Alumiini valukappaleen suunnitteluprosessi Suunnittelun suuntaviivoja. Avoin yhteistyö mahdollisimman aikaisessa vaiheessa!!! Työkalun valmistus
|
|
|
- Olavi Mäki
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Alumiini valukappaleen suunnitteluprosessi Suunnittelun suuntaviivoja. Avoin yhteistyö mahdollisimman aikaisessa vaiheessa!!! Valimo Olennaiset valutekniikkaan, tuotelaatuun, työkalun kestävyyteen, valun puhdistettavuuteen ja jälkikäsiteltävyyteen vaikuttavat asiat Työkalun valmistus Tuotetarkastelu Tuotekritiikki Tuotekehitys Asiakas Tässä vaiheessa kiinnitetään 90 % tuotteen kustannuksista Mahdollinen simulointi Jähmettyminen Täytöstyminen Jännitykset, muodonm.

2 Suunnitelun suuntaviivoja. Valukappaleen suunnittelussa ensisijainen tarkoitus on luonnollisesti halutun teknisen toiminnon toteuttaminen. Mutta olennaista on, että suunnitteluprosessissa tulee riittävällä painolla huomioiduksi tietyt valutekniset ja valun jalostukseen liittyvät seikat, jotka voimakkaasti vaikuttavat kappaleen valmistettavuuteen ja sen tuotelaatuun. Ja sitä kautta tuotteen kappalehintaan, työkalun hintaan ja työkalun kestoikään. Suunnitelun suuntaviivoja. Monet tekijät vaikuttavat yksittäisen kappaleen ja asiakkaan lopputuotteen kustannuksiin. 90 % näistä määrätään tuotesuunnitteluvaiheessa, eikä niinkään valitun valmistusprosessin tehostamisella. Joihinkin ilmeisiin tekijöihin, esim. materiaalikustannuksiin on vaikeaa olennaisesti vaikuttaa, mutta useilla, vähemmän ilmeisillä voi olla dramaattinen vaikutus valutuotteen kustannuksiin.

3 Suunnitelun suuntaviivoja. Tarkoituksena ei ole sanoa, ettei asiakas saa esittää tiukkojakin vaatimuksia. Valimo suorastaan haluaa tehdä kallista tuotetta, jalostaa mahdollisimman paljon Kuitenkin on myös valimon etu pitkällä tähtäimellä, että asiakkaan laatuvaatimukset ovat optimoitu. Yleisesti ottaen laatuvaatimukset ovat tarpeettoman pyöreästi tiedostettu ja määritetty, ja johtavat kalliiseen ylilaatuun. Tätä ylilaatua vaaditaan ja tehdään niin suunnittelussa, kuin laatutoiminnoissa sekä asiakkaalla, että valimossa Suunnittelun suuntaviivoja. Joitakin olennaisia valukappaleen suunnittelussa huomioitavia seikkoja, jotka vahvasti vaikuttavat tuotteen hintaan, On olennaista, että laatuvaatimuksista sovitaan ajoissa, ja yhdessä. Pinnanlaatuvaatimukset Valun puhdistus, jakotasot, aukot, reiät Pyöristyssäteet kulmissa ja nurkissa Muoto- ja sijainti toleranssit (tasomaisuus, sijainti yms) Sisäisiä virheitä koskevat vaatimukset, materiaalikeskittymät Mittatoleranssit Kappaleen tiiveysvaatimukset Erityiset vaatimukset korroosion kestolle Vaaditut seinämäpaksuudet Työvarat koneistusta varten jne. jne.

4 Suunnittelun suuntaviivoja. Todella suuret vaikutukset tuotteen kustannuksiin syntyvät tuotesuunnittelussa niistä vaatimuksista, jotka johtavat teknisesti monimutkaisiin muottirakenteisiin ja jotka kohdistuvat viimekädessä kappaleen puhdistettavuuteen, pinnan laatuun tai jälkikäsittelyn tasoon. Mitä enemmän jakotason siirtoja, liikkuvia muotin osia, teräviä nurkkasäteitä jne. sitä suuremmiksi muodostuvat vaikeudet valun puhdistuksessa, tarkkojen mittojen hallinnassa, pinnan laadun hallinnassa jne. Esimerkki 1: NADCA:n (North American Die Casting Association) tsekkauslistoista

5 Esimerkki 2: Erään autovalmistajan tsekkilista tarjousvaiheessa Valuseosstandardit: EN 1706, ISO 3522, yms. Vaikutus kustannuksiin. Mitä vaatimuksia valukappaleelle? 1. tuotteen käyttöympäristö, korroosio 2. pintakäsittelyt 3. mekaaniset ominaisuudet 4. fysikaaliset ominaisuudet 5. kulutuksen kestävyys 6. paineen kestävyys 7. hitsattavuus 8. ympäristövaatimukset 9. yms. Mitkä ovat todella tärkeät vaatimukset seokselle?

6 Valuseosstandardit: EN 1706 yms. Vaikutus kustannuksiin. Mitä standardi on? Normaalityyppi, suositus, kanssakäymisen helpottamiseksi, josta voi yhdessä sopien poiketa esim. kustannusten pienentämiseksi. Sekundaari alumiinin hinnan määrää tiettyjen epäpuhtauksien / seosaineiden pitoisuus. (käytettävän raaka-aineen laatu) Esim. Cu, Mg, Pb yms. Erikoisjärjestelyt puhtauden ylläpitämiseksi lisäävät valmistuskustannuksia valimossa Erilliset sulatusuunit, kuljetussenkat, valu-uunit Valuseosstandardit: EN 1706, ISO 3522 yms. Vaikutus kustannuksiin. Pari esimerkkiä (Cu, Mg, Pb): Cu% Mg% EN AC-AlSi12(Fe): 0,10 - (tarkoittaa 0,05) SS (AlSi12Fe): 0,20 0,4 Asiakas haluaa vaihtaa puhtaampaan seokseen korroosiosyistä. Cu 0,20 %:sta 0,10 %:iin nostaa ymmärrettävästi hiukan hintaa Mutta samanaikainen Mg:n pudottaminen nostaa hintaa paljon Mg-pitoisuudella ei tässä tapauksessa ollut mitään merkitystä EN AC-AlSi9Cu3 ja vastaavat Pb max % RoHS direktiivit (Restriction of Hazardous Substances) rajoittaa Pb:n yleisesti 0,10 %:iin. Tätä myös vaaditaan joskus Perinteisten edullisten seosten hinta nousee Ko. direktiivin liite sallii alumiinissa poikettavan tästä Pb 0,4 %:iin
: Cu% Mg% EN AC-AlSi12(Fe): 0,10 - (tarkoittaa 0,05) SS 144263 (AlSi12Fe): 0,20 0,4 Asiakas haluaa vaihtaa puhtaampaan seokseen korroosiosyistä.")
7 Pinnan viimeistelyn laatuvaatimukset Puhtausvaatimukset Absoluuttinen puhtaus kallista tuottaa Toiminnan todelliset vaatimukset? Pinnan mekaaninen laatu, pinnan karheus Metallin juoksuvirheet yms. Muotinvoiteluainejäämät muotin pinnalla Kraahaumat, tarttumat Muotin pinta väsyy ja halkeilee. Jälkien poistaminen hiomalla Tiukat vaatimukset vain todella niitä edellyttäviin kohteisiin. (Painevalussa on mahdollista tehdä < Ra 1,0 pintaa paikallisesti, sen tekeminen edellyttää kuitenkin erityistä prosessin hallinnalta) Pinnan viimeistelyn laatuvaatimukset NADCA:n suosituksia pinnan laatuvaatimuksien esittämiselle Luokka Valutilainen pinnan laatu Pintakäsittely tai loppukäyttö 1. Käyttölaatu Ei kosmeettisia vaatimuksia. Pinnan virheet (kylmäjuoksut, pintahuokoisuus, kraahaumat, voiteluainejäämät jne.) hyväksyttäviä Käyttö valutilaisena tai ei-dekoratiivinen pintakäsittely (anodisointi, kromatointi tms.) 2. Toiminnallinen laatu Pinnan virheet (kylmäjuoksut, pintahuokoisuus, kraahaumat, voiteluainejäämät, jne.), jotka voidaan poistaa paikallisesti tai jotka voidaan peittää maalauksella ovat hyväksyttäviä Dekoratiivinen pinnoitus: Maalaus Metallipinnoitus (Al) kiilloitus yms. 3. Kauppalaatu Pienet virheet, jotka ovat poistettavissa sovituin menetelmin, ovat hyväksyttäviä Rakenne osat (jännityksen alaiset alueet) Metallipinnoitus (Zn) Pulverimaalaus Läpinäkyvät pinnoitteet Tietyt elektroniikan metallipinnoitteet 4. Kulutustavara laatu Ei havaittavia pinnan virheellisyyksiä. Tarkastuskäytännöt sovittava. Esim. pinnan heijastukset yms. Erityiset dekoratiiviset pinnat 5. Erittäin korkea laatu Pinnan laatuvaatimus, määritettynä esim. Ra-arvona rajoitetuille alueille O-rengasurat Tiivistepinnat Transistorialtaat

8 Suunnittelun suuntaviivoja. Valumenetelmillä saavutettavia pinnankarheuksia. Vaatimukset valupurseen hyväksyttävälle tasolle Voi olla valukappaleessa kallein jalostusvaihe Suunnittelun vaikutus erityisen suuri Ongelmat kasvavat työkalun kuluessa Jakotasot Visuaaliset pinnat / metallin sisään menot Lämpöväsyminen, kuluminen Aukot ja reiät Vaativat aukot sijoitettava puhdistettaviksi Kierrereikien ulostulopää tasopintaan Ulostyöntappien jäljet Sijoitus Puhallus, täryhionta, harjaus, hionta, koneistus Nurkat, kulmat Muotin lämpöväsyminen, muotin elinikä

9 Valupurseen poisto Jotain ohjenuoraa NADCA:n ym. suosituksista Menetelmä Paksut Ohuet sisäänmenot ja sisäänmenot ja ylijuoksupussit ylijuoksupussit Jakotasot Purse valetuissa aukoissa Purse keernareissä Ulostyöntö tappien purseet Terävät kulmat Manuaalinen taittaminen. Mahdollisesti yksinkertainen työkalu Leikkaimella. Työkalu kustannus. Työkalun laadulla suuri vaikutus Täryhionta. Laitteisto investoinnit Hionta, manuaalinen tai robotisoitu. Kallis työvaihe Koneistus. Kallein Karkea, 2-3 mm:n sisällä 0,4-1,5 mm:n sisällä. Karkea, 2-3 mm:n sisällä 0,25-0,8 mm:n sisällä Purseet murrettu pois 0,25 mm:n sisällä Pyöristetty Pyöristetty Pyöristetty < 0,4 mm. < 0,25 mm. < 0,25 mm. Purseet mahdollisesti murrettu pois Ei poistettu 0,20 mm:n sisällä. Tarkemminkin 0,20-0,4 mm:n erityisen sisällä tarkoilla työkaluilla Pyöristää suurissa aukoissa < 0,20 mm. Ei paranna tilannetta Vaikea suorittaa Ei poistettu, tai manuaalisesti irtoava pois Ei poistettu Pyöristetty < 0,2 mm. Ei poistettu Ei poistettu Pyöristetty Pyöristetty Geometrisista toleransseista: Geometriset toleranssit vain toiminnallisiin ja kriittisiin kohteisiin. Tasomaisuusvaatimukset Tarpeettoman tiukat vaatimukset aiheuttavat turhaa oikaisua tai jopa turhia koneistusvaiheita Jäykkää kappaletta ei ole!!! Todentaminen asennettuna Sijaintitoleranssi Mitoitus irtoaa usein toleroinnista >> koneistus Esim. keernareikien sijainnit toisiinsa nähden Mitoituksen aloitus! Menorajaperiaate!

10 Geometrisista toleransseista. Tasomaisuustoleransssi painevalu. Mittatoleransseista: Mittatoleranssit Kpl 3-D fileen, toleranssit 2-D kuvasta Muotin rakenne. Valukierto Lämpötilan hallinta Muotin puhdistus Todella kriittiset mitat pitäisi saada syntymään yhdestä muotin osasta Liikkuvat muotin osat (luistit) Jakotason yli menevät mitat Koneistuksen pitäisi olla viimeinen keino
 Jakotason yli menevät mitat")
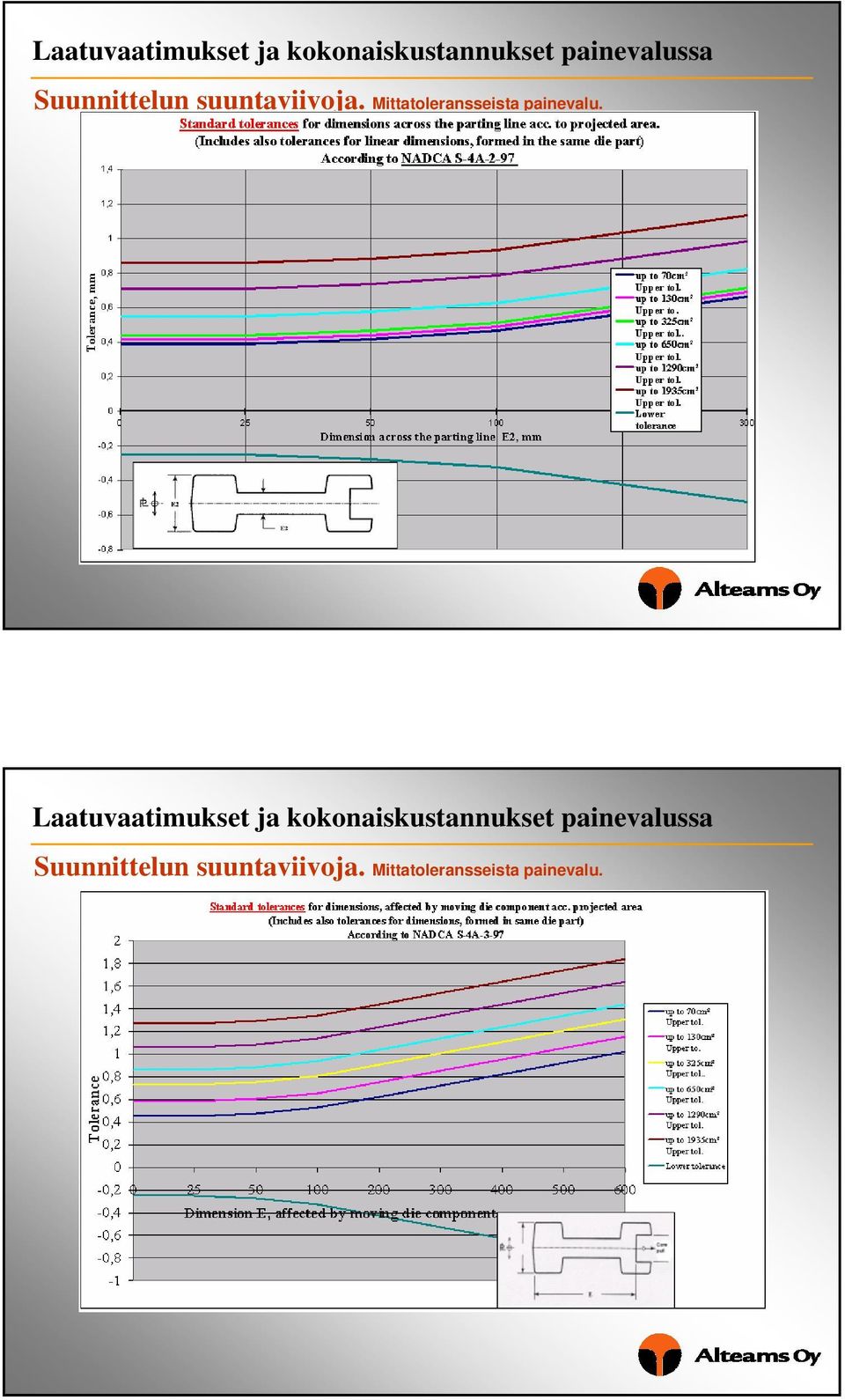
11 Valutoleranssinormeista: SFS-ISO Toilettipaperin arvo kestomuottivalua ajatellen Kuitenkin Suomessa voimassa oleva normi ISO Ei koske kestomuottivalua. Edelleen toilettipaperia Ei voimassa Suomessa pr EN ISO 8062, oct auki vielä Jo käyttökelpoinen. Ottaa kantaa geometrisiin toleransseihin, työvaroihin yms. NADCA Product spesifications. Toistaiseksi ehdottomasti paras (hyvä) painevalua ajatellen Suunnittelun suuntaviivoja. Mittatoleransseista painevalu.
 painevalua ajatellen Suunnittelun suuntaviivoja.")
12 Suunnittelun suuntaviivoja. Mittatoleransseista painevalu. Suunnittelun suuntaviivoja. Mittatoleransseista painevalu.
13 Päästökulmat painevalu. Sisäiset virheet, huokoisuus Huokosettomuus on, jos ei mahdotonta, niin ainakin hyvin kallista saavuttaa Vaatimukset huokoisuuden tasolle vaikeaa määrittää. Vaatii hyvää prosessituntemusta ja ehdottomasti konsultaatiota valimon kanssa Konstruktiolla ratkaiseva merkitys imuhuokoisuuden syntyyn. ASTM E155 (8 luokkaa), E505 (4 luokkaa), ISO9915 Läpivalaisu kallis menetelmä Tarvittaessa järkevää määrittää koneistetuille pinnoille erikseen vaatimukset (tiivistepinnat, kierteet...)

14 Sisäiset virheet, huokoisuus Esimerkki Volvon normista Summa summarum. Mietitään ja määritetään selkeästi yhdessä laatuvaatimukset; tarvitaanko extra priimaa, jos normaalikin käy. Ja jos extra priimaa tarvitaan, pohditaan, kuinka se on edullisimmin tehtävissä. Takuuvarmasti tuotekustannukset saadaan optimoitua pienellä vaivannäöllä.

www.alteams.com Global partner local commitment
 www.alteams.com Global partner local commitment yleinen käsitys ja ehkäpä osittainen totuuskin Miksi kallis, miksi pitkä toimitusaika? Pitääkö olla näin? Hinta on suhteellista, toimitusaika ei Mitä olisi
www.alteams.com Global partner local commitment yleinen käsitys ja ehkäpä osittainen totuuskin Miksi kallis, miksi pitkä toimitusaika? Pitääkö olla näin? Hinta on suhteellista, toimitusaika ei Mitä olisi
Sacotec Day verkkokoulutus. HINTAKOMPONENTIT ja TARJOUSPYYNTÖ,
 Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Alumiinivalujen raaka-ainestandardit
 www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
Standardin ISO 8062 mittatoleranssijärjestelmä
 Valutoleranssilla tarkoitetaan yhteisesti sovittua aluetta, jonka sisälle kappaleiden mittamuutokset mahtuvat. Toleranssit jaotellaan yleensä useaan ryhmään, jossa pienimmissä toleranssiryhmissä hyväksytyt
Valutoleranssilla tarkoitetaan yhteisesti sovittua aluetta, jonka sisälle kappaleiden mittamuutokset mahtuvat. Toleranssit jaotellaan yleensä useaan ryhmään, jossa pienimmissä toleranssiryhmissä hyväksytyt
Suunnitteluohjeita tarkkuusvalukappaleelle
 Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
Painevalukappaleen mittatarkkuus ja toleranssit 1
 Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuu seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuu seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
7. Valukappaleiden suunnittelu keernojen käytön kannalta
 7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
3. Valukappaleiden suunnittelu kaavauksen kannalta
 3. Valukappaleiden suunnittelu kaavauksen kannalta Pekka Niemi Tampereen ammattiopisto 3.1 Käsitteet jakopinta ja jakoviiva Kahden muotinosan välistä kosketuspintaa nimitetään jakopinnaksi. Jakopintaa
3. Valukappaleiden suunnittelu kaavauksen kannalta Pekka Niemi Tampereen ammattiopisto 3.1 Käsitteet jakopinta ja jakoviiva Kahden muotinosan välistä kosketuspintaa nimitetään jakopinnaksi. Jakopintaa
Alumiini Genelecin tuotteissa. Alumiinipäivät Jaakko Nisula Team Leader, Mechanical Engineering
 Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
18 Hakemisto. Hakemisto
 18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
Laatutason määrittely ja laatustandardit - Valurauta
 Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
Laatutason määrittely ja laatustandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Rautavalussa mahdollisesti esiintyviä valuvirheitä Muoto: IV + V ~40
METALLITUOTTEIDEN MAALAUS
 METALLITUOTTEIDEN MAALAUS ESIKÄSITTELYN VALINTA Copyright Isto Jokinen 1 ESIKÄSITTELYN TARKOITUS Esikäsittelyn tulee poistaa kaikki sellainen pinnalla oleva epäpuhtaus joka haittaa haluttua maalaustulosta.
METALLITUOTTEIDEN MAALAUS ESIKÄSITTELYN VALINTA Copyright Isto Jokinen 1 ESIKÄSITTELYN TARKOITUS Esikäsittelyn tulee poistaa kaikki sellainen pinnalla oleva epäpuhtaus joka haittaa haluttua maalaustulosta.
10. Muotin viimeistely
 10. Muotin viimeistely Pekka Niemi Tampereen ammattiopisto 10.1 Epäpuhtauksien poisto Muotinpuoliskojen valmistuksen jälkeen muotti viimeistellään. Muottiontelosta puhdistetaan kaikki epäpuhtaudet, kuten
10. Muotin viimeistely Pekka Niemi Tampereen ammattiopisto 10.1 Epäpuhtauksien poisto Muotinpuoliskojen valmistuksen jälkeen muotti viimeistellään. Muottiontelosta puhdistetaan kaikki epäpuhtaudet, kuten
12. Erilaiset liitoskohdat ja risteykset
 12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
Painevalukappaleen suunnitteluprosessi
 Painevalukappaleen suunnitteluprosessi Stefan Fredriksson SweCast Käännös: Tuula Höök Tampereen teknillinen yliopisto Painevaluprosessi Kun suunnitellaan uutta tuotetta valua tai jonkin muun tyyppistä
Painevalukappaleen suunnitteluprosessi Stefan Fredriksson SweCast Käännös: Tuula Höök Tampereen teknillinen yliopisto Painevaluprosessi Kun suunnitellaan uutta tuotetta valua tai jonkin muun tyyppistä
3. Muotinvalmistuksen periaate
 3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
Painevalut 1. Teoriatausta Knit. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_1.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Painevalut 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus diecasting_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen ruisku tai painevalukappale,
Painevalut 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus diecasting_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen ruisku tai painevalukappale,
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_2.pdf, sama piirustus kuin harjoituksessa basic_1_2. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_2.pdf, sama piirustus kuin harjoituksessa basic_1_2. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Pintakäsittelyn huomioonottaminen teräsrakenteiden suunnittelussa
 1 (6) Pintakäsittelyn huomioonottaminen teräsrakenteiden suunnittelussa P intakäsittelyn kestävyys riippuu aina tehdyistä kokonaisratkaisuista. Onnistuneeseen lopputulokseen vaikuttavat monet muutkin tekijät
1 (6) Pintakäsittelyn huomioonottaminen teräsrakenteiden suunnittelussa P intakäsittelyn kestävyys riippuu aina tehdyistä kokonaisratkaisuista. Onnistuneeseen lopputulokseen vaikuttavat monet muutkin tekijät
Keskeiset aihepiirit
 TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
Lämpöputkilämmönsiirtimet HPHE
 Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Metallin lisäävän valmistuksen näkymiä
 Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf, sama piirustus kuin harjoituksessa basic_3_1. Käytä piirustuksessa annettuja mittoja
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf, sama piirustus kuin harjoituksessa basic_3_1. Käytä piirustuksessa annettuja mittoja
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Painevalut 3. Teoriatausta Revolved Pattern. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_3_1.sldprt
 Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
Alumiinin valaminen. Valuseosten seosaineet. Yleisimmät valuseokset. ValuAtlas Valimotekniikan perusteet
 Alumiinin valaminen Skan Aluminium Pohjoismaisen alumiiniteollisuuden yhteistyöelin: Alumiinin valaminen ja työstäminen Toimittanut: Seija Meskanen, Teknillinen korkeakoulu Valuseosten seosaineet Alumiinia
Alumiinin valaminen Skan Aluminium Pohjoismaisen alumiiniteollisuuden yhteistyöelin: Alumiinin valaminen ja työstäminen Toimittanut: Seija Meskanen, Teknillinen korkeakoulu Valuseosten seosaineet Alumiinia
Monilla valukappaleilla on luonnollinen päästö, toisin sanoen kappaleen oma muoto muodostaa päästön.
 8. Päästö (hellitys) Pekka Niemi Tampereen ammattiopisto Päästöllä eli hellityksellä tarkoitetaan kaltevuutta, joka mallin pinnoilla tulee olla, jotta ne voitaisiin irrottaa muotista sitä vahingoittamatta.
8. Päästö (hellitys) Pekka Niemi Tampereen ammattiopisto Päästöllä eli hellityksellä tarkoitetaan kaltevuutta, joka mallin pinnoilla tulee olla, jotta ne voitaisiin irrottaa muotista sitä vahingoittamatta.
TEOBAL Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa
 TEOBAL 2011- Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa 17.11.2011 MATINE Tutkimusseminaari Tomi Lindroos & Pertti Lintunen 2 Rahoituspäätös MAT804 suojamateriaaleissa
TEOBAL 2011- Teollisuuden sivutuotteiden hyödyntäminen ballistisissa suojamateriaaleissa 17.11.2011 MATINE Tutkimusseminaari Tomi Lindroos & Pertti Lintunen 2 Rahoituspäätös MAT804 suojamateriaaleissa
Teollisuustason 3D tulostusta. Jyväskylä Toni Järvitalo
 Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Teollisuustason 3D tulostusta Jyväskylä 21.11.2017 Toni Järvitalo 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_1, fin_basic_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_1, fin_basic_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota
Jakolinja. ValuAtlas & CAE DS 2007 Ruisku ja painevalukappaleen suunnittelu. Tuula Höök Tampereen teknillinen yliopisto
 Jakolinja Tuula Höök Tampereen teknillinen yliopisto Jakolinja (parting line) on nurkkakohta, jossa valettavassa kappaleessa olevat hellitykset eli päästöt (draft angles) vaihtavat suuntaa (Katso kuva
Jakolinja Tuula Höök Tampereen teknillinen yliopisto Jakolinja (parting line) on nurkkakohta, jossa valettavassa kappaleessa olevat hellitykset eli päästöt (draft angles) vaihtavat suuntaa (Katso kuva
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_3.pdf, sama piirustus kuin harjoituksessa basic_1_3. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 2, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_1_3.pdf, sama piirustus kuin harjoituksessa basic_1_3. Käytä piirustuksessa annettuja mittoja ja tuota niiden
3s-ge venttiilien koneistus
 3s-ge venttiilien koneistus Tässä olisi tarkoitus selventää hieman perusteita niille, ketkä eivät ole ikinä tehneet kannen venttiilien koneistusta. Venttiilien pintojen hiontaanhan on myös paljon helpompi
3s-ge venttiilien koneistus Tässä olisi tarkoitus selventää hieman perusteita niille, ketkä eivät ole ikinä tehneet kannen venttiilien koneistusta. Venttiilien pintojen hiontaanhan on myös paljon helpompi
Painevalukappaleen mittatarkkuus ja toleranssit
 Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuvat seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Painevalukappaleen mittatarkkuus ja toleranssit Tuula Höök Tampereen teknillinen yliopisto Painevalukappaleen muoto ja mittatarkkuus riippuvat seuraavista tekijöistä: Muotin lämpötasapaino Muotin lujuus
Liukujärjestelmät Tuoteluettelo 2014
 Liukujärjestelmät Tuoteluettelo 2014 Alumiini Polyasetaali Tuoteluettelo 2014 Sisällysluettelo: 3 Käyttökohteita 4 C-kiskot C-30 5 Liukupalat LP-30 6 Liukuprofiilit LK-30 7 C-kiskot C-20 8 Liukupalat LP-20
Liukujärjestelmät Tuoteluettelo 2014 Alumiini Polyasetaali Tuoteluettelo 2014 Sisällysluettelo: 3 Käyttökohteita 4 C-kiskot C-30 5 Liukupalat LP-30 6 Liukuprofiilit LK-30 7 C-kiskot C-20 8 Liukupalat LP-20
Sinkkiseokset. http://www.valuatlas.net - ValuAtlas & CAE DS Painevaluseokset Tuula Höök
 Sinkkiseokset Tuula Höök Tampereen teknillinen yliopisto Puhdas sinkki (Zn) on vaalean harmaa, sinertävän sävyinen metalli. Sen sulamispiste on 420 C ja tiheys 7,4 g/cm 3. Kiderakenne on heksagonialinen
Sinkkiseokset Tuula Höök Tampereen teknillinen yliopisto Puhdas sinkki (Zn) on vaalean harmaa, sinertävän sävyinen metalli. Sen sulamispiste on 420 C ja tiheys 7,4 g/cm 3. Kiderakenne on heksagonialinen
Liikkuva keerna. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa Liikkuva keerna
 Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.sldprt. Tehtävänäsi on hellittää kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
Liikkuva keerna Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_movingcore_x.sldprt. Tehtävänäsi on hellittää kappaleen muodot siten, että vastapäästölliset muodot voi valmistaa liikkuvilla
Taiter Oy. Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje
 Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus
 Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Valujen raaka-ainestandardit - Valurauta
 Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
Alipainemuovauksen mahdollisuudet tuotesuunnittelun näkökulmasta. Ismo Reponen, IrePoint Oy
 Alipainemuovauksen mahdollisuudet tuotesuunnittelun näkökulmasta Ismo Reponen, IrePoint Oy Alipainemuovauksen mahdollisuudet tuotesuunnittelun näkökulmasta Alipainemuovaus on menetelmä, jossa levymäinen
Alipainemuovauksen mahdollisuudet tuotesuunnittelun näkökulmasta Ismo Reponen, IrePoint Oy Alipainemuovauksen mahdollisuudet tuotesuunnittelun näkökulmasta Alipainemuovaus on menetelmä, jossa levymäinen
kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto
 Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm. Tehtävänäsi on suunnitella kansi alueille, jotka on
Metallisen kestomuottikappaleen suunnittelua 1, kannet ja kotelot Tuula Höök Tampereen teknillinen yliopisto Hae kokoonpano start_assembly_1_x.sldasm. Tehtävänäsi on suunnitella kansi alueille, jotka on
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök, Juho Taipale Tampereen Teknillinen Yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök, Juho Taipale Tampereen Teknillinen Yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti
Perusteet 5, pintamallinnus
 Perusteet 5, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf, sama piirustus kuin harjoituksessa basic_4. Käytä piirustuksessa annettuja mittoja ja tuota niiden
Perusteet 5, pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf, sama piirustus kuin harjoituksessa basic_4. Käytä piirustuksessa annettuja mittoja ja tuota niiden
KULMAVAIHTEET. Tyypit W 088, 110, 136,156, 199 ja 260 TILAUSAVAIN 3:19
 Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus
 Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Perusteet 1, yksinkertaisen kappaleen tilavuusmallinnus Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_1_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta
Korkki 1 CAD työkalut joka on myös kauniisti muotoiltu harjoituksessa cap_1_2.sldprt Tilavuusmallinnus Pintamallinnus (vapaaehtoinen) Teoriatausta
 Teoriatausta") Korkki 1 Tuula Höök Tampereen teknillinen yliopisto Ota piirustus cap_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna niiden perusteella teknisesti oikein muotoiltu ruiskuvalukappale, joka
Korkki 1 Tuula Höök Tampereen teknillinen yliopisto Ota piirustus cap_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja mallinna niiden perusteella teknisesti oikein muotoiltu ruiskuvalukappale, joka
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
Perusteet 4, tilavuusmallinnus
 Perusteet 4, tilavuusmallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 4, tilavuusmallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Päästöjen analysointi ja piirteiden korjaaminen 3
 Päästöjen analysointi ja piirteiden korjaaminen 3 Tampere University of Technology Tuula Höök Ota kappale start_repair_3_1.sldprt. Kappale on kupin muotoinen ja siinä on sivulla vastapäästöllinen muoto.
Päästöjen analysointi ja piirteiden korjaaminen 3 Tampere University of Technology Tuula Höök Ota kappale start_repair_3_1.sldprt. Kappale on kupin muotoinen ja siinä on sivulla vastapäästöllinen muoto.
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Teräsrakenteen palonsuojamaalauksen suunnittelu - kustannusten näkökulma
 Teräsrakenteen palonsuojamaalauksen suunnittelu - kustannusten näkökulma Teemu Tiainen Tampereen teknillinen yliopisto, Metallirakentamisen tutkimuskeskus Mukana tutkimuksissa myös Kristo Mela, Timo Jokinen
Teräsrakenteen palonsuojamaalauksen suunnittelu - kustannusten näkökulma Teemu Tiainen Tampereen teknillinen yliopisto, Metallirakentamisen tutkimuskeskus Mukana tutkimuksissa myös Kristo Mela, Timo Jokinen
Valukappaleiden puhdistus
 Valukappaleiden puhdistus Lähteet: "Valaminen valmistusmenetelmänä", TKK-VAL 1/2000; Tuomo Tiainen - "Valimotekniikan perusteet" Valukappaleiden puhdistuksella tarkoitetaan työvaiheita, joiden aikana:
Valukappaleiden puhdistus Lähteet: "Valaminen valmistusmenetelmänä", TKK-VAL 1/2000; Tuomo Tiainen - "Valimotekniikan perusteet" Valukappaleiden puhdistuksella tarkoitetaan työvaiheita, joiden aikana:
METALLITUOTTEIDEN MAALAUS
 METALLITUOTTEIDEN MAALAUS PINNALLA 2. 27.3.2014 Isto Jokinen 1 MAALAUKSEN TAVOITE Kaikkia tuotteita maalataan haluttaessa muuttaa niiden pinnan sävyä ja kiiltoa ja parannettaessa pinnan pitämistä puhtaana.
METALLITUOTTEIDEN MAALAUS PINNALLA 2. 27.3.2014 Isto Jokinen 1 MAALAUKSEN TAVOITE Kaikkia tuotteita maalataan haluttaessa muuttaa niiden pinnan sävyä ja kiiltoa ja parannettaessa pinnan pitämistä puhtaana.
Luistiventtiili PN 63-160 DN 80/80-300/250. Vaihtoehdot. Lisätietoja. Materiaalit. Tilaustiedot. Rakenne. painetiivisteinen kansi
 Esite 7338.1/12-57 AKG-A/AKGS-A Luistiventtiili painetiivisteinen kansi laipoin tai hitsauspäin PN 63-160 DN 80/80-300/250 Käyttöalueet Teollisuudessa, voimalaitoksissa, prosessitekniikassa ja laivanrakennuksessa
Esite 7338.1/12-57 AKG-A/AKGS-A Luistiventtiili painetiivisteinen kansi laipoin tai hitsauspäin PN 63-160 DN 80/80-300/250 Käyttöalueet Teollisuudessa, voimalaitoksissa, prosessitekniikassa ja laivanrakennuksessa
TEKNINEN PIIRUSTUS II
 TEKNINEN PIIRUSTUS II Kevät 2015 PINTAMERKIT TkT Harri Eskelinen 1 1 Johdanto 2 Pintamerkillä ilmoitettavia vaatimuksia Pintamerkkejä käytetään ilmaistaessa mm. seuraavia pintaa koskevia vaatimuksia: Pinnan
TEKNINEN PIIRUSTUS II Kevät 2015 PINTAMERKIT TkT Harri Eskelinen 1 1 Johdanto 2 Pintamerkillä ilmoitettavia vaatimuksia Pintamerkkejä käytetään ilmaistaessa mm. seuraavia pintaa koskevia vaatimuksia: Pinnan
YOUR NEW DIMENSION OF POSSIBILITIES. Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.
 YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
YOUR NEW DIMENSION OF POSSIBILITIES Metallien 3D-tulostus ja käyttökohteet Vesa Kananen, 3DSTEP Oy 3D-tulostuksen savolainen vallankumous 1.12.2017 3DSTEP Oy Perustettu 2016 6 työntekijää Pääomistajat:
Käyttötekninen tiedote.
 Käyttötekninen tiedote. Pohjat - ennen pinnoitusta Hyötyajoneuvoilta tänä päivänä vaadittavat toiminnot ylittävät alkuperäisen tarkoituksen ja sisältävät nykyään yhä enenevässä määrin mainontaan liittyviä
Käyttötekninen tiedote. Pohjat - ennen pinnoitusta Hyötyajoneuvoilta tänä päivänä vaadittavat toiminnot ylittävät alkuperäisen tarkoituksen ja sisältävät nykyään yhä enenevässä määrin mainontaan liittyviä
Valukappaleen ja valimoprosessin suunnittelu työsuojelun näkökulmasta. 6.2.2015 Jorma Aronen Metso Minerals Oy Tampereen valimo (Tevo Lokomo)
") Valukappaleen ja valimoprosessin suunnittelu työsuojelun näkökulmasta 6.2.2015 Jorma Aronen Metso Minerals Oy Tampereen valimo (Tevo Lokomo) Metson vähimmäisturvallisuusvaatimusten kattamat aiheet INTERNAL
Valukappaleen ja valimoprosessin suunnittelu työsuojelun näkökulmasta 6.2.2015 Jorma Aronen Metso Minerals Oy Tampereen valimo (Tevo Lokomo) Metson vähimmäisturvallisuusvaatimusten kattamat aiheet INTERNAL
PIKAOPAS PINNANKARHEUDEN MITTAUKSEEN
 PIKAOPAS PINNANKARHEUDEN MITTAUKSEEN Opas laboratorio- ja konepajakäyttöön SUOMIPAINOS Profiilit ja suodattimet (EN ISO 4287 ja EN ISO 16610-21) 01 Varsinainen profiili on profiili, joka syntyy todellisen
PIKAOPAS PINNANKARHEUDEN MITTAUKSEEN Opas laboratorio- ja konepajakäyttöön SUOMIPAINOS Profiilit ja suodattimet (EN ISO 4287 ja EN ISO 16610-21) 01 Varsinainen profiili on profiili, joka syntyy todellisen
YRITYS JA PALVELUT. Toni Järvitalo. www.3dformtech.fi
 YRITYS JA PALVELUT Toni Järvitalo www.3dformtech.fi 3D FORMTECH 3D Formtech on 3D-tulostusta ja siihen liittyviä oheispalveluja tarjoava yritys. Toimitilamme sijaitsevat Jyväskylässä, Mattilanniemessä.
YRITYS JA PALVELUT Toni Järvitalo www.3dformtech.fi 3D FORMTECH 3D Formtech on 3D-tulostusta ja siihen liittyviä oheispalveluja tarjoava yritys. Toimitilamme sijaitsevat Jyväskylässä, Mattilanniemessä.
OMAX VESILEIKKUUMATERIAALIT
 OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
PUHDISTUS JA PYYHINTÄ
 Oikeat pyyhetarvikkeet mahdollistavat työn sujuvuuden ja kustannussäästöt PUHDISTUS JA PYYHINTÄ Tarkastele käyttettyjä konepyyhkeitänne. Huomaatko että niistä valtaosa on vain osittain likaisia? Koska
Oikeat pyyhetarvikkeet mahdollistavat työn sujuvuuden ja kustannussäästöt PUHDISTUS JA PYYHINTÄ Tarkastele käyttettyjä konepyyhkeitänne. Huomaatko että niistä valtaosa on vain osittain likaisia? Koska
Teollisuustason 3D-tulostus. Jyväskylä Jouni Mäkelä
 Teollisuustason 3D-tulostus Jyväskylä 04.05.2018 Jouni Mäkelä 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden 2014
Teollisuustason 3D-tulostus Jyväskylä 04.05.2018 Jouni Mäkelä 3D Formtech Oy 3D Formtech tarjoaa 3D-tulostusta ja suunnittelua Toimitilamme sijaitsevat Jyväskylässä 3D Formtech on perustettu vuoden 2014
Julkisen hallinnon linjaukset tiedon sijainnista ja hallinnasta. Yhteenveto. Taustaa linjauksille. Linjausten tavoitteet
 Valtion tieto ja viestintätekniikkakeskus Valtori Lausunto 07.09.2018 Dnro 110/00.04/2018 Asia: VM/276/00.01.00.01/2018 Julkisen hallinnon linjaukset tiedon sijainnista ja hallinnasta Yhteenveto Kommentit
Valtion tieto ja viestintätekniikkakeskus Valtori Lausunto 07.09.2018 Dnro 110/00.04/2018 Asia: VM/276/00.01.00.01/2018 Julkisen hallinnon linjaukset tiedon sijainnista ja hallinnasta Yhteenveto Kommentit
infektiivisen parodontaalihoidon toteutuksessa UÄ-laitteet anti-infektiivisen 27.10.2005 Seinäjoki 1
 UÄ-laitteet anti-infektiivisen infektiivisen parodontaalihoidon toteutuksessa 27.10.2005 Seinäjoki 1 Yleistä Perustuu korkeataajuiseen tärinään, ei mekaanisen voiman käyttöön laitteesta riippuen kärjen
UÄ-laitteet anti-infektiivisen infektiivisen parodontaalihoidon toteutuksessa 27.10.2005 Seinäjoki 1 Yleistä Perustuu korkeataajuiseen tärinään, ei mekaanisen voiman käyttöön laitteesta riippuen kärjen
Painevalut 3. Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_3_2.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Painevalut 3 Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_2.sldprt ja mallinna siihen kansi. CAD työkalut harjoituksessa diecasting_3_2.sldprt Kuva 1:
Painevalut 3 Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_2.sldprt ja mallinna siihen kansi. CAD työkalut harjoituksessa diecasting_3_2.sldprt Kuva 1:
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT. Copyright Isto Jokinen. Käyttö opetuksessa tekijän luvalla
 METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
Sapa Pintakäsittely. Anodisointi aj jauhemaalaus
 Sapa Pintakäsittely Anodisointi aj jauhemaalaus Anodisointi Anodisointi on alumiiniprofiilien kestävin pintakäsittely. Se on elektrolyysiprosessi, jossa alumiinin pintaan muodostuu oksidikerros. Kerros
Sapa Pintakäsittely Anodisointi aj jauhemaalaus Anodisointi Anodisointi on alumiiniprofiilien kestävin pintakäsittely. Se on elektrolyysiprosessi, jossa alumiinin pintaan muodostuu oksidikerros. Kerros
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET
 AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
PESUKONEEN JA LINGON ASENNUS
 PESUKONEEN JA LINGON ASENNUS Vaatehoitotila kuuluu tärkeänä osana kiinteistöön. Laitteet ja varusteet on määriteltävä ja sijoitettava tilaan siten, että niiden käyttö on mahdollisimman helppoa ja esteetöntä.
PESUKONEEN JA LINGON ASENNUS Vaatehoitotila kuuluu tärkeänä osana kiinteistöön. Laitteet ja varusteet on määriteltävä ja sijoitettava tilaan siten, että niiden käyttö on mahdollisimman helppoa ja esteetöntä.
Keuruu (Kotipaikka) Tornio Vieremä Vaasa Jyväskylä Tampere Kaarina Lappeenranta Elekmerk Oy, Keuruu Poznan, Puola
 Tornio Vieremä Vaasa Jyväskylä Tampere Kaarina Lappeenranta Elekmerk Oy, Keuruu Poznan, Puola") HT LASER OY HT Laser on vuonna 1989 perustettu teollisuuden järjestelmätoimittaja ja joustavasti palveleva kumppani. Erikoisosaamistamme ovat kokoonpanot ja komponenttivalmistus sekä tarpeiden mukaan optimoidut
HT LASER OY HT Laser on vuonna 1989 perustettu teollisuuden järjestelmätoimittaja ja joustavasti palveleva kumppani. Erikoisosaamistamme ovat kokoonpanot ja komponenttivalmistus sekä tarpeiden mukaan optimoidut
Tapani Honkavaara VALUTUOTTEIDEN SUUNNITTELU-
 Tapani Honkavaara VALUTUOTTEIDEN SUUNNITTELU- Tämä sivu on tarkoituksella jätetty tyhjäksi Tämäkin sivu on tarkoituksella jätetty tyhjäksi. 3 Tämä opas on syntynyt diplomityön lopputuloksena. Diplomityön
Tapani Honkavaara VALUTUOTTEIDEN SUUNNITTELU- Tämä sivu on tarkoituksella jätetty tyhjäksi Tämäkin sivu on tarkoituksella jätetty tyhjäksi. 3 Tämä opas on syntynyt diplomityön lopputuloksena. Diplomityön
Periaatteet. ValuAtlas Muotin valmistus Tuula Höök. Tuula Höök Tampereen teknillinen yliopisto
 Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön
Periaatteet Tuula Höök Tampereen teknillinen yliopisto Onnistunut muotin suunnittelu tapahtuu muotin valmistajan, valuyrityksen ja valettavan tuotteen suunnittelijan välisenä yhteistyönä. Yhteistyön käytännön
Korjattavien pintojen esikäsittelyt
 06.02.2018 1 Betonirakenteiden korjaaminen Esikäsittelyt ja laastipaikkauksen periaatteet 06.02.2018 2 Korjattavien pintojen esikäsittelyt Korjattavien pintojen on oltava puhtaita Lujuudeltaan heikko betoni
06.02.2018 1 Betonirakenteiden korjaaminen Esikäsittelyt ja laastipaikkauksen periaatteet 06.02.2018 2 Korjattavien pintojen esikäsittelyt Korjattavien pintojen on oltava puhtaita Lujuudeltaan heikko betoni
Valuviat ja kappaleen pinnan laatu
 Valuviat ja kappaleen pinnan laatu Tuula Höök - Tampereen teknillinen yliopisto Pinnan laadusta tulee eräs pinnoitettavan valukappaleen tärkeimmistä hyväksymiskriteereistä, koska pinnoitteilla on taipumus
Valuviat ja kappaleen pinnan laatu Tuula Höök - Tampereen teknillinen yliopisto Pinnan laadusta tulee eräs pinnoitettavan valukappaleen tärkeimmistä hyväksymiskriteereistä, koska pinnoitteilla on taipumus
Muovimateriaali kutistuu ja aiheuttaa painetta sekä kitkavoimia keernan ja kappaleen välille.
 Päästöt Tampereen teknillinen yliopisto Sanna Nykänen Ruiskuvalettavissa kappaleissa on lähes aina tarpeellista käyttää päästöjä. Päästökulmat helpottavat kappaleen ulostyöntöä muotista. Jos ruiskuvalukappale
Päästöt Tampereen teknillinen yliopisto Sanna Nykänen Ruiskuvalettavissa kappaleissa on lähes aina tarpeellista käyttää päästöjä. Päästökulmat helpottavat kappaleen ulostyöntöä muotista. Jos ruiskuvalukappale
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
Toiminnanhoitajan katsaus. Vuodet 2013-2014
 Toiminnanhoitajan katsaus Vuodet 2013-2014 Vuosi 2013 Kuluja saatu huomattavasti karsittua Tilitoimiston palveluita käytetty aiempaa vähemmän,n. 10.000 kuin edellisenä vuonna Kokouksia aiempaa vähemmän
Toiminnanhoitajan katsaus Vuodet 2013-2014 Vuosi 2013 Kuluja saatu huomattavasti karsittua Tilitoimiston palveluita käytetty aiempaa vähemmän,n. 10.000 kuin edellisenä vuonna Kokouksia aiempaa vähemmän
ADAX-LÄMMITTIMET. Saatavilla myös muita Adax-tuotteita, kysy! KOIRANKOPPILÄMMITIN
 ADAX-LÄMMITTIMET KOIRANKOPPILÄMMITIN Adax-koirankoppilämmitin soveltuu kotieläinten ulkotilojen lämmitykseen. Sisältää 5 m pitkän liitosjohdon. 200 W. Alhainen pintalämpötila. Soveltuu myös pakkasvahdiksi
ADAX-LÄMMITTIMET KOIRANKOPPILÄMMITIN Adax-koirankoppilämmitin soveltuu kotieläinten ulkotilojen lämmitykseen. Sisältää 5 m pitkän liitosjohdon. 200 W. Alhainen pintalämpötila. Soveltuu myös pakkasvahdiksi
Yli 100 vuotta Yli 100 kertaa päivässä
 Yli 100 vuotta Yli 100 kertaa päivässä Asiakkaan tarpeesta lisäarvoa tuotteelle; Palveluilla lisäarvoa asiakkaalle 3.11.2016, Teppo Aatola, toimitusjohtaja, Meconet Oy Ohjelma 10 min: Meconet konserni
Yli 100 vuotta Yli 100 kertaa päivässä Asiakkaan tarpeesta lisäarvoa tuotteelle; Palveluilla lisäarvoa asiakkaalle 3.11.2016, Teppo Aatola, toimitusjohtaja, Meconet Oy Ohjelma 10 min: Meconet konserni
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
ASENNUSOHJE LIEKKI PIIPPU
 Käyttötarkoitus: ASENNUSOHJE LIEKKI PIIPPU Hormex T600 liekki piippu on lämpöä kestävä, kaksoisseinäinen savupiippujärjestelmä, joka on valmistettu 1.4828 lämpöä kestävästä teräksestä (ulkokuori - 1.4301)
Käyttötarkoitus: ASENNUSOHJE LIEKKI PIIPPU Hormex T600 liekki piippu on lämpöä kestävä, kaksoisseinäinen savupiippujärjestelmä, joka on valmistettu 1.4828 lämpöä kestävästä teräksestä (ulkokuori - 1.4301)
Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy , Niko Riikonen
 Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy 8.6.2018, Niko Riikonen Ruskon Betoni Oy Betonin suojaaminen erittäin aggressiivisia olosuhteita vastaan Olosuhteissa, jossa PH on
Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy 8.6.2018, Niko Riikonen Ruskon Betoni Oy Betonin suojaaminen erittäin aggressiivisia olosuhteita vastaan Olosuhteissa, jossa PH on
Vaatimusmäärittely Ohjelma-ajanvälitys komponentti
 Teknillinen korkeakoulu 51 Vaatimusmäärittely Ohjelma-ajanvälitys komponentti Versio Päiväys Tekijä Kuvaus 0.1 21.11.01 Oskari Pirttikoski Ensimmäinen versio 0.2 27.11.01 Oskari Pirttikoski Lisätty termit
Teknillinen korkeakoulu 51 Vaatimusmäärittely Ohjelma-ajanvälitys komponentti Versio Päiväys Tekijä Kuvaus 0.1 21.11.01 Oskari Pirttikoski Ensimmäinen versio 0.2 27.11.01 Oskari Pirttikoski Lisätty termit
Valetun koneenosan 3D CAD suunnittelun perusteet
 Valetun koneenosan 3D CAD suunnittelun perusteet Tuula Höök Tampereen teknillinen yliopisto Valetun koneenosan suunnittelutiedostot (3D CAD mallit) rakentuvat kolmelle tasolle. Tasot ovat 1.) kappaleen
Valetun koneenosan 3D CAD suunnittelun perusteet Tuula Höök Tampereen teknillinen yliopisto Valetun koneenosan suunnittelutiedostot (3D CAD mallit) rakentuvat kolmelle tasolle. Tasot ovat 1.) kappaleen
Teknistä tietoa. Permaflex. Metallimateriaalit ja niiden esikäsittely ennen pinnoitusta Osa 2
 Teknistä tietoa. Permaflex Metallimateriaalit ja niiden esikäsittely ennen pinnoitusta Osa 2 Vain ammattikäyttöön! Järjestelmätiedote nro SYS_950.9 /02/2008- FI 1 / 22.8.2008 Johdanto Monet tekijät ovat
Teknistä tietoa. Permaflex Metallimateriaalit ja niiden esikäsittely ennen pinnoitusta Osa 2 Vain ammattikäyttöön! Järjestelmätiedote nro SYS_950.9 /02/2008- FI 1 / 22.8.2008 Johdanto Monet tekijät ovat
Alcoan taotut alumiinivanteet. Asiaa ja numerotietoja
 Alcoan taotut alumiinivanteet Asiaa ja numerotietoja Tiesitkö tämän? Alcoa-vanteet ovat kestävimmät Jokainen vanne saa alkunsa yhdestä kappaleesta, joka on erittäin kestävää, ruostumatonta alumiiniseosta.
Alcoan taotut alumiinivanteet Asiaa ja numerotietoja Tiesitkö tämän? Alcoa-vanteet ovat kestävimmät Jokainen vanne saa alkunsa yhdestä kappaleesta, joka on erittäin kestävää, ruostumatonta alumiiniseosta.
ta ti alumiinis es vy ke
 kevyesti alumiinista Alumiinin ammattilainen vuodesta1959 Ympäristöystävällisesti alumiinista 2 3 2 3 Purso Oy valmistaa suulakepuristettuja alumiiniprofiileja eri teollisuudenalojen käyttöön kaikkialle
kevyesti alumiinista Alumiinin ammattilainen vuodesta1959 Ympäristöystävällisesti alumiinista 2 3 2 3 Purso Oy valmistaa suulakepuristettuja alumiiniprofiileja eri teollisuudenalojen käyttöön kaikkialle
Mitä keväällä kuuluu tehdä? Odotetaanko vain, että veneily alkaa? Vai pitikö jostain ottaa vastuuta ihan itse?
 Mitä keväällä kuuluu tehdä? Odotetaanko vain, että veneily alkaa? Vai pitikö jostain ottaa vastuuta ihan itse? Miksi minä? Aluksen omistajalla on laivaisännän vastuu. Aluksen päälliköllä on päällikön vastuu.
Mitä keväällä kuuluu tehdä? Odotetaanko vain, että veneily alkaa? Vai pitikö jostain ottaa vastuuta ihan itse? Miksi minä? Aluksen omistajalla on laivaisännän vastuu. Aluksen päälliköllä on päällikön vastuu.
Erstantie 2, 15540 Villähde 2 Puh. (03) 872 200, Fax (03) 872 2020 www.anstar.fi anstar@anstar.fi Käyttöohje
 872 200, Fax (03) 872 2020 www.anstar.fi anstar@anstar.fi Käyttöohje") Erstantie 2, 15540 Villähde 2 Erstantie 2, 15540 Villähde 3 SISÄLLYSLUETTELO Sivu 1 TOIMINTATAPA... 4 2 MATERIAALIT JA RAKENNE... 5 2.1 MATERIAALIT... 5 2.2 RAKENNEMITAT... 5 3 VALMISTUS... 6 3.1 VALMISTUSTAPA...
Erstantie 2, 15540 Villähde 2 Erstantie 2, 15540 Villähde 3 SISÄLLYSLUETTELO Sivu 1 TOIMINTATAPA... 4 2 MATERIAALIT JA RAKENNE... 5 2.1 MATERIAALIT... 5 2.2 RAKENNEMITAT... 5 3 VALMISTUS... 6 3.1 VALMISTUSTAPA...
90 mm HALK. G-42002-O 93,00 100 mm LEV. 90 mm HALK. G-42001-O 58,00 50 mm LEV. 90 mm HALK. 100 mm LEV.
 POLY-PTX HIOMA-, KIILLOTUS- JA HARJAUSKONE TASOILLE JA PUTKILLE TUOTE nro /kpl 240 V, 50-60 Hz, 1750 W NOPEUDEN SÄÄDÖLLÄ 1000-3500 RPM PAINO: 3,3 kg PYÖRÖJEN HALKAISIJA 90-115mm VALMISTUSMAA: SAKSA HIOMA-
POLY-PTX HIOMA-, KIILLOTUS- JA HARJAUSKONE TASOILLE JA PUTKILLE TUOTE nro /kpl 240 V, 50-60 Hz, 1750 W NOPEUDEN SÄÄDÖLLÄ 1000-3500 RPM PAINO: 3,3 kg PYÖRÖJEN HALKAISIJA 90-115mm VALMISTUSMAA: SAKSA HIOMA-