L u e n t o. Tilasuunnittelu. Luennon sisältö. Tilasuunnittelun tasot ja tavoitteet Process layout Product layout Muut tilaratkaisut
|
|
|
- Elina Salo
- 5 vuotta sitten
- Katselukertoja:
Transkriptio
1 L u e n t o Tilasuunnittelu Luennon sisältö Tilasuunnittelun tasot ja tavoitteet Process layout Product layout Muut tilaratkaisut
2 Tilasuunnittelun tasot ja tavoitteet
3 Mistä tilasuunnittelussa on karrikoiden kyse? Koneet Parkkipaikat Työpisteet ja työntekijät Keskustietokoneet Sujuvuus ja tavoitteet Toimistot ja asiakaspalvelualueet Vessat Varastot Ruokalat jne. jne. jne... TUTA 18 Luento 8 3
4 Tilasuunnittelussakin on useita eri tasoja Miten eri osastot on sijoitettu toisiinsa nähden Miten asiat on sijoiteltu osaston sisällä Miten yksittäinen työpiste on järjestetty TUTA 18 Luento 8 4




5 Suunnittelulla tuetaan yrityksen tavoitteita - case kasino - TUTA 18 Luento 8 5
6 Tilasuunnittelun tavoitteet ja ongelmat Työtilojen ja -prosessien suunnittelulla pyritään koneiden, ihmisten ja tilan mahdollisimman tehokkaaseen käyttöön tilasuunnittelu vaikuttaa suoraan toiminnan tuottavuuteen, kapasiteetin käyttöasteeseen, viihtyvyyteen, myyntiin jne. huono tilaratkaisu hidastaa prosessia (materiaalin hallinnan kautta), nostaa kustannuksia, laskee tuottoja... Tilasuunnittelua ei tehdä tyhjiössä tuote, tuotantotyyppi, vaaditut koneet ja kapasiteetti huomioitava fyysinen rakennus ja tilat rajoittavat luovia ratkaisuja työnteon laatua ( quality of work life ) ei saa myöskään unohtaa muutokset kalliita (harvoin tehty ja erittäin suunniteltu päätös) - uudet työtavat ja teknologian kehitys vaativat/mahdollistavat tilojen ja toiminnan jatkuvan kehittämisen TUTA 18 Luento 8 6
7 Tilasuunnittelussa huomioitavia muuttujia Tehokkaat tuote- ja informaatiovirrat välimatkojen ja materiaalihallinnan minimointi läpimenoaikojen minimointi työntekijöiden tehokas käyttö koordinaatio ja kommunikaatio näkyvyys ja identifiointi joustavuuden turvaaminen laadun ja huoltotoiminnan edistäminen Keskittymiskyky Viihtyvyys Kulttuuriset tavoitteet esim. symboliikka ja Feng Shu Asiakastyytyväisyys Helppopääsyisyys Uskottavuus / imago Turvallisuus ja vartiointi Kulkureitin maksimointi Tuotevalinnan ohjaus Miten mitataan ja kuka päättää mikä on tärkeätä? TUTA 18 Luento 8 7
8 Process layout
9 Eri tuotantotyypit vaativat erilaiset layoutit Uniikki Tuote Bulkki Tuotantotyyppi Projekti Verstas Erätuotanto Kokoonpanolinja Öljyn porauslautta ATKjärjestelmä Auto PC Vuotuotanto Öljyn jalostus TUTA 18 Luento 8 9
10 Process layout - funktionaalinen järjestys - Tilasuunnittelu pohjautuu koneiden tehtäviin samanlaiset tehtävät keskitetty samaan paikkaan - esim. ravintolat, sairaalat, toimistot, tavaratalot Tavoitteena tehokas ja joustava järjestys käyttökohteena pääasiassa verstas- ja soluprosessit - layout usein keskeisin verstaan tehokkuuden muuttuja! käytetään myös paljon osasysteemeissä Toisiinsa liittyvät vaiheet/osastot lähekkäin sijoittelua varten pyritään löytämään ns. hidden patterns Erityyppisiä suunnittelumenetelmiä käytössä matkojen ja kustannusten minimointi (load/weighted-distance) suhdekaavio (kvalitatiivisemmat tilanteet) tietokoneheuristiikat TUTA 18 Luento 8 10


11 Process layout Kokoaminen Maalaus Prässi Hitsaus Valmistus Lasten vaatteet Astiat Urheiluosasto Kangasosasto Kengät Kosmetiikka Naisten osasto Sisääntulo Miesten osasto TUTA 18 Luento 8 11
12 Process layout - funktionaalinen järjestys - Tilasuunnittelu pohjautuu koneiden tehtäviin samanlaiset tehtävät keskitetty samaan paikkaan - esim. ravintolat, sairaalat, toimistot, tavaratalot Tavoitteena tehokas ja joustava järjestys käyttökohteena pääasiassa verstas- ja soluprosessit - layout usein keskeisin verstaan tehokkuuden muuttuja! käytetään myös paljon osasysteemeissä Toisiinsa liittyvät vaiheet/osastot lähekkäin sijoittelua varten pyritään löytämään ns. hidden patterns Erityyppisiä suunnittelumenetelmiä käytössä matkojen ja kustannusten minimointi (load/weighted-distance) suhdekaavio (kvalitatiivisemmat tilanteet) tietokoneheuristiikat TUTA 18 Luento 8 12

 A C B D Sijoitetaan osastot niin, että")
13 Process layout -suunnittelu - matkojen minimointi - Selvitetään osastojen välinen liikenne rektilineaarisia unit-etäisyyksiä Lasketaan nykyisen tilaratkaisun liikennemäärä* etäisyys (ns. load/weighted-distance) A C B D Sijoitetaan osastot niin, että liikennemäärä*etäisyys minimoituu A C D B TUTA 18 Luento 8 13
14 Laskuissa käytetään erilaisia etäisyysmittoja 20m 20m A 20m 40m 20m 28,3m 44,7m Euklidiset etäisyydet A:sta A ,41 2,23 Euklidiset unit -etäisyydet A:sta A 20m 40m 20m 40m 60m Rektilineaariset etäisyydet A:sta A Rektilineaariset unit -etäisyydet A:sta jne. A Rinnakkais- (adjacent) etäisyydet A:sta 0-tapa A Rinnakkais- (adjacent) etäisyydet A:sta 1-tapa TUTA 18 Luento 8 14

15 Process layout -suunnittelu - matkojen minimointi palveluissa harvoin tavoitteena - TUTA 18 Luento 8 15


16 Process layout -suunnittelu - suhdekaavio - Vaihe 1: Määritellään eri osastojen keskinäinen tärkeyssuhde (numerodataa ei käytössä) Vaihe 2: Sijoitetaan osastot niin, että keskenään tärkeät sijaitsevat lähekkäin TUTA 18 Luento 8 16


17 Tilojen koon suunnittelu - case yleiset/ravintoloiden vessat - 2 / ilta 45 sekuntia Käyntikerrat Kesto 4 / ilta 80 sekuntia Sijoittelussa tulee huomioida myös tilojen koot koot usein riippuvaisia tarpeesta ja oikeudenmukaisuudesta - palveluissa asiakastyytyväisyys keskeisin tilakokojen määrittäjä Oikeudenmukaisuuden määrittäminen ongelmallista WC-päätöksissä sama määrä asiakaspaikkoja vai sama odotusaika? - Kaliforniassa laki; miesten ja naisten asiakaspaikkojen suhde 2:3 - ratkaisuna mm. siirrettävät väliseinät, yhteinen pesutila, unisex - miten peilien poistaminen tai hinnoittelu vaikuttaisivat käyttäytymiseen? TUTA 18 Luento 8 17


18 Tilasuunnittelulla myös ohjataan kuluttajaa - case ruokakauppa ja tavaratalo - Ruokakaupan suunnittelu varsinaista tiedettä pakkokierto usein välttämätöntä volyymituotteet takana seinien vieressä keskeiset tuotteet hyllyrivien keskellä parhaat tuotteet silmänkorkeudella impulssi- ja katetuotteet hyvin esillä tarpeettomat tuotteet käden ulottuvilla Tavaratalot eivät paljon jäljessä katetuotteet ovesta ensimmäisenä kampanjatuotteet hyvin esillä jne. tarjoustuotteet piilossa kaukana takana TUTA 18 Luento 8 18



19 Esillepano keskeistä varsinkin kaupassa Sisääntulon helppous usein aliarvioitu muuttuja avoin, ilmava, kutsuva... Yleinen ilmapiiri vaikuttaa paljon kuluttajien viihtyvyyteen melun määrä, mahdollinen musiikki, valojen määrä ja asettelu, lämpötila, tuoksut jne. Käytännön ratkaisujen merkitystä ei tule unohtaa hyllyjen korkeus ja materiaali tuotteiden runsaus ja ryhmittely sovituskoppien toimivuus jne. kassojen sijoittelu yleinen näkyvyys, kyltit, puhtaus värit, seinät, lattia, katto TUTA 18 Luento 8 19
20 Kenen ehdoilla tiloja oikein pitäisi suunnitella? - asiakkaiden vastaisku - Fyysisen ja henkisen tilan merkitys korostunut tutkimuksissa sijainnin merkitys kuluttajalla dramaattisesti vähentynyt Asiakas haluaa löytää sen mitä on etsimässä ei liian iso tila ei liikaa tavaraa ei huiputusta ei hienostelua Mitä tämä tarkoittaa kaupalle ja tavarataloille? TUTA 18 Luento 8 20
21 Process layout -suunnittelu - tilasuunnittelu elää muutoksen ja vaatimusten mukaan - TUTA 18 Luento 8 21
22 Product layout
23 Eri tuotantotyypit vaativat erilaiset layoutit Uniikki Tuote Bulkki Tuotantotyyppi Projekti Verstas Erätuotanto Kokoonpanolinja Öljyn porauslautta ATKjärjestelmä Auto PC Vuotuotanto Öljyn jalostus TUTA 18 Luento 8 23
24 Product layout Tila suunnitellaan tuotteen ympärille tekniset ominaisuudet määräävät paljolti layoutin - melko helppo suunnitella (ääriesimerkkinä vuotuotanto) - käytännössä tiettyä joustavuutta työvaiheiden järjestyksessä löytyy Tavoitteena tasapainoinen tuotantolinja mahdollisimman sama määrä työtä kaikilla työpisteillä - linjan tasapainoisuudella suora vaikutus tuotantomääriin ja valmistuksen yksikkökustannuksiin (= palkkakulut) Tuotantotavoitteisiin pääsemisen lisäksi materiaalikustannuksia minimoidaan materiaalinsiirtely pyritään saamaan mahdollisimman vähäiseksi Tuotantolinjan muutokset kalliita ja hitaita tarvittava lisätuotanto tehdään usein mieluummin ylitöinä TUTA 18 Luento 8 24

25 Product layout - tyypillinen linjastotila - TUTA 18 Luento 8 25



26 Linjojen toimintalogiikoissa luonnollisesti eroja!
27 Product layout Tila suunnitellaan tuotteen ympärille tekniset ominaisuudet määräävät paljolti layoutin - melko helppo suunnitella (ääriesimerkkinä vuotuotanto) - käytännössä tiettyä joustavuutta työvaiheiden järjestyksessä löytyy Tavoitteena tasapainoinen tuotantolinja mahdollisimman sama määrä työtä kaikilla työpisteillä - linjan tasapainoisuudella suora vaikutus tuotantomääriin ja valmistuksen yksikkökustannuksiin (= palkkakulut) Tuotantotavoitteisiin pääsemisen lisäksi materiaalikustannuksia minimoidaan materiaalinsiirtely pyritään saamaan mahdollisimman vähäiseksi Tuotantolinjan muutokset kalliita ja hitaita tarvittava lisätuotanto tehdään usein mieluummin ylitöinä TUTA 18 Luento 8 27



28 Tasapainottamisen idea yksinkertaistaen Tehokkuuden takaamiseksi työt tulisi jakaa työpisteille ajallisesti tasaisesti TUTA 18 Luento 8 28
29 Tuotantolinjan tasoitusprosessi - kaksi erilaista laskutyyppiä - Haluttu tuotantomäärä (A) Selvitä prosessin vaiheet, keskinäinen järjestys ja yksittäisen vaiheen kesto Maksimaalinen tuotantomäärä (B) Laske halutun tuotantomäärän mukainen sykliaika (cycle time / takt time) ja teoreettinen työasemien vähimmäismäärä Käytä sykliaikana pisimmän vaiheen kestoa ja laske sen avulla teoreettinen työasemien vähimmäismäärä Ryhmittele työvaiheet työasemille sykliaika ja riippuvuudet huomioonottaen Laske linjan tehokkuus ja selvitä ratkaisun tyydyttävyys TUTA 18 Luento 8 29
30 Tuotantolinjan tasapainottaminen esim. A1 - haluttu tuotantomäärä - Laskujenkäsittelystä vastaava esimiestä on pyydetty nostamaan osastonsa kapasiteettia ja laskemaan kuluja siirtymällä tuotantolinjamaiseen prosessiin. Suunnittelun pohjaksi esimies on selvittänyt käsittelyprosessin vaiheet, keskinäisen järjestyksen ja yksittäisen vaiheen keston (tiedot alla taulukossa). Jos esimies haluaisi uuden linjan pystyvän käsittelevän 360 laskua tunnissa miten tuotantolinja kannattaisi organisoida? Vaihe Kesto (sekuntia) Edeltävä vaihe A 6 - B 2 A C 6 - D 2 A E 4 B,D F 2 E G 2 - H 6 G I 8 F,H TUTA 18 Luento 8 30
31 Tuotantolinjan tasapainottaminen esim. A1 - keskeiset kysymykset - Linjan sykliaika? eli mikä on tuotteiden valmistumisväli? Tarvittavien työasemien teoreettinen minimimäärä? Työasemien työnjako ja tarvittava lukumäärä? Linjan kapasiteetti ja tehokkuus? TUTA 18 Luento 8 31
32 Tuotantolinjan tasapainottaminen esim. A1 - prosessikuvaus ja keskeiset tunnusluvut - A G C B D Linjan sykliaika c = 10 sek. tuotantoaika / tuotantomäärä; 1 t. / 360 kpl = 10 sek / kpl E F H työvaiheiden kokonaisaika / sykliaika; 38 sek. / 10 sek. = 3,8 4 kpl I HUOM! Joskus hankala jakaa työt teoreettiseen minimimäärään työasemia Työasemien teoreettinen minimimäärä TM = 4 TUTA 18 Luento 8 32
33 Tuotantolinjan tasapainottaminen esim. A1 A 6sek. G 2sek. C 6sek. 2sek. B D 2sek. Työvaiheet joiden kaikki edeltävät vaiheet on jo tehty - tasapainottaminen LOT-menetelmällä - E 4sek. F 2sek. H 6sek. I 8sek. Mahdollisista vaiheista pisimpään kestävä (LOT), joka vielä mahtuu työasemaan Mahdolliset Valittu Työasema Aikaa jäljellä vaiheet vaihe työasemassa A,C,G A 1 4 B,C,D,G B 1 2 C,D,G D 1 0 C,E,G C 2 4 E,G E 2 0 F,G G 3 8 F,H H 3 2 F F 3 0 I I 4 2 Sykliajasta vähennetään työasemassa jo tehtävien vaiheiden yhteiskesto TUTA 18 Luento 8 33
34 Tuotantolinjan tasapainottaminen esim. A1 - työasemat tuotantolinjalla - 6 sek. 4 sek. 8 sek. C E I A B D 6 sek. 2 sek. 2 sek. G H F 2 sek. 6 sek. 2 sek. Sykliaika: 10 sekuntia Kapasiteetti: 360 kpl/t Linjan tehokkuus: 38/(4*10) = 95 % (OK) HUOM! Toimiva työnjako 4 työasemaan voitaisiin tehdä melko monella muullakin tavalla (yhtä hyviä ratkaisuja). TUTA 18 Luento 8 34
35 Miten työvaiheet ryhmitellään työasemille? Ryhmittelyyn käytetään usein yksinkertaisia peukalosääntöjä (heuristiikkoja) A. tehtävät ryhmitellään pisimmän työstöajan järjestyksessä (LOT) - joskus myös tehtävät ryhmitellään lyhimmän työstöajan järjestyksessä B. tehtävät ryhmitellään suurimman seuraavien työvaiheiden lukumäärän mukaisessa järjestyksessä - joskus myös tehtävät ryhmitellään pienimmän seuraavien työvaiheiden lukumäärän mukaisessa järjestyksessä tasapelitapauksessa käytetään esim. toista säännöistä Lopputulos käytettyä menetelmää tärkeämpi peukalosääntöjen orjallinen seuraaminen saattaa johtaa harhaan - ei siis ole vain yhtä oikeaa menetelmää Tietokoneista apua laajimmissa ongelmissa TUTA 18 Luento 8 35
36 Tuotantolinjan tasapainottaminen esim. A2 - haluttu tuotantomäärä - Tuuletinyrityksen tavoitteena on valmistaa tuotantolinjassaan 100 tuotetta per päivä. Tuotantoprosessi voidaan jakaa 8 vaiheeseen. Vaiheiden kesto ja järjestys näkyy alla olevasta taulukosta. Tasapainota tuotantolinja niin, että yritys saa tuotettua haluamansa määrän mahdollisimman tehokkaasti ja laske linjan tehokkuus. Yrityksen työntekijät tekevät 7 tunnin päivää. Vaihe Kuvaus Kesto (min.) Edeltävä vaihe A Moottorin kokoaminen 3,3 - B Rungon kokoaminen 2,0 - C Moottorin liittäminen runkoon 1,2 A,B D Katkaisijan asettaminen 1,0 B E Terän asettaminen 0,5 C F Johdon liittäminen 1,0 D G Turvaristikon kokoaminen ja liittäminen 1,0 E H Testaus 1,4 F,G 3,3min. 1,2min. 0,5min. 1,0min. A C E G B D F H 2,0min. 1,0min. 1,0min. 1,4min. TUTA 18 Luento 8 36
37 Tuotantolinjan tasapainottaminen esim. A2 - vaadittu sykliaika, työaseminen määrä ja tehokkuus- Vaadittu sykliaika: c = Tuotantoaika per periodi Vaadittu tuotantomäärä per periodi = 420 min / päivä 100 kpl / päivä = 4,2 min / kpl Työasemien teoreettinen minimimäärä: TM = Työvaiheiden kokonaisaika Sykliaika (c) ( t) = 11,40 min / kpl 4,2 min / kpl = 2,714» 3 Tehokkuus (jos saadaan ryhmiteltyä 3 työasemaan): Työvaiheiden kokonaisaika ( t) 11,4 min. Tehokkuus = = = Työasemien määrä (n)*sykliaika (c) 3*4,2min. 90,5% TUTA 18 Luento 8 37
38 Ryhmittely pisimmän työstöajan mukaan: 3,3min. 1,2min. 0,5min. 1,0min. A C E G B D F H 2,0min. 1,0min. 1,0min. 1,4min. Vaihe Kesto Edeltäjä A 3,3 - B 2,0 - C 1,2 A,B D 1,0 B E 0,5 C F 1,0 D G 1,0 E H 1,4 F,G Työasema 1 Työasema 2 Työasema 3 A (4,2-3,3=0,9) B (4,2-2,0=2,2) C (2,2-1,2=1,0) F (4,2-1,0=3,2) E (3,2-0,5=2,7) D (1,0-1,0=0,0) G (2,7-1,0=1,7) H (1,7-1,4=0,3) Joutoaikaa = 0,9 min. Joutoaikaa = 0,0 min. Joutoaikaa = 0,3 min. TUTA 18 Luento 8 38
39 Ryhmittely seuraavien työvaiheiden lukumäärän mukaan: 3,3min. 1,2min. 0,5min. 1,0min. A C E G B D F H 2,0min. 1,0min. 1,0min. 1,4min. Vaihe Seuraavat Kesto Edeltäjä vaiheet A 4 3,3 - B 6 2,0 - C 3 1,2 A,B D 2 1,0 B E 2 0,5 C F 1 1,0 D G 1 1,0 E H 0 1,4 F,G Työasema 1 Työasema 2 Työasema 3 B (4,2-2,0=2,2) D (2,2-1,0=1,2) A (4,2-3,3=0,9) C (4,2-1,2=3,0) E (3,0-0,5=2,5) F (1,2-1,0=0,2) G (2,5-1,0=1,5) H (1,5-1,4=0,1) Joutoaikaa = 0,2 min. Joutoaikaa = 0,9 min. Joutoaikaa = 0,1 min. TUTA 18 Luento 8 39
40 Tuotantolinjan tasoitusprosessi - kaksi erilaista laskutyyppiä - Haluttu tuotantomäärä (A) Selvitä prosessin vaiheet, keskinäinen järjestys ja yksittäisen vaiheen kesto Maksimaalinen tuotantomäärä (B) Laske halutun tuotantomäärän mukainen sykliaika (cycle time / takt time) ja teoreettinen työasemien vähimmäismäärä Käytä sykliaikana pisimmän vaiheen kestoa ja laske sen avulla teoreettinen työasemien vähimmäismäärä Ryhmittele työvaiheet työasemille sykliaika ja riippuvuudet huomioonottaen Laske linjan tehokkuus ja selvitä ratkaisun tyydyttävyys TUTA 18 Luento 8 40
41 Tuotantolinjan tasapainottaminen esim. B1 - maksimaalinen tuotantomäärä - Mahdollista kysynnän kasvua varten laskujenkäsittelyn esimies pohtii, mikä olisi tuotantolinjaistetun käsittelyprosessin kapasiteetti ja miltä linja näyttäisi jos työt uudelleen organisoitaisiin maksimaalisen tuotantomäärän tarpeista lähtien (oletuksella, ettei yksittäistä vaihetta voi jakaa useammalle työasemalle). Selvitä maksimaalinen käsiteltävien laskujen lukumäärä, tasapainota tuotantolinja niin, että se on mahdollisimman tehokas ja kommentoi suosituksesi hyvyyttä. Vaihe Kesto (sekuntia) Edeltävä vaihe A 6 - B 2 A C 6 - D 2 A E 4 B,D F 2 E G 2 - H 6 G I 8 F,H TUTA 18 Luento 8 41
42 Tuotantolinjan tasapainottaminen esim. B1 - keskeiset kysymykset - Linjan sykliaika? eli mikä on tuotteiden valmistumisväli? Tarvittavien työasemien teoreettinen minimimäärä? Työasemien työnjako ja tarvittava lukumäärä? Linjan kapasiteetti ja tehokkuus? TUTA 18 Luento 8 42
43 Tuotantolinjan tasapainottaminen esim. B1 - prosessikuvaus ja keskeiset tunnusluvut - HUOM! Jos yksittäistä vaihetta ei voida jakaa (peruskurssilla ei koskaanj), sykliajaksi valitaan maksimaalista tuotantomäärää laskettaessa pisimmän vaiheen kesto (vaihe I; 8 sek.) A G C B D Linjan sykliaika c = 8 sek. maksimi tuotantomäärä; 1/c = 450 kpl/t E F H työvaiheiden kokonaisaika / sykliaika; 38 sek. / 8 sek. = 4,75 5 kpl I HUOM! Joskus hankala jakaa työt teoreettiseen minimimäärään työasemia Työasemien teoreettinen minimimäärä TM = 5 TUTA 18 Luento 8 43
44 Tuotantolinjan tasapainottaminen esim. B1 A 6sek. G 2sek. C 6sek. 2sek. B D 2sek. Työvaiheet joiden kaikki edeltävät vaiheet on jo tehty - tasapainottaminen LOT-menetelmällä - E 4sek. F 2sek. H 6sek. I 8sek. Mahdollisista vaiheista pisimpään kestävä (LOT), joka vielä mahtuu työasemaan Mahdolliset Valittu Työasema Aikaa jäljellä vaiheet vaihe työasemassa A,C,G A 1 2 B,C,D,G B 1 0 C,D,G C 2 2 D,G D 2 0 E,G E 3 4 F,G G 3 2 F,H F 3 0 H H 4 2 I I 5 0 Sykliajasta vähennetään työasemassa jo tehtävien vaiheiden yhteiskesto TUTA 18 Luento 8 44
45 Tuotantolinjan tasapainottaminen esim. B1 - työasemat tuotantolinjalla - 6 sek. 2 sek. C D 6 sek. H Sykliaika: 8 sekuntia Kapasiteetti: 450 kpl/t Linjan tehokkuus: 95% (OK) A B E F G I 6 sek. 2 sek. 4 sek. 2 sek. 2 sek. 8 sek. HUOM! Toimiva työnjako 5 työasemaan voitaisiin tehdä melko monella muullakin tavalla (yhtä hyviä ratkaisuja). TUTA 18 Luento 8 45
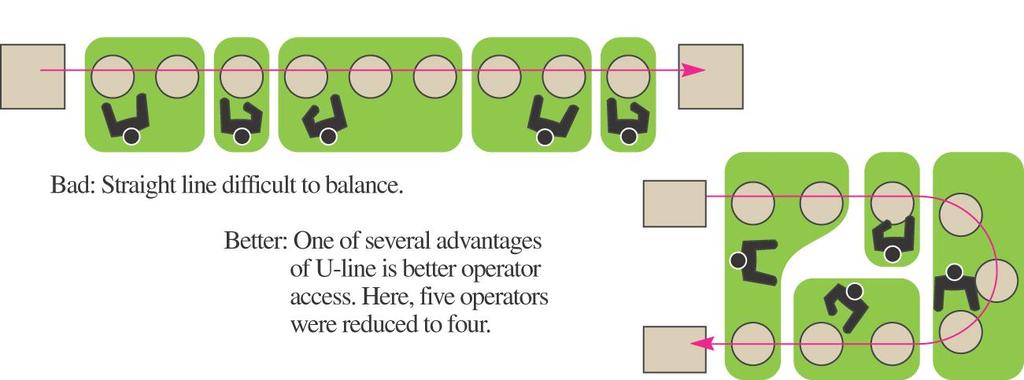
46 Käytännön tasapainottamistemppuja - joita ei peruskurssilla käytetäj- U-muotoiset linjat helpompi tasapainottaa A 4s B 5s D 10s C 2s E 3s Haluttu sykliaika 12 sek. A 4s B 5s A 4s E 3s B 5s C 2s D 10s C 2s E 3s D 10s Tehokkuus 66,6% Tehokkuus 100% Samaa vaihetta voi tehdä useampi työpiste A 4s B 5s D 10s C 2s E 3s Haluttu sykliaika 5 sek. A 4s B 5s 50% 50% D1 10s D2 10s C 2s E 3s TUTA 18 Luento 8 46

47 TUTA 18 Luento 8 47
48 Miksi tasapainottaminen on niin tärkeätä? - kuvitteellinen case - B 30s D 45s Prosessi A 60s C 90s E 45s F 90s Tasapainotettu linja B 30s A 60s C 90s D 45s E 45s F 90s 90 sek 90 sek 90 sek 90 sek Kokonaistyöaika Työasemia Sykliaika Läpimenoaika Joutoaika Tuotostahti Työn kustannus (oletuksena 4*15 /t palkka) 360 sek. 4 kpl 90 sek. 360 sek. 0 s/kpl 40 kpl/t 1,5 /kpl TUTA 18 Luento 8 48
49 Miksi tasapainottaminen on niin tärkeätä? - kuvitteellinen case - Tasapainottamaton linja A 60s 60 sek B 30s C 90s D 45s E 45s F 90s 120 sek 90 sek 90 sek Kokonaistyöaika Työasemia Sykliaika Läpimenoaika Joutoaika Tuotostahti Työn kustannus 360 sek. 4 kpl 120 sek. 480 sek. 120 s/kpl 30 kpl/t 2,0 /kpl (oletuksena 4*15 /t palkka) Tasapainottamaton linja A 60s C 90s B 30s D 45s E 45s F 90s 60 sek 90 sek 75 sek 45 sek 90 sek Kokonaistyöaika Työasemia Sykliaika Läpimenoaika Joutoaika Tuotostahti Työn kustannus (oletuksena 5*15 /t palkka) 360 sek. 5 kpl 90 sek. 450 sek. 90 s/kpl 40 kpl/t 1,875 /kpl TUTA 18 Luento 8 49
50 Product layout Tila suunnitellaan tuotteen ympärille tekniset ominaisuudet määräävät paljolti layoutin - melko helppo suunnitella (ääriesimerkkinä vuotuotanto) - käytännössä tiettyä joustavuutta työvaiheiden järjestyksessä löytyy Tavoitteena tasapainoinen tuotantolinja mahdollisimman sama määrä työtä kaikilla työpisteillä - linjan tasapainoisuudella suora vaikutus tuotantomääriin ja valmistuksen yksikkökustannuksiin (= palkkakulut) Tuotantotavoitteisiin pääsemisen lisäksi materiaalikustannuksia minimoidaan materiaalinsiirtely pyritään saamaan mahdollisimman vähäiseksi Tuotantolinjan muutokset kalliita ja hitaita tarvittava lisätuotanto tehdään usein mieluummin ylitöinä TUTA 18 Luento 8 50
51 Muita layout-ratkaisuja Kiinteä paikka tuote pysyy paikallaan ja operaatiot tehdään paikan päällä - koneet, materiaalit ja työntekijät siirtyvät projektien perässä käytetään kun tuotetta hankala tai riskialtista siirtää - esim. laivan, tien tai talon rakentaminen työvaiheiden skedulointi tärkeätä - usein rajoitettu tila käytössä - osien esivalmistaminen helpottaa töidenjärjestelyongelmia Hybridi-ratkaisut usein prosesseissa näkee useamman tilamallin piirteitä - esim. sairaalan ilmoittautuminen product muuten process -layout Erikoiset ratkaisut ominaispiirteistään johtuen vaativat erikoistaitoja ja kokemusta - esim. varastot, kaupat, koulut, lentokentät TUTA 18 Luento 8 51
52 Solu-layout Muita layout-ratkaisuja ryhmäteknologian avulla pyritään löytämään tuoteosaperheet joilla on samanlainen valmistusprosessi (samoin myös erätuotannossa) - esim. mutu tai tuotevirta-analyysi apuna koneet ryhmitellään soluihin pieniksi tuotantolinjoiksi - layout suunnitellaan dominoivien perheiden ympärille tuo mukanaan sekä hyötyjä että haittoja - vähentää mm. materiaalin siirtelyä, odottelua, työvarastoja, tilantarvetta ja läpimenoaikoja - koneiden asetuskertojen määrä laskee ja kapasiteetti nousee - työntekijöiden tyytyväisyys ja työn laatutaso paranevat - haittapuolina mm. vaadittavat investoinnit, koulutuksen tarve (verrattuna linjatuotantoon), jatkuva työntekijöiden ja eri töiden järjestely sekä mahdollisesti epätasapainoiset työsolut TUTA 18 Luento 8 52


53 Osa Kone A x x x x x B x x x x C x x x D x x x x x E x x x F x x x G x x x x H x x x Osa Kone A x x x x x D x x x x x F x x x C x x x G x x x x B x x x x H x x x E x x x TUTA 18 Luento 8 53

54 Solu suunnitellaan tuottamaan koko prosessi TUTA 18 Luento 8 54
55 Ryhmäteknologian sovellutuksia Töidenjärjestely minimoidaan tarvittavat asetuskerrat Tuotteiden kokoamiseen suunnitellut solut esim. massaräätälöintitapauksissa käyttökelpoinen Varaston / tavaratalon pinta-alasuunnittelu Päivittäistavarakaupan pinta-alasuunnittelu suunnittelu asiakkaalle tehokkaaksi harvoin tavoitteena Jakeluketjun suunnittelu esim. modulaariset tuotteet ja postponement-strategiat Kaupan tavaranhankintasuunnittelu WWW-sivujen käyttöliittymäsuunnittelu TUTA 18 Luento 8 55
56 Mielenkiintoisia tilasuunnitteluaiheita Avokonttoreiden ja monitilatoimistojen toimivuus ja pitkäaikaisuus Tietoyhteiskunnan ja elämäntapojen vaikutus (mm. kotien) layout-suunnitteluun Elämysmarkkinoinnin vaikutus kauppojen pinta-alasuunnitteluun Tilan ja orientaatioapuvälineiden merkitys koetulle laadulle, tehokkuudelle ja ostovolyymille Palveluiden solu- ja tuotantolinjamahdollisuudet TUTA 18 Luento 8 56
Tilasuunnittelu. Mistä tilasuunnittelussa on karrikoiden kyse? Luennon sisältö
 L u e n t o Mistä tilasuunnittelussa on karrikoiden kyse? Tilasuunnittelu Koneet Parkkipaikat Työpisteet ja työntekijät Luennon sisältö Tilasuunnittelun tasot ja tavoitteet Process layout Product layout
L u e n t o Mistä tilasuunnittelussa on karrikoiden kyse? Tilasuunnittelu Koneet Parkkipaikat Työpisteet ja työntekijät Luennon sisältö Tilasuunnittelun tasot ja tavoitteet Process layout Product layout
L u e n t o. Tilasuunnittelu. Luennon sisältö. Tilasuunnittelun tasot ja tavoitteet Process layout Product layout Muut tilaratkaisut
 L u e n t o Tilasuunnittelu Luennon sisältö Tilasuunnittelun tasot ja tavoitteet Process layout Product layout Muut tilaratkaisut Tilasuunnittelun tasot ja tavoitteet Mistä tilasuunnittelussa on karrikoiden
L u e n t o Tilasuunnittelu Luennon sisältö Tilasuunnittelun tasot ja tavoitteet Process layout Product layout Muut tilaratkaisut Tilasuunnittelun tasot ja tavoitteet Mistä tilasuunnittelussa on karrikoiden
Tilasuunnittelu. Tilasuunnittelussakin on useita eri tasoja. Luennon sisältö
 L u e n t o Tilasuunnittelussakin on useita eri tasoja Tilasuunnittelu Luennon sisältö Tilasuunnittelun tasot ja tavoitteet Process layout Product layout Muut tilaratkaisut Miten eri osastot on sijoitettu
L u e n t o Tilasuunnittelussakin on useita eri tasoja Tilasuunnittelu Luennon sisältö Tilasuunnittelun tasot ja tavoitteet Process layout Product layout Muut tilaratkaisut Miten eri osastot on sijoitettu
Tuotannon perustyypit
 L u e n t o Tuotantoprosessit Tuotannon perustyypit Luennot 1 ja 2 Tavoitteena ihmisten tarpeiden täyttäminen Tarpeet täytetään tuottamalla tuotteita ja palveluja Luennon sisältö Prosessisuunnittelu Luennot
L u e n t o Tuotantoprosessit Tuotannon perustyypit Luennot 1 ja 2 Tavoitteena ihmisten tarpeiden täyttäminen Tarpeet täytetään tuottamalla tuotteita ja palveluja Luennon sisältö Prosessisuunnittelu Luennot
Tuotannon perustyypit
 L u e n t o Kaikkea ei voi tuottaa samalla tavalla Tuotannon perustyypit Luennon sisältö Prosessisuunnittelu TUTA 16 Luento 4 4 Tuotantoprosessit erilaiset tuotokset vaativat erilaisia tapoja Luennot 1
L u e n t o Kaikkea ei voi tuottaa samalla tavalla Tuotannon perustyypit Luennon sisältö Prosessisuunnittelu TUTA 16 Luento 4 4 Tuotantoprosessit erilaiset tuotokset vaativat erilaisia tapoja Luennot 1
Tuotannon perustyypit
 L u e n t o Tuotannon perustyypit Luennon sisältö K&R: soveltaen kpl 3 4 Prosessisuunnittelu Tuotannon perustyypit Prosessisuunnittelu Tuotantoprosessit Tavoitteena ihmisten tarpeiden täyttäminen Luennot
L u e n t o Tuotannon perustyypit Luennon sisältö K&R: soveltaen kpl 3 4 Prosessisuunnittelu Tuotannon perustyypit Prosessisuunnittelu Tuotantoprosessit Tavoitteena ihmisten tarpeiden täyttäminen Luennot
Optimoinnin sovellukset
 Optimoinnin sovellukset Timo Ranta Tutkijatohtori TTY Porin laitos OPTIMI 4.12.2014 Mitä optimointi on? Parhaan ratkaisun systemaattinen etsintä kaikkien mahdollisten ratkaisujen joukosta Tieteellinen
Optimoinnin sovellukset Timo Ranta Tutkijatohtori TTY Porin laitos OPTIMI 4.12.2014 Mitä optimointi on? Parhaan ratkaisun systemaattinen etsintä kaikkien mahdollisten ratkaisujen joukosta Tieteellinen
Kombinatorinen optimointi
 Kombinatorinen optimointi Sallittujen pisteiden lukumäärä on äärellinen Periaatteessa ratkaisu löydetään käymällä läpi kaikki pisteet Käytännössä lukumäärä on niin suuri, että tämä on mahdotonta Usein
Kombinatorinen optimointi Sallittujen pisteiden lukumäärä on äärellinen Periaatteessa ratkaisu löydetään käymällä läpi kaikki pisteet Käytännössä lukumäärä on niin suuri, että tämä on mahdotonta Usein
HARJOITUS- PAKETTI E
 Logistiikka A35A00310 Tuotantotalouden perusteet HARJOITUS- PAKETTI E (6 pistettä) TUTA 17 Luento 18 Jonojen hallinta Hamburger Restaurant Pinball Wizard 1 piste Benny s Arcade 1/4 Luento 19 Projektin
Logistiikka A35A00310 Tuotantotalouden perusteet HARJOITUS- PAKETTI E (6 pistettä) TUTA 17 Luento 18 Jonojen hallinta Hamburger Restaurant Pinball Wizard 1 piste Benny s Arcade 1/4 Luento 19 Projektin
Esimerkkejä kokonaislukuoptimointiongelmista
 Esimerkkejä kokonaislukuoptimointiongelmista (eli mitä kaikkea kokonaisluvuilla voi mallintaa) 27. marraskuuta 2013 Pääoman budjetointiongelma Kulut Projekti Vuosi 1 Vuosi 2 Vuosi 3 Tuotto 1 5 1 8 20 2
Esimerkkejä kokonaislukuoptimointiongelmista (eli mitä kaikkea kokonaisluvuilla voi mallintaa) 27. marraskuuta 2013 Pääoman budjetointiongelma Kulut Projekti Vuosi 1 Vuosi 2 Vuosi 3 Tuotto 1 5 1 8 20 2
HARJOITUS- PAKETTI B
 Logistiikka A35A00310 Tuotantotalouden perusteet HARJOITUS- PAKETTI B (10 pistettä) TUTA 17 Luento 6 Kapasiteetti laskut mukaan vastaukseen Tehtävä B1 Automobile brake supplier Roche Brothers kapasiteettivaraan
Logistiikka A35A00310 Tuotantotalouden perusteet HARJOITUS- PAKETTI B (10 pistettä) TUTA 17 Luento 6 Kapasiteetti laskut mukaan vastaukseen Tehtävä B1 Automobile brake supplier Roche Brothers kapasiteettivaraan
Mikä tekee tuotantojärjestelmästä taloudellisen?
 Käsikirjoitus: Mikael Öhman Mikä tekee tuotantojärjestelmästä taloudellisen? Tuotantojärjestelmän taloudellisuus mielletään helposti tuottavuuteen liittyvänä ominaisuutena. Liukuhihna, jolta valmistuu
Käsikirjoitus: Mikael Öhman Mikä tekee tuotantojärjestelmästä taloudellisen? Tuotantojärjestelmän taloudellisuus mielletään helposti tuottavuuteen liittyvänä ominaisuutena. Liukuhihna, jolta valmistuu
Algoritmit 1. Luento 10 Ke Timo Männikkö
 Algoritmit 1 Luento 10 Ke 14.2.2018 Timo Männikkö Luento 10 Algoritminen ongelmanratkaisu Suunnittelumenetelmät Raaka voima Järjestäminen eli lajittelu Kuplalajittelu Lisäyslajittelu Valintalajittelu Permutaatiot
Algoritmit 1 Luento 10 Ke 14.2.2018 Timo Männikkö Luento 10 Algoritminen ongelmanratkaisu Suunnittelumenetelmät Raaka voima Järjestäminen eli lajittelu Kuplalajittelu Lisäyslajittelu Valintalajittelu Permutaatiot
Kokonaislukuoptimointi
 Kokonaislukuoptimointi Optimointitehtävät, joissa muuttujat tai osa niistä voivat saada vain kokonaislukuarvoja Puhdas kokonaislukuoptimointitehtävä: Kaikki muuttujat kokonaislukuja Sekoitettu kokonaislukuoptimointitehtävä:
Kokonaislukuoptimointi Optimointitehtävät, joissa muuttujat tai osa niistä voivat saada vain kokonaislukuarvoja Puhdas kokonaislukuoptimointitehtävä: Kaikki muuttujat kokonaislukuja Sekoitettu kokonaislukuoptimointitehtävä:
Asiakasmarkkinoinnin määritelmä
 Asiakasmarkkinoinnin määritelmä Markkinointi on asiakaslähtöinen ajattelu- ja toimintatapa, jonka avulla luodaan yrityksille kilpailuetua, tuodaan hyödykkeet markkinoille ostohalua synnyttäen ja rakennetaan
Asiakasmarkkinoinnin määritelmä Markkinointi on asiakaslähtöinen ajattelu- ja toimintatapa, jonka avulla luodaan yrityksille kilpailuetua, tuodaan hyödykkeet markkinoille ostohalua synnyttäen ja rakennetaan
Joulupukin työpaja leipomalla piparkakkutaikinasta kolmen kurssin yhteinen harjoitustyö
 Joulupukin työpaja leipomalla piparkakkutaikinasta kolmen kurssin yhteinen harjoitustyö TkT Kari Kisko TkT Juha Lindfors Oulun yliopisto Itä-Suomen yliopisto Tuotantotalouden Kansanterveystiede ja kliininen
Joulupukin työpaja leipomalla piparkakkutaikinasta kolmen kurssin yhteinen harjoitustyö TkT Kari Kisko TkT Juha Lindfors Oulun yliopisto Itä-Suomen yliopisto Tuotantotalouden Kansanterveystiede ja kliininen
Tärkeimmät mittarit strategisen työympäristöjohtamisen kannalta?
 Tärkeimmät mittarit strategisen työympäristöjohtamisen kannalta? Työhyvinvointi ja- tyytyväisyys Johtaminen, avoimuus ja läpinäkyvyys, matala hierarkia, mahdollisuus vaikuttaa omaan työhön Yhteisöllisyys
Tärkeimmät mittarit strategisen työympäristöjohtamisen kannalta? Työhyvinvointi ja- tyytyväisyys Johtaminen, avoimuus ja läpinäkyvyys, matala hierarkia, mahdollisuus vaikuttaa omaan työhön Yhteisöllisyys
Algoritmit 1. Luento 7 Ti Timo Männikkö
 Algoritmit 1 Luento 7 Ti 31.1.2017 Timo Männikkö Luento 7 Järjestetty binääripuu Binääripuiden termejä Binääripuiden operaatiot Solmun haku, lisäys, poisto Algoritmit 1 Kevät 2017 Luento 7 Ti 31.1.2017
Algoritmit 1 Luento 7 Ti 31.1.2017 Timo Männikkö Luento 7 Järjestetty binääripuu Binääripuiden termejä Binääripuiden operaatiot Solmun haku, lisäys, poisto Algoritmit 1 Kevät 2017 Luento 7 Ti 31.1.2017
Sähköisen kaupan ja ns. hybridikaupan mahdollisuudet huonekalualalla
 Sähköisen kaupan ja ns. hybridikaupan mahdollisuudet huonekalualalla Krista Paloheimo, Smiigo Oy Lahdessa 13.11.2013 2 Vain osa nykytoimijoista selviää kaupan murroksesta VALMISTAJAT VÄHITTÄISKAUPPA VOITTAJAT
Sähköisen kaupan ja ns. hybridikaupan mahdollisuudet huonekalualalla Krista Paloheimo, Smiigo Oy Lahdessa 13.11.2013 2 Vain osa nykytoimijoista selviää kaupan murroksesta VALMISTAJAT VÄHITTÄISKAUPPA VOITTAJAT
Vanhan Joulutorin myyjäinfo
 Vanhan Joulutorin myyjäinfo Paikka: Mannerheimintie, 0000 Helsinki (Stockmannin vieressä) Avoinna yleisölle ma-pe klo 0 ja la-su klo. Tilaisuuteen on vapaa pääsy. Myyntipaikkoja on kpl, toimi nopeasti!
Vanhan Joulutorin myyjäinfo Paikka: Mannerheimintie, 0000 Helsinki (Stockmannin vieressä) Avoinna yleisölle ma-pe klo 0 ja la-su klo. Tilaisuuteen on vapaa pääsy. Myyntipaikkoja on kpl, toimi nopeasti!
Yritystoiminta Pia Niuta HINNOITTELU
 HINNOITTELU Hinta on keskeinen kilpailukeino. sen muutoksiin asiakkaat ja kilpailijat reagoivat herkästi. toimii tuotteen arvon mittarina. vaikuttaa yrityksen imagoon. on tuotteen/palvelun arvo rahana
HINNOITTELU Hinta on keskeinen kilpailukeino. sen muutoksiin asiakkaat ja kilpailijat reagoivat herkästi. toimii tuotteen arvon mittarina. vaikuttaa yrityksen imagoon. on tuotteen/palvelun arvo rahana
Lappeenrannan teknillinen yliopisto Lahden yksikkö
 Lappeenrannan teknillinen yliopisto Lahden yksikkö SAKE 2.0 Suorituskyyn analysointi järjestelmä Tunnuslukujen hyäksikäyttö SAKE 2.0 Suorituskyyn analysointijärjestelmä Tunnuslukujen hyäksikäyttö Siu 1
Lappeenrannan teknillinen yliopisto Lahden yksikkö SAKE 2.0 Suorituskyyn analysointi järjestelmä Tunnuslukujen hyäksikäyttö SAKE 2.0 Suorituskyyn analysointijärjestelmä Tunnuslukujen hyäksikäyttö Siu 1
Tulevaisuuden sairaala OYS 2030
 Tulevaisuuden sairaala OYS 2030 Kuva: Vaiheiden ja toimintojen Masterplan -luonnos alueella Taksiparkki ja paikoitusalue Jäteasema ja Tavaraterminaali Uudisrakentaminen Lasten ja naisten sairaala Lana
Tulevaisuuden sairaala OYS 2030 Kuva: Vaiheiden ja toimintojen Masterplan -luonnos alueella Taksiparkki ja paikoitusalue Jäteasema ja Tavaraterminaali Uudisrakentaminen Lasten ja naisten sairaala Lana
Kara m 2 vapaata toimistotilaa. Kara Business Campus
 2 6000 m 2 vapaata toimistotilaa LISÄTIEDOT Senaatin Notariaatti Oy Jukka Myyryläinen 0400 688 861 jukka.myyrylainen@senaatinnotariaatti.fi Rakennusvuosi 1997 Toimistotilaa 12 604 m 2 Vapaana ~6 000 m
2 6000 m 2 vapaata toimistotilaa LISÄTIEDOT Senaatin Notariaatti Oy Jukka Myyryläinen 0400 688 861 jukka.myyrylainen@senaatinnotariaatti.fi Rakennusvuosi 1997 Toimistotilaa 12 604 m 2 Vapaana ~6 000 m
35A010 Tuotanto- ja materiaalitalous Suku- ja etunimi: Opintokirjan numero: / 6 / 8 /10 /12 /12 /12 Yhteensä /60
 35A010 Tuotanto- ja materiaalitalous Helsingin kauppakorkeakoulu 1. Lopputentti 10.12.1999 Mikko Tarkkala Suku- ja etunimi: Opintokirjan numero: Tentissä on kaksi osiota: kirjallinen (osa A) yhteensä 24
35A010 Tuotanto- ja materiaalitalous Helsingin kauppakorkeakoulu 1. Lopputentti 10.12.1999 Mikko Tarkkala Suku- ja etunimi: Opintokirjan numero: Tentissä on kaksi osiota: kirjallinen (osa A) yhteensä 24
7 ULOSKÄYTÄVIEN PALOTEKNINEN SUUNNITTELU 7.1 ULOSKÄYTÄVÄT Porrashuone Avoin luhtikäytävä Varatienä toimiva parveke
 7 ULOSKÄYTÄVIEN PALOTEKNINEN SUUNNITTELU 7.1 ULOSKÄYTÄVÄT Rakennuksesta tulee voida poistua palotilanteessa ohjattua reittiä pitkin turvallisesti ja nopeasti. Puurunkoisessa rakennuksessa poistumisjärjestelyt
7 ULOSKÄYTÄVIEN PALOTEKNINEN SUUNNITTELU 7.1 ULOSKÄYTÄVÄT Rakennuksesta tulee voida poistua palotilanteessa ohjattua reittiä pitkin turvallisesti ja nopeasti. Puurunkoisessa rakennuksessa poistumisjärjestelyt
Stokastinen optimointi taktisessa toimitusketjujen riskienhallinnassa (valmiin työn esittely)
") Stokastinen optimointi taktisessa toimitusketjujen riskienhallinnassa (valmiin työn esittely) Esitelmöijä Olli Rentola päivämäärä 21.1.2013 Ohjaaja: TkL Anssi Käki Valvoja: Prof. Ahti Salo Työn saa tallentaa
Stokastinen optimointi taktisessa toimitusketjujen riskienhallinnassa (valmiin työn esittely) Esitelmöijä Olli Rentola päivämäärä 21.1.2013 Ohjaaja: TkL Anssi Käki Valvoja: Prof. Ahti Salo Työn saa tallentaa
Teollisuustilojen käytettävyyteen vaikuttavat tekijät
 Teollisuustilojen käytettävyyteen vaikuttavat tekijät Toiminnallisuuteen vaikuttaa: -sujuva materiaalivirta, lyhyet siirtymiset -ristikkäisten toimintojen välttäminen -teknisillä ratkaisuilla tuotannon
Teollisuustilojen käytettävyyteen vaikuttavat tekijät Toiminnallisuuteen vaikuttaa: -sujuva materiaalivirta, lyhyet siirtymiset -ristikkäisten toimintojen välttäminen -teknisillä ratkaisuilla tuotannon
Tarkennamme geneeristä painamiskorotusalgoritmia
 Korotus-eteen-algoritmi (relabel-to-front) Tarkennamme geneeristä painamiskorotusalgoritmia kiinnittämällä tarkasti, missä järjestyksessä Push- ja Raise-operaatioita suoritetaan. Algoritmin peruskomponentiksi
Korotus-eteen-algoritmi (relabel-to-front) Tarkennamme geneeristä painamiskorotusalgoritmia kiinnittämällä tarkasti, missä järjestyksessä Push- ja Raise-operaatioita suoritetaan. Algoritmin peruskomponentiksi
MITÄ JA MIKSI IHMISET OSTAVAT
 MITÄ JA MIKSI IHMISET OSTAVAT Johdanto Mahdollisuus koputtaa harvoin ovellesi. Koputa sen sijaan mahdollisuuden ovea, jos toivot pääseväsi sisään. J okaisen myyjän on hyvä tiedostaa miten ja miksi pitää
MITÄ JA MIKSI IHMISET OSTAVAT Johdanto Mahdollisuus koputtaa harvoin ovellesi. Koputa sen sijaan mahdollisuuden ovea, jos toivot pääseväsi sisään. J okaisen myyjän on hyvä tiedostaa miten ja miksi pitää
Tuloksellinen kunta on kaikkien etu. Kunta-alan tuloksellisuuskampanja
 Tuloksellinen kunta on kaikkien etu Kunta-alan tuloksellisuuskampanja 2011-2014 Hallitusohjelman kirjaukset Valtio: Nykyinen valtionhallinnon tuottavuusohjelma korvataan uudella vaikuttavuus- ja tuloksellisuusohjelmalla,
Tuloksellinen kunta on kaikkien etu Kunta-alan tuloksellisuuskampanja 2011-2014 Hallitusohjelman kirjaukset Valtio: Nykyinen valtionhallinnon tuottavuusohjelma korvataan uudella vaikuttavuus- ja tuloksellisuusohjelmalla,
VALIMO. Parviainen Arkkitehdit Oy
 VALIMO Parviainen Arkkitehdit Oy VALIMO s 3-5 PERUSTIEDOT s 6-8 MUUNNELTAVAT TILAT s 9-11 VIIHTYISÄ TYÖYMPÄRISTÖ 2 Yrityksesi uusi toimitila löytyy Pitäjänmäestä! Valimon uusi toimitilakokonaisuus sijoittuu
VALIMO Parviainen Arkkitehdit Oy VALIMO s 3-5 PERUSTIEDOT s 6-8 MUUNNELTAVAT TILAT s 9-11 VIIHTYISÄ TYÖYMPÄRISTÖ 2 Yrityksesi uusi toimitila löytyy Pitäjänmäestä! Valimon uusi toimitilakokonaisuus sijoittuu
Ohjelmistoprosessit ja ohjelmistojen laatu Kevät Ohjelmistoprosessit ja ohjelmistojen laatu. Projektinhallinnan laadunvarmistus
 LAADUNVARMISTUS 135 Projektinhallinnan laadunvarmistus Projektinhallinnan laadunvarmistus tukee ohjelmistoprojektien ohjaus- ja ylläpitotehtäviä. Projektinhallinnan laadunvarmistustehtäviin kuuluvat seuraavat:
LAADUNVARMISTUS 135 Projektinhallinnan laadunvarmistus Projektinhallinnan laadunvarmistus tukee ohjelmistoprojektien ohjaus- ja ylläpitotehtäviä. Projektinhallinnan laadunvarmistustehtäviin kuuluvat seuraavat:
Vaasan yliopisto (11) Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe
 Tietotekniikan ja tuotantotalouden kandidaattiohjelma Valintakoe") Vaasan yliopisto 1.6.2015 1(11) Valintakoe Vastaajan nimi: Tällä hetkellä olen kiinnostunut valitsemaan pääaineeksi Tietotekniikan Tuotantotalouden En tiedä vielä HUOM! Vastauksesi ei ole mitenkään sitova,
Vaasan yliopisto 1.6.2015 1(11) Valintakoe Vastaajan nimi: Tällä hetkellä olen kiinnostunut valitsemaan pääaineeksi Tietotekniikan Tuotantotalouden En tiedä vielä HUOM! Vastauksesi ei ole mitenkään sitova,
Malliratkaisut Demot
 Malliratkaisut Demot 5 10.4.2017 Tehtävä 1 x 2 7 0,7 9,8 6 5 4 x 1 x 2 7 x 1 x 2 1 3 2 x 1 0 4,3 x 1 9 1 0,0 x 2 0 9,0 1 2 3 4 5 6 7 8 9 x 1 Kuva 1: Tehtävän 1 sallittu joukko S Optimointitehtävän sallittu
Malliratkaisut Demot 5 10.4.2017 Tehtävä 1 x 2 7 0,7 9,8 6 5 4 x 1 x 2 7 x 1 x 2 1 3 2 x 1 0 4,3 x 1 9 1 0,0 x 2 0 9,0 1 2 3 4 5 6 7 8 9 x 1 Kuva 1: Tehtävän 1 sallittu joukko S Optimointitehtävän sallittu
Opiskelijanumero ja nimi:
 1 LUT School of Business and Management Yliopisto-opettaja, Tiina Sinkkonen Opiskelijanumero ja nimi: CS31A0101 KUSTANNUSJOHTAMISEN PERUSKURSSI Tentti 22.10.2015 Tentissä saa olla mukana vain muistiinpanovälineet
1 LUT School of Business and Management Yliopisto-opettaja, Tiina Sinkkonen Opiskelijanumero ja nimi: CS31A0101 KUSTANNUSJOHTAMISEN PERUSKURSSI Tentti 22.10.2015 Tentissä saa olla mukana vain muistiinpanovälineet
Kuopion kaupungin henkilökunnan pysäköinnissä todetut ongelmat ja niiden ratkaiseminen. Kuopion kaupungin henkilökuntaneuvosto 4.9.
 Kuopion kaupungin henkilökunnan pysäköinnissä todetut ongelmat ja niiden ratkaiseminen Kuopion kaupungin henkilökuntaneuvosto 4.9.2018 Kaupunginhallituksen päätös ja sen toimeenpano Kaupunginhallitus päätti
Kuopion kaupungin henkilökunnan pysäköinnissä todetut ongelmat ja niiden ratkaiseminen Kuopion kaupungin henkilökuntaneuvosto 4.9.2018 Kaupunginhallituksen päätös ja sen toimeenpano Kaupunginhallitus päätti
Keskitetty materiaalilogistiikka Pohjois-Suomeen?
 Keskitetty materiaalilogistiikka Pohjois-Suomeen? Terveet tukipalvelut Dialogi logististen tukipalveluiden kehittämiseksi 18.2.2016 TellUS - Oulun yliopisto Ossi Kotavaara (FT), Timo Pohjosenperä (KTM),
Keskitetty materiaalilogistiikka Pohjois-Suomeen? Terveet tukipalvelut Dialogi logististen tukipalveluiden kehittämiseksi 18.2.2016 TellUS - Oulun yliopisto Ossi Kotavaara (FT), Timo Pohjosenperä (KTM),
KAIKILLE YHTEINEN TUTKINNON OSA 1 MYYNTIIN VALMISTAUTUMINEN. a) Ammattitaitovaatimukset
 Ammattitaitovaatimukset") KAIKILLE YHTEINEN TUTKINNON OSA 1 MYYNTIIN VALMISTAUTUMINEN a) Ammattitaitovaatimukset Tutkinnon osan suorittaja osaa omassa myyntityössään toimia liiketoiminnan keskeisten periaatteiden ja organisaationsa
KAIKILLE YHTEINEN TUTKINNON OSA 1 MYYNTIIN VALMISTAUTUMINEN a) Ammattitaitovaatimukset Tutkinnon osan suorittaja osaa omassa myyntityössään toimia liiketoiminnan keskeisten periaatteiden ja organisaationsa
Tietojärjestelmän kehittäminen syksy 2003
 Tietojärjestelmän kehittäminen syksy 2003 Ryhmä C2 Väliraportti 2-24.10. Päivi Laiterla Tomas Windahl Toni Nikkanen Antti Lehto 1 Sisällysluettelo Rich Picture...4 Käsitemalli...5 P-tason
Tietojärjestelmän kehittäminen syksy 2003 Ryhmä C2 Väliraportti 2-24.10. Päivi Laiterla Tomas Windahl Toni Nikkanen Antti Lehto 1 Sisällysluettelo Rich Picture...4 Käsitemalli...5 P-tason
Tuotannon jatkuva optimointi muutostilanteissa
 Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
ILO OPPIA! Uuden koulun monikäyttöisyys ja toiminnallisuus
 TIINA MYLLYNEN Suunnittelija Kuvissa: Ojanperänkankaan koulu, Liminka ILO OPPIA! Uuden koulun monikäyttöisyys ja toiminnallisuus 13.09.2018 TIINA MYLLYNEN 13.9.2018 ILO OPPIA! Uuden koulun monikäyttöisyys
TIINA MYLLYNEN Suunnittelija Kuvissa: Ojanperänkankaan koulu, Liminka ILO OPPIA! Uuden koulun monikäyttöisyys ja toiminnallisuus 13.09.2018 TIINA MYLLYNEN 13.9.2018 ILO OPPIA! Uuden koulun monikäyttöisyys
Karkea tuotannonsuunnittelu
 L u e n t o Karkea tuotannonsuunnittelu Luennon sisältö Koordinoinnin eri tasot Karkean suunnittelun idea ja ongelmat Karkean suunnittelun strategiat ja käytäntö Koordinoinnin eri tasot Mikään ei tapahdu
L u e n t o Karkea tuotannonsuunnittelu Luennon sisältö Koordinoinnin eri tasot Karkean suunnittelun idea ja ongelmat Karkean suunnittelun strategiat ja käytäntö Koordinoinnin eri tasot Mikään ei tapahdu
Karkea tuotannonsuunnittelu
 L u e n t o Karkea tuotannonsuunnittelu Luennon sisältö Koordinoinnin eri tasot Karkean suunnittelun idea ja ongelmat Karkean suunnittelun strategiat ja käytäntö Koordinoinnin eri tasot Mikään ei tapahdu
L u e n t o Karkea tuotannonsuunnittelu Luennon sisältö Koordinoinnin eri tasot Karkean suunnittelun idea ja ongelmat Karkean suunnittelun strategiat ja käytäntö Koordinoinnin eri tasot Mikään ei tapahdu
Käytettävät ehtojen tasot keskitetyssä automaattisijoittelussa 2019
 Käytettävät ehtojen tasot keskitetyssä automaattisijoittelussa 2019 Aikaan liittyvät ehdot Versio 1.0 / 18.1.2019 Huom.! Mikäli mahdollisia aikoja on vain 1 2, aikataulutetaan event manuaalisesti ja lisätään
Käytettävät ehtojen tasot keskitetyssä automaattisijoittelussa 2019 Aikaan liittyvät ehdot Versio 1.0 / 18.1.2019 Huom.! Mikäli mahdollisia aikoja on vain 1 2, aikataulutetaan event manuaalisesti ja lisätään
TAULUKOINTI. Word Taulukot
 Word 2013 Taulukot TAULUKOINTI TAULUKOINTI... 1 Taulukon tekeminen... 1 Solusta toiseen siirtyminen... 1 Solun tyhjentäminen... 2 Taulukon Layout (Asettelu) välilehti... 2 Alueiden valitseminen taulukossa...
Word 2013 Taulukot TAULUKOINTI TAULUKOINTI... 1 Taulukon tekeminen... 1 Solusta toiseen siirtyminen... 1 Solun tyhjentäminen... 2 Taulukon Layout (Asettelu) välilehti... 2 Alueiden valitseminen taulukossa...
 2 6000 m 2 vapaata toimistotilaa Rakennusvuosi 1997 Toimistotilaa 12 604 m 2 Vapaana ~6 000 m 2 Kerroksia 7 Tilojen kunto Sijaitsevat parkkitalossa P5, johon kulku yhdyskäytävän kautta. Vieraspaikat sijaitsevat
2 6000 m 2 vapaata toimistotilaa Rakennusvuosi 1997 Toimistotilaa 12 604 m 2 Vapaana ~6 000 m 2 Kerroksia 7 Tilojen kunto Sijaitsevat parkkitalossa P5, johon kulku yhdyskäytävän kautta. Vieraspaikat sijaitsevat
HARJOITUS- PAKETTI D
 Logistiikka A35A00310 Tuotantotalouden perusteet HARJOITUS- PAKETTI D (10 pistettä) TUTA 17 Luento 14 Karkea tuotannonsuunnittelu Case Memorial Hospital 2 pistettä 1/10 2/10 Luento 15 Tuotannonsuunnittelu
Logistiikka A35A00310 Tuotantotalouden perusteet HARJOITUS- PAKETTI D (10 pistettä) TUTA 17 Luento 14 Karkea tuotannonsuunnittelu Case Memorial Hospital 2 pistettä 1/10 2/10 Luento 15 Tuotannonsuunnittelu
Algoritmit 1. Luento 8 Ke Timo Männikkö
 Algoritmit 1 Luento 8 Ke 1.2.2017 Timo Männikkö Luento 8 Järjestetty binääripuu Solmujen läpikäynti Binääripuun korkeus Binääripuun tasapainottaminen Graafit ja verkot Verkon lyhimmät polut Fordin ja Fulkersonin
Algoritmit 1 Luento 8 Ke 1.2.2017 Timo Männikkö Luento 8 Järjestetty binääripuu Solmujen läpikäynti Binääripuun korkeus Binääripuun tasapainottaminen Graafit ja verkot Verkon lyhimmät polut Fordin ja Fulkersonin
Tentissä on kaksi osiota: kirjallinen (osa A) yhteensä 24 pistettä menetelmäpainotteinen (osa B), yhteensä 36 pistettä
 yhteensä 24 pistettä menetelmäpainotteinen (osa B), yhteensä 36 pistettä") 35A010 Tuotanto- ja materiaalitalous Helsingin kauppakorkeakoulu 1. Lopputentti 9.12.2000 Mikko Tarkkala Suku- ja etunimi Opintokirjan numero: Tentissä on kaksi osiota: kirjallinen (osa A) yhteensä 24
35A010 Tuotanto- ja materiaalitalous Helsingin kauppakorkeakoulu 1. Lopputentti 9.12.2000 Mikko Tarkkala Suku- ja etunimi Opintokirjan numero: Tentissä on kaksi osiota: kirjallinen (osa A) yhteensä 24
Säiliöautot. Yleistä tietoa säiliöautoista. Malli PGRT. Säiliöpäällirakennetta pidetään erityisen vääntöjäykkänä.
 Yleistä tietoa säiliöautoista Yleistä tietoa säiliöautoista Säiliöpäällirakennetta pidetään erityisen vääntöjäykkänä. Malli Akselivälin tulee olla mahdollisimman lyhyt, jotta rungon värähtelyjen vaara
Yleistä tietoa säiliöautoista Yleistä tietoa säiliöautoista Säiliöpäällirakennetta pidetään erityisen vääntöjäykkänä. Malli Akselivälin tulee olla mahdollisimman lyhyt, jotta rungon värähtelyjen vaara
LCI Finland vuosipäivä 2013. Mitä on Lean Construction?
 LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
Y56 Laskuharjoitukset 4 Palautus viim. ti klo (luennolla!) Opiskelijan nimi. Opiskelijanumero
 Opiskelijan nimi. Opiskelijanumero") Y56 Kevät 2010 1 Y56 Laskuharjoitukset 4 Palautus viim. ti 30.3. klo 12-14 (luennolla!) Opiskelijan nimi Opiskelijanumero Harjoitus 1. Tuotantoteknologia Tavoitteena on oppia hahmottamaan yrityksen tuotantoa
Y56 Kevät 2010 1 Y56 Laskuharjoitukset 4 Palautus viim. ti 30.3. klo 12-14 (luennolla!) Opiskelijan nimi Opiskelijanumero Harjoitus 1. Tuotantoteknologia Tavoitteena on oppia hahmottamaan yrityksen tuotantoa
Tietorakenteet, laskuharjoitus 7, ratkaisuja
 Tietorakenteet, laskuharjoitus, ratkaisuja. Seuraava kuvasarja näyttää B + -puun muutokset lisäysten jälkeen. Avaimet ja 5 mahtuvat lehtisolmuihin, joten niiden lisäys ei muuta puun rakennetta. Avain 9
Tietorakenteet, laskuharjoitus, ratkaisuja. Seuraava kuvasarja näyttää B + -puun muutokset lisäysten jälkeen. Avaimet ja 5 mahtuvat lehtisolmuihin, joten niiden lisäys ei muuta puun rakennetta. Avain 9
TUOTE-ESITTELY
 TUOTE-ESITTELY 24.09.2018 KOKOONPANOKÄRRY IT-Line kokoonpanokärry suurten tuotteiden kokoonpanoon. Korkeussäädettävään kokoonpanokärryyn on vapaasti lisättävissä työtason kallistus- sekä pyöritysominaisuus,
TUOTE-ESITTELY 24.09.2018 KOKOONPANOKÄRRY IT-Line kokoonpanokärry suurten tuotteiden kokoonpanoon. Korkeussäädettävään kokoonpanokärryyn on vapaasti lisättävissä työtason kallistus- sekä pyöritysominaisuus,
Tuotannon laatukeskeinen suunnittelu ja ohjaus
 Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
j n j a b a c a d b c c d m j b a c a d a c b d c c j
 TEKNILLINEN KORKEAKOULU Tietoliikenne- ja tietoverkkotekniikan laitos S-38.115 Liikenneteorian perusteet, Kevät 2008 Demonstraatiot Luento 12 29.2.2008 D12/1 Tarkastellaan verkkoa, jossa on solmua ja linkkiä.
TEKNILLINEN KORKEAKOULU Tietoliikenne- ja tietoverkkotekniikan laitos S-38.115 Liikenneteorian perusteet, Kevät 2008 Demonstraatiot Luento 12 29.2.2008 D12/1 Tarkastellaan verkkoa, jossa on solmua ja linkkiä.
Miten yritys voi soveltaa Leania käytännössä Michael Johansson
 Miten yritys voi soveltaa Leania käytännössä Michael Johansson 1. LEAN Työkalut: Componenta Pistons 2. LEAN Johtaminen: J&P Hoiva Oy 3. LEAN Kulttuuri: Oy Wikar Ab 4. Lean turkistarhauksessa? 1. LEAN Työkalut:
Miten yritys voi soveltaa Leania käytännössä Michael Johansson 1. LEAN Työkalut: Componenta Pistons 2. LEAN Johtaminen: J&P Hoiva Oy 3. LEAN Kulttuuri: Oy Wikar Ab 4. Lean turkistarhauksessa? 1. LEAN Työkalut:
Riskienhallinnan näkökulma tuotesuunnittelussa. Telaketju-hankkeen webinaari Jouko Heikkilä, VTT
 Riskienhallinnan näkökulma tuotesuunnittelussa Telaketju-hankkeen webinaari 19.4.2018 Jouko Heikkilä, VTT Esityksen sisältö Webinaarissa käsitellään tuotesuunnittelua riskienhallinnan ja tekstiilikierrätyksen
Riskienhallinnan näkökulma tuotesuunnittelussa Telaketju-hankkeen webinaari 19.4.2018 Jouko Heikkilä, VTT Esityksen sisältö Webinaarissa käsitellään tuotesuunnittelua riskienhallinnan ja tekstiilikierrätyksen
Sunprofile Oy. PM Club Jyväskylä 1/2016: Lean. Jyrki Koukkari
 Sunprofile Oy PM Club Jyväskylä 1/2016: Lean Jyrki Koukkari Ohjelma 2 15:45-16:00 Kahvi 16:00-16:15 Tilaisuuden avaus 16:15-16:45 Lean intro 16:45-17.00 LEAN Tehtaan esittely 17:00-17:15 Kahvi 17:15-18:15
Sunprofile Oy PM Club Jyväskylä 1/2016: Lean Jyrki Koukkari Ohjelma 2 15:45-16:00 Kahvi 16:00-16:15 Tilaisuuden avaus 16:15-16:45 Lean intro 16:45-17.00 LEAN Tehtaan esittely 17:00-17:15 Kahvi 17:15-18:15
Oivallustehdas. Oivallustehdas. Sämpläys Oy. Virtaviiva Oy. Fore and Aft Oy Erkki Wirta Tel +358-400-808506 E-mail:erkki.wirta@foreandaft.
 Oivallustehdas Fore and Aft Oy Erkki Wirta Tel +358-400-808506 E-mail:erkki.wirta@foreandaft.fi Oivallustehdas Sämpläys Oy vs Virtaviiva Oy Tuotteet A B C D Sämpläys Oy:n toimintaprosessi Tuotantoohjelma
Oivallustehdas Fore and Aft Oy Erkki Wirta Tel +358-400-808506 E-mail:erkki.wirta@foreandaft.fi Oivallustehdas Sämpläys Oy vs Virtaviiva Oy Tuotteet A B C D Sämpläys Oy:n toimintaprosessi Tuotantoohjelma
Frenger HKE kattosäteilijät -kun laatu, monipuolisuus ja tehokkuus ratkaisevat
 Frenger HKE kattosäteilijät -kun laatu, monipuolisuus ja tehokkuus ratkaisevat Frenger comfortluokan kattosäteiljiä HKE Kone Design Center,HKE reijitetyllä pinnalla FRENGER SYSTEMEN BV on kansainvälinen
Frenger HKE kattosäteilijät -kun laatu, monipuolisuus ja tehokkuus ratkaisevat Frenger comfortluokan kattosäteiljiä HKE Kone Design Center,HKE reijitetyllä pinnalla FRENGER SYSTEMEN BV on kansainvälinen
Eläinlääkintäauto varustelut
 Eläinlääkintäauto varustelut Meillä on vuosikymmenien kokemus erikoisautojen rakentamisessa ja varustelussa. Nyt tämä tietotaito on myös sinun käytettävissä suunnitellessasi uutta eläinlääkintäautoa. Lähtökohtana
Eläinlääkintäauto varustelut Meillä on vuosikymmenien kokemus erikoisautojen rakentamisessa ja varustelussa. Nyt tämä tietotaito on myös sinun käytettävissä suunnitellessasi uutta eläinlääkintäautoa. Lähtökohtana
Terveyspalveluiden massaräätälöinti ja modularisointi
 Terveyspalveluiden massaräätälöinti ja modularisointi Paulus Torkki, Tkt (Aalto-yliopisto) Katariina Silander, LL, KTK (Aalto-yliopisto ja Helsingin yliopisto) katariina.silander@aalto.fi Millaisia terveyspalveluiden
Terveyspalveluiden massaräätälöinti ja modularisointi Paulus Torkki, Tkt (Aalto-yliopisto) Katariina Silander, LL, KTK (Aalto-yliopisto ja Helsingin yliopisto) katariina.silander@aalto.fi Millaisia terveyspalveluiden
OIKEA PETO PUUNKORJUUSEEN
 OIKEA PETO PUUNKORJUUSEEN PONSSE SCORPION PONSSE SCORPION -HARVESTERI YLIVOIMAISTA TEHOA & ERGONOMIAA Uskomaton näkyvyys ja ohjattavuus, vakaudeltaan voittamaton, tehoa ja tuottavuutta ympäristön ehdoilla,
OIKEA PETO PUUNKORJUUSEEN PONSSE SCORPION PONSSE SCORPION -HARVESTERI YLIVOIMAISTA TEHOA & ERGONOMIAA Uskomaton näkyvyys ja ohjattavuus, vakaudeltaan voittamaton, tehoa ja tuottavuutta ympäristön ehdoilla,
Toimittajavaatimukset. Kalle Luojus 10.2.2015
 Toimittajavaatimukset Kalle Luojus 10.2.2015 2 Date Author Title INTERNAL 3 Date Author Title INTERNAL 4 Date Author Title Toimittajavaatimukset INTERNAL 1. On asiakkaan valitsema ja/tai hyväksymä 2. ISO/TS
Toimittajavaatimukset Kalle Luojus 10.2.2015 2 Date Author Title INTERNAL 3 Date Author Title INTERNAL 4 Date Author Title Toimittajavaatimukset INTERNAL 1. On asiakkaan valitsema ja/tai hyväksymä 2. ISO/TS
Kansainvälinen suomalainen raaka-ainekauppias. Kauppa
 1 Kansainvälinen suomalainen raaka-ainekauppias Kauppa 2014 26.9.2013 Suomalaisella teknisellä kaupalla on hyvät edellytykset kasvaa ja menestyä kansainvälisesti 2 3 Tarjoamme päämiehillemme jakelukanavan
1 Kansainvälinen suomalainen raaka-ainekauppias Kauppa 2014 26.9.2013 Suomalaisella teknisellä kaupalla on hyvät edellytykset kasvaa ja menestyä kansainvälisesti 2 3 Tarjoamme päämiehillemme jakelukanavan
Yksilöllistä tukea työntekijän terveyteen ja hyvinvointiin juuri silloin, kun sitä tarvitaan! building a healthy future
 Yksilöllistä tukea työntekijän terveyteen ja hyvinvointiin juuri silloin, kun sitä tarvitaan! www.movendos.com building a healthy future Movendos Health Coaching on tuloksellinen tapa tukea työntekijöiden
Yksilöllistä tukea työntekijän terveyteen ja hyvinvointiin juuri silloin, kun sitä tarvitaan! www.movendos.com building a healthy future Movendos Health Coaching on tuloksellinen tapa tukea työntekijöiden
Ympäristötoimien vaikutus tuotantokustannukseen
 Ympäristötoimien vaikutus tuotantokustannukseen Markus Kankainen Riista- ja kalatalouden tutkimuslaitos Miten ympäristötoimet vaikuttavat tuotantokustannukseen Ympäristöinvestoinnit Kuolleisuus Rehutehokkuus
Ympäristötoimien vaikutus tuotantokustannukseen Markus Kankainen Riista- ja kalatalouden tutkimuslaitos Miten ympäristötoimet vaikuttavat tuotantokustannukseen Ympäristöinvestoinnit Kuolleisuus Rehutehokkuus
Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon OHUTLEVY- JA JOUSITUOTEKUMPPANISI
 PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
Tentissä saa olla mukana vain muistiinpanovälineet ja laskin. Laskut erilliselle konseptille, vastaus selkeästi näkyviin!!! Palauta tenttipaperi!!
 1 School of Business and Management Yliopisto-opettaja, Tiina Sinkkonen Opiskelijanumero ja nimi: CS31A0101 KUSTANNUSJOHTAMISEN PERUSKURSSI Tentti 01.02.2016 Tentissä saa olla mukana vain muistiinpanovälineet
1 School of Business and Management Yliopisto-opettaja, Tiina Sinkkonen Opiskelijanumero ja nimi: CS31A0101 KUSTANNUSJOHTAMISEN PERUSKURSSI Tentti 01.02.2016 Tentissä saa olla mukana vain muistiinpanovälineet
Oikean hinnan asettaminen
 Oikean hinnan asettaminen Hinnoittelu on yrityksen kannattavuuden kannalta tärkeä tekijä. Tuotteen myyntihintaa voidaan ajatella o markkinoiden kannalta = kuinka paljon asiakkaat ovat valmiita tuotteesta
Oikean hinnan asettaminen Hinnoittelu on yrityksen kannattavuuden kannalta tärkeä tekijä. Tuotteen myyntihintaa voidaan ajatella o markkinoiden kannalta = kuinka paljon asiakkaat ovat valmiita tuotteesta
The New Generation in Limetec Design
 The New Generation in Limetec Design The New Generation in Limetec Design Limetecin uusi muotoilu - pelkistetyn linjakas ja moderni rakenne Limetec Next - uuden sukupolven muotoilu täysin tiiviillä sandwich-lattiarakenteella
The New Generation in Limetec Design The New Generation in Limetec Design Limetecin uusi muotoilu - pelkistetyn linjakas ja moderni rakenne Limetec Next - uuden sukupolven muotoilu täysin tiiviillä sandwich-lattiarakenteella
T-110.5690 Yritysturvallisuuden seminaari. Kristian Selén 7.12.2005
 T-110.5690 Yritysturvallisuuden seminaari Kristian Selén 7.12.2005 2nd Edition 2004 Maurice Oxenburgh, Pepe Marlow, Andrew Oxenburgh ISBN 0-415-24331-9 Good ergonomics is good economics Paremmat työolot
T-110.5690 Yritysturvallisuuden seminaari Kristian Selén 7.12.2005 2nd Edition 2004 Maurice Oxenburgh, Pepe Marlow, Andrew Oxenburgh ISBN 0-415-24331-9 Good ergonomics is good economics Paremmat työolot
Metsähakkeen logistinen ketju ja taloudelliset kokonaisvaikutukset. Suomen Vesitieyhdistys ry - Metsähakeprojekti
 Metsähakkeen logistinen ketju ja taloudelliset kokonaisvaikutukset Suomen Vesitieyhdistys ry - Metsähakeprojekti TAUSTOJA >> Suomen metsien kasvu on 225 milj.im3 (90 milj.m3), josta yli 100 milj.im3 (40
Metsähakkeen logistinen ketju ja taloudelliset kokonaisvaikutukset Suomen Vesitieyhdistys ry - Metsähakeprojekti TAUSTOJA >> Suomen metsien kasvu on 225 milj.im3 (90 milj.m3), josta yli 100 milj.im3 (40
Ehtojen ohjeiden muutokset vuodesta 2018 vuoteen 2019
 Aikaan liittyvät ehdot Ehtojen ohjeiden muutokset vuodesta 2018 vuoteen 2019 Lisätyt ja uudelleen muotoillut kohdat merkitty vihreällä. Versio 1.0 / 18.1.2019 Huom.! Mikäli mahdollisia aikoja on vain 1
Aikaan liittyvät ehdot Ehtojen ohjeiden muutokset vuodesta 2018 vuoteen 2019 Lisätyt ja uudelleen muotoillut kohdat merkitty vihreällä. Versio 1.0 / 18.1.2019 Huom.! Mikäli mahdollisia aikoja on vain 1
VIREILLÄ EHDOTUS TREY:N PIENTEOLLISUUSTALON TOIMISTOTILAN UUDISTUKSEKSI NIMIM. KOPPI NÄYKYMÄ IDEOINTITLAAN JA RENTOON TYÖTILAAN PÄIN
 EHDOTUS TREY:N PIENTEOLLISUUSTALON TOIMISTOTILAN UUDISTUKSEKSI NÄYKYMÄ IDEOINTITLAAN JA RENTOON TYÖTILAAN PÄIN TILOJEN MUOKKAUS Olemassa olevista väliseinistä puretaan suurin osa. Myös kaikki alakatot
EHDOTUS TREY:N PIENTEOLLISUUSTALON TOIMISTOTILAN UUDISTUKSEKSI NÄYKYMÄ IDEOINTITLAAN JA RENTOON TYÖTILAAN PÄIN TILOJEN MUOKKAUS Olemassa olevista väliseinistä puretaan suurin osa. Myös kaikki alakatot
Yhteydet. Yhteyksiä, yhteistyötä ja yhteisöllisyyttä
 MÄKITORPANTIE 3 Yhteydet Yhteyksiä, yhteistyötä ja yhteisöllisyyttä Mäkitorpantie 3 sijaitsee erinomaisten liikenneyhteyksien varrella. Kehä 1:n ja Tuusulanväylän läheisyys mahdollistavat kätevän ja jouhevan
MÄKITORPANTIE 3 Yhteydet Yhteyksiä, yhteistyötä ja yhteisöllisyyttä Mäkitorpantie 3 sijaitsee erinomaisten liikenneyhteyksien varrella. Kehä 1:n ja Tuusulanväylän läheisyys mahdollistavat kätevän ja jouhevan
Frenger HKE kattosäteilijät - kun laatu, monipuolisuus ja tehokkuus ratkaisevat
 Frenger HKE kattosäteilijät - kun laatu, monipuolisuus ja tehokkuus ratkaisevat 1 2 Frenger comfortluokan kattosäteiljiä HKE Ely keskus Mikkeli HKE säteilijä sileällä pinnalla Kone Design Center,HKE reijitetyllä
Frenger HKE kattosäteilijät - kun laatu, monipuolisuus ja tehokkuus ratkaisevat 1 2 Frenger comfortluokan kattosäteiljiä HKE Ely keskus Mikkeli HKE säteilijä sileällä pinnalla Kone Design Center,HKE reijitetyllä
5 SUOJAVERHOUS 5.1 SUOJAVERHOUKSEN OMINAISUUDET 5.2 SUOJAVERHOUSTEN TOTEUTTAMINEN 5.3 SUOJAVERHOUSVAATIMUKSET P2-PALOLUOKAN RAKENNUKSESSA
 5 SUOJAVERHOUS 5.1 SUOJAVERHOUKSEN OMINAISUUDET Suojaverhouksella tarkoitetaan rakennusosan pinnan muodostamaa osaa, joka suojaa alustaansa määrätyn ajan syttymiseltä, hiiltymiseltä tai muulta vaurioitumiselta.
5 SUOJAVERHOUS 5.1 SUOJAVERHOUKSEN OMINAISUUDET Suojaverhouksella tarkoitetaan rakennusosan pinnan muodostamaa osaa, joka suojaa alustaansa määrätyn ajan syttymiseltä, hiiltymiseltä tai muulta vaurioitumiselta.
Osavuosikatsaus Tammi-kesäkuu Pääjohtaja Matti Halmesmäki
 Osavuosikatsaus Tammi-kesäkuu 2010 23.7.2010 Pääjohtaja Matti Halmesmäki Paraneva asiakastyytyväisyys ja tehokkuus tuovat tulosta Keskon liikevaihdon positiivinen kehitys vahvistui ja tulos parani selvästi
Osavuosikatsaus Tammi-kesäkuu 2010 23.7.2010 Pääjohtaja Matti Halmesmäki Paraneva asiakastyytyväisyys ja tehokkuus tuovat tulosta Keskon liikevaihdon positiivinen kehitys vahvistui ja tulos parani selvästi
Käytettävät ehtojen tasot ennen keskitettyä automaattisijoittelua 2018
 Käytettävät ehtojen tasot ennen keskitettyä automaattisijoittelua 2018 Aikaan liittyvät ehdot Versio 3.0 / 8.3.2018 Huom.! Mikäli mahdollisia aikoja on vain 1-2, aikataulutetaan event manuaalisesti. Mikäli
Käytettävät ehtojen tasot ennen keskitettyä automaattisijoittelua 2018 Aikaan liittyvät ehdot Versio 3.0 / 8.3.2018 Huom.! Mikäli mahdollisia aikoja on vain 1-2, aikataulutetaan event manuaalisesti. Mikäli
Säilytysjärjestelmä kaikkiin tiloihin ja tarkoituksiin
 Säilytysjärjestelmä kaikkiin tiloihin ja tarkoituksiin Seisoo omillaan Seinään ei tarvitse porata reikiä ja se on tarpeeksi kestävä kannattelemaan melkein mitä ikinä pitääkin säilyttää. Mahdollisuudet
Säilytysjärjestelmä kaikkiin tiloihin ja tarkoituksiin Seisoo omillaan Seinään ei tarvitse porata reikiä ja se on tarpeeksi kestävä kannattelemaan melkein mitä ikinä pitääkin säilyttää. Mahdollisuudet
Tuotantotyypin valinta
 L u e n t o Tuotantotyyppien erot eivät ole uusi asia - tuote-prosessimatriisi - Tuotantotyypin valinta Low Volume, One of a Kind Multiple Products, Low Volume Few Major Products, Higher Volume High Volume,
L u e n t o Tuotantotyyppien erot eivät ole uusi asia - tuote-prosessimatriisi - Tuotantotyypin valinta Low Volume, One of a Kind Multiple Products, Low Volume Few Major Products, Higher Volume High Volume,
Tuotantotyypin valinta
 L u e n t o Tuotannon perustyypit Tuotantotyypin valinta Tuotantomäärällä, tuotevalikoimalla, ja tuotantotyypillä on siis selvä yhteys toisiinsa Uniikki TUOTE Bulkki Projekti Joustava tuotanto Matalat
L u e n t o Tuotannon perustyypit Tuotantotyypin valinta Tuotantomäärällä, tuotevalikoimalla, ja tuotantotyypillä on siis selvä yhteys toisiinsa Uniikki TUOTE Bulkki Projekti Joustava tuotanto Matalat
Algoritmit 1. Luento 10 Ke 11.2.2015. Timo Männikkö
 Algoritmit 1 Luento 10 Ke 11.2.2015 Timo Männikkö Luento 10 Algoritminen ongelman ratkaisu Suunnittelumenetelmät Raaka voima Järjestäminen eli lajittelu Kuplalajittelu Väliinsijoituslajittelu Valintalajittelu
Algoritmit 1 Luento 10 Ke 11.2.2015 Timo Männikkö Luento 10 Algoritminen ongelman ratkaisu Suunnittelumenetelmät Raaka voima Järjestäminen eli lajittelu Kuplalajittelu Väliinsijoituslajittelu Valintalajittelu
Kun vesillelasku alkaa lähestyä
 Kun vesillelasku alkaa lähestyä Nosturin tilaus Tilaa tai sovi vesillelasku kerhon ohjeiden mukaisella tavalla. Muista, että kerhossa on monta jäsentä ja venettä joten toimi yhteisesti sovitulla tavalla.
Kun vesillelasku alkaa lähestyä Nosturin tilaus Tilaa tai sovi vesillelasku kerhon ohjeiden mukaisella tavalla. Muista, että kerhossa on monta jäsentä ja venettä joten toimi yhteisesti sovitulla tavalla.
Harjoitus 1: Projektin aikataulu- ja resurssisuunnittelu
 Harjoitus 1: Projektin aikataulu- ja resurssisuunnittelu Yleiset ohjeet: Lue huolellisesti ohjeet ja tutustu annettuun materiaaliin ennen harjoituksen aloittamista. Harjoitus tehdään pareittain. Kunkin
Harjoitus 1: Projektin aikataulu- ja resurssisuunnittelu Yleiset ohjeet: Lue huolellisesti ohjeet ja tutustu annettuun materiaaliin ennen harjoituksen aloittamista. Harjoitus tehdään pareittain. Kunkin
Raahen pohjoisen vyöhykkeen liikennesuunnitelma
 Raahen pohjoisen vyöhykkeen liikennesuunnitelma Raahen kaupunki/ Kaavoitus 2013 1 KAUPUNGINLAHDENRANTA LIIKENNE ALUEEN LIIKENTEELLINEN SIJOITTUMINEN Yhdyskuntarakenne vaikuttaa sekä liikkumistarpeisiin
Raahen pohjoisen vyöhykkeen liikennesuunnitelma Raahen kaupunki/ Kaavoitus 2013 1 KAUPUNGINLAHDENRANTA LIIKENNE ALUEEN LIIKENTEELLINEN SIJOITTUMINEN Yhdyskuntarakenne vaikuttaa sekä liikkumistarpeisiin
Monimuotoinen etäopetus - laatua ja saatavuutta etäisyyksistä välittämättä. Kolibri-hanke Kuntamarkkinat 10.9.2015
 Monimuotoinen etäopetus - laatua ja saatavuutta etäisyyksistä välittämättä Kolibri-hanke Kuntamarkkinat 10.9.2015 Etäopetuksen määritelmät Etäopetus tarkoittaa opetusta, jossa oppilas ja opettaja ovat
Monimuotoinen etäopetus - laatua ja saatavuutta etäisyyksistä välittämättä Kolibri-hanke Kuntamarkkinat 10.9.2015 Etäopetuksen määritelmät Etäopetus tarkoittaa opetusta, jossa oppilas ja opettaja ovat
Supply Chain Module 1
 2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
Kuntien ja kuntayhtymien kustannuslaskenta KUSTANNUSLASKENTAKOULUTUS YRITTÄJILLE. Järvenpää-talo 10.11.2009
 Kuntien ja kuntayhtymien kustannuslaskenta KUSTANNUSLASKENTAKOULUTUS YRITTÄJILLE Järvenpää-talo 10.11.2009 Tero Tyni, erityisasiantuntija, kuntatalous Puh 09 771 2246 Kunnan talouden ohjaus Kirjanpitopainotteisuus
Kuntien ja kuntayhtymien kustannuslaskenta KUSTANNUSLASKENTAKOULUTUS YRITTÄJILLE Järvenpää-talo 10.11.2009 Tero Tyni, erityisasiantuntija, kuntatalous Puh 09 771 2246 Kunnan talouden ohjaus Kirjanpitopainotteisuus
Algoritmit 2. Luento 6 To Timo Männikkö
 Algoritmit 2 Luento 6 To 28.3.2019 Timo Männikkö Luento 6 B-puun operaatiot Nelipuu Trie-rakenteet Standarditrie Pakattu trie Algoritmit 2 Kevät 2019 Luento 6 To 28.3.2019 2/30 B-puu 40 60 80 130 90 100
Algoritmit 2 Luento 6 To 28.3.2019 Timo Männikkö Luento 6 B-puun operaatiot Nelipuu Trie-rakenteet Standarditrie Pakattu trie Algoritmit 2 Kevät 2019 Luento 6 To 28.3.2019 2/30 B-puu 40 60 80 130 90 100
Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä. - sovellusten taustaa
 Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä - sovellusten taustaa Jouni Sakki Oy tel. +358 50 60828 e-mail: jouni.sakki@jounisakki.fi www.jounisakki.fi B-to-b tilaus-toimitusketju (Supply
Kannattavampaa tilaus-toimitusketjun toimitusketjun yhteistyötä - sovellusten taustaa Jouni Sakki Oy tel. +358 50 60828 e-mail: jouni.sakki@jounisakki.fi www.jounisakki.fi B-to-b tilaus-toimitusketju (Supply
Käyttäjälähtöinen sairaalatila toiveista toteutukseen FRAMI, 11.2.2010
 Käyttäjälähtöinen sairaalatila toiveista toteutukseen FRAMI, 11.2.2010 Mitä virtuaaliympäristö antaa, palaute Tiina Yli Karhu, projektipäällikkö Esityksen sisältö, aineistot ja analysointi AINEISTOT CAVE
Käyttäjälähtöinen sairaalatila toiveista toteutukseen FRAMI, 11.2.2010 Mitä virtuaaliympäristö antaa, palaute Tiina Yli Karhu, projektipäällikkö Esityksen sisältö, aineistot ja analysointi AINEISTOT CAVE
Markkinatutkimus tilasuunnittelupalveluiden potentiaalisille asiakkaille
 Markkinatutkimus tilasuunnittelupalveluiden potentiaalisille asiakkaille Tausta ja menetelmät Toteutimme markkinatutkimuksen tilasuunnittelupalveluiden potentiaalisille asiakkaille maaliskuussa 2013 Kyselyn
Markkinatutkimus tilasuunnittelupalveluiden potentiaalisille asiakkaille Tausta ja menetelmät Toteutimme markkinatutkimuksen tilasuunnittelupalveluiden potentiaalisille asiakkaille maaliskuussa 2013 Kyselyn
Muuttajan pikaopas >>
 Muuttajan pikaopas >> Muuttajan pikaopas 2 Sisältö Intermediatorin Muuttajan pikaopas on tehty uusiin toimitiloihin muuttavalle. Olemme keränneet vuosien varrella kertyneen kokemuksemme tärkeimmistä asioista,
Muuttajan pikaopas >> Muuttajan pikaopas 2 Sisältö Intermediatorin Muuttajan pikaopas on tehty uusiin toimitiloihin muuttavalle. Olemme keränneet vuosien varrella kertyneen kokemuksemme tärkeimmistä asioista,
JOUSTAVALLA AUTOMAATIOLLA KILPAILUKYKYÄ JA TUOTTAVUUTTA
 JOUSTAVALLA AUTOMAATIOLLA KILPAILUKYKYÄ JA TUOTTAVUUTTA Teknologiateollisuus ry TkT Veli Matti Kuisma, 2.12.2009 Esityksen sisältö Tuottavuuden ja talouskasvun välinen yhteys Miksi on tärkeää kehittää
JOUSTAVALLA AUTOMAATIOLLA KILPAILUKYKYÄ JA TUOTTAVUUTTA Teknologiateollisuus ry TkT Veli Matti Kuisma, 2.12.2009 Esityksen sisältö Tuottavuuden ja talouskasvun välinen yhteys Miksi on tärkeää kehittää
Magswitchin h y ö d y t :
 Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
TALOUSTIETEEN LUENTOJEN TEHTÄVÄT
 TALOUSTIETEEN LUENTOJEN TEHTÄVÄT 1. Suhteellisen edun periaate 1. Maassa A: 1 maito ~ 3 leipää 1 leipä ~ 0,33 maitoa Maassa B: a. b. 3 maitoa ~ 5 leipää 1 maito ~ 1,67 leipää 1 leipä ~ 0,6 maitoa i. Maalla
TALOUSTIETEEN LUENTOJEN TEHTÄVÄT 1. Suhteellisen edun periaate 1. Maassa A: 1 maito ~ 3 leipää 1 leipä ~ 0,33 maitoa Maassa B: a. b. 3 maitoa ~ 5 leipää 1 maito ~ 1,67 leipää 1 leipä ~ 0,6 maitoa i. Maalla