Teemu Alanko. Tuotannonohjaus elintarviketeollisuudessa. Neljä näkökulmaa case-tapausten avulla
|
|
|
- Aku Ketonen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Teemu Alanko Tuotannonohjaus elintarviketeollisuudessa Neljä näkökulmaa case-tapausten avulla Opinnäytetyö Syksy 2011 Tekniikan yksikkö Bio- ja elintarviketekniikan koulutusohjelma

2 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö: Tekniikan Yksikkö Koulutusohjelma: Bio- ja elintarviketekniikka Suuntautumisvaihtoehto: Tekijä: Teemu Alanko Työn nimi: Tuotannonohjaus elintarviketeollisuudessa Ohjaaja: Jarmo Alarinta Vuosi: 2011 Sivumäärä: 28 Liitteiden lukumäärä: 0 Tuotannonohjaus on nykyaikaisessa tuotannossa välttämätöntä. Tuotannonohjaus voidaan jakaa karkea- ja hienokuormitukseen. Karkeakuormituksessa tehdään pitkän aikavälin suunnitelma, kun taas hieno-ohjaus tekee saman lyhyellä aikavälillä. Tuotantomuodot voidaan jakaa asiakas- ja varasto-ohjautuviin, mitkä asettavat tuotannonohjaukselle erilaiset lähtökohdat. Nykypäivänä Lean-filosofiat, kuten JIT-tuotannonohjaus on suosittua, koska pyritään karsimaan kustannuksia, lisäämään tehokkuutta ja toimitusvarmuutta. Perinteinen, täysin varasto-ohjautuva tuotanto on menettämässä jalansijaansa. Elintarviketeollisuuden erikoisluontoisuus aiheuttaa ongelmia tuotannonohjauksen suunnittelulle. Elintarvikekoneenrakennus on taas usein pitkäkestoinen, monimutkainen projekti, joka aiheuttaa omat ongelmansa tuotannonohjaukselle. Elintarvikejalostuksessa taas ongelmat liittyy tuotteiden lyhyeen säilyvyysaikaan. Opinnäytetyössä etsitään vastauksia tuotannonohjauksen tärkeisiin kysymyksiin. Kaikkein haasteellisemmaksi koetaan henkilöstön ja materiaalin kuormitus. Meijerin voinvalmistuksessa materiaalinhallinta aiheuttaa hieman ongelmia, sillä tuotannon tarkoitus on käyttää kaikki raaka-aine lyhyellä aikavälillä. Leipomon erittäin lyhytikäiset tuotteet aiheuttavat tuotannonohjauksen hienokuormituksen päivittäin. Lisäksi leipomon tuotannonohjaukseen kuuluu oleellisena osana logistiikan hallinta, sillä tuoreet tuotteet täytyy kuljettaa asiakkaille päivittäin. Koneenrakennuksessa taas keskeiset ongelmat on juuri henkilöstön hallinnassa, sillä projekteilla on monia eri vaiheita eikä kaikkia työmiehiä välttämättä tarvita, koska tehtävät vaativat erikoistumista. Avainsanat: tuotannonohjaus, elintarviketuotanto, tuotantotalous

3 3 SEINÄJOKI UNIVERSITY OF APPLIED SCIENCES Thesis abstract Faculty: School of Technology Degree programme: Food Processing and Biotechnology Specialisation: Author: Teemu Alanko Title of thesis: Production Management in FoodIndustry Supervisor: Jarmo Alarinta Year: 2011 Number of pages: 28 Number of appendices: 0 Operation management is a vital element in modern industry. Operation (production) management can be divided into two: rough and fine control. Rough control means planning production for a long period of time (~1 year) and fine control means executing the plan and adjusting production on a weekly/daily basis. Production models can be divided into customer-driven and stock-driven which sets different offsets on production management. JIT/Lean-philosophies are nowadays very common, because everyone likes to cut production costs, increase efficiency and delivery certainty. Traditional, completely stock-driven production is losing its foothold. The special needs of food industry cause problems with production management. Building machinery for food industry is often a long process, taking several months and the projects are complicated. The short shelf life of some foodstuffs causes problems in scheduling a production plan. In this thesis we look for answers for the most common problems when managing production. T he most challenging aspect seems to be managing the load on personnel and materials. In the dairy, the most difficult aspect to manage was the load on personnel and materials, since butter making needs to use all the ingredients that arrive on quite short basis. Bakery products have a very short shelf life and they need to adjust the scheduling daily. They also need to have working logistics since they need to distribute fresh goods to the customers daily. In construction of foodstuffs machinery the key elements is managing the load on workers. The projects are long and they have several different phases in which all the workers may not be needed, since some of the work needs specialization. Keywords: operation management, product management, foodstuff, foodstuffs industry, JIT
 and fine control means executing the plan and adjusting production on a weekly/daily basis.")
4 4 SISÄLTÖ Opinnäytetyön tiivistelmä... 2 Thesis abstract... 3 SISÄLTÖ... 4 Kuvio- ja taulukkoluettelo... 6 Käytetyt termit ja lyhenteet JOHDANTO Työn tausta Työn tavoite Työn rakenne TUOTANNONOHJAUKSEN TEORIAA Karkeaohjaus Hienokuormitus Työntö- ja imuohjaus TUOTANTOMUODOT Asiakasohjautuva tuotanto Lean/JIT Varasto-ohjautuva tuotanto MENETELMÄT HAASTATTELUT JA ANALYYSIT Kone- ja laitevalmistaja Analyysi Kone- ja laitevalmistaja Analyysi Meijeri Analyysi Leipomo Analyysi JOHTOPÄÄTÖKSET POHDINNAT... 27

5 LÄHTEET

6 6 Kuvio- ja taulukkoluettelo Kuvio 1. Tuotannonsuunnittelun prosessi. (Sheer, A-W., Business Process Engineering- Reference Models for Industrial Enterprises, 1994) Kuvio 2. Kapasiteetin osatekijät. ( Kilpeläinen, s. 186 ) Kuvio 3. Tuotanto pyrkii mukailemaan tilauksia Kuvio 4. Vakiotuotteiden valmistus varastoon Kuvio 5. Yrityksen 1 tuotannonohjaus Kuvio 6. Tuotannonohjauksen muodostuminen Yritys 2:ssa Kuvio 7. Meijerin voi- ja levitevalmistuksen tuotannonohjauksen osatekijät Kuvio 8. Leipomon tuotannonohjaus

7 7 Käytetyt termit ja lyhenteet JIT/JOT Läpäisyaika Just in Time / Juuri oikeaan tarpeeseen tuotanto. Aika, joka kestää tuotteen tilausprosessista aina asiakkaalle asti.

8 8 1 JOHDANTO 1.1 Työn tausta Tuotannonohjaus on nykypäivän tuotantolaitoksissa lähes välttämättömyys. Tuotantoa voidaan ohjata joko perinteisin menetelmin käsin tai tietokonepohjaisen tuotannonohjausjärjestelmän avulla. Tuotannonohjausohjelmiston tarve määräytyy tuotantoprosessin ja sen laajuuden mukaan. 1.2 Työn tavoite Opinnäytetyössä selvitetään tuotannonohjauksen tilaa elintarviketeollisuudessa ja elintarvikelaitteita valmistavissa yrityksissä. Pyritään saamaan vastauksia tuotannonohjauksen perimmäisiin ongelmakohtiin tutkimuskysymysten avulla. Lisäksi yritysten tuotannonohjausta verrataan teoreettisiin malleihin. Tutkimuskysymysten pääkohdat: Miten tuotannonohjaus yrityksessä on suunniteltu? Miten henkilöstön karkea- ja hienokuormitus on suunniteltu? Miten laitteiden karkea- ja hienokuormitus on suunniteltu? Miten raaka-aine- ja materiaalikuormitus suunnitellaan? Mitä työkaluja on tuotannonohjauksessa käytössä? Mitkä tekijät ohjaavat tuotannonsuunnittelua? Tuleeko henkilöstön karkeakuormitus suunnitella niin, että on 100 % kuormitus? Miten järjestetään hienokuormitus, jos kapasiteetin kuormitus on yli 100 %? Mitä keinoja? Miten sopeutetaan ylikapasiteettia, jos karkeakuormitus on tehty toisella äärilaidalla?

9 9 1.3 Työn rakenne Opinnäytetyö rakentuu neljään keskeiseen osaan: 1. Johdanto Kerrotaan työn taustat, tavoitteet ja rakenne. 2. Teoria ja menetelmät Perehdytään tuotannonohjauksen teoriaan. Käsitellään karkea- ja hienokuormitus sekä imu- ja työntöohjaus. Lisäksi käydään läpi perustuotantomuodot: asiakas- ja varasto-ohjautuva tuotanto sekä asiakasohjautuvaan tuotantoon läheisesti liittyvä JIT. Käsitellään työssä käytetyt menetelmät. 3. Haastattelut Haastatellaan neljää eri elintarviketeollisuudessa toimivaa yritystä: kahta kone- ja laitevalmistajaa sekä kahta elintarvikejalostajaa. 4. Analyysi, johtopäätökset ja pohdinnat Analysoidaan haastattelusta saatu tieto sekä tehdään niistä tarvittavia johtopäätöksiä. Pohditaan johtopäätöksiä ja analyysien tuloksia.

10 10 2 TUOTANNONOHJAUKSEN TEORIAA Tuotannonohjauksen tarkoitus on ohjata yrityksen tuotantoa, asettaen tuotteelle tietyt vaatimukset niiden hinnasta, määrästä, laadusta sekä toimitusajasta (Porter, 2009, 12). Tuotannonohjauksen pohjalla voi olla tietokonepohjainen järjestelmä tai ohjaus hoidetaan perinteisimmin menetelmin suullisesti tai kirjallisesti tuotantopäällikön toimesta. Tuotannonohjaus ja suunnittelu voidaan jakaa kahteen pääosaan: karkeaohjaukseen ja hieno-ohjaukseen. Tuotantotekniikat voidaan jakaa karkeasti kahteen: tilaus(asiakas-)tuotantoon ja varastotuotantoon. (Kilpeläinen, [viitattu ], 178.) Tuotannonohjauksen tarpeellisuus on kasvanut automaation ja eräkokojen kasvaessa. Tuotannonsuunnittelu pohjautuu aina myynnin tarpeisiin. Kuviossa 1. on havainnollistettu tuotannonohjausprosessi. Yläosassa on ennusteisiin ja tilauksiin pohjautuva myynnin tarpeet, joiden pohjalta tuotantoa voidaan suunnitella. Vasemmalla puolella ovat pitkällä aikavälillä ja oikealla puolella lyhyellä aikavälillä vaikuttavat seikat. (Kilpeläinen, [viitattu ], 178.) Ennuste Tilaukset Myynnin tarpeet Myynti Tuotannonsuunnittelu Toteutus Materiaalitarve Hankinnat Kapasiteettitarve Materiaalivaraus Kapasiteetin sopeutus Hienokuormitus Tuotantotilaus Tuotannon seuranta Kuvio 1. Tuotannonsuunnittelun prosessi. (Scheer, A-W., 1994 )
 Tuotannonohjauksen tarpeellisuus on kasvanut automaation ja eräkokojen kasvaessa. Tuotannonsuunnittelu pohjautuu aina myynnin tarpeisiin. Kuviossa 1.")
11 Karkeaohjaus Karkeakuormituksessa ohjataan tuotannon kapasiteettia. Tähän liittyvät kaikki tuotantoon vaikuttavat muuttujat kuten henkilökunta, laitteet ja raaka-aineet, jotka näkyvät kuviossa 2. Tuotannon karkeasuunnitelma tehdään yleensä pitkällä aikavälillä, useimmiten vuosittain. Tuotantoa suunnitellaan edellisvuosien myyntisuunnitelmien, ennusteiden ja/tai budjetin perusteella tai projektituotannossa meneillään olevien projektien perusteella. (Kilpeläinen, [viitattu ], 186.). Kuvio 2. Kapasiteetin osatekijät. (Kilpeläinen, [viitattu ], 186.) Maksimikapasiteetti on tilanne, jossa kaikki mahdolliset tekijät on hyödynnetty saavuttaakseen 100%:n kuormitus. Tähän voidaan laskea myös tilapäinen kapasiteetti esimerkiksi vuokratyövoiman ja alihankinnan kautta. Bruttokapasiteetilla tarkoitetaan laitteiden maksimikapasiteettia ilman inhimillistä tekijää. Nettokapasiteetti tarkoittaa tuotantolaitoksen omaa kapasiteettia ilman normaalista poikkeavaa työkuormitusta: ylityöt, alihankinta tai väliaikainen työvoima. (Kilpeläinen, [viitattu ], )

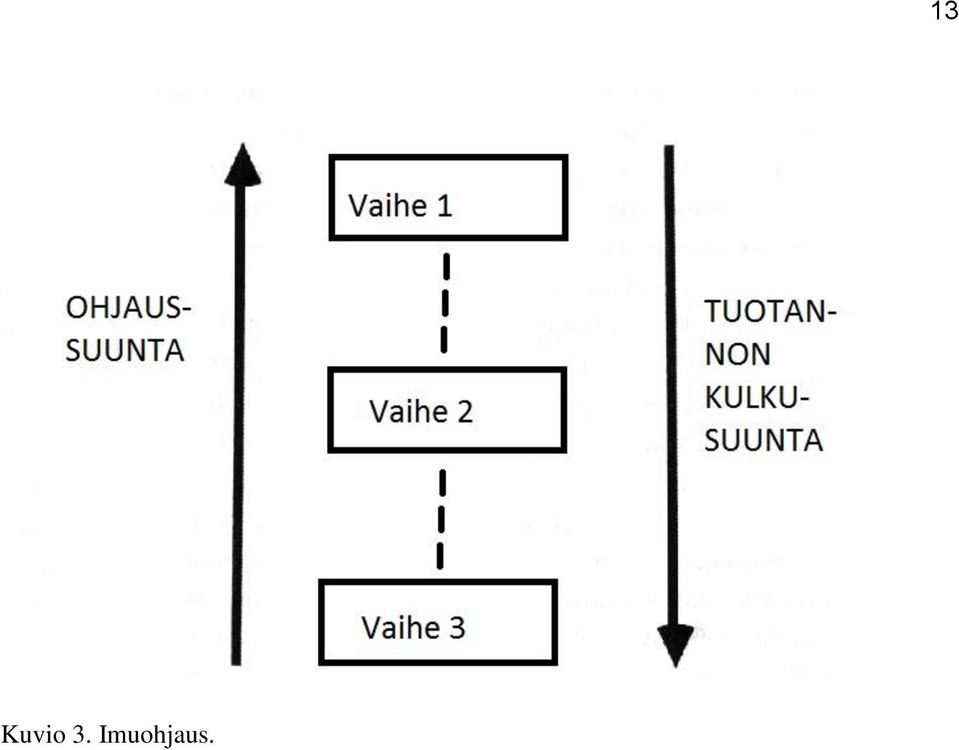
12 Hienokuormitus Hienokuormituksella tarkoitetaan tietyn tuotanto-/työvaiheen kuormituksen säätöä lyhyellä aikavälillä. Joissakin tapauksissa hienokuormitus tehdään päivittäin. Hienosuunnittelussa tulee tietää valmistusmäärä, tuoterakenne, työvaihetiedot ja materiaalinhallinta. Lisäksi pohjalla tulee olla hyvä karkeasuunnitelma. (Kilpeläinen, [viitattu ], ) Hieno-ohjaukseen liittyy oleellisesti materiaalin/raaka-aineen ohjaus: raaka-aineet, laitteet ja työntekijät tulee olla oikeassa paikassa oikeaan aikaan ja niitä tulee olla tarvittava määrä. Myös laitteiden hetkellinen kapasiteetin nosto tai lasku voi olla mahdollista. Tähän vaikuttavat kuitenkin laatutekijät, sillä useimmiten laatu koetaan ykköstekijäksi eikä se saa vaarantua. 2.3 Työntö- ja imuohjaus Työntöohjaus on kaikkein perinteisin ohjausmuoto. Työntöohjaus tarkoittaa sitä, että aiempi työvaihe ohjaa seuraavaa työvaihetta tuotannossa. Prosessi jatkuu aina sitä mukaa kun edellinen työvaihe on valmis. Täten tuotantoa ohjaa esimerkiksi raaka-aineen saatavuus. (Stevenson, 2009, ) Imuohjaus tarkoittaa tilannetta, jossa tuotannon viimeisin vaihe ohjaa aikaisempaa tuotantoprosessia. Imuohjaus liittyy olellisena JIT-tuotantostrategiaan, jossa pyritään vähentämään varastoja ja sitoutunutta pääomaa. Näin ollen viimeisin vaihe eli toimitus asiakkaalle ohjaa koko aiempaa tuotantoa. Täten varastoja pystytään pitämään minimissä. Imuohjauksen onnistuminen vaatii hyvin sujuvaa ja organisoitua tuotantoa. Tämä ilmenee hyvin kuviosta 3. (Blomqvist, 2001, )

13 Kuvio 3. Imuohjaus. 13
14 14 3 TUOTANTOMUODOT Tuotantomuodot voidaan jakaa karkeasti kahteen osaan sen perusteella, mikä ohjaa tuotantoa. Joko pyritään valmistamaan tuotteita tasaisesti varastoon tai pyritään mukailemaan asiakkaiden tilauksia. 3.1 Asiakasohjautuva tuotanto Asiakasohjautuvassa tuotannossa pyritään arvioimaan asiakkaiden kysyntä, jonka pohjalta tuotantoa sitten suunnitellaan. Tämä tehdään yleensä aikaisempien vuosien myynnin pohjalta ja/tai erillisen markkinatutkimuksen avulla. Tämä menetelmä on havainnollistettu kuviossa 4. (Kilpeläinen, s.77) Tämä on useasti hyvin haasteellista, sillä markkinatilanteet yleensä muuttuvat. Mutta jos kyseessä on niinsanottu perinteinen vakiotuote, esimerkiksi levitteet, niiden kysyntä on usein verrannollinen edellisvuosien myyntiin, vaikka yleensä pientä vaihtelua tapahtuukin trendien muuttuessa. Kuvio 4. Tuotanto pyrkii mukailemaan tilauksia.

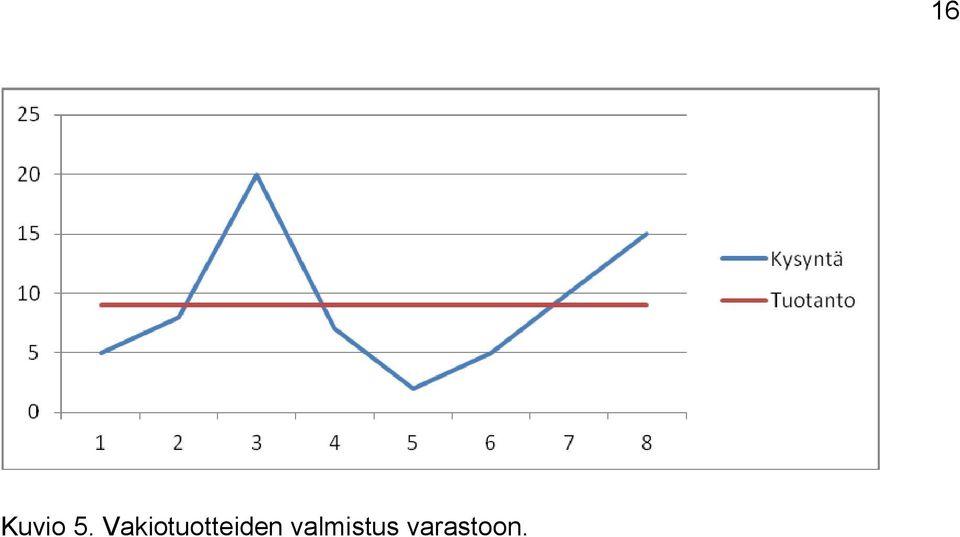
15 Lean/JIT Lean/JIT (Just In Time) strategia on peräisin Japanissa 1900-luvun puolivälin autoteollisuudesta. Ne pyrkivät parantamaan asiakastyytyväisyyttä ja prosessin kulkua pyrkimällä eliminoimaan kaikkea turhaa ja tekemällä tuotannossa sujuvampaa/joustavampaa. Lean- ja JIT-systeemit ovat nykypäivänäkin hyvin suosittu menetelmä tuotannonohjauksessa. Tätä filosofiaa käytetään asiakasohjautuvassa tuotannossa. (Stevenson, 2009, ) Leaniin ja kuuluvat oleellisesti seuraavat kohdat: kaiken turhan minimointi (työvaiheet, varastot, kuljetukset, odotusajat, ylituotanto, yliprosessointi, virheelliset tuotteet) jatkuva kehittäminen (prosessi ja työntekijät) imuohjaus: läpimenoaikojen lyhennys, tuotannon tasoittaminen virheiden eliminoiminen prosessista. (Porter, 2009, 31.) JIT/JOT-tuotannossa on pääasiassa kyse vain juuri oikeaan tarpeeseen (JOT) - valmistuksesta. Kuitenkin sen käyttö ilman Leanin muita kohtia voi johtaa epäsuotuisiin lopputuloksiin. 3.2 Varasto-ohjautuva tuotanto Varasto-ohjautuvassa tuotannossa lähdetään liikkelle tilanteesta, jossa tuotetta pyritään valmistamaan varastoon tasaisesti eikä välitetä kysynnän mahdollisista heilahduksista. (Kilpeläinen, s.77) Tuotantokapasiteetti pyritään optimoimaan niin, että tuotetta voidaan valmistaa tasaisesti ympäri vuoden. Tämä menetelmä sopii parhaiten muuttumattomien vakiotuotteiden, kuten paperi, tuotantoon. Kuviossa on 5 esitetty kysynnän ja tuotannon väliset suhteet esimerkiksi vuoden aikana.
 Leaniin ja kuuluvat oleellisesti seuraavat kohdat: kaiken turhan minimointi (työvaiheet, varastot, kuljetukset, odotusajat, ylituotanto, yliprosessointi, virheelliset tuotteet) jatkuva kehittäminen")
16 Kuvio 5. Vakiotuotteiden valmistus varastoon. 16
17 17 4 MENETELMÄT Ensimmäiseksi tutkittiin minkälaista kirjallisuutta aiheesta löytyy. Keskityttiin tässä lähinnä tutkimaan aiheeseen liittyviä oppikirjoja ja materiaalia, sillä työn alkuperäisenä lähtökohtana oli koulun ja alan toimijoiden välisen yhteistyön kehittäminen. Lähteinä käytettiin pääasiassa Stevensonin Operations management opusta, jota käytetään oppikirjana sekä Vaasan yliopiston professorin T. Kilpeläisen kirjasta Tuotantotalouden perusteet. Tutkimusmenetelmänä käytettiin yrityshaastatteluja. Haastateltiin neljää elintarviketeollisuudessa vaikuttavaa yritystä. Ensiksi kirjoitettiin vapaamuotoisen koosteen tutkimuskysymysten vastauksista. Sen jälkeen pyrin analysoimaan vastauksia vertaamalla niitä teoriapohjaan. Käytin seuraavia kysymyksiä purkamaan haastatteluja: Mihin teorioihin yrityksen tuotannonohjaus pohjautuu? Mitkä tekijät vaikuttavat yrityksen tuotannonohjaukseen? Mitä eritysseikkoja yrityksen toimiala aiheuttaa tuotannonohjaukseen? Mitä muuta oleellista yrityksen tuotannonohjauksessa on? Lisäksi purettiin yrityksen tuotannonohjausprosessin kaavioksi, mistä näkee mikä ohjaa mitäkin ja millaisella aikavälillä. Lopuksi tehtiin tarvittavia johtopäätöksiä kaikkien haastattelujen pohjalta tutkimuskysymysten vastauksista.

18 18 5 HAASTATTELUT JA ANALYYSIT 5.1 Kone- ja laitevalmistaja 1 Yritys 1 valmistaa elintarviketeollisuudessa käytettäviä moduulituotantolaitoksia. Karkeakuormituksen säätää myynnin pohjalta tehty budjetti sekä olemassa olevat projektit. Hienokuormitus tehdään paperille viikoksi-puoleksitoista kerrallaan. Haastattelun ajankohtaan oli juuri menossa tuotannonohjausjärjestelmän käyttöönotto. Sen tulisi olla täysin käyttövalmis vuoden loppuun mennessä. Ongelmana on ollut läpäisyaikojen hitaus. Tuotteet ovat pitkälle räätälöityjä, eikä varastoon ole voitu valmistaa vaan on pitänyt odottaa asiakkaan tilausta. Nyt uudella tuotannonohjausjärjestelmällä pyritään lyhentämään tätä aikaa syöttämällä sinne valmiita tuoterakenteita jo tehdyistä koneista ja täten liikutaan askel kohti massaräätälöintiä. Näin pystytään paremmin laskemaan kuinka kauan tuotteen valmistukseen menee ja mitä osia ja työmiehiä tarvitaan missäkin vaiheessa. Haastatteluhetkellä oli tuotannossa käytännöllisesti katsoen 30 % liian vähän työmiehiä. Työntekijöistä noin puolet olivat vuokratyöntekijöitä. Ongelmana on osaavien työntekijöiden saanti, sillä osa töistä on korkealle kustomoituja. Jos kapasiteetin tarve laskee, vuokratyöntekijöitä ei enää tarvita. Karkeakuormitus on tehty niin, että vakituisilla työntekijöillä on käytännössä lähes täysi kuormitus Analyysi Haastatteluhetkellä henkilöstön kuormitus oli suurempaa kuin sen maksimikapasiteetti, vaikka puolet henkilöstöstä oli vuokratyöntekijöitä. Tuotannonohjaus ei tällä hetkellä ollut täysin onnistunut. Tietojärjestelmäpohjaisen tuotannonohjausjärjestelmän käyttöönotto ehkä auttaa tässä tulevaisuudessa. Tällöin pystytään ehkä reagoimaan kuormituksen muutoksiin nopeammin niin materiaali-, henkilöstö-, kuin laitteistopuolella. Se myös auttaa varmasti mahdollisten uusien tilausten sovittamista tuotantoon. Kuviossa 6. näkyy hyvin yrityksen tuotannonohjausprosessin rakenne.

19 19 Pitkä aikaväli Lyhyt aikaväli Budjetti Karkeaohjaus Hieno-ohjaus Uudet tilaukset Materiaalinhallinta Kuvio 6. Yrityksen 1 tuotannonohjaus. 5.2 Kone- ja laitevalmistaja 2 Yritys 2 valmistaa materiaalinkäsittelylaitteita, pääasiassa elintarviketeollisuuden käyttöön. Tuotanto on projektiluontoista, joten tuotannon/laitteiden suunnittelu aloitetaan vasta, kun tilaus on saatu. Projekteja on yhtä aikaa meneillään noin kymmenkunta. Parhaimmillaan projekteja on ollut yhtäaikaa 50 kappaletta. Tällöin ne ovat kuitenkin olleet mittasuhteiltaan pienempiä. Tuotannonohjauksessa yritys luottaa perinteisiin menetelmiin ja heillä ei ole tietokonepohjaista tuotannonohjausjärjestelmää. Karkeasuunnitelma tehdään exceltaulukkoon. Hienokuormituksen tekee tuotantopäällikkö jokaiselle työntekijälle henkilökohtaisesti. Kerran viikossa pidetään tuotantoon liittyen palaveri. Projektit ovat yleensä pitkiä, parista viikosta vuoteen. Kuitenkin materiaalinhallinnassa käytetään Sonet-järjestelmää, sillä laitteiden valmistuksessa tarvitaan runsaasti erilaisia materiaaleja ja komponentteja. Varastoissa ei ole kuin perusraaka-aineita: metalleja ja muoveja. Kaikki komponentit tilataan vasta, kun projekti on käynnistetty, sillä jokainen projekti on erikoisluontoinen eikä komponentteja voi hankkia varastoon etukäteen. Yrityksen mielestä, karkeakuormitusta ei kannata suunnitella 100 %:n mukaan, sillä projektit elävät jonkin verran ja kaikkea sattuu ajan mittaan. Heidän ajatus oli, että suunnitelmat tehdään niin, että kuormitus olisi noin 90 %.

20 20 Yrityksen ratkaisu tähän on vuokratyövoima. Yrityksellä on useita vuokrahenkilöitä, jotka ovat tarvittaessa työskennelleet yrityksessä jo useita vuosia. Osittain myös kiireellisyysjärjestystä pystytään muuttamaan. Toimituksissa ei ole yhtään joustoa, sillä laitteet tulee olla toiminta- ja asennusvalmiita sovittuun aikaan mennessä, kun tilausvahvistus laitteista on tehty. Jos näyttää siltä, että kuormitus on ~50 % ja tällainen tilanne jatkuu kauan, osa henkilöstöstä täytyy lomauttaa. Tietokonepohjaisesta tuotannonohjausjärjestelmästä on keskusteltu, mutta sen hyödyt nykyisellään nähdään pieninä. Tilauksia on kuitenkin yhtä aikaa meneillään aika pieni määrä ja niiden etenemistä on helppo seurata. Näkymys oli, että tietokonepohjaisen tuotannonohjausjärjestelmän hyödyt olisivat minimaaliset. Kuitenkin muutamia asioita, jotka olisivat hyviä: näkisi koko tuotannon ja niiden etenemisen pitkäksi ajaksi ja olisi helpompaa sovittaa esimerkiksi uusia tilauksia, jos jossain kohtaa on vähemmän kuormitusta (esim. jos jotain tärkeitä komponentteja joutuu odottamaan tms.). Jos tuotannonohjausjärjestelmää kuitenkin hankittaisiin, sen tulisi olla kevyt, että sitä olisi helppo käyttää eikä kuluisi turhaa aikaa ja resursseja sen ylläpitämiseen ja mahdollisten virheiden korjaamiseen Analyysi Haastattelun perusteella tuotanto on pitkälle kustomoitua projektiluontoista tuotantoa. Jokainen tilaus tehdään asiakkaan toiveiden mukaan, sillä asiakkaiden tarpeet ovat erilaisia. Tässä tapauksessa ehkä vakituiselle henkilöstölle kannattaisi suunnitella kuormitus 100 %, sillä yritys käyttää myös vuokratyöntekijöitä. Kuvio 7 esittää karkeasti yrityksen tuotannonohjausprosessin vaiheita.

21 21 Pitkä aikaväli Lyhyt aikaväli Budjetti Karkeaohjaus Hieno-ohjaus Tilaukset Uudet tilaukset Materiaalinhallinta Kuvio 7. Tuotannonohjauksen muodostuminen Yritys 2:ssa. 5.3 Meijeri Yritys 3 on meijerialan yritys, josta haastattelin yksikköä, joka valmistaa voita ja levitteitä. Rasvaosaston tuotannonohjaus on riippuvainen raaka-aineohjauksesta. Se on sekä työntö- että imuohjauksinen. Rasvaosaston tuotanto on tasoittavaa: kaikki raaka-aine (kerma) pitää valmistaa voiksi ja levitteiksi. Tuotannon karkeasuunnitelma tehdään vuodeksi myyntiennusteen ja budjetin pohjalta. Hienosuunnittelu tehdään kahdeksi viikoksi kerrallaan työvuorolistojen muodossa, ja joka keskiviikko julkistetaan seuraavan viikon tuotantosuunnitelma. Tämä suunnitelma ei kuitenkaan ole välttämättä viimeinen versio, sillä tuotanto elää raaka-aineen saatavuuden ja laitteiden toimivuuden takia. Heillä on käytössä SAP-järjestelmä, johon asiakkaat (kaupat, keskusliikkeet) tekevät omat tilauksensa. Heillä on erillinen jakeluvarasto, jotka sitten jakelevat joelta saapuvat tuotteet tilausten perusteella. Varastotaso pyritään pitämään tasaisena ja kohtuullisen pienenä. Karkeakuormitus tehdään niin, että kuormitukseen jää jonkin verran väljyyttä. Lisäksi kaksi kertaa vuodessa tehdään määräaikaisia sopimuksia. Jos kuormitus
22 22 näyttää ylittävän 100 %, käytössä on jonkin verran ylitöitä, jos ongelma on lyhytaikainen. Jos tarvitaan lisätyövoimaa, on käytössä kutsuttaessa-sopimuksia, joilla voidaan tilapäisesti lisätä henkilöstöä. Lisäksi kiireellisyysjärjestystä voidaan muuttaa. Toimitusvarmuus ja laatu ovat kaiken perusta. Myös kaikki raaka-aine pitää saada käytettyä, sillä jos kermasäiliöt ovat täynnä, ei voida vastaaottaa lisää kermaa, mikä haittaa kuljetuksien ja maidon kuorinnan toimintaa, mikä haittaa myös muiden osastojen toimintaa. Jos näyttää siltä, että ettei kaikille ole tarpeeksi kuormitusta, tilannetta voidaan korjata hetkellisesti työnajan lyhennyksillä (pekkaset). Jos tilanne jatkuvan kauan joudutaan pohtimaan, että jatketaanko määräaikaisia sopimuksia tai pahimmassa tapauksessa joudutaan YT-neuvotteluihin Analyysi Haastattelun perusteella tuotanto on asiakas- että varastotuotantoa. Rasvaosaston tuotanto on ns. tasaavaa tuotantoa, joten esim. raaka-aineen saatavuus ja määrä riippuu muiden osastojen raaka-aineen käytöstä, sillä kaikki raaka-aine tulee prosessoida mahdollisimman pian. Asiakkaiden tilaukset ohjaavat tuotantoa ja samoin myös varastotilanne. Raaka-aine työntää tuotantoa toisesta päästä eli tuotanto on sekä imu- että työntöohjautuvaa. Kuviossa 8 on esitelty tuotannonohjausprosessin pääpiirteet.
23 23 Pitkä aikaväli Lyhyt aikaväli Budjetti Hieno-ohjaus Myyntisuunnitelma Karkeaohjaus Varastotilanne Tilaukset Raaka-aine-ennuste Raaka-aineen käyttö Kuvio 8. Meijerin voi- ja levitevalmistuksen tuotannonohjauksen osatekijät. 5.4 Leipomo Haastateltavana oli leipomo, joka valmistaa tuoretuotteita. Karkeasuunnittelu lähtee edellisvuosien myyntihistoriasta sekä sen pohjalta tehdystä budjetista. Tuoretuotteiden leipomon tuotannonohjaus on puhtaasti asiakaslähtöistä. Hienokuormitus tehdään käytännössä päivätasolla; Edellisenä päivänä tehdyt tilaukset toimitetaan seuraavana päivänä asiakkaille asti. Asiakkailla on yleensä pitempiaikaisia sopimuksia (1-2kk) tuotteiden toimituksesta, mutta määrä selviää vasta päivittäisen tilauksen yhteydessä. Tuotanto aloitetaan ennusteen pohjalta ja kun tilaukset ovat selvinneet, jatketaan tuotantoa sitten tilausten pohjalta. Heillä on käytössä tietojärjestelmäpohjainen tuotannonohjausjärjestelmä johon kuuluu myös raaka-aineen sekä myynnin ohjaus. Asiakastilaukset tulevat 95%:sesti suoraan järjestelmään. Tietojärjestelmä laatii myös ennusteet, jonka pohjalta tuotanto aloitetaan. Varastoja ei ole valmiille tuotteille ja raaka-ainetilanne pyritään pitämään myös mahdollisimman alhaisena. Tuotannonohjauksen piiriin kuuluu tässä tapauksessa myös oleellisesti tuotteiden kuljetus asiakkaalle. Yöllä tuotteet pakataan Fifo-
24 24 periaatteen (first in, first out) mukaisesti ja järjestelmä ylläpitää reaaliaikaista rahtikirjaa. Näin ollen ollaan tarkalleen perillä mitä menee ja minne, ja mihin aikaan. Karkeakuormitusta tehtäessä on mahdotonta päästä 100 %:iin, sillä päivittäiset tuotantomäärät vaihtelevat rajusti ja erilaiset sesongit, kampanjat ja mahdolliset ongelmat vaikeuttavat hommaa. Jos hienokuormituksessa tarvitaan ylimääräistä kapasiteettia, on käytössä ylimääräisiä kutsuttaessa-sopimuksella olevia työntekijöitä ja lisäksi työvuoroja voidaan järjestää uudelleen, sillä päivittäinen tuotantomäärä on suurimmillaan maanantaina ja perjantaina. Lisäksi tehtaalla on käytössä työnkierto eli tehtävät vaihtuvat viikottain. Näin kaikkien työntekijöiden pitää hallita kaikki hommat ja ongelmat esim. mahdollisien sairaspoissaolojen kannalta helpottuu, kun kuka tahansa voi korvata. Lisäksi tämä järjestely kohottaa mahdollisesti työmoraalia. Jos karkeakuormitus näyttää jäävän 50 %, käytössä on työajan lyhennykset (pekkaset) lisäksi työajan tasausta (esim. tiistaina ja keskiviikkona 7,5t ja perjantaina 9h). Jos tilanne jatkuu pitkään, on viimeisenä ratkaisuna YT-neuvottelut Analyysi Tuotanto on erittäin asiakasohjautuvaa. Valmiilla tuotteilla ei ole varastoa ollenkaan vaan ne kuljetetaan heti aamulla kauppoihin. Tuotanto on täysin just-in-time tuotantoa. Ongelmina tässä on, että toiminta pohjautuu suuresti kuljetuksiin ja niiden onnistumiseen niin raaka-aine kuin valmiiden tuotteidenkin puolella, kun raaka-ainevarastot pyritään pitämään mahdollisimman pieninä. Suuret vaihtelut tuotannossa vaikeuttavat työntekijöiden tasaista kuormitusta. Onnistunut tuotannonohjaus on erittäin tärkeää. Yhteistyö alan oppilaitosten kanssa varmasti auttaa, sillä varsinkin opiskelijat ovat hyvää väliaikaistyövoimaa erityisesti viikonloppuisin. Kuviossa 9 on leipomon tuotannonohjaus esitetty karkeasti.
25 25 Pitkä aikaväli Lyhyt aikaväli Budjetti Hieno-ohjaus Tilaukset Myyntihistoria Karkeaohjaus Tilausennuste Raaka-aineen käyttö Kuvio 9. Leipomon tuotannonohjaus.
26 26 6 JOHTOPÄÄTÖKSET Yleisenä mielipiteenä oli, että karkeakuormitus pyritään järjestämään noin % kuormituksella, jotta on jonkin verran pelivaraa mahdollisia ongelmia varten. Elintarvikejalostuksessa tuotannonohjauksen toimivuus on elintärkeää, sillä tuotteita ei voi tehdä varastoon. Tämä on äärimmäisen herkkää erityisesti lyhyen säilyvyysajan omaavilla tuotteilla. Myös raaka-aineen käsittely tuo omat ongelmansa, koska raaka-aineetkin ovat pilaantuvia ja vaativat tarkat säilytysolosuhteet. Koneja laitevalmistajilla ei raaka-aineiden pilaantuvuudesta johtuvia ongelmia toki ole, mutta jokaisen tuotantolaitoksen ja siinä valmistettavien tuotteiden atribuutit ovat erilaiset, joten varastoon ei juurikaan voi tehdä tai varata muuta kuin aivan perusmateriaaleja ja komponentteja. Näiden seikkojen takia JIT-filosofia oli kaikkien haastateltujen elintarvikejalostajien tuotannonohjauksen pohjana. Perinteinen, täysin varasto-ohjautuva tuotanto ei ole kovin edullista sillä varsinkin elintarvikkeiden tapauksessa, varastojen ylläpito ja varsinkin olosuhteiden säätö (esim. lämpötila) on kallista. Meijerin tapauksessa pienimuotoisten varastojen tekeminen oli mahdollista, sillä tuotteilla oli kohtuullisen pitkä säilyvyys. Kuitenkin monen elintarvikkeen jalostuksessa (esim. leipomo) niiden lyhyt säilyvyys pakottaa tuotannon optimoimiseen jopa päivätasolla. Elintarvikelaiterakennuksessa on asiakasohjautuva tuotanto oikeastaan ainoa vaihtoehto. Kuitenkin kysyntää on hyvin vaikea ennustaa pitkällä aikavälillä. Kuitenkin pyrkimystä ja kiinnostusta on tälläkin alalla myös muiden tuotantomenetelmien käyttöön, esimerkiksi massaräätälöintiä hyväksikäyttäen. Tällöin pystyttäisiin valmistamaan peruskomponentteja ja laitteita jopa varastoon, ja tilausten mukaan niitä pyrittäisiin kustomoimaan asiakkaiden tarpeeseen. Tämä tyyli on käytössä esimerkiksi monilla auto- ja työajoneuvovalmistajilla. Kone- ja laitevalmistajilla oli vuokratyöntekijöiden käyttö arkipäivää, sillä tuotanto on projektinomaista ja vaihtelevampaa. Toisaalta kuormituksen ollessa pieni, pystyttiin väkeä vähentämään helpommin. Elintarvikejalostajilla hienokuormituksen vaihtelu hoidettiin muunmuassa ylitöin ja tilapäisen työvoiman avulla, jos tarvittiin lisää henkilöstöä. Kun taas ylikapasiteettia sopeutettiin työajan lyhennyksillä tai vapaapäivillä sekä pienentämällä laitteiden tehoa.
27 27 7 POHDINNAT Tuotannonohjaus ei ole täysin yksiselitteistä. Tuotannonohjauksen toimiminen riippuu monesta tekijästä. Suurimmat ongelmat ovat materiaalin ja henkilöstönhallinnassa. Laitteiden kapasiteettia on ehkä helpompi muuttaa, mutta yksi työntekijä ei yhtäkkiä repeä esim. kahteen paikkaan yhtä aikaa. Edun kokevat yritykset, jotka sijaitseva lähellä saman alan oppilaitoksia, sillä monesti opiskelijoita voidaan hyödyntää osa-aikaisilla/tarvittaessa sopimuksilla. Se on sekä opiskelijan, että työnantajan etu. Työssä esitetään kysymyksiä, joihin moniin ei ole oikeaa vastausta. Ennusteita voi tehdä, mutta ne eivät ole 100 % luotettavia. Työ antaa hyvin viitettä mihin suuntaan tuotannonohjaus on kehittynyt tai on kehittymässä. Elintarvikejalostuksessa mielestänäni kannattaisi lähestyä tuotannonohjauksen ongelmia tuotekehityksenkin avulla. Paremmat, paremmin säilyvät tuotteet mahdollistavat paremmin kapasiteetin sopeuttamisen. Näkemykseni on, että tulevaisuudessa tähän satsaaminen kannattaa enemmän kuin tuotannonohjausmallien kehittäminen uudempaan suuntaan.
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Tuorekalaketjun logistiikka
 Tuorekalaketjun logistiikka Nina Urala, Riikka Mononen Kuulas Research Agency Oy Kalafoorumi 12.4.2011 Raportin sisältö 1. Selvityksen tausta 2. Selvityksen tavoite 3. Selvityksen toteutus 4. Logistiikkakartat
Tuorekalaketjun logistiikka Nina Urala, Riikka Mononen Kuulas Research Agency Oy Kalafoorumi 12.4.2011 Raportin sisältö 1. Selvityksen tausta 2. Selvityksen tavoite 3. Selvityksen toteutus 4. Logistiikkakartat
Tuotannon jatkuva optimointi muutostilanteissa
 Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Tuotannon jatkuva optimointi muutostilanteissa 19.4.2012 Henri Tokola Henri Tokola Esityksen pitäjä 2009 Tohtorikoulutettava Aalto-yliopisto koneenrakennustekniikka Tutkimusaihe: Online-optimointi ja tuotannonohjaus
Digiajan menestyksekäs toimitusketju / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab
 Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
TAMPEREEN TEKNILLINEN YLIOPISTO Teollisuustalous
 Muista merkita nimesi Ja opiskeliianumerosi iokaiseen paperiin. Myös optiseen lomakkeeseen. Älii irroita papereita nipusta. Kaikki paperit on palautettava. TAMPEREEN 290 10 10 Tuotannonohjauksen tentti
Muista merkita nimesi Ja opiskeliianumerosi iokaiseen paperiin. Myös optiseen lomakkeeseen. Älii irroita papereita nipusta. Kaikki paperit on palautettava. TAMPEREEN 290 10 10 Tuotannonohjauksen tentti
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot. Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy
 Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Tarkkuutta tuotannon suunnitteluun ennustamisen kehittämisestä Jaakko Takala RELEX Tammiseminaari 22.1.2014
 Tarkkuutta tuotannon suunnitteluun ennustamisen kehittämisestä Jaakko Takala RELEX Tammiseminaari 22.1.2014 Konsernin rakenne 2012 Atria Oyj Liikevaihto 1 344 milj. Henkilöstö 4 898 (keskimäärin) Suomi
Tarkkuutta tuotannon suunnitteluun ennustamisen kehittämisestä Jaakko Takala RELEX Tammiseminaari 22.1.2014 Konsernin rakenne 2012 Atria Oyj Liikevaihto 1 344 milj. Henkilöstö 4 898 (keskimäärin) Suomi
Etelä-Savon luomulogistiikan nykyinen malli. 6.3.2014 Suvi Leinonen
 Etelä-Savon luomulogistiikan nykyinen malli 6.3.2014 Suvi Leinonen S Etelä-Savon luomulogistiikan nykyinen malli - Lihantuottajat S Hankkeen lihantuottajat, naudat ja lampaat http://maps.yandex.com/? um=o3klinp0z0xkjxbusmk89pix_o1hipgq&l=map
Etelä-Savon luomulogistiikan nykyinen malli 6.3.2014 Suvi Leinonen S Etelä-Savon luomulogistiikan nykyinen malli - Lihantuottajat S Hankkeen lihantuottajat, naudat ja lampaat http://maps.yandex.com/? um=o3klinp0z0xkjxbusmk89pix_o1hipgq&l=map
Prosessien hallinta. Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan
 Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
Heini Salo. Tuotannonohjauksen kehittäminen digitaalipainossa. EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma. Insinöörityö 15.5.
 EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Pohjoismaisen JMIhankintaverkoston. kysyntäennusteita hyödyntäen. Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen
 Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012
 BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
Mill-Planner Tuotannonohjausjärjestelmä
 Mill- Planner on valmistavalle teollisuudelle tarkoitettu tuotannonohjausjärjestelmä. Mill-Planner on kehitetty suomalaisten teollisuusyritysten kanssa, jotka ovat aikaisemmin tehneet tuotannonohjausta
Mill- Planner on valmistavalle teollisuudelle tarkoitettu tuotannonohjausjärjestelmä. Mill-Planner on kehitetty suomalaisten teollisuusyritysten kanssa, jotka ovat aikaisemmin tehneet tuotannonohjausta
FORSFOOD OY. Kasvisten käsittely ja käsittelylaitteet
 Kasvisten käsittely ja käsittelylaitteet Hyvän käytännön ohjeet tuorekasviksia pilkkoville yrityksille Seinäjoki 2016 FORSFOOD OY Perustettu 1991 Elintarviketeollisuuden koneiden ja laitteiden valmistaja
Kasvisten käsittely ja käsittelylaitteet Hyvän käytännön ohjeet tuorekasviksia pilkkoville yrityksille Seinäjoki 2016 FORSFOOD OY Perustettu 1991 Elintarviketeollisuuden koneiden ja laitteiden valmistaja
SUOMALAINEN KIRJAKAUPPA. Timo Kauppila, RELEX Seminaari 2012
 SUOMALAINEN KIRJAKAUPPA Timo Kauppila, RELEX Seminaari 2012 ENNUSTAMINEN JA TÄYDENNYS VAIHTUVAN VALIKOIMAN SESONKIKYSYNNÄSSÄ Timo Kauppila, RELEX Seminaari 2012 ESITYKSEN SISÄLTÖ Yritysesittely Ennustaminen
SUOMALAINEN KIRJAKAUPPA Timo Kauppila, RELEX Seminaari 2012 ENNUSTAMINEN JA TÄYDENNYS VAIHTUVAN VALIKOIMAN SESONKIKYSYNNÄSSÄ Timo Kauppila, RELEX Seminaari 2012 ESITYKSEN SISÄLTÖ Yritysesittely Ennustaminen
Teamex ja taloushallinto
 Tuotantotalous Tuotantotalous Tuoterakenteet, tuoterakenteet, hinnoittelu, tuotantobudjetti telu, Myynti Myynti Tarjoukset, sopimukset, tarjoukset, sopimukset tilaukset tilaukset Tuotanto Tuotanto Kuormitus,
Tuotantotalous Tuotantotalous Tuoterakenteet, tuoterakenteet, hinnoittelu, tuotantobudjetti telu, Myynti Myynti Tarjoukset, sopimukset, tarjoukset, sopimukset tilaukset tilaukset Tuotanto Tuotanto Kuormitus,
Suunnitteluprosessi (Sales and Operations Planning)
") Suunnitteluprosessi (Sales and Operations Planning) 23/1/2013 Michael Falck, RELEX E-mail: michael.falck@relexsolutions.com Phone: +358 44 552 0860 Tyypillisiä haasteita Selkeä SOP-prosessi Vastuut ihmisten
Suunnitteluprosessi (Sales and Operations Planning) 23/1/2013 Michael Falck, RELEX E-mail: michael.falck@relexsolutions.com Phone: +358 44 552 0860 Tyypillisiä haasteita Selkeä SOP-prosessi Vastuut ihmisten
Muistatko, miten asiat olivat ennen?
 Muistatko, miten asiat olivat ennen? Muistat varmaan ajan, kun jokaisella menestyvällä yrityksellä oli vähintään yksi oma palvelin? Muistat varmaan myös, että palvelimen käyttöönottoprojekti oli lähes
Muistatko, miten asiat olivat ennen? Muistat varmaan ajan, kun jokaisella menestyvällä yrityksellä oli vähintään yksi oma palvelin? Muistat varmaan myös, että palvelimen käyttöönottoprojekti oli lähes
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000
 LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
LAATUKÄSIKIRJA SFS-EN ISO 9001:2000 LAATUPOLITIIKKA Puutyöliike Pekka Väre Ky:n liiketoiminnan kehittyminen ja jatkuvuus varmistetaan koko henkilökunnan yhdessä omaksumien toimintaperiaatteiden ja yrityksessä
Leanillä tehokkuutta meriteollisuuden verkostoihin, 28.01.2015
 Leanillä tehokkuutta meriteollisuuden verkostoihin, 28.01.2015 Globaaliin kilpailuun vastaaminen kehittämällä suomalaista alihankintaverkostoa Janne Karppinen, Hankintajohtaja, Kemppi Oy Kemppi Oy lyhyesti
Leanillä tehokkuutta meriteollisuuden verkostoihin, 28.01.2015 Globaaliin kilpailuun vastaaminen kehittämällä suomalaista alihankintaverkostoa Janne Karppinen, Hankintajohtaja, Kemppi Oy Kemppi Oy lyhyesti
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Liittyy Timo Seppälän luentoon 26.1. Harjoitusty ö 5. Myynti, markkinointi
RAAHEN SEUTUKUNNAN YRITYSBAROMETRI 2012
 RAAHEN SEUTUKUNNAN YRITYSBAROMETRI 2012 Anetjärvi Mikko Karvonen Kaija Ojala Satu Sisällysluettelo 1 TUTKIMUKSEN YLEISTIEDOT... 2 2 LIIKEVAIHTO... 5 3 TYÖVOIMA... 6 3.1 Henkilöstön määrä... 6 3.2 Rekrytoinnit...
RAAHEN SEUTUKUNNAN YRITYSBAROMETRI 2012 Anetjärvi Mikko Karvonen Kaija Ojala Satu Sisällysluettelo 1 TUTKIMUKSEN YLEISTIEDOT... 2 2 LIIKEVAIHTO... 5 3 TYÖVOIMA... 6 3.1 Henkilöstön määrä... 6 3.2 Rekrytoinnit...
Konetekniikan koulutusohjelman opintojaksomuutokset
 Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
Network to Get Work. Tehtäviä opiskelijoille Assignments for students. www.laurea.fi
 Network to Get Work Tehtäviä opiskelijoille Assignments for students www.laurea.fi Ohje henkilöstölle Instructions for Staff Seuraavassa on esitetty joukko tehtäviä, joista voit valita opiskelijaryhmällesi
Network to Get Work Tehtäviä opiskelijoille Assignments for students www.laurea.fi Ohje henkilöstölle Instructions for Staff Seuraavassa on esitetty joukko tehtäviä, joista voit valita opiskelijaryhmällesi
LAATUMITTARIT LÄÄKETEOLLISUUDESSA
 LAATUMITTARIT LÄÄKETEOLLISUUDESSA Marianne Torkko 27.9.2014 1.10.2014 1 Julkaisut Torkko M, Linna A, Katajavuori N, Juppo A.M. 2013. Quality KPIs in pharmaceutical and food industry. J Pharm Innov. 2013;
LAATUMITTARIT LÄÄKETEOLLISUUDESSA Marianne Torkko 27.9.2014 1.10.2014 1 Julkaisut Torkko M, Linna A, Katajavuori N, Juppo A.M. 2013. Quality KPIs in pharmaceutical and food industry. J Pharm Innov. 2013;
LCI Finland vuosipäivä 2013. Mitä on Lean Construction?
 LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
Millainen on onnistunut ICT-projekti?
 Millainen on onnistunut ICT-projekti? Ohjelmistotuotannon lehtori Tero Tensu Ahtee Ohjelmistotekniikan laitoksella 1990- Projektityö-kurssilla 1991- pesunkestävä yliopistohampuusi ei päivääkään oikeissa
Millainen on onnistunut ICT-projekti? Ohjelmistotuotannon lehtori Tero Tensu Ahtee Ohjelmistotekniikan laitoksella 1990- Projektityö-kurssilla 1991- pesunkestävä yliopistohampuusi ei päivääkään oikeissa
Verkostojen tehokas tiedonhallinta
 Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
Tieto Corporation Verkostojen tehokas tiedonhallinta Value Networks 3.9.2014 Risto Raunio Head of Lean System Tieto, Manufacturing risto.raunio@tieto.com Sisältö Mihin verkostoitumisella pyritään Verkoston
KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO TEKNISTALOUDELLINEN TIEDEKUNTA Tuotantotalouden koulutusohjelma KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA Diplomityöaihe on hyväksytty Tuotantotalouden
LAPPEENRANNAN TEKNILLINEN YLIOPISTO TEKNISTALOUDELLINEN TIEDEKUNTA Tuotantotalouden koulutusohjelma KANNATTAVUUDEN ARVIOINTI JA KEHITTÄMINEN ELEMENTTILIIKETOIMINNASSA Diplomityöaihe on hyväksytty Tuotantotalouden
Varastonhallinnan optimointi
 Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Varastonhallinnan optimointi Komponenttien ostojen optimointi OPTIMI-hanke Matti Säämäki tutkimusapulainen Nopea tiedonvälitys, kansainvälistyvä kilpailu ja konsulttien vaikutusvallan kasvu on tuonut vallitseviksi
Liiketoiminnan pelikenttiä on erilaisia,
 YRITYKSEN Srateal Oy, Niilo Kurikka niilo.kurikka@strateal.com PELIKENTTÄ, TILANNE, TAVOITTEET JA KEHITTÄMINEN PELIKENTTÄ: Yritysten menestyminen on haasteellisempaa kansainvälistymisen ja entistä nopeampien
YRITYKSEN Srateal Oy, Niilo Kurikka niilo.kurikka@strateal.com PELIKENTTÄ, TILANNE, TAVOITTEET JA KEHITTÄMINEN PELIKENTTÄ: Yritysten menestyminen on haasteellisempaa kansainvälistymisen ja entistä nopeampien
Tuotannon luotettavuus
 Tuotannon luotettavuus Tuomas Särkilahti Skanska Talonrakennus Oy 1 Sisältö 1. Skanskan Luotettavan Tuotannon Toimintapa (LTT) 2. Miksi tuotannon luotettavuus on tärkeää 3. Miten varmistamme luotettavan
Tuotannon luotettavuus Tuomas Särkilahti Skanska Talonrakennus Oy 1 Sisältö 1. Skanskan Luotettavan Tuotannon Toimintapa (LTT) 2. Miksi tuotannon luotettavuus on tärkeää 3. Miten varmistamme luotettavan
Tekniikan ja liikenteen ala. Vetovoima. Aloituspaikat
 Ammattikorkeakoulujen vetovoima Vuosi: 2008 AMK-tutkinto, nuorten koulutus Amk:t yht. Arcada Hämeen Jyväskylän Kajaanin Kemi-Tornion Keski-Pohjanmaan Kymenlaakson Ala yhteensä 7 650 2,7 120 2,1 440 3,0
Ammattikorkeakoulujen vetovoima Vuosi: 2008 AMK-tutkinto, nuorten koulutus Amk:t yht. Arcada Hämeen Jyväskylän Kajaanin Kemi-Tornion Keski-Pohjanmaan Kymenlaakson Ala yhteensä 7 650 2,7 120 2,1 440 3,0
Logistiikkaprosessiin tehoa ja parempaa palvelua sähköisellä asioinnilla. It- ja kehitysjohtaja Mika Kinnunen, Suomen Kaukokiito Oy
 Logistiikkaprosessiin tehoa ja parempaa palvelua sähköisellä asioinnilla It- ja kehitysjohtaja Mika Kinnunen, Suomen Kaukokiito Oy Suomen Kaukokiito Oy Suomen Kaukokiito hoitaa Kaukokiito-ketjun markkinoinnin
Logistiikkaprosessiin tehoa ja parempaa palvelua sähköisellä asioinnilla It- ja kehitysjohtaja Mika Kinnunen, Suomen Kaukokiito Oy Suomen Kaukokiito Oy Suomen Kaukokiito hoitaa Kaukokiito-ketjun markkinoinnin
Mertim Oy Tapio Sipponen 3.5.2005 1(6) MYYNNIN JA TUOTANNON BUDJETOINTI. Myynnin budjetointi
 MYYNNIN JA TUOTANNON BUDJETOINTI. Myynnin budjetointi") Tapio Sipponen 3.5.2005 1(6) MYYNNIN JA TUOTANNON BUDJETOINTI Myynnin budjetointi Myyntiä budjetoitaessa arvioidaan yhdessä myyntimääriä ja myyntihintoja tuoteryhmittäin tai tuotteittain. Asiakasbudjetit
Tapio Sipponen 3.5.2005 1(6) MYYNNIN JA TUOTANNON BUDJETOINTI Myynnin budjetointi Myyntiä budjetoitaessa arvioidaan yhdessä myyntimääriä ja myyntihintoja tuoteryhmittäin tai tuotteittain. Asiakasbudjetit
Tuotannon laatukeskeinen suunnittelu ja ohjaus
 Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
Tuotannon laatukeskeinen suunnittelu ja ohjaus Juha Juntunen mailto:juha.juntunen@pp.nic.fi Opintojakson sisältö Tehdassuunnittelun perusteet Tuotteen valmistusprosessit Kapasiteetin mitoitus Kannattavuusanalyysi
LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN
 LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN KIINTEISTÖJOHTAJA TEPPO SALMIKIVI HELSINGIN YLIOPISTO, TILA- JA KIINTEISTÖKESKUS HELSINGIN YLIOPISTO
LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN KIINTEISTÖJOHTAJA TEPPO SALMIKIVI HELSINGIN YLIOPISTO, TILA- JA KIINTEISTÖKESKUS HELSINGIN YLIOPISTO
Tuotekehitys palveluna
 Kumppani joka tukee menestystäsi Tuotekehitys palveluna Tekniikka 2010, Jyväskylä Ville Volanen Koko tuotekehitysprojekti samasta paikasta Protoshop tarjoaa tuotekehitystä yhdistettynä tuotteen kaupallistamiseen,
Kumppani joka tukee menestystäsi Tuotekehitys palveluna Tekniikka 2010, Jyväskylä Ville Volanen Koko tuotekehitysprojekti samasta paikasta Protoshop tarjoaa tuotekehitystä yhdistettynä tuotteen kaupallistamiseen,
Testauksen tuki nopealle tuotekehitykselle. Antti Jääskeläinen Matti Vuori
 Testauksen tuki nopealle tuotekehitykselle Antti Jääskeläinen Matti Vuori Mitä on nopeus? 11.11.2014 2 Jatkuva nopeus Läpäisyaste, throughput Saadaan valmiiksi tasaiseen, nopeaan tahtiin uusia tuotteita
Testauksen tuki nopealle tuotekehitykselle Antti Jääskeläinen Matti Vuori Mitä on nopeus? 11.11.2014 2 Jatkuva nopeus Läpäisyaste, throughput Saadaan valmiiksi tasaiseen, nopeaan tahtiin uusia tuotteita
ADE Oy Hämeen valtatie 144 20540 TURKU. Tuotekonfigurointi. ADE Oy Ly Tunnus: 1626957-3
 Tuotekonfigurointi ADE Oy lyhyesti Asiakkaiden tarpeisiin suunnattua innovatiivista ja toimivaa ohjelmisto- ja 3d animaatiopalvelua. Ade Oy on toteuttanut vuodesta 2000 alkaen haastavaa interaktiivista
Tuotekonfigurointi ADE Oy lyhyesti Asiakkaiden tarpeisiin suunnattua innovatiivista ja toimivaa ohjelmisto- ja 3d animaatiopalvelua. Ade Oy on toteuttanut vuodesta 2000 alkaen haastavaa interaktiivista
MUSEOT KULTTUURIPALVELUINA
 Elina Arola MUSEOT KULTTUURIPALVELUINA Tutkimuskohteena Mikkelin museot Opinnäytetyö Kulttuuripalvelujen koulutusohjelma Marraskuu 2005 KUVAILULEHTI Opinnäytetyön päivämäärä 25.11.2005 Tekijä(t) Elina
Elina Arola MUSEOT KULTTUURIPALVELUINA Tutkimuskohteena Mikkelin museot Opinnäytetyö Kulttuuripalvelujen koulutusohjelma Marraskuu 2005 KUVAILULEHTI Opinnäytetyön päivämäärä 25.11.2005 Tekijä(t) Elina
Elintarvikealan perustutkinto www.kpedu.fi 1.8.2009
 ELINTARVIKKEIDEN PAKKAAMINEN 10 OV pakkaa elintarvikkeita ja käsittelee pakkausmateriaaleja ottaen huomioon pakkaamiseen liittyvät ympäristönäkökohdat ja elintarvikepakkausten tehtävät seuraa pakattavan
ELINTARVIKKEIDEN PAKKAAMINEN 10 OV pakkaa elintarvikkeita ja käsittelee pakkausmateriaaleja ottaen huomioon pakkaamiseen liittyvät ympäristönäkökohdat ja elintarvikepakkausten tehtävät seuraa pakattavan
Business Oulu. Teollisuus-Forum 29.5.2013. Wisetime Oy:n esittely
 Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Business Oulu Teollisuus-Forum 29.5.2013 Wisetime Oy:n esittely Wisetime Oy Wisetime Oy on oululainen v. 1991 perustettu ohjelmistotalo, jonka omat tuotteet, Wise-järjestelmät ja niihin liittyvät tukipalvelut,
Lean -menetelmä tuotanto- ja palveluorganisaatioissa
 Uuden työelämän trendit Lean -menetelmä tuotanto- ja palveluorganisaatioissa Harri Haapasalo Professori, tuotantotalous D.Sc. Tech., M.Sc. Eng., M.Sc. Econ. Head of Industrial Engineering and Management
Uuden työelämän trendit Lean -menetelmä tuotanto- ja palveluorganisaatioissa Harri Haapasalo Professori, tuotantotalous D.Sc. Tech., M.Sc. Eng., M.Sc. Econ. Head of Industrial Engineering and Management
Ammatillinen opettajakorkeakoulu
 - Ammatillinen opettajakorkeakoulu 2 JYVÄSKYLÄN KUVAILULEHTI AMMATTIKORKEAKOULU Päivämäärä 762007 Tekijä(t) Merja Hilpinen Julkaisun laji Kehittämishankeraportti Sivumäärä 65 Julkaisun kieli Suomi Luottamuksellisuus
- Ammatillinen opettajakorkeakoulu 2 JYVÄSKYLÄN KUVAILULEHTI AMMATTIKORKEAKOULU Päivämäärä 762007 Tekijä(t) Merja Hilpinen Julkaisun laji Kehittämishankeraportti Sivumäärä 65 Julkaisun kieli Suomi Luottamuksellisuus
TIKLI-PROJEKTI AVAUSSEMINAARI 16.9.2009 TOIMINNANOHJAUSJÄRJESTELMÄN KÄYTÄNNÖN KOKEMUKSIA LAITEX OY HANNU MYLLYMÄKI
 TIKLI-PROJEKTI AVAUSSEMINAARI 16.9.2009 TOIMINNANOHJAUSJÄRJESTELMÄN KÄYTÄNNÖN KOKEMUKSIA LAITEX OY HANNU MYLLYMÄKI AGENDA Yrityksen esittely Lähtökohdat Tavoitteet Projektin kulku Tulokset: Operatiivinen
TIKLI-PROJEKTI AVAUSSEMINAARI 16.9.2009 TOIMINNANOHJAUSJÄRJESTELMÄN KÄYTÄNNÖN KOKEMUKSIA LAITEX OY HANNU MYLLYMÄKI AGENDA Yrityksen esittely Lähtökohdat Tavoitteet Projektin kulku Tulokset: Operatiivinen
RAIN RAKENTAMISEN INTEGRAATIOKYVYKKYYS
 RAIN RAKENTAMISEN INTEGRAATIOKYVYKKYYS Loppuseminaari 11.12.2018 YIT:n pääkonttori, Helsinki RAIN hankkeen loppuseminaari 11.12.2018 Käyttäjälähtöinen tiedonhallinta (WP 4) Professori Harri Haapasalo OY
RAIN RAKENTAMISEN INTEGRAATIOKYVYKKYYS Loppuseminaari 11.12.2018 YIT:n pääkonttori, Helsinki RAIN hankkeen loppuseminaari 11.12.2018 Käyttäjälähtöinen tiedonhallinta (WP 4) Professori Harri Haapasalo OY
LUT/TUTA 2011 CS20A0050 Toimitusketjun hallinta Case Rasa
 YRITYSKUVAUS RASA OY Rasa Oy on suomalainen teollisuusyritys, joka on perustettu 50-luvulla. Rasa Oy toimittaa rakentamiseen liittyviä ratkaisuja, ja sillä on toimipisteitä 12 maassa. Se pyrkii tarjoamaan
YRITYSKUVAUS RASA OY Rasa Oy on suomalainen teollisuusyritys, joka on perustettu 50-luvulla. Rasa Oy toimittaa rakentamiseen liittyviä ratkaisuja, ja sillä on toimipisteitä 12 maassa. Se pyrkii tarjoamaan
Sunprofile Oy. PM Club Jyväskylä 1/2016: Lean. Jyrki Koukkari
 Sunprofile Oy PM Club Jyväskylä 1/2016: Lean Jyrki Koukkari Ohjelma 2 15:45-16:00 Kahvi 16:00-16:15 Tilaisuuden avaus 16:15-16:45 Lean intro 16:45-17.00 LEAN Tehtaan esittely 17:00-17:15 Kahvi 17:15-18:15
Sunprofile Oy PM Club Jyväskylä 1/2016: Lean Jyrki Koukkari Ohjelma 2 15:45-16:00 Kahvi 16:00-16:15 Tilaisuuden avaus 16:15-16:45 Lean intro 16:45-17.00 LEAN Tehtaan esittely 17:00-17:15 Kahvi 17:15-18:15
Toiminnallisen määrittelyn tarina. Esimerkki Reaktorin tavasta tehdä toiminnallista määrittelyä.
 Toiminnallisen määrittelyn tarina Esimerkki Reaktorin tavasta tehdä toiminnallista määrittelyä. Toimitusjohtajan pulma Tässä on toimitusjohtaja Roope, jonka tavoitteena on pyörittää Rengasmaster Oy:tä
Toiminnallisen määrittelyn tarina Esimerkki Reaktorin tavasta tehdä toiminnallista määrittelyä. Toimitusjohtajan pulma Tässä on toimitusjohtaja Roope, jonka tavoitteena on pyörittää Rengasmaster Oy:tä
LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen
 LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen LCIFIN2 Workshop 21.11.2013 Juha Salminen TkT, Kehitysjohtaja, Consti Yhtiöt Kumppanisi korjausrakentamisessa
LUOTETTAVA JA TASAPAINOTETTU TUOTANTO RAKENNUSALALLA - Tahtiaikatuotannosta uutta ajattelua ohjaukseen LCIFIN2 Workshop 21.11.2013 Juha Salminen TkT, Kehitysjohtaja, Consti Yhtiöt Kumppanisi korjausrakentamisessa
Toimitusketjun hallinnan uudet kehityssuunnat. Mikko Kärkkäinen Tammiseminaari 2015
 1 Toimitusketjun hallinnan uudet kehityssuunnat Mikko Kärkkäinen Tammiseminaari 2015 2 Toimitusketjun suunnittelun uudet tuulet Muistinvarainen laskenta mullistaa toimitusketjun suunnittelun Välitön näkyvyys
1 Toimitusketjun hallinnan uudet kehityssuunnat Mikko Kärkkäinen Tammiseminaari 2015 2 Toimitusketjun suunnittelun uudet tuulet Muistinvarainen laskenta mullistaa toimitusketjun suunnittelun Välitön näkyvyys
Ennustamisesta suunnitteluun Mitä jos
 Ennustamisesta suunnitteluun Mitä jos RELEX - Toimitusketjunhallinnan seminaari 2014 22.1.2014 Mikko Kärkkäinen RELEX Oy Mitä ennustaminen on? Ennustaminen on suunnitelman kääntämistä toimintaohjeeksi:
Ennustamisesta suunnitteluun Mitä jos RELEX - Toimitusketjunhallinnan seminaari 2014 22.1.2014 Mikko Kärkkäinen RELEX Oy Mitä ennustaminen on? Ennustaminen on suunnitelman kääntämistä toimintaohjeeksi:
Yrityksen sähköisen sanomaliikenteen automatisointi
 Yrityksen sähköisen sanomaliikenteen automatisointi Digi Roadshow 20.4.2015 OneWay Sanomanvälitys Oy Jukka Sippola OneWay Sanomanvälitys Oy / Rauhala Yhtiöt Oy OneWay Sanomanvälitys Oy Perustettu 1.1.2013
Yrityksen sähköisen sanomaliikenteen automatisointi Digi Roadshow 20.4.2015 OneWay Sanomanvälitys Oy Jukka Sippola OneWay Sanomanvälitys Oy / Rauhala Yhtiöt Oy OneWay Sanomanvälitys Oy Perustettu 1.1.2013
On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31)
") On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31) Juha Kahkonen Click here if your download doesn"t start automatically On instrument costs
On instrument costs in decentralized macroeconomic decision making (Helsingin Kauppakorkeakoulun julkaisuja ; D-31) Juha Kahkonen Click here if your download doesn"t start automatically On instrument costs
energiaviisaiden elämäntapojen portinvartija
 HR energiaviisaiden elämäntapojen portinvartija 2 Työ on tärkein osa ihmisen elämän sisältöä yli 65 v. 46-55 v 26-35 v Lyhyt ammattikoulutus Opistotaso Akateeminen 0 25 50 75 100 Täysin samaa mieltä Jokseenkin
HR energiaviisaiden elämäntapojen portinvartija 2 Työ on tärkein osa ihmisen elämän sisältöä yli 65 v. 46-55 v 26-35 v Lyhyt ammattikoulutus Opistotaso Akateeminen 0 25 50 75 100 Täysin samaa mieltä Jokseenkin
Tilausvastaavan info. Tästä tilausvastaavien infosta löytyy kaikki tarvitsemasi tieto yhteistyösopimuksesta Teamprintin ja seurasi välillä.
 Tilausvastaavan info Tästä tilausvastaavien infosta löytyy kaikki tarvitsemasi tieto yhteistyösopimuksesta Teamprintin ja seurasi välillä. Tilausvastaavien tapaaminen Tilausvastaava on se henkilö joukkueesta,
Tilausvastaavan info Tästä tilausvastaavien infosta löytyy kaikki tarvitsemasi tieto yhteistyösopimuksesta Teamprintin ja seurasi välillä. Tilausvastaavien tapaaminen Tilausvastaava on se henkilö joukkueesta,
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA
 VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
Financial Statement Scorecard as a Tool for Small Business Management 1 LIIKEVAIHTO / TUOTTEIDEN ARVONLISÄVEROTON MYYNTI ASIAKASULOTTUVUUS
 YRITYKSEN MAKSUKYKY JA STRATEGINEN JOHTAMINEN HELSINKI 29.1.2010 OTM, KTM MIKKO HAKOLA 1 TULOSLASKELMAPERUSTEINEN MITTARISTO JOHDON KONTROLLITYÖVÄLINEESTÄ Financial Statement Scorecard as a Tool for Small
YRITYKSEN MAKSUKYKY JA STRATEGINEN JOHTAMINEN HELSINKI 29.1.2010 OTM, KTM MIKKO HAKOLA 1 TULOSLASKELMAPERUSTEINEN MITTARISTO JOHDON KONTROLLITYÖVÄLINEESTÄ Financial Statement Scorecard as a Tool for Small
Pienimuotoisen maidonjalostuksen hyvät käytännöt & Pienmeijeriopas
 Pienimuotoisen maidonjalostuksen hyvät käytännöt & Pienmeijeriopas Pienmeijeripäivät Johanna Aho, Hämeen ammatti-instituutti Sivu 2 Hyvät käytännöt toiminnassa Parantavat ja kehittävät - yrityksen tuotteiden
Pienimuotoisen maidonjalostuksen hyvät käytännöt & Pienmeijeriopas Pienmeijeripäivät Johanna Aho, Hämeen ammatti-instituutti Sivu 2 Hyvät käytännöt toiminnassa Parantavat ja kehittävät - yrityksen tuotteiden
Ulos pätkävankilasta
 Ulos pätkävankilasta työntekijä tulisi toimeen yhdellä työsuhteella ja siitä saatavalla palkalla. epäreiluja työn teettämisen tapoja ei paikattaisi verovaroin. Osa-aikaisen palkka jää pieneksi. Esimerkiksi
Ulos pätkävankilasta työntekijä tulisi toimeen yhdellä työsuhteella ja siitä saatavalla palkalla. epäreiluja työn teettämisen tapoja ei paikattaisi verovaroin. Osa-aikaisen palkka jää pieneksi. Esimerkiksi
TUOTEKEHITYKSELLÄ HUNAJAN KULUTUS KASVUUN. Vuokko Tuononen 24.11.2007
 TUOTEKEHITYKSELLÄ HUNAJAN KULUTUS KASVUUN Vuokko Tuononen 24.11.2007 Tuotekehitys "Tuotekehitys on toimintaa, jonka tarkoituksena on etsiä, synnyttää, valita ja kehittää yritykselle uusia tuotteita sekä
TUOTEKEHITYKSELLÄ HUNAJAN KULUTUS KASVUUN Vuokko Tuononen 24.11.2007 Tuotekehitys "Tuotekehitys on toimintaa, jonka tarkoituksena on etsiä, synnyttää, valita ja kehittää yritykselle uusia tuotteita sekä
Teollisuuden kehitystä ennakoivia indikaattoreita USAssa ja Euroalueella Future Industrial Trend Indicators in the USA and Euro Area 12
 Teollisuuden kehitystä ennakoivia indikaattoreita USAssa ja Euroalueella Future Industrial Trend Indicators in the USA and Euro Area 12 5 Euroalueen teollisuuden luottamusindeksi, vas.ast. / Industrial
Teollisuuden kehitystä ennakoivia indikaattoreita USAssa ja Euroalueella Future Industrial Trend Indicators in the USA and Euro Area 12 5 Euroalueen teollisuuden luottamusindeksi, vas.ast. / Industrial
Lähiruoan käytön aluetaloudelliset vaikutukset Satakunnassa
 Lähiruoan käytön aluetaloudelliset vaikutukset Satakunnassa KTM Leena Viitaharju leena.viitaharju@helsinki.fi, 4.12.2014 Pori Satakunta Sikses parhaita makuelämyksiä 9.10.2013 1 Yleisenä tavoitteena Suomessa
Lähiruoan käytön aluetaloudelliset vaikutukset Satakunnassa KTM Leena Viitaharju leena.viitaharju@helsinki.fi, 4.12.2014 Pori Satakunta Sikses parhaita makuelämyksiä 9.10.2013 1 Yleisenä tavoitteena Suomessa
Lähiruoan käytön aluetaloudelliset vaikutukset
 Lähiruoan käytön aluetaloudelliset vaikutukset KTM Leena Viitaharju leena.viitaharju@helsinki.fi, 9.10.2014 Tampere Lähiruoka on bisnes! 9.10.2013 1 Yleisenä tavoitteena Suomessa on lähiruoan tuotannon
Lähiruoan käytön aluetaloudelliset vaikutukset KTM Leena Viitaharju leena.viitaharju@helsinki.fi, 9.10.2014 Tampere Lähiruoka on bisnes! 9.10.2013 1 Yleisenä tavoitteena Suomessa on lähiruoan tuotannon
Tuotanto- ja palveluverkostot
 Tuotanto- ja palveluverkostot Suuri Kuva selvitys Tuotanto- ja palveluverkostot Teknologiateollisuus ry Suuri Kuva -selvitys Yhtenä päämääränä uuden lähestymistavan tuottaminen varsin heterogeenisen yrityskentän
Tuotanto- ja palveluverkostot Suuri Kuva selvitys Tuotanto- ja palveluverkostot Teknologiateollisuus ry Suuri Kuva -selvitys Yhtenä päämääränä uuden lähestymistavan tuottaminen varsin heterogeenisen yrityskentän
Lemonsoft toiminnanohjausjärjestelmä
 Lemonsoft toiminnanohjausjärjestelmä Lemonsoft on toiminnanohjausjärjestelmä, joka on tehty liiketoiminnan hallintaan ja kehittämiseen. Lemonsoftin ominaisuudet ovat muokattavissa vastaamaan eri toimialojen
Lemonsoft toiminnanohjausjärjestelmä Lemonsoft on toiminnanohjausjärjestelmä, joka on tehty liiketoiminnan hallintaan ja kehittämiseen. Lemonsoftin ominaisuudet ovat muokattavissa vastaamaan eri toimialojen
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet
 Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Supply Chain Module 1
 2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
2.5.2016 Supply Chain Module 1 1. Määritelmä 2. Kuinka vähittäiskaupan ketju toimii? 3. Mitä toimenpiteitä teet kaupassa? 3.1. Perusvarastonvalvonta/ Check-in ja Check-out toiminnot (Vastaanotto ja Palautukset)
PÄÄAINEENA TUOTANTOTALOUS
 PÄÄAINEENA TUOTANTOTALOUS University Teacher Katariina Pukkila-Palmunen Industrial Management Department of Production Faculty of Technology University of Vaasa Tuotantotalouden yksikkö 1/2 Ammattilaisia
PÄÄAINEENA TUOTANTOTALOUS University Teacher Katariina Pukkila-Palmunen Industrial Management Department of Production Faculty of Technology University of Vaasa Tuotantotalouden yksikkö 1/2 Ammattilaisia
Yhteenveto. Ymmärrä kokonaisuus
 Mikko Jokela Yhteenveto Poista tiedon monistaminen Järjestele hallittaviin kokonaisuuksiin Mahdollista informaation kulku Luo tiedolle saavutettavuus Käännä oikealle kielelle Ymmärrä kokonaisuus Yritykset
Mikko Jokela Yhteenveto Poista tiedon monistaminen Järjestele hallittaviin kokonaisuuksiin Mahdollista informaation kulku Luo tiedolle saavutettavuus Käännä oikealle kielelle Ymmärrä kokonaisuus Yritykset
Arkkitehtuuritietoisku. eli mitä aina olet halunnut tietää arkkitehtuureista, muttet ole uskaltanut kysyä
 Arkkitehtuuritietoisku eli mitä aina olet halunnut tietää arkkitehtuureista, muttet ole uskaltanut kysyä Esikysymys Kuinka moni aikoo suunnitella projektityönsä arkkitehtuurin? Onko tämä arkkitehtuuria?
Arkkitehtuuritietoisku eli mitä aina olet halunnut tietää arkkitehtuureista, muttet ole uskaltanut kysyä Esikysymys Kuinka moni aikoo suunnitella projektityönsä arkkitehtuurin? Onko tämä arkkitehtuuria?
Savon ammatti- ja aikuisopisto puuala
 Savon ammatti- ja aikuisopisto puuala RFID-tuotantosolun esittely Tulevaisuuden tuotantoteknologiat puuteollisuudessa SEMINAARI 11.4.2012 Esityksen kulku: 1. Hanke esittely (resurssit, tavoitteet, yhteistyö)
Savon ammatti- ja aikuisopisto puuala RFID-tuotantosolun esittely Tulevaisuuden tuotantoteknologiat puuteollisuudessa SEMINAARI 11.4.2012 Esityksen kulku: 1. Hanke esittely (resurssit, tavoitteet, yhteistyö)
Lähiruoan aluetaloudelliset vaikutukset Kainuussa
 Lähiruoan aluetaloudelliset vaikutukset Kainuussa Susanna Määttä susanna.maatta@helsinki.fi Kainuun Maaseutu- ja Elintarvikepäivä 28.11.2014 9.10.2013 1 Valtakunnallisen lähiruokaselvityksen tuloksia 03.12.2014
Lähiruoan aluetaloudelliset vaikutukset Kainuussa Susanna Määttä susanna.maatta@helsinki.fi Kainuun Maaseutu- ja Elintarvikepäivä 28.11.2014 9.10.2013 1 Valtakunnallisen lähiruokaselvityksen tuloksia 03.12.2014
Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat
: Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat") Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat ehdottomia? 2012-2013 Lasse Lensu 2 Nykyiset tietokoneet
Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat ehdottomia? 2012-2013 Lasse Lensu 2 Nykyiset tietokoneet
Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN
 TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
Efficiency change over time
 Efficiency change over time Heikki Tikanmäki Optimointiopin seminaari 14.11.2007 Contents Introduction (11.1) Window analysis (11.2) Example, application, analysis Malmquist index (11.3) Dealing with panel
Efficiency change over time Heikki Tikanmäki Optimointiopin seminaari 14.11.2007 Contents Introduction (11.1) Window analysis (11.2) Example, application, analysis Malmquist index (11.3) Dealing with panel
Annukka Pakarinen Koulutuspäällikkö Hämeen ammattikorkeakoulu, HAMK Biotalouden yksikkö Bio- ja elintarviketekniikka HAMK
 Annukka Pakarinen Koulutuspäällikkö Hämeen ammattikorkeakoulu, HAMK Biotalouden yksikkö Bio- ja elintarviketekniikka HAMK Hämeen ammattikorkeakoulu HAMK Pääväri - sininen 23 4 7 2 AMKkoulutusta Master
Annukka Pakarinen Koulutuspäällikkö Hämeen ammattikorkeakoulu, HAMK Biotalouden yksikkö Bio- ja elintarviketekniikka HAMK Hämeen ammattikorkeakoulu HAMK Pääväri - sininen 23 4 7 2 AMKkoulutusta Master
Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat
: Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat") Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat ehdottomia? 2013-2014 Lasse Lensu 2 Nykyiset tietokoneet
Ongelma(t): Mihin perustuu tietokoneiden suorituskyky ja sen jatkuva kasvu? Mitkä tekijät rajoittavat suorituskyvyn parantamista ja mitkä niistä ovat ehdottomia? 2013-2014 Lasse Lensu 2 Nykyiset tietokoneet
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto. TU-A1100 Tuotantotalous 1
 3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Harjoitusty ö 5. Myynti, markkinointi ja asiakkaan kohtaaminen 4. Operaatiot
3. Viikkoharjoitus Operaatiot I: Tuotteet ja tuotanto TU-A1100 Tuotantotalous 1 Harjoitusten sisältö 6. Analyysit ja tulevaisuus Harjoitusty ö 5. Myynti, markkinointi ja asiakkaan kohtaaminen 4. Operaatiot
Digiajan menestyksekäs toimitusketju
 Varsinais-Suomi Digiajan menestyksekäs toimitusketju 26.10.2018 Suomen Osto- ja Logistiikkayhdistys LOGY ry Digiajan toimitusketju 08:00 Aamiainen 08:25 Tervetulosanat LOGY Etelä Petri Hällfors 08:30 Maailma
Varsinais-Suomi Digiajan menestyksekäs toimitusketju 26.10.2018 Suomen Osto- ja Logistiikkayhdistys LOGY ry Digiajan toimitusketju 08:00 Aamiainen 08:25 Tervetulosanat LOGY Etelä Petri Hällfors 08:30 Maailma
ENNAKKOTEHTÄVÄ 2016: Maisterivaiheen haku, tuotantotalous
 Tampereen teknillinen yliopisto 1 (5) ENNAKKOTEHTÄVÄ 2016: Maisterivaiheen haku, tuotantotalous Yleiset valintaperusteet Tuotantotalouden hakukohteessa kaikkien hakijoiden tulee palauttaa ennakkotehtävä.
Tampereen teknillinen yliopisto 1 (5) ENNAKKOTEHTÄVÄ 2016: Maisterivaiheen haku, tuotantotalous Yleiset valintaperusteet Tuotantotalouden hakukohteessa kaikkien hakijoiden tulee palauttaa ennakkotehtävä.
the Power of software
 the Power of software Wapice teollisuuden ohjelmistokumppani on keskittynyt teollisuusyritysten ohjelmistoratkaisuihin ja tietojärjestelmien integrointiin. Tarjoamme turvallisen ja tehokkaan tavan ulkoistaa
the Power of software Wapice teollisuuden ohjelmistokumppani on keskittynyt teollisuusyritysten ohjelmistoratkaisuihin ja tietojärjestelmien integrointiin. Tarjoamme turvallisen ja tehokkaan tavan ulkoistaa
HARJOITUS- PAKETTI D
 Logistiikka A35A00310 Tuotantotalouden perusteet HARJOITUS- PAKETTI D (10 pistettä) TUTA 17 Luento 14 Karkea tuotannonsuunnittelu Case Memorial Hospital 2 pistettä 1/10 2/10 Luento 15 Tuotannonsuunnittelu
Logistiikka A35A00310 Tuotantotalouden perusteet HARJOITUS- PAKETTI D (10 pistettä) TUTA 17 Luento 14 Karkea tuotannonsuunnittelu Case Memorial Hospital 2 pistettä 1/10 2/10 Luento 15 Tuotannonsuunnittelu
JOONAS KOSKI TUOTANNONOHJAUKSEN KEHITTÄMINEN VENTTIILITUO- TANNOSSA. Diplomityö
 JOONAS KOSKI TUOTANNONOHJAUKSEN KEHITTÄMINEN VENTTIILITUO- TANNOSSA Diplomityö Tarkastaja: professori Kari Koskinen Tarkastaja ja aihe hyväksytty Teknisten tieteiden tiedekuntaneuvoston kokouksessa 4.
JOONAS KOSKI TUOTANNONOHJAUKSEN KEHITTÄMINEN VENTTIILITUO- TANNOSSA Diplomityö Tarkastaja: professori Kari Koskinen Tarkastaja ja aihe hyväksytty Teknisten tieteiden tiedekuntaneuvoston kokouksessa 4.
Elintarvikeyrittäjyyden kehittämisen hankeseminaari
 Elintarvikeyrittäjyyden kehittämisen hankeseminaari Marja-Riitta Kottila Sisältö Mikä on elintarvikeketju? Case luomuketju Tuloksia toimivuudesta ja tiedonkulusta Ajatuksia hankevetäjille Elintarvikeketju
Elintarvikeyrittäjyyden kehittämisen hankeseminaari Marja-Riitta Kottila Sisältö Mikä on elintarvikeketju? Case luomuketju Tuloksia toimivuudesta ja tiedonkulusta Ajatuksia hankevetäjille Elintarvikeketju
Logistiikkapalvelukeskus metalliteollisuuden kunnossapidossa ja alihankinnassa SERVIISI
 Logistiikkapalvelukeskus metalliteollisuuden kunnossapidossa ja alihankinnassa SERVIISI http://partnet.vtt.fi/serviisi/ Hankintalogistiikan ulkoistamisesta hankintatoimen ulkoistamiseen EGLO-ohjelman vuosiseminaari
Logistiikkapalvelukeskus metalliteollisuuden kunnossapidossa ja alihankinnassa SERVIISI http://partnet.vtt.fi/serviisi/ Hankintalogistiikan ulkoistamisesta hankintatoimen ulkoistamiseen EGLO-ohjelman vuosiseminaari
Lähiruoan aluetaloudelliset vaikutukset ja käytön edistäminen julkisissa ammattikeittiöissä
 Lähiruoan aluetaloudelliset vaikutukset ja käytön edistäminen julkisissa ammattikeittiöissä KTM Leena Viitaharju ja HTM Susanna Määttä leena.viitaharju@helsinki.fi, susanna.maatta@helsinki.fi 11.6.2014
Lähiruoan aluetaloudelliset vaikutukset ja käytön edistäminen julkisissa ammattikeittiöissä KTM Leena Viitaharju ja HTM Susanna Määttä leena.viitaharju@helsinki.fi, susanna.maatta@helsinki.fi 11.6.2014
Mobiililiiketoiminnan uudet ratkaisut
 Teknisen palveluliiketoiminnan tuotannonohjauksen ja logistiikan kehittäminen Mobiililiiketoiminnan uudet ratkaisut YIT Primatel Oy Kehityspäällikkö Jaana Saarela 24.11.2005 Esityksen sisältö YIT Primatel
Teknisen palveluliiketoiminnan tuotannonohjauksen ja logistiikan kehittäminen Mobiililiiketoiminnan uudet ratkaisut YIT Primatel Oy Kehityspäällikkö Jaana Saarela 24.11.2005 Esityksen sisältö YIT Primatel
Miksi ruokaa pitää tuottaa Suomessa, eikö perulainen pihvi kelpaa?
 Miksi ruokaa pitää tuottaa Suomessa, eikö perulainen pihvi kelpaa? -Lähiruoan käytön aluetaloudelliset vaikutukset Suomessa KTM Leena Viitaharju leena.viitaharju@helsinki.fi, Kouvola, 5.4.2016 9.10.2013
Miksi ruokaa pitää tuottaa Suomessa, eikö perulainen pihvi kelpaa? -Lähiruoan käytön aluetaloudelliset vaikutukset Suomessa KTM Leena Viitaharju leena.viitaharju@helsinki.fi, Kouvola, 5.4.2016 9.10.2013
He who stops being better stops being good
 1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
1 He who stops being better stops being good - Oliver Cromwell 23.3.2010 2 Tuotantojärjestelmän arviointi ja kehittäminen: Työkalu tilauskohtaisia tuotteita valmistaville yrityksille Työkalun tavoite ja
Jyväskylän seudun elinkeinorakenteen muutos 2000 2014 ja kehitysmahdollisuudet
 Jyväskylän seudun elinkeinorakenteen muutos 2000 2014 ja kehitysmahdollisuudet Selvityksen tavoitteet ja toteutus Taustaa Keski- Suomen ja erityisesti Jyväskylän seudun elinkeinorakenne osoittautui laman
Jyväskylän seudun elinkeinorakenteen muutos 2000 2014 ja kehitysmahdollisuudet Selvityksen tavoitteet ja toteutus Taustaa Keski- Suomen ja erityisesti Jyväskylän seudun elinkeinorakenne osoittautui laman
Sopimusviljely riskinhallinnan työkaluna VYR viljelijäseminaari 27.1.2015 Sanna Kivelä, Viking Malt
 Sopimusviljely riskinhallinnan työkaluna VYR viljelijäseminaari 27.1.2015 Sanna Kivelä, Viking Malt Sopimusviljely on ostajan ja viljelijän välinen kumppanuussuhde, jolla tuotantoa ohjataan kysyntälähtöisempään
Sopimusviljely riskinhallinnan työkaluna VYR viljelijäseminaari 27.1.2015 Sanna Kivelä, Viking Malt Sopimusviljely on ostajan ja viljelijän välinen kumppanuussuhde, jolla tuotantoa ohjataan kysyntälähtöisempään
Vaasan yliopisto 7.6.2013 1(10) Tietotekniikka ja tuotantotalous, kauppatieteet Valintakoe
 Tietotekniikka ja tuotantotalous, kauppatieteet Valintakoe") Vaasan yliopisto 7.6.2013 1(10) Valintakoe Vastaajan nimi: Lue nämä ohjeet ennen kuin aloitat valintakokeen tekemisen! Valintakoe muodostuu kahdesta osiosta: Ensimmäinen osio perustuu valintakoekirjallisuuteen
Vaasan yliopisto 7.6.2013 1(10) Valintakoe Vastaajan nimi: Lue nämä ohjeet ennen kuin aloitat valintakokeen tekemisen! Valintakoe muodostuu kahdesta osiosta: Ensimmäinen osio perustuu valintakoekirjallisuuteen
HUB logistics. Kansainvälisen Hankintalogistiikan palveluinnovaatio Case Rautaruukki Oyj
 Seminaariohjelma HUB logistics Kansainvälisen Hankintalogistiikan palveluinnovaatio Case Rautaruukki Oyj HUBin palvelutarjooma Toimitusketjun ohjaus- ja kehitysprosessi Hankinta Tuotanto Varastointi Myynti
Seminaariohjelma HUB logistics Kansainvälisen Hankintalogistiikan palveluinnovaatio Case Rautaruukki Oyj HUBin palvelutarjooma Toimitusketjun ohjaus- ja kehitysprosessi Hankinta Tuotanto Varastointi Myynti
Monipuolista hienomekaniikkaa. Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI Järvenpää. Tel (0)
") Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
A Plan vs a Roadmap. This is a PLAN. This is a ROADMAP. PRODUCT A Version 1 PRODUCT A Version 2. PRODUCT B Version 1.1. Product concept I.
 A Plan vs a Roadmap PRODUCT A Version 1 PRODUCT A Version 2 PRODUCT B Version 1.1 This is a PLAN Component A RESEARCH project Development project B COMP. C COMP. B RESEARCH project Product concept I This
A Plan vs a Roadmap PRODUCT A Version 1 PRODUCT A Version 2 PRODUCT B Version 1.1 This is a PLAN Component A RESEARCH project Development project B COMP. C COMP. B RESEARCH project Product concept I This
Biojätteen keruu QuattroSelect - monilokerojärjestelmällä. 21.10.2015 Tiila Korhonen SUEZ
 Biojätteen keruu QuattroSelect - monilokerojärjestelmällä 21.10.2015 Tiila Korhonen SUEZ Agenda 1 SITA Suomi on SUEZ 2 QS, mikä se on? 3 QS maailmalla 4 QS Suomessa 5 QS Vaasassa SITA Suomi Oy ja kaikki
Biojätteen keruu QuattroSelect - monilokerojärjestelmällä 21.10.2015 Tiila Korhonen SUEZ Agenda 1 SITA Suomi on SUEZ 2 QS, mikä se on? 3 QS maailmalla 4 QS Suomessa 5 QS Vaasassa SITA Suomi Oy ja kaikki
Liiketoimintasuunnitelma vuosille
 Liiketoimintasuunnitelma vuosille Yrityskonsultointi JonesCon 2 TAUSTATIEDOT Laatija: Yrityksen nimi: Yrityksen toimiala: Perustajat: Suunnitelman aikaväli: Salassapito: Viimeisimmän version paikka ja
Liiketoimintasuunnitelma vuosille Yrityskonsultointi JonesCon 2 TAUSTATIEDOT Laatija: Yrityksen nimi: Yrityksen toimiala: Perustajat: Suunnitelman aikaväli: Salassapito: Viimeisimmän version paikka ja