TWP -rakennuslevyä on helppo leikata joko sirkkelillä, pistosahalla, käsisahalla tai mattoveitsellä. Aukkojen poraamiseen soveltuu sekä kivi-, metalli-
Aero Materiel. Saranat
 Aero Materiel Saranat AV AV näytönvarsi ja kiinnitys pitää näytön paikoillaan myös vaihtelevassa tärinässä Näytönvarsi kestää 20 000 ±20% liikekiertoa annetulla kuormituksella Materiaali ja pintakäsittely
Aero Materiel Saranat AV AV näytönvarsi ja kiinnitys pitää näytön paikoillaan myös vaihtelevassa tärinässä Näytönvarsi kestää 20 000 ±20% liikekiertoa annetulla kuormituksella Materiaali ja pintakäsittely
SIPOREX-HARKKOSEINÄÄN TUKEUTUVIEN TERÄSPALKKIEN SUUNNITTELUOHJE 21.10.2006
 SIPOREX-HARKKOSEINÄÄN TUKEUTUVIEN TERÄSPALKKIEN SUUNNITTELUOHJE 21.10.2006 Tämä päivitetty ohje perustuu aiempiin versioihin: 18.3.1988 AKN 13.5.1999 AKN/ks SISÄLLYS: 1. Yleistä... 2 2. Mitoitusperusteet...
SIPOREX-HARKKOSEINÄÄN TUKEUTUVIEN TERÄSPALKKIEN SUUNNITTELUOHJE 21.10.2006 Tämä päivitetty ohje perustuu aiempiin versioihin: 18.3.1988 AKN 13.5.1999 AKN/ks SISÄLLYS: 1. Yleistä... 2 2. Mitoitusperusteet...
6:2 6:3 6:4 6:5 7:1 7:2
 Manuaali Zitzi Flipper Pro FI1101-1 TM Zitzi Flipper Pro Kaasujousi Zitzi Flipper Pro Sähköinen Sisällysluettelo Zitzi Flipper Pro Alue nr 1 Manufaturer: 2010-03-26 2:1 Korkeussäätö - Kaasujousi 6:2 Yhteenveto
Manuaali Zitzi Flipper Pro FI1101-1 TM Zitzi Flipper Pro Kaasujousi Zitzi Flipper Pro Sähköinen Sisällysluettelo Zitzi Flipper Pro Alue nr 1 Manufaturer: 2010-03-26 2:1 Korkeussäätö - Kaasujousi 6:2 Yhteenveto
Baby-Merc lastenvaunut Käyttöohjeet
 Baby-Merc lastenvaunut Käyttöohjeet Kiitos, että olet valinnut tuotteemme! Olemme varmoja, että tulet olemaan tyytyväinen lastenvaunuihimme. Ennen kuin käytät lastenrattaita, on erittäin suositeltavaa
Baby-Merc lastenvaunut Käyttöohjeet Kiitos, että olet valinnut tuotteemme! Olemme varmoja, että tulet olemaan tyytyväinen lastenvaunuihimme. Ennen kuin käytät lastenrattaita, on erittäin suositeltavaa
Kiinteiden ja liukukattojen yhdistelmä.
 Kiinteiden ja liukukattojen yhdistelmä. Tarkasta aina ennen asennuksen aloittamista, että toimitus sisältää oikean määrän tarvikkeita. Katso tarvikeluettelo seuraavalta sivulta. HUOM! Ruuvit ovat Torx-ruuveja.
Kiinteiden ja liukukattojen yhdistelmä. Tarkasta aina ennen asennuksen aloittamista, että toimitus sisältää oikean määrän tarvikkeita. Katso tarvikeluettelo seuraavalta sivulta. HUOM! Ruuvit ovat Torx-ruuveja.
Lehden nro 83 mukana sait
 RAKENNUSOHJE Bensiinisäiliö, silikoniputki, kaksi O-rengasta ja kaksi ruuvia 357 Lehden nro 83 mukana sait kuusi uutta osaa radio-ohjattavaan pienoismalliisi. Osat kuuluvat pienoismallisi polttoainejärjestelmään.
RAKENNUSOHJE Bensiinisäiliö, silikoniputki, kaksi O-rengasta ja kaksi ruuvia 357 Lehden nro 83 mukana sait kuusi uutta osaa radio-ohjattavaan pienoismalliisi. Osat kuuluvat pienoismallisi polttoainejärjestelmään.
Äänenvaimennin, tiiviste, liitosputki ja kuusi ruuvia
 RAKENNUSOHJE Äänenvaimennin, tiiviste, liitosputki ja kuusi ruuvia 331 Lehden nro 78 mukana sait yhdeksän uutta osaa radioohjattavaan pienoismalliisi. Osat ovat äänenvaimennin, liitosputki, tiiviste ja
RAKENNUSOHJE Äänenvaimennin, tiiviste, liitosputki ja kuusi ruuvia 331 Lehden nro 78 mukana sait yhdeksän uutta osaa radioohjattavaan pienoismalliisi. Osat ovat äänenvaimennin, liitosputki, tiiviste ja
PUHDAS, SUORA TAIVUTUS
 PUHDAS, SUORA TAIVUTUS Qx ( ) Nx ( ) 0 (puhdas taivutus) d t 0 eli taivutusmomentti on vakio dx dq eli palkilla oleva kuormitus on nolla 0 dx suora taivutus Taivutusta sanotaan suoraksi, jos kuormitustaso
PUHDAS, SUORA TAIVUTUS Qx ( ) Nx ( ) 0 (puhdas taivutus) d t 0 eli taivutusmomentti on vakio dx dq eli palkilla oleva kuormitus on nolla 0 dx suora taivutus Taivutusta sanotaan suoraksi, jos kuormitustaso
PELTOJYRÄ JH 450, JH 620
 KÄYTTÖ JA HUOLTO-OHJE PELTOJYRÄ JH 450, JH 620 Alkuperäiset ohjeet 01 / 2015 Sisällysluettelo 1. ESIPUHE... 1 1.1. Koneen käyttötarkoitus... 1 1.2. Tekniset tiedot... 1 1.3. Tyyppikilpi... 2 2. TURVALLISUUSOHJEET...
KÄYTTÖ JA HUOLTO-OHJE PELTOJYRÄ JH 450, JH 620 Alkuperäiset ohjeet 01 / 2015 Sisällysluettelo 1. ESIPUHE... 1 1.1. Koneen käyttötarkoitus... 1 1.2. Tekniset tiedot... 1 1.3. Tyyppikilpi... 2 2. TURVALLISUUSOHJEET...
Erstantie 2, 15540 Villähde 2 Puh. (03) 872 200, Fax (03) 872 2020 www.anstar.fi anstar@anstar.fi Käyttöohje
 872 200, Fax (03) 872 2020 www.anstar.fi anstar@anstar.fi Käyttöohje") Erstantie 2, 15540 Villähde 2 Erstantie 2, 15540 Villähde 3 SISÄLLYSLUETTELO Sivu 1 TOIMINTATAPA... 4 2 MATERIAALIT JA RAKENNE... 5 2.1 MATERIAALIT... 5 2.2 RAKENNEMITAT... 5 3 VALMISTUS... 6 3.1 VALMISTUSTAPA...
Erstantie 2, 15540 Villähde 2 Erstantie 2, 15540 Villähde 3 SISÄLLYSLUETTELO Sivu 1 TOIMINTATAPA... 4 2 MATERIAALIT JA RAKENNE... 5 2.1 MATERIAALIT... 5 2.2 RAKENNEMITAT... 5 3 VALMISTUS... 6 3.1 VALMISTUSTAPA...
TYÖOHJE SMYYGI- ELI TÄYTELISTA JA IKKUNAPENKKI
 NIKO PALONEN / www.suorakon.com TYÖOHJE SMYYGI- ELI TÄYTELISTA JA IKKUNAPENKKI 8.10.2014 JOHDANTO Tämän oppaan tarkoitus on kertoa smyygi- eli täytelistan tekemisestä vanhan hirsirakennuksen ikkunakarmin
NIKO PALONEN / www.suorakon.com TYÖOHJE SMYYGI- ELI TÄYTELISTA JA IKKUNAPENKKI 8.10.2014 JOHDANTO Tämän oppaan tarkoitus on kertoa smyygi- eli täytelistan tekemisestä vanhan hirsirakennuksen ikkunakarmin
SISÄLTÖ Venymän käsite Liukuman käsite Venymä ja liukuma lujuusopin sovelluksissa
 SISÄLTÖ Venymän käsite Liukuman käsite Venymä ja liukuma lujuusopin sovelluksissa 1 SISÄLTÖ 1. Siirtymä 2 1 2.1 MUODONMUUTOS Muodonmuutos (deformaatio) Tapahtuu, kun kappaleeseen vaikuttaa voima/voimia
SISÄLTÖ Venymän käsite Liukuman käsite Venymä ja liukuma lujuusopin sovelluksissa 1 SISÄLTÖ 1. Siirtymä 2 1 2.1 MUODONMUUTOS Muodonmuutos (deformaatio) Tapahtuu, kun kappaleeseen vaikuttaa voima/voimia
Laskuharjoitus 1 Ratkaisut
 Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin ke 28.2. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 1 Ratkaisut 1.
Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin ke 28.2. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 1 Ratkaisut 1.
Vastaanottaja Helsingin kaupunki. Asiakirjatyyppi Selvitys. Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS
 Vastaanottaja Helsingin kaupunki Asiakirjatyyppi Selvitys Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS VUOSAAREN SILTA KANTAVUUSSELVITYS Päivämäärä 30/10/2014 Laatija Tarkastaja Kuvaus Heini
Vastaanottaja Helsingin kaupunki Asiakirjatyyppi Selvitys Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS VUOSAAREN SILTA KANTAVUUSSELVITYS Päivämäärä 30/10/2014 Laatija Tarkastaja Kuvaus Heini
KÄYTTÖOHJE SAHAUSPÖYTÄ. Malli: 010A
 KÄYTTÖOHJE SAHAUSPÖYTÄ Malli: 010A Sisällysluettelo Tekniset tiedot... 2 Pakkauksen sisältö... 3 Turvaohjeet... 3 Kokoamisohje... 4 Osien esittely... 7 Pituuden säätö sivuttaistuen... 8 Korkeussäätö sivutuki...
KÄYTTÖOHJE SAHAUSPÖYTÄ Malli: 010A Sisällysluettelo Tekniset tiedot... 2 Pakkauksen sisältö... 3 Turvaohjeet... 3 Kokoamisohje... 4 Osien esittely... 7 Pituuden säätö sivuttaistuen... 8 Korkeussäätö sivutuki...
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL
 ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL 1. Käyttö Vinssi on tehty käytettäväksi varastoissa, rakennuksilla jne. Vinssejä on sekä 230V että 400V käyttöjännitteelle,
ABT VAIJERIVINTTURI NOSTOON VAVIN300EL, VAVIN500EL, VAVIN1000EL JA VAVIN3500EL 1. Käyttö Vinssi on tehty käytettäväksi varastoissa, rakennuksilla jne. Vinssejä on sekä 230V että 400V käyttöjännitteelle,
Asennus Huomio: joitain osia on saatettu asentaa valmiiksi. Osan puuttuessa tarkasta ensin onko se asennettu valmiiksi.
 Asennus Käytä alla olevaa kuvaa pienten osien tunnistukseen asennuksen aikana. Suluissa oleva luku on osan avainnumero. Sulkuja seuraa asennuksessa vaadittavien osien lukumäärä. Huomio: joitain osia on
Asennus Käytä alla olevaa kuvaa pienten osien tunnistukseen asennuksen aikana. Suluissa oleva luku on osan avainnumero. Sulkuja seuraa asennuksessa vaadittavien osien lukumäärä. Huomio: joitain osia on
1. Alkusanat. 2. Käyttötarkoitus. 3. Turvallisuusohjeet
 Minikaivurit Tuotenumero Avant 200-sarjaan A33153 Tuotenumero Avant 500- ja 600-sarjaan 250 mm kauhalla A32393 Tuotenumero Avant 500- ja 600-sarjaan 400 mm kauhalla A32394 2 1. Alkusanat Avant Tecno Oy
Minikaivurit Tuotenumero Avant 200-sarjaan A33153 Tuotenumero Avant 500- ja 600-sarjaan 250 mm kauhalla A32393 Tuotenumero Avant 500- ja 600-sarjaan 400 mm kauhalla A32394 2 1. Alkusanat Avant Tecno Oy
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
7. Suora leikkaus TAVOITTEET 7. Suora leikkaus SISÄLTÖ
 TAVOITTEET Kehitetään menetelmä, jolla selvitetään homogeenisen, prismaattisen suoran sauvan leikkausjännitysjakauma kun materiaali käyttäytyy lineaarielastisesti Menetelmä rajataan määrätyn tyyppisiin
TAVOITTEET Kehitetään menetelmä, jolla selvitetään homogeenisen, prismaattisen suoran sauvan leikkausjännitysjakauma kun materiaali käyttäytyy lineaarielastisesti Menetelmä rajataan määrätyn tyyppisiin
LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE
 LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE Betoniyhdistyksen käyttöseloste BY 5 B nro 363 17.02.2012 SISÄLLYSLUETTELO 1. YLEISTÄ...2 1.1 YLEISKUVAUS...2 1.2 TOIMINTATAPA...2 1.3 LEPO...4 1.3.1 Mitat...4
LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE Betoniyhdistyksen käyttöseloste BY 5 B nro 363 17.02.2012 SISÄLLYSLUETTELO 1. YLEISTÄ...2 1.1 YLEISKUVAUS...2 1.2 TOIMINTATAPA...2 1.3 LEPO...4 1.3.1 Mitat...4
Magswitchin h y ö d y t :
 Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
PULLEY-MAN porakonevinssi. Käyttö- ja huolto-ohje
 PULLEY-MAN porakonevinssi Käyttö- ja huolto-ohje SISÄLLYSLUETTELO 3 4 SUORITUSARVOT JA TIEDOT TURVALLINEN KÄYTTÖ 5 7 8 10 11 LAITTEEN OSAT JA VAIJERIN ASENNUS LAITTEEN KÄYTTÖ NOSTOISSA LAITTEEN HUOLTO
PULLEY-MAN porakonevinssi Käyttö- ja huolto-ohje SISÄLLYSLUETTELO 3 4 SUORITUSARVOT JA TIEDOT TURVALLINEN KÄYTTÖ 5 7 8 10 11 LAITTEEN OSAT JA VAIJERIN ASENNUS LAITTEEN KÄYTTÖ NOSTOISSA LAITTEEN HUOLTO
Ratkaisut 3. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016
 Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 14:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri lokeroon! Joka kierroksen arvostellut kotitehtäväpaperit
Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 14:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri lokeroon! Joka kierroksen arvostellut kotitehtäväpaperit
Säiliöautot. Yleistä tietoa säiliöautoista. Malli PGRT. Säiliöpäällirakennetta pidetään erityisen vääntöjäykkänä.
 Yleistä tietoa säiliöautoista Yleistä tietoa säiliöautoista Säiliöpäällirakennetta pidetään erityisen vääntöjäykkänä. Malli Akselivälin tulee olla mahdollisimman lyhyt, jotta rungon värähtelyjen vaara
Yleistä tietoa säiliöautoista Yleistä tietoa säiliöautoista Säiliöpäällirakennetta pidetään erityisen vääntöjäykkänä. Malli Akselivälin tulee olla mahdollisimman lyhyt, jotta rungon värähtelyjen vaara
Erään teräsrunkoisen teoll.hallin tarina, jännev. > 40-50 m
 Erään teräsrunkoisen teoll.hallin tarina, jännev. > 40-50 m 1 HALLIN ROMAHDUS OLI IHAN TIPALLA - lunta katolla yli puoli metriä, mutta paino olennaisesti alle 180 kg neliölle KEHÄT HIEMAN TOISESTA NÄKÖKULMASTA
Erään teräsrunkoisen teoll.hallin tarina, jännev. > 40-50 m 1 HALLIN ROMAHDUS OLI IHAN TIPALLA - lunta katolla yli puoli metriä, mutta paino olennaisesti alle 180 kg neliölle KEHÄT HIEMAN TOISESTA NÄKÖKULMASTA
2 LUJUUSOPIN PERUSKÄSITTEET 25 2.1 Suoran sauvan veto tai puristus 25. 2.2 Jännityksen ja venymän välinen yhteys 34
 SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillisen suunnitteluprosessin kulku
SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillisen suunnitteluprosessin kulku
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
8. Yhdistetyt rasitukset
 TAVOITTEET Analysoidaan ohutseinäisten painesäiliöiden jännitystilaa Tehdään yhteenveto edellisissä luennoissa olleille rasitustyypeille eli aksiaalikuormalle, väännölle, taivutukselle ja leikkausvoimalle.
TAVOITTEET Analysoidaan ohutseinäisten painesäiliöiden jännitystilaa Tehdään yhteenveto edellisissä luennoissa olleille rasitustyypeille eli aksiaalikuormalle, väännölle, taivutukselle ja leikkausvoimalle.
METALLILETKUJEN ASENNUSOHJEITA
 METALLILETKUJEN ASENNUSOHJEITA METALLILETKUJEN ASENNUSOHJEITA Asennustapa A Asennustapa B Ø 12-100 Ø 125-300 2 Lasketaan kaavalla FS=2,3 r a=1,356 r Taivutussäde "r", kun asennus kuvan A mukaan Asennus
METALLILETKUJEN ASENNUSOHJEITA METALLILETKUJEN ASENNUSOHJEITA Asennustapa A Asennustapa B Ø 12-100 Ø 125-300 2 Lasketaan kaavalla FS=2,3 r a=1,356 r Taivutussäde "r", kun asennus kuvan A mukaan Asennus
Asennus. Kiinnitä jalkatuki (93) etujalkoihin (3).
 etujalkoihin (3).") Asennus Kuntolaite toimitetaan lähes valmiiksi asennettuna. Asennukseen vaaditaan kaksi henkilöä. Mukana toimitettujen työkalujen ja rasvan lisäksi asennuksessa tarvitaan ristipääruuvimeisseliä. 1. Toisen
Asennus Kuntolaite toimitetaan lähes valmiiksi asennettuna. Asennukseen vaaditaan kaksi henkilöä. Mukana toimitettujen työkalujen ja rasvan lisäksi asennuksessa tarvitaan ristipääruuvimeisseliä. 1. Toisen
Matkustamon pistorasia
 Ohje nro Versio Osa nro 30664329 1.0 Matkustamon pistorasia M3603136 Sivu 1 / 9 Varuste A0000162 A0000163 A0000161 M8703902 Sivu 2 / 9 JOHDANTO Lue läpi koko ohje ennen asennuksen aloittamista. Huomautukset
Ohje nro Versio Osa nro 30664329 1.0 Matkustamon pistorasia M3603136 Sivu 1 / 9 Varuste A0000162 A0000163 A0000161 M8703902 Sivu 2 / 9 JOHDANTO Lue läpi koko ohje ennen asennuksen aloittamista. Huomautukset
Fontaine-vetopöydät turvallinen ja kestävä valinta
 Fontaine-vetopöydät turvallinen ja kestävä valinta Vetotapin tunnistin Kahvan tunnistin Lukitushaan tunnistin (LED-valo) TURVAJÄRJESTELMÄ, VOITELU & PAINEILMA Voiteluyksikkö Paineilmajärjestelmä Kiinnityksen
Fontaine-vetopöydät turvallinen ja kestävä valinta Vetotapin tunnistin Kahvan tunnistin Lukitushaan tunnistin (LED-valo) TURVAJÄRJESTELMÄ, VOITELU & PAINEILMA Voiteluyksikkö Paineilmajärjestelmä Kiinnityksen
Perävaunun käyttöohje
 Perävaunun käyttöohje Ennen ajoa tarkistakaa: vetolaitteen ja sen kiinnitysosien kunto perävaunun ja auton kiinnityksen varmuus, perävaunun turvavaijerin tulee olla kiinnitetty autoon valojen kunto pyörien
Perävaunun käyttöohje Ennen ajoa tarkistakaa: vetolaitteen ja sen kiinnitysosien kunto perävaunun ja auton kiinnityksen varmuus, perävaunun turvavaijerin tulee olla kiinnitetty autoon valojen kunto pyörien
Polkupyöränpidin, kattoasennus
 Ohje nro Versio Osa nro 30664232 1.0 Polkupyöränpidin, kattoasennus Sivu 1 / 6 Varuste A0000162 J8903383 Sivu 2 / 6 JOHDANTO Lue läpi koko ohje ennen asennuksen aloittamista. Huomautukset ja varoitustekstit
Ohje nro Versio Osa nro 30664232 1.0 Polkupyöränpidin, kattoasennus Sivu 1 / 6 Varuste A0000162 J8903383 Sivu 2 / 6 JOHDANTO Lue läpi koko ohje ennen asennuksen aloittamista. Huomautukset ja varoitustekstit
ASENNUS- JA KÄYTTÖOHJE. BPW-tukijalka
 ASENNUS- JA KÄYTTÖOHJE BPW-tukijalka Sisällysluettelo Sivu Yleiset turvallisuusohjeet...3 Käyttötarkoitus...4 Asennusohje...5 Käyttöohje...6 Voitelu- ja huolto-ohje...8 Tekniset tiedot...10 BPW-tyyppikilpi...11
ASENNUS- JA KÄYTTÖOHJE BPW-tukijalka Sisällysluettelo Sivu Yleiset turvallisuusohjeet...3 Käyttötarkoitus...4 Asennusohje...5 Käyttöohje...6 Voitelu- ja huolto-ohje...8 Tekniset tiedot...10 BPW-tyyppikilpi...11
Teräsrakenteiden palosuojaus
 Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Vektorien pistetulo on aina reaaliluku. Esimerkiksi vektorien v = (3, 2, 0) ja w = (1, 2, 3) pistetulo on
 ja w = (1, 2, 3) pistetulo on") 13 Pistetulo Avaruuksissa R 2 ja R 3 on totuttu puhumaan vektorien pituuksista ja vektoreiden välisistä kulmista. Kuten tavallista, näiden käsitteiden yleistäminen korkeampiulotteisiin avaruuksiin ei onnistu
13 Pistetulo Avaruuksissa R 2 ja R 3 on totuttu puhumaan vektorien pituuksista ja vektoreiden välisistä kulmista. Kuten tavallista, näiden käsitteiden yleistäminen korkeampiulotteisiin avaruuksiin ei onnistu
Mekanismisynteesi. Kari Tammi, Tommi Lintilä (Janne Ojalan kalvojen pohjalta)
") Mekanismisynteesi Kari Tammi, Tommi Lintilä (Janne Ojalan kalvojen pohjalta) 1 Sisältö Synteesin ja analyysin erot Mekanismisynteesin vaiheita Mekanismin konseptisuunnittelu Tietokoneavusteinen mitoitus
Mekanismisynteesi Kari Tammi, Tommi Lintilä (Janne Ojalan kalvojen pohjalta) 1 Sisältö Synteesin ja analyysin erot Mekanismisynteesin vaiheita Mekanismin konseptisuunnittelu Tietokoneavusteinen mitoitus
5.3 Suoran ja toisen asteen käyrän yhteiset pisteet
 .3 Suoran ja toisen asteen käyrän yhteiset pisteet Tämän asian taustana on ratkaista sellainen yhtälöpari, missä yhtälöistä toinen on ensiasteinen ja toinen toista astetta. Tällainen pari ratkeaa aina
.3 Suoran ja toisen asteen käyrän yhteiset pisteet Tämän asian taustana on ratkaista sellainen yhtälöpari, missä yhtälöistä toinen on ensiasteinen ja toinen toista astetta. Tällainen pari ratkeaa aina
ASENNUSOHJEET TYCROC TWP LEIKKAAMINEN, SÄILYTYS JA ALUSTA
 TYCROC TWP LEIKKAAMINEN, SÄILYTYS JA ALUSTA Tycroc TWP -rakennuslevyä on helppo leikata joko sirkkelillä, pistosahalla, käsisahalla tai mattoveitsellä. Aukkojen poraamiseen soveltuu sekä kivi-, metalli-
TYCROC TWP LEIKKAAMINEN, SÄILYTYS JA ALUSTA Tycroc TWP -rakennuslevyä on helppo leikata joko sirkkelillä, pistosahalla, käsisahalla tai mattoveitsellä. Aukkojen poraamiseen soveltuu sekä kivi-, metalli-