Suunnitteluohjeita tarkkuusvalukappaleelle
|
|
|
- Paavo Lahtinen
- 6 vuotta sitten
- Katselukertoja:
Transkriptio
 eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen")
1 Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella.
2 SFS-ISO 8062 Tarkkuusvalulla saavutettava yleismittatarkkuus Perusmitat (mm) Kokonaistoleranssi mm Toleranssiasteet CT ,2 0,3 0,4 0,5 0,7 1 1, ,2 0,3 0,4 0,5 0,8 1,1 1,6 2, ,2 0,3 0,4 0,6 0,8 1,2 1,7 2, ,2 0,3 0,5 0,6 0,9 1,3 1,8 2, ,3 0,4 0,5 0,7 1 1,4 2 2, ,3 0,4 0,6 0,8 1,1 1,6 2,2 3, ,3 0,4 0,5 0,9 1,2 1,8 2,5 3,6 4
3 Tiukennetut toleranssit SFS-ISO 8062 sovellettuna Sacotecille - voidaan käyttää vain muutamalle kappaleen toimintamitalle Perusmitta-alue (mm) Toleranssialue (mm) 0,08 0,20 0,20 0,30 0,30 0,45 0,45 0,65 0,65 0,90 0,90 1,50 1,50 2,40 5
4 Yleistoleranssit SFS-ISO 8062 sovellettuna Sacotecille - kaikille mitoille sarjasta toiseen Perusmitta-alue (mm) Toleranssialue (mm) 0,25 0,35 0,35 0,5 0,5 0,8 0,8 1,2 1,2 1,6 1,6 2,2 2,2 3,6 Mitat yli 160mm: Toleranssit sovittava erikseen :in kanssa 6
5 Yleiskulmatoleranssit 7
6 Pinnankarheus 8
7 Työvarat Työvarojen määrityksessä kannattaa ottaa huomioon mikä prosessi on valun jälkeen Hionnassa ohjetyövarat voivat olla liian suuria. Koneistukseen ohjetyövarat sopivat hyvin. Työvarojen suuruus vaihtelee myös käytettävissä olevien koneiden vuoksi Työvarojen määritys käy siis parhaiten, kun otat valimoon yhteyttä. Suurin nimellismitta > Työvara/pinta , , ,5 9

8 Reikien ja upotusten toteutus Tuurnan ulosveto Vältä Pieni luonnollinen viiste Vältä 10

9 Urien ja lovien toteutus s > b mahdollinen 11




10 Tekstien toteutus Teksti upotettu Mahdollinen Teksti koholla upotuksessa Vältettävä Kohoteksti 12
 Suotuisin seinämävahvuus on 3-20 mm, ohuin noin 1,2-1,5mm riippuen ohuen alueen laajuudesta ( ) Kutistuma huokoisia Kutistuma huokoisia ( )")
11 Perusohjeita muotoilusta Hellityksiä (päästöjä) ei yleensä tarvita ( ) Teräviä reunoja ja kulmia tulisi välttää Massan tasainen jakautuminen ehkäisee ( ) sisäisten virheiden syntymistä (kutistuma huokoiset) Suotuisin seinämävahvuus on 3-20 mm, ohuin noin 1,2-1,5mm riippuen ohuen alueen laajuudesta ( ) Kutistuma huokoisia Kutistuma huokoisia ( ) 13
12 Ei-suositeltava Pyöristykset 14
13 Ei-suositeltava Ei-suositeltava 15
14 TASOPINTOJEN SUORUUS, TASAISUUS, YHDENSUUNTAISUUS Ei-suositeltava KEVENNYKSIÄ 16
15 Nurkkien toteutus vältettävä mahdollinen suositeltava Ei-suositeltava Kuuma piste 17
16 Ei-suositeltava Syöttökohta 18

17 Ei-suositeltava Pitkän reiän jakaminen kahteen osaan 19
18 Sisäpuolisten reikien ja muotojen toteuttamistapoja Vaihtoehdot Tool insert tarkoittaa vahatyökalussa liikkuvaa tuurnaa, jolla muoto vahamalliin Soluble core tarkoittaa vesiliukoista keernaa, joka asetetaan vahatyökaluun ja liuotetaan pois vahamallivaiheessa Ceramic core tarkoittaa keraamista keernaa, joka asetetaan vahatyökaluun ja poistetaan valetusta teräskappaleesta A Hole Tool insert Soluble core Ceramic Core C B D A B C D Lisäksi on mahdollista käyttää monivahatekniikka E E F G F G 20


19 Teräväsärmäisten muotojen toteuttamistapoja Terävien särmien muotoja TAVOITE MUOTO TYLPÄTTY SÄRMÄ PYÖRISTETTY SÄRMÄ Valamisen jälkeen särmässä noin R0.3mm säde Terävyyden saavuttaminen vaatii aina työstämisen Hionta vain toiselta puolelta särmää - terävä särmä ei ole viivasuora vaan siinä koloja Hionta molemmin puolin särmää - terävä särmä virheetön ilman koloja TYÖVARA PALKO 21


20 Ei-suositeltava 22
21 Lastunkatkaisu-urat KONEISTETTAVAT PINNAT 23


22 Vaikeiden sisäpuolisten muotojen valmistaminen monivahatekniikalla Vahamalli tehdään kahdesta tai useammasta vahamalliosasta Vaikeiden sisäpuolisten muotojen toteuttaminen Vahamalli on mahdollista valmistaa ilman vesiliukoista tai keeraamista keernaa Säästöä vahanpuristustyökalun valmistuskustannuksissa 24
23 CASE RFQ Tässä ja seuraavassa diassa on kuvattu yksi kuvitteellinen tapaus Asiakas halusi ohessa olevan piirustuksen tuotteesta tarjouksen Edellä kuvattuja periaatteita käyttäen suunnittelimme konstruktion uudelleen tarkkuusvalulle sopivaksi (seuraava dia) 25

24 Tarjouspyyntö Tarkkuusvalu Valettavuutta/toimivuutta parantavina muutoksina: Neliöreikäkevennykset Pyöristykset Massakeskittymien pienentäminen Pitkien reikien lyhennys / aukotus 26
25 27
26 28
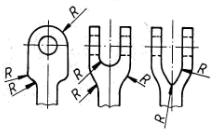
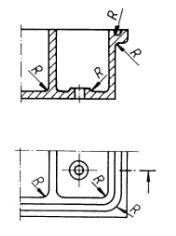
12. Erilaiset liitoskohdat ja risteykset
 12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus
 Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Sacotec Day verkkokoulutus. HINTAKOMPONENTIT ja TARJOUSPYYNTÖ,
 Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Standardin ISO 8062 mittatoleranssijärjestelmä
 Valutoleranssilla tarkoitetaan yhteisesti sovittua aluetta, jonka sisälle kappaleiden mittamuutokset mahtuvat. Toleranssit jaotellaan yleensä useaan ryhmään, jossa pienimmissä toleranssiryhmissä hyväksytyt
Valutoleranssilla tarkoitetaan yhteisesti sovittua aluetta, jonka sisälle kappaleiden mittamuutokset mahtuvat. Toleranssit jaotellaan yleensä useaan ryhmään, jossa pienimmissä toleranssiryhmissä hyväksytyt
TARKKUUSVALUCASE - LUKKO VALUNKÄYTÖN SEMINAARI TAMPERE ISMO TUOMINEN
 TARKKUUSVALUCASE - LUKKO VALUNKÄYTÖN SEMINAARI 5.4.2018 TAMPERE ISMO TUOMINEN 1 Mitä teemme Sacotecissa? TARKKUUSVALU REPLICAST 3D PROTOTYYPIT 2 Lukon tausta Junavaunu 1961 1964-1986 Suunniteltu Saksassa
TARKKUUSVALUCASE - LUKKO VALUNKÄYTÖN SEMINAARI 5.4.2018 TAMPERE ISMO TUOMINEN 1 Mitä teemme Sacotecissa? TARKKUUSVALU REPLICAST 3D PROTOTYYPIT 2 Lukon tausta Junavaunu 1961 1964-1986 Suunniteltu Saksassa
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus
 Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
7. Valukappaleiden suunnittelu keernojen käytön kannalta
 7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
Monilla valukappaleilla on luonnollinen päästö, toisin sanoen kappaleen oma muoto muodostaa päästön.
 8. Päästö (hellitys) Pekka Niemi Tampereen ammattiopisto Päästöllä eli hellityksellä tarkoitetaan kaltevuutta, joka mallin pinnoilla tulee olla, jotta ne voitaisiin irrottaa muotista sitä vahingoittamatta.
8. Päästö (hellitys) Pekka Niemi Tampereen ammattiopisto Päästöllä eli hellityksellä tarkoitetaan kaltevuutta, joka mallin pinnoilla tulee olla, jotta ne voitaisiin irrottaa muotista sitä vahingoittamatta.
Päästöjen analysointi ja piirteiden korjaaminen 3
 Päästöjen analysointi ja piirteiden korjaaminen 3 Tampere University of Technology Tuula Höök Ota kappale start_repair_3_1.sldprt. Kappale on kupin muotoinen ja siinä on sivulla vastapäästöllinen muoto.
Päästöjen analysointi ja piirteiden korjaaminen 3 Tampere University of Technology Tuula Höök Ota kappale start_repair_3_1.sldprt. Kappale on kupin muotoinen ja siinä on sivulla vastapäästöllinen muoto.
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_1, fin_basic_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_1, fin_basic_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota
Tilavuusmallinnus 2, pursotuksin ja pursotetuin leikkauspinnoin muotoiltuja kappaleita
 Tilavuusmallinnus 2, pursotuksin ja pursotetuin leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja
Tilavuusmallinnus 2, pursotuksin ja pursotetuin leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja
Perusteet 4, tilavuusmallinnus
 Perusteet 4, tilavuusmallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 4, tilavuusmallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
3. Valukappaleiden suunnittelu kaavauksen kannalta
 3. Valukappaleiden suunnittelu kaavauksen kannalta Pekka Niemi Tampereen ammattiopisto 3.1 Käsitteet jakopinta ja jakoviiva Kahden muotinosan välistä kosketuspintaa nimitetään jakopinnaksi. Jakopintaa
3. Valukappaleiden suunnittelu kaavauksen kannalta Pekka Niemi Tampereen ammattiopisto 3.1 Käsitteet jakopinta ja jakoviiva Kahden muotinosan välistä kosketuspintaa nimitetään jakopinnaksi. Jakopintaa
30 Opetussuunnitelma OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. suorittaja osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä koneistamalla piirustusten mukaisia koneenosia eri työstötavoilla (sorvaus, jyrsintä, poraus). Työtä tehdään
Hyväksymismerkinnät 1 (5) Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä koneistamalla piirustusten mukaisia koneenosia eri työstötavoilla (sorvaus, jyrsintä, poraus). Työtä tehdään
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Valetun koneenosan 3D CAD suunnittelun perusteet
 Valetun koneenosan 3D CAD suunnittelun perusteet Tuula Höök Tampereen teknillinen yliopisto Valetun koneenosan suunnittelutiedostot (3D CAD mallit) rakentuvat kolmelle tasolle. Tasot ovat 1.) kappaleen
Valetun koneenosan 3D CAD suunnittelun perusteet Tuula Höök Tampereen teknillinen yliopisto Valetun koneenosan suunnittelutiedostot (3D CAD mallit) rakentuvat kolmelle tasolle. Tasot ovat 1.) kappaleen
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
23. Yleistä valumalleista
 23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
Perusteet 2, keernallisia kappaleita
 Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto
 Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm. Tehtävänäsi on suunnitella kansi alueille, jotka on
Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm. Tehtävänäsi on suunnitella kansi alueille, jotka on
Painevalut 1. Teoriatausta Knit. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_1.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Painevalut 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus diecasting_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen ruisku tai painevalukappale,
Painevalut 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus diecasting_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen ruisku tai painevalukappale,
http://www.valuatlas.net ValuAtlas Kestomuottivalujen suunnittelu Seija Meskanen, Tuula Höök
 Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
Valukappaleiden geometrinen tuotemäärittely. Standardi SFS EN ISO 8062 osat 1 ja 3. CEN ISO/TS 8062 2. Tuula Höök, Valimoinstituutti
 Valukappaleiden geometrinen tuotemäärittely. Standardi SFS EN ISO 8062 osat 1 ja 3. CEN ISO/TS 8062 2. Tuula Höök, Valimoinstituutti Johdanto Hiekkavalukappaleet poikkeavat useimmissa tapauksessa suunnitteludokumentaatiossa
Valukappaleiden geometrinen tuotemäärittely. Standardi SFS EN ISO 8062 osat 1 ja 3. CEN ISO/TS 8062 2. Tuula Höök, Valimoinstituutti Johdanto Hiekkavalukappaleet poikkeavat useimmissa tapauksessa suunnitteludokumentaatiossa
URN: NBN:fi-fe19991228
 URN: NBN:fi-fe19991228 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62
URN: NBN:fi-fe19991228 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62
Jakolinja. ValuAtlas & CAE DS 2007 Ruisku ja painevalukappaleen suunnittelu. Tuula Höök Tampereen teknillinen yliopisto
 Jakolinja Tuula Höök Tampereen teknillinen yliopisto Jakolinja (parting line) on nurkkakohta, jossa valettavassa kappaleessa olevat hellitykset eli päästöt (draft angles) vaihtavat suuntaa (Katso kuva
Jakolinja Tuula Höök Tampereen teknillinen yliopisto Jakolinja (parting line) on nurkkakohta, jossa valettavassa kappaleessa olevat hellitykset eli päästöt (draft angles) vaihtavat suuntaa (Katso kuva
kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto
 Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm tai sitä vastaava neutraalimuotoinen tiedosto. Tehtävänäsi
Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm tai sitä vastaava neutraalimuotoinen tiedosto. Tehtävänäsi
Periaatteet. ValuAtlas Muotin valmistus Tuula Höök. Tuula Höök Tampereen teknillinen yliopisto
 Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön
Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön
Korkki 1 CAD työkalut joka on myös kauniisti muotoiltu harjoituksessa cap_1_2.sldprt Tilavuusmallinnus Pintamallinnus (vapaaehtoinen) Teoriatausta
 Teoriatausta") Korkki 1 Tuula Höök Tampereen teknillinen yliopisto Ota piirustus cap_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna niiden perusteella teknisesti oikein muotoiltu ruiskuvalukappale, joka
Korkki 1 Tuula Höök Tampereen teknillinen yliopisto Ota piirustus cap_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna niiden perusteella teknisesti oikein muotoiltu ruiskuvalukappale, joka
Luennon tavoite on antaa vinkkejä opintojakson harjoitustyön osakokoonpanojen ja koneenosien valmistusystävällisestä mallinnuksesta
 TkT Harri Eskelinen Luennon tavoite on antaa vinkkejä opintojakson harjoitustyön osakokoonpanojen ja koneenosien valmistusystävällisestä mallinnuksesta KOKOON- PANOJA JYRSITTYJÄ OSIA JA PINTOJA SORVATTUJA
TkT Harri Eskelinen Luennon tavoite on antaa vinkkejä opintojakson harjoitustyön osakokoonpanojen ja koneenosien valmistusystävällisestä mallinnuksesta KOKOON- PANOJA JYRSITTYJÄ OSIA JA PINTOJA SORVATTUJA
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_2.pdf, sama piirustus kuin harjoituksessa basic_1_2. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_2.pdf, sama piirustus kuin harjoituksessa basic_1_2. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Alumiini valukappaleen suunnitteluprosessi Suunnittelun suuntaviivoja. Avoin yhteistyö mahdollisimman aikaisessa vaiheessa!!! Työkalun valmistus
 Alumiini valukappaleen suunnitteluprosessi Suunnittelun suuntaviivoja. Avoin yhteistyö mahdollisimman aikaisessa vaiheessa!!! Valimo Olennaiset valutekniikkaan, tuotelaatuun, työkalun kestävyyteen, valun
Alumiini valukappaleen suunnitteluprosessi Suunnittelun suuntaviivoja. Avoin yhteistyö mahdollisimman aikaisessa vaiheessa!!! Valimo Olennaiset valutekniikkaan, tuotelaatuun, työkalun kestävyyteen, valun
Keskeiset aihepiirit
 TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_3.pdf, sama piirustus kuin harjoituksessa basic_1_3. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_3.pdf, sama piirustus kuin harjoituksessa basic_1_3. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök, Juho Taipale Tampereen Teknillinen Yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök, Juho Taipale Tampereen Teknillinen Yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti
Tapani Honkavaara VALUTUOTTEIDEN SUUNNITTELU-
 Tapani Honkavaara VALUTUOTTEIDEN SUUNNITTELU- Tämä sivu on tarkoituksella jätetty tyhjäksi Tämäkin sivu on tarkoituksella jätetty tyhjäksi. 3 Tämä opas on syntynyt diplomityön lopputuloksena. Diplomityön
Tapani Honkavaara VALUTUOTTEIDEN SUUNNITTELU- Tämä sivu on tarkoituksella jätetty tyhjäksi Tämäkin sivu on tarkoituksella jätetty tyhjäksi. 3 Tämä opas on syntynyt diplomityön lopputuloksena. Diplomityön
Painevalut 3. Teoriatausta Revolved Pattern. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_3_1.sldprt
 Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
Liikkuva keerna. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa
 Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.catpart. Tehtävänä on muokata kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.catpart. Tehtävänä on muokata kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla
 Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö,
Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö,
Valun laatutason määrittely. Markku Eljaala
 Valun laatutason määrittely Markku Eljaala 1 Valamisen plussat ensin 2 Periaatteessa kaikkia metalleja voidaan valmistaa valamalla - Saatavien ominaisuuksien (seosten) kirjo on valtava - Osa metalleista
Valun laatutason määrittely Markku Eljaala 1 Valamisen plussat ensin 2 Periaatteessa kaikkia metalleja voidaan valmistaa valamalla - Saatavien ominaisuuksien (seosten) kirjo on valtava - Osa metalleista
www.alteams.com Global partner local commitment
 www.alteams.com Global partner local commitment yleinen käsitys ja ehkäpä osittainen totuuskin Miksi kallis, miksi pitkä toimitusaika? Pitääkö olla näin? Hinta on suhteellista, toimitusaika ei Mitä olisi
www.alteams.com Global partner local commitment yleinen käsitys ja ehkäpä osittainen totuuskin Miksi kallis, miksi pitkä toimitusaika? Pitääkö olla näin? Hinta on suhteellista, toimitusaika ei Mitä olisi
seinämänpaksuus Teoriatausta Mallinnuksen vaiheet CAD työkalut harjoituksessa Tasainen seinämänpaksuus
 Tasainen seinämänpaksuus Tuula Höök Tampereen teknillinen yliopisto Ota aloitustiedosto start_univwall_x.sldprt. Avaa tiedosto ja tarkastele kappaleessa olevia seinämänpaksuuksia. Kappaleessa on liian
Tasainen seinämänpaksuus Tuula Höök Tampereen teknillinen yliopisto Ota aloitustiedosto start_univwall_x.sldprt. Avaa tiedosto ja tarkastele kappaleessa olevia seinämänpaksuuksia. Kappaleessa on liian
Perusteet 2, keernallisia kappaleita
 Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
Pyöröviilat ja kärkiupottimet... 2
 Pyöröviilat ja kärkiupottimet... 2 - T ALU/RISTIKKÄIS LIERIÖ ETULEIKKUU... 2 - T RISTIKKÄIS LIERIÖ IP-PAKKAUS... 3 - T ALU/RISTIKKÄIS OVAALI... 4 - T ALU/RISTIKKÄIS PALLO... 5 - T ALU/RISTIKKÄIS PYÖRISTETTY
Pyöröviilat ja kärkiupottimet... 2 - T ALU/RISTIKKÄIS LIERIÖ ETULEIKKUU... 2 - T RISTIKKÄIS LIERIÖ IP-PAKKAUS... 3 - T ALU/RISTIKKÄIS OVAALI... 4 - T ALU/RISTIKKÄIS PALLO... 5 - T ALU/RISTIKKÄIS PYÖRISTETTY
Perusteet 5, pintamallinnus
 Perusteet 5, pintamallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf (Sama piirustus kuin harjoituksessa basic_4). Käytä piirustuksessa annettuja mittoja ja
Perusteet 5, pintamallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf (Sama piirustus kuin harjoituksessa basic_4). Käytä piirustuksessa annettuja mittoja ja
Valukappaleen hankinta
 Valukappaleen hankinta Juhani Orkas, Teknillinen korkeakoulu Tuula Höök, Valimoinstituutti Valukappaleiden hankinta tapahtuu periaatteessa samanlaisella menettelyllä kuin muukin teollisuustuotteiden hankinta.
Valukappaleen hankinta Juhani Orkas, Teknillinen korkeakoulu Tuula Höök, Valimoinstituutti Valukappaleiden hankinta tapahtuu periaatteessa samanlaisella menettelyllä kuin muukin teollisuustuotteiden hankinta.
Tilavuusmallinnus 3, Shaft, Rib ja Multi sections Solid työkaluin mallinnettuja kappaleita
 Tilavuusmallinnus 3, Shaft, Rib ja Multi sections Solid työkaluin mallinnettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_3_x.pdf. Käytä piirustuksessa annettuja mittoja
Tilavuusmallinnus 3, Shaft, Rib ja Multi sections Solid työkaluin mallinnettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_3_x.pdf. Käytä piirustuksessa annettuja mittoja
OSA A. MITTATOLERANSSIT
 BK50A0200 TEKNINEN PIIRUSTUS II HARJOITUKSET / KEVÄT 2015/ viikko 11 / TOLERANSSIT Pj/Varapj: Tulosta tehtäväpaperi ja palauta tehtävien ratkaisut luennoitsijalle oman harjoitusajan loppuun mennessä. RYHMÄN
BK50A0200 TEKNINEN PIIRUSTUS II HARJOITUKSET / KEVÄT 2015/ viikko 11 / TOLERANSSIT Pj/Varapj: Tulosta tehtäväpaperi ja palauta tehtävien ratkaisut luennoitsijalle oman harjoitusajan loppuun mennessä. RYHMÄN
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET
 KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
2 Materiaalitekniikka. 6 CNC- tekniikan perusteet
 KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Rei itys kuumasinkittäviin kappaleisiin
 Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Perusteet 5, pintamallinnus
 Perusteet 5, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf, sama piirustus kuin harjoituksessa basic_4. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 5, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf, sama piirustus kuin harjoituksessa basic_4. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Betonilattiat 2014 by 45 / BLY 7
 S I S Ä L L Y S L U E T T E L O OSA 1 YLEISTÄ... 9 1.1 SOVELTAMISALA... 9 1.2 BETONILATTIOIDEN PERUSTYYPIT... 10 1.2.1 Maanvarainen lattia... 10 1.2.2 Paalulaatta... 11 1.2.3 Pintabetonilattia... 11 1.2.3.1
S I S Ä L L Y S L U E T T E L O OSA 1 YLEISTÄ... 9 1.1 SOVELTAMISALA... 9 1.2 BETONILATTIOIDEN PERUSTYYPIT... 10 1.2.1 Maanvarainen lattia... 10 1.2.2 Paalulaatta... 11 1.2.3 Pintabetonilattia... 11 1.2.3.1
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Uudet tuotteet
 Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
VALUNSUUNNITTELUN PARHAAT KÄYTÄNNÖT
 VALUNSUUNNITTELUN PARHAAT KÄYTÄNNÖT 4.4.2018 1 Peiron Oy Markku Eljaala 5.4.2018 Valunkäytöstä yleensä Suomalaiset yritykset käyttävät valua ainakin miljardilla vuosittain globaalisti Todennäköisesti enemmän
VALUNSUUNNITTELUN PARHAAT KÄYTÄNNÖT 4.4.2018 1 Peiron Oy Markku Eljaala 5.4.2018 Valunkäytöstä yleensä Suomalaiset yritykset käyttävät valua ainakin miljardilla vuosittain globaalisti Todennäköisesti enemmän
Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa Vinotapilla liikutettava
 Vinotapilla liikutettava luisti Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Muotin standardiosat Ulostyöntö ja vastapäästöjä muovaavat laitteet CAD työkalut harjoituksessa
Vinotapilla liikutettava luisti Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Muotin standardiosat Ulostyöntö ja vastapäästöjä muovaavat laitteet CAD työkalut harjoituksessa
Tilavuusmallinnus 2, pursotuksin ja leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto
 Tilavuusmallinnus 2, pursotuksin ja leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Tilavuusmallinnus 2, pursotuksin ja leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Tilavuusmallinnus 1, pursotettuja kappaleita
 Tilavuusmallinnus 1, pursotettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Tilavuusmallinnus 1, pursotettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
( ) B-B 142 `0,3 28-0,2. 36 Ra1.6. 2x45. 1x45. 2x45. Keskiöporaus sallitaan. 0,5x0,5. Ra3.2. Ra1.6. Koneistusnäyttö Aihio: D50x145 S355
 B-B 142 `0,3 28-0,2. 36 Ra1.6. 2x45. 1x45. 2x45. Keskiöporaus sallitaan. 0,5x0,5. Ra3.2. Ra1.6. Koneistusnäyttö Aihio: D50x145 S355") 142 `0,3 50 80 M 40 x2 A 20 Ø35 5 n50-0,1 40-0,3 Ø 26-0,05 +0 Ø B + 0,3 55-0 36 Ra1.6 6 2x45 B +0 28-0,2 1x45 0,5x0,5 2x45 b 0,1 A Keskiöporaus sallitaan B-B Ra3.2 Ra1.6 ( ) 3 Designed by Checked by Approved
142 `0,3 50 80 M 40 x2 A 20 Ø35 5 n50-0,1 40-0,3 Ø 26-0,05 +0 Ø B + 0,3 55-0 36 Ra1.6 6 2x45 B +0 28-0,2 1x45 0,5x0,5 2x45 b 0,1 A Keskiöporaus sallitaan B-B Ra3.2 Ra1.6 ( ) 3 Designed by Checked by Approved
Tilavuusmallinnus 1, pursotettuja kappaleita
 Tilavuusmallinnus 1, pursotettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Tilavuusmallinnus 1, pursotettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Tilavuusmallinnus 3, pyöräytettyjä,sweepattuja ja loftattuja kappaleita
 Tilavuusmallinnus 3, pyöräytettyjä,sweepattuja ja loftattuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Tapani Honkavaara Teknillinen korkeakoulu Ota piirustus solids_3_x.pdf. Käytä piirustuksessa
Tilavuusmallinnus 3, pyöräytettyjä,sweepattuja ja loftattuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Tapani Honkavaara Teknillinen korkeakoulu Ota piirustus solids_3_x.pdf. Käytä piirustuksessa
a) ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla
 ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla") Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Jakotaso 1. Teoriatausta. Työvaiheet. CAD työkalut harjoituksessa parting_1_1.catpart. CAE DS Muotinsuunnitteluharjoitukset
 Jakotaso 1 Technical University of Gabrovo JuhoTaipale Tampere University of Technology Tuula Höök Teoriatausta Muotin perusrakenne Jakolinja Päästöt ja vastapäästöt CAD työkalut harjoituksessa parting_1_1.catpart
Jakotaso 1 Technical University of Gabrovo JuhoTaipale Tampere University of Technology Tuula Höök Teoriatausta Muotin perusrakenne Jakolinja Päästöt ja vastapäästöt CAD työkalut harjoituksessa parting_1_1.catpart
Liikkuva keerna. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa Liikkuva keerna
 Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.sldprt. Tehtävänäsi on hellittää kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.sldprt. Tehtävänäsi on hellittää kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
OFIX. Lukitusholkit. Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177. Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344
 OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
esteittä valumaan kappaleiden ja putkien sisään eikä ilmalukkoja pääse syntymään.
 1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
Tasainen seinämänpaksuus 1
 Tasainen seinämänpaksuus 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_univwall_1.sldprt. Avaa malli ja tarkastele sitä seinämänpaksuuden näkökulmasta. Kappale on yksinkertainen suorakulmainen
Tasainen seinämänpaksuus 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_univwall_1.sldprt. Avaa malli ja tarkastele sitä seinämänpaksuuden näkökulmasta. Kappale on yksinkertainen suorakulmainen
TEHTÄVÄ 1 MAKSIMIPISTEET 5
 PARTIOTAITOJEN SUOMENMESTARUUSKILPAILUT 8.-9.3.2003 SARJA Sininen L Koulu TEHTÄVÄ 1 MAKSIMIPISTEET 5 AIKA- JA TAITOTEHTÄVÄ KÄTEVYYS Aika alkoi lähtömerkistä. Aikaa tehtävän suorittamiseen on 50 minuuttia.
PARTIOTAITOJEN SUOMENMESTARUUSKILPAILUT 8.-9.3.2003 SARJA Sininen L Koulu TEHTÄVÄ 1 MAKSIMIPISTEET 5 AIKA- JA TAITOTEHTÄVÄ KÄTEVYYS Aika alkoi lähtömerkistä. Aikaa tehtävän suorittamiseen on 50 minuuttia.
3. VÄLJENTIMET, KALVAIMET 181-209
 Sisällysluettelo 3. VÄLJENTIMET, KALVAIMET 181-209 Väljentimet...182-183 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Konekalvaimet...184-193 DIN 212 Lieriövarsi...184-187 DIN 208 Kartiovarsi...
Sisällysluettelo 3. VÄLJENTIMET, KALVAIMET 181-209 Väljentimet...182-183 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Konekalvaimet...184-193 DIN 212 Lieriövarsi...184-187 DIN 208 Kartiovarsi...
Painevalukappaleen mittatarkkuus ja toleranssit 1
 Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuu seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuu seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
26. Valumallin valmistuksessa huomioon otettavia seikkoja
 26. Valumallin valmistuksessa huomioon otettavia seikkoja Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kutistuminen Kuten aikaisemmin todettiin, valukappaleen jähmettyessä sulasta kiinteäksi tapahtuu
26. Valumallin valmistuksessa huomioon otettavia seikkoja Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kutistuminen Kuten aikaisemmin todettiin, valukappaleen jähmettyessä sulasta kiinteäksi tapahtuu
ASENNUSOHJE SISÄPUOLINEN PARVEKEVEDENPOISTO
 VESISET Plus + ASENNUSOHJE SISÄPUOLINEN PARVEKEVEDENPOISTO 50/ 75/ 100 mm SANEERAUS Kaivon asennus laattaan s.2 Kaivon asennustuurna s.3 Muhvin ja putken asennus s.4 Ylin kerros ja mutkat s.6 Seinäkiinnikkeet
VESISET Plus + ASENNUSOHJE SISÄPUOLINEN PARVEKEVEDENPOISTO 50/ 75/ 100 mm SANEERAUS Kaivon asennus laattaan s.2 Kaivon asennustuurna s.3 Muhvin ja putken asennus s.4 Ylin kerros ja mutkat s.6 Seinäkiinnikkeet
Hiekkavalukappaleen konstruktion mukauttaminen
 Hiekkavalukappaleen konstruktion mukauttaminen Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Hiekkavalu on painovoimainen valumenetelmä. Muottihiekka on eristävää
Hiekkavalukappaleen konstruktion mukauttaminen Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Hiekkavalu on painovoimainen valumenetelmä. Muottihiekka on eristävää
Perusteet 3, kotelomaisia kappaleita
 Perusteet 3, kotelomaisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_3_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) valmiiksi koneistetun
Perusteet 3, kotelomaisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_3_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) valmiiksi koneistetun
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Alumiini Genelecin tuotteissa. Alumiinipäivät Jaakko Nisula Team Leader, Mechanical Engineering
 Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
Valukappaleiden geometrinen tuotemäärittely. Standardi SFS-EN ISO 8062 osat 1 ja 3. CEN ISO/TS
 Valukappaleiden geometrinen tuotemäärittely. Standardi SFS-EN ISO 8062 osat 1 ja 3. CEN ISO/TS 8062-2. Tuula Höök, Valimoinstituutti Johdanto Hiekkavalukappaleet poikkeavat aina jonkin verran suunnitteludokumentaatiossa
Valukappaleiden geometrinen tuotemäärittely. Standardi SFS-EN ISO 8062 osat 1 ja 3. CEN ISO/TS 8062-2. Tuula Höök, Valimoinstituutti Johdanto Hiekkavalukappaleet poikkeavat aina jonkin verran suunnitteludokumentaatiossa
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf, sama piirustus kuin harjoituksessa basic_3_1. Käytä piirustuksessa annettuja mittoja
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf, sama piirustus kuin harjoituksessa basic_3_1. Käytä piirustuksessa annettuja mittoja
Pintamallinnus 1: Pursotettuja pintoja
 Tampereen ammattiopisto - CAD perusharjoitukset - Tuula Höök Pintamallinnus 1: Pursotettuja pintoja Harjoitusten yleisohje Tutki mallinnettavan kappaleen mittapiirrosta. Valitse mittapiirroksen alla olevasta
Tampereen ammattiopisto - CAD perusharjoitukset - Tuula Höök Pintamallinnus 1: Pursotettuja pintoja Harjoitusten yleisohje Tutki mallinnettavan kappaleen mittapiirrosta. Valitse mittapiirroksen alla olevasta
P U T K I PA L K I T H O L L OW SECTIONS
 NELIÖN MUOTOISET MITTAMERKINNÄT M = Paino W p = Plastinen taivutusvastus Poikkileikkausarvot on laskettu käyt- A = Poikkileikkauksen pinta-ala i = Jäyhyyssäde täen nimellismittoja H, B ja T sekä Au = Ulkopinta-ala
NELIÖN MUOTOISET MITTAMERKINNÄT M = Paino W p = Plastinen taivutusvastus Poikkileikkausarvot on laskettu käyt- A = Poikkileikkauksen pinta-ala i = Jäyhyyssäde täen nimellismittoja H, B ja T sekä Au = Ulkopinta-ala
Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö, kulmapyöristys, jakopinta ja vastapäästö.
 Jakopinta perusteet JuhoTaipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö, kulmapyöristys, jakopinta ja vastapäästö.
Jakopinta perusteet JuhoTaipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö, kulmapyöristys, jakopinta ja vastapäästö.
ERITTÄIN MONIPUOLINEN
 Monitoimityökalut BTM50 BTM40 TM3000 ERITTÄIN MONIPUOLINEN Laaja valikoima lisävarusteita eri käyttötarkoituksiin Oskilloiva monitoimityökalu BTM50 BTM40 Yhteensopiva kaikkien OIS (Oscillating Interface
Monitoimityökalut BTM50 BTM40 TM3000 ERITTÄIN MONIPUOLINEN Laaja valikoima lisävarusteita eri käyttötarkoituksiin Oskilloiva monitoimityökalu BTM50 BTM40 Yhteensopiva kaikkien OIS (Oscillating Interface
Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa. Ruiskuvalumuotin kanavisto 2
 Ruiskuvalumuotin kanavisto 2 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
Ruiskuvalumuotin kanavisto 2 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
PERUSKOULUN MATEMATIIKKAKILPAILU LOPPUKILPAILU PERJANTAINA
 PERUSKOULUN MATEMATIIKKAKILPAILU LOPPUKILPAILU PERJANTAINA 4..005 OSA 1 Laskuaika 30 min Pistemäärä 0 pistettä 1. Mikä on lukujonon seuraava jäsen? Minkä säännön mukaan lukujono muodostuu? 1 4 5 1 1 1
PERUSKOULUN MATEMATIIKKAKILPAILU LOPPUKILPAILU PERJANTAINA 4..005 OSA 1 Laskuaika 30 min Pistemäärä 0 pistettä 1. Mikä on lukujonon seuraava jäsen? Minkä säännön mukaan lukujono muodostuu? 1 4 5 1 1 1
Johdanto Tuotteesta Kurssit
 Johdanto Ryhmämme tehtävänä oli suunnitella ja valmistaa vaateripustimen keskiosa, joka sopisi muiden ryhmien suunnittelemiin osiin koska joka ryhmällä oli oma osansa suunniteltavana, lähtökohdat antoivat
Johdanto Ryhmämme tehtävänä oli suunnitella ja valmistaa vaateripustimen keskiosa, joka sopisi muiden ryhmien suunnittelemiin osiin koska joka ryhmällä oli oma osansa suunniteltavana, lähtökohdat antoivat
Mittajärjestelmät ja mittasuositukset.
 Mittajärjestelmät ja mittasuositukset. Hannu Hirsi Johdanto: Mittajärjestelmien tarkoitus: Helpottaa eri toimijoiden järjestelmien ja osien yhteensovittamista : suunnittelua, valmistusta, asentamista,
Mittajärjestelmät ja mittasuositukset. Hannu Hirsi Johdanto: Mittajärjestelmien tarkoitus: Helpottaa eri toimijoiden järjestelmien ja osien yhteensovittamista : suunnittelua, valmistusta, asentamista,
18. Muotin täyttöjärjestelmä
 18. Muotin täyttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kanavistoa, jota pitkin sula metalli virtaa muottionteloon, kutsutaan muotin täyttöjärjestelmäksi. Täyttämisen ohella sillä
18. Muotin täyttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kanavistoa, jota pitkin sula metalli virtaa muottionteloon, kutsutaan muotin täyttöjärjestelmäksi. Täyttämisen ohella sillä
Painevalukappaleen mittatarkkuus ja toleranssit
 Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuvat seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuvat seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Mallinnusta pinnoilla 1
 Mallinnusta pinnoilla 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus surfaces_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen painevalutai
Mallinnusta pinnoilla 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus surfaces_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen painevalutai
Rakenteiden muotoilu kuumasinkityksen kannalta
 1 (9) 18.6.2013 Rakenteiden muotoilu kuumasinkityksen kannalta Rakenteiden muotoilussa kuumasinkitystä varten pätevät suurelta osin samat säännöt, jotka koskevat hyvää rakenne-, pintakäsittely- ja hitsauskäytäntöä
1 (9) 18.6.2013 Rakenteiden muotoilu kuumasinkityksen kannalta Rakenteiden muotoilussa kuumasinkitystä varten pätevät suurelta osin samat säännöt, jotka koskevat hyvää rakenne-, pintakäsittely- ja hitsauskäytäntöä
PUULIITOSTEN TAITAJAKSI VOPIN VERSTAALLA VOPISSA ONNISTUT LÄHES AINA
 PUULIITOSTEN TAITAJAKSI VOPIN VERSTAALLA VOPISSA ONNISTUT LÄHES AINA 2018 Kari Koski PUUSEPÄN LIITOKSIA Ks. esim. http://www.puuproffa.fi/puuproffa_2012/7/puusepanliitokset/puusepan-liitokset KÄSITYÖVÄLINEILLÄ
PUULIITOSTEN TAITAJAKSI VOPIN VERSTAALLA VOPISSA ONNISTUT LÄHES AINA 2018 Kari Koski PUUSEPÄN LIITOKSIA Ks. esim. http://www.puuproffa.fi/puuproffa_2012/7/puusepanliitokset/puusepan-liitokset KÄSITYÖVÄLINEILLÄ
10. Muotin viimeistely
 10. Muotin viimeistely Pekka Niemi Tampereen ammattiopisto 10.1 Epäpuhtauksien poisto Muotinpuoliskojen valmistuksen jälkeen muotti viimeistellään. Muottiontelosta puhdistetaan kaikki epäpuhtaudet, kuten
10. Muotin viimeistely Pekka Niemi Tampereen ammattiopisto 10.1 Epäpuhtauksien poisto Muotinpuoliskojen valmistuksen jälkeen muotti viimeistellään. Muottiontelosta puhdistetaan kaikki epäpuhtaudet, kuten
Objective Marking. Taitaja 2014 Lahti. Skill Number 603 Skill Koneistus Competition Day 1. Competitor Name
 Objective ing Skill Number 603 Skill Koneistus Competition Day 1 Sub Criterion CNC-SORVAUS1 / KARTIO PÄÄTY A / 3,5 h Sub Criterion A1 ing Scheme Lock 28-03-2014 14:25:38 Entry Lock 08-04-2014 18:21:18
Objective ing Skill Number 603 Skill Koneistus Competition Day 1 Sub Criterion CNC-SORVAUS1 / KARTIO PÄÄTY A / 3,5 h Sub Criterion A1 ing Scheme Lock 28-03-2014 14:25:38 Entry Lock 08-04-2014 18:21:18
Mark Summary. Taitaja2015. Skill Number 404 Skill Maalaus ja tapetointi. Competitor Name
 Summary Skill Number 404 Skill Maalaus ja tapetointi ing Scheme Lock 16-04-2015 09:53:10 Final Lock 07-05-2015 14:14:58 Criterion Criterion Description s Day 1 Day 2 Day 3 Day 4 Total Award A B C D E F
Summary Skill Number 404 Skill Maalaus ja tapetointi ing Scheme Lock 16-04-2015 09:53:10 Final Lock 07-05-2015 14:14:58 Criterion Criterion Description s Day 1 Day 2 Day 3 Day 4 Total Award A B C D E F
Koneistusyritysten kehittäminen. Mittaustekniikka. Mittaaminen ja mittavälineet. Rahoittajaviranomainen: Satakunnan ELY-keskus
 Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
Rappaustyypin valinta alustan mukaan
 Poltettutiili, kevytsoraherkko, betoniharkko, betoni tai vastaava Rappaus: yleensä Bayosan LL 66, SL 67, RK 39. Rappauslaastin valintaan vaikuttaa tuleva pinnoite, ympäristö jne. Yleisesti rappauspaksuuden
Poltettutiili, kevytsoraherkko, betoniharkko, betoni tai vastaava Rappaus: yleensä Bayosan LL 66, SL 67, RK 39. Rappauslaastin valintaan vaikuttaa tuleva pinnoite, ympäristö jne. Yleisesti rappauspaksuuden
Valukappaleiden koneenpiirustus:
 Valukappaleiden koneenpiirustus: Piirustusmerkinnät ja periaatteet alkeista lähtien Tuula Höök, Valimoinstituutti Koneenpiirustusta koskevat standardit Koneenpiirustus yleisesti: piirustusarkki: arkin
Valukappaleiden koneenpiirustus: Piirustusmerkinnät ja periaatteet alkeista lähtien Tuula Höök, Valimoinstituutti Koneenpiirustusta koskevat standardit Koneenpiirustus yleisesti: piirustusarkki: arkin
Lentokoneen runko Fokuksessa porausratkaisut
 Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat