KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET
|
|
|
- Aki Jokinen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä ja niiden erityispiirteistä, sitä vähemmän tekee vääriä oletuksia ja suunnitteluprojekti etenee nopeammin. Kustannukset pysyvät paremmin hallinnassa.

2 PIIRILEVYISTÄ LAVERGHETTA: MICROWAVE MATERIALS AND FABRICATION TECHNIQUES (ARTECH HOUSE)

3 Perusasioita ruiskuvalusta Ruiskuvalu on yleisin menetelmä muokata erilaisia polymeerimateriaaleja muovituotteiksi. Ruiskuvalu sopii seuraaville polymeereille: Kestomuovit Kertamuovit Elastomeerit Kumit Komposiitit Solustetut muovit

4 Ruiskuvalun neljä päävaihetta: Plastisointi (muovimassan sekoittaminen ja lämmitys) Ruiskutus (muottipesän täyttäminen) Jäähdytys (muottipesässä olevan materiaalin jäähdytys) Valmiin kappaleen ulostyöntö muotista Ruiskuvalu on sopiva menetelmä suurille tuotantomäärille. Jos tuotantomäärä on pieni, muottikustannusten osuus yhden kappaleen valmistuskustannuksista nousee kohtuuttomaksi. Sopiva määrä on vähintään kappaletta.

5 Ruiskuvaletun kotelon ominaisuudet Ruiskuvaluprosessin onnistumiseen vaikuttavat muovimassan lämpötila, paine, virtaavan muovimateriaalin suuntautu-minen (orientaatio) ja materiaalin kutistumisominaisuudet. Ruiskuvaletut kappaleet ovat näistä ominaisuuksista johtuen epähomogeenisia ja niihin muodostuu sisäisiä jännityksiä otettava huomioon koteloita mitoitettaessa Ruiskutusvaiheen asetuksien merkitys kappaleen pinnanlaadun muodostumiselle on tärkeä. Kotelon pinnanlaatu riippuu merkittävästi käytetystä ruiskutusnopeudesta. Ruiskuvalukappaleen pinnanlaatu vaativat, että massasulan lämpötila olisi vakio koko ruiskutusvaiheen ajan otettava huomioon geometriaa suunniteltaessa ja asetettaessa pinnanlaatuvaatimuksia

6 Jäähdytysjakson ja jähmettymisen tulisi tapahtua tasaisesti, jotta saataisiin huokoseton, jännityksetön ja kieroutumaton kappale. Muotissa kappaletta ympäröivät muotin seinämät ja kutistuminen on osin mekaanisesti ohjattua. Kappale ei pääse taipumaan tai kieroutumaan ja siten myöskään jälkipaineen aiheuttamat sisäiset jännitykset eivät pääse purkautumaan kun suunnitellaan ruiskuvalettava kotelo, suunnitellaan ensisijaisesti sen muotti!

7 Ruiskuvalumenetelmän asettamat reunaehdot tuotteelle:

8 Missä on raja seinämäpaksuudelle? Seinämäpaksuuden raja riippuu itse paksuudesta sekä sulan virtausmatkasta. Jos valmistetaan matkapuhelimen kuori seinämäpaksuudeltaan n. 1 mm, puhutaan varmasti ohutseinämätekniikasta. Yhden millimetrin paksuisen paidannapin valmistus ei ole enää ohutseinämätekniikkaa, sillä kappaleen koko on hyvin pieni ja sulan muovin virtausmatka lyhyt. Ohutseinämätekniikasta puhutaan, kun seinämäpaksuus on alle 1 mm ja virtausmatkaseinämäpaksuus-suhde (L:T) on yli 100:1. Matkapuhelinten kuorten seinämänpaksuus on nykyisin noin 0,8 mm ja L:T-suhde noin 150.
 on yli 100:1.")
9 Jäykkyyden puute on suurin ohutseinämäisten kappaleiden käyttökohteita rajoittava tekijä. Kappaleen neliömomentti romahtaa kahdeksasosaan, kun seinämänpaksuus puolitetaan. Hyvin ohuet seinämät muuttavat kappaleen kalvomaiseksi, mitä ei välttämättä haluta. Muotoilemalla, rivoittamalla sekä käyttämällä lujitettua materiaalia pystytään kappaleen jäykkyyttä parantamaan.

10 Ruiskuvalettavan tuotteen suunnittelussa huomioonotettavat tekijät: Kappaleen sisäiset muodot Päästöt Virtausmatka muotin sisällä Joidenkin muovilaatujen loviherkkyys Lujuusominaisuudet Paikka, josta muottipesä täytetään Muotin ulostyöntömekanismi Muotin jäähdytysjärjestelmä Liikkuvat keernat

11 Ruiskuvalettavat materiaalit: Amorfisia kestomuoveja ovat esim. PC, ABS, PVC, PS ja PMMA. Osakiteisiä ovat esim. PE, PP, PA, POM ja PET. Komposiiteissa matriisina on muovi, johon on seostettu haluttuja seosaineita. Tyypillisiä ovat erilaiset mineraaliseostetut muovit. Mineraalitäyteainetta esim. kalsiumkarbonaattia CaCO 3 Polymeeriseokset, joissa on sekoitettu keskenään yhtä tai useampaa polymeeriä siten, että polymeerit eivät reagoi keskenään atomitasolla (nk. blendit )

12 ABS + PC -blendistä valmistettu matkapuhelimen kuori Akryylinitriilibutadieenistyreenin ja polykarbonaatin seos
13 Muita ruiskuvalettuja koteloita:

14 Perusasioita metallien painevalusta Peruselektroniikan kotelot valmistetaan lähinnä alumiiniseoksista tai sinkkiseoksista. Kevyet, ohuet rakenteet, kuten kamerat valmistetaan magnesiumseoksista. Sinkillä saavutetaan parempi metallin juoksevuus muottiin, joten ohutseinäiset kappaleet kannattaa tehdä sinkistä. Kun koko kasvaa, vältetään painoa ja alumiiniseos on tarkoituksenmukaisempi. Alumiiniseoksia on erityisen vaikeita valaa, koska niillä on taipumus tuottaa kaasukuplia. Alumiinilla on myös suuri kiteytymiskutistuma, mikä aiheuttaa imuja, vääntymiä sekä vaikeuksia poistaa kappale muotista

15 Kappale voi olla muodoiltaan vaativa: ohuita seinämiä, teräviä reunoja, hankalia kulmia ja kierteitä voidaan painevalaa. Painevalussa sula metalli, jonka lämpötila on alumiinia valettaessa noin 700 C ja magnesiumia valettaessa noin 650 C, syötetään suurella nopeudella ja paineella teräksestä valmistettuun kestomuottiin. Vaativien painevalukappaleiden valamisessa tyhjövalun käyttö on onnistumisen edellytys. Taloudellinen yli 5000kpl sarjoissa. Tarkkuustoleranssi 0.5% nimellismitasta.

16 Alumiinipainevalun esimerkkinä tukiasemissa tarvittavat koteloinnit

17 Magnesiumpainevalun esimerkkinä videokameran runko

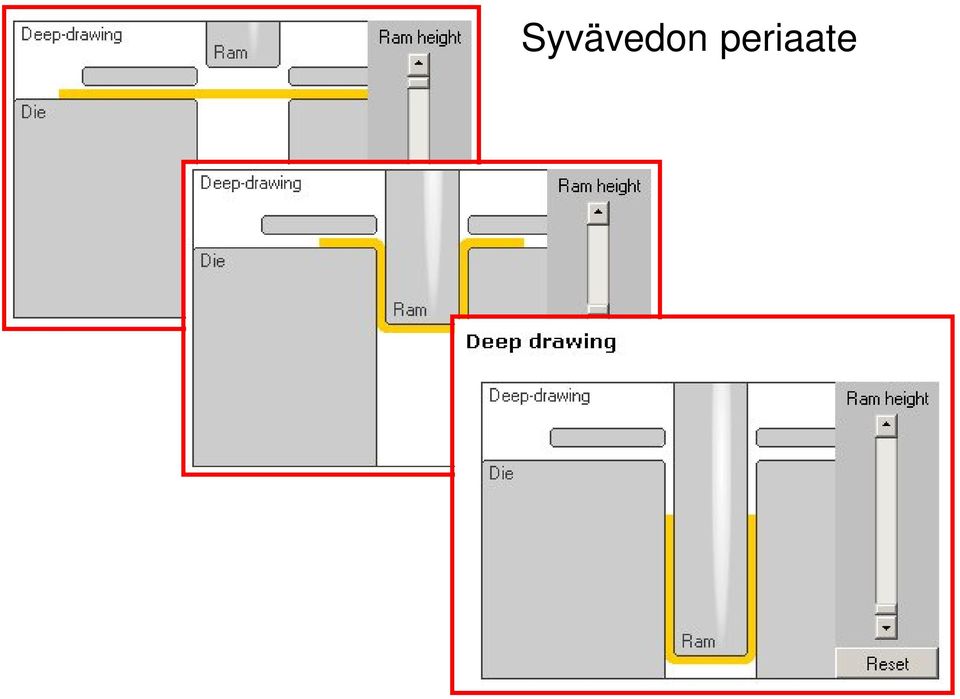
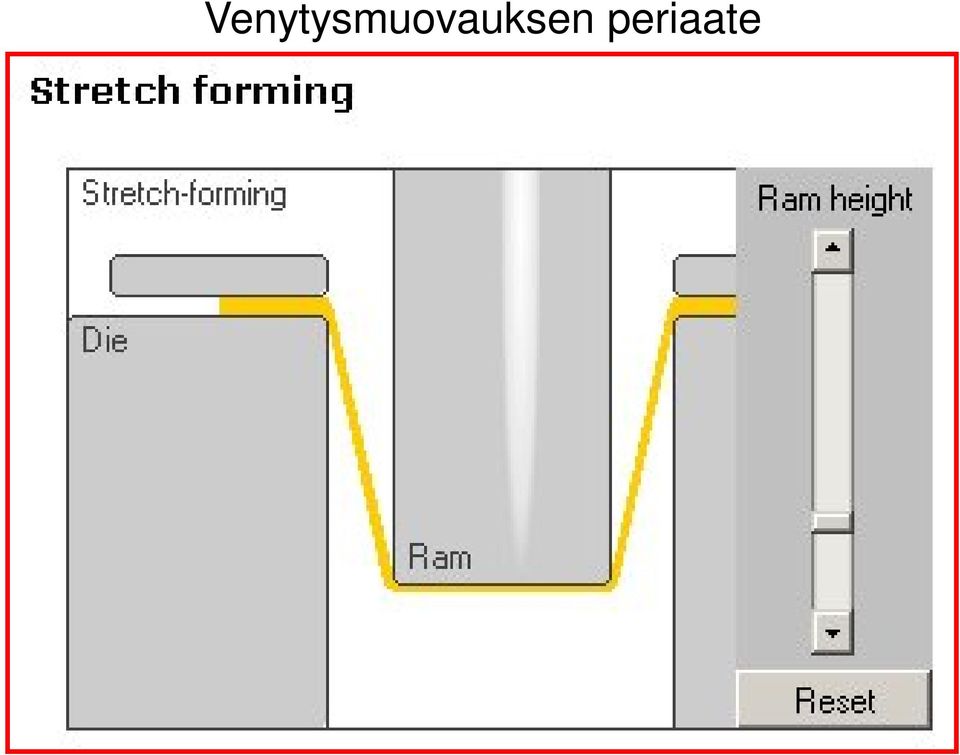
18 Perusasioita syvävedosta ja venytysmuovauksesta Syvävedossa levyaihiosta painetaan kotelo pyrkimättä muuttamaan levynpaksuutta Venytysmuovauksessa aihion liukuminen muovattaessa on estetty ja levy ohenee Syvävedolla saavutetaan hyvä valmiin kotelon mittatarkkuus ja pinnanlaatu sekä kotelon muotojäykkyys. Sopii erinomaisesti sarjatuotantoon

19 Syvävedon periaate
20 Venytysmuovauksen periaate
21 Syvävedettyjä koteloita Kyseisen kaltaisille koteloille mahdollisia materiaaleja ovat mm. alumiiniseokset, pronssit, kupariseokset ja kylmä-valssattu teräs sekä μ-metalli (Ni77/Fe14/Cu5/Mo4).
22 Yksittäisiä koteloita tai niiden muotoja voi valmistaa myös mm. Perinteisillä lastuavilla työstömenetelmillä Levyosista taivuttamalla, lävistämällä ja käyttämällä eri liittämismenetelmillä Kipinätyöstöllä
23 Levytyötekniikan sovelluksia
24 Suunnittelu kokoonpanoa varten: Minimoi osien määrä kokoonpanossa tai rakenteessa Suunnittele modulaarisia rakenteita Yritä löytää rakenneosalle niin monta toimintoa kuin mahdollista Vältä erillisiä kiinnitysosia tai muotoja Tee asennusvaiheet mahdollisiksi yhdestä kokoonpanosuunnasta Minimoi tarvittavien valmistusvaiheiden määrä Varmista, että rakenteessa on riittävästi tilaa työkaluille ja asennukselle Käytä standardisoituja muotoja, kompo-nentteja, työkaluja ja teriä Tarkasta, mihin valmistusvirheiden summautuminen on sallittu Tarkasta, että pinnanlaatu, mitta-, paikka ja geometriset toleranssit ovat keskenään sopusoinnussa Käytä osia, jotka voi asentaa oikein useassa eri suunnassa ja vältä osia, jotka tarkertuvat toisiinsa kokoonpanovaiheissa Toista samoja valmistusvaiheita Käytä parametrista suunnittelua Suunnittele tuote automatisoitua tuotantoa varten, usein se on silloin edullinen myös manuaaliseen tuotantoon
Kannettavien laitteiden koteloinnista. TkT Harri Eskelinen
 Kannettavien laitteiden koteloinnista OSA B TkT Harri Eskelinen 3. VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET Tavoite Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita,
Kannettavien laitteiden koteloinnista OSA B TkT Harri Eskelinen 3. VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET Tavoite Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita,
MUOVIN TYÖSTÖ HYVÄ TIETÄÄ MUOVISTA MUOTTIPUHALLUS, EKSTRUUSIO, KALVOPUHALLUS OSA 10
 HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
Periaatteet. ValuAtlas Muotin valmistus Tuula Höök. Tuula Höök Tampereen teknillinen yliopisto
 Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön
Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön
Luonnonkuitukomposiittien. ruiskuvalussa
 Luonnonkuitukomposiitit ruiskuvalussa Luonnonkuitukomposiittien mahdollisuudet -Roadshow 2008 Harri Välimäki Kareline Oy Ltd KARELINE OY LTD Sirkkalantie 12 B FIN-80100 Joensuu www.kareline.com Customers
Luonnonkuitukomposiitit ruiskuvalussa Luonnonkuitukomposiittien mahdollisuudet -Roadshow 2008 Harri Välimäki Kareline Oy Ltd KARELINE OY LTD Sirkkalantie 12 B FIN-80100 Joensuu www.kareline.com Customers
Muovimateriaali kutistuu ja aiheuttaa painetta sekä kitkavoimia keernan ja kappaleen välille.
 Päästöt Tampereen teknillinen yliopisto Sanna Nykänen Ruiskuvalettavissa kappaleissa on lähes aina tarpeellista käyttää päästöjä. Päästökulmat helpottavat kappaleen ulostyöntöä muotista. Jos ruiskuvalukappale
Päästöt Tampereen teknillinen yliopisto Sanna Nykänen Ruiskuvalettavissa kappaleissa on lähes aina tarpeellista käyttää päästöjä. Päästökulmat helpottavat kappaleen ulostyöntöä muotista. Jos ruiskuvalukappale
Konstruktiomateriaalit Luennot / syksy 2012 TkT Harri Eskelinen. LUENTO 5 Polymeerit 2012
 Konstruktiomateriaalit Luennot / syksy 2012 TkT Harri Eskelinen LUENTO 5 Polymeerit 2012 Osaamistavoite Tämän luennon jälkeen opiskelija osaa: Tunnistaa ja luokitella ne tekijät, joilla on keskeisin vaikutus
Konstruktiomateriaalit Luennot / syksy 2012 TkT Harri Eskelinen LUENTO 5 Polymeerit 2012 Osaamistavoite Tämän luennon jälkeen opiskelija osaa: Tunnistaa ja luokitella ne tekijät, joilla on keskeisin vaikutus
MUOVIT VAATETUSTEKNIIKASSA 31.3.2010
 MUOVIT VAATETUSTEKNIIKASSA 31.3.2010 SISÄLLYSLUETTELO 3. MUOVITUOTTEIDEN ERI VALMISTUSTEKNIIKAT 3.1 Yleistä muovituotteiden valmistuksesta 3.2 Kalvojen valmistus 3.2.1 Yleistä kalvojen valmistuksesta 3.2.2
MUOVIT VAATETUSTEKNIIKASSA 31.3.2010 SISÄLLYSLUETTELO 3. MUOVITUOTTEIDEN ERI VALMISTUSTEKNIIKAT 3.1 Yleistä muovituotteiden valmistuksesta 3.2 Kalvojen valmistus 3.2.1 Yleistä kalvojen valmistuksesta 3.2.2
Metallin lisäävän valmistuksen näkymiä
 Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Nestekidemuovit (LCP)
") Nestekidemuovit (LCP) Tampereen teknillinen yliopisto Sanna Nykänen Nestekidemuovit voidaan luokitella kiteisiksi erikoismuoveiksi, jotka ovat suhteellisen kalliita materiaaleja. Niiden luokitteluperiaate
Nestekidemuovit (LCP) Tampereen teknillinen yliopisto Sanna Nykänen Nestekidemuovit voidaan luokitella kiteisiksi erikoismuoveiksi, jotka ovat suhteellisen kalliita materiaaleja. Niiden luokitteluperiaate
http://www.valuatlas.fi ValuAtlas Kestomuottivalun suunnittelu Tuula Höök, Sanna Nykänen
 Ruiskuvalu Sanna Nykänen Tampereen teknillinen yliopisto, 2009 Tuula Höök Tekstin muokkaus: Valimoinstituutti 2015 Materiaalit Ruiskuvalumenetelmä on tarkoitettu ensisijaisesti polymeerimateriaalien prosessointiin.
Ruiskuvalu Sanna Nykänen Tampereen teknillinen yliopisto, 2009 Tuula Höök Tekstin muokkaus: Valimoinstituutti 2015 Materiaalit Ruiskuvalumenetelmä on tarkoitettu ensisijaisesti polymeerimateriaalien prosessointiin.
LUONNON MATERIAALIT MUOVEISSA
 LUONNON MATERIAALIT MUOVEISSA Pentti Järvelä TkT, professori TTY, Materiaalioppi Muovi-ja elastomeeritekniikka 1 LUONNON MATERIAALIT MUOVEISSA Tässä esityksessä keskitytään luonnon materiaalien käyttöön
LUONNON MATERIAALIT MUOVEISSA Pentti Järvelä TkT, professori TTY, Materiaalioppi Muovi-ja elastomeeritekniikka 1 LUONNON MATERIAALIT MUOVEISSA Tässä esityksessä keskitytään luonnon materiaalien käyttöön
a) ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla
 ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla") Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Termoplastiset polyesterit: Polyeteenitereftelaatti
 Termoplastiset polyesterit: Polyeteenitereftelaatti (PET) ja polybuteenitereftelaatti (PBT) Tampereen teknillinen yliopisto Sanna Nykänen Polyeteenitereftelaatti (PET) Polyeteenitereftelaatti on eniten
Termoplastiset polyesterit: Polyeteenitereftelaatti (PET) ja polybuteenitereftelaatti (PBT) Tampereen teknillinen yliopisto Sanna Nykänen Polyeteenitereftelaatti (PET) Polyeteenitereftelaatti on eniten
Pehmeä magneettiset materiaalit
 Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Muovijätteiden ja sivuvirtojen materiaalihyötykäyttö
 Muovijätteiden ja sivuvirtojen materiaalihyötykäyttö Ekokemin ympäristöseminaari Perjantai 14.6.2013, Helsingin Messukeskus Tampereen teknillinen yliopisto (TTY) Materiaaliopin laitos Tohtorikoulutettava
Muovijätteiden ja sivuvirtojen materiaalihyötykäyttö Ekokemin ympäristöseminaari Perjantai 14.6.2013, Helsingin Messukeskus Tampereen teknillinen yliopisto (TTY) Materiaaliopin laitos Tohtorikoulutettava
http://www.valuatlas.net ValuAtlas Kestomuottivalujen suunnittelu Seija Meskanen, Tuula Höök
 Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
Täysmuottikaavaus Seija Meskanen, Teknillinen korkeakoulu Tuula Höök, Tampereen teknillinen yliopisto Täysmuottikaavaus on menetelmä, jossa paisutetusta polystyreenistä (EPS) valmistettu, yleensä pinnoitettu
7. Valukappaleiden suunnittelu keernojen käytön kannalta
 7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
UPM ForMi - selluloosa biokomposiitit ja käytännön sovellukset. Stefan Fors, UPM
 UPM ForMi - selluloosa biokomposiitit ja käytännön sovellukset Stefan Fors, UPM 1 UPM UPM The Biofore Company VISIO UPM yhdistää bio- ja metsäteollisuuden ja rakentaa uutta, kestävää ja innovaatiovetoista
UPM ForMi - selluloosa biokomposiitit ja käytännön sovellukset Stefan Fors, UPM 1 UPM UPM The Biofore Company VISIO UPM yhdistää bio- ja metsäteollisuuden ja rakentaa uutta, kestävää ja innovaatiovetoista
Metalliseokset. Alumiiniseokset. ValuAtlas Suunnittelijan perusopas Seija Meskanen, Tuula Höök
 Metalliseokset Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Alumiiniseokset Eri tavoin seostettu alumiini sopii kaikkiin yleisimpiin valumenetelmiin. Alumiiniseoksia
Metalliseokset Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Alumiiniseokset Eri tavoin seostettu alumiini sopii kaikkiin yleisimpiin valumenetelmiin. Alumiiniseoksia
TIDOMAT smartone - etälukija MIFARE
 TIDOMAT smartone - etälukija MIFARE SO-3393 (Mifare ) Tyylikkäästi muotoiltu etälukija taustavalaistulla kosketusnäppäimistöllä. MIFARE tyyppisille etälukutunnistimille. Vihreä, keltainen tai punainen
TIDOMAT smartone - etälukija MIFARE SO-3393 (Mifare ) Tyylikkäästi muotoiltu etälukija taustavalaistulla kosketusnäppäimistöllä. MIFARE tyyppisille etälukutunnistimille. Vihreä, keltainen tai punainen
Malliveistämöstä 3D tulostukseen
 Malliveistämöstä 3D tulostukseen Firpa 2015 Seppo Syrjälä Anekdootti: Pikku tarina, juttu, kasku Seppo Syrjälä 1982 2004 Electrolux, RPI, Alphaform Kokeillut kaikkia(?) olemassa olevia työkalunvalmistusmenetelmiä,
Malliveistämöstä 3D tulostukseen Firpa 2015 Seppo Syrjälä Anekdootti: Pikku tarina, juttu, kasku Seppo Syrjälä 1982 2004 Electrolux, RPI, Alphaform Kokeillut kaikkia(?) olemassa olevia työkalunvalmistusmenetelmiä,
Perusmuovit. PE300 - Suurtiheyspolyeteeni
 MUOVIMATERIAALIT Perusmuovit PE300 - Suurtiheyspolyeteeni Suurimolekyylinen polyeteeni PE 300 (0,3 miljoonaa g/mol) on moniin käyttökohteisiin soveltuva kustannustehokas perusmuovi. hyvä kulutuskestävyys
MUOVIMATERIAALIT Perusmuovit PE300 - Suurtiheyspolyeteeni Suurimolekyylinen polyeteeni PE 300 (0,3 miljoonaa g/mol) on moniin käyttökohteisiin soveltuva kustannustehokas perusmuovi. hyvä kulutuskestävyys
SUOMEN MUOVITEOLLISUUS
 SUOMEN MUOVITEOLLISUUS www.plastics.fi OSAAMISEN VÄRISUORA kestomuovien käyttöjakauma maailmassa 2010 MUOVIKORTIT ON JAETTU, PELI VOI ALKAA. PET 7 % PET VOITTO ON TIEDOSSA! PS 8 % PS Suomalainen muoviteollisuus
SUOMEN MUOVITEOLLISUUS www.plastics.fi OSAAMISEN VÄRISUORA kestomuovien käyttöjakauma maailmassa 2010 MUOVIKORTIT ON JAETTU, PELI VOI ALKAA. PET 7 % PET VOITTO ON TIEDOSSA! PS 8 % PS Suomalainen muoviteollisuus
Nimike PE-Levy musta HD 300 Levykoko Tuote nr PE-LEVY 1 mm
 MUOVIMATERIAALIT Perusmuovit PE300 - Suurtiheyspolyeteeni Suurimolekyylinen polyeteeni PE 300 (0,3 miljoonaa g/mol) on moniin käyttökohteisiin soveltuva kustannustehokas perusmuovi. Hyvä kulutuskestävyys
MUOVIMATERIAALIT Perusmuovit PE300 - Suurtiheyspolyeteeni Suurimolekyylinen polyeteeni PE 300 (0,3 miljoonaa g/mol) on moniin käyttökohteisiin soveltuva kustannustehokas perusmuovi. Hyvä kulutuskestävyys
Kolme lineaaristen polyamidien valmistusmenetelmistä on kaupallisesti merkittäviä:
 POLYAMIDIT (PA) Tampereen teknillinen yliopisto Sanna Nykänen Yleistä Polyamidit ovat eniten käytettyjä teknisiä muoveja. Esimerkkinä yleisesti tunnettu nylon luokitellaan kemiallisesti polyamidiksi (PA66).
POLYAMIDIT (PA) Tampereen teknillinen yliopisto Sanna Nykänen Yleistä Polyamidit ovat eniten käytettyjä teknisiä muoveja. Esimerkkinä yleisesti tunnettu nylon luokitellaan kemiallisesti polyamidiksi (PA66).
Hinnasto. Voimassa 8 / 2015 alkaen
 Hinnasto Voimassa 8 / 2015 alkaen MUITA VAHVUUKSIA JA KOKOJA TOIMITAMME SOPIMUKSEN MUKAAN 36220 KANGASALA SISÄLLYSLUETTELO MATERIAALI SIVU PMMA XT 3-4 PMMA GS 4-5 PMMA -LIIMAT 5 PC 6-7 PC LIIMAT 7 PETG
Hinnasto Voimassa 8 / 2015 alkaen MUITA VAHVUUKSIA JA KOKOJA TOIMITAMME SOPIMUKSEN MUKAAN 36220 KANGASALA SISÄLLYSLUETTELO MATERIAALI SIVU PMMA XT 3-4 PMMA GS 4-5 PMMA -LIIMAT 5 PC 6-7 PC LIIMAT 7 PETG
Tekninen muovituote. Hybridimoottorin polttoaineosan valmistus. Esityksen sisältö
 Tekninen muovituote Hybridimoottorin polttoaineosan valmistus TTY 2005 Tommi Berg Antti Linna Mari Valtonen Esityksen sisältö Rakettitekniikkaa, moottorityyppien vertailu Aiheena olevan moottorin tarkempi
Tekninen muovituote Hybridimoottorin polttoaineosan valmistus TTY 2005 Tommi Berg Antti Linna Mari Valtonen Esityksen sisältö Rakettitekniikkaa, moottorityyppien vertailu Aiheena olevan moottorin tarkempi
LUONNONMATERIAALIT/POLYMEE- RIT PUOLIVALMISTEET
 LUONNONMATERIAALIT/POLYMEE- RIT PUOLIVALMISTEET Pentti JÄRVELÄ TkT, professori Materiaalioppi Muoviryhmä 1 MIKSI LUONNON MATERIAALEJA Halutaan säästää fossiilisia materiaaleja (?) Biomateriaalien elinkaariarvio
LUONNONMATERIAALIT/POLYMEE- RIT PUOLIVALMISTEET Pentti JÄRVELÄ TkT, professori Materiaalioppi Muoviryhmä 1 MIKSI LUONNON MATERIAALEJA Halutaan säästää fossiilisia materiaaleja (?) Biomateriaalien elinkaariarvio
Alumiini Genelecin tuotteissa. Alumiinipäivät Jaakko Nisula Team Leader, Mechanical Engineering
 Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
Panostus kiertotalouteen
 Panostus kiertotalouteen Yhteiskunnan on voitava valita tehokkaimmat ratkaisut kestävän kehityksen varmistamiseksi maailmanlaajuisissa haasteissa. Haasteita heittävät ilmaan esimerkiksi ilmastonmuutos
Panostus kiertotalouteen Yhteiskunnan on voitava valita tehokkaimmat ratkaisut kestävän kehityksen varmistamiseksi maailmanlaajuisissa haasteissa. Haasteita heittävät ilmaan esimerkiksi ilmastonmuutos
MUOVIX OY Muovijätteen hyödyntäminen Kemian Päivät: Nyhjää Tyhjästä 22.3.2011 Mikko Koivuniemi
 MUOVIX OY Muovijätteen hyödyntäminen Kemian Päivät: Nyhjää Tyhjästä 22.3.2011 Mikko Koivuniemi Lähde: Uusi Muovitieto Muovijäte Suomessa Yhteensä n. 160 000 tonnia vuodessa Noin 50 % käytettyjä pakkauksia
MUOVIX OY Muovijätteen hyödyntäminen Kemian Päivät: Nyhjää Tyhjästä 22.3.2011 Mikko Koivuniemi Lähde: Uusi Muovitieto Muovijäte Suomessa Yhteensä n. 160 000 tonnia vuodessa Noin 50 % käytettyjä pakkauksia
Teknisten muovien hinnasto
 Teknisten muovien hinnasto Sisällysluettelo Materiaali Sivu Hitsauslangat PE 1 PP 2 PVC 3 PVDF 4 ECTF-E 4 PFA 4 FEP 4 Levyt PA 5 PC 6-7 PE100 8 PE-HD 8-9 PE1000 10 PE1000 10 PE500 11 PET 12 PMMA 13 POM
Teknisten muovien hinnasto Sisällysluettelo Materiaali Sivu Hitsauslangat PE 1 PP 2 PVC 3 PVDF 4 ECTF-E 4 PFA 4 FEP 4 Levyt PA 5 PC 6-7 PE100 8 PE-HD 8-9 PE1000 10 PE1000 10 PE500 11 PET 12 PMMA 13 POM
LASER APPLICATION LAL LABORATORY
 LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
Hensel sähkönjakelujärjestelmät ja PaloTurva tuotteet
 Hensel sähkönjakelujärjestelmät ja PaloTurva tuotteet Meillä on hyvä Itä-Eurooppalainen paloturvallisuustaso Turvajärjestelmät joiden tulee toimia palon aikana määritellään esim. rakennusluvassa 11.1.4
Hensel sähkönjakelujärjestelmät ja PaloTurva tuotteet Meillä on hyvä Itä-Eurooppalainen paloturvallisuustaso Turvajärjestelmät joiden tulee toimia palon aikana määritellään esim. rakennusluvassa 11.1.4
Advanced Materials Araldite 2021 TUOTESELOSTE
 Advanced Materials Araldite 2021 TUOTESELOSTE Araldite 2021 Kaksikomponenttinen sitkistetty metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Korkea kuoriutumislujuus Monikäyttöinen Erinomainen monien
Advanced Materials Araldite 2021 TUOTESELOSTE Araldite 2021 Kaksikomponenttinen sitkistetty metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Korkea kuoriutumislujuus Monikäyttöinen Erinomainen monien
23. Yleistä valumalleista
 23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
MUOVIEN RUISKUVALU. Jarkko Lamminen. Opinnäytetyö Joulukuu 2012 Kemiantekniikan koulutusohjelma
 MUOVIEN RUISKUVALU Jarkko Lamminen Opinnäytetyö Joulukuu 2012 Kemiantekniikan koulutusohjelma TIIVISTELMÄ Tampereen ammattikorkeakoulu Kemiantekniikan koulutusohjelma JARKKO LAMMINEN Muovien ruiskuvalu
MUOVIEN RUISKUVALU Jarkko Lamminen Opinnäytetyö Joulukuu 2012 Kemiantekniikan koulutusohjelma TIIVISTELMÄ Tampereen ammattikorkeakoulu Kemiantekniikan koulutusohjelma JARKKO LAMMINEN Muovien ruiskuvalu
Moninapapistoliittimet Sarja Han
 Moninapapistoliittimet Sarja LUETTELO-OSIO: 01 KOMPONENTIT J ERIKOISKPELIT 1 3 Sisältö Sivu Tekniset tiedot......................................... 01.10 Tekniset tiedot 3 HRX -tekniikalla.......................
Moninapapistoliittimet Sarja LUETTELO-OSIO: 01 KOMPONENTIT J ERIKOISKPELIT 1 3 Sisältö Sivu Tekniset tiedot......................................... 01.10 Tekniset tiedot 3 HRX -tekniikalla.......................
Protoja Silikonimuoteilla Muovin mahdollisuudet seminaari
 Gelecta Finland Oy.. Asia connected......... Protoja Silikonimuoteilla Muovin mahdollisuudet seminaari 22.5.2018 www.gelecta.com Gelecta lyhyesti Vuodesta 2007 Gelecta on tuottanut mekaniikkaratkaisuja
Gelecta Finland Oy.. Asia connected......... Protoja Silikonimuoteilla Muovin mahdollisuudet seminaari 22.5.2018 www.gelecta.com Gelecta lyhyesti Vuodesta 2007 Gelecta on tuottanut mekaniikkaratkaisuja
Advanced Materials Araldite 2048 TUOTESELOSTE
 Advanced Materials Araldite 2048 TUOTESELOSTE Araldite 2048 Kaksikomponenttinen metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Hyvä tartunta moniin metalleihin ja muoveihin Ei vaadi täydellistä
Advanced Materials Araldite 2048 TUOTESELOSTE Araldite 2048 Kaksikomponenttinen metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Hyvä tartunta moniin metalleihin ja muoveihin Ei vaadi täydellistä
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä
 TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
YOUR NEW DIMENSION OF POSSIBILITIES. Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.
 YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
VALOKATTEET ASIANTUNTIJALTA
 Toukokuu 0 VALOKATTEET ASIANTUNTIJALTA Kera Group Oy Näin katat terassit, piharakennukset ja katokset Hintalaskuri Voit laskea valokatteiden hinnat kotisivuillae www.keraplast.fi/valokatteet Katso myös
Toukokuu 0 VALOKATTEET ASIANTUNTIJALTA Kera Group Oy Näin katat terassit, piharakennukset ja katokset Hintalaskuri Voit laskea valokatteiden hinnat kotisivuillae www.keraplast.fi/valokatteet Katso myös
Esimerkkejä ruiskuvalukappaleista
 Esimerkkejä ruiskuvalukappaleista Tuula Höök Tampereen teknillinen yliopisto Tuula Höök - TREDU/Valimoinstituutti Kappale 1: Vesikannun kansi Kappale alta Sisäänvalukohta Jakolinja ja ulostyöntösuunta
Esimerkkejä ruiskuvalukappaleista Tuula Höök Tampereen teknillinen yliopisto Tuula Höök - TREDU/Valimoinstituutti Kappale 1: Vesikannun kansi Kappale alta Sisäänvalukohta Jakolinja ja ulostyöntösuunta
Suunnitteluohjeita tarkkuusvalukappaleelle
 Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
SISÄLLYSLUETTELO. Poranterät pikateräksestä ja kovametallista 2-42. Kierretapit 51-77. Jyrsinterät pikateräksestä 78-102
 SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-42 Kierretapit 51-77 Jyrsinterät pikateräksestä 78-102 Tank-Power jyrsinterät 103-116 K2 HM-jyrsimet 162-178 X-Power ja V7 HM-jyrsimet 117-161
SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-42 Kierretapit 51-77 Jyrsinterät pikateräksestä 78-102 Tank-Power jyrsinterät 103-116 K2 HM-jyrsimet 162-178 X-Power ja V7 HM-jyrsimet 117-161
Ruiskuvalukappaleen muotoilun yksityiskohtia
 Ruiskuvalukappaleen muotoilun yksityiskohtia Yordanka Atanasova, Technical University of Gabrovo Sanna Nykänen, Tampereen teknillinen yliopisto Georgi Rashev, Technical University of Gabrovo Toim. Tuula
Ruiskuvalukappaleen muotoilun yksityiskohtia Yordanka Atanasova, Technical University of Gabrovo Sanna Nykänen, Tampereen teknillinen yliopisto Georgi Rashev, Technical University of Gabrovo Toim. Tuula
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Standardin ISO 8062 mittatoleranssijärjestelmä
 Valutoleranssilla tarkoitetaan yhteisesti sovittua aluetta, jonka sisälle kappaleiden mittamuutokset mahtuvat. Toleranssit jaotellaan yleensä useaan ryhmään, jossa pienimmissä toleranssiryhmissä hyväksytyt
Valutoleranssilla tarkoitetaan yhteisesti sovittua aluetta, jonka sisälle kappaleiden mittamuutokset mahtuvat. Toleranssit jaotellaan yleensä useaan ryhmään, jossa pienimmissä toleranssiryhmissä hyväksytyt
26. Valumallin valmistuksessa huomioon otettavia seikkoja
 26. Valumallin valmistuksessa huomioon otettavia seikkoja Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kutistuminen Kuten aikaisemmin todettiin, valukappaleen jähmettyessä sulasta kiinteäksi tapahtuu
26. Valumallin valmistuksessa huomioon otettavia seikkoja Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kutistuminen Kuten aikaisemmin todettiin, valukappaleen jähmettyessä sulasta kiinteäksi tapahtuu
Multiprint 3D Oy. www.rpcase.fi www.multiprint.fi
 Multiprint 3D Oy www.rpcase.fi www.multiprint.fi Multiprint 3D Oy 3D-tulostus tarkoittaa yksinkertaistettuna materiaalia lisäävää valmistusta. Markkinoilla on erilaisia 3D-tulostustekniikoita joista kukin
Multiprint 3D Oy www.rpcase.fi www.multiprint.fi Multiprint 3D Oy 3D-tulostus tarkoittaa yksinkertaistettuna materiaalia lisäävää valmistusta. Markkinoilla on erilaisia 3D-tulostustekniikoita joista kukin
Muovin ja elastomeerin liimausopas
 Muovin ja elastomeerin liimausopas 3 Miksi käyttää Loctite ja Teroson liimoja muiden liitosmenetelmien sijaan Tämä esite opastaa valitsemaan oikean Loctite ja Teroson liimat Henkelin tuotevalikoimista
Muovin ja elastomeerin liimausopas 3 Miksi käyttää Loctite ja Teroson liimoja muiden liitosmenetelmien sijaan Tämä esite opastaa valitsemaan oikean Loctite ja Teroson liimat Henkelin tuotevalikoimista
Moninapapistoliittimet Sarja Han
 Moninapapistoliittimet Sarja LUETTELO-OSIO: 03 E / ES/ESS/EE KOMPONENTIT JA ERIKOISKAAPELIT 1 3 Sisältö E / ES / ESS / EE Sivu Tekniset tiedot E.......................................... 03.10 Tekniset
Moninapapistoliittimet Sarja LUETTELO-OSIO: 03 E / ES/ESS/EE KOMPONENTIT JA ERIKOISKAAPELIT 1 3 Sisältö E / ES / ESS / EE Sivu Tekniset tiedot E.......................................... 03.10 Tekniset
Kestomuottivalun suunnittelun perusteet
 Kestomuottivalun suunnittelun perusteet Stefan Fredriksson Swerea/SweCast Tuula Höök Tampereen teknillinen yliopisto Sanna Nykänen Tampereen teknillinen yliopisto Teknisesti hyvälaatuinen valukappale Teknisesti
Kestomuottivalun suunnittelun perusteet Stefan Fredriksson Swerea/SweCast Tuula Höök Tampereen teknillinen yliopisto Sanna Nykänen Tampereen teknillinen yliopisto Teknisesti hyvälaatuinen valukappale Teknisesti
Sacotec Day verkkokoulutus. HINTAKOMPONENTIT ja TARJOUSPYYNTÖ,
 Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
PLASTOCO Oy Ab PLASTOCO OY AB. teknisten muoviosien sopimusvalmistaja
 PLASTOCO OY AB teknisten muoviosien sopimusvalmistaja erikoistunut valmistamaan pieniä teknisiä muoviosia ruiskuvalamalla sekä tekemään muottisuunnittelua ja valmistusta porvoolainen perheyritys toiminut
PLASTOCO OY AB teknisten muoviosien sopimusvalmistaja erikoistunut valmistamaan pieniä teknisiä muoviosia ruiskuvalamalla sekä tekemään muottisuunnittelua ja valmistusta porvoolainen perheyritys toiminut
Verhokisko Kiskokatalogi 2013
 Verhokisko Kiskokatalogi 2013 Sivu Verhokiskot 1-2 6100, Yksiurainen verhokisko 3-4 6400, Yksiurainen verhokisko 5-6 6500, Yksiurainen verhokisko 7-8 6600, Kaksiurainen verhokisko 9-10 6103, Yksiurainen
Verhokisko Kiskokatalogi 2013 Sivu Verhokiskot 1-2 6100, Yksiurainen verhokisko 3-4 6400, Yksiurainen verhokisko 5-6 6500, Yksiurainen verhokisko 7-8 6600, Kaksiurainen verhokisko 9-10 6103, Yksiurainen
IGNIS CR2 & CU2. Suorakaiteen muotoinen ja pyöreä palo-/palokaasupelti, paloluokka EI120/EI60
 IGNIS CR2 & CU2 Suorakaiteen muotoinen ja pyöreä palo-/palokaasupelti, paloluokka EI120/EI60 IGNIS CR2 & CU2 Yleistä IGNIS on tyyppihyväksytty palo-/palokaasupelti, paloluokka EI120, jossa on pyöreä tai
IGNIS CR2 & CU2 Suorakaiteen muotoinen ja pyöreä palo-/palokaasupelti, paloluokka EI120/EI60 IGNIS CR2 & CU2 Yleistä IGNIS on tyyppihyväksytty palo-/palokaasupelti, paloluokka EI120, jossa on pyöreä tai
18 Hakemisto. Hakemisto
 18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
Lämpöputkilämmönsiirtimet HPHE
 Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Tekninen tuote-esite. Yleiskuvaus. Tekniset tiedot. Turvallisuusohjeet
 Tekninen tuote-esite D6..W Läppäventtiili kierteettömillä korvakekiinnikkeillä Avoimiin ja suljettuihin kylmän ja lämpimän veden järjestelmiin Lämmitys- ja jäähdytyskojeiden auki-kiinni -sovelluksiin Yleiskuvaus
Tekninen tuote-esite D6..W Läppäventtiili kierteettömillä korvakekiinnikkeillä Avoimiin ja suljettuihin kylmän ja lämpimän veden järjestelmiin Lämmitys- ja jäähdytyskojeiden auki-kiinni -sovelluksiin Yleiskuvaus
KOMPONENTIT JA ERIKOISKAAPELIT 9
 HÄLYTYS- LAITTEET KOMPONENTIT JA ERIKOISKAAPELIT 9 SKS-automaatio Oy Martinkyläntie 50, PL 122, 01721 Vantaa, sähköposti: automaatio@sks.fi, faksi 852 6820, puh. *852 661 Etelä-Suomi Martinkyläntie 50
HÄLYTYS- LAITTEET KOMPONENTIT JA ERIKOISKAAPELIT 9 SKS-automaatio Oy Martinkyläntie 50, PL 122, 01721 Vantaa, sähköposti: automaatio@sks.fi, faksi 852 6820, puh. *852 661 Etelä-Suomi Martinkyläntie 50
Kaasuavusteinen ruiskuvalu
 Kaasuavusteinen ruiskuvalu School of Technology and Management, Polytechnic Institute of Leiria Käännetty ja tarkistettu teksti: Tuula Höök Tampereen teknillinen yliopisto Kaasuavusteinen ruiskuvalu on
Kaasuavusteinen ruiskuvalu School of Technology and Management, Polytechnic Institute of Leiria Käännetty ja tarkistettu teksti: Tuula Höök Tampereen teknillinen yliopisto Kaasuavusteinen ruiskuvalu on
Erittäin lyhyt HSS-pora,TiN-kärki
 Erittäin lyhyt HSS-pora,TiN-kärki Ominaisuudet // Edut Poran A022 edut verrattuna erittäin lyhyeen vakioporaan: Testeissä on saavutettu jopa 33% parempi tuottavuus. Elinikä on merkittävästi pidempi. Kaikki
Erittäin lyhyt HSS-pora,TiN-kärki Ominaisuudet // Edut Poran A022 edut verrattuna erittäin lyhyeen vakioporaan: Testeissä on saavutettu jopa 33% parempi tuottavuus. Elinikä on merkittävästi pidempi. Kaikki
1 Kun laatu ratkaisee
 Kun laatu ratkaisee 1 2 3 Sisällysluettelo: Yritysesittely...sivu 3 Merkintälaitteet ja -ratkaisut...sivu 4 Kappaleenkiinnitys...sivu 5 Työstönesteet ja voiteluaineet...sivu 6 Standardiosat...sivu 7 Ohutlevylinjat
Kun laatu ratkaisee 1 2 3 Sisällysluettelo: Yritysesittely...sivu 3 Merkintälaitteet ja -ratkaisut...sivu 4 Kappaleenkiinnitys...sivu 5 Työstönesteet ja voiteluaineet...sivu 6 Standardiosat...sivu 7 Ohutlevylinjat
MUOVIT TÄMÄN PÄIVÄN KONEENRAKENNUKSESSA PLASTICS IN TODAY S MACHINE BUILDING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT Metalli Konetekniikan koulutusohjelma BKA0400 Kandidaatintyö ja seminaari MUOVIT TÄMÄN PÄIVÄN KONEENRAKENNUKSESSA PLASTICS IN TODAY S MACHINE BUILDING Lappeenrannassa
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT Metalli Konetekniikan koulutusohjelma BKA0400 Kandidaatintyö ja seminaari MUOVIT TÄMÄN PÄIVÄN KONEENRAKENNUKSESSA PLASTICS IN TODAY S MACHINE BUILDING Lappeenrannassa
OMEGA kovametalliviilat
 02/09 7 OMEGA haastus 7 Myös AlTiN pinnoituksella Valmistusmaa USA OMEGA kovametalliviilat Varret Ø ja Ø Käytettävä suojalaseja suojalaseja UUDENLAINEN SYVÄ HIONTA HAMPAAN PROFIILI UUSITTU TEHOKAS JA AGRESSIIVINEN
02/09 7 OMEGA haastus 7 Myös AlTiN pinnoituksella Valmistusmaa USA OMEGA kovametalliviilat Varret Ø ja Ø Käytettävä suojalaseja suojalaseja UUDENLAINEN SYVÄ HIONTA HAMPAAN PROFIILI UUSITTU TEHOKAS JA AGRESSIIVINEN
Teollisuustason 3D tulostusta. Jyväskylä Toni Järvitalo
 Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
13. Savisideaineet. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 13. Savisideaineet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Savisideaineet ovat luonnon tuotteita, jotka saadaan sitomiskykyiseksi kostuttamalla ne vedellä. Savella on taipumus imeä itseensä
13. Savisideaineet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Savisideaineet ovat luonnon tuotteita, jotka saadaan sitomiskykyiseksi kostuttamalla ne vedellä. Savella on taipumus imeä itseensä
ASENNUSOHJE AMMATTILAISELLE SATINE MICROCEMENT MEDIUM SILEÄLLE, UUDELLE POHJALLE MÄRKÄTILAAN
 Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer + verkko, kuivumisaika
Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer + verkko, kuivumisaika
Talousveden laatu ja verkostot
 Talousveden laatu ja verkostot Vesihuoltonuoret 2011 18.5.2011 Aino Pelto-Huikko Prizztech Oy:n Raumalla toimiva kehittämis- ja tutkimusyksikkö Perustettu 2005 teollisuuden aloitteesta 10 työntekijää :
Talousveden laatu ja verkostot Vesihuoltonuoret 2011 18.5.2011 Aino Pelto-Huikko Prizztech Oy:n Raumalla toimiva kehittämis- ja tutkimusyksikkö Perustettu 2005 teollisuuden aloitteesta 10 työntekijää :
KOVAJUOTTEET 2009. Somotec Oy. fosforikupari. hopea. messinki. alumiini. juoksutteet. www.somotec.fi
 KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
ASENNUSOHJE AMMATTILAISELLE SATINE MICROCEMENT MEDIUM VANHAN LAATAN PÄÄLLE MÄRKÄTILAAN
 Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer laatta saumoihin,
Suosittelemme aina käyttämään asentajaa, jolla on kokemusta mikrosementti-tuotteista. Tämä on erityisen suositeltavaa, kun kyseessä on märkätila. RAKENNE JA AIKATAULUTUS: 1. Cement primer laatta saumoihin,
3. Muotinvalmistuksen periaate
 3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
TARVIKESARJAT. MA00680_Finnish.indd 1 06/09/2013 10:17
 TARVIKESARJAT 2013 MA00680_Finnish.indd 1 06/09/2013 10:17 DEWALT-tarvikkeista on nyt koottu tarvikesarjat täyttämään tarpeesi riippumatta siitä, mitä sähkötyökalua käytät. Käytätpä sitten akkukonetta
TARVIKESARJAT 2013 MA00680_Finnish.indd 1 06/09/2013 10:17 DEWALT-tarvikkeista on nyt koottu tarvikesarjat täyttämään tarpeesi riippumatta siitä, mitä sähkötyökalua käytät. Käytätpä sitten akkukonetta
1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen
 TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
Advanced Materials Araldite 2011 TUOTESELOSTE
 Advanced Materials Araldite 2011 TUOTESELOSTE Araldite 2011 Kaksikomponenttinen epoksiliima Ominaispiirteet Yleisliima Pitkä avoin aika Pieni kutistuma Hyvä dynaamisen kuormituksen kesto Soveltuu monien
Advanced Materials Araldite 2011 TUOTESELOSTE Araldite 2011 Kaksikomponenttinen epoksiliima Ominaispiirteet Yleisliima Pitkä avoin aika Pieni kutistuma Hyvä dynaamisen kuormituksen kesto Soveltuu monien
Tekninen tuote-esite. Yleiskuvaus. Tekniset tiedot
 Tekninen tuote-esite Läppäventtiili kierteettömillä korvakekiinnikkeillä Avoimiin ja suljettuihin kylmän ja lämpimän veden järjestelmiin Lämmitys- ja jäähdytyskojeiden auki-kiinni sovelluksiin Yleiskuvaus
Tekninen tuote-esite Läppäventtiili kierteettömillä korvakekiinnikkeillä Avoimiin ja suljettuihin kylmän ja lämpimän veden järjestelmiin Lämmitys- ja jäähdytyskojeiden auki-kiinni sovelluksiin Yleiskuvaus
Sähkökaapelien palomallinnuksen uusia menetelmiä ja tuloksia
 Sähkökaapelien palomallinnuksen uusia menetelmiä ja tuloksia Anna Matala, Simo Hostikka, Johan Mangs VTT Palotutkimuksen päivät 27.-28.8.2013 2 Motivaatio 3 Pyrolyysimallinnuksen perusteet Pyrolyysimallinnus
Sähkökaapelien palomallinnuksen uusia menetelmiä ja tuloksia Anna Matala, Simo Hostikka, Johan Mangs VTT Palotutkimuksen päivät 27.-28.8.2013 2 Motivaatio 3 Pyrolyysimallinnuksen perusteet Pyrolyysimallinnus
Messinkirunkoiset huoltolaitteet Sarjat BB3 & RB3. Luettelo 9CW-CC-270
 runkoiset huoltolaitteet Sarjat BB & RB Luettelo 9W--7 Luettelo 9W--7 RB sarjan paineensäätimet Koodiavain RB sarjan paineensäätimille R B F G HUOM: Vakiomalleissa käytetään säätönuppina muovista pikalukitusta
runkoiset huoltolaitteet Sarjat BB & RB Luettelo 9W--7 Luettelo 9W--7 RB sarjan paineensäätimet Koodiavain RB sarjan paineensäätimille R B F G HUOM: Vakiomalleissa käytetään säätönuppina muovista pikalukitusta
kytodistettu suorituskyky ja luotettavuus
 . kytodistettu suorituskyky ja luotettavuus SCPP 1 Kiertomäntäpumppu Käyttökohde Positiivisten syrjäytyspumppujen SCPP-sarja on suunniteltu käytettäväksi monenlaisissa sovelluksissa meijeri-, elintarvike-,
. kytodistettu suorituskyky ja luotettavuus SCPP 1 Kiertomäntäpumppu Käyttökohde Positiivisten syrjäytyspumppujen SCPP-sarja on suunniteltu käytettäväksi monenlaisissa sovelluksissa meijeri-, elintarvike-,
Nanomateriaalien mahdollisuudet ja riskit Näkökohtia, muutoksia vuoden 2008 jälkeen?
 Nanomateriaalien mahdollisuudet ja riskit Näkökohtia, muutoksia vuoden 2008 jälkeen? OLLI IKKALA aakatemiaprofessori Department of Applied Physics, Aalto University School of Science (formerly Helsinki
Nanomateriaalien mahdollisuudet ja riskit Näkökohtia, muutoksia vuoden 2008 jälkeen? OLLI IKKALA aakatemiaprofessori Department of Applied Physics, Aalto University School of Science (formerly Helsinki
GluePRO. Kuumaliimausta alan ammattilaisille. Nopeasti ja täsmällisesti.
 GluePRO Kuumaliimausta alan ammattilaisille. Nopeasti ja täsmällisesti. Tervetuloa STEINEL Rubrikbezeichnung kuumaliimauksen uuteen ulottuvuuteen. Ylivoimaisesti paras kuumaliimapistooli! Tämän tavoitteen
GluePRO Kuumaliimausta alan ammattilaisille. Nopeasti ja täsmällisesti. Tervetuloa STEINEL Rubrikbezeichnung kuumaliimauksen uuteen ulottuvuuteen. Ylivoimaisesti paras kuumaliimapistooli! Tämän tavoitteen
Advanced Materials Araldite 2028-1 TUOTESELOSTE
 Advanced Materials Araldite 2028-1 TUOTESELOSTE Araldite 2028-1 Kaksikomponenttinen kirkas polyuretaaniliima Ominaispiirteet Lasinkirkas Nopea kovetus UV- kestävä Liimaa monia metalleja ja muoveja Kuvaus
Advanced Materials Araldite 2028-1 TUOTESELOSTE Araldite 2028-1 Kaksikomponenttinen kirkas polyuretaaniliima Ominaispiirteet Lasinkirkas Nopea kovetus UV- kestävä Liimaa monia metalleja ja muoveja Kuvaus
IR-lämmitin CIR Kohteisiin, jossa halutaan hillittyä muotoilua ja huomaamatonta toimintaa
 500-2000 W Sähkölämmitys 12 mallia IR-lämmitin CIR Kohteisiin, jossa halutaan hillittyä muotoilua ja huomaamatonta toimintaa Käyttökohteet CIR tuo mukavuutta terasseille, parvekkeille ja ulkoilmaravintoloihin
500-2000 W Sähkölämmitys 12 mallia IR-lämmitin CIR Kohteisiin, jossa halutaan hillittyä muotoilua ja huomaamatonta toimintaa Käyttökohteet CIR tuo mukavuutta terasseille, parvekkeille ja ulkoilmaravintoloihin
Advanced Materials Araldite 2031 TUOTESELOSTE
 Advanced Materials Araldite 2031 TUOTESELOSTE Araldite 2031 Musta kaksikomponenttinen epoksiliima Ominaispiirteet Tiksotrooppinen Sitkistetty Soveltuu metallien ja komposiittien liimaamiseen. Myös polyamidit.
Advanced Materials Araldite 2031 TUOTESELOSTE Araldite 2031 Musta kaksikomponenttinen epoksiliima Ominaispiirteet Tiksotrooppinen Sitkistetty Soveltuu metallien ja komposiittien liimaamiseen. Myös polyamidit.
KLINGER ramikro. Tinankuja 3, 02430 MASALA Puhelin 010 400 1 015 Fax 010 400 1 550
 KLINGER ramikro Tinankuja 3, 02430 MASALA Puhelin 010 400 1 015 Fax 010 400 1 550 O-renkaita valmistetaan DIN 3770 ja DIN ISO 3601 mukaisesti. Lisäksi käytössä ovat amerikkalainen standardi MS 29513, ranskalainen
KLINGER ramikro Tinankuja 3, 02430 MASALA Puhelin 010 400 1 015 Fax 010 400 1 550 O-renkaita valmistetaan DIN 3770 ja DIN ISO 3601 mukaisesti. Lisäksi käytössä ovat amerikkalainen standardi MS 29513, ranskalainen
SISÄLLYSLUETTELO. KalusteMuovi Virtala Oy Puh. 03-877 710 Laakerikatu 8 Fax. 03-7875 081 15700 LAHTI info@kalustemuovi.fi
 SISÄLLYSLUETTELO AKRYYLI Polymetyylimetakrylaatti (PMMA) 1 Suulakepuristetut levyt 1 Valetut levyt 1 Tekniset tiedot 1 Tangot 2 Putket 2 PC Polykarbonaatti 3 Levyt 3 Tekniset tiedot 3 PS Polystyreeni 3
SISÄLLYSLUETTELO AKRYYLI Polymetyylimetakrylaatti (PMMA) 1 Suulakepuristetut levyt 1 Valetut levyt 1 Tekniset tiedot 1 Tangot 2 Putket 2 PC Polykarbonaatti 3 Levyt 3 Tekniset tiedot 3 PS Polystyreeni 3
Valetun koneenosan 3D CAD suunnittelun perusteet
 Valetun koneenosan 3D CAD suunnittelun perusteet Tuula Höök Tampereen teknillinen yliopisto Valetun koneenosan suunnittelutiedostot (3D CAD mallit) rakentuvat kolmelle tasolle. Tasot ovat 1.) kappaleen
Valetun koneenosan 3D CAD suunnittelun perusteet Tuula Höök Tampereen teknillinen yliopisto Valetun koneenosan suunnittelutiedostot (3D CAD mallit) rakentuvat kolmelle tasolle. Tasot ovat 1.) kappaleen
Peitostaminen. ValuAtlas Valimotekniikan perusteet Seija Meskanen. Seija Meskanen, Teknillinen korkeakoulu
 Peitostaminen Seija Meskanen, Teknillinen korkeakoulu Peitosteilla viimeistellään muotin tai keernan pinta tarkoituksena parantaa valun pinnanlaatua ja vähentää puhdistustyötä. Peitosteilla ei voi korjata
Peitostaminen Seija Meskanen, Teknillinen korkeakoulu Peitosteilla viimeistellään muotin tai keernan pinta tarkoituksena parantaa valun pinnanlaatua ja vähentää puhdistustyötä. Peitosteilla ei voi korjata
Advanced Materials Araldite 2029-1 TUOTESELOSTE
 Advanced Materials Araldite 2029-1 TUOTESELOSTE Araldite 2029-1 Tummanharmaa kaksikomponenttinen polyuretaaniliima Ominaispiirteet Hyvät täyttöominaisuudet Keskipitkä avoin aika Liimaa mm. kuparia ja messinkiä
Advanced Materials Araldite 2029-1 TUOTESELOSTE Araldite 2029-1 Tummanharmaa kaksikomponenttinen polyuretaaniliima Ominaispiirteet Hyvät täyttöominaisuudet Keskipitkä avoin aika Liimaa mm. kuparia ja messinkiä
Keskeiset aihepiirit
 TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
www.teknikum.com Polymer solutions Polymeeriratkaisut
 www.teknikum.com Polymer solutions Polymeeriratkaisut Polymeeriratkaisut Polymeerisovellusten ammattilaiset palveluksessasi Teknikum tarjoaa asiakaskohtaisia polymeeripohjaisia tuotteita ja ratkaisuja.
www.teknikum.com Polymer solutions Polymeeriratkaisut Polymeeriratkaisut Polymeerisovellusten ammattilaiset palveluksessasi Teknikum tarjoaa asiakaskohtaisia polymeeripohjaisia tuotteita ja ratkaisuja.
SÄHKÖKÄYTTÖISET UB 20 / UB 30
 SÄHKÖKÄYTTÖISET UB 20 / UB 30 Sähkökäyttöinen moottori, 250 / 800W Erittäin kestävä korroosiosuojattu kotelo on käytännössä särkymätön pienikokoinen ja kevyt rakenne IP 65 kosteustestattu Paino 8 kg /
SÄHKÖKÄYTTÖISET UB 20 / UB 30 Sähkökäyttöinen moottori, 250 / 800W Erittäin kestävä korroosiosuojattu kotelo on käytännössä särkymätön pienikokoinen ja kevyt rakenne IP 65 kosteustestattu Paino 8 kg /
Fisher DMA-, DMA/AF-, DMA-AF-HTC-, DSA- ja DVI-höyrynjäähdyttimet
 D144X0FI Heinäkuu 14 Fisher DMA-, DMA/AF-, DMA-AF-HTC-, DSA- ja DVI-höyrynjäähdyttimet Fisher DMA-, DMA-AF-, DMA-AF-TC-, DSA- ja DVI-höyrynjäähdyttimiä voidaan käyttää monissa kohteissa tulistetun höyryn
D144X0FI Heinäkuu 14 Fisher DMA-, DMA/AF-, DMA-AF-HTC-, DSA- ja DVI-höyrynjäähdyttimet Fisher DMA-, DMA-AF-, DMA-AF-TC-, DSA- ja DVI-höyrynjäähdyttimiä voidaan käyttää monissa kohteissa tulistetun höyryn
Teollisuuden tulostaja. Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla
 1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
1 Teollisuuden tulostaja Muovituotteiden teollinen sarjavalmistus 3D-tulostamalla Historia 2 Historia PERUSTETTU 2013, KOTIPAIKKA LAHTI Liikeidean jalostuskilpailun pääpalkinto 2013 Perustajat: Mark Poutanen,
ALIPAINEKULJETINHIHNAT
 ALIPAINEKULJETINHIHNAT Jotkut kuljettimet vaativat hihnakäytöiltä enemmän kuin tavalliset. Suuret nopeudet, kiihtyvyydet ja hidastuvuudet, paikoitustarkkuus tai kappaleen keveys aiheuttavat sen että normaali
ALIPAINEKULJETINHIHNAT Jotkut kuljettimet vaativat hihnakäytöiltä enemmän kuin tavalliset. Suuret nopeudet, kiihtyvyydet ja hidastuvuudet, paikoitustarkkuus tai kappaleen keveys aiheuttavat sen että normaali
PLIOPRENE TPE. Injektiovaletut osat PLIOPRENE TPE
 Injektiovaletut osat PLIOPRENE TPE PLIOPRENE TPE PLIOPRENE TPE on lämpömuovautuva elastomeeri, jolla on poikkeukselliset ominaisuudet. Verrattuna vulkanoituun tai kemiallisesti verkotettuun kumiin, PLIOPRENE
Injektiovaletut osat PLIOPRENE TPE PLIOPRENE TPE PLIOPRENE TPE on lämpömuovautuva elastomeeri, jolla on poikkeukselliset ominaisuudet. Verrattuna vulkanoituun tai kemiallisesti verkotettuun kumiin, PLIOPRENE