LISÄMODULI. PAL Alumiinit ja niiden hitsaus
|
|
|
- Arttu Parviainen
- 10 vuotta sitten
- Katselukertoja:
Transkriptio
1 LISÄMODULI PAL Alumiinit ja niiden hitsaus PAL 1: Alumiinit ja niiden ominaisuudet PAL 1.1: Alumiinin yleiset ominaisuudet PAL 1.2: Lujittaminen PAL 1.3: Pinnan oksidikalvo PAL 1.4: Seosten ryhmittely PAL 1.5: Seosten merkinnät PAL 1.6: Lämpökäsittely (erkautuskarkaisu) PAL 2: Hitsattavuus PAL 2.1: Alumiiniseosten hitsattavuus PAL 2.2. Esikuumennus PAL 2.3: Hitsausliitoksen lujuus PAL 3: Hitsausprosessit ja työturvallisuus PAL 3.1: Hitsausprosessit PAL 3.2: Työturvallisuus PAL 4: Hitsauksen suoritus PAL 4.1: Virtalaji ja napaisuus PAL 4.2: TIG-hitsauksen volframielektrodi PAL 4.3: Hitsausohjearvoja MIG- ja TIG-hitsaukseen PAL 5: Hitsaustuotanto PAL 5.1: Hitsausrailot ja railonvalmistus PAL 5.2: Yleisiä ohjeita hitsaustuotannolle PAL 5.3: Hitsausvirheet PAL 5.4: Hitsausmuodonmuutokset PAL 6: Hitsauslisäaineet ja suojakaasut PAL 6.1: Hitsauslisäaineet PAL 6.2: Suojakaasut 1

2 PAL 1 Alumiinit ja niiden ominaisuudet PAL 1.1: Alumiinin yleiset ominaisuudet PAL 1.2: Lujittaminen PAL 1.3: Pinnan oksidikalvo PAL 1.4: Seosten ryhmittely PAL 1.5: Seosten merkinnät PAL 1.6: Lämpökäsittely (erkautuskarkaisu) PAL 1.1 Alumiinin yleiset ominaisuudet Alumiinin on kevytmetalli, joksi luetaan yleensä metallit, joiden ominaispaino (tiheys) on alle 5 kg/dm 3. Muita tunnettuja kevytmetalleja ovat mm. titaani (4,5 kg/dm 3 ) ja magnesium (1,8 kg/dm 3 ). Alumiinilla on monia hyödyllisiä ominaisuuksia, jotka tekevät siitä monikäyttöisen ja taloudellisen rakenneaineen. Alumiinin hyötyominaisuuksia ovat: Keveys: kuljetusvälineet, veneet, lentokoneet jne Hyvä hitsattavuus: hitsatut rakenteet jne Hyvä sään- ja korroosionkestävyys: pakkaukset, ulkona olevat rakenteet (veneet, laivat, kuljetusvälineet jne), kemianteollisuus jne Helppo muovattavuus (pursotettavuus): poikkileikkaukseltaan lähes minkä muotoiset pursotetut profiilit tahansa ja mitä erilaisimpiin käyttökohteisiin Suuri sähkönjohtavuus: sähkö- ja elektroniikkateollisuuden komponentit jne Suuri lämmönjohtavuus: lämmönsiirtimet, männät, sylinterit jne Monipuoliset pintakäsittelymahdollisuudet: tuotteet (profiilit, listat jne) rakennusteollisuudelle jne Hyvät sitkeysominaisuudet matalissa lämpötiloissa: nesteytettyjen kaasujen säiliöt jne Hygieenisyys ja myrkkyttömyys: elintarvikkeiden pakkaukset, kotitalousesineet jne Kipinöimättömyys: polttoainesäiliöt jne Hyvä heijastuskyky: valaisimien heijastimet jne Alumiini on teräksen jälkeen eniten käytetty metalli. Suurkäyttäjiä ovat pakkaus-, ajoneuvo-, laiva-, vene-, rakennus-, sähkötarvike- ja sotatarviketeollisuus. Koska alumiini on hyvin hitsattava metalli muutamaa poikkeuksetta lukuunottamatta, hitsausta käytetään paljon alumiinituotteiden valmistuksessa, karkeasti arvioiden puolet jossakin muodossa alumiinituotteiden valmistuksessa. Oheisessa taulukossa on esitetty lisäksi alumiinin, seostamattoman teräksen ja ruostumattoman teräksen hitsauksen kannalta tärkeimmät fysikaaliset ominaisuudet joko lukuarvoina tai suhteellisesti seostamattomaan teräkseen verrattuna. Alumiinin ja terästen ominaisuuksia Ominaisuus Alumiini (esim. AlMg4,5Mn0,7 tila: 0/H14) Seostamaton teräs (esim. S355) Ruostumaton teräs (esim. austeniittinen teräs) Ominaispaino (g/cm 3 ) 2,70 7,85 7,8 Myötölujuus (N/mm 2 ) 270/ Korroosionkestävyys On Ei On Sähkönjohtavuus (%) Lämmönjohtavuus (%) Lämpölaajenemiskerroin (%) Sulamisalue, materiaali ( o C) Sulamispiste, oksidi ( o C) Puhtaan (seostamattoman) alumiinin (Al99 Al99,5) käyttö on lähinnä laiterakentamisessa. Lujuutta vaativiin kantaviin rakenteisiin käytetään alumiiniseoksia, joiden lujuudet ovat huomattavasti suurempia 2

 Muokkauslujittaminen Erkautuslujittaminen (lämpökäsittely: erkautuskarkaisu) Lujuutta saadaan nostettua pelkästään")

3 PAL 1.2 Lujittaminen Puhtaan (seostamattoman) alumiinin murtolujuus on pehmeässä tilassa vain n. 60 N/mm 2, mikä on hyvin vaatimaton arvo kantaviin ja lujuutta vaativiin rakenteisiin. Alumiinia voidaan kuitenkin lujittaa eri tavoilla: Liuoslujittaminen (seostaminen) Muokkauslujittaminen Erkautuslujittaminen (lämpökäsittely: erkautuskarkaisu) Lujuutta saadaan nostettua pelkästään seostamalla seosaineita (ns. liuoslujittaminen), joista yleisimmät ovat magnesium ja mangaani. Puhtaan alumiinin murtolujuus voidaan saada yli kolminkertaiseksi. Toinen tapa eilämpökäsiteltävissä seoksissa on kylmämuokkaus. Toivottu lujuuden ja kovuuden taso saavutetaan, kun valitaan sopiva muokkausaste kylmämuokkauksessa:1/4-, 1/2-, 3/4- ja 1/1-kova. Muokkausasteella on oma tunnuksensa alumiinin toimitustilamerkinnöissä, kuten kohdassa PAL 1.5 selvitetään. Muokkauksella voidaan lujuus nostaa eri seoksilla noin kaksinkertaiseksi pehmeään tilaan verrattuna. Alumiinin lujittaminen seostuksella ja kylmämuokkauksella Seuraavassa on esimerkkejä ei-lämpökäsiteltävien seosten lujuuksista: Al99,5 (1050A): Murtolujuus O-tila (pehmeä): 65 N/mm 2 H18-tila (1/1-kova): 140 N/mm 2 AlMg2,5 (5052): Murtolujuus O-tila (pehmeä): 165 N/mm 2 H18-tila (1/1-kova): 270 N/mm 2 AlMg4,5Mn0,7 (5083): Murtolujuus O-tila (pehmeä): 275 N/mm 2 H14-tila (1/2-kova): 340 N/mm 2 Lämpökäsiteltävien seosten lujuutta voidaan nostaa huomattavasti lämpökäsittelyllä, jota kutsutaan erkautuskarkaisuksi ( karkaisuksi ). Alumiiniseoksen pitää olla koostumukseltaan tietynlainen, jotta se olisi erkautuskarkeneva. Lämpökäsittelyssä syntyy seokseen uusia erkautumia, jotka lujittavat sitä. Tällaisia seoksia ovat mm. AlMgSi-, AlSiMg-, AlCuMg- ja AlZnMg-seokset. Esimerkkejä lämpökäsiteltävien seosten lujuuksissa seuraavassa: AlSi1MgMn (6082): Murtolujuus T4 (liuotushehkutettu ja luonnollisesti vanhennettu): 205 N/mm 2 T6 (liuotushehkutettu ja luonnollisesti vanhennettu): 300 N/mm 2 3


4 AlZn4,5Mg1 (7020): Murtolujuus O (pehmeä): 220 N/mm 2 T4 (liuotushehkutettu ja luonnollisesti vanhennettu): 320 N/mm 2 T6 (liuotushehkutettu ja luonnollisesti vanhennettu): 350 N/mm 2 Hitsatuissa rakenteissa on kuitenkin otettava huomioon hitsauslämmön vaikutus hitsausliitoksen lujuuteen. Kylmämuokkaamalla saatu lujuus palautuu liitoksen alueella pehmeää tilaa vastaavaksi. Lämpökäsittelemällä saatu lujuus laskee myös hitsauksessa, mutta se palautuu kuitenkin lähelle alkuperäistä lujuutta, katso kohta PAL 2.3. PAL 1.3 Pinnan oksidikalvo Alumiini hapettuu ilman happen vaikutuksesta erittäin herkästi ja nopeasti, minkä tuloksena alumiinin pinnalle muodostuu hyvin ohut ja kova oksidikalvo (Al 2 O 3 ). Alumiinin hyvä korroosionkestävyys perustuu juuri tähän tiiviiseen oksidikalvoon. Sillä on kuitenkin haitallisia vaikutuksia hitsaukseen: Oksidi on painavampaa kuin alumiini, mistä seuraa helposti oksidisulkeumia hitsiin Oksidin sulamispiste on huomattavan korkea (n o C), mistä syystä se ei sula hitsauksessa. Poistamaton oksidikalvo aiheuttaa liitosvirheitä. Oksidikalvo on hygroskooppinen eli kosteutta (H 2 O) imevä, jolloin siitä,vapautuu vetyä, joka aiheuttaa huokosia hitsiin. Näistä syistä se on poistettava ennen hitsausta ja estettävä uudelleenmuodostuminen hitsauksen aikana. Yleensä ensiksi pinta puhdistetaan liasta, rasvasta yms. sopivalla liuottimella, esim. asetoni tai teollisuusalkoholi. Tämän jälkeen oksidikalvo poistetaan yleensä ruostumattomalla teräsharjalla. Hitsaus on pyrittävä tekemään mahdollisimman nopeasti puhdisten jälkeen, koska pinnat alkavat likaantua ja oksidikalvo muodostua uudelleen. Hitsauksen aikana kaasukaarihitsauksessa inertti suojakaasu, Ar tai Ar+He, estää oksidikalvon uudelleenmuodostumisen. PAL 1.4 Seosten ryhmittely Tärkeimmät seosaineet alumiiniseoksissa ovat: pii (Si), magnesium (Mg), mangaani (Mn), sinkki (Zn) ja kupari (Cu). Seosaineilla voidaan vaikutta mm. lujuuteen, korroosionkestävyyteen, muovattavuuteen ja hitsattavuuteen. Tietyt seosaineet (mm. Cu) heikentävät kuitenkin hitsattavuutta voimakkaasti. Tällaisia huonosti hitsattavia tai ei-hitsattavia seoksia ovat mm. AlCuMg, AlCuMgPb ja AlZnMgCu. Kuvassa on esitetty havainnollisesti alumiinin seostaminen ja seostyypit. Alumiiniseosten ryhmittely 4
.")
 alumiiniseokset voidaan lämpökäsitellä (erkautuskarkaista) lujuuden nostamiseksi. Ei-lämpökäsiteltävissä seoksissa lujuus aikaansaadaan kylmämuokkauksella.")
5 Alumiinit voidaan ryhmitellä paitsi seostuksen perusteella eri seoksiin niin myös lämpökäsiteltävyyden (karkenevuuden) perusteella. Lämpökäsiteltävät (karkenevat) alumiiniseokset voidaan lämpökäsitellä (erkautuskarkaista) lujuuden nostamiseksi. Ei-lämpökäsiteltävissä seoksissa lujuus aikaansaadaan kylmämuokkauksella. Lämpökäsittely- ja muokkaustila osoitetaan alumiiniseosten merkinnöissä ns. toimitustilamerkinnällä, joka tulee seoksen merkinnän jälkeen. Alumiiniseosten ryhmittely lujuuden kannalta Alumiiniseos Esimerkki: EN-merkinnät Lujuuden aikaansaaminen Ei-lämpökäsiteltävä seos Al99,5 (1050A) Kylmämuokkaus (seostamaton alumiini) Ei-lämpökäsiteltävä seos (seostettu alumiini) AlMg3 (5754) AlMg4,5Mn0,7 (5083) Seosaineet ja kylmämuokkaus Lämpökäsiteltävä seos (seostettu alumiini) AlMgSi (6060) AlZn4,5Mg1 (7020) Lämpökäsittely Valikoima karkenemattomia alumiiniseoksia (SFS-EN
 Kylmämuokkaus (seostamaton alumiini)")
 mukaan: Numeerinen merkintäjärjestelmä: EN AW-5754 EN: etuliite (eurooppalainen")
6 Valikoima karkenevia alumiiniseoksia (SFS-EN 573-3) PAL 1.5 Seosten merkinnät Alumiiniseokset voidaan merkitä kahdella tavalla uuden EN-nimikejärjestelmän (SFS-EN 573-1) mukaan: Numeerinen merkintäjärjestelmä: EN AW-5754 EN: etuliite (eurooppalainen standardi) A: tarkoittaa alumiinia (aluminium) W: tarkoittaa muokattua tuotetta (wrought) Väliviiva 5754: numerosarja, joka tarkoittaa tiettyä kemiallista koostumusta Kemiallisen koostumuksen merkintäjärjestelmä: EN AW-AlMg3 EN: etuliite (eurooppalainen standardi) A: tarkoittaa alumiinia W: tarkoittaa muokattua tuotetta (wrought) Väliviiva AlMg3: Al: alumiini Mg: seosaine 3: seosaineen nimellispitoisuus (%) Alumiinien merkintöihin liitetään usein myös ns. toimitustilan merkintä. Toimitustilalla tarkoitetaan valmistus-, muokkaus- ja lämpökäsittelytilaa, johon alumiinivalmiste on tehty haluttujen ominaisuuksien saavuttamiseksi. Toimitustilaa kuvaava merkintä liitetään seosmerkinnän jälkeen. Perustilat ovat: F: valmistustila O: hehkutettu 6
 A: tarkoittaa alumiinia W: tarkoittaa muokattua tuotetta (wrought) Väliviiva AlMg3: Al: alumiini Mg: seosaine 3: seosaineen")
 Yleisesti käytettyjä lämpökäsiteltyjen tilojen merkintöjä ovat: T4: liuotushehkutettu ja luonnollisesti vanhennettu T6: liuotushhehkutettu ja keinovanhennettu")
7 H: muokkauslujitettu W: liuotushehkutettu T: lämpökäsitelty Yleisesti käytettyjä muokkauslujitettujen tilojen merkintöjä ovat: H12: muokkauslujitettu, 1/4-kova H14: muokkauslujitettu, 1/2-kova H18: muokkauslujitettu, 4/4-kova (täyskova) Yleisesti käytettyjä lämpökäsiteltyjen tilojen merkintöjä ovat: T4: liuotushehkutettu ja luonnollisesti vanhennettu T6: liuotushhehkutettu ja keinovanhennettu Esimerkki: Toimitustilan merkintä EN AW-5754 H14 EN AW-6060 T6 PAL 1.6 Lämpökäsittely (erkautuskarkaisu) Karkeneville seoksille (mm. AlMgSi, AlZnMg ja AlZnMgCu) tehdään yleensä lämpökäsittely, jonka tarkoitus on saada seokseen suuret lujuusarvot. Lämpökäsittelyn yleistunnus seoksen toimitustilamerkinnässä on T: T4: liuotushehkutettu ja luonnollisesti vanhettu T6: liuotushehkutettu ja keinovanhennettu Lämpökäsittely koostuu kolmesta osasta: Liuotushehkutus: seoksesta riippuen o C Sammutus (nopea jäähdytys) huoneenlämpötilaan Vanhentaminen: Luonnollinen vanhentaminen: huoneenlämpötila (seoksesta riippuen useita vuorokausia) Keinovanhentaminen: korotettu lämpötila (seoksesta riippuen o C ja useita tunteja) Vanhentamisen aikana saadaan seokseen syntymään (erkautumaan) sitä lujittavia erkautumia. Erkautuskarkaisun periaattellinen kulku 7
 tehdään yleensä lämpökäsittely, jonka tarkoitus on saada seokseen suuret lujuusarvot.")
8 PAL 2 Hitsattavuus PAL 2.1: Alumiiniseosten hitsattavuus PAL 2.2. Esikuumennus PAL 2.3: Hitsausliitoksen lujuus PAL 2.1 Alumiiniseosten hitsattavuus Useimmat alumiiniseokset ovat hyvin hitsattavia, vaikka hitsauksessa on paljon asioita, jotka ovat erilaisia kuin teräksen hitsauksessa. Yleiskatsaus alumiiniseosten hitsattavuuteen Muokattu seos (esimerkki) Hitsattavuus Valuseos (esimerkki) Hitsattavuus Al99,5 + G-AlMg3 + AlMn1 + G-AlMg5 + AlMg3 + G-AlSi11 + AlMg4,5Mn0,7 + G-AlSiMg + AlZn4,5Mg1 + AlSi1MgMn + AlCuMg1 - G-AlCu4Ti - + = hyvin hitsattava ja - = huonosti hitsattava Hitsattavuuteen vaikuttavat monet asiat: Perusaine ja lisäaine sekä niiden halkeiluherkkyys Huokostaipumus Lujuuden käyttäytyminen Suuri lämmönjohtavuus Suuri lämpölaajenemiskerroin Alumiinin hitsauksessa muodostuvat halkeamat ovat lähes poikkeuksetta kuumahalkeamia, jotka syntyvät kutistumisjännitysten ja rakenteellisten jännitysten vaikutuksesta joko hitsiaineeseen hitsiaineen jähmettymisen yhteydessä (jähmettymishalkeamat) tai muutosvyöhykkeen osittain sulaneelle alueelle (sulamishalkeamat). Erityisen kuumahalkeiluherkkiä ovat Cu-seosteiset alumiiniseokset. Myös AlMgSiseokset ovat jossain määrin arkoja halkeilulle. Puhtaan alumiinin sekä AlSi- ja AlMg-seosten halkeilutaipumus on käytännössä pieni. Halkeiluarka hitsiaineen koostumus voi syntyä perusaineen ja lisäaineen sekoittumisen tuloksena. Lisäaineen valintataulukoissa on tämä pyritty ottamaan myös huomioon. Alumiinihitseissä esiintyy usein myös kraaterihalkeamia, jotka syntyvät hitsipalon lopetuskohtaan muodostuvaan imuonteloon ( paippiin ). Syynä on virheellinen lopetustapa. Alumiinilla tämä taipumus on suuri, koska alumiini kutistuu yli 6 % jähmettyessään sulasta tilasta kiinteään tilaan. Teräksellä tämä kutistuminen on vain pari prosenttia. Tärkeimpiä asia on alumiinin suuri taipumus huokosiin, jotka ovat alumiinihitsien yleisimpiä virheitä ellei peräti yleisin. Huokoset ovat alumiinihitsien vitsaus. Huokostaipumus on moninkertaisesti suurempi kuin teräksellä. Huokoset syntyvät, kun hitsiin jää ylenmäärin vetyä, koska kaikki vety ei ehdi poistua hitsissä ennen jähmettymistä. Hitsiin jäänyt muodostaa hitsin jähmettymisen yhteydessä huokosia ( kaasurakkuloita ). Erilaiset vetyä sisältävät yhdisteet (mm. H 2 O) hajoavat valokaaressa, mistä tuloksena on vedyn vapautuminen ja liukeneminen sulaan. Vedyn liukoisuus sulaan alumiiniin on monikymmenkertainen verrattuna kiinteään tilaan, mikä selittää juuri suuren huokostaipumuksen. Teräksellä ero on vain parikertainen. Alumiiniseosten taipumus huokosiin riippuu seoksesta. Puhdas alumiini on selvästi herkempi huokosille kuin seokset, koska se jähmettyy lähes yhdessä ainoassa lämpötilassa, jolloin vedylle jää erittäin lyhyt aika poistua sulasta. Seoksilla on laajempi jähmettymisalue (puuroalue), jolloin vedyllä on enemmän aikaa poistua sulasta. 8


9 Vedyn lähteitä ovat esim. paksu kosteutta itseensä imenyt oksidikalvo hitsattaviila pinnoilla ja lisäainelangan pinnalla, lika, rasva ja muut epäpuhtaudet railopinnoilla ja kosteus suojakaasussa (esim. epäpuhadas suojakaasu ja/tai letku- ja liitinvuodot, joista ilmaa pääsee kaasuletkun sisälle sekä huono letkumateriaali). MIG-hitsauksessa, jos kaikki tekijät ovat kunnossa, lisäaine on yleensä suurin vedyn lähde. Hitsausliitoksen lujuutta käsitellään kohdassa PAL 2.3. Alumiinin hyvin suuri lämmönjohtavuus lisää liitosvirheiden ja huokosten vaaraa, koska lämpö ei aina riitä riittävään sulamiseen ja tunkeumaan sekä koska hitsisula jähmettyy nopeasti. Suuri lämpölaajeneminen lisää yleensä muodonmuutosten syntymistä. Oheisessa kuvassa on yhteenveto alumiinin hitsattavuuteen vaikuttavista tärkeimmistä alumiinin ominaisuuksista, joiden tunteminen on edellytys hitsausten onnistumiselle. Yhteenveto alumiinin hitsattavuuteen vaikuttavista tekijöistä 9


10 PAL 2.2 Esikuumennus Alumiini hitsauksessa joudutaan joskus käyttämään esikuumennusta sen erityisen suuren lämmönjohtavuuden takia, koska muuten syntyisi helposti liitosvirheitä ja huokosia. Esikuumennus riippuu aineenpaksuudesta ja hitsausprosessista esimerkiksi oheisen taulukon mukaan. Esikuumennus hitsausta varten Alumiiniseos TIG-hitsaus MIG-hitsaus Lämpötila Al99,5 ja AlMg3 > 6 mm > 16 mm o C AlMg4,5Mn0,7 > 6 mm > 16 mm o C AlMgSi1 > 5mm > 10 mm o C AlZn4,5Mg > 4 mm > 10 mm o C PAL 2.3 Hitsausliitoksen lujuus Hitsauksessa syntyy huomattavasti lämpöä, joka siirtyy hitsausvyöhykkeelle. Hitsauslämpö voi aiheuttaa huomattavia muutoksia lujuudessa, mikä riippuu mm. lämpömäärän suuruudesta ja perusaineen toimitustilasta. Pääsääntöisesti lämmön vaikutuksesta lujuus laskee hitsausliitoksessa verrattuna hitsaamattoman perusaineen lujuuteen. Muokkauslujitetuissa seoksissa lujuus laskee liitoksen alueella pehmeää tilaa vastaavaksi. Lämpökäsittelyllä lujitetuissa seoksissa lujuus myös laskee, vaikka ei niin paljoa kuin muokatuissa seoksissa ja se riippuu tarkemmin seoksesta. Oheiset kuvat havainnollistavat asiaa eri seoksilla. Muokatuissa seoksissa ei ole käytännössä enää mahdollisuutta hitsauksen jälkeen saada takaisin menetettyä lujuutta. Lämpökäsitellyissä AlZnMg-seoksissa lujuus palautuu hitsauksen huoneenlämpötilassa tapahtuvan varastoinnin (luonnollinen vanhentaminen) tai nopeutettuna korotetussa lämpötilassa tapahtuvan varastoinnin (keinovanhentaminen) jälkeen lähes alkuperäistä lujuutta vastavaksi. AlMgSi-seoksissa keinovanhentaminen palauttaa lujuutta jonkin verran. AlMgSi-seoksilla saadaan menetetty lujuus takaisin vain tekemällä uusi erkautuskarkaisu, mihin hitsatuissa rakenteissa ei ole yleensä mahdollisuutta. Hitsattujen aeiden suunnittelijoille on standardeissa yms. on annettu lujuusarvot eri seosten ja toimitustilojen hitsausliitoksille, joita voidaan käyttää pohjana lujuuslaskelmissa. Oheisissa kuvissa näytetään havainnollisesti, miten hitsaus vaikuttaa kylmämuokkattujen alumiiniseosten (esimerkkinä seokset Al99,5 ja AlMg3) lujuuteen. Kuvasta nähdään lujuuden laskeminen pehmeää tilaa vastaavaan arvoon. Hitsausliitoksen lujuuden käyttäytyminen seoksilla muokatuilla seoksilla Al99,5 ja AlMg3. 10



11 Karkenevilla seoksilla (esimerkkinä seokset AlSi1MgMn ja AlZn4,5Mg1) lujuuden palautuminen hitsauksen jälkeen riippuu seoksesta. AlZnMg-seosten lujuus laskee voimakkaasti hitsauksessa, mutta näiden seosten hyvän vanhenemiskyvyn ansiosta lujuus palautuu pitkäaikaisessa varastoinnissa huoneenlämpötilassa n. 80 %:tiin ja nopeutetusti keinovanhennuksella (160 o C/16 h) n. 90 %:tiin alkuperäisestä lujuudesta. AlMgSiseosten vanhenemiskyky on huono ja niillä lujuus saadaan palautumaan vähemmän vanhennuskäsittelyillä. Alumiiniseosten AlSi1MgMn, AlMgSi1 ja AlZn4,5Mn lujuuden käyttäytyminen hitsauksen jälkeen ja vanhennuskäsittelyjen jälkeen 11

 TIG-hitsaus (Nro 141) Näissä")
12 PAL 3 Hitsausprosessit ja työturvallisuus PAL 3.1: Hitsausprosessit PAL 3.2: Työturvallisuus PAL 3.1 Hitsausprosessit Ehdottomasti yleisimmät hitsausprosessit alumiinin hitsauksessa ovat inerttiä suojakaasua käyttävät kaasukaarihitsausprosessit: MIG-hitsaus (Nro 131) TIG-hitsaus (Nro 141) Näissä menetelmissä valokaari puhdistaa mekaanisesti hitsattavan pinnan oksidikalvosta eikä tarvita mitään juoksutetta, kuten puikko- ja kaasuhitsauksessa. MIG-hitsaus on ylivoimaisesti käytetyin prosessi, jos sitä mitataan kulutetun lisäainemäärän perusteella. Alumiinin MIG/MAG-hitsaus on oikeata MIG-hitsausta, koska suojakaasu on aina inertti kaasu. Vaikka MIG- ja TIG-hitsauksen käyttöalueet menevät osittain päällekkäin, kummallakin prosesilla on kuitenkin myös omat selkeät käyttöalueensa. TIG-hitsauksen haittoja MIG-hitsaukseen verrattuna on yleensä pieni hitsausnopeus, pieni tuotto ja suuremmat muodonmuutokset, vaikkakin joissakin kohteissa TIGhitsauskin voi olla hyvin tehokas prosessi. Se soveltuu erinomaisesti hyvin ohuillekin aineille, lyhyisiin hitseihin, putkien hitsaukseen ja hitseihin, joissa tarvitaan erinomaista ulkonäköä. MIG-hitsauksen edut ovat mm. suuri hitsausnopeus, suuri tuotto ja suuri tunkeuma. Muodonmuutokset ovat myös pienempiä kuin TIGhitsauksessa. Haittoja ovat mm. huono soveltuvuus hyvin ohuille levyille ja suurempi huokosalttius. Puikkohitsauksen ja kaasuhitsauksen käyttö on erittäin vähäistä ja niitä pitäisi yleensä välttää, jos suinkin mahdollista. Jonkin verran käytetään myös eräitä erikoishitsausprosesseja, mm. laserhitsaus ja FSWhitsaus. Pulssi-MIG-hitsaus Pulssi-MIG-hitsauksen suurin käyttöalue on juuri alumiinin hitsaus. Aineensiirtymistä pisaramuodossa ohjataan pulssivirran avulla. Aineensiirtyminen tapahtuu suihkumaisesti ilman oikosulkuja siten, että kukin pulssi irrottaa aina yhden sulapisaran langan kärjestä. Pulssikaari aikaansaadaan syöttämällä virtapulsseja suurella taajuudella tietyn perusvirran päälle. Pulssihitsauksessa saadaan roiskeeton suihkumainen aineensiirtyminen ilman oikosulkuja myös pienillä tehoarvoilla, jolloin muuten kaarityyppi olisi lyhytkaari mahdollisine roiskeineen. 1) Valokaari palaa pienellä perusvirrralla, joka pitää langan pään sulana. 2) Virtapulssi suurentaa pisaran suuruutta langan päässä, kun samanaikaisesti pinch-voima kuroo pisaraa irti. 3) Pisara irtoaa ja siirtyy ilman oikosulkua hitsisulaan. 4) Virta laskee perusvirran tasolle. 5) Valokaari palaa seuraavaan virtapulssiin saakka perusvirran toimesta, joka pitää langan pään sulana ilman pisaran irtoamista. Pulssikaarihitsauksen periaate 12



13 Käsitteet Pulssihitsaukseen liittyvät käsitteet Eri pulssiparametrien vaikutuksia Perusvirta. Perusvirran suuruus pitää olla sellainen, että valokaari ei pääse sammumaan virtapulssien välillä. Liian suuri perusvirta aiheuttaa pisaroiden irtoamisia pulssien välillä, mikä aiheuttaa häiriöitä, mm. roiskeita. Pulssivirta. Pulssivirta pitää olla suurempi kuin kriittinen virta ja kestää riittävän kauan, jotta saataisiin aikaan pisaroiden irtoaminen ilman oikosulkuja. Liian suuri pulssivirta voi aikaansaada pisaroille liian suuren nopeuden, mistä voi seurata roiskeita, terävä tunkeuma ja reunahaavan muodostumista. Pulssitaajuus. Kun pulssitaajuus nousee, pisaroiden määrä ja kaariteho kasvavat. Jos taajuus on pieni (20 50 Hz), valokaaren välkkyminen rasittaa silmiä, vaikka käytetäänkin suojalaseja. Pulssitaajuuden vaikutus kaaritehoon Joissakin pulssihitsausvirtalähteissä perusvirta, pulssivirta ja pulssin kestoaika ovat kiinteitä. Tällöin kaaritehoa säädetään pulssitaajuutta muuttamalla seuraavan kuvan mukaisesti. Pulssitaajuuden vaikutuksia Pulssihitsauksen edut ja haitat 13


14 Etuja ovat: - Myös pienillä kaaritehoilla saadaan oikosuluton ja siten roiskeeton aineensiirtyminen - Paksumpien ja siten halvempien sekä paremmin syötettävien lankojen käyttö mahdollista - Pienillä kaaritehoilla hitsipalot matalia Haittoja ovat: - Pulssivirtalähteet kalliimpia kuin tavanomaiset virtalähteet - Hitsausarvojen löytäminen ja säätäminen vaikeampaa, koska muuttujia on enemmän PAL 3.2 Työturvallisuus Hitsauksessa ja leikkauksessa syntyy hitsaussavuja, jotka koostuvat: Hiukkasmaisista epäpuhtauksista (hitsaushuuru) Kaasumaisista epäpuhtauksista (yleensä otsoni) Hitsaussavujen määrä ja koostumus riippuu hitsausprosessista, lisäaineesta, suojakaasusta ja hitsausparametreistä. Nämä haitat ovat MIG-hitsauksessa moninkertaiset kuin TIG-hitsauksessa. MIG-hitsauksessa Mg-seosteinen lisäaine tuottaa enemmän huurua mutta vähemmän otsonia kuin seostamaton lisäaine tai Si-seosteinen lisäaine. Huuru koostuu pääosin alumiinioksidista ja alumiinimetallista, jotka ovat myös suurin huolen aihe työturvallisuuden kannalta, koska ne ovat suhteellisen haitallisia ihmiselle pitkäaikaisessa altistuksessa, mm. hermostollisia vaikutuksia. Otsoni on myrkyllinen kaasu, joka aiheuttaa kurkun kuivumista, ärstysyskää, pääsärkyä ja rintakipua. Näistä syistä hitsaajan altistuminen hitsaussavuille on estettävä. Altistuminen voidaan pitää turvallisella tasolla hyvän ilmastoinnin (yleisilmanvaihto ja kohdepoisto) ja oikein käytetyn hengityssuojaimen (ns. raitisilmamaskin) avulla. Puhaltavassa hengityssuojaimessa tuodaan puhdasta ilmaa hitsaajan hengitysvyöhykkeelle hitsausmaskin sisälle, jolloin hitsaaja ei käytännöllisesti katsoen altistu ollenkaan savuilla, mikäli maskia käytetään oikein ja se on toimintakuntoinen. Lisäksi TIG-hitsauksessa on erityisesti elektrodien teroituksessa syntyvää haitallista pölyä, erityisesti thorium-seosteisilla elektrodeilla. a ) Raitisilmamaski b) Paikallispoisto c) Imevä hitsauspistooli 14


15 PAL 4 Hitsauksen suoritus PAL 4.1: Virtalaji ja napaisuus PAL 4.2: TIG-hitsauksen volframielektrodi PAL 4.3: Hitsausohjearvoja PAL 4.1 Virtalaji ja napaisuus Tavallisimmat hitsausprosessit ovat TIG- ja MIG-hitsaus. Oksidikalvon poistaminen tapahtuu valokaaren avulla, ns. pintapuhdistusvaikutus, joka esiintyy silloin, kun työkappale on kytketty napaan (koko ajan: tasavirta tai osan aikaa: vaihtovirta). Tästä syystä TIG-hitsauksessa joudutaan käyttämään kompromissinä vaihtovirtaa (AC). Teräksen TIG-hitsaus tehdään aina tasavirralla (DC) ja elektrodi kytkettynä napaa (työkappale +napaan). Koska tällöin ei esiinny alumiinin hitsauksessa pintapuhdistusvaikutusta, niin tarvitaan vaihtovirta. Tasavirta ja napaa (elektrodi) ei voida käyttää, koska se aiheuttaa hyvin suuren lämpökuormituksen elektrodiin, joka ei kestä vaurioitumatta sitä. MIG/MAG-hitsausta tehdään aina lisäainelanka kytkettynä +napaan, joten kytkentä on sama myös alumiinin hitsauksessa. Alumiinin MIG/MAG-hitsaus on aina MIG-hitsausta, koska alumiinin hitsaus vaatii inertin suojakaasun, Ar tai Ar+He, joita käsitellään myöhemmin. Virtalajin ja napaisuuden vaikutus TIG-hitsauksessa PAL 4.2 TIG-hitsauksen volframielektrodi Volframielektrodin laji Volframielektrodeja on sekä seostamaton (puhdas) että erilaisilla harvinaisilla maametalleilla seostettuja elektrodeja. Näillä oksidilisäyksillä voidaan parantaa elektrodin virrankestävyyttä. Alumiinin hitsauksessa käytetään yleensä puhdasta volramielektrodia (WP), koska sillä on hyvä palloutumiskyky vaihtovirtahitsauksessa. Toinen käytetty elektrodilaji on zirkoniseosteinen volframi (WZr). Thoriumseosteinen seosteinen elektrodi (WT) ei sovellu alumiinin hitsaukseen, koska elektrodin kärjen palloutumiskyky on huono vaihtovirralla. Volframielektrodin kärkikulma Oheisessa kuvassa on kuvattu vaihtovirta-tig-hitsauksessa käytettävät elektrodin kärkikulmat. Ohuiden elektrodien kärki annetaan olla terävä ja paksut elektrodit hiotaan kärjestään tylpiksi. 15
. Teräksen TIG-hitsaus tehdään aina tasavirralla (DC) ja elektrodi kytkettynä napaa (työkappale +napaan).")


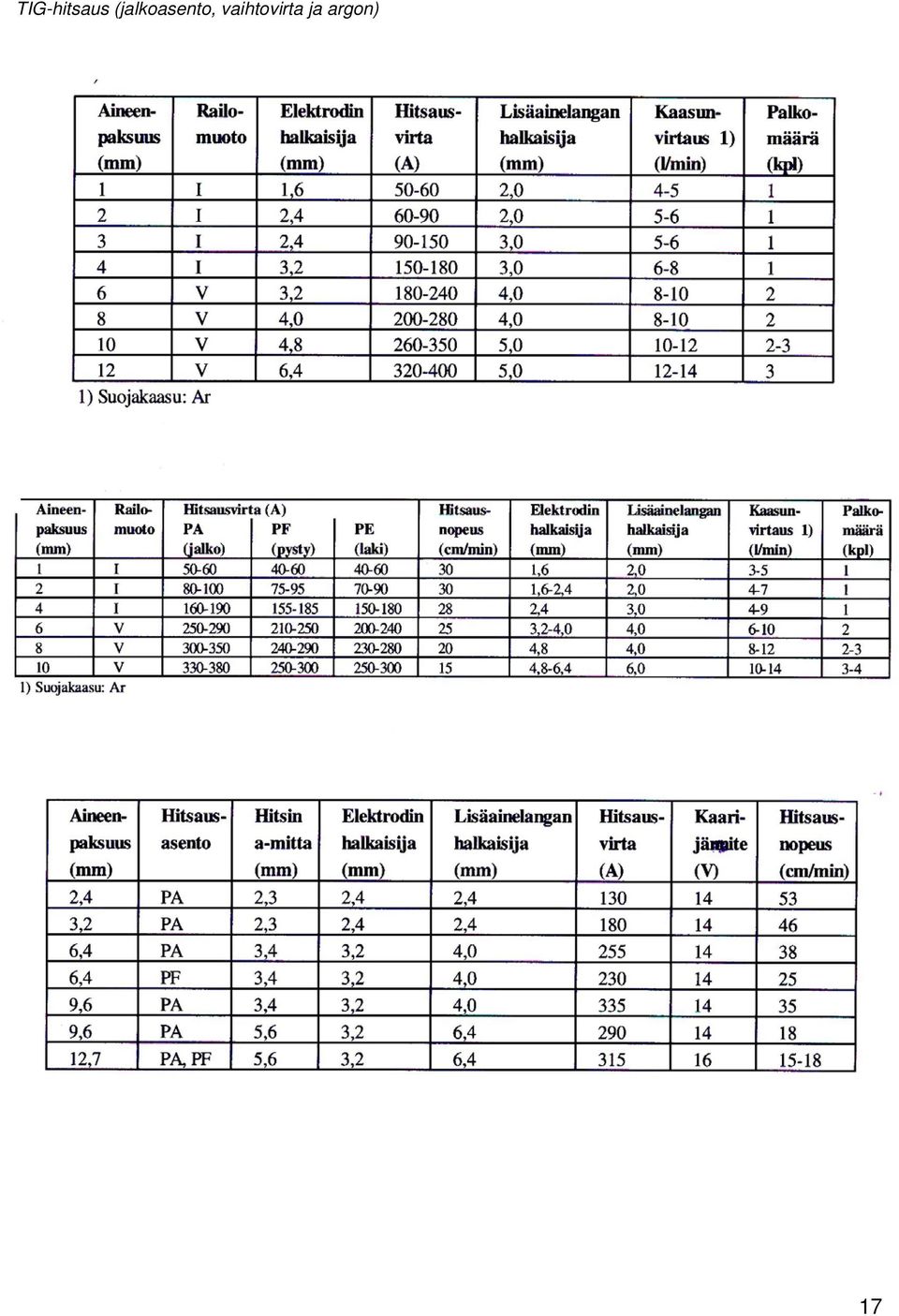
16 Elektrodin kärkikulma vaihtovirta-tig-hitsauksessa Hitsausvirran vaikutus elektrodin kärkeen Sopiva hitsausvirta voidaan havaita elektrodin kärjestä hitsauksen aikana oheisen kuvan mukaisesti. Vaihtovirtahitsauksessa elektrodin kärki palloutuu eli siitä tulee puolipallon muotoinen, kun virta on sopivan suuruinen. Hitsausvirran vaikutus elektrodiin PAL 4.3 Hitsausohjearvoja Seuraavissa taulukoissa on annettu hitsausohjearvojen suosituksia sekä MIG-hitsaukseen että TIG-hitsaukseen. TIG-hitsaus (vaihtovirta ja argon) 16


17 TIG-hitsaus (jalkoasento, vaihtovirta ja argon) 17
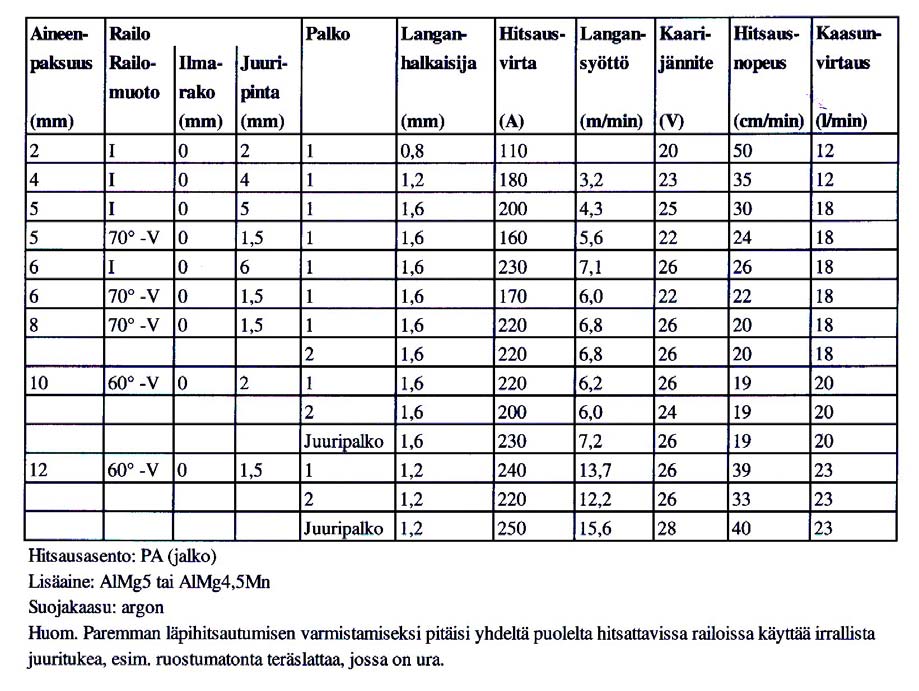
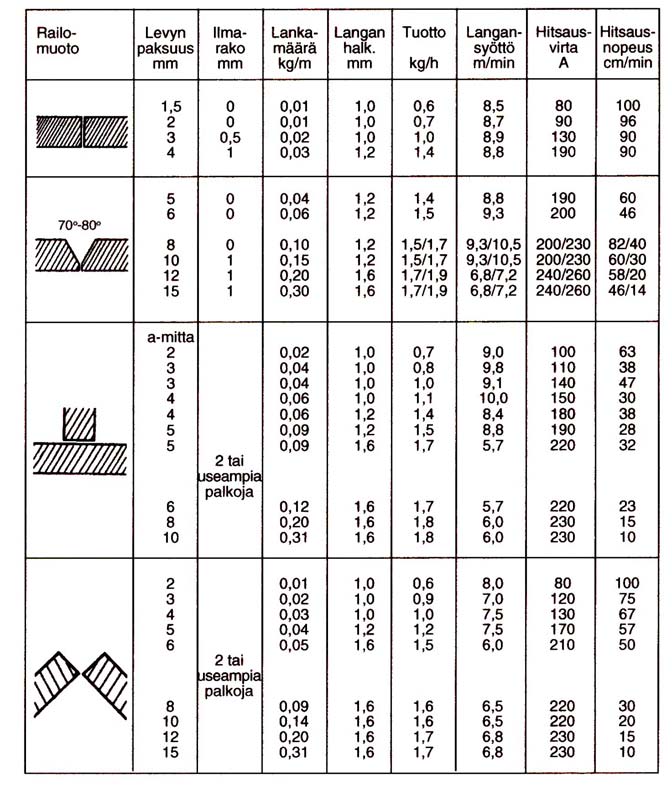
18 MIG-hitsaus 18
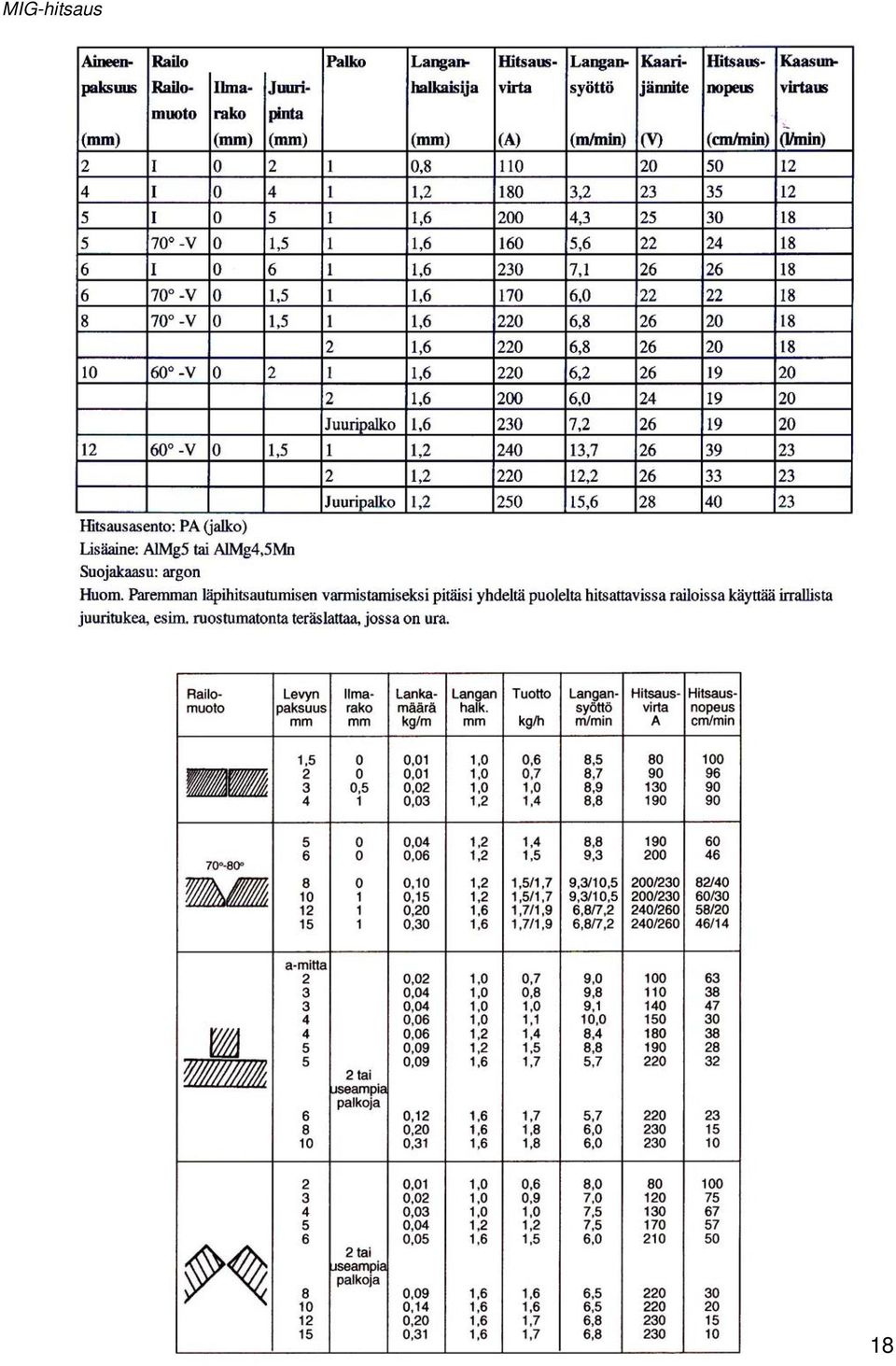

19 MIG-hitsaus: Hitsausohjearvoja päittäishitsaukseen eri asennoissa MIG-hitsaus: Hitsausohjearvoja pienahitsaukseen eri asennoissa 19



20 PAL 5 Hitsaustuotanto PAL 5.1: Hitsausrailot ja railonvalmistus PAL 5.2: Yleisiä ohjeita hitsaustuotannolle PAL 5.3: Hitsausvirheitä PAL 5.4: Hitsausmuodonmuutokset PAL 5.1 Railonvalmistus ja railomuodot Railonvalmistus Levyjen termiseen leikkaukseen käytetään plasma- ja laserleikkausta. Mekaanisista leikkausmenetelmistä käytetään mm. sahaa, leikkuria ja nakertajaa. Railot voidaan valmistaa kätevästi myös jyrsimällä. Hiominen ei ole erityisen suositeltava railonvalmistusmenetelmä. Juurisärmien alareunat pitää poistaa, koska muuten syntyy helposti oksidisulkeumia hitsiin. Juurisärmät poistettava Valmiit railot pitää puhdistaa rasvasta, öljystä yms. Samoin oksidikalvo hitsattavilla pinnoilla pitää poistaa esim. teräsharjalla (huom. Rst-harja). Hitsaus on tehtävä mahdollisimman nopeasti puhdistetuille railoille. Railomuodot Railomuodot löytyvät mm. kansainvälisestä standardista: SFS-EN ISO : Railomuodot. Osa 3: Alumiinin ja alumiiniseosten MIG- ja tig-hitsaus Kokemus on osoittanut, että liitosvirheiden välttämiseksi on suositeltavaa käyttää terästä suurempia (avarampia) railokulmia. Alumiinin railojen railokulmat suurempia kuin teräksen railokulmat 20


 TIG-")
 21")
21 MIG-hitsauksen railomuotoja (SFS-EN ISO ) TIG- hitsauksen railomuotoja (SFS-EN ISO ) 21
 hitsauksia varten Erota alumiini- ja teräsrakenteiden valmistus erilleen Yleinen puhtaus valmistuksen aikana kaikissa eri vaiheissa on ensiarvoisen tärkeätä Tuotantotilojen")

22 PAL 5.2 Yleisiä ohjeita hitsaustuotannolle Jotta saadaan hyvä hitsin laatu alumiinirakenteiden valmistuksessa, on syytä ottaa huomioon mm. seuraavia sioita. Laadi hitsausohjeet (WPS) hitsauksia varten Erota alumiini- ja teräsrakenteiden valmistus erilleen Yleinen puhtaus valmistuksen aikana kaikissa eri vaiheissa on ensiarvoisen tärkeätä Tuotantotilojen siivous tehtävä niin, ettei se aiheuta pölyn levämistä Lattioiden maalaus vaaleiksi helpottaa lian näkemistä ja lisää yleistä tietoisuutta puhtauden merkityksestä Raaka-aineet säilytettävä tasalämpöisessä ja kuivassa tilassa Hitsauslisäaineet säilytettävä kuivassa ja tasalämpöisessä tilassa Hitsauslisäaineet suojattava tuotannossa likaantumiselst ja pölyltä Tuo kylmät raaka-aineet ja lisäaineet tuotantotiloihin riittävästi ennen hitsausten aloittamista, jotta lämpötila ehtii tasaantua Hitsauskoneille järjestettävä säännöllinen huolto ja kunnossapito Teräksestä valmistettujen työtasojen ja kiinnittimien pitää olla maalattuja tai muuten suojattuja Älä käytä samoja käsityökaluja, esim. teräsharjat ja viilat, alumiinille ja teräkselle Teräsharjat pitää olla ruostumatonta terästä Hiomalaikkojen pitää olla keraamisesti sidottuja (ei muovisidoksisia) Käytä hiomalaikkojen asemesta mielummin lastuavia työkaluja, esim. pyöriviä viiloja ja jyrsimiä Jos käytetään paineilmatoimisia työkaluja, niiden tuottama öljysumu voi laskeutua alumiini päälle Ennen hitsausta on oksidikalvo poistettava hitsausalueelta esim. harjaamalla (Rst-harja) Ennen hitsausta on hitsausalue puhdistettava huolellisesti rasvasta, liasta yms. Suuret aineenpaksuudet esikuumennettava suuren lämmönjohtavuuden takia Huolehdi hyvästä ilmanvaihdosta ja hitsaajien suojauksesta (raitisilmamaskit) PAL 5.3 Hitsausvirheet Alumiinihitseissä kuten muidenkin materiaalien hitseissä voi esiintyä hitsausvirheitä, joista tavallisimmat virheet alumiinihitseissä ovat huokoset, kuumahalkeamat ja liitosvirheet. Syyt suurempaan esiintymiseen alumiinihitseissä kuin teräshitseissä ovat alumiinin suuri hapettumistaipumus (oksidikalvo), kuumahalkeiluherkkyys ja lämmönjohtavuus. Hitsausvirheitä: huokosia, halkeamia, liitosvirheita ja reunahaava. 22
23 Huokoset Hitsausvirheiden välttämiseksi on ensiarvoisen tärkeätä puhtaus kaikessa työssä, kun ollaan tekemisessä alumiinin kanssa. Hitsattavien pintojen pitää olla puhtaat rasvasta, öljystä yms. sekä oksidikalvosta. Materiaalit ja lisäaineet on varastoitava asiallisissa olosuhteissa ja vältettävä kondenssiveden syntymistä. Suuret aineenpaksuudet pitää esikuumentaa, koska jäähtyminen on muuten niin nopeata, että hitsisulaan liuenneet kaasut eivät ehdi poistua hitsistä. Kuumahalkemat Kuumahalkeilulle herkkien perusaineiden hitsausta on syytä välttää. Kuumahalkeamien estämiseksi on tärkeätä valita lisäaine oikein, esim. tunnettujen valintakaavioiden avulla. Hitsattavien osien kiinnitys on syytä olla joustava liian suurten kutistumisjännitysten syntymisen estämiseksi. Kraaterihalkemien, jotka syntyvät hitsipalon lopetuskohtaan, estämiseksi pitää lopettaa hitsaus oikein: kuljetusnopeuden kasvattaminen lopussa, valokaaren tuominen taaksepäin tai hitsauskoneessa olevan valmiin ns. lopetusohjelman käyttö. Liitosvirheet Liitosvirheiden syy on useimmiten virheellisessä suoritustekniikassa, liian pieni tai suuri hitsausnopeus tahi puutteelliset puhdistustoimenpiteet. Hitsiluokat Hitsiluokista on kansainvälinen standardi: SFS-EN 30042: Alumiinin kaarihitsaus. Hitsiluokat Standardi antaa hyväksymisrajat eri hitsiluokissa. Hitsit on jaettu sallittavien hitsausvirheiden ja niiden koon perusteella kolmeen eri hitsiluokkaan: B (vaativa), C (hyvä) ja D (tyydyttävä). PAL 5.4 Hitsausmuodonmuutokset Hitsaus aiheuttaa muodonmuutoksia hitsatussa kappaleessa, koska aine kuumenee ja laajenee epätasaisesti. Alumiinin lämpölaajenemiskerroin on kaksinkertainen verrattuna teräkseen, mistä syystä alumiinin muodonmuutokset ovat yleensä suurempia, vaikka näin ei kuitenkaan ole aina käytännössä. Alumiinin suurempi lämmönjohtavuus johtaa laajemman alueen kuumenemiseen, mikä hiukan kompensoi edellistä. Muodonmuutosten vähentämiseksi ja estämiseksi suositellaan. Pienet railotilavuudet Osien vapaa liikkumismahdollisuus Hitsaus keskeltä päihin päin Hitsauskiinnittimien käyttäminen Suuri hitsausnopeus Osien esitaivutus Taka-askelhitsaus Railon hitsaus molemmin puolin 23
24 PAL 6 Hitsauslisäaineet ja suojakaasut PAL 6.1: Hitsauslisäaineet PAL 6.2: Suojakaasut PAL 6.1 Hitsauslisäaineet Hitsauslisäaine tuottaa sulaessaan railoon hitsiainetta. Lisäaineen tuotemuoto MIG-hitsauksessa on umpilanka (hitsauslanka) ja TIG-hitsauksessa hitsaussauva (suora, määräpituinen hitsauslanka). Kun TIGhitsauksessa käytetään koneellista langasyöttöä, lisäaine on sama kuin MIG-hitsauksessa käytettävä umpilanka. Koska alumiinin hitsaus on lähes poikkeuksetta kaasukaarihitsausta, käsitellään tässä vain MIGja TIG-hitsauksen lisäaineita. Langanhalkaisijat Hitsauslisäaineiden tekniset toimitusehdot on annettu standardissa SFS-EN ISO 544, jossa on esitetty myös standardisoidut halkaisijat toleransseineen. Tavallisimmat halkaisijat ovat: MIG: Umpilanka: 0,8 mm, 1,0 mm, 1,2 mm ja 1,6 mm TIG: Hitsaussauva: 1, 6 mm, 2,0 mm, 2,4 mm, 3,2 mm ja 4,0 mm Teräksen MAG-hitsaukseen verrattuna alumiinin MIG-hitsauksessa käytetään vastaavassa tilanteessa yleensä yhtä tai jopa kahta koko luokkaa suurempia halkaisijoita. Levynpaksuus 2-6 mm: 1,2 mm Levynpaksuus 6-25 mm: 1,6 mm Kemiallinen koostumus ja luokittelumerkintä Alumiinin hitsauslisäaineille on kansainvälinen standardi: SFS EN ISO 18273: Hitsauslangat ja hitsaussauvat alumiinin ja alumiiniseosten kaarihitsaukseen Tämän uuden standardin myötä lisäaineiden luokittelumerkinnät ovat muuttuneet kokonaan. Perinteellisesti Euroopassa on käytetty paljon kemiallisen koostumuksen ilmaisevaa seostunnusta (DIN-standardin mukainen), mutta uudessa standardissa päämerkintä on nelinumeroinen merkintä, joka perustuu alumiinien AA-järjetelmään. Kuitenkin edelleen voidaan käyttää myös vaihtoehtoisesti kemiallisen koostumuksen tunnusta. Esimerkkinä tavallisimpien lisäainetyyppien vanhat ja uudet merkinnät Esimerkki (Esab OK Autrod) Vanha DIN 1732 Uusi: Numeerinen 1) SFS-EN ISO Uusi: Kemiallinen 1) SFS-N ISO Al99,5 Al 1100 Al99, AlSi5 Al 4043/Al 4043A AlSi5/AlSi5(A) AlSi12 Al 4047/Al 4047 AlSi12/AlSi12(A) AlMg3 Al 5754 AlMg AlMg5 Al 5356/Al 5356A AlMg5Cr(A) AlMg4,5Mn Al 5183/Al 5183A AlMg4,5Mn(A) 1) XXXX/XXXX tarkoitta sitä, että ko.lisäaine täyttää molempien seostunnusten vaatimukset. Esimerkki MIG-hitsauslangan luokittelumerkinnästä: Esimerkki: Esab OK Autrod Umpilanka SFS-EN ISO S Al 4043 (tai S Al AlSi5) Esim. entinen merkintä: DIN 1732: S AlSi5 24
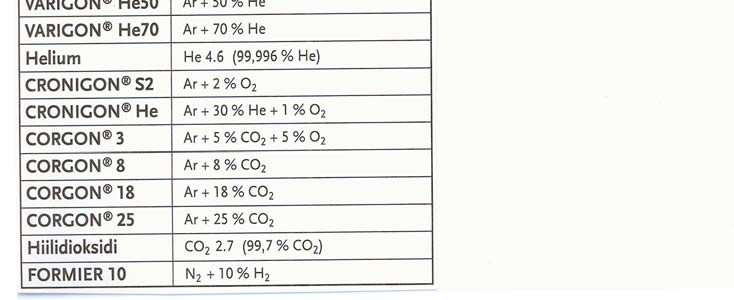
25 Lisäaineiden käsittely ja varastointi Lisäaineet on varastoitava alkuperäispakkauksissaan kuivassa ja tasalämpöisessä tilassa. Käytön jälkeen ne on palautettava alkuperäispakkauksissaan takaisin varastoon. Jos lisäaine tuodaan kylmemmästä tilasta lämpimämpään työtilaan, ne on tuotavan hyvissä ajoin ennen käyttöä työtilaan alkuperäispakkauksessa lämpötilan tasaantumiseksi. Lisäaineen valinta Yleisperiaate on, että karkenemattomat seokset hitsataan yleensä perusainetta vastaavalla lisäaineella ja karkenevat seokset hitsataan käyttäen joko AlMg5- tai AlSi5-tyyppistä lisäainetta, paitsi AlZnMg-seokset, joille käy ainoastaan AlMg5-tyyppinen lisäaine. Lisäaineen valinta on yleensä taulukoitu, joissa on otettu huomioon myös eri alumiiniseosten väliset eripariliitokset. Alla on esitetty hieman lyhennetty valintataulukko, jossa lisäaineiden merkinnät ovat vielä vanhoja DIN-merkintöjä. Lisäaineen valintakaavio PAL 6.2 Suojakaasut Suojakaasun päätehtävä kaasukaarihitsauksessa antaa suoja hitsaustapahtumalle ympäröivää ilmaa vastaan. TIG-hitsauksessa se suojaa samalla myös kuumaa elektrodia hapettumiselta. Suojakaasu vaikuttaa ja sillä voidaan vaikuttaa myös moniin muihin asioihin: hitsin tiiveyteen, hitsausnopeuteen, tunkeumaan, hitsisulan juoksevuuteen, valokaaren vakavuuteen, valokaaren syttyvyyteen ja hitsaussavuihin. Suojakaasuista on myös eurooppalainen standardi: SFS-EN 439: Suojakaasut kaarihitsaukseen ja leikkaukseen 25
, joita ova: puhdas argon (tunnus: I1) argonin ja heliumin seoskaasu (tunnus: I3) Inertillä kaasulla tarkoitetaan sellaista")
26 Standardi luokittelee suojakaasut niiden kemiallisten ominaisuuksien ja koostumuksien perusteella eri pääryhmiin ja alaryhmiin. Alumiinin hitsauksessa käytetään aina inerttejä suojakaasuja (ryhmätunnus I), joita ova: puhdas argon (tunnus: I1) argonin ja heliumin seoskaasu (tunnus: I3) Inertillä kaasulla tarkoitetaan sellaista kaasua, joka ei reagoi kemiallisesti sulan metallin kanssa. Lisäksi sen liukoisuus sulaan metalliin on yleensä hyvin pieni. Yleisin kaasu sekä MIG- että TIG-hitsauksessa on puhdas argon. Heliumilla on erilaiset fysikaaliset ominaisuudet, mm. korkeampi ionisaatiopotentiaali ja suurempi lämmönjohtavuus, joita voidaan hyödyntää alumiinin hitsauksessa, jossa tarvitaan yleensä paljon lämpöä. Helium nostaa kaarijännitettä huomattavasti, mikä nostaa vastaavasti kaaritehoa (virta x jännite), jolloin vastaavasti tuotu lämpömäärä kasvaa. Tätä voidaan hyödyntää paksujen aineiden hitsauksessa (yli noin mm), jolloin esikuumennustarve on pienempi. Lisäksi helium suurenta tunkeumaa. Heliumia ei käytetä yleensä puhtaana vaan kaasuseoksena argonin kanssa epävakaamman valokaaren ja huonomman syttyvyyden takia, esim. 75%Ar+25%He tai 50%Ar+50%He. Argonin ja heliumin ominaisuuksia hitsauksessa Suojakaasun vaikutus Argon Helium Hitsiaineentuotto Pienempi Suurempi Tunkeuma Pienempi Suurempi Kaasunvirtaus Pienempi Suurempi Valokaari Vakaampi Epävakaampi Tiiveysvarmuus Huonompi Parempi Kaasu hinta Pienempi Suurempi Hitsausnopeus Pienempi Suurempi Suojakaasun virtaus Tarvittava suojakaasun virtausmäärä riippuu useasta tekijästä: Perusaineesta Hitsausprosessista Suojakaasusta Hitsaustehosta Tyypilliset virtausmäärät MIG-hitsauksessa ovat: Argon: l/min (lyhytkaari) ja l/min (kuuma- ja pulssikaari) 75%Ar+25%He: l/min 50%Ar+50%He: l/min Tyypilliset virtausmäärät TIG-hitsauksessa ovat: Argon: 5-10 l/min 75%Ar+30%He: l/min Suojakaasun virtaus on syytä tarkistaa aika ajoin ns. tarkistusrotametrillä suoraan hitsauspistoolin päästä, koska se ei välttämättä ole sama kuin se, joka on säädetty pulloon liitetystä virtaussäätimestä katsottu virtausmäärä. Suojakaasun virtauksen tarkistus hitsauspistoolista 26
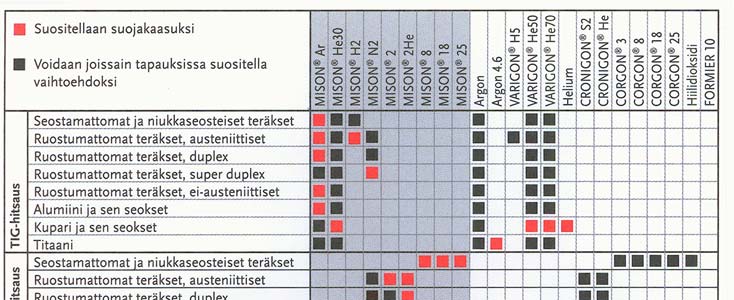
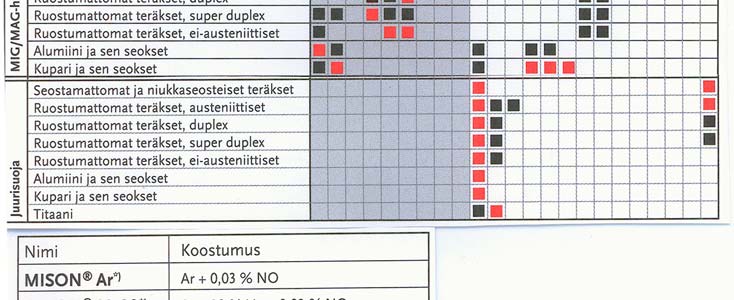
27 Suojakaasun valinta Suojakaasujen valintataulukko (AGA) 27
Pienoisopas. Alumiinihitsaus.
 Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Annatko otsonin vaarantaa terveytesi?
 3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
ALUMIININ OKSIDIKERROKSEN MERKITYS HITSAUKSESSA THE EFFECT OF THE OXIDE LAYER IN ALUMINIUM WELDING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari ALUMIININ OKSIDIKERROKSEN MERKITYS HITSAUKSESSA THE EFFECT OF THE OXIDE LAYER
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari ALUMIININ OKSIDIKERROKSEN MERKITYS HITSAUKSESSA THE EFFECT OF THE OXIDE LAYER
OPTINEN RAILONSEURANTA ALUMIINIRAKENTEIDEN HITSAUKSESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari OPTINEN RAILONSEURANTA ALUMIINIRAKENTEIDEN HITSAUKSESSA Lappeenrannassa 7.12.2009 Raine
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari OPTINEN RAILONSEURANTA ALUMIINIRAKENTEIDEN HITSAUKSESSA Lappeenrannassa 7.12.2009 Raine
ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM
 0 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM Lappeenrannassa 12.8.2013 Ilkka Kaipainen
0 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM Lappeenrannassa 12.8.2013 Ilkka Kaipainen
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
K.P. Säiliöt Ay, valvojana Matti Koivunen
 TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tutkintotyö HITSAUSOHJEET JA -KOKEET VAK/ ADR -SÄILIÖVALMISTUKSEEN Työn teettäjä Työn ohjaaja Tampere 2007 K.P. Säiliöt Ay, valvojana
TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tutkintotyö HITSAUSOHJEET JA -KOKEET VAK/ ADR -SÄILIÖVALMISTUKSEEN Työn teettäjä Työn ohjaaja Tampere 2007 K.P. Säiliöt Ay, valvojana
465102A Konetekniikan materiaalit, 5op
 465102A Konetekniikan materiaalit, 5op Luento n:o 2 kevytmetallit (Al, Ti, Mg) Timo Kauppi 2 Alumiini 3 Yleistä Alumiini on maankuoren kolmanneksi yleisin alkuaine hapen ja piin jälkeen. Alumiini ei esiinny
465102A Konetekniikan materiaalit, 5op Luento n:o 2 kevytmetallit (Al, Ti, Mg) Timo Kauppi 2 Alumiini 3 Yleistä Alumiini on maankuoren kolmanneksi yleisin alkuaine hapen ja piin jälkeen. Alumiini ei esiinny
A.1 Kaarihitsauksen perusteet
 1 A.1 Kaarihitsauksen perusteet A.1.1 Sähköopin perusteet Mitä on sähkö? Aineen perusrakenne koostuu atomeista, jotka ovat erittäin pieniä. Atomiin kuuluu ydin ja sitä ympäröivä elektroniverho, jossa elektronit
1 A.1 Kaarihitsauksen perusteet A.1.1 Sähköopin perusteet Mitä on sähkö? Aineen perusrakenne koostuu atomeista, jotka ovat erittäin pieniä. Atomiin kuuluu ydin ja sitä ympäröivä elektroniverho, jossa elektronit
B6 Yleiskatsaus hitsausprosesseihin
 B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
Tietoa hitsarin takataskuun
 Tietoa hitsarin takataskuun XA00153012 Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. Vihkoseen on koottu yleisimmin
Tietoa hitsarin takataskuun XA00153012 Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. Vihkoseen on koottu yleisimmin
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3
 MIG-hitsauslangat KOVAHITSAUS MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa..... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3 RUOSTUMATTOMAT MIG 307Si AWS A5.9: ~ ER307 sekaliitos
MIG-hitsauslangat KOVAHITSAUS MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa..... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3 RUOSTUMATTOMAT MIG 307Si AWS A5.9: ~ ER307 sekaliitos
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen.
 Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
Alumiinin ominaisuuksia
 Alumiini Alumiini Maaperän yleisin metalli Kuuluu kevytmetalleihin Teräksen jälkeen käytetyin metalli Käytetty n. 110 v. Myrkytön Epämagneettinen Kipinöimätön 1 Alumiinin ominaisuuksia Tiheys, ~ teräs/3
Alumiini Alumiini Maaperän yleisin metalli Kuuluu kevytmetalleihin Teräksen jälkeen käytetyin metalli Käytetty n. 110 v. Myrkytön Epämagneettinen Kipinöimätön 1 Alumiinin ominaisuuksia Tiheys, ~ teräs/3
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
HITSAUSMENETELMÄT. Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia
 HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
HUOM. Kirjan taulukoissa on käytetty suomalaisesta käytännöstä poiketen pistettä erottamaan kokonais- ja desimaaliosaa toisistaan.
 Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ.
 WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG www.eco-tracks.com HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ TELAHOKKIEN HITSAUSOHJE Yleistä Booriseosteisen teräksen ominaisuuksia Karkaistun booriseosteisen
WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG www.eco-tracks.com HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ TELAHOKKIEN HITSAUSOHJE Yleistä Booriseosteisen teräksen ominaisuuksia Karkaistun booriseosteisen
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily , SHY Turku. Jyrki Honkanen Oy AGA Ab
 Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
Tuoteluettelo SUOJAKAASUT
 Tuoteluettelo SISÄLTÖ Tuoteluettelo 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Esipuhe Valintataulukko Argon Helium Hiilidioksidi Happi Asetyleeni Typpi AWOMIX (SK-12, SK-18, SK-25) SK-2 Awodrop SO-2
Tuoteluettelo SISÄLTÖ Tuoteluettelo 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Esipuhe Valintataulukko Argon Helium Hiilidioksidi Happi Asetyleeni Typpi AWOMIX (SK-12, SK-18, SK-25) SK-2 Awodrop SO-2
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
18 Hakemisto. Hakemisto
 18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Kuumasinkityn teräksen liittäminen hitsaaminen
 Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
Korjaus- ja kunnossapitohitsaus
 Korjaus- ja kunnossapitohitsaus Hitsaus on tärkeä menetelmä korjaustoiminnassa Hitsaus on metallien yleisin liittämismenetelmä. Hitsausta käytetään konepajoissa, kun valmistetaan erilaisia uusia tuotteita.
Korjaus- ja kunnossapitohitsaus Hitsaus on tärkeä menetelmä korjaustoiminnassa Hitsaus on metallien yleisin liittämismenetelmä. Hitsausta käytetään konepajoissa, kun valmistetaan erilaisia uusia tuotteita.
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
H. Valukappaleen korjaushitsausmenetelmät
 H. Valukappaleen korjaushitsausmenetelmät Pekka Niemi Tampereen ammattiopisto Kuva 248. Puikkohitsausmenetelmä Kuva 249. Mig/Mag - hitsausmenetelmä Kuva 250. Tig-hitsausmenetelmä Valukappaleen korjaushitsauksia
H. Valukappaleen korjaushitsausmenetelmät Pekka Niemi Tampereen ammattiopisto Kuva 248. Puikkohitsausmenetelmä Kuva 249. Mig/Mag - hitsausmenetelmä Kuva 250. Tig-hitsausmenetelmä Valukappaleen korjaushitsauksia
MIG/MAG-hitsaus. Sisällysluettelo. MIG/MAG-hitsausta.
 MIG/MAG-hitsaus MIG/MAG-hitsausta. MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla aikaansaatava valokaari palaa lisäainelangan
MIG/MAG-hitsaus MIG/MAG-hitsausta. MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla aikaansaatava valokaari palaa lisäainelangan
LISÄMODULI. PSS Ruostumattomat teräkset ja niiden hitsaus
 LISÄMODULI PSS Ruostumattomat teräkset ja niiden hitsaus PSS 1: Ruostumattomat teräkset ja niiden ominaisuudet PSS 1.1: Määritelmä PSS 1.2: Passiivikalvo PSS 1.3: Ruostumattomien terästen merkinnät PSS
LISÄMODULI PSS Ruostumattomat teräkset ja niiden hitsaus PSS 1: Ruostumattomat teräkset ja niiden ominaisuudet PSS 1.1: Määritelmä PSS 1.2: Passiivikalvo PSS 1.3: Ruostumattomien terästen merkinnät PSS
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES Lappeenrannassa 24.4.2012
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES Lappeenrannassa 24.4.2012
Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen. Kirjallisuusselvitys
 Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2013 Austeniittiset lisäaineet
Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2013 Austeniittiset lisäaineet
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI
 Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI KOBOLTTI www.somotec.fi SISÄLLYSLUETTELO SEOSTAMATTOMAT
Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI KOBOLTTI www.somotec.fi SISÄLLYSLUETTELO SEOSTAMATTOMAT
Hitsauksen teoriaopetus A5 Hitsausaineet 1
 Hitsauksen teoriaopetus A5 Hitsausaineet 1 A.5 Hitsausaineet A.5.1 Puikkohitsaus Hitsauspuikon periaate Hitsauspuikko muodostuu sydänlangasta, jonka ympärille on puristettu päällyste. Valokaaren lämmön
Hitsauksen teoriaopetus A5 Hitsausaineet 1 A.5 Hitsausaineet A.5.1 Puikkohitsaus Hitsauspuikon periaate Hitsauspuikko muodostuu sydänlangasta, jonka ympärille on puristettu päällyste. Valokaaren lämmön
Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen
 Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen Mallinnus rakenteesta, tuotekortteina kuvatusta sisällöstä ja toteutuksen vuosikellosta Henkilökohtaistamisen ja osaamisen arvioinnin
Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen Mallinnus rakenteesta, tuotekortteina kuvatusta sisällöstä ja toteutuksen vuosikellosta Henkilökohtaistamisen ja osaamisen arvioinnin
A.2 Hitsauslaitteisto
 1 A.2 Hitsauslaitteisto A.2.1 Sähkön jakelu, liitäntä verkkoon Hitsauslaitteiston ensisijainen tehtävä on pienentää jakeluverkon korkea jännite sekä samalla mahdollistaa suuren sähkövirran käytön. Lisäksi
1 A.2 Hitsauslaitteisto A.2.1 Sähkön jakelu, liitäntä verkkoon Hitsauslaitteiston ensisijainen tehtävä on pienentää jakeluverkon korkea jännite sekä samalla mahdollistaa suuren sähkövirran käytön. Lisäksi
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Korjaushitsauskäsikirja
 Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY WITH SHIELDING GAS CHOICES
 Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
HITSAUSSUOJAKAASUJEN TEHOKAS JA TALOUDELLINEN KÄYTTÖ
 HITSAUSSUOJAKAASUJEN TEHOKAS JA TALOUDELLINEN KÄYTTÖ Kalevi Korjala 29.6.2007 Copyright 2007 Kalevi Korjala 1. JOHDANTO.. 1 2. HITSAUSSUOJAKAASUT. 2 2.1 Hitsaussuojakaasujen merkitys hitsauksessa 2 2.2
HITSAUSSUOJAKAASUJEN TEHOKAS JA TALOUDELLINEN KÄYTTÖ Kalevi Korjala 29.6.2007 Copyright 2007 Kalevi Korjala 1. JOHDANTO.. 1 2. HITSAUSSUOJAKAASUT. 2 2.1 Hitsaussuojakaasujen merkitys hitsauksessa 2 2.2
HITSAUSSANASTOA. Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen
 HITSAUSSANASTOA Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen Sisällysluettelo Hitsausasennot... 3 Railotyypit... 3 Hitsin osat... 3 Hitsausvirheet... 3 Kaasuhitsaus... 4 Puikkohitsaus...
HITSAUSSANASTOA Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen Sisällysluettelo Hitsausasennot... 3 Railotyypit... 3 Hitsin osat... 3 Hitsausvirheet... 3 Kaasuhitsaus... 4 Puikkohitsaus...
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Alumiinivalujen raaka-ainestandardit
 www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
Mikä on ruostumaton teräs? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
Hitsien laatu ja. Hitsausuutisissa julkaistut artikkelit, osat 1 5. Juha Lukkari OY ESAB
 Hitsien laatu ja hitsausvirheet Hitsausuutisissa julkaistut artikkelit, osat 1 5 Juha Lukkari OY ESAB Julkaisija: OY ESAB, Ruosilantie 18, 00390 Helsinki, puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi
Hitsien laatu ja hitsausvirheet Hitsausuutisissa julkaistut artikkelit, osat 1 5 Juha Lukkari OY ESAB Julkaisija: OY ESAB, Ruosilantie 18, 00390 Helsinki, puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi
Tasalujat hitsauslangat ultralujille teräksille
 Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Puikkojen oikea valinta
 Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Korjaushitsauskäsikirja
 Korjaushitsauskäsikirja Osa 2, Hitsausohjeita OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 2, Hitsausohjeita Valuraudan hitsaus... 2-3 Huonosti
Korjaushitsauskäsikirja Osa 2, Hitsausohjeita OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 2, Hitsausohjeita Valuraudan hitsaus... 2-3 Huonosti
Käytännön ohjeita MIG/MAG-hitsaukseen.
 Käytännön ohjeita MIG/MAG-hitsaukseen. Käytännön ohjeita MIG/MAG-hitsaukseen. 02 Sisällysluettelo Sisällysluettelo. 1 MIG/MAG-hitsaus 4 1.1 Prosessikuvaus 4 1.2 MIG/MAG-hitsauksen sähköinen toimintaperiaate
Käytännön ohjeita MIG/MAG-hitsaukseen. Käytännön ohjeita MIG/MAG-hitsaukseen. 02 Sisällysluettelo Sisällysluettelo. 1 MIG/MAG-hitsaus 4 1.1 Prosessikuvaus 4 1.2 MIG/MAG-hitsauksen sähköinen toimintaperiaate
C.2 Muut perusaineet kuin seostamaton teräs
 1 C.2 Muut perusaineet kuin seostamaton teräs C.2.1 Seosteräkset ja ruostumattomat teräkset Seosteräkset Valitaan esimerkkinä seosteräs analyysillä 0,2% C, 1,5% Mn ja 0,5% Mo. Sulamisvyöhykkeessä syntyy
1 C.2 Muut perusaineet kuin seostamaton teräs C.2.1 Seosteräkset ja ruostumattomat teräkset Seosteräkset Valitaan esimerkkinä seosteräs analyysillä 0,2% C, 1,5% Mn ja 0,5% Mo. Sulamisvyöhykkeessä syntyy
RAILOGEOMETRIAN VAIKUTUS POHJAPALON HITSAUKSEEN MODIFIOIDULLA MAG-HITSAUSPROSESSILLA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari RAILOGEOMETRIAN VAIKUTUS POHJAPALON HITSAUKSEEN MODIFIOIDULLA MAG-HITSAUSPROSESSILLA THE
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari RAILOGEOMETRIAN VAIKUTUS POHJAPALON HITSAUKSEEN MODIFIOIDULLA MAG-HITSAUSPROSESSILLA THE
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
ALUMIINIPALKIN VALMISTETTAVUUS- JA HITSATTAVUUSVERTAILU ALUMIININ SEOSTUKSEN JA TUOTANNON AUTOMAATIOASTEEN NÄKÖKULMISTA
 LUT-YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö ALUMIINIPALKIN VALMISTETTAVUUS- JA HITSATTAVUUSVERTAILU ALUMIININ SEOSTUKSEN JA TUOTANNON AUTOMAATIOASTEEN NÄKÖKULMISTA COMPARISON
LUT-YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö ALUMIINIPALKIN VALMISTETTAVUUS- JA HITSATTAVUUSVERTAILU ALUMIININ SEOSTUKSEN JA TUOTANNON AUTOMAATIOASTEEN NÄKÖKULMISTA COMPARISON
AWS A5.20/A5.20M : E70T-9C-H8 / E70T-9M-H8 EN 758 : T 46 0 R C 3 H10 / T 46 0 R M 3 H10
 Luokittelu Suojakaasullinen täytelanka käsihitsaukseen tai mekanisoituun hitsaukseen jalkoasennossa Vähän roiskeita, hyvä kuonan irtoaminen, juoheva ulkonäkö, erinomainen hitsattavuus Hyvä tuotto ja syvä
Luokittelu Suojakaasullinen täytelanka käsihitsaukseen tai mekanisoituun hitsaukseen jalkoasennossa Vähän roiskeita, hyvä kuonan irtoaminen, juoheva ulkonäkö, erinomainen hitsattavuus Hyvä tuotto ja syvä
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT. Copyright Isto Jokinen. Käyttö opetuksessa tekijän luvalla
 METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
ALUMIINIHITSAUKSEN OPETUKSEN KEHITTÄMINEN
 ALUMIINIHITSAUKSEN OPETUKSEN KEHITTÄMINEN Ähtärin ammatti-instituutissa Jari Hautamäki, Pertti Vähämaa, Arto Koskela Kehittämishankeraportti Marraskuu 2008 Ammatillinen opettajakorkeakoulu JYVÄSKYLÄN AMMATTIKORKEAKOULU
ALUMIINIHITSAUKSEN OPETUKSEN KEHITTÄMINEN Ähtärin ammatti-instituutissa Jari Hautamäki, Pertti Vähämaa, Arto Koskela Kehittämishankeraportti Marraskuu 2008 Ammatillinen opettajakorkeakoulu JYVÄSKYLÄN AMMATTIKORKEAKOULU
CD-hitsauspultit. Tuoteluettelo Tekniset tiedot
 CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
HITSAUKSEN LAADUN PARANTAMINEN
 1 Opinnäytetyö AMK Kone- ja tuotantotekniikka Tuotantotekniikka 2018 Gharbi Sellami HITSAUKSEN LAADUN PARANTAMINEN 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone-ja tuotantotekniikka 2018
1 Opinnäytetyö AMK Kone- ja tuotantotekniikka Tuotantotekniikka 2018 Gharbi Sellami HITSAUKSEN LAADUN PARANTAMINEN 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone-ja tuotantotekniikka 2018
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA
 WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
RUOSTUMATTOMAT JA HAPONKESTÄVÄT TERÄKSET
 SISÄLLYSLUETTELO ALUMIINIT PYÖRÖTANGOT 2 NELIÖTANGOT 2 LATTATANGOT 3 L-PROFIILIT 4 U-PROFIILIT 4 NELIÖPUTKET 5 SUORAKAIDEPUTKET 5 PYÖRÖPUTKET 6 T-PROFIILIT 6 LASITUSLISTAT 7 LEVYT 8-10 VERTAILUTAULUKKO
SISÄLLYSLUETTELO ALUMIINIT PYÖRÖTANGOT 2 NELIÖTANGOT 2 LATTATANGOT 3 L-PROFIILIT 4 U-PROFIILIT 4 NELIÖPUTKET 5 SUORAKAIDEPUTKET 5 PYÖRÖPUTKET 6 T-PROFIILIT 6 LASITUSLISTAT 7 LEVYT 8-10 VERTAILUTAULUKKO
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
Tandem-MAG-hitsaus vaaka-asennossa
 Teknillinen tiedekunta LUT Metalli BK10A0400 Kandidaatintyö ja seminaari Tandem-MAG-hitsaus vaaka-asennossa Tandem-MAG-Welding in Horizontal Position Lappeenrannassa 30.3.2009 Jari Tervolin jtervoli@lut.fi
Teknillinen tiedekunta LUT Metalli BK10A0400 Kandidaatintyö ja seminaari Tandem-MAG-hitsaus vaaka-asennossa Tandem-MAG-Welding in Horizontal Position Lappeenrannassa 30.3.2009 Jari Tervolin jtervoli@lut.fi
KOVAJUOTTEET 2009. Somotec Oy. fosforikupari. hopea. messinki. alumiini. juoksutteet. www.somotec.fi
 KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Corthal, Thaloy ja Stellite
 Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Hitsaustalous ja tuottavuus
 2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
SINKITYN LEVYN HITSAUS KYLMÄKAARIPROSESSILLA WELDING OF ZINC COATED SHEET METAL WITH MIG/MAG COLD PROCESS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari SINKITYN LEVYN HITSAUS KYLMÄKAARIPROSESSILLA WELDING OF ZINC COATED SHEET METAL WITH
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari SINKITYN LEVYN HITSAUS KYLMÄKAARIPROSESSILLA WELDING OF ZINC COATED SHEET METAL WITH
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power Pro 205 Power Pro 256 ESITTELY Power Pro sarjan hitsauskoneiden valmistuksessa käytetään nykyaikaista invertteri tekniikka. Koneet ovat monitoimi laitteita joilla voidaan hitsata
KÄYTTÖ-OHJE EVERLAST Power Pro 205 Power Pro 256 ESITTELY Power Pro sarjan hitsauskoneiden valmistuksessa käytetään nykyaikaista invertteri tekniikka. Koneet ovat monitoimi laitteita joilla voidaan hitsata
Tietoa hitsarin takataskuun
 Tietoa hitsarin takataskuun Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. ihkoseen on koottu yleisiin käytetyt
Tietoa hitsarin takataskuun Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. ihkoseen on koottu yleisiin käytetyt
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
TYÖVÄLINETERÄSTEN HITSAUS. käyttösovellusopas kylmätyöstö
 TYÖVÄLINETERÄSTEN HITSAUS käyttösovellusopas kylmätyöstö sisällys Yleistä työvälineterästen hitsauksesta... 3 Hitsausmenetelmät... 3 Työpiste... 5 Hitsausaineet... 6 Varo vetyä!... 7 Korotettu työlämpötila...
TYÖVÄLINETERÄSTEN HITSAUS käyttösovellusopas kylmätyöstö sisällys Yleistä työvälineterästen hitsauksesta... 3 Hitsausmenetelmät... 3 Työpiste... 5 Hitsausaineet... 6 Varo vetyä!... 7 Korotettu työlämpötila...
TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN
 1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Suojakaasukäsikirja. Suojakaasukäsikirja.
 Suojakaasukäsikirja. Suojakaasukäsikirja. 2 Sisältö Sisältö. 4 Suojakaasun tehtävät 7 MISON suojakaasuohjelma 9 Työympäristö 14 Suojakaasun vaikutus tuottavuuteen 21 Suojakaasu ja laatu 26 Seostamattomien
Suojakaasukäsikirja. Suojakaasukäsikirja. 2 Sisältö Sisältö. 4 Suojakaasun tehtävät 7 MISON suojakaasuohjelma 9 Työympäristö 14 Suojakaasun vaikutus tuottavuuteen 21 Suojakaasu ja laatu 26 Seostamattomien
Oppilaitos, standardit ja teollisuus
 Tampereen ammattikorkeakoulu Ammatillinen opettajakorkeakoulu Kauhanen Jyrki Suominen Jari Kehittämishanke Oppilaitos, standardit ja teollisuus Opetussuunnitelman, opettajien, standardien sekä hitsattavien
Tampereen ammattikorkeakoulu Ammatillinen opettajakorkeakoulu Kauhanen Jyrki Suominen Jari Kehittämishanke Oppilaitos, standardit ja teollisuus Opetussuunnitelman, opettajien, standardien sekä hitsattavien
KEMPPI K5 HITSAUSLAITTEET. MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA
 KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita