KARELIA-AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka. Paavo Turunen PUUTAVARAKOURAN HITSISAUMAN VÄSYMISLUJUUDEN TARKASTELU
|
|
|
- Yrjö Hänninen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 KARELIA-AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Paavo Turunen PUUTAVARAKOURAN HITSISAUMAN VÄSYMISLUJUUDEN TARKASTELU Opinnäytetyö Kesäkuu 2017
 260 6906 Tekijä Paavo Turunen Nimeke Puutavarakouran hitsisauman väsymislujuuden tarkastelu Toimeksiantaja Outokummun Metalli Oy Tiivistelmä Tämän opinnäytetyön tarkoituksena tarkastella")
2 OPINNÄYTETYÖ Kesäkuu 2017 Kone- ja tuotantotekniikan koulutusohjelma Karjalankatu 3 FI JOENSUU p. (013) p. (013) Tekijä Paavo Turunen Nimeke Puutavarakouran hitsisauman väsymislujuuden tarkastelu Toimeksiantaja Outokummun Metalli Oy Tiivistelmä Tämän opinnäytetyön tarkoituksena tarkastella Outokummun Metalli Oy:n Vahva C36 puutavarakouran hitsisauman väsymislujuutta ja vertailla eri hitsaustapojen vaikutusta hitsisauman väsymislujuuteen. Työ koostuu puutavarakourasta tehdystä 3D-mallilla tehtyjen FEM-simulaatioiden tuloksien tarkastelusta, väsytyspenkissä tehdyistä väsytyskokeista, venymäliuskamittauksesta ja venymäliuskamittauksen ja FEM-simulaatioiden tuloksien vertailusta väsytyspenkkitestauksen ja simulaatioiden yhteneväisyyden todistamiseksi. Työssä painottui rakenteen murtavan kriittisen kuorman etsiminen simulaatioiden avulla sekä väsytyspenkillä tehtävät testit. Tuloksissa näkyy simulaation vastaavan todellisuutta, mutta myös simulaatioiden vajavaisuus kaikkien yksityiskohtien huomioon ottamisen suhteen. Hitsien käyttäytyminen väsytystesteissä on johdonmukaista, mutta ei välttämättä vastaa täysin todellista käytössä syntyvää rasitusta. Kieli suomi Sivuja 41 Liitteet 10 Liitesivumäärä 10 Asiasanat hitsaus, hitsi, väsyminen,
3 THESIS June 2017 Degree Programme in Mechanical and Production Engineering Karjalankatu JOENSUU FINLAND p. (013) p. (013) Author Paavo Turunen Title Fatigue Analysis for a Weld of a Log Grapple Commissioned by Outokummun Metalli Oy Abstract The subject of the thesis was to analyze the fatigue resistance of a weld of a VAHVA C36 log grapple manufactured by Outokummun Metalli Oy and to compare the fatigue resistance of different weld designs. The thesis consists of modelling the weld on to a 3D model of the grapple, using FEM analysis to identify the critical strain that causes the grapple to break, fatigue tests of the grapple, strain gauge measurement and the comparison of the strain gauge data and the FEM analysis to confirm the simulations accuracy. The focus of the thesis is on finding the critical fatigue strain that breaks the grapple and the actual fatigue tests. The results show similarities between the simulation and real-life behavior. The difficulty to simulate a real-life situation and the differences caused by this can be seen in the results as well. The welded components behave as expected in the fatigue tests, but the tests themselves do not necessarily portray a real-life situation in its full complexity. Language Finnish Keywords Pages 41 Appendices 10 Pages of Appendices 10 welding, weld, fatigue
4 Sisältö Tiivistelmä Abstract 1 Johdanto Outokummun Metalli Oy Opinnäytetyö ja sen tavoitteet Hitsaaminen Hitsaus Hitsisaumojen väsyminen Hitsin murtuminen väsytyksessä Hitsien vaikutus rakenteeseen Hitsisauman väsymislujuuden parantaminen Rakenteen jännityksien tarkastelu hitsin synnyttämissä epäjatkuvuuskohdissa Nimellinen jännitys Hot spot -jännitys Lovikohdan huippujännitys Hitsin FEM-mallinnus tehollinen lovivaikutus menetelmällä Puutavarakouran hitsisauman väsymislujuuden tarkastelu Hitsisauman mallinnus ja FEM analyysi Väsytystestaus Pohdinta Lähdeluettelo Liitteet

5 5 1 Johdanto 1.1 Outokummun Metalli Oy Outokummun Metalli on 1980 perustettu 76 henkilöä työllistävä metsänkorjuulaitteiden valmistaja. Outokummun Metalli valmistaa John Deere ja Waratah -tuotemerkeillä myytäviä harvesteripäiden runkoja ja niiden varaosia. Harvesteripäiden lisäksi Outokummun Metalli Oy valmistaa VAHVA-tuotteita, Vahva-kahmarit (rotaattorimallit) sopivat mm. pyöreän puun, hakkuutähteiden ja kantojen sekä kierrätysteollisuuden materiaalien käsittelyyn. VAHVA-kahmareita myy Koneosapalvelu. Outokummun Metallin Pohjois-Karjalassa Outokummussa sijaitsevassa tehtaassa harvesteripäiden rungot tehdään valmiiksi hitsauksen, koneistuksen, maalauksen ja kokoonpanon osalta. [1,2] 1.2 Opinnäytetyö ja sen tavoitteet Kuvio 1. Vahva C36 puutavarakahmari. [3]
6 6 Tarkasteltavana oli Outokummun Metallin kuviossa 1 näkyvä Vahva C36 puutavarakahmari. Tasakärkisillä kahmareilla nostetaan pinottua ainespuuta kuljetusauton kyytiin. Kahmari toimii yhdellä sylinterillä, joka liikuttaa molempia leukoja, kahdella erikoislujasta teräksestä valmistetulla reaktiotangolla varmistetaan tasainen ja symmetrinen liike. Rungon symmetrinen kehämäinen rakenne ja taivutetut erikoislujasta teräksestä valmistetut leuat tekevät kahmarista erittäin kestävän. [3] Työn tavoitteena oli tunnistaa kahmarin päätylevyn päätyhitsin rikkova kriittinen jännitys ja testata eri hitsaustapoja väsymiskestävyyden parantamiseksi. Työ koostuu hitsisauman 3D-mallinnuksesta Outokummun Metallilta saatuun kahmarin 3D-malliin, FEM analyysistä sekä väsytystesteistä. Ensimmäinen väsytystesti venymäliuskoitettiin simulaation ja testien yhteneväisyyden todistamiseksi. 2 Hitsaaminen 2.1 Hitsaus Hitsaaminen on kahden tai useamman kiinteän kappaleen liittämistä toisiinsa lämmön avulla. Metallikappaleita liitetään käyttämällä lämpöä sulattamaan metallia tai lämmittämään metallia juuri sulamispisteen alapuolelle. Sulahitsauksessa metallikappaleet sulavat ja liittyvät toisiinsa. Hitsauksessa voidaan käyttää lisäainetta, joka sulaa myös. Puristushitsauksessa kappaleet lämmitetään korkeaan lämpötilaan mutta ei sulateta. Lämmenneet ja pehmenneet kappaleet liitetään sitten yhteen puristamalla. [4] Kuviossa 2 näkyy hitsausliitokseen lämpöjaksojen seurauksena syntyvät vyöhykkeet. Lämpövyöhykkeellä lämpötila on ollut hitsauksen seurauksena työlämpötilaa korkeampi. Muutosvyöhykkeellä hitsaus on aiheuttanut kiderakenteen muutoksia. Hitsiaine on yhteisnimitys sulassa tilassa olleelle aineelle. Osa hitsiaineesta on puhdasta perusainetta, osa puhdasta lisäainetta. Seostumisvyöhykkeellä perus- ja lisäaine ovat seostuneet.
![7 Kuvio 2. Hitsausliitoksen vyöhykkeet. [4] Hitsauksessa kappaleisiin syntyy nopeiden lämpötilanmuutoksien aiheuttamia materiaaliominaisuuksien muutoksia sekä jännitystiloja.](/docs-images/64/51858858/images/7-0.jpg "Lämpötilamuutokset ja jännitystilat aiheuttavat hitsattavassa kokonaisuudessa myös ei-toivottuja muodonmuutoksia.")
7 7 Kuvio 2. Hitsausliitoksen vyöhykkeet. [4] Hitsauksessa kappaleisiin syntyy nopeiden lämpötilanmuutoksien aiheuttamia materiaaliominaisuuksien muutoksia sekä jännitystiloja. Lämpötilamuutokset ja jännitystilat aiheuttavat hitsattavassa kokonaisuudessa myös ei-toivottuja muodonmuutoksia. Hitsaussaumassa olevan materiaalin sulan luonteen vuoksi hitsisaumaan ja sen läheisyyteen syntyy myös makrogeometrisia epäjatkuvuuskohtia. Teräsrakenteisiin voi syntyä erilaisia sisäisiä jännitystiloja käsittely- ja valmistusvaiheissa. Nämä ilman ulkoista kuormitusta esiintyvät jännitykset ovat sekundaarisia. Niitä voi syntyä epätasaisen jäähtymisen seurauksena, epätasaisen kuumentamisen seurauksena esimerkiksi polttoleikattaessa tai hitsattaessa, kiderakenteen paikallisen tilavuuden kasvun seurauksena austeniitin hajautuessa matalissa lämpötiloissa esimerkiksi lujien terästen (esimerkiksi tässä kahmarissa käytetyn korkealujuusteräksen) hitsauksessa tai kylmämuovauksen yhteydessä. [4]
8 8 2.2 Hitsisaumojen väsyminen Hitsin murtuminen väsytyksessä Hitsin murtuminen väsytyksessä johtuu hitsauksessa syntyneiden alkusäröjen ydintymisestä ja laajenemisesta vaihtelevan kuormituksen johdosta. Hitsissä esiintyvä särönkasvuilmiö koostuu kolmesta vaiheesta: särön ydintymisestä, kasvuvaiheesta ja jäännöspoikkipinnan murtumisesta. Väsymisvaurio muodostuu yleensä jännityskeskittymän kohdalle jääneen alkusäröstä. [4,6] Kuviossa 3 näkyy periaatteellinen esitys särön ydintymisestä. Kun loven pohjalle syntyvä huippujännitys ylittää myötörajan kaksinkertaisesti, syntyy loven pohjalle aineen pintakerrokseen vaihtoplastisoitumista, eli edestakaista myötämistä. Vetovaiheen aikana liukuminen paljastaa uutta metallipintaa ympäristön vaikutuksille alttiiksi ja puristuksen aikana tilanne ei palaudu enää täysin ennalleen. Seuraavassa vetovaiheessa ympäristön hapettama kohta murtuu ja uusi liukuminen tapahtuu. Vaihtokuormituksessa nämä vaiheet toistuvat, kunnes pintaan on syntynyt särö ja ydintyminen on tapahtunut. Ydintymisen loppumisen ja särön etenemisen toisistaan tarkasti erottaminen on kuitenkin vaikeasta määriteltävissä. Ydintymisellä voidaan tarkoittaa vaihetta, jossa pintaan on syntynyt selvä makroskooppinen särö. Jälkikäsittelemättömiä hitsattuja rakenteita tutkittaessa yleinen mielipide on, että varsinaista ydintymisvaihetta ei ole. Tällaisten rakenteiden väsyminen katsotaan olevan alusta alkaen hitsin rajaviivalla olevien alkusäröjen etenemistä. [4,5]
9 9 Kuvio 3. Periaatteellinen särön eteneminen, joka johtuu loven pohjaan vaikuttavasta vaihtoplastisoitumisesta. [4] Särön kasvuvaiheessa särön kärjessä tapahtumaketju pysyy hyvin samanlaisena kuin ydintymisvaiheessa. Erona on nyt plastisesti muokkautuvan alueen pienuus verrattuna särön syvyyteen. Murtumisessa särö on edennyt niin syvälle, että jäännöspoikkileikkaus ei enää kestä kuormituksen tuottamaa hetkellistä suurinta jännitystä. Erikoislujissa hauraissa teräksissä särön etenemisvaihe voi jäädä jopa huomaamattoman pieneksi. Sitkeissä rakenneteräksissä väsymisen aiheuttama särö voi olla jopa kymmeniä senttejä. Sitkeästä teräksestä tehdyt rakenteet ovat siis turvallisempia, koska väsymissärö voidaan huomata ennen rakenteen murtumista. Hitsattuun rakenteeseen vaikuttavaa sen käytön aikana erilaisia särönkasvuilmiöitä, jotka rajoittavat rakenteen käyttöikää. Nämä ilmiöt eivät välttämättä luo uusia säröjä, vaan kasvattavat jo olemassa olevia alkusäröjä, joita on syntynyt valmistuksessa tai käytössä. Erilaiset geometriset epäjatkuvuuskohdat ja muut hitsausvirheet ovat yleinen hitsausrakenteille ominainen ongelma. Huolellistikin valmistetussa hitsausrakenteessa on todennäköisesti alkusäröjä, jotka ydintyessään heikentävät rakenteen kestävyyttä ja näin vähentävät elinikää hitsaamattomaan
10 10 rakenteeseen verrattuna. Rakenteen elinikä on lopussa, kun säröt ovat kasvaneet niin isoiksi, että syntyy murtumavaara tai rakenne on muuten käyttökelvoton. [4,5] Hitsien vaikutus rakenteeseen Sisäiset jännitykset Hitsausliitoksen väsymiskestävyyttä tarkastellessa yksi tärkeimpiä huomioon otettavia seikkoja ovat hitsauksessa syntyneet jäännösjännitykset. Hitsaustapahtuma synnyttää materiaaliin hitsisauman kohdalle ja sen välittömään ympäristöön suuria lämpötilan muutoksia ja siitä johtuvia muodonmuutoksia, jotka voivat synnyttää jännitystiloja. Sulavyöhykkeellä hitsatessa tapahtuva tapahtumakulku on seuraavanlainen: nopea kuumentuminen ja lämpölaajeneminen heikentävät rakenteellista lujuutta, kiderakenne muuttuu austeniitiksi. Hitsaustapahtumassa aine lämpenee epätasaisesti, mikä aiheuttaa sen, että kuumemmat kohdat pyrkivät laajenemaan suuremmiksi kuin viileämpi lähialue. Tästä syntyy jännityksiä, kuumiin kohtiin puristusta ja kylmiin vetoa. Hitsin kuumentama alue on yleensä pieni suhteessa koko rakenteeseen ja sen myötölujuus on alentunut, joten hitsisauman kuumentama alue tyssääntyy helposti. Jopa niin alhainen lämpötilan nousu kuin 100 C voi aiheuttaa Fe360 teräkseen syntyvän kuuman pisteen tyssääntymisen. Tyssääntyneet alueet pyrkivät jäähtyessään kutistumaan kuumentumista edeltävää tilaa pienempään mittaan. Vähemmän lämmenneet ja hitsin vaikuttamattomat alueet, jotka ovat säilyttäneen kimmoisuutensa pyrkivät estämään tyssääntyneen alueen kutistumisen. Tämä aiheuttaa vetojännitystä erityisesti hitsin pituussuunnassa. Osa tyssääntymisestä venyy plastisesti pienentäen vetojännitystä. [4] Kuviossa 4 havainnollistetaan hitsin pituussuuntaisen jännityksen syntymistä kahta levyä toisiinsa liittäessä. Ylhäällä keskellä on havainnollistettuna levyjen välissä hitsisauma lämpövyöhykkeineen. Kutistuttuaan se on alkuperäisiä levyjä lyhyempi, kun levyt säilyttävät alkuperäisen pituutensa. Jotta levyt voitaisiin liittää

11 11 yhteen, täytyy hitsisauman venyä tilapäisesti voiman F verran. Koska kuormittamattomaan rakenteeseen ei kohdistu F vertaisia voimia, on F kumottava voimaa F vastaavalla puristuksella. Muualla levyssä vaikuttaa puristus, jonka keskimääräisen arvon määrittää levyn poikkipinta-ala A kaavassa F/A. [4] Kuvio 4. Hitsin pituussuuntaisen jännityksen syntyminen. [4] Kuviossa 5 esijännitys F/2 taivuttaa levyjä kaareviksi. Jotta ne voitaisiin liittää yhteen, on ne taivutettava takaisin suoriksi keskikuvan mukaisilla kuormituksilla. Tästä syntyy hitsin kohdalla vaikuttava jännitys σy, joka on rakenteen keskellä vetoa ja päissä puristusta. [4]
12 12 Kuvio 5. Hitsin poikittaissuuntaisen jännityksen syntyminen esijännityksen alaisiin kappaleisiin. [4] Lämmön johdosta syntyvät muodonmuutokset aiheuttavat hitsisaumaan myös poikittaisjännityksiä. Kuviossa 6 näkyy jäykän tuennan synnyttämä poikittaisjännitys. Kun kuvan kaksi tankoa hitsataan yhteen, hitsin lämpö laajentaa tankoja pienentäen niiden välistä rakoa. Tässä vaiheessa itse hitsillä ei ole lujuutta sen ollessa sulassa tilassa. Kun hitsi jäähtyessään saavuttaa jonkinasteisen lujuuden, jäähtymisen aiheuttama kutistuminen aiheuttaa jännityksen σy. Sen suuruus riippuu tankojen ja tuentojen jäykkyydestä sekä hitsauksessa syntyneen lämmön määrästä. Hyvin jäykät ja korkealla lämmöllä hitsatut rakenteet voivat jäähtyessään synnyttää jopa myötörajan ylittäviä jännityksiä.
13 13 Kuvio 6. Hitsin poikittaissuuntaisen jännityksen syntyminen kutistumisen eston seurauksena. [4] Hitsin synnyttämät jännitykset eivät yleensä jakaannu tasaisesti paksuussuuntaisesti. Kuviossa 7 keskellä ylhäällä näkyvässä yksipalkohitsissä pintakerrokset jäähtyvät ensimmäisinä. Pintaosien jo saavuttaessa jonkinasteisen lujuuden on keskiosa vielä kuumaa ja pehmeää. Kun pehmeä sisäosa pyrkii kutistumaan, se yrittää vetää myös jo lujaa pintaa sisäänpäin aiheuttaen vetojännitystä. Kuviossa 7 alarivi näyttää monipalkohitsin ensin kiinnittimessä ja sitten poistettuna. Monipalkohitsissä juuren puoleinen palko on jo viileä ja luja kun pintapalko aloittaa jäähtymisensä. Jos kappaleiden kiinnitys estää kulmamuodonmuutoksen, voi pintapalko jäähtyessään aiheuttaa kuviossa 7 vasemmalla näkyvän tilanteen. Jos rakenne poistetaan kiinnityksestään, hitsissä oleva momentti aiheuttaa keskimmäisen kuvan mukaisen kulmavetäymän. Lopputuloksena on epälineaarinen sisäisessä tasapainossa oleva jännitysjakauma. Hyvin paksuissa levyissä voi syntyä myös jännityksiä myös paksuussuunnassa. Tällöin jäännösjännitystila on kolmiakselinen. [4]
14 14 Kuvio 7. Poikittaisjännityksen paksuussuuntainen jakautuminen. [4] Kiderakenteen muutos Hitsin lämmön aiheuttamat tilavuusmuutokset eivät rajoitu vain rakenteellisiin muutoksiin. Hitsatessa rakenteen kiderakenne muuttuu ja aiheuttaa tilavuuden muutoksia. Yleisesti käytettäviä rakenneteräksiä hitsatessa austeniitin hajautuminen ferriitiksi, bainiitiksi jne. tapahtuu korkeissa lämpötiloissa aineen ollessa pehmeää. Tällainen tilavuuden kasvu johtaa tyssääntymiseen ilman huomattavia jännityksiä. Jännitykset syntyvät vasta rakenteen jäähtyessä ja kutistuessa. Korkealujuusteräksiä hitsatessa austeniitti hajautuu paljon matalammassa lämpötilassa, aineen ollessa vielä melko lujaa. Tällöin hitsiin syntyy sen hetkisen myötölujuuden suuruinen puristusjännitys, jonka suuruus pienenee hitsin jäähtyessä ja kutistuessa. Kiderakenteen muutoksen aiheuttama jännitystila voi vaikuttaa lähes yhtä paljon kuin lämpölaajenemisen aiheuttama, joten korkealujuusterästen jännitystilat voivat poiketa suuresti yleisempien terästen jännitystiloista. Yleisesti voidaan sanoa hitsin keskellä olevan pituussuuntaisen normaalijännityksen voivan olla pieni, vaikka muutosvyöhykkeellä esiintyy suuri vetojännitys. [4]
![15 Kuvio 8. Korkealujuusteräksen pituussuuntainen jännitys hitsin kohdalla voi jäädä pieneksi. [4] Hitsausjännitysten vaarallisuutta arvioidessa eri jakaumatyypit tulee erotella.](/docs-images/64/51858858/images/15-1.jpg "Kuviossa 9 näkyvät tasaisesti jakautunut kalvojännitys, lineaarinen taivutusjännitys ja epälineaarinen sisäisesti tasapainoinen jännityshuippu.")
15 15 Kuvio 8. Korkealujuusteräksen pituussuuntainen jännitys hitsin kohdalla voi jäädä pieneksi. [4] Hitsausjännitysten vaarallisuutta arvioidessa eri jakaumatyypit tulee erotella. Kuviossa 9 näkyvät tasaisesti jakautunut kalvojännitys, lineaarinen taivutusjännitys ja epälineaarinen sisäisesti tasapainoinen jännityshuippu. Kalvojännitys muodostaa rakenteen läpi kulkevan sisäisesti tasapainoisen voimajärjestelmän, joka ei laukea helposti säröistä. Kalvojännitys luo särö kärkeen säröä kasvattamaan pyrkivän jännitysintensiteetin. Näin ollen, kalvojännitykset ovat kriittisiä haurasmurtuman, jännityskorroosion ja väsymisen kannalta. Kuvio 9. Hitsausjännitysten alalajit. [4] Taivutusosuus on tasapainossa lähiympäristön kanssa. Särön kasvaessa se laukeaa vähitellen. Jännityshuippu on itserajoittuva aineen myötäessä tai särön kasvaessa. Tämäkin jännityslaji alentaa väsymisrajaa ja päästää liikkeelle jännityskorroosion aiheuttaman särönkasvun. [4]
16 Hitsisauman väsymislujuuden parantaminen Hitsisaumojen väsymiskestävyyttä voidaan parantaa jälkikäsittelyillä tai järjestelyillä itse hitsauksen aikana. Liitosten väsymisominaisuuksien parantaminen voi kasvattaa valmistuskustannuksia, mutta väsymisominaisuuksia parantamalla voidaan myös saavuttaa säästöjä materiaalikustannuksissa. Hitsauksessa syntyviä jännityksiä ja muodonmuutoksia voidaan pienentää pienentämällä hitsejä. Tämä vähentää hitseihin tuotavaa lämpöenergiaa ja siten lämpölaajenemista. Myös käyttämällä katkohitsiä yhden jatkuvan hitsin sijaan voidaan hitsiin tuotavan lämpöenergian määrää vähentää. Katkohitsiä harkitessa täytyy kuitenkin kiinnitettävä huomiota korroosiovaaraan ja mahdolliseen väsymiskestävyyden vähenemiseen. Katkohitsi voi synnyttää rajavyöhykkeen kriittiselle paikalle, joka jatkuvalla hitsillä olisi kestävämpi. Hitsattaviin kappaleisiin syntyviä muodonmuutoksia, etenkin kulmavetäytymää voi vähentää kiinnittämällä ne tukevasti hitsauksen ajaksi. Tällöin kuuma hitsi ei voi kutistuessaan siirtää hitsattuja osia vaan joutuu itse myötämään. Jäähdyttyään hitsi on kuitenkin jo niin luja, että muodonmuutoksia ei voi estää kokonaan. Irrotettaessa kappaleessa olevat hitsausjännitykset laukeavat ja luovat kappaleeseen kimmoisia muodonmuutoksia. Kokonaismuodonmuutos jää kuitenkin pienemmäksi verrattuna kiinnittämättömään kappaleeseen. Hitsiin tuotavaa energiaa voi kontrolloida myös hitsausjärjestystä muuttamalla niin, että hitsin lämpötila pysyy kauttaaltaan mahdollisimman yhteneväisenä. Myöstö on tunnetuin menetelmä hitsausjännitysten vähentämiseksi. Väsymistapauksia käsitellessä myöstö tuottaa suurimmat hyödyt rakenteissa, joissa esiintyy suurelta osin puristustykytystä. Kuviossa 10 näkyvässä kohdassa a nimellistä jännitystä vähennetään valitsemalla vähemmän luja aine ja suurempi paksuus. Kohdassa b pienennetään ja uudelleen muotoillaan hitsattu momenttivarsi. Kohdassa c hitsausliitos siirretään

17 17 palkin neutraaliakselille momentin aiheuttamien jännitysten minimoimiseksi hitsissä. Kohdassa d jatkuvassa palkissa oleva asennuskatkos siirretään pienimmän momenttivaihtelun kohdalle. Kohdassa e vältetään lisälamellien lisäys ja niiden päätekohtien aiheuttama geometrinen epäjatkuvuuskohta valitsemalla palkille tarpeeksi vahva poikkileikkaus. [4,5] Kuvio 10. Tapoja vähentää nimellisiä jännitysvaihteluja hitsin kohdalla. [4] Kuviossa 11 näkyvässä kohdassa a rakenteessa oleva aukko vahvistetaan. Kohdassa b taitteet tuetaan jäykisteillä. Kohdassa c vinoutuminen estetään jäykistämällä rakenne. Kohdassa d paineastian hitsi siirretään pois häiriöjännityksen alueelta ja näin vähennetään hitsiin vaikuttavia jännitystiloja. Kohdassa e vetojännityksen alaiset limittäisliitokset on suunniteltu symmetrisiksi. [4,5]


18 18 Kuvio 11. Keinoja makrogeometristen vaikutusten pienentämiseen. [4] Rakenteellisten epäjatkuvuuskohtien aiheuttamien paikallisten korkeiden jännitysten lieventäminen on tehokas keino parantaa rakenteiden väsymiskestävyyttä. Särön todennäköisimmän ydintymiskohdan eli hitsin siirtäminen pois suurimman jännityskeskittymän vaikutusalueelta tuottaa huomattavaa kestoiän kasvua. Kuviossa 12 näkyvässä kohdassa a liitosta muutetaan jouhevammaksi ja hitsi siirretään pois epäjatkuvuuskohdan vaikutusalueelta. Kohdassa b) leveyden muutos jouhevoitetaan ja hitsi siirretään tasaleveälle alueelle. Kohdassa c liitettävien levyjen paksuusero jouhevoitetaan ja epäkeskisyys poistetaan. Kohdassa d hitsi siirretään pois reiän synnyttämien jännityskeskittymien vaikutusalueelta. [4,5] Kuva 12. Jännityskeskittymien lieventäminen. [4]

19 19 Hitsisauman synnyttämien jännityshuippujen suuruutta voi vähentää parantamalla hitsin kuvun ja rakenteen pinnan liittymän jouhevuutta lisäämällä. Jouhevuus paranee käyttämällä suurta liittymäkulmaa, suurta pyöristyskulmaa ja eliminoimalla hitsin rajaviivan reunahaavat. Kuviossa 13 näkyvässä kohdassa a hitsin kupu tehdään pieneksi ja jouhevaksi. Kohdassa b käytetään pieniä ja koveria hitsejä suurien ja kuperien sijaan ja tehdään rajaviivalle pyöristys. Kohdassa c kantavat pienahitsien sijaan käytetään jouhevammin liittyviksi K-hitseiksi. Kohdassa d muutetaan käsin hitsattu pitkittäishitsi tasalaatuisemmaksi konehitsiksi. Kohdassa e rivan pääty hiotaan jouhevammaksi. Kohdassa f siirretään ruuvinreikä ja hitsi erilleen. [4] Kuvio 13. Lovivaikutusten lieventäminen. [4] Kuviossa 14 näkyvä loven aiheuttama epälineaarinen huippujännitys vaikuttaa täysimääräisesti vain, jos hitsin reunaviivalla oleva särö on häviävän pieni (kuvio
![20 14, kohta a). Huippujännityksen vaikutuksen voi katsoa päättyneen särön kasvettua alueelle jossa epälineaarinen osuus on negatiivinen. [4] Kuvio 14.](/docs-images/64/51858858/images/20-0.jpg "Paikallisesta lovesta johtuva epälineaarinen huippujännitys. [4] Alkusärön poistaminen vaikuttaa rakenteen kestoikään sekä väsymisrajaan. Alkusärö voidaan poistaa hiomalla.")

20 20 14, kohta a). Huippujännityksen vaikutuksen voi katsoa päättyneen särön kasvettua alueelle jossa epälineaarinen osuus on negatiivinen. [4] Kuvio 14. Paikallisesta lovesta johtuva epälineaarinen huippujännitys. [4] Alkusärön poistaminen vaikuttaa rakenteen kestoikään sekä väsymisrajaan. Alkusärö voidaan poistaa hiomalla. Hionta on kuitenkin kallein särön poistotapa, joten sen soveltuvuus rajoittuu pieniin käsittelyalueisiin kuten hitsin päätteeseen. Kuviossa 15 näkyy kaksi erilaista hiontatapaa, joilla parannetaan hitsin jouhevuutta ja samalla poistetaan alkusäröt 0,5-1,0 mm syvyydeltä. [4] Kuvio 15. Alkusärön poisto hiomalla. [4] Taloudellisempi alkusärön poisto menetelmä on hitsin rajaviiva-alueen uudelleensulatus. Hitaan ja roiskeettoman sulatuksen aikana oksidit ja muut sulkeumat poistuvat rajaviivalta. Sulatus aiheuttaa suuren pyöristyssäteen. Kuviossa 16 näkyy TIG-menetelmä uudelleensulatus. [4]

21 21 Kuvio 16. Alkusärön poisto sulattamalla. [4] Hitsauksesta aiheutuvien vetojäännösjännitysten pienentäminen tai muuttaminen puristusjännitykseksi, jos mahdollista, johtaa rakenteen väsymiskestävyyden paranemiseen. Tällöin haurasmurtumisen vaara pienenee ja voidaan käyttää halvempaa terästä. Myös vaihtosuuntaisen kuormituksen tai puristustykytyksen alaisessa kohdassa todellinen jännitysvaihtelu pienenee ja kestoikä pitenee. Jos jännitysheilahduksesta osa muuttuu tehottomaksi särön sulkeutuessa, särön kasvunopeus hidastuu ja täten kestoikä kasvaa. Jäännösjännitystilaa voi muuttaa myöstöhehkutuksella (ei poista kaikkia jännityksiä ja on kallis keino), ylikuormittamalla vetojännityksellä sitkeän käyttäytymisen takaavassa korkeassa lämpötilassa (kuormitus aiheuttaa loven pohjalle plastista venymistä ja kuormituksen poistuessa loven pohjalle jää puristusjäännösjännitystä), tuottamalla puristusjäännösjännitystä mekaanisesti hitsin rajaviivalle (esimerkiksi vasartamalla tai kuulapuhaltamalla) tai tuottamalla puristusjännitys loven kohdalle kuumentamalla ja tuottamalla vetojännitystä epäjatkuvuuskohdan viereen. Jäännösjännitystilan muuttamiseen tähtäävät keinot aiheuttavat suurimmat muutokset kestävyydessä sellaisissa rakenteissa, joissa jännitysvaihtelu on pientä. Suurilla jännitysvaihteluilla jäännösjännitykset tapaavat laueta ilman myöstöäkin. Tämän takia myös keinotekoisesti tuotetun puristusjännitystilan säilyminen suurien jännitysvaihteluiden rasittamissa rakenteissa on epävarmaa. [4]
22 Rakenteen jännityksien tarkastelu hitsin synnyttämissä epäjatkuvuuskohdissa Väsymismurtumista voi ilmetä rakenteissa, vaikka nimellisjännitykset olisivat huomattavasti myötörajan alapuolella. Nimellisjännityksiä käsitellessä ei kuitenkaan oteta huomioon paikallisia jännityskeskittymiä. Rakenteen geometriset epäjatkuvuuskohdat, lovet ja mikrorakenteen viat voivat aiheuttaa hyvin paikallista jännityksen kasvua. Näiden erilaisten epäjatkuvuuskohtien vaikutusta voidaan tarkastella erottelemalla erityyppiset jännityksen tasot. [4, 5] Nimellinen jännitys Yleisesti puhuttaessa nimellisestä jännityksestä, sillä tarkoitetaan tavallisilla palkkikaavoilla laskettua jännitystä. Kuvio 17 nimellinen jännitys lasketaan ottamatta huomioon hitsatun lapun epäjatkuvuuskohdan aiheuttamaa häiriötä jännitystilassa. Monimutkaisempien levyrakenteiden nimellisjännitysten laskeminen on monimutkaisempaa kuin kuvion 17 tapauksessa. Näiden tapausten erilaiset makrogeometriset epäjatkuvuudet aiheuttavat suuria muutoksi jännitysjakaumaan. Kuviossa 18 näkyvässä kohdassa a näkyvä suuri aukko aiheuttaa jännitystilan muutoksia ulkohalkaisijallaan. Kohdassa b käyrä palkki aiheuttaa jännityksen epälineaarisen jakautumisen. Kohdassa c näkyy leikkausviive leveässä laipassa. Kohdassa d näkyy laippojen taipuminen kohti neutraaliakselia. Kohta e esittää sylinterikuoren häiriöjännityksiä ja kohta f limittäisliitoksen aiheuttamaa taivutusta sauvassa. [4]
![23 Kuvio 17. Palkin uuman vedon ja momentin aiheuttama nimellinen jännitys. [4] Kuvio 18. Erilaisten makrogeometristen epäjatkuvuuskohtien vaikutuksia rakenneosien nimellisiin jännityksiin.](/docs-images/64/51858858/images/23-1.jpg "[4] Rakenteen kuormituskohtien ja tukireaktioiden läheisyydessä esiintyy paikallisia erisuuntaisia kuvion 19 mukaisia jännityksiä.")
23 23 Kuvio 17. Palkin uuman vedon ja momentin aiheuttama nimellinen jännitys. [4] Kuvio 18. Erilaisten makrogeometristen epäjatkuvuuskohtien vaikutuksia rakenneosien nimellisiin jännityksiin. [4] Rakenteen kuormituskohtien ja tukireaktioiden läheisyydessä esiintyy paikallisia erisuuntaisia kuvion 19 mukaisia jännityksiä. Valmistuksen yhteydessä syntyneet virheet aiheuttavat sekundäärisiä kuvion 20 mukaisia taivutusjännityksiä. Kohta a esittää sovitusvirheen synnyttämää muutosta jännitysjakaumassa poikittaisen hitsin luona. Kohdassa b on esitettynä kulmavetäytymisen aiheuttama muutos jännitysjakaumassa poikittaisen hitsin luona. Valmistusvirheiden huomioon ottaminen voi olla vaikeaa. Hitsiliitosten väsymislujuudet on määritelty nimellisinä jännityksinä testisauvoissa, joissa on hyvin vähän valmistusvirheitä. [4]
24 24 Kuvio 19. Kuormituskohdan paikallisia jännityksiä. [4] Kuvio 20. Hitsausvirheiden aiheuttamia jännitystilan jakauman muutoksia. [4] Hot spot -jännitys Kuvassa 21 näkyy tyypillisimpiä hitsatuissa rakenteissa esiintyviä epäjatkuvuuskohtia. Näissä tapauksissa puhutaan rakenteellisista jännityksistä. Rakenteellisella jännityksellä tarkoitetaan levymäisessä osassa esiintyvää jännitystä, joka koostuu kalvojännityksestä ja levyn taivutusjännityksestä (kuvio 21). [4]

25 25 Kuvio 21. Rakenteellisia epäjatkuvuuskohtia jännityskeskittymineen. [4] Rakenteellinen epäjatkuvuuskohta aiheuttaa laaja-alaisen jännityskeskittymän, mutta ei kuitenkaan yhtä laajan kuin rakenteen makrogeometria. Kuvio 22 näyttää jännityskeskittymän oletetun lineaarisen jakauman. Säröt syntyvät usein jännityskeskittymässä sijaitsevan hitsin rajaviivalle. Rakenteellisen jännityksen arvo tässä kriittisessä kohdassa on nimeltään hot spot- jännitys. [4] Kuvio 22. Rakenteellisen jännityksen koostuminen kalvo- ja taivutusjännityksestä. [4]
26 Lovikohdan huippujännitys Kuviossa 23 näkyy erilaisia paikallisia lovia, jotka aiheuttavat pinnan lähellä vaikuttavia huippujännityksiä. Lovivaikutus ei kasvata jännityksen keskimääräistä arvoa, vaan aiheuttaa epälineaarisen jakauman, joka luo huippujännityksen pintaan. Vasemmassa kuvassa kuvataan hitsin juuren lovivaikutus. Oikealla huippujännitys syntyy hitsin suomuisuuteen. Keskellä alhaalla näkyy polttoleikkauksen jäljiltä jääneen suomuisen pinnan vaikutus. [4] Kuvio 23. Erilaisia huippujännityksiä aiheuttavia lovia. [4] Jännityskeskittymä eroaa usein selkeästi huippujännityksestä, mutta esimerkiksi levyssä olevan reiän vaikutuksen määrittäminen voi olla hankalaa. Suuren reiän vaikutus on jännityskeskittymä ja pieni reikä, jonka aiheuttama jakauma on samaa luokkaa kuin hitsin kupu, aiheuttaa huippujännityksen. Huippujännityksen mittaaminen rajaviivalta ei ole käytännöllisesti mahdollista. Elementtilaskennan käyttö huippujännitysten laskennassa on vaikeaa. Huippujännitys on vaikea ennustaa etukäteen, koska hitsin kuvun ja rajaviivan todellinen geometria voi poiketa paljonkin teoreettisista malleista. Huippujännitysten vaikutus hitsausliitosten väsymiskestävyyteen on parasta sisällyttää tulosten hajontaan. [4]
![27 Kuvio 24. Huippujännitys on paikallisen loven aiheuttaman jännitysjakauman epälineaarinen osuus. [4] 2.](/docs-images/64/51858858/images/27-0.jpg "4 Hitsin FEM-mallinnus tehollisella lovivaikutusmenetelmällä Väsymisvaurio muodostuu yleensä jännityskeskittymän kohdalle. Tehollisella lovivaikutuksella viitataan kokonaisjännitykseen loven juuressa.")
27 27 Kuvio 24. Huippujännitys on paikallisen loven aiheuttaman jännitysjakauman epälineaarinen osuus. [4] 2.4 Hitsin FEM-mallinnus tehollisella lovivaikutusmenetelmällä Väsymisvaurio muodostuu yleensä jännityskeskittymän kohdalle. Tehollisella lovivaikutuksella viitataan kokonaisjännitykseen loven juuressa. FEM-analyysia varten hitsin epäsäännöllinen muoto mallinnetaan idealisoituna kuten kuviossa 25. Hitsien mallinnus FEM-analyysia varten on hyvin idealisoitua ja yksinkertaistettua. Tämän takia täysin todellisuutta vastaavan tuloksen saaminen on vaikeaa. [7] Kuvio 25. Hitsejä mallintaessa käytettävät juuripyöristykset ja ilmaraot. [6] Kuviossa 25 näkyvät pyöristykset voi tehdä joko lisäämällä tai poistamalla materiaalia. 1 mm pyöristys on havaittu tuottavan luotettavia tuloksia. Pienillä ainevahvuuksilla materiaalin poistaminen voi heikentää rakennetta ja tuottaa epärealistisia tuloksia. Menetelmä sopii skenaarioihin, joissa väsymissärön uskotaan

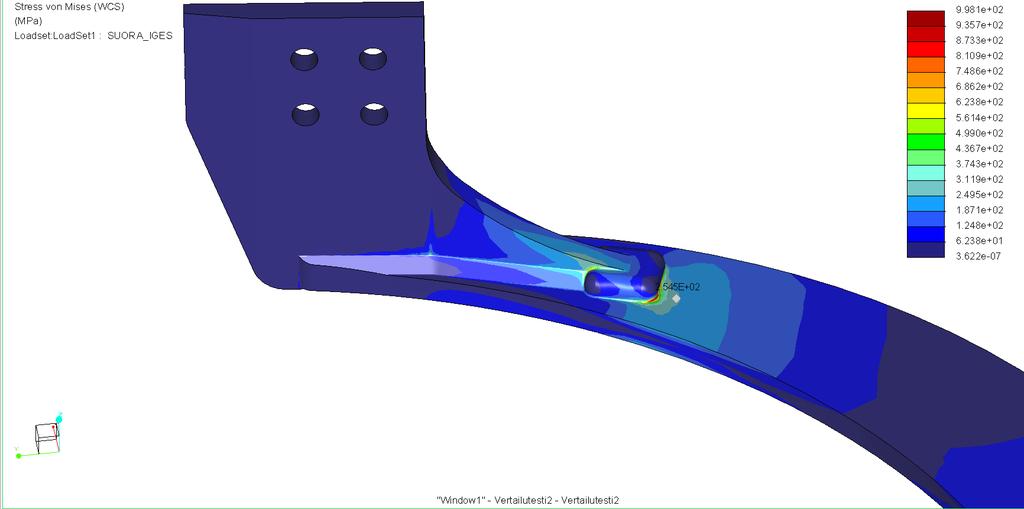
28 28 alkavan hitsin juuresta tai sen rajapinnasta. Menetelmää ei voi käyttää skenaarioissa, joissa hitsiin kohdistuu samansuuntaisia voimia. Menetelmä on todettu toimivaksi vain tilanteissa, joissa levyn paksuus on suurempi kuin 5 mm. [6,7] 3 Puutavarakouran hitsisauman väsymislujuuden tarkastelu 3.1 Hitsisauman mallinnus ja FEM analyysi Outokummun Metalli Oy toimitti kouran 3D-mallin, johon mallinnettiin hitsi rikkimenneiden kappaleiden mukaan. Kappaletta yksinkertaistettiin poistamalla ylimääräiset yksityiskohdat, jotka olivat simulaation kannalta tarpeettomia. Verkotusta tihennettiin IIW:n suosituksia mukaillen, tietokoneen muistin ja prosessointitehon puitteissa. Hitsin juuressa verkotus tihennettiin 0,5 millimetriin. Simulaatioissa etsittiin kouran väsymisen kannalta kriittisin rasitus vaihtamalla kouraan vaikuttavien voimien suuntia ja suuruuksia. Kuvio 26. Yksinkertaistettu koemalli ja kiinnike. Kiinnike oli mukana vain sen käyttäytymisen ja keston varmistamiseksi.
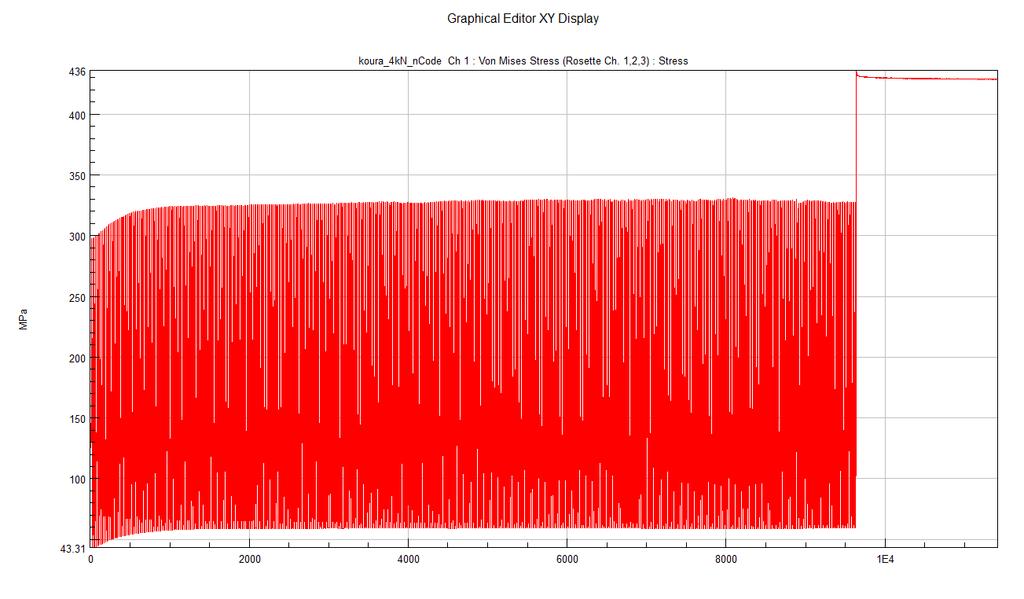
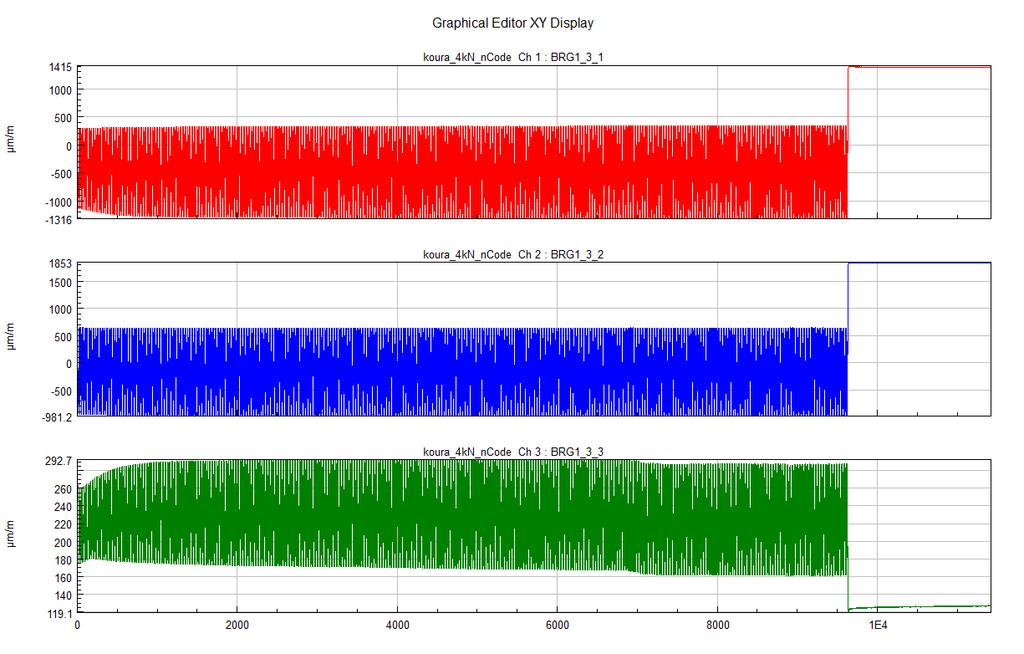
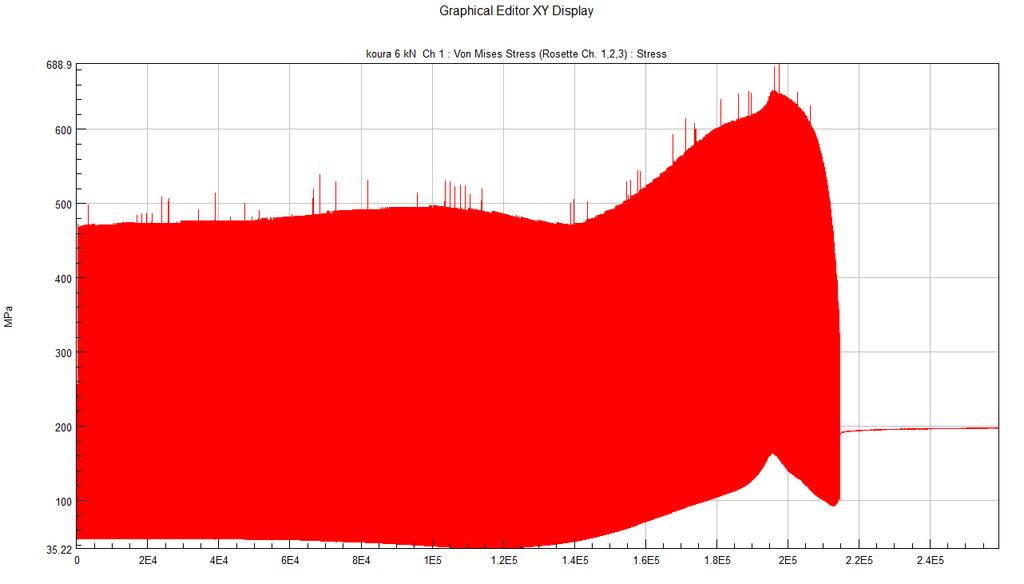
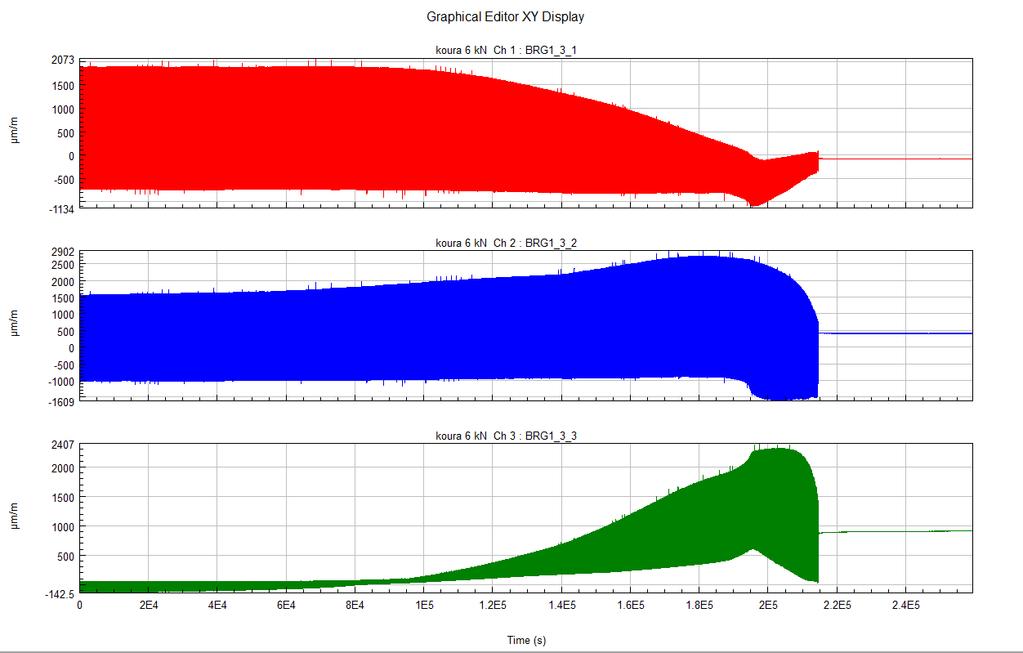
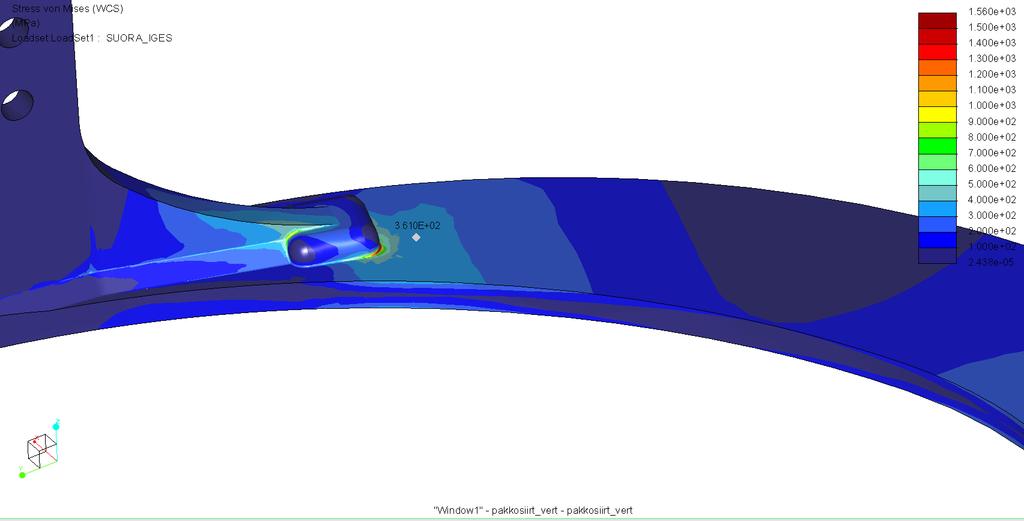
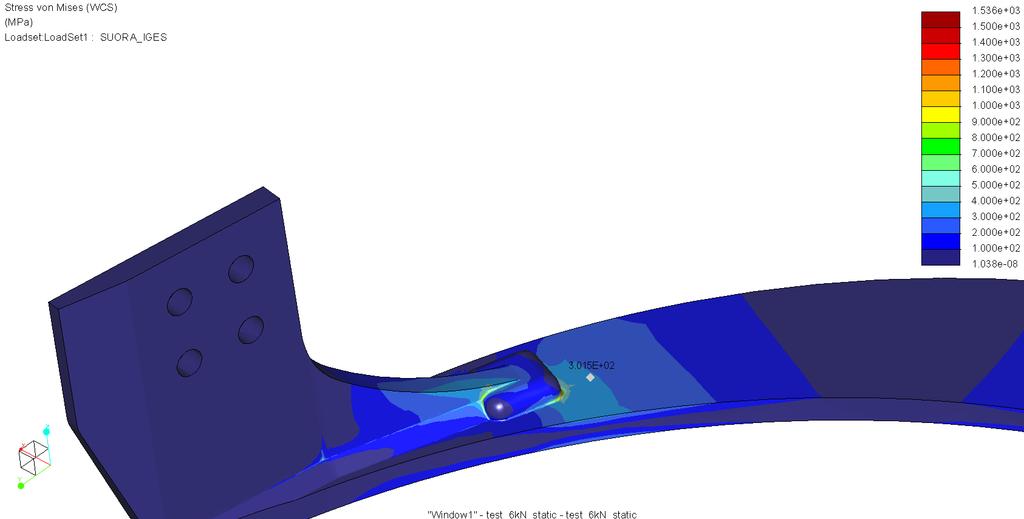
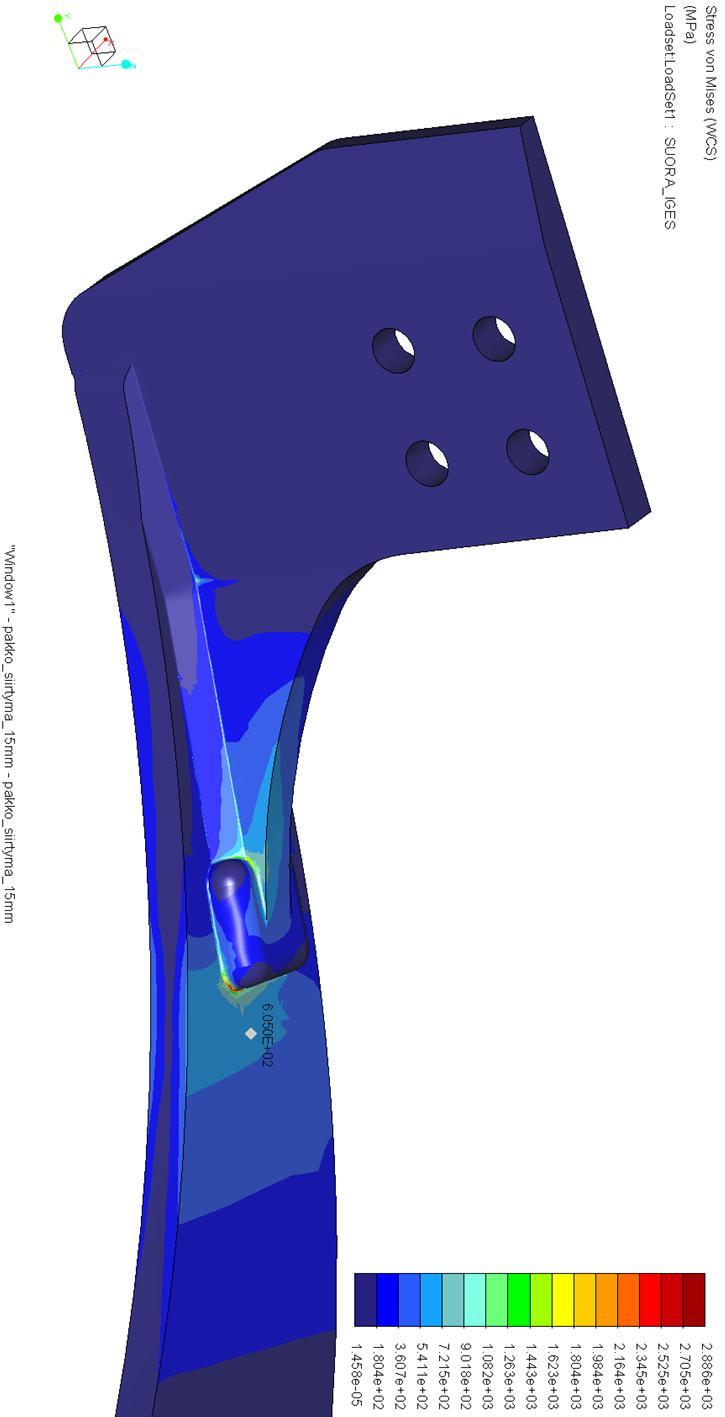
29 29 Simulaatioissa lähdettiin liikkeelle alun perin oikeassa käytössä oletettavasti syntyvien kuormitusten mallintamisesta ja vertailusta. Kouraa kuormitettiin pakkosiirtymillä, vääntäen, kiertäen, pitkittäin, sivuttain sekä erilaisilla yhdistelmillä. Tarkasteltavan hitsin kohdalle syntyivät suurimmat jännitykset, kun kouraa kuormitettiin sekä pitkittäin että sivuttain. Työkäytössä pitkittäiskuormitus syntyisi puulastista, joka pyrkisi taivuttamaan kaarevan kouran suoraksi. Sivuttaiskuormitus syntyisi lastatun kouran liikuttamisesta aiheutuvasta heilumisesta. Tällaisen yhdistetyn kuormituksen tuottaminen väsytyspenkissä osoittautui kuitenkin mahdottomaksi. Sivuttaiskuormitus osoittautui hitsin kestävyyden kannalta kriittisemmäksi, joten väsytyspenkissä käytettiin vain sivuttaiskuormitusta. Kuviossa 26 näkyy mallinnettuna koekappale, kiinnike ja testissä käytettävän kuorman suunta keltaisilla nuolilla. 3.2 Väsytystestaus Väsytystestaus toteutettiin AMT Systemsin valmistamalla 500 kn väsytyspenkillä ammattikorkeakoulun tiloissa. Testi oli vakiovoimainen (6 kn) ja sille asetettiin liikkeen ylä- ja alarajaksi 50 mm. Yhteensä 6 koekappaletta väsytettiin rikki. Ensimmäinen koekappale venymäliuskoitettiin kuvion 27 mukaisesti simulaation todentamiseksi. Ensimmäiset venymäliuskamittaukset ja FEM-analyysit eivät tuottaneet samanlaisia tuloksia. Sekä vertailujännitys että siirtymä olivat poikkeavia. Väsytyspenkissä syntyneen siirtymän mukaan tehty simulaatio, jossa kuorma korvattiin testin siirtymän mukaisella pakkosiirtymällä, tuotti hyvin yhteneväiset tulokset. Tuloksista tärkeimmät otokset on esitettynä liitteissä Näiden tulosten pohjalta valittiin kuormaksi 6 kn, alustavan 4 kn sijaan. Ensimmäisen kappaleen täydellistä dataa ei ole, sillä mittauslaitteisto oli sammunut kappaleen särkevän testin aikana. Korvaava kappale tehtiin ja siitä saatu data on esiteltynä.

30 30 Kuvio 27. Kouran 1 venymäliuskoitus. Hitsissä monipalkohitsi päätylevyn päädyssä. Kuviossa 28 näkyy kiinnitys, jonka sijainti pyrittiin saamaan mahdollisimman lähelle kouran hitsattujen tukikolmioiden sijaintia. Tällä tavalla saatiin kouran käyttäytyminen muistuttamaan kokonaista kouraa. Sylinterin päässä olevassa kiinnikkeessä oli hieman välystä. Tämän takia pystyliike ei ollut täysin puhdasta ja koura pystyi taipumaan hieman.

31 31 Kuvio 28. Testausjärjestely. Kourissa 1, 2 ja 6 särö syntyi sisäkaaren polttoleikkauksesta syntyneen pintasuomun pohjalle. Särö eteni hitsin poikki kouran sisäpuolta pitkin ja levittäytyi myös kouran ulkopuoliselle pinnalle. Polttoleikkauspinnan pinnanlaadun parantaminen pidentäisi käyttöikää


32 32 Kuvio 29. Koura 2. Päätyhitsi jatkettu pidemmälle jouhevuuden parantamiseksi. Kuvio 30. Koura 2 murtuneena. Kourissa 3 ja 4 (kuviot 31, 32, ja 33) ei ollut monipalkohitsiä päätylevyn päädyssä. Näiden testikourien särö syntyi päätylevyn päätyyn hitsin päälle, koska hitsi ei pystynyt kestämään sivuttaisliikkeestä syntyvää kuormitusta.


33 33 Kuvio 31.Koura 3. Hitsin juuri siirretty pois kriittisimmältä paikalta, pääty auki. Kuvio 32. Koura 3 murtuneena. Kouran 3 testi oli päättynyt, kun sylinterin raja-arvoksi asetettu liikemäärä oli saavutettu, mutta koura 3 oli yhä yhtenäinen vaikkakin vain nimellisesti. Osat olivat kiinni hyvin pienellä kaistalle perusainetta. Kouran käyttöikä oli ohi.

 itse hitsi osoittautui kestäväksi, mutta reunaetäisyys osoittautui riittämättömäksi.")
34 34 Kuvio 33. Koura 4 murtuneena. Kourassa 4 pääty oli hitsattu ympäri, mutta siitä puuttui monipalkohitsi. Kuvio 34. Koura 5. Monipalkohitsi päädyssä. Alkuperäisten, käytössä murtuneiden koekappaleiden mukainen reunaetäisyys. Kourassa 5 (kuvio 34) itse hitsi osoittautui kestäväksi, mutta reunaetäisyys osoittautui riittämättömäksi. Muutosvyöhyke kattaa koko reuna-alueen. Lämmön vaikutuksesta johtuen materiaali on perusainetta hauraampaa.

35 35 Kuvio 35. Koura 6. Monipalkohitsi päädyssä. Kasvatettu reunaetäisyys. Kuvioissa 36, 37, 38, 39 ja 40 nähdään väsytystestejen tulokset kourittain. Pystyakselilla on liikkeen pituus ja vaaka-akselilla syklien määrä on kuvattuna. Erot pystyliikkeessä selittyvät sauman jäykkyyden eroilla. Jäykkyyseroja syntyi sekä päätyhitsin rakenteen erosta, että jossain määrin myös hitsin laatueroista. Hitsit olivat käsinhitsattuja, joten hitseissä voi olettaa olleen laatueroja, vaikka silminnähtäviä hitsausvirheitä ei juuri ollut. Lopun muutos liikkeen pituudessa on särön viimeinen nopea laajeneminen jäännöspinta-alan pienentyessä.
36 36 Koura Siirtmä [mm] Syklimäärä Kuvio 36. Koura 2 6 kn väsytystestauksen tulokset. Koura Siirtymä [mm] Syklimäärä Kuvio 37. Koura 3 6 kn väsytystestauksen tulokset
37 37 Koura Siirtymä [mm] Syklimäärä Kuvio 38. Koura 4 6 kn väsytystestauksen tulokset. Koura Siirtymä [mm] Syklimäärä Kuvio 39. Koura 5 6 kn väsytystestauksen tulokset.
38 Siirtymä [mm] 38 Koura Syklimäärä Kuvio 40. Koura 6 6 kn väsytystestauksen tulokset. Kuviossa 41 tulokset näkyvät vierekkäin vertailua varten. Kuviosta 41 näkyy alkyperäisen kouran hitsin (koura 5) heikkous suhteessa muihin vaihtoehtoihin. Jo pelkkä reunaetäisyyden kasvattaminen (koura 6) tuotti huomattavan kestävyyden kasvun. Koura 2 osoittautui kuitenkin kestävimmäksi. Kourassa 2 yhdistyy riittävä reunaetäisyys, jouheva hitsisauma sekä tarpeeksi kestävä päätyhitsi. Noin 10% ero (kuvio 41) parhaiden tulosten välillä on kuitenkin parhaimmillaankin vain suuntaa-antava. Kuten mainittu, hitsit ovat käsinhitsattuja, joten yksittäisten kappaleiden hitsin laadun välillä voi olla suuriakin eroja. Tarkempia tuloksia saataisiin kasvattamalla otosta.
39 39 Kaavion otsikko koura2 koura3 koura4 koura5 koura6 Kuvio 41. Eri kourien kestämät syklimäärät. 4 Pohdinta Työn tuloksena saatiin vertailukelpoisia tuloksia eri tavalla tehtyjen hitsisaumojen väsytyskestävyydestä puutavarakouran käytössä syntyvän kriittisimmän kuormituksen suhteen. Näillä tuloksilla voidaan parantaa kouran väsytyskestävyyttä. Tulokset ovat kuitenkin vain suuntaa antavia. Ensinnäkin testauksessa käytetty kuormitus ei vastaa täysin käytössä syntyvää kuormitusta. Toiseksi, hitsausvirheiden ja materiaalivirheiden aiheuttamien poikkeamien eliminoimiseksi täytyisi tehdä useita kokeita samanlaisilla hitsisaumoilla. FEM-analyysi tehollisella lovivaikutusmenetelmällä osoittautui varsin paikkansa pitäväksi ja soveltuvaksi hitsien tarkasteluun. Analyysia varten tehtävä 3D-mallinnus osoittautui oppimiskokemukseksi oletetun helppoutensa sijaan. FEManalyysien arvot ja venymäliuskamittaukset erosivat toisistaan jonkin verran. Tämä johtui todennäköisesti simulaation jäykkyydestä verrattuna testitilanteessa
40 40 havaittuun välykseen kiinnikkeessä, joka aiheutti nivelen, jonka suhteen testikoura pystyi liikkumaan. Liike oli pieni, mutta tarpeeksi selittääkseen tuloksien erot. Testipenkki oli uusi ja sen käytöstä oli vähän kokemusta. Testejä tehdessä esiintyi ominaisuuksia, jotka hankaloittivat testien tekemistä. AMT Systems antoi tukea näissä tilanteissa ja tulevia testejä varten nämä ongelmatilanteet ja ratkaisut on käyty läpi, jotta tulevat testaajat voivat välttää nämä ongelmat. Oma osaamiseni ja tietoni hitsien väsymisestä, hitsien väsymisen tarkastelusta Creo Simulate-ohjelmistolla ja siihen liittyvien mallinusten tekeminen Creo Parametric-ohjelmistolla ovat syventyneet huomattavasti verrattuna tietotasoon ennen opinnäytetyön tekemistä. Myös väsytystestaus sekä väsytysvaurioiden tulkitseminen tuli tutuksi useita rikki väsyneitä kappaleita tutkaillessa. Testausta kannattaisi jatkaa isommalla koekappale määrällä hitsausvirheiden vaikutusten eliminoimiseksi tuloksista. Myöskin erilaisia jälkikäsittelymenetelmiä ja niiden vaikutusta kappaleen väsymiskestävyyteen kannattaisi tutkia. Simulaatiossa kriittiseksi osoittautuneen kuormituksen toinen komponentti eli pitkittäissuunnassa vaikuttavan voiman vaikutus kannattaisi myös tutkia sekä jos mahdollista, kuormien yhdistetty vaikutus kappaleeseen. Yhdistetyn kuormituksen aiheuttaminen kappaleeseen ei kuitenkaan onnistuisi ilman siihen tarkoitukseen suunniteltua kiinnikettä, eikä ole varmaa onnistuisiko se käytössä olleella väsytyspenkillä.
41 41 Lähdeluettelo 1. Outokummun Metalli Oy Internet sivusto 2. Outokummun Metalli Oy Internet sivusto 3. Koneosapalvelu Oy Internet sivusto Niemi E. & Kemppi J Hitsatun rakenteen suunnittelun perusteet. Helsinki: Painatuskeskus Oy 5. Härkönen T & Tervola T Lujat hitsattavat teräkset. Helsinki: Tammer Paino Oy 6. Hobbacher, A. Recommendations for Fatique Design of Welded Joints and Components. IIW document IIW ex XIII-2151r4-07/XV- 1254r Polom, J Structural Analysis of Welded Connections Using Creo Simulate. Unclassified, U.S. Army TARDEC.
42 Liitteet 1 Venymäliuskadata, von Mises vertailujännitys 4 kn testissä 2 Venymäliuskadata, venymät 4 kn testissä 3 Venymäliuskadata, von Mises vertailujännitys 6 kn testissä 4 Venymäliuskadata, venymät 6 kn testissä 5 FEM-analyysi, 4 kn kuormalla simuloitu siirtymä 6 FEM-analyysi, 4 kn kuormalla simuloitu von Mises vertailujännitys 7 FEM-analyysi, 4 kn testistä saadulla todellisella siirtymällä simuloitu von Mises vertailujännitys 8 FEM-analyysi, 6 kn kuormalla simuloitu siirtymä 9 FEM-analyysi, 6 kn kuormalla simuloitu von Mises vertailujännitys 10 FEM-analyysi, 6 kn testistä saadulla todellisella siirtymällä simuloitu von Mises vertailujännitys
43 Liite 1
44 Liite 2
45 Liite 3
46 Liite 4
47 Liite 5
48 Liite 6
49 Liite 7

50 Liite 8
51 Liite 9
52 Liite 10
Väsymissärön ydintyminen
 Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Vauriomekanismi: Väsyminen
 Vauriomekanismi: Väsyminen Väsyminen Väsyminen on vaihtelevan kuormituksen aiheuttamaa vähittäistä vaurioitumista. Erään arvion mukaan 90% vaurioista on väsymisen aiheuttamaa. Väsymisikää voidaan kuvata
Vauriomekanismi: Väsyminen Väsyminen Väsyminen on vaihtelevan kuormituksen aiheuttamaa vähittäistä vaurioitumista. Erään arvion mukaan 90% vaurioista on väsymisen aiheuttamaa. Väsymisikää voidaan kuvata
Pienahitsien materiaalikerroin w
 Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Hitsaustekniikkaa suunnittelijoille koulutuspäivä Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm
 Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
Ultralujien terästen hitsausliitosten väsymislujuus
 Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
Murtumismekanismit: Väsyminen
 KJR-C2004 Materiaalitekniikka Murtumismekanismit: Väsyminen 11.2.2016 Väsyminen Väsyminen on dynaamisen eli ajan suhteen aiheuttamaa vähittäistä vaurioitumista. Väsymisvaurio ilmenee särön, joka johtaa
KJR-C2004 Materiaalitekniikka Murtumismekanismit: Väsyminen 11.2.2016 Väsyminen Väsyminen on dynaamisen eli ajan suhteen aiheuttamaa vähittäistä vaurioitumista. Väsymisvaurio ilmenee särön, joka johtaa
Vaurioiden tyypilliset syyt
 Vaurioituminen II Vaurioiden tyypilliset syyt 18.9.2013 2 Loppumurtuma Hauras tai sitkeä murtuma Ei juurisyy, vaan viimeinen vaihe pitkässä tapahtumaketjussa. 18.9.2013 3 Väsyminen (Fatigue) 1998 Eschede
Vaurioituminen II Vaurioiden tyypilliset syyt 18.9.2013 2 Loppumurtuma Hauras tai sitkeä murtuma Ei juurisyy, vaan viimeinen vaihe pitkässä tapahtumaketjussa. 18.9.2013 3 Väsyminen (Fatigue) 1998 Eschede
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään
 Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
3. SUUNNITTELUPERUSTEET
 3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Myötölujuuden ja vetomurtolujuuden arvot f R ja f R y eh u m tuotestandardista tai taulukosta 3.1 Sitkeysvaatimukset: - vetomurtolujuuden ja myötörajan f y minimiarvojen
3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Myötölujuuden ja vetomurtolujuuden arvot f R ja f R y eh u m tuotestandardista tai taulukosta 3.1 Sitkeysvaatimukset: - vetomurtolujuuden ja myötörajan f y minimiarvojen
TAVOITTEET Määrittää taivutuksen normaalijännitykset Miten määritetään leikkaus- ja taivutusmomenttijakaumat
 TAVOITTEET Määrittää taivutuksen normaalijännitykset Miten määritetään leikkaus- ja taivutusmomenttijakaumat Lasketaan suurimmat leikkaus- ja taivutusrasitukset Analysoidaan sauvoja, jotka ovat suoria,
TAVOITTEET Määrittää taivutuksen normaalijännitykset Miten määritetään leikkaus- ja taivutusmomenttijakaumat Lasketaan suurimmat leikkaus- ja taivutusrasitukset Analysoidaan sauvoja, jotka ovat suoria,
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
3. SUUNNITTELUPERUSTEET
 3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Rakenneterästen myötörajan f y ja vetomurtolujuuden f u arvot valitaan seuraavasti: a) käytetään suoraan tuotestandardin arvoja f y = R eh ja f u = R m b) tai käytetään
3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Rakenneterästen myötörajan f y ja vetomurtolujuuden f u arvot valitaan seuraavasti: a) käytetään suoraan tuotestandardin arvoja f y = R eh ja f u = R m b) tai käytetään
RIVAN KÄRJEN JÄNNITYSKOMPONENTIT STRESS COMPONENTS OF GUSSET S TIP
 LAPPEENRANNNAN TEKNILLLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari RIVAN KÄRJEN JÄNNITYSKOMPONENTIT STRESS COMPONENTS OF GUSSET S TIP Lappeenrannassa
LAPPEENRANNNAN TEKNILLLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari RIVAN KÄRJEN JÄNNITYSKOMPONENTIT STRESS COMPONENTS OF GUSSET S TIP Lappeenrannassa
TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA.
 1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
Ratkaisut 3. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016
 Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 14:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri lokeroon! Joka kierroksen arvostellut kotitehtäväpaperit
Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 14:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri lokeroon! Joka kierroksen arvostellut kotitehtäväpaperit
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA
 KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
Vastaanotettu Hyväksytty Julkaistu verkossa
 Rakenteiden Mekaniikka Vol. 50, Nro 3, 2017, s. 153-157 https://rakenteidenmekaniikka.journal.fi/index https://doi.org/10.23998/rm.23998/rm.65049 Kirjoittaja(t) 2017. Vapaasti saatavilla CC BY-SA 4.0 lisensioitu.
Rakenteiden Mekaniikka Vol. 50, Nro 3, 2017, s. 153-157 https://rakenteidenmekaniikka.journal.fi/index https://doi.org/10.23998/rm.23998/rm.65049 Kirjoittaja(t) 2017. Vapaasti saatavilla CC BY-SA 4.0 lisensioitu.
Koneenosien lujuuslaskenta
 Koneenosien lujuuslaskenta Tavoitteet Koneiden luotettavuuden parantaminen Materiaalin säästö Rakenteiden keventäminen Ongelmat Todellisen kuormituksen selvittäminen Moniakselinen jännitys ja muodonmuutos
Koneenosien lujuuslaskenta Tavoitteet Koneiden luotettavuuden parantaminen Materiaalin säästö Rakenteiden keventäminen Ongelmat Todellisen kuormituksen selvittäminen Moniakselinen jännitys ja muodonmuutos
Vaatimukset. Rakenne. Materiaalit ja niiden ominaisuudet. Timo Kiesi
 Vaurioituminen I Vaatimukset Rakenne Materiaalit ja niiden ominaisuudet Timo Kiesi 18.9.2013 2 Vaurioituminen Miksi materiaalit murtuvat? Miten materiaalit murtuvat? Timo Kiesi 18.9.2013 3 Miksi insinöörin
Vaurioituminen I Vaatimukset Rakenne Materiaalit ja niiden ominaisuudet Timo Kiesi 18.9.2013 2 Vaurioituminen Miksi materiaalit murtuvat? Miten materiaalit murtuvat? Timo Kiesi 18.9.2013 3 Miksi insinöörin
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella.
 K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
PUHDAS, SUORA TAIVUTUS
 PUHDAS, SUORA TAIVUTUS Qx ( ) Nx ( ) 0 (puhdas taivutus) d t 0 eli taivutusmomentti on vakio dx dq eli palkilla oleva kuormitus on nolla 0 dx suora taivutus Taivutusta sanotaan suoraksi, jos kuormitustaso
PUHDAS, SUORA TAIVUTUS Qx ( ) Nx ( ) 0 (puhdas taivutus) d t 0 eli taivutusmomentti on vakio dx dq eli palkilla oleva kuormitus on nolla 0 dx suora taivutus Taivutusta sanotaan suoraksi, jos kuormitustaso
Laskuharjoitus 2 Ratkaisut
 Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin ke 7.3. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 2 Ratkaisut 1.
Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin ke 7.3. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 2 Ratkaisut 1.
Stabiliteetti ja jäykistäminen
 Stabiliteetti ja jäykistäminen Lommahdusjännitykset ja -kertoimet Lommahdus normaalijännitysten vuoksi: Leikkauslommahdus: Eulerin jännitys Lommahduskerroin normaalijännitykselle, pitkä jäykistämätön levy:
Stabiliteetti ja jäykistäminen Lommahdusjännitykset ja -kertoimet Lommahdus normaalijännitysten vuoksi: Leikkauslommahdus: Eulerin jännitys Lommahduskerroin normaalijännitykselle, pitkä jäykistämätön levy:
Hitsausliitokset. päällehitsaus. täyttöhitsaus. laipalliset akselit, hammaspyörien ja akselien liittäminen
 Hitsausliitokset säiliöt, paineastiat, ristikot ym. kantavat rakenteet ohutlevytuotteet (kodinkoneet, autot) puolivalmisteet (putket, palkit) koneistettujen osien yhteenliittäminen laipalliset akselit,
Hitsausliitokset säiliöt, paineastiat, ristikot ym. kantavat rakenteet ohutlevytuotteet (kodinkoneet, autot) puolivalmisteet (putket, palkit) koneistettujen osien yhteenliittäminen laipalliset akselit,
7. Suora leikkaus TAVOITTEET 7. Suora leikkaus SISÄLTÖ
 TAVOITTEET Kehitetään menetelmä, jolla selvitetään homogeenisen, prismaattisen suoran sauvan leikkausjännitysjakauma kun materiaali käyttäytyy lineaarielastisesti Menetelmä rajataan määrätyn tyyppisiin
TAVOITTEET Kehitetään menetelmä, jolla selvitetään homogeenisen, prismaattisen suoran sauvan leikkausjännitysjakauma kun materiaali käyttäytyy lineaarielastisesti Menetelmä rajataan määrätyn tyyppisiin
JÄNNEVIRRAN SILLAN VÄSYMISMITOITUS MITATULLA LIIKENNEKUORMALLA
 JÄNNEVIRRAN SILLAN VÄSYMISMITOITUS MITATULLA LIIKENNEKUORMALLA DIPLOMITYÖN SISÄLTÖ Teoria osuus Väsymismitoitus Eurokoodin mukaan Väsymisluokka Hitsin jälkikäsittelymenetelmät Mitatut liikennekuormat Jännevirran
JÄNNEVIRRAN SILLAN VÄSYMISMITOITUS MITATULLA LIIKENNEKUORMALLA DIPLOMITYÖN SISÄLTÖ Teoria osuus Väsymismitoitus Eurokoodin mukaan Väsymisluokka Hitsin jälkikäsittelymenetelmät Mitatut liikennekuormat Jännevirran
Stalatube Oy. P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u. Laskentaraportti
 P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
MITOITUSTEHTÄVÄ: I Rakennemallin muodostaminen 1/16
 1/16 MITOITUSTEHTÄVÄ: I Rakennemallin muodostaminen Mitoitettava hitsattu palkki on rakenneosa sellaisessa rakennuksessa, joka kuuluu seuraamusluokkaan CC. Palkki on katoksen pääkannattaja. Hyötykuorma
1/16 MITOITUSTEHTÄVÄ: I Rakennemallin muodostaminen Mitoitettava hitsattu palkki on rakenneosa sellaisessa rakennuksessa, joka kuuluu seuraamusluokkaan CC. Palkki on katoksen pääkannattaja. Hyötykuorma
HITSATUN LIITOKSEN VÄSYMISKESTÄVYYDEN MÄÄRITTÄMINEN SÄRÖN KASVUN SIMULOINNILLA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Teräsrakenteiden laboratorio BK10A0400 Kandidaatintyö ja seminaari HITSATUN LIITOKSEN VÄSYMISKESTÄVYYDEN MÄÄRITTÄMINEN SÄRÖN KASVUN
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Teräsrakenteiden laboratorio BK10A0400 Kandidaatintyö ja seminaari HITSATUN LIITOKSEN VÄSYMISKESTÄVYYDEN MÄÄRITTÄMINEN SÄRÖN KASVUN
Ympäristövaikutteinen murtuminen EAC
 Ympäristövaikutteinen murtuminen EAC Ympäristövaikutteinen murtuminen Yleisnimitys vaurioille, joissa ympäristö altistaa ennenaikaiselle vauriolle Lukuisia eri mekanismeja ja tyyppejä Tässä: Jännistyskorroosio
Ympäristövaikutteinen murtuminen EAC Ympäristövaikutteinen murtuminen Yleisnimitys vaurioille, joissa ympäristö altistaa ennenaikaiselle vauriolle Lukuisia eri mekanismeja ja tyyppejä Tässä: Jännistyskorroosio
TkL. Matti Koskimäki
 LAPPEENRANNNAN TEKNILLLINEN YLIOPISTO Teknillinen tiedekunta Teräsrakenteiden laboratorio Konetekniikan koulutusohjelma Antti Raskinen DIGITAALISEN VALMISTUKSEN VAIKUTUS HITSATUN RAKENTEEN VÄSYMISKESTÄVYYTEEN
LAPPEENRANNNAN TEKNILLLINEN YLIOPISTO Teknillinen tiedekunta Teräsrakenteiden laboratorio Konetekniikan koulutusohjelma Antti Raskinen DIGITAALISEN VALMISTUKSEN VAIKUTUS HITSATUN RAKENTEEN VÄSYMISKESTÄVYYTEEN
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Teräsrakentamisen T&K-päivät Lujista rakenneputkista valmistettavien liitosten kestävyys
 5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
Mitoitetaan MäkeläAlu Oy:n materiaalivaraston kaksiaukkoinen hyllypalkki.
 YLEISTÄ Mitoitetaan MäkeläAlu Oy:n materiaalivaraston kaksiaukkoinen hyllypalkki. Kaksi 57 mm päässä toisistaan olevaa U70x80x alumiiniprofiilia muodostaa varastohyllypalkkiparin, joiden ylälaippojen päälle
YLEISTÄ Mitoitetaan MäkeläAlu Oy:n materiaalivaraston kaksiaukkoinen hyllypalkki. Kaksi 57 mm päässä toisistaan olevaa U70x80x alumiiniprofiilia muodostaa varastohyllypalkkiparin, joiden ylälaippojen päälle
RIVAN KÄRJEN MUOTOILUSUOSITUSTEN VERTAILU HOT SPOT JA TEHOLLISEN LOVIJÄNNITYKSEN MENETELMILLÄ
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö RIVAN KÄRJEN MUOTOILUSUOSITUSTEN VERTAILU HOT SPOT JA TEHOLLISEN LOVIJÄNNITYKSEN MENETELMILLÄ A COMPARISON
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö RIVAN KÄRJEN MUOTOILUSUOSITUSTEN VERTAILU HOT SPOT JA TEHOLLISEN LOVIJÄNNITYKSEN MENETELMILLÄ A COMPARISON
Ultralujien terästen käyttö dynaamisesti kuormitetuissa koneen rakenteissa
 Diplomityö Ultralujien terästen käyttö dynaamisesti kuormitetuissa koneen rakenteissa Johdanto Työn tarkoituksena perehtyä ultralujien S550-S700 -terästen mahdollisuuksiin ja selvittää keinot niiden hyväksikäyttämiseksi
Diplomityö Ultralujien terästen käyttö dynaamisesti kuormitetuissa koneen rakenteissa Johdanto Työn tarkoituksena perehtyä ultralujien S550-S700 -terästen mahdollisuuksiin ja selvittää keinot niiden hyväksikäyttämiseksi
Ydinjätekapselin deformaatiomekanismit Projektin johtaja: Hannu Hänninen Tutkijat: Kati Savolainen ja Tapio Saukkonen
 Ydinjätekapselin deformaatiomekanismit Projektin johtaja: Hannu Hänninen Tutkijat: Kati Savolainen ja Tapio Saukkonen Projektin tavoite Selvittää mikroskooppinen ja makroskooppinen plastinen deformaatio
Ydinjätekapselin deformaatiomekanismit Projektin johtaja: Hannu Hänninen Tutkijat: Kati Savolainen ja Tapio Saukkonen Projektin tavoite Selvittää mikroskooppinen ja makroskooppinen plastinen deformaatio
Vastaanottaja Helsingin kaupunki. Asiakirjatyyppi Selvitys. Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS
 Vastaanottaja Helsingin kaupunki Asiakirjatyyppi Selvitys Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS VUOSAAREN SILTA KANTAVUUSSELVITYS Päivämäärä 30/10/2014 Laatija Tarkastaja Kuvaus Heini
Vastaanottaja Helsingin kaupunki Asiakirjatyyppi Selvitys Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS VUOSAAREN SILTA KANTAVUUSSELVITYS Päivämäärä 30/10/2014 Laatija Tarkastaja Kuvaus Heini
TURVEPERÄVAUNUN VÄSYMISKESTÄVYYDEN PARANTAMINEN IMPROVING THE FATIGUE STRENGTH OF A PEAT TRAILER
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari TURVEPERÄVAUNUN VÄSYMISKESTÄVYYDEN PARANTAMINEN IMPROVING THE FATIGUE STRENGTH
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari TURVEPERÄVAUNUN VÄSYMISKESTÄVYYDEN PARANTAMINEN IMPROVING THE FATIGUE STRENGTH
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Tuukka Yrttimaa. Vaurioituminen. Sitkeä- ja haurasmurtuma. Brittle and Ductile Fracture
 Tuukka Yrttimaa Vaurioituminen Sitkeä- ja haurasmurtuma Brittle and Ductile Fracture Sitkeä- ja haurasmurtuma Metallin kyky plastiseen deformaatioon ratkaisee murtuman luonteen (kuva 1) [3] Murtumaan johtaa
Tuukka Yrttimaa Vaurioituminen Sitkeä- ja haurasmurtuma Brittle and Ductile Fracture Sitkeä- ja haurasmurtuma Metallin kyky plastiseen deformaatioon ratkaisee murtuman luonteen (kuva 1) [3] Murtumaan johtaa
ELEMENTTIKOON VAIKUTUS VÄSYMISMENETELMIEN TARKKUUTEEN THE EFFECT OF MESH SIZING TO THE CONVERGENCE OF FATIGUE STRENGTH METHODS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT Energiajärjestelmät LUT Kone BK10A0401 Kandidaatintyö ja seminaari ELEMENTTIKOON VAIKUTUS VÄSYMISMENETELMIEN TARKKUUTEEN THE EFFECT OF MESH SIZING TO THE CONVERGENCE
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT Energiajärjestelmät LUT Kone BK10A0401 Kandidaatintyö ja seminaari ELEMENTTIKOON VAIKUTUS VÄSYMISMENETELMIEN TARKKUUTEEN THE EFFECT OF MESH SIZING TO THE CONVERGENCE
2. harjoitus - malliratkaisut Tehtävä 3. Tasojännitystilassa olevan kappaleen kaksiakselista rasitustilaa käytetään usein materiaalimalleissa esiintyv
 2. harjoitus - malliratkaisut Tehtävä 3. Tasojännitystilassa olevan kappaleen kaksiakselista rasitustilaa käytetään usein materiaalimalleissa esiintyvien vakioiden määrittämiseen. Jännitystila on siten
2. harjoitus - malliratkaisut Tehtävä 3. Tasojännitystilassa olevan kappaleen kaksiakselista rasitustilaa käytetään usein materiaalimalleissa esiintyvien vakioiden määrittämiseen. Jännitystila on siten
ULTRALUJAN TERÄKSEN KIINNITYSHITSIEN VÄSYMISKESTÄVYYDEN MÄÄRITYS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Teräsrakenteiden laboratorio BK10A0400 Kandidaatintyö ja seminaari ULTRALUJAN TERÄKSEN KIINNITYSHITSIEN VÄSYMISKESTÄVYYDEN MÄÄRITYS
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Teräsrakenteiden laboratorio BK10A0400 Kandidaatintyö ja seminaari ULTRALUJAN TERÄKSEN KIINNITYSHITSIEN VÄSYMISKESTÄVYYDEN MÄÄRITYS
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
2 LUJUUSOPIN PERUSKÄSITTEET Suoran sauvan veto tai puristus Jännityksen ja venymän välinen yhteys
 SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillinen suunnittelu 18 1.5 Lujuusopin
SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillinen suunnittelu 18 1.5 Lujuusopin
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
ETUTELIN RUNGON VÄSYMISKESTÄVYYDEN TARKASTELU HOT SPOT- MENETELMÄÄ KÄYTTÄEN
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö ETUTELIN RUNGON VÄSYMISKESTÄVYYDEN TARKASTELU HOT SPOT- MENETELMÄÄ KÄYTTÄEN FATIGUE RESISTANCE ANALYSIS
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö ETUTELIN RUNGON VÄSYMISKESTÄVYYDEN TARKASTELU HOT SPOT- MENETELMÄÄ KÄYTTÄEN FATIGUE RESISTANCE ANALYSIS
LUJUUSOPPI. TF00BN90 5op. Sisältö:
 LUJUUSOPPI TF00BN90 5op Sisältö: Peruskäsitteet Jännitystila Suoran sauvan veto ja puristus Puhdas leikkaus Poikkileikkaussuureiden laskeminen Suoran palkin taivutus Vääntö Nurjahdus 1 Kirjallisuus: Salmi
LUJUUSOPPI TF00BN90 5op Sisältö: Peruskäsitteet Jännitystila Suoran sauvan veto ja puristus Puhdas leikkaus Poikkileikkaussuureiden laskeminen Suoran palkin taivutus Vääntö Nurjahdus 1 Kirjallisuus: Salmi
Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.
![Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.](/thumbs/51/28694845.jpg "Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.") Kotitehtävät palautetaan viimeistään keskiviikkona 2.3. ennen luentojen alkua eli klo 14:00 mennessä puiseen kyyhkyslakkaan, jonka numero on 9. Arvostellut kotitehtäväpaperit palautetaan laskutuvassa.
Kotitehtävät palautetaan viimeistään keskiviikkona 2.3. ennen luentojen alkua eli klo 14:00 mennessä puiseen kyyhkyslakkaan, jonka numero on 9. Arvostellut kotitehtäväpaperit palautetaan laskutuvassa.
NOTCHIKOLOLIITOSTEN FE-ANALYYSIT FE-ANALYSIS OF NOTCH JOINTS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari NOTCHIKOLOLIITOSTEN FE-ANALYYSIT FE-ANALYSIS OF NOTCH JOINTS Lappeenrannassa
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari NOTCHIKOLOLIITOSTEN FE-ANALYYSIT FE-ANALYSIS OF NOTCH JOINTS Lappeenrannassa
Koesuunnitelma. Tuntemattoman kappaleen materiaalin määritys. Kon c3004 Kone ja rakennustekniikan laboratoriotyöt. Janne Mattila.
 Kon c3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma Tuntemattoman kappaleen materiaalin määritys Janne Mattila Teemu Koitto Lari Pelanne Sisällysluettelo 1. Tutkimusongelma ja tutkimuksen
Kon c3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma Tuntemattoman kappaleen materiaalin määritys Janne Mattila Teemu Koitto Lari Pelanne Sisällysluettelo 1. Tutkimusongelma ja tutkimuksen
KUORMAA KANTAMATTOMAN T-LIITOKSEN GEOMETRIAN VAIKUTUS VÄSYMISKESTOIKÄÄN TEHOLLISEN LOVIJÄNNITYKSEN MENETELMÄLLÄ
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö KUORMAA KANTAMATTOMAN T-LIITOKSEN GEOMETRIAN VAIKUTUS VÄSYMISKESTOIKÄÄN TEHOLLISEN LOVIJÄNNITYKSEN MENETELMÄLLÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö KUORMAA KANTAMATTOMAN T-LIITOKSEN GEOMETRIAN VAIKUTUS VÄSYMISKESTOIKÄÄN TEHOLLISEN LOVIJÄNNITYKSEN MENETELMÄLLÄ
Rei itys kuumasinkittäviin kappaleisiin
 Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
HITSILIITOSTEN VÄSYMISTARKASTELU ERI MENETELMILLÄ FATIGUE ANALYSIS OF WELDED JOINTS WITH DIFFERENT METHODS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö ja seminaari HITSILIITOSTEN VÄSYMISTARKASTELU ERI MENETELMILLÄ FATIGUE ANALYSIS OF WELDED JOINTS WITH
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö ja seminaari HITSILIITOSTEN VÄSYMISTARKASTELU ERI MENETELMILLÄ FATIGUE ANALYSIS OF WELDED JOINTS WITH
Murtumismekaniikka III LEFM => EPFM
 Murtumismekaniikka III LEFM => EPFM LEFM Rajoituksia K on validi, kun plastisuus rajoittuu pienelle alueelle särön kärkeen mitattavat TMMT-tilassa Hauraille materiaaleille Validiteetti Standardin kokeellinen
Murtumismekaniikka III LEFM => EPFM LEFM Rajoituksia K on validi, kun plastisuus rajoittuu pienelle alueelle särön kärkeen mitattavat TMMT-tilassa Hauraille materiaaleille Validiteetti Standardin kokeellinen
HOT SPOT MENETELMÄN KÄYTTÖ SILTANOSTURIN PÄÄDYN VÄSYMISMITOITUKSESSA BRIDGE CRANE END FATIGUE ANALYSIS BASED ON THE HOT SPOT STRESSES
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari HOT SPOT MENETELMÄN KÄYTTÖ SILTANOSTURIN PÄÄDYN VÄSYMISMITOITUKSESSA BRIDGE
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari HOT SPOT MENETELMÄN KÄYTTÖ SILTANOSTURIN PÄÄDYN VÄSYMISMITOITUKSESSA BRIDGE
7. Valukappaleiden suunnittelu keernojen käytön kannalta
 7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
Ultralujien terästen ominaisuudet lopputuotteeseen osaavan suunnittelun ja valmistuksen avulla
 26 Ultralujien terästen ominaisuudet lopputuotteeseen osaavan suunnittelun ja valmistuksen avulla Pertti Mikkonen, Timo Björk, Tuomas Skriko ja Niko Tuominen DIMECC:n BSA- ja MANU-ohjelmassa SSAB ja Lappeenrannan
26 Ultralujien terästen ominaisuudet lopputuotteeseen osaavan suunnittelun ja valmistuksen avulla Pertti Mikkonen, Timo Björk, Tuomas Skriko ja Niko Tuominen DIMECC:n BSA- ja MANU-ohjelmassa SSAB ja Lappeenrannan
LIITOKSEN SYMMETRISYYDEN VAIKUTUS LOVIJÄNNITYKSEEN HITSIN RA- JAVIIVALLA THE EFFECT OF SYMMETRY ON NOTCH STRESS AT WELD TOE
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0400 Kandidaatintyö ja seminaari LIITOKSEN SYMMETRISYYDEN VAIKUTUS LOVIJÄNNITYKSEEN HITSIN RA- JAVIIVALLA THE EFFECT OF SYMMETRY
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0400 Kandidaatintyö ja seminaari LIITOKSEN SYMMETRISYYDEN VAIKUTUS LOVIJÄNNITYKSEEN HITSIN RA- JAVIIVALLA THE EFFECT OF SYMMETRY
Faasimuutokset ja lämpökäsittelyt
 Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Kon Luento 12 -Säteilyhaurastuminen -Mikrorakenteen vaikutus murtumiseen -Yhteenveto -CASE: Murtumismekanismien yhteisvaikutukset
 Kon-67.3401 Luento 12 -Säteilyhaurastuminen -Mikrorakenteen vaikutus murtumiseen -Yhteenveto -CASE: Murtumismekanismien yhteisvaikutukset Säteilyhaurastuminen Reaktoripaineastia ja sisukset 12/3/2015 3
Kon-67.3401 Luento 12 -Säteilyhaurastuminen -Mikrorakenteen vaikutus murtumiseen -Yhteenveto -CASE: Murtumismekanismien yhteisvaikutukset Säteilyhaurastuminen Reaktoripaineastia ja sisukset 12/3/2015 3
Laskuharjoitus 1 Ratkaisut
 Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin ke 28.2. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 1 Ratkaisut 1.
Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin ke 28.2. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 1 Ratkaisut 1.
Voimat ja liikkeet. Määritelmät. Vääntöherkät päällirakenteet
 Yleisiä tietoja voimista ja liikkeistä Yleisiä tietoja voimista ja liikkeistä Alustarunko altistuu ajotavasta ja tienpinnan luonteesta riippuen eri suunnista tuleville voimille. On tärkeää, että alustarunko
Yleisiä tietoja voimista ja liikkeistä Yleisiä tietoja voimista ja liikkeistä Alustarunko altistuu ajotavasta ja tienpinnan luonteesta riippuen eri suunnista tuleville voimille. On tärkeää, että alustarunko
10. Jännitysten ja muodonmuutosten yhteys; vaurioteoriat
 TAVOITTEET Esitetään vastaavalla tavalla kuin jännitystilan yhteydessä venymätilan muunnosyhtälöt Kehitetään materiaaliparametrien yhteyksiä; yleistetty Hooken laki Esitetään vaurioteoriat, joilla normaali-
TAVOITTEET Esitetään vastaavalla tavalla kuin jännitystilan yhteydessä venymätilan muunnosyhtälöt Kehitetään materiaaliparametrien yhteyksiä; yleistetty Hooken laki Esitetään vaurioteoriat, joilla normaali-
SISÄLTÖ Venymän käsite Liukuman käsite Venymä ja liukuma lujuusopin sovelluksissa
 SISÄLTÖ Venymän käsite Liukuman käsite Venymä ja liukuma lujuusopin sovelluksissa 1 SISÄLTÖ 1. Siirtymä 2 1 2.1 MUODONMUUTOS Muodonmuutos (deformaatio) Tapahtuu, kun kappaleeseen vaikuttaa voima/voimia
SISÄLTÖ Venymän käsite Liukuman käsite Venymä ja liukuma lujuusopin sovelluksissa 1 SISÄLTÖ 1. Siirtymä 2 1 2.1 MUODONMUUTOS Muodonmuutos (deformaatio) Tapahtuu, kun kappaleeseen vaikuttaa voima/voimia
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
12. Erilaiset liitoskohdat ja risteykset
 12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
MYNTINSYRJÄN JALKAPALLOHALLI
 Sivu 1 / 9 MYNTINSYRJÄN JALKAPALLOHALLI Tämä selvitys on tilattu rakenteellisen turvallisuuden arvioimiseksi Myntinsyrjän jalkapallohallista. Hallin rakenne vastaa ko. valmistajan tekemiä halleja 90 ja
Sivu 1 / 9 MYNTINSYRJÄN JALKAPALLOHALLI Tämä selvitys on tilattu rakenteellisen turvallisuuden arvioimiseksi Myntinsyrjän jalkapallohallista. Hallin rakenne vastaa ko. valmistajan tekemiä halleja 90 ja
DIPLOMITYÖ JÄNNITYSSUHTEEN VAIKUTUS ULTRALUJAN TERÄKSEN HITSAUSLIITOKSEN VÄSYMISLU- JUUTEEN
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT KONE Teräsrakenteiden laboratorio DIPLOMITYÖ JÄNNITYSSUHTEEN VAIKUTUS ULTRALUJAN TERÄKSEN HITSAUSLIITOKSEN VÄSYMISLU- JUUTEEN Tarkastajat: Professori Timo Björk
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT KONE Teräsrakenteiden laboratorio DIPLOMITYÖ JÄNNITYSSUHTEEN VAIKUTUS ULTRALUJAN TERÄKSEN HITSAUSLIITOKSEN VÄSYMISLU- JUUTEEN Tarkastajat: Professori Timo Björk
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
KARELIA-AMMATTIKORKEAKOULU Konetekniikan koulutus
 KARELIA-AMMATTIKORKEAKOULU Konetekniikan koulutus Tuomas Ratinen PUUTAVARAKAHMARIN RAKENTEEN JÄYKISTÄMINEN Opinnäytetyö Kesäkuu 2018 OPINNÄYTETYÖ Kesäkuu 2018 Konetekniikan koulutus Tikkarinne 9 FI 80200
KARELIA-AMMATTIKORKEAKOULU Konetekniikan koulutus Tuomas Ratinen PUUTAVARAKAHMARIN RAKENTEEN JÄYKISTÄMINEN Opinnäytetyö Kesäkuu 2018 OPINNÄYTETYÖ Kesäkuu 2018 Konetekniikan koulutus Tikkarinne 9 FI 80200
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
2 LUJUUSOPIN PERUSKÄSITTEET 25 2.1 Suoran sauvan veto tai puristus 25. 2.2 Jännityksen ja venymän välinen yhteys 34
 SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillisen suunnitteluprosessin kulku
SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillisen suunnitteluprosessin kulku
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
HENKILÖNOSTIMEN PUOMIN ÄÄRILUJUUS EXTREME STRENGTH OF A PERSON LIFTER'S BOOM
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari HENKILÖNOSTIMEN PUOMIN ÄÄRILUJUUS EXTREME STRENGTH OF A PERSON LIFTER'S BOOM
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari HENKILÖNOSTIMEN PUOMIN ÄÄRILUJUUS EXTREME STRENGTH OF A PERSON LIFTER'S BOOM
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
LEVYJÄYKISTEEN PÄÄN KÄÄNTÄMISEN VAIKUTUS JÄNNITYSKONSENT- RAATIOIHIN EFFECT OF INCLINING LONGITUDINAL GUSSET S TIP ON STRESS CONCEN- TRATIONS
 LAPPEENRANNAN TEKNILINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö LEVYJÄYKISTEEN PÄÄN KÄÄNTÄMISEN VAIKUTUS JÄNNITYSKONSENT- RAATIOIHIN EFFECT OF INCLINING LONGITUDINAL GUSSET
LAPPEENRANNAN TEKNILINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö LEVYJÄYKISTEEN PÄÄN KÄÄNTÄMISEN VAIKUTUS JÄNNITYSKONSENT- RAATIOIHIN EFFECT OF INCLINING LONGITUDINAL GUSSET
Akselivälin muuttaminen. Yleistä tietoa akselivälin muuttamisesta. Menetelmät TÄRKEÄÄ!
 Yleistä tietoa akselivälin muuttamisesta Yleistä tietoa akselivälin muuttamisesta TÄRKEÄÄ! Kuorma-auton alustan akselivälin muuttaminen vaikuttaa ko. alustan ominaisuuksiin. Siksi on tärkeää noudattaa
Yleistä tietoa akselivälin muuttamisesta Yleistä tietoa akselivälin muuttamisesta TÄRKEÄÄ! Kuorma-auton alustan akselivälin muuttaminen vaikuttaa ko. alustan ominaisuuksiin. Siksi on tärkeää noudattaa
Ultralujat rakenne- ja kulutusteräkset - tärkeimmät ominaisuudet suunnittelulle
 Ultralujat rakenne- ja kulutusteräkset - tärkeimmät ominaisuudet suunnittelulle CASR-Steelpolis verkostohanke (EAKR) Tekijät: Janne Lämsä, Henri Kiuru Raahen Seudun Teknologiakeskus Oy Oulun yliopisto
Ultralujat rakenne- ja kulutusteräkset - tärkeimmät ominaisuudet suunnittelulle CASR-Steelpolis verkostohanke (EAKR) Tekijät: Janne Lämsä, Henri Kiuru Raahen Seudun Teknologiakeskus Oy Oulun yliopisto
RAKENTEELLISEN JÄNNITYKSEN MÄÄRITTÄMINEN TEHOLLISEN LOVIJÄNNITYKSEN MALLISTA DETERMINATION OF HOT SPOT STRESS FROM ENS MODEL
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö RAKENTEELLISEN JÄNNITYKSEN MÄÄRITTÄMINEN TEHOLLISEN LOVIJÄNNITYKSEN MALLISTA DETERMINATION OF HOT SPOT
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö RAKENTEELLISEN JÄNNITYKSEN MÄÄRITTÄMINEN TEHOLLISEN LOVIJÄNNITYKSEN MALLISTA DETERMINATION OF HOT SPOT
6. Harkkomuottien kuormaus ja kiinnittäminen. Harkkomuottien kuormaus ja kiinnitys matalalaitaisiin avovaunuihin, joissa on puulattia
 6. Harkkomuottien kuormaus ja kiinnittäminen Harkkomuottien kuormaus ja kiinnitys matalalaitaisiin avovaunuihin, joissa on puulattia 6.1. Enintään 1,5 t:n painoiset harkkomuotit kuormataan matalalaitaiseen
6. Harkkomuottien kuormaus ja kiinnittäminen Harkkomuottien kuormaus ja kiinnitys matalalaitaisiin avovaunuihin, joissa on puulattia 6.1. Enintään 1,5 t:n painoiset harkkomuotit kuormataan matalalaitaiseen
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
Ultralujien terästen ominaisuuksien hyödyntäminen kone- ja teräsrakenteissa
 Ultralujien terästen ominaisuuksien hyödyntäminen kone- ja teräsrakenteissa CASR-Steelpolis verkostohanke (EAKR) Tekijä: Henri Kiuru Oulun yliopisto, Oulun Eteläisen instituutti Tulevaisuuden tuotantoteknologiat
Ultralujien terästen ominaisuuksien hyödyntäminen kone- ja teräsrakenteissa CASR-Steelpolis verkostohanke (EAKR) Tekijä: Henri Kiuru Oulun yliopisto, Oulun Eteläisen instituutti Tulevaisuuden tuotantoteknologiat
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö KAKSIPUOLEISEN PITKITTÄISEN RIVAN PORRASTUKSEN VAIKUTUS JÄNNITYSKONSENTRAATIOIHIN EFFECT OF TWO-SIDED
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö KAKSIPUOLEISEN PITKITTÄISEN RIVAN PORRASTUKSEN VAIKUTUS JÄNNITYSKONSENTRAATIOIHIN EFFECT OF TWO-SIDED
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Vahvistus. Takaylitys. Päätypalkki TÄRKEÄÄ! Jos kuorma-autossa ei ole keskiasennettua vetopalkkia, on asennettava päätypalkki.
 Päätypalkki TÄRKEÄÄ! Jos kuorma-autossa ei ole keskiasennettua vetopalkkia, on asennettava päätypalkki. Kuorma-auto, joka on varustettu puolittain tai täysin alle asennetulla vetopalkilla tai jossa ei
Päätypalkki TÄRKEÄÄ! Jos kuorma-autossa ei ole keskiasennettua vetopalkkia, on asennettava päätypalkki. Kuorma-auto, joka on varustettu puolittain tai täysin alle asennetulla vetopalkilla tai jossa ei
LUJUUSHYPOTEESIT, YLEISTÄ
 LUJUUSHYPOTEESIT, YLEISTÄ Lujuushypoteesin tarkoitus: Vastataan kysymykseen kestääkö materiaali tietyn yleisen jännitystilan ( x, y, z, τxy, τxz, τyz ) vaurioitumatta. Tyypillisiä materiaalivaurioita ovat
LUJUUSHYPOTEESIT, YLEISTÄ Lujuushypoteesin tarkoitus: Vastataan kysymykseen kestääkö materiaali tietyn yleisen jännitystilan ( x, y, z, τxy, τxz, τyz ) vaurioitumatta. Tyypillisiä materiaalivaurioita ovat
KJR-C1001 Statiikka ja dynamiikka. Luento Susanna Hurme
 KJR-C1001 Statiikka ja dynamiikka Luento 2.3.2016 Susanna Hurme äivän aihe: Staattisesti määrätyn rakenteen tukireaktiot (Kirjan luvut 5.7 ja 6.6) Osaamistavoitteet: Ymmärtää, mitä tarkoittaa staattisesti
KJR-C1001 Statiikka ja dynamiikka Luento 2.3.2016 Susanna Hurme äivän aihe: Staattisesti määrätyn rakenteen tukireaktiot (Kirjan luvut 5.7 ja 6.6) Osaamistavoitteet: Ymmärtää, mitä tarkoittaa staattisesti
ÄÄNEKKÄÄMMÄN KANTELEEN MALLINTAMINEN ELEMENTTIME- NETELMÄLLÄ
 ÄÄNEKKÄÄMMÄN KANTELEEN MALLINTAMINEN ELEMENTTIME- NETELMÄLLÄ Henna Tahvanainen 1, Jyrki Pölkki 2, Henri Penttinen 1, Vesa Välimäki 1 1 Signaalinkäsittelyn ja akustiikan laitos Aalto-yliopiston sähkötekniikan
ÄÄNEKKÄÄMMÄN KANTELEEN MALLINTAMINEN ELEMENTTIME- NETELMÄLLÄ Henna Tahvanainen 1, Jyrki Pölkki 2, Henri Penttinen 1, Vesa Välimäki 1 1 Signaalinkäsittelyn ja akustiikan laitos Aalto-yliopiston sähkötekniikan
PUUTAVARAPANKON VÄSYMISLUJUUDEN MÄÄRITYS DETERMINATION OF FATIGUE LIFE OF TIMBER BUNK
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari PUUTAVARAPANKON VÄSYMISLUJUUDEN MÄÄRITYS DETERMINATION OF FATIGUE LIFE OF
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari PUUTAVARAPANKON VÄSYMISLUJUUDEN MÄÄRITYS DETERMINATION OF FATIGUE LIFE OF
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ
 SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ") KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
Lumen teknisiä ominaisuuksia
 Lumen teknisiä ominaisuuksia Lumi syntyy ilmakehässä kun vesihöyrystä tiivistyneessä lämpötila laskee alle 0 C:n ja pilven sisällä on alijäähtynyttä vettä. Kun lämpötila on noin -5 C, vesihöyrystä, jäähiukkasista
Lumen teknisiä ominaisuuksia Lumi syntyy ilmakehässä kun vesihöyrystä tiivistyneessä lämpötila laskee alle 0 C:n ja pilven sisällä on alijäähtynyttä vettä. Kun lämpötila on noin -5 C, vesihöyrystä, jäähiukkasista
Teräsrakenteen palonsuojamaalauksen suunnittelu - kustannusten näkökulma
 Teräsrakenteen palonsuojamaalauksen suunnittelu - kustannusten näkökulma Teemu Tiainen Tampereen teknillinen yliopisto, Metallirakentamisen tutkimuskeskus Mukana tutkimuksissa myös Kristo Mela, Timo Jokinen
Teräsrakenteen palonsuojamaalauksen suunnittelu - kustannusten näkökulma Teemu Tiainen Tampereen teknillinen yliopisto, Metallirakentamisen tutkimuskeskus Mukana tutkimuksissa myös Kristo Mela, Timo Jokinen
Laskuharjoitus 7 Ratkaisut
 Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin 25.4. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 7 Ratkaisut 1. Kuvan
Vastaukset palautetaan yhtenä PDF-tiedostona MyCourses:iin 25.4. klo 14 mennessä. Mahdolliset asia- ja laskuvirheet ja voi ilmoittaa osoitteeseen serge.skorin@aalto.fi. Laskuharjoitus 7 Ratkaisut 1. Kuvan
Liite A : Kuvat. Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ]
![Liite A : Kuvat. Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ]](/thumbs/92/107838850.jpg "Liite A : Kuvat. Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ]") Liite A : Kuvat Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ] Kuva 2.1: Jännityksen vaihtelu ajan suhteen eri väsymistapauksissa. Kuvaajissa x-akselilla aika ja y-akselilla jännitys. Kuvien merkinnöissä
Liite A : Kuvat Kuva 1.1: Periaatekuva CLIC-kiihdyttimestä. [ 1 ] Kuva 2.1: Jännityksen vaihtelu ajan suhteen eri väsymistapauksissa. Kuvaajissa x-akselilla aika ja y-akselilla jännitys. Kuvien merkinnöissä