Periaatteet. ValuAtlas Muotin valmistus Tuula Höök. Tuula Höök Tampereen teknillinen yliopisto
|
|
|
- Niilo Karvonen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön toteutus ja muoto riippuu toimintaympäristöstä. Toisinaan muotin valmistaja, valukappaleen valmistaja ja tuotteen suunnittelija työskentelevät samassa yrityksessä, toisinaan he ovat sama henkilö, toisinaan kaikki kolme toimivat eri yrityksissä, toisinaan valukappaleen valmistaja ja muotin valmistaja ovat työssä samassa yrityksessä, mutta tuotesuunnittelu ostetaan ulkopuolelta jne. Erilaisia yhteistyökuvioita on useita. Toimintaympäristövaihtoehdosta huolimatta työskentelyssä on yhteisiä piirteitä: Tuotteen suunnittelija toimittaa 3D CAD mallin muotoilemastaan kappaleesta. Tuote voi olla puhtaasti tekninen komponentti, jolle toimivuus, tekniset yksityiskohdat ja valmistuskustannukset ovat ensisijaisia. Tuote voi olla myös jokin kuluttajatuote, jolle ulkonäkö ja toimivuus ovat yhtä merkittäviä. Tuotteen suunnittelijan on välttämätöntä olla perillä kappaleen valmistusmenetelmän, muotin valmistuksessa käytettävien työstömenetelmien ja valitun valmistusmateriaalin asettamista teknisistä rajoituksista. Jo suunnitteluvaiheessa ennen kuin lähtee pyytämään tarjouksia omasta mielestään valmiista valettavasta kappaleesta kannattaa kysyä valuyrityksen ja heidän kauttaan muotin valmistajan mielipidettä. Valitulla valmistusmateriaalilla voi olla vaikutusta esimerkiksi kappaleen seinämäpaksuuteen. Valuyritys pystyy oman kokemuksensa perusteella käymään läpi valettavan kappaleen piirteitä ja opastamaan valuystävällisemmän muotoiluvaihtoehdon valinnassa. Muotin valmistajalla on tietoa piirteiden vaikutuksesta muotin koneistettavuuteen ja hintaan. Valettavan kappaleen valmistaja tarkistaa kappaleen ykstyiskohdat. Kappaleessa täytyy olla oikean suuntaiset ja suuruiset päästöt, selkeä keerna ja pesäpuoli, jakopinta järkevässä kohdassa näiden välillä ja pyöristykset valuteknisesti ja muotin koneistuksen kannalta oikeissa paikoissa oikean kokoisina. Kappaleen täytyisi olla myös muodoiltaan valettava. Siinä ei saisi olla suuria seinämänpaksuusvaihteluita eikä ulokkeita, joista ei voi johtaa ilmaa ulos. Kun valutekniset yksityiskohdat on saatu kuntoon, valuyritys antaa luvan aloittaa muotin valmistus. Muotti tilataan valuyrityksen kautta ja muottitoimituksen hyväksyminen on yleensä valuyrityksen vastuulla. Muotti kuitenkin tulee olemaan asiakkaan omaisuutta. Kun muotti on tilattu, valuyritys valitsee sopivan koneen ja toimittaa sitä koskevat tiedot muotin valmistajalle. Tietoja ovat esimerkiksi koneen sulkuvoima, muottitilan koko, mahdollisten oheislaitteiden sijainnit ja muottipöytien koot. Tärkeimpiä muotin suunnittelijalle toimitettavia dokumentteja tässä vaiheessa on valukoneen pöytäkuva.. Jotta kappaleen valmistaja osaa valita oikean kokoisen koneen, hänelle toimitetaan tieto muottipesän projisioidusta pinta alasta ja kappaleen tilavuudesta. Projisioitu pinta ala on valettavan kappaleen ja valujärjestelmän poikkileikkaus muotin jakotason kohdalla ja jakotason suuntaisena. 3D CAD ohjelmalla nämä pystyy selvittämään helposti. Muotin valmistaja suunnittelee muotin. Muotin valmistajalta löytyy työstömenetelmien asiantuntemusta. Kullekin valmistajalle mahdolliset työstömenetelmät asettavat omia rajoituksiaan valettavan kappaleen muotoiluun. Muotin valmistaja on myös tietoinen kustannuksista, joita erityyppiset muodot aiheuttavat muotin valmistukseen. Kappaleen Periaatteet 1

2 muotoilussa olisi esimerkiksi hyvä miettiä, minkä kokoisia uria ja pyöristyksiä mihinkin kohtaan vaaditaan ja mitkä ovat toleranssivaatimukset. Ovatko kaikki muodot välttämättömiä vai tultaisiinko toimeen pienemmillä toleransseilla ja suuremmilla pyöristyssäteillä.. Työstön kannalta on edullista, että kappaleessa olevat muodot mahdollistaisivat työstön tavallisilla terillä ja yhdellä kiinnityksellä. Nyrkkisääntö: Mitä pienidimensioisemmat muodot sitä suuremmat teräkustannukset jyrsinnässä. Pienet dimensiot hankaloittavat myös muottipesän pinnan viimeistelyä ja kipinätyöstöelektrodin valmistusta. Muotin suunnittelu etenee vaiheittain: Aluksi analysoidaan päästöt ja pyöristykset asiakkaan toimittamasta CAD mallista tai muulla tavoin valmistetusta lopputuotteen mallista. Jos mallissa on liian pieneltä vaikuttavia ulkopuolisia pyöristyksiä, asiasta täytyy neuvotella asiakkaan kanssa. Muottikutistuman eli krympin arviointi. Kappale skaalataan kutistumavaroilla. Valitaan paikka jakotasolle sekä valitaan keerna ja pesäpuoli. Jakotaso tulee kohtaan, jossa päästöjen suunta vaihtuu. Jos kappaleessa ei ole väliä, mihin pintaan kohdistetaan ulostyöntö, asetetaan mahdollisimman suuri osa kiinteistä keernoista muotin ulostyöntöpuolelle ja mahdollisimman suuri osa onteloista muotin kiinteälle puolelle. Asiakas haluaa kuitenkin usein sanoa, kumpi on näkyvä pinta. Näkyvä pinta tulee muotin kiinteälle puolelle ja ulostyöntö kohdistetaan näkymättömiin jäävään pintaan. Valitaan sisäänvalukohta. Asiakas on usein jo tehnyt tämän päätöksen, jos valettava kappale on muovinen ruiskuvalukappale. Ruiskutuskohdalla ja valitulla kanavistotyypillä on vaikutusta siihen, kuinka monta pesää muottiin voidaan laittaa. Painevalumuotin kanavakohta valitaan analysoimalla kappaleen muotoja. On tärkeää saada metalli virtaamaan kappaleen läpi mahdollisimman suoraan. Kappaleessa ei pitäisi olla jakotason yläpuolella ulokkeita, joista ei voida johtaa ilmanpoistokanavaa ulos. Kappaleet asetellaan muottiin. Tehdään valinta yksi tai useampipesäisen muotin välillä. Muottipaketin koon valinta. Valujärjestelmän suunnittelu. Ulostyöntimien asettelu muottipesän ja valujärjestelmän alalle, muotin mekaamiseen toimintaan kuuluvien osien mitoitus ja asettelu paikoilleen. Valukoneen asettamien vaatimusten arviointi ja huomioon ottaminen. Valukoneesta tarkastellaan valuyksikön rakennetta, muotin kiinnitysmenetelmiä, ulostyöntöyksikköä ja muottitilan kokoa. Onko muotti asennettavissa ja huollettavissa Periaatteet 2

3 Muottikutistumat Ruiskuvalumuotti Muottikutistuma riippuu hyvin monesta asiasta. Eri muovilaatujen kutistumat ovat erilaisia (Taulukko). Materiaalitoimittajat antavat kutistuman suuruudesta arvioita. Taulukko 1. Muutamien muovilaatujen ohjeellisia muottikutistumia (Järvelä, Syrjälä, Vastela 2000: Ruiskuvalu) Amorfiset muovit kutistuma % Osakiteiset muovit kutistuma % PS ABS PC PMMA 0,4 0,7 0,4 0,7 0,7 0,8 0,3 0,6 PE PP PA6 POM 1,5 5,0 1,0 2,0 1,0 1,5 1,8 2,2 Lopullinen kutistuma on kuitenkin monen prosessiparametrin seurausta ja kutistumaa voi säätää vaikuttamalla näiden parametrien arvoon. Kutistumaan vaikuttavat muovilaadun lisäksi jälkipainetaso, jälkipaineaika, muottilämpötila, massan lämpötila, kappaleen seinämävahvuus ja etäisyys ruiskutusportista (Järvelä, Syrjälä, Vastela 2000: Ruiskuvalu). Mitä suurempi kutistumaprosentti sitä suurempi vaara on, että kappale kutistuu eli krymppaa keernan ympärille niin tiukasti kiinni, ettei ulostyöntö pysty enää irrottamaan sitä. Kappale voi krympata sekä liikkuvan että kiinteän keernan ympärille. Kova ja joustamaton muovilaatu krymppaa tiukimmin. Kappale jatkaa kutistumista vielä jonkin aikaa muotista poistamisen jälkeen. Mitat tulisikin tarkastaa vasta muutaman tunnin tai vasta vuorokauden kuluttua siitä, kun kappale on poistettu koneesta. Painevalumuotti Metalliseokset kutistuvat jäähtyessään. Kutistumista tapahtuu kiinteässä tilassa, kiteytymisen aikana ja sulassa tilassa. Muottikutistumaan vaikuttaa eniten kiinteässä tilassa tapahtuva, jäähtymisen aiheuttama kutistuma. Kiteytymisen aikana tapahtuva kutistuma eli jähmettymiskutistuma kompensoidaan painevalussa painamalla muottipesään lisää sulaa tiivistysvaiheen aikana. Epätäydellinen tiivistyminen näkyy kappaleessa lähinnä kutistumaonteloina ja painumina, ei mittamuutoksina. Sulassa tilassa tapahtuvalla kutistumisella ei ole merkitystä. Valukappale kutistuu muotissa lämpöpitenemiskertoimen verran. Kappale jatkaa jäähtymistä ja kutistumista vielä muotista poistamisen jälkeenkin. Myös painevalukappale krymppaa keernan ympärille. Jos koneeseen tulee vika ja ulostyöntö ei toimi ajallaan, kappale takertuu voimakkaammin kiinni ja voi käydä jopa niin, ettei sitä saa irrotettua enää ulostyöntimien avulla. Kun kappale kutistuu muotista poistamisen jälkeen, se kutistuu vapaasti. Muotissa kutistumista estävät keernat ja muut muottipesän muodot ja kappaleeseen jää sisäisiä jännitystiloja. Alumiiniseoksen kutistumaprosentin arvo on 0,5 0,8 % (Painevalumuotin suunnittelu seminaari, TKK VAL 3/98) ja sinkkiseoksen 0,4 0,6 % (Umicore, Periaatteet 3

4 Kappaleiden asettelu muottiin Ruiskuvalukappaleet Ruiskuvalukappaleet asetetaan aina siten, että suuttimelta tulee aine keskelle muottilaattaa ja kappaleet sijaitsevat tasaisesti ruiskutuskohdan ympärillä (Kuva) Ulostyöntölaatat kiinnitetään valukoneeseen keskeltä laattaa, suoraan koneen ruuvia ja suutinta vastaan. Kappaleet pitää asetella mahdollisuuksien mukaan siten, että ulostyöntimiä on tasaisesti ulostyönnön kiinnityksen ympärillä. Jos tämä ei toteudu, ulostyöntö pitää ohjata. Kuva 1. Kappaleiden asettelu ruiskutuskohdan ympärille Sekä ruisku että painevalussa kappale asetetaan siten, että kuppimaisempi puoli eli keernapuoli on ulostyöntimiin päin (Kuva oikealla). Jos asiakas nimeää jomman kumman puolen näkyväksi puoleksi se tulee kiinteään muottipuoliskoon ja näkymättömiin jäävä puoli ulostyöntöpuoliskoon. Kuva 2. Valukappaleen ulostyöntösuunta Jos asiakas haluaa, että kappaleen valuportti sijaitsee kappaleen keskellä (esimerkiksi pohjassa), voidaan valmistaa yksi tai useampipesäinen muotti. Useampipesäinen muotti täytyy valmistaa siinä tapauksessa kuumakanavistolla. Jos valuportti halutaan kappaleen reunaan ja valittu kanavatyyppi on kylmäkanavisto, täytyy muottiin laittaa useampi kuin yksi pesä, koska muottia ei silloin saada muulla tavoin tasapainotettua ruuvin ja ulostyönnön kiinnityksen suhteen. Kuumakanavistolla voidaan täyttää yksipesäinenkin muotti muottipesän reunasta. Painevalukappaleet Painevalukappaleet asetellaan siten, että valukammion ja muotin liitoskohta (suutin tai tabletti) on muottipesien alapuolella ja kappaleet tasaisin välimatkoin muotin yläosassa (Kuva alla). Valuportin kohta valitaan kappaleen muotojen perusteella. Kuva 3. Painevalumuotin pesien sijoittelu Periaatteet 4
.")
5 Muottipaketin koon valinta Painevalumuotti Painevalussa muottipesän ja inserttikappaleen ympärille tulisi jättää materiaalia seuraavasti (Taulukko 2 ja kuva 4): Taulukko 2. Insertin koko suhteessa painevalukoneen sulkuvoimaan Koneen koko kn kn kn kn A, mm Mitta A riippuu käytetystä valupaineesta ja koneen sulkuvoimasta. Mitta jätetään kaikkialle muottipesän (valukappale ja valukkeet) ympärille. Mitta B = A x 1,2. Mitta C on muottipesän korkeus, joka riippuu kappaleen mitoista ja jakotason paikasta. Mitta D on inserttikappaleen korkeus. D on suunnilleen C x 3 noin 60 mm mittaan saakka. Mitta E on muottilaatan korkeus. E = D x 2. Muottilaatan taakse, ulostyöntölaatikon sisään laitetaan tukipylväät. Pylväät kulkevat ulostyöntölaattojen läpi. Lisäksi on varmistauduttava, etteivät ulostyöntimet tai temperointikanavisto heikennä rakennetta liiaksi. Kuva 4. Edellä käytetyt kirjainsymbolit A, B, C, D ja E. Periaatteet 5

6 Esimerkkilaskelma: Kylmäkammiopainevalumuotin muottilaatta Kuva 5. Esimerkkilaskelmassa muottikonstruktio. käytetty Kappale on kuppi, jonka suun halkaisija on 40 mm ja korkeus (suun ja pohjan välinen etäisyys) 35 mm. Kappale valetaan kaksipesäisessä muotissa kylmäkammiokoneella, jonka männän (ja valukammion) halkaisija on 60 mm. Kappale ja valukkeet vievät tilaa seuraavasti: Valukammio: 60 mm Kanavisto arviolta: 60 mm Kappale: 40 mm Ylijuoksut: 30 mm Yhteensä: 190 mm Koneen kooksi arvioidaan 250 kn, jolloin reunamitaksi A valitaan 60 mm. Reunamitta B = 1,2 x A = 72 mm. Yllä olevassa kuvassa on inserttilaatta, vaikka se näkyykin heikosti. Inserttilaatan kooksi tulee pystysuunnassa A + kappale ja valukkeet + A = 60 mm mm + 60 mm = 310 mm. Insertin ja muottilaatan reunan väliin jätetään mitta B, jolloin muottilaatan tulee olla 72 mm mm + 72 mm = 454 mm. Tingitään hiukan vaatimuksista ja otetaan pienempi, mutta riittävän lähellä oleva muottilaatta D M E 4545, jonka sivun mitta on 446 mm. Muottilaatan paksuussuunnassa muottipesän korkeus C on kiinteällä puolella yhtä suuri kuin kappaleen korkeus = 35 mm. Inserttilaatan paksuus D = 3 x C = 105 mm. Mitta on suurempi kuin 60 mm (katso painevalumuotin mitoitusohjeet), joten valitaan insertin paksuudeksi 60 mm ja muottilaatan paksuudeksi 2 x D = 120 mm. Lähinnä tätä mittaa on 116 tai 126 mm laatta. Liikkuvalle muottipuoliskolle tulee yleensä keerna. Keerna paksuntaa muottipesän takana olevia mittoja. Insertti on korkeudeltaan sama kuin kiinteällä puolella eli 60 mm, mutta muottilaatta on nyt insertin paksuus kappaleen korkeus + 60 mm eli 85 mm. Valitaan muottilaatan paksuudeksi 86 mm. Periaatteet 6

7 Tarkistuslista: Onko muotti asennettavissa ja huollettavissa? Muotin pitää olla helposti käsiteltävä; sitä kuljetetaan trukilla ja siirretään nosturilla Muotti on mahdollista kiinnittää siihen valukoneeseen, johon se on suunniteltu; muottipöydät ovat erilaisia Kiinnitysruuvit, kiinnitysraudat tai pikakiinnittimet voidaan kiinnittää esteettä; mikään muotin osa ei ole estämässä asentajan työtä Painevalukoneen valukammion koko ja paikka on selvillä; ruiskuvalukoneen ruiskutusyksikkö sopii muottiin Muotti mahtuu aisojen välistä, kun sitä asennetaan paikoilleen Kaikki muotin osat mahtuvat aisojen väliin (liikkuvat keernat mahtuvat aukeamaan, muottiin kuuluvat anturit ym. laitteet voidaan asentaa esteettä paikoilleen ja niitä voidaan käyttää, yms.) Muotissa on siderauta ja nostosilmukat Muotin alapuolella ei ole mitään osia; muotti täytyy pystyä laskemaan huoltopöydälle ja varastohyllylle; jos alapuolelle on pakko laittaa joitakin osia, muottiin pitää asentaa jalat Ulostyöntölaatat pitää pystyä kytkemään valukoneen ulostyöntösylintereihin; valukoneiden muottipöydät ja ulostyöntömekanismit ovat erilaisia Temperointikanaviston kytkennöistä ja temperointiaineen virtausreiteistä dokumentti Mikäli mahdollista, ei muotin ulkopuolisia temperointiletkuja; temperointiaineen kierto porattujen kanavien läpi Antureiden, rajakytkinten ym. sähköasennukset on tehty valimon ohjeiden mukaan Kokoonpano ja purkuohjeet muottihuoltoa varten; erityisesti, jos muotissa on epätavallisia rakenteita Ulostyöntö on rakennettu tarpeeksi tukevilla levyillä Kaikkien osien valinnassa (myös esim. anturit ja tiivisteet) on huomioitu kappaleen raakaaineen ominaisuudet; raaka aine voi olla syövyttävää, kuluttavaa tai kuumaa Periaatteet 7

8 Esimerkkikuvia painevalukoneen rakenteesta Kuva 6. Painevalukoneen muottipöydän kiinnitysurat Periaatteet 8

9 Kuva 7. Painevalukoneen aisat. Samanlainen rakenne on useimmissa ruiskuvalukoneissa. Periaatteet 9

10 Kuva 8. Painevalukoneen liikkuvassa muottipöydässä olevat ulostyöntötankojen reiät. Periaatteet 10

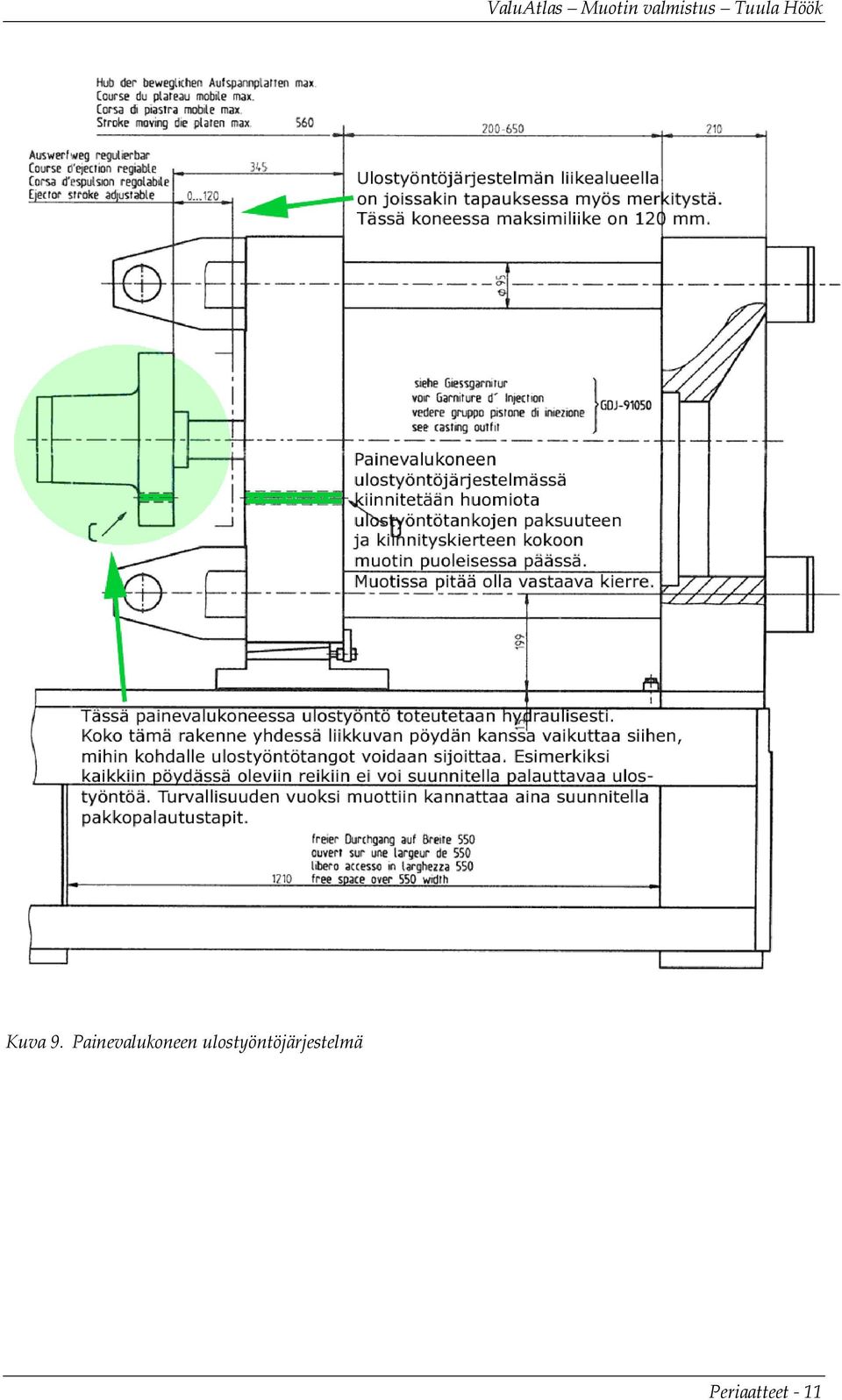
11 Kuva 9. Painevalukoneen ulostyöntöjärjestelmä Periaatteet 11
12 Kuva 10. Ulostyönnön kiinnitys muotin keskelle. Kuva 11. Ulostyöntö neljällä tangolla. Puskevan ja palauttavan mrkanismin rakenne. Periaatteet 12

Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa. Ruiskuvalumuotin kanavisto 1
 http://www.valuatlas.net ValuAtlas & CAE DS 2007 Muotinsuunnitteluharjoitukset Ruiskuvalumuotin kanavisto 1 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat
http://www.valuatlas.net ValuAtlas & CAE DS 2007 Muotinsuunnitteluharjoitukset Ruiskuvalumuotin kanavisto 1 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET
 KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa. Ruiskuvalumuotin kanavisto 2
 Ruiskuvalumuotin kanavisto 2 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
Ruiskuvalumuotin kanavisto 2 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
Painevalukappaleen mittatarkkuus ja toleranssit 1
 Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuu seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuu seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Muotin kiinnittäminen
 Muotin kiinnittäminen Tampereen teknillinen yliopisto Tuula Höök Teoriatausta Muotin perusrakenne Muotin standardiosat Kone ja laiteympäristö CAD työkalut harjoituksessa Muotin kiinnittäminen Mallinnuksen
Muotin kiinnittäminen Tampereen teknillinen yliopisto Tuula Höök Teoriatausta Muotin perusrakenne Muotin standardiosat Kone ja laiteympäristö CAD työkalut harjoituksessa Muotin kiinnittäminen Mallinnuksen
Esimerkkejä ruiskuvalukappaleista
 Esimerkkejä ruiskuvalukappaleista Tuula Höök Tampereen teknillinen yliopisto Tuula Höök - TREDU/Valimoinstituutti Kappale 1: Vesikannun kansi Kappale alta Sisäänvalukohta Jakolinja ja ulostyöntösuunta
Esimerkkejä ruiskuvalukappaleista Tuula Höök Tampereen teknillinen yliopisto Tuula Höök - TREDU/Valimoinstituutti Kappale 1: Vesikannun kansi Kappale alta Sisäänvalukohta Jakolinja ja ulostyöntösuunta
Jakolinja. ValuAtlas & CAE DS 2007 Ruisku ja painevalukappaleen suunnittelu. Tuula Höök Tampereen teknillinen yliopisto
 Jakolinja Tuula Höök Tampereen teknillinen yliopisto Jakolinja (parting line) on nurkkakohta, jossa valettavassa kappaleessa olevat hellitykset eli päästöt (draft angles) vaihtavat suuntaa (Katso kuva
Jakolinja Tuula Höök Tampereen teknillinen yliopisto Jakolinja (parting line) on nurkkakohta, jossa valettavassa kappaleessa olevat hellitykset eli päästöt (draft angles) vaihtavat suuntaa (Katso kuva
http://www.valuatlas.net ValuAtlas Kestomuottivalujen suunnittelu Seija Meskanen, Tuula Höök
 Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
http://www.valuatlas.net - ValuAtlas ja CAE DS Muotin suunnittelu Tuula Höök
 Muotin perusrakenne Tampereen teknillinen yliopisto - Tuula Höök Muotti jakaantuu kahteen puoliskoon: liikkuva ja kiinteä. Liikkuva muottipuolisko kiinnitetään valukoneen liikkuvaan muottipöytään ja kiinteä
Muotin perusrakenne Tampereen teknillinen yliopisto - Tuula Höök Muotti jakaantuu kahteen puoliskoon: liikkuva ja kiinteä. Liikkuva muottipuolisko kiinnitetään valukoneen liikkuvaan muottipöytään ja kiinteä
Muovimateriaali kutistuu ja aiheuttaa painetta sekä kitkavoimia keernan ja kappaleen välille.
 Päästöt Tampereen teknillinen yliopisto Sanna Nykänen Ruiskuvalettavissa kappaleissa on lähes aina tarpeellista käyttää päästöjä. Päästökulmat helpottavat kappaleen ulostyöntöä muotista. Jos ruiskuvalukappale
Päästöt Tampereen teknillinen yliopisto Sanna Nykänen Ruiskuvalettavissa kappaleissa on lähes aina tarpeellista käyttää päästöjä. Päästökulmat helpottavat kappaleen ulostyöntöä muotista. Jos ruiskuvalukappale
Perusteet 5, pintamallinnus
 Perusteet 5, pintamallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf (Sama piirustus kuin harjoituksessa basic_4). Käytä piirustuksessa annettuja mittoja ja
Perusteet 5, pintamallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf (Sama piirustus kuin harjoituksessa basic_4). Käytä piirustuksessa annettuja mittoja ja
Kone- ja laiteympäristö
 Kone- ja laiteympäristö Tuula Höök Tampereen teknillinen yliopisto Tekstissä tarkastellaan muovien ja vahojen ruiskuvalukoneita, EPS -muotovalukoneita, painevalukoneita, matalapainevalukoneita ja kokillivalukoneita
Kone- ja laiteympäristö Tuula Höök Tampereen teknillinen yliopisto Tekstissä tarkastellaan muovien ja vahojen ruiskuvalukoneita, EPS -muotovalukoneita, painevalukoneita, matalapainevalukoneita ja kokillivalukoneita
Päästöjen analysointi ja piirteiden korjaaminen 3
 Päästöjen analysointi ja piirteiden korjaaminen 3 Tampere University of Technology Tuula Höök Ota kappale start_repair_3_1.sldprt. Kappale on kupin muotoinen ja siinä on sivulla vastapäästöllinen muoto.
Päästöjen analysointi ja piirteiden korjaaminen 3 Tampere University of Technology Tuula Höök Ota kappale start_repair_3_1.sldprt. Kappale on kupin muotoinen ja siinä on sivulla vastapäästöllinen muoto.
3. Valukappaleiden suunnittelu kaavauksen kannalta
 3. Valukappaleiden suunnittelu kaavauksen kannalta Pekka Niemi Tampereen ammattiopisto 3.1 Käsitteet jakopinta ja jakoviiva Kahden muotinosan välistä kosketuspintaa nimitetään jakopinnaksi. Jakopintaa
3. Valukappaleiden suunnittelu kaavauksen kannalta Pekka Niemi Tampereen ammattiopisto 3.1 Käsitteet jakopinta ja jakoviiva Kahden muotinosan välistä kosketuspintaa nimitetään jakopinnaksi. Jakopintaa
Muotin kiinnittäminen
 Muotin kiinnittäminen Tampereen teknillinen yliopisto Tuula Höök Teoriatausta Muotin perusrakenne Muotin standardiosat Kone ja laiteympäristö CAD työkalut harjoituksessa Muotin kiinnittäminen Työvaiheet
Muotin kiinnittäminen Tampereen teknillinen yliopisto Tuula Höök Teoriatausta Muotin perusrakenne Muotin standardiosat Kone ja laiteympäristö CAD työkalut harjoituksessa Muotin kiinnittäminen Työvaiheet
MUOVIN TYÖSTÖ HYVÄ TIETÄÄ MUOVISTA MUOTTIPUHALLUS, EKSTRUUSIO, KALVOPUHALLUS OSA 10
 HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_2.pdf, sama piirustus kuin harjoituksessa basic_1_2. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_2.pdf, sama piirustus kuin harjoituksessa basic_1_2. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 4, tilavuusmallinnus
 Perusteet 4, tilavuusmallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 4, tilavuusmallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Ruiskuvalumuotin kanavisto 1
 Ruiskuvalumuotin kanavisto 1 Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
Ruiskuvalumuotin kanavisto 1 Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla
 Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö,
Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö,
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_3.pdf, sama piirustus kuin harjoituksessa basic_1_3. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_3.pdf, sama piirustus kuin harjoituksessa basic_1_3. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Liikkuva keerna. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa Liikkuva keerna
 Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.sldprt. Tehtävänäsi on hellittää kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.sldprt. Tehtävänäsi on hellittää kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
26. Valumallin valmistuksessa huomioon otettavia seikkoja
 26. Valumallin valmistuksessa huomioon otettavia seikkoja Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kutistuminen Kuten aikaisemmin todettiin, valukappaleen jähmettyessä sulasta kiinteäksi tapahtuu
26. Valumallin valmistuksessa huomioon otettavia seikkoja Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kutistuminen Kuten aikaisemmin todettiin, valukappaleen jähmettyessä sulasta kiinteäksi tapahtuu
Perusteet 2, keernallisia kappaleita
 Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
PFISTERER ASENNUSOHJE TENSOREX C+
 ASENNUSOHJE TENSOREX C+ TENSOREX C+ on uusi raitio- ja rautatielinjojen lankojen automaattinen jousikiristyslaite. TENSOREX-tuotteet ovat saatavana vain Pfistereriltä. TYYPIN A kiinnityskannatin O- ja
ASENNUSOHJE TENSOREX C+ TENSOREX C+ on uusi raitio- ja rautatielinjojen lankojen automaattinen jousikiristyslaite. TENSOREX-tuotteet ovat saatavana vain Pfistereriltä. TYYPIN A kiinnityskannatin O- ja
Euroopan alueella toimii useita standardikomponenttien ja muotin osien toimittajia (Taulukko 1).
.") Muotin standardiosat Tuula Höök - Tampereen teknillinen yliopisto Muotin standardiosat voidaan jakaa seuraaviin ryhmiin: Muottipaketti ohjaustappeineen, ohjausholkkeineen ja muine ohjausosineen Ulostyöntimet
Muotin standardiosat Tuula Höök - Tampereen teknillinen yliopisto Muotin standardiosat voidaan jakaa seuraaviin ryhmiin: Muottipaketti ohjaustappeineen, ohjausholkkeineen ja muine ohjausosineen Ulostyöntimet
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Ulostyöntimet 1. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa
 Ulostyöntimet 1 Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Muotin standardiosat Ulostyöntimien asettelu Ulostyöntö ja vastapäästöjä muovaavat laitteet CAD työkalut harjoituksessa
Ulostyöntimet 1 Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Muotin standardiosat Ulostyöntimien asettelu Ulostyöntö ja vastapäästöjä muovaavat laitteet CAD työkalut harjoituksessa
Ruiskuvalumuotin kanavisto 2
 Ruiskuvalumuotin kanavisto 2 Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
Ruiskuvalumuotin kanavisto 2 Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
Ruiskuvalumuotin kuumakanavistot
 Ruiskuvalumuotin kuumakanavistot School of Technology and Management, Polytechnic Institute of Leiria Käännös: Tuula Höök Tampereen teknillinen yliopisto Kanaviston tehtävänä on johtaa ruiskuvalukoneen
Ruiskuvalumuotin kuumakanavistot School of Technology and Management, Polytechnic Institute of Leiria Käännös: Tuula Höök Tampereen teknillinen yliopisto Kanaviston tehtävänä on johtaa ruiskuvalukoneen
Kestomuottivalun suunnittelun perusteet
 Kestomuottivalun suunnittelun perusteet Stefan Fredriksson Swerea/SweCast Tuula Höök Tampereen teknillinen yliopisto Sanna Nykänen Tampereen teknillinen yliopisto Teknisesti hyvälaatuinen valukappale Teknisesti
Kestomuottivalun suunnittelun perusteet Stefan Fredriksson Swerea/SweCast Tuula Höök Tampereen teknillinen yliopisto Sanna Nykänen Tampereen teknillinen yliopisto Teknisesti hyvälaatuinen valukappale Teknisesti
Rauta, teräs ja metallivalujen valuviat
 Rauta, teräs ja metallivalujen valuviat Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Lähteet: Suomen Metalliteollisuuden Keskusliiton tekninen tiedotus 3/85: Valuvirhekäsikirja
Rauta, teräs ja metallivalujen valuviat Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Lähteet: Suomen Metalliteollisuuden Keskusliiton tekninen tiedotus 3/85: Valuvirhekäsikirja
3. Muotinvalmistuksen periaate
 3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä
 TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
Suunnitteluohjeita tarkkuusvalukappaleelle
 Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
Sinkkiseosten painevalu
 Sinkkiseosten painevalu Miskolc University Käännös: Tuula Höök Tampereen teknillinen yliopisto Painevalu on valumenetelmä, jossa metalliseos työnnetään suurella, mutta kontrolloidulla nopeudella ja paineella
Sinkkiseosten painevalu Miskolc University Käännös: Tuula Höök Tampereen teknillinen yliopisto Painevalu on valumenetelmä, jossa metalliseos työnnetään suurella, mutta kontrolloidulla nopeudella ja paineella
Painevalut 1. Teoriatausta Knit. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_1.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Painevalut 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus diecasting_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen ruisku tai painevalukappale,
Painevalut 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus diecasting_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen ruisku tai painevalukappale,
kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto
 Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm tai sitä vastaava neutraalimuotoinen tiedosto. Tehtävänäsi
Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm tai sitä vastaava neutraalimuotoinen tiedosto. Tehtävänäsi
Valetun koneenosan 3D CAD suunnittelun perusteet
 Valetun koneenosan 3D CAD suunnittelun perusteet Tuula Höök Tampereen teknillinen yliopisto Valetun koneenosan suunnittelutiedostot (3D CAD mallit) rakentuvat kolmelle tasolle. Tasot ovat 1.) kappaleen
Valetun koneenosan 3D CAD suunnittelun perusteet Tuula Höök Tampereen teknillinen yliopisto Valetun koneenosan suunnittelutiedostot (3D CAD mallit) rakentuvat kolmelle tasolle. Tasot ovat 1.) kappaleen
Painevalukappaleen mittatarkkuus ja toleranssit
 Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuvat seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuvat seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
7. Valukappaleiden suunnittelu keernojen käytön kannalta
 7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
23. Yleistä valumalleista
 23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
Ruiskuvalukappaleen muotoilun yksityiskohtia
 Ruiskuvalukappaleen muotoilun yksityiskohtia Yordanka Atanasova, Technical University of Gabrovo Sanna Nykänen, Tampereen teknillinen yliopisto Georgi Rashev, Technical University of Gabrovo Toim. Tuula
Ruiskuvalukappaleen muotoilun yksityiskohtia Yordanka Atanasova, Technical University of Gabrovo Sanna Nykänen, Tampereen teknillinen yliopisto Georgi Rashev, Technical University of Gabrovo Toim. Tuula
Tilavuusmallinnus 2, pursotuksin ja pursotetuin leikkauspinnoin muotoiltuja kappaleita
 Tilavuusmallinnus 2, pursotuksin ja pursotetuin leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja
Tilavuusmallinnus 2, pursotuksin ja pursotetuin leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja
Muotin CAD suunnittelun vaiheet
 Muotin CAD suunnittelun vaiheet Tuula Höök Tampereen teknillinen yliopisto Muotin suunnittelu on yksi vaihe uuden tuotteen valmistamisessa tarpeellisten suunnittelu ja tuotantovaiheiden ketjussa. Ketjun
Muotin CAD suunnittelun vaiheet Tuula Höök Tampereen teknillinen yliopisto Muotin suunnittelu on yksi vaihe uuden tuotteen valmistamisessa tarpeellisten suunnittelu ja tuotantovaiheiden ketjussa. Ketjun
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf, sama piirustus kuin harjoituksessa basic_3_1. Käytä piirustuksessa annettuja mittoja
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf, sama piirustus kuin harjoituksessa basic_3_1. Käytä piirustuksessa annettuja mittoja
SEMTUN JVA+ MUURAUS- KANNAKKEET
 SEMTUN JVA+ MUURAUS- KANNAKKEET KÄYTTÖ- JA SUUNNITTELUOHJE 19.5.2016 - 1 - SISÄLLYSLUETTELO 1 YLEISTÄ... - 2-1.1 Yleiskuvaus... - 2-1.2 Toimintatapa... - 3-1 MITAT JA MATERIAALIT... - 4-2.1 Kannaketyypit...
SEMTUN JVA+ MUURAUS- KANNAKKEET KÄYTTÖ- JA SUUNNITTELUOHJE 19.5.2016 - 1 - SISÄLLYSLUETTELO 1 YLEISTÄ... - 2-1.1 Yleiskuvaus... - 2-1.2 Toimintatapa... - 3-1 MITAT JA MATERIAALIT... - 4-2.1 Kannaketyypit...
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Valuviat ja kappaleen pinnan laatu
 Valuviat ja kappaleen pinnan laatu Tuula Höök - Tampereen teknillinen yliopisto Pinnan laadusta tulee eräs pinnoitettavan valukappaleen tärkeimmistä hyväksymiskriteereistä, koska pinnoitteilla on taipumus
Valuviat ja kappaleen pinnan laatu Tuula Höök - Tampereen teknillinen yliopisto Pinnan laadusta tulee eräs pinnoitettavan valukappaleen tärkeimmistä hyväksymiskriteereistä, koska pinnoitteilla on taipumus
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök, Juho Taipale Tampereen Teknillinen Yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök, Juho Taipale Tampereen Teknillinen Yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
Ruiskuvalukappaleen syöttökohta
 Ruiskuvalukappaleen syöttökohta Technical University of Gabrovo Hristo Hristov Tampereen teknillinen yliopisto Tuula Höök Ruiskuvalukappaleen suunnittelijan on tärkeää huomioida kohta, josta muovi tullaan
Ruiskuvalukappaleen syöttökohta Technical University of Gabrovo Hristo Hristov Tampereen teknillinen yliopisto Tuula Höök Ruiskuvalukappaleen suunnittelijan on tärkeää huomioida kohta, josta muovi tullaan
Kaasuavusteinen ruiskuvalu
 Kaasuavusteinen ruiskuvalu School of Technology and Management, Polytechnic Institute of Leiria Käännetty ja tarkistettu teksti: Tuula Höök Tampereen teknillinen yliopisto Kaasuavusteinen ruiskuvalu on
Kaasuavusteinen ruiskuvalu School of Technology and Management, Polytechnic Institute of Leiria Käännetty ja tarkistettu teksti: Tuula Höök Tampereen teknillinen yliopisto Kaasuavusteinen ruiskuvalu on
Ruiskuvalumuotin jäähdytys, simulointiesimerkki
 Ruiskuvalumuotin jäähdytys, simuloiesimerkki School of Technology and Management, Polytechnic Institute of Leiria Käännös: Tuula Höök - Tampereen Teknillinen Yliopisto Mallinnustyökalut Jäähdytysjärjestelmän
Ruiskuvalumuotin jäähdytys, simuloiesimerkki School of Technology and Management, Polytechnic Institute of Leiria Käännös: Tuula Höök - Tampereen Teknillinen Yliopisto Mallinnustyökalut Jäähdytysjärjestelmän
12. Erilaiset liitoskohdat ja risteykset
 12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
Tilavuusmallinnus 1, pursotettuja kappaleita
 Tilavuusmallinnus 1, pursotettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Tilavuusmallinnus 1, pursotettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Tilavuusmallinnus 1, pursotettuja kappaleita
 Tilavuusmallinnus 1, pursotettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Tilavuusmallinnus 1, pursotettuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Liikkuva keerna 1. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa movingcore_1.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Liikkuva keerna 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_1.sldprt. Tehtävänä on muokata sivuilla olevat koukut siten, että niihin voi asettaa liikkuvat keernat. Mallinna
Liikkuva keerna 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_1.sldprt. Tehtävänä on muokata sivuilla olevat koukut siten, että niihin voi asettaa liikkuvat keernat. Mallinna
Liikkuva keerna. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa
 Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.catpart. Tehtävänä on muokata kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.catpart. Tehtävänä on muokata kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_1, fin_basic_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_1, fin_basic_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota
Keernojen erottaminen
 Keernojen erottaminen Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin rakenne Koneistettavuus CAD työkalut harjoituksessa Keernojen erottaminen Mallinnuksen vaiheet Harjoituksessa
Keernojen erottaminen Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin rakenne Koneistettavuus CAD työkalut harjoituksessa Keernojen erottaminen Mallinnuksen vaiheet Harjoituksessa
http://www.valuatlas.fi ValuAtlas Suunnittelijan perusopas Seija Meskanen, Tuula Höök
 Valumenetelmät Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Valimoinstituutti Valumenetelmät jaetaan 1) kertamuottimenetelmiin ja 2) kestomuottimenetelmiin. Nimitykset johtuvat tavasta, jolla muottia
Valumenetelmät Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Valimoinstituutti Valumenetelmät jaetaan 1) kertamuottimenetelmiin ja 2) kestomuottimenetelmiin. Nimitykset johtuvat tavasta, jolla muottia
Liikkuva keerna 1. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa. movingcore_2.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Liikkuva keerna 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_movingcore_2.sldprt. Tehtävänä on tunnistaa muodot, joihin tarvitaan liikkuva keerna sekä sen jälkeen erottaa muodot
Liikkuva keerna 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_movingcore_2.sldprt. Tehtävänä on tunnistaa muodot, joihin tarvitaan liikkuva keerna sekä sen jälkeen erottaa muodot
37. Keernalaatikoiden irto-osat
 37. Keernalaatikoiden irto-osat Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Niin kuin kaavauksessakin joudutaan myös keernanvalmistuksessa käyttämään joskus vastahellityksien poistamiseksi työtä
37. Keernalaatikoiden irto-osat Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Niin kuin kaavauksessakin joudutaan myös keernanvalmistuksessa käyttämään joskus vastahellityksien poistamiseksi työtä
kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto
 Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm. Tehtävänäsi on suunnitella kansi alueille, jotka on
Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm. Tehtävänäsi on suunnitella kansi alueille, jotka on
Jakopinta monipesäinen muotti
 Jakopinta monipesäinen muotti JuhoTaipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: hellitys eli päästö, kulmapyöristys,
Jakopinta monipesäinen muotti JuhoTaipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: hellitys eli päästö, kulmapyöristys,
Luonnonkuitukomposiittien. ruiskuvalussa
 Luonnonkuitukomposiitit ruiskuvalussa Luonnonkuitukomposiittien mahdollisuudet -Roadshow 2008 Harri Välimäki Kareline Oy Ltd KARELINE OY LTD Sirkkalantie 12 B FIN-80100 Joensuu www.kareline.com Customers
Luonnonkuitukomposiitit ruiskuvalussa Luonnonkuitukomposiittien mahdollisuudet -Roadshow 2008 Harri Välimäki Kareline Oy Ltd KARELINE OY LTD Sirkkalantie 12 B FIN-80100 Joensuu www.kareline.com Customers
Sacotec Day verkkokoulutus. HINTAKOMPONENTIT ja TARJOUSPYYNTÖ,
 Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Perusteet 6, lisää pintamallinnusta
 Perusteet 6, lisää pintamallinnusta Tuula Höök Tampereen teknillinen yliopisto Hae piirustus fin_basic_6_2.pdf. Käytä piirustukseen merkittyjä mittoja ja mallinna kappale pinta ja tilavuusmallinnustyökaluja
Perusteet 6, lisää pintamallinnusta Tuula Höök Tampereen teknillinen yliopisto Hae piirustus fin_basic_6_2.pdf. Käytä piirustukseen merkittyjä mittoja ja mallinna kappale pinta ja tilavuusmallinnustyökaluja
a) ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla
 ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla") Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
13. Sulan metallin nostovoima
 13. Sulan metallin nostovoima Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Jos putkessa, jonka poikkipinta-ala on A, painetaan männällä nestepinnat eri korkeuksille, syrjäytetään nestettä tilavuuden
13. Sulan metallin nostovoima Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Jos putkessa, jonka poikkipinta-ala on A, painetaan männällä nestepinnat eri korkeuksille, syrjäytetään nestettä tilavuuden
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
Teoriatausta. Työvaiheet. CAD työkalut harjoituksessa. CAE DS Muotinsuunnitteluharjoitukset
 Ulostyöntimet 1 Tampereen teknillinen yliopisto Juho Taipale, Tuula Höök Teoriatausta Muotin perusrakenne Muotin standardiosat Ulostyöntimien asettelu Ulostyöntö ja vastapäästöjä muovaavat laitteet CAD
Ulostyöntimet 1 Tampereen teknillinen yliopisto Juho Taipale, Tuula Höök Teoriatausta Muotin perusrakenne Muotin standardiosat Ulostyöntimien asettelu Ulostyöntö ja vastapäästöjä muovaavat laitteet CAD
Painevalukappaleen suunnitteluprosessi
 Painevalukappaleen suunnitteluprosessi Stefan Fredriksson SweCast Käännös: Tuula Höök Tampereen teknillinen yliopisto Painevaluprosessi Kun suunnitellaan uutta tuotetta valua tai jonkin muun tyyppistä
Painevalukappaleen suunnitteluprosessi Stefan Fredriksson SweCast Käännös: Tuula Höök Tampereen teknillinen yliopisto Painevaluprosessi Kun suunnitellaan uutta tuotetta valua tai jonkin muun tyyppistä
Muottipaketti. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa Muottipaketti. CAE DS Muotinsuunnitteluharjoitukset
 Muottipaketti Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Muottilaattojen mitoittaminen Pesien asettelu CAD työkalut harjoituksessa Muottipaketti Mallinnuksen
Muottipaketti Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Muottilaattojen mitoittaminen Pesien asettelu CAD työkalut harjoituksessa Muottipaketti Mallinnuksen
TANSUN QUARTZHEAT. Käyttöohje. Algarve UK:N & EUROOPAN MALLIT: ALG 513UK & ALG 513EU. Valmistaja: Tansun Limited
 TANSUN QUARTZHEAT Käyttöohje Algarve UK:N & EUROOPAN MALLIT: ALG 513UK & ALG 513EU Valmistaja: Tansun Limited Asiakaspalvelukysymyksissä, ota yhteyttä maahantuojaan: Proviter Oy Tullikatu 12 A 4 21100
TANSUN QUARTZHEAT Käyttöohje Algarve UK:N & EUROOPAN MALLIT: ALG 513UK & ALG 513EU Valmistaja: Tansun Limited Asiakaspalvelukysymyksissä, ota yhteyttä maahantuojaan: Proviter Oy Tullikatu 12 A 4 21100
RTA-, RWTL- ja RWTS-nostoAnkkurit
 RTA-, RWTL- ja RWTSnostoAnkkurit Eurokoodien mukainen suunnittelu RTA-, RWTL- ja RWTS-nostoAnkkurit 1 TOIMINTATAPA...2 2 RTA-NOSTOANKKUREIDEN MITAT...3 2.1 RTA-nostoankkureiden mitat ja toleranssit...3
RTA-, RWTL- ja RWTSnostoAnkkurit Eurokoodien mukainen suunnittelu RTA-, RWTL- ja RWTS-nostoAnkkurit 1 TOIMINTATAPA...2 2 RTA-NOSTOANKKUREIDEN MITAT...3 2.1 RTA-nostoankkureiden mitat ja toleranssit...3
Myös hiekan sideaine vaikuttaa sullonnan määrään. Hartsisideainehiekkojen sullontatarve on huomattavasti vähäisempi kuin bentoniittihiekkojen.
 12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
Perusteet 6, lisää pintamallinnusta
 Perusteet 6, lisää pintamallinnusta Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_6_2.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna kappale pääosin pintamallinnustyökaluja
Perusteet 6, lisää pintamallinnusta Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_6_2.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna kappale pääosin pintamallinnustyökaluja
1) Sivulasien asennus Valmistele alumiinilistat (sivu- ja alalistat U-, katonvastainen lista joko F- tai U-profiililla)
 Sivulasien asennus Valmistele alumiinilistat (sivu- ja alalistat U-, katonvastainen lista joko F- tai U-profiililla)") VIHTA-LASISEINÄN ASENNUSOHJE: Käymme tässä asennusohjeessa läpi lasiseinän asennuksen vaihe vaiheelta. Suorittamalla asennustyö huolella tämän ohjeen mukaan lasiseinän asennus sujuu vaivattomasti ja lasiseinän
VIHTA-LASISEINÄN ASENNUSOHJE: Käymme tässä asennusohjeessa läpi lasiseinän asennuksen vaihe vaiheelta. Suorittamalla asennustyö huolella tämän ohjeen mukaan lasiseinän asennus sujuu vaivattomasti ja lasiseinän
Suomi. turvallisuus. lihamylly. lihamyllyn kokoaminen
 AX950 Suomi Ennen ohjeiden lukemista taita etusivu auki kuvien esiinsaamiseksi ennen Kenwood-lisälaitteen käyttämistä Lue nämä ohjeet huolella ja säilytä ne myöhempää tarvetta varten. Poista pakkauksen
AX950 Suomi Ennen ohjeiden lukemista taita etusivu auki kuvien esiinsaamiseksi ennen Kenwood-lisälaitteen käyttämistä Lue nämä ohjeet huolella ja säilytä ne myöhempää tarvetta varten. Poista pakkauksen
Tampereen ammattiopisto - CAD perusharjoitukset - Tuula Höök. Tilavuusmallinnus 2: Pyörähdyssymmetria
 Tampereen ammattiopisto - CAD perusharjoitukset - Tuula Höök Tilavuusmallinnus 2: Pyörähdyssymmetria 1 Tilavuusmallinnus 1 Tilavuusmallinnus 2: Pyörähdyssymmetria Harjoitusten yleisohje Tutki mallinnettavan
Tampereen ammattiopisto - CAD perusharjoitukset - Tuula Höök Tilavuusmallinnus 2: Pyörähdyssymmetria 1 Tilavuusmallinnus 1 Tilavuusmallinnus 2: Pyörähdyssymmetria Harjoitusten yleisohje Tutki mallinnettavan
Korkki 1 CAD työkalut joka on myös kauniisti muotoiltu harjoituksessa cap_1_2.sldprt Tilavuusmallinnus Pintamallinnus (vapaaehtoinen) Teoriatausta
 Teoriatausta") Korkki 1 Tuula Höök Tampereen teknillinen yliopisto Ota piirustus cap_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna niiden perusteella teknisesti oikein muotoiltu ruiskuvalukappale, joka
Korkki 1 Tuula Höök Tampereen teknillinen yliopisto Ota piirustus cap_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna niiden perusteella teknisesti oikein muotoiltu ruiskuvalukappale, joka
Asennusja käyttöohje. Agrosec Optivol M11. 408107 (fi)
") Asennusja käyttöohje Agrosec Optivol M11 408107 (fi) ANTTI-TEOLLISUUS OY Koskentie 89 25340 Kanunki, Salo Puh. +358 2 774 4700 Fax +358 2 774 4777 E-mail: antti@antti-teollisuus.fi www.antti-teollisuus.fi
Asennusja käyttöohje Agrosec Optivol M11 408107 (fi) ANTTI-TEOLLISUUS OY Koskentie 89 25340 Kanunki, Salo Puh. +358 2 774 4700 Fax +358 2 774 4777 E-mail: antti@antti-teollisuus.fi www.antti-teollisuus.fi
Painevalut 3. Teoriatausta Revolved Pattern. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_3_1.sldprt
 Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
ASENNUSOHJE. SAFERA Siro IN-line -liesivahti. Virranhallintayksiköt PCU3 PCU5.1-U 20810 V4.5.0 FIN SIRO IN-LINE
 ASENNUSOHJE SAFERA Siro IN-line -liesivahti Virranhallintayksiköt PCU PCU.-U 080 V..0 FIN SIRO IN-LINE SISÄLLYSLUETTELO VAROITUKSET. VALMISTELUT. Valmistelut. Asennus. Asennuksen vianmääritys. Lisävaruste:
ASENNUSOHJE SAFERA Siro IN-line -liesivahti Virranhallintayksiköt PCU PCU.-U 080 V..0 FIN SIRO IN-LINE SISÄLLYSLUETTELO VAROITUKSET. VALMISTELUT. Valmistelut. Asennus. Asennuksen vianmääritys. Lisävaruste:
Tilavuusmallinnus 2, pursotuksin ja leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto
 Tilavuusmallinnus 2, pursotuksin ja leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Tilavuusmallinnus 2, pursotuksin ja leikkauspinnoin muotoiltuja kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Ota piirustus solids_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden
19. Muotin syöttöjärjestelmä
 19. Muotin syöttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kun muotin täyttänyt sula metalli alkaa jähmettyä, kutistuu se samanaikaisesti. Valukappaleen ohuet kohdat jähmettyvät aikaisemmin
19. Muotin syöttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kun muotin täyttänyt sula metalli alkaa jähmettyä, kutistuu se samanaikaisesti. Valukappaleen ohuet kohdat jähmettyvät aikaisemmin
Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö, kulmapyöristys, jakopinta ja vastapäästö.
 Jakopinta perusteet JuhoTaipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö, kulmapyöristys, jakopinta ja vastapäästö.
Jakopinta perusteet JuhoTaipale, Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö, kulmapyöristys, jakopinta ja vastapäästö.
Ajattele julkisivu jonka kauneus on ikuista
 Ajattele julkisivu jonka kauneus on ikuista Half Round Portsmouth Shake Puolipyöreät paanupaneelit Asennusohje Puolipyöreät Asennusohje Yleistä Varoitus: Muista, että paneelit laajenevat ja kutistuvat
Ajattele julkisivu jonka kauneus on ikuista Half Round Portsmouth Shake Puolipyöreät paanupaneelit Asennusohje Puolipyöreät Asennusohje Yleistä Varoitus: Muista, että paneelit laajenevat ja kutistuvat
http://www.valuatlas.fi - ValuAtlas Valimotekniikan perusteet Erkki Itävuori, Tuula Höök
 Painevalu Erkki Itävuori Tampereen teknillinen yliopisto Tuula Höök Tampereen teknillinen yliopisto Ensimmäiset nykyisen painevalamisen kaltaisella menetelmällä valmistetut painevalutuotteet ovat olleet
Painevalu Erkki Itävuori Tampereen teknillinen yliopisto Tuula Höök Tampereen teknillinen yliopisto Ensimmäiset nykyisen painevalamisen kaltaisella menetelmällä valmistetut painevalutuotteet ovat olleet
Standardin ISO 8062 mittatoleranssijärjestelmä
 Valutoleranssilla tarkoitetaan yhteisesti sovittua aluetta, jonka sisälle kappaleiden mittamuutokset mahtuvat. Toleranssit jaotellaan yleensä useaan ryhmään, jossa pienimmissä toleranssiryhmissä hyväksytyt
Valutoleranssilla tarkoitetaan yhteisesti sovittua aluetta, jonka sisälle kappaleiden mittamuutokset mahtuvat. Toleranssit jaotellaan yleensä useaan ryhmään, jossa pienimmissä toleranssiryhmissä hyväksytyt
Perusteet 5, pintamallinnus
 Perusteet 5, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf, sama piirustus kuin harjoituksessa basic_4. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 5, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf, sama piirustus kuin harjoituksessa basic_4. Käytä piirustuksessa annettuja mittoja ja tuota niiden
FB siirtoilmaventtiili
 FB siirtoilmaventtiili Securo AS 02.01.2018 Versio 1.3 FB siirtoilmaventtiili - palosulku Tuotetiedot Koot: 100x100 600x600 mm FB siirtoilmaventtiili on passiivinen palosulku, jota käytetään paloluokitelluissa,
FB siirtoilmaventtiili Securo AS 02.01.2018 Versio 1.3 FB siirtoilmaventtiili - palosulku Tuotetiedot Koot: 100x100 600x600 mm FB siirtoilmaventtiili on passiivinen palosulku, jota käytetään paloluokitelluissa,
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus
 Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Keernojen erottaminen
 Keernojen erottaminen Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin rakenne Koneistettavuus CAD työkalut harjoituksessa Keernojen erottaminen Mallinnuksen vaiheet Avaa jokin harjoitukseen
Keernojen erottaminen Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin rakenne Koneistettavuus CAD työkalut harjoituksessa Keernojen erottaminen Mallinnuksen vaiheet Avaa jokin harjoitukseen
Taiter Oy. Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje
 Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22