RÖNTGENDIFFRAKTIOROBOTTIEN TARKKUUSMITTAUKSET
|
|
|
- Anja Aaltonen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1 RÖNTGENDIFFRAKTIOROBOTTIEN TARKKUUSMITTAUKSET Sauli Lappalainen Opinnäytetyö Helmikuu 2016 Kone- ja tuotantotekniikka Kone- ja laiteautomaatio
2 TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka Kone- ja laiteautomaatio LAPPALAINEN, SAULI: Röntgendiffraktiorobottien tarkkuusmittaukset Opinnäytetyö 41 sivua, joista liitteitä 5 sivua Helmikuu 2016 Opinnäytetyön toimeksiantajana oli jyväskyläläinen Stresstech Oy, joka valmistaa mittalaitteita ja tuottaa palveluita laadunvalvontaan. Opinnäytetyön tarkoituksena oli suorittaa tarkkuusmittauksia toimeksiantajan valmistamille röntgendiffraktiorobottijärjestelmille osana toimeksiantajan normaalia tuotekehitystoimintaa mittauslaitteiden tarkkuuden, luotettavuuden ja toistettavuuden parantamiseksi. Työssä keskityttiin vain mittauksiin ja niiden tulosten analysointiin, joten varsinainen mittaustarkkuuden parantamiseen tähtäävät toimenpiteet rajattiin työn ulkopuolelle. Tarkkuusmittaukset tehtiin käyttämällä kahta erilaista tapaa, kääntyvänivelisten robottien kalibrointiin suunniteltua Wiest LaserLAB -laitteistoa ohjelmistoineen ja Stresstechin omaa Xtronic-ohjelmistoa ja linjauskameraa. Kyseiset mittausmenetelmät valittiin, koska ne olivat jo yrityksen käytössä. Tarkkuusmittauksia tehtiin usealle eri robotille. Kattavimmin tutkittu robotti oli yrityksen oma tuotekehitysrobotti, ja lisäksi mittauksia tehtiin asiakkaille lähtevillä roboteilla tuotantoaikataulun salliessa. Mittaustulosten perusteella tutkittujen teollisuusrobottien tarkkuus vaihtelee robottiyksilöiden välillä. Lisäksi mittaustapahtumassa tehtävien liikkeiden ja asentojen välillä voi olla suuriakin eroja. Työstä saatujen tulosten perusteella yrityksessä aloitettiin uuden kohdistusteknologian kehitystyö, jonka avulla mittausrobottien tarkkuutta voidaan entisestään parantaa. Asiasanat: robotti tarkkuus mittaaminen
3 ABSTRACT Tampereen ammattikorkeakoulu Tampere University of Applied Sciences Mechanical and Production Engineering Machine Automation LAPPALAINEN, SAULI: Accuracy Measurements of X-ray Diffraction Robots Bachelor's thesis 41 pages, appendices 5 pages February 2016 The thesis was commissioned by Stresstech Oy from Jyväskylä, which produces equipment and provides services for quality control. The goal of the thesis was to carry out accuracy measurements for the X-ray diffraction robot systems produced by the company. The thesis was part of the company s research and development plan to increase the accuracy, reliability and repeability of X-ray diffraction equipment. This thesis concentrates only on taking measurements and analyzing them, so actual work aim to improve the measurement results was outside the scope of this thesis. The accuracy measurement were taken by using two different systems: the Wiest LaserLAB, which is a calibration equipment for serial robots, and Stresstech s proprietary Xtronic software with an alignment camera. These measuring systems were chosen because they were already used in the company. Accuracy measurement were made on several robots. The most comprehensive measurements were taken using Stresstech s own research and development robot. When the production timetables allowed, additional measurements were also made on robots which were to be sent to customers. According to the results there is variation between invidual robots of same model. In addition to this, the results varied between robot s different orientations during the simulated X-ray diffraction measurement. Based on the results the company has started a project for a new alignment method to increase the accuracy of measuring robots. Key words: robot accuracy measurement
4 4 SISÄLLYS 1 JOHDANTO TOIMEKSIANTAJAN JA TEKNOLOGIAN ESITTELY Stresstech Oy Xstress Robot ROBOTIIKKA JA ROBOTIT Teollisuusrobotiikka Rakenne Nivelet ja tukivarret Ohjausjärjestelmä ja anturointi Työkalu ja lisälaitteet Robottityypit Suorakulmainen robotti SCARA-robotti Sylinterimäinen robotti Rinnakkaisrakenteinen robotti Kiertyvänivelinen robotti MITTAUSTEN TOTEUTUS Wiest LaserLAB Xtronic ja kameralinjaus Mittaustekniikka Työturvallisuus ROBOTTI Mittaus Mittaus Mittaus Mittaus ROBOTTI Mittaus ROBOTTI Mittaus POHDINTA JA JOHTOPÄÄTÖKSET LÄHTEET LIITTEET Liite 1. Robotin 1 mittauspöytäkirjat Liite 2. Robotin 2 mittauspöytäkirja Liite 3. Robotin 3 mittauspöytäkirja... 41
5 5 ERITYISSANASTO Masterointi NDT Rotaatio SCARA Tiltti XMU Robotin akseleiden asennon nollaaminen nondestructive testing, rikkomaton aineenkoestus Robotin x-y-tasossa suorittama kiertoliike Selective compliant assembly robotic arm Robotin työkalun kallistus sivusuuntaan X-ray main unit
6 6 1 JOHDANTO Opinnäytetyöni sai alkunsa saadessani työharjoittelupaikan Stresstech Oy:stä, joka valmistaa mittalaitteita laadunvalvontaan. Harjoittelun aikana ilmeni yrityksen tarve selvittää röntgendiffraktiomittauksissa käytettyjen robottien tarkkuutta. Osassa Stresstechin valmistamia röntgendiffraktiolaitteita mittaustapahtuma on automatisoitu liittämällä varsinainen mittapää teollisuusrobottikäsivarteen. Robotilla saadaan sen ulottuvuuden ja suuren vapausastemäärän ansiosta mitattua huomattavasti suurempia ja monimutkaisempia kappaleita kuin tavanomaisella röntgenmittauslaitteella eli goniometrilla. Opinnäytetyö oli tuotekehitysprojekti, ja sen tavoitteena oli kartoittaa yrityksen valmistamien mittausrobottilaitteiden tarkkuutta erilaisten mittausmenetelmien avulla. Saatavien tulosten oli tarkoitus toimia pohjana lisätutkimukselle, joka pyrkisi edelleen kehittämään mittalaitteiden tarkkuutta. Varsinainen tarkkuuden parantamiseen tähtäävä muutostyö rajattiin siten opinnäytetyön ulkopuolelle. Mittauskohteina olivat yrityksen oma tuotekehitysrobotti, jolle suoritettiin laajin mittausohjelma, sekä useita asiakkaille toimitettavia robotteja. Työssä valitiin käytettäväksi kaksi toisistaan poikkeavaa mittausmenetelmää, Wiest AG:n LaserLAB sekä Stresstechin oma Xtronic-ohjelmisto ja röntgenkamera. Mittauslaitteistoja pystyttiin myös yhdistelemään, jolloin saatiin laajempia tuloksia ja lisää tietoa mittausten toistettavuudesta. Opinnäytetyö käy läpi röntgendiffraktiomittauksen fysikaalisen taustateorian ja perusteet sekä robotiikan teoriaa ja peruskäsitteitä painottuen kiertyvänivelisiin teollisuusrobotteihin, jotka olivat työn tutkimuskohde. Työssä esitellään tarkkuusmittauksissa käytetty laitteisto ja menetelmät. Mittauksista saadut tulokset käsitellään, ja niistä tehdyt loppupäätelmät käydään läpi työn viimeisessä osassa.
7 7 2 TOIMEKSIANTAJAN JA TEKNOLOGIAN ESITTELY 2.1 Stresstech Oy Stresstech Oy on Jyväskylän Vaajakoskella sijaitseva mittauslaitteita valmistava ja mittauspalveluita tuottava yritys. Se on perustettu vuonna 1984, ja se muodostaa Saksassa, Yhdysvalloissa ja Intiassa sijaitsevien tytäryhtiöidensä kanssa Stresstech Group -konsernin. Stresstech on erikoistunut mittausvälineisiin, jotka soveltavat rikkomatonta aineenkoestusta (NDT) mittaamaan jäännösausteniittia rautametalleissa, jäännösjännityksiä sekä mekaanisen muokkauksen ja lämpökäsittelyn aiheuttamia pinnankovuuden muutoksia. Lisäksi yritys tarjoaa mittauspalveluita. Tärkeimmät asiakassegmentit ovat autoteollisuus ja sen alihankkijat, metalliteollisuus ja tutkimuslaitokset sekä yliopistot. Yrityksen mittalaitteissaan käyttämiä NDT-menetelmiä ovat koneistettujen osien laadunvalvontaan käytettävä Barkhausenin kohina ja jäännösjännitysten sekä jäännösausteniitin tutkimiseen käytettävä röntgendiffraktio. Lisäksi yritys valmistaa ainetta rikkovaa menetelmää käyttäviä reiänporauslaitteistoja jäännösjännitysten mittaamiseen. Stresstechin valmistamien mittalaitteiden koko vaihtelee käsikäyttöisistä anturi-mittalaiteyksiköistä automatisoituihin ja asiakkaan toiveiden mukaan räätälöityihin järjestelmiin. Tässä työssä käsitellään röngendiffraktiota hyödyntävää Xstress Robot -sarjaa, jossa varsinaista mittausanturia ohjataan kuusinivelisellä teollisuusrobotilla. 2.2 Xstress Robot Stresstech Oy:n valmistamalla Xstress Robot -mittauslaitteistolla mitataan kiteisten materiaalien jäännösjännityksiä. Xstress Robot -järjestelmä (kuva 1) koostuu robotista ohjaus- ja hallintalaitteineen, robotin työkalulaippaan kiinnitetystä mittauspäästä, röntgensäteen tuottamiseen käytettävästä röntgenyksiköstä (XMU) ja mittauksen hallintaan ja tallentamiseen käytetystä Xtronic-ohjelmistosta. Lisäksi Xstress Robot -järjestelmään kuuluvat robotti- ja röntgenturvallisuuden vaatimat oheis- ja turvalaitteet kuten suojaseinät ja turvapiirit.
.")
8 8 KUVA 1. Xstress Robot KUKA:n robottikäsivarrella (Kuva: Stresstech Oy) Xstress Robot -mittauslaitteiston käyttö jäännösjännitysten mittaamiseen perustuu röntgendiffraktioon kiteisessä aineessa. Kiteinen aine voidaan määritellä kiinteäksi aineeksi, jossa atomit ovat järjestäytyneet säännölliseen järjestykseen kolmessa ulottuvuudessa (Cullity 1978, 32; Fitzpatrick ym ). Jäännösjännitys on on seurausta kiteisen aineen plastisesta muodonmuutoksesta, jossa aineen kiderakenteeseen aiheutuu muutoksia, jotka jättävät osan kiteistä jännitteiseen tilaan (Cullity 1978, ). Jäännösjännityksiä syntyy kappaleen lämpökäsittelystä ja mekaanisesta muokkauksesta. Röntgensäteilyn ominaisuutena on siroaminen atomirakenteeseen osuessaan. Siroavat säteet aiheuttavat toisiinsa vahvistavaa tai vaimentavaa interferenssiä. Siroava säteily voidaan havaita herkällä vastaanottimella eli detektorilla. Siroava säteily saavuttaa maksimi-intensiteettinsä, kun Braggin laki (1) toteutuu. 2d sin θ = nλ (1) Kun tunnetaan säteilyn aallonpituus λ ja säteilyn tulokulma θ, voidaan selvittää tutkittavan aineen kiderakenteen diffraktoitumistasojen välinen etäisyys d; n on aallonpituuksien monikerta. (Young & Freedman 2004, ).

9 9 Xstress Robot -järjestelmällä jäännösjännityksiä mitattaessa käyttäjän tulee tietää mitattava materiaali, ja valita sen perusteella sopiva röntgenputki, detektoreiden asento ja kollimaattorin eli röntgensäteet kohdistavan suuttimen koko. Mitattaessa jäännösjännitystä Xstress Robotilla olennaisin tarkkuuteen vaikuttava asia on robotin liikkeiden tarkkuus. Robotin työkalupiste sijaitsee edellä mainittujen parametrien avulla määritetyn kalibrointiarvon verran kollimaattorin kärjestä. Mittauksessa robotin työkalupiste pysyy paikallaan, mutta mittauspää kääntyy työkalupisteen pystysuoran akselin ympäri maksimissaan ± 90 (kuva 2). KUVA 2. Robotti -90 rotaatiossa. Lisäksi mittauspäätä voidaan kallistaa mittauksen aikana ± 45 työkalupisteen pysyessä edelleen paikallaan ja röntgensäteen etäisyyden pysyessä muuttumattomana (kuva 3). Mittauspään kääntymistä kutsutaan rotaatioksi ja kallistusta tiltiksi.
10 KUVA 3. Mittauspään kallistus eli tiltti 0 ja 45 kulmassa 10
11 11 3 ROBOTIIKKA JA ROBOTIT Robotti voidaan määritellä moniakseliseksi laitteeksi, joka pystyy itsenäisesti suorittamaan ohjelmoituja tehtäviä ympäristössään. Robotit voivat siis toimia monissa tehtävissä, joissa on perinteisesti käytetty joko ihmisen suoraan ohjaamaa tai automatisoitua konetta tai työkalua. Sana robotti perustuu tsekin kielen pakkotyötä tarkoittavaan sanaan robota. Itsenäisesti toimivaa konetta tarkoittavana se esiintyi ensimmäisen kerran tsekkiläisen Karel Čapekin näytelmässä R.U.R. vuonna Robotiikka on useiden tieteenalojen muodostama ala, joka tutkii ja käsittelee robottien suunnittelua, valmistusta ja käyttöä. (Siciliano & Khatib 2008, 1). Robotiikkaan vaikuttavia tieteenaloja ovat kone-, sähkö ja ohjelmistotekniikka. Robotit voidaan jakaa käyttötarkoituksensa perusteella teollisuusrobotteihin ja palvelurobotteihin. Teollisuusrobotit toimivat nimensä mukaisesti teollisuuden tehtävissä. Niiden perustehtäviä ovat valmistus, kokoonpano, laadunvalvonta ja pakkaaminen. Palvelurobotit toimivat automatisoituina ihmisen tai tavanomaisen koneen korvaajina ja avustajina esimerkiksi terveydenhuollossa, tutkimuksessa ja sodankäynnissä. 3.1 Teollisuusrobotiikka Kansainvälinen standardisointijärjestö ISO määrittelee teollisuusrobotin vähintään kolminiveliseksi uudelleen ohjelmoitavaksi monikäyttölaitteeksi, jota voidaan käyttää kiinteästi asennettuna tai liikkuvana automatisoiduissa teollisuussovelluksissa (ISO 8373:2012). Robotin erottaa muista automaattisista koneista juuri sen uudelleenohjelmoitavuus: robotti pystyy tarvittaessa suorittamaan uutta tehtävää pelkällä ohjausohjelmiston muutoksella. Ensimmäiset patentit teollisuusroboteista tehtiin 1950-luvulla, ja seuraavan vuosikymmenen alussa ensimmäiset robotit otettiin käyttöön autoteollisuudessa luvun alussa tulivat käyttöön täysin sähkötoimiset ja mikrotietokoneen ohjaamat robotit. Saman vuosikymmenen jälkimmäisellä puoliskolla käyttöön tulivat modernit kuusiniveliset ja SCARA-robotit. 80-luvulta tähän päivään teollisuusrobottien
12 12 suorituskyky ja luotettavuus ovat parantuneet valtavasti, samalla kun niinden hinta on pudonnut noin kolmasosaan samalla ajanjaksolla (Hägele, Nilsson & Pires 2008, ). Erityisesti tieto- ja verkkoteknologian kehitys on lisännyt robotiikan käytettävyyttä teollisuudessa. 3.2 Rakenne Robottijärjestelmä koostuu varsinaisesta robotista ja sen tarvitsemista lisälaitteista, joita vaaditaan tietyn tehtävän suorittamiseen. Teollisuusrobottien erilaiset tyypit eroavat toisistaan suuresti, mutta niiden rakenne ja toimintaperiaate perustuvat samoihin teknisiin perusrakenteisiin Nivelet ja tukivarret Perusrakenteeltaan robotin liikkuva osa eli manipulaattori koostuu jäykistä tukivarsista, joita yhdistävät toisiinsa nivelet (Waldron & Schmiedeler 2008, 9; Bajd ym. 2010, 140). Nivelet ovat perusperiaatteeltaan lineerisia tai kiertyviä (kuva 4). Robotti saa niveltensä liikuttamiseen tarvitsemansa käyttövoiman toimilaitteista, joista yleisin on sähköinen servomoottori, mutta myös hydraulisia ja paineilmalla toimivia robotteja voidaan käyttää tietyissä erityissovelluksissa. Tukivarsien ja nivelten lisäksi robottimanipulaattoriin kuuluvat alusta, jolla robotti kiinnitetään työskentelypisteeseensä, ja työkalulaippa, joka sijaitsee robotin viimeisen akselin päässä ja johon robotin työkalu kiinnitetään. KUVA 4. Lineaarinen ja kiertyvä nivel
13 13 Yksittäinen nivel antaa robotille mahdollisuuden liikkua tai kääntyä kolmiulotteisen avaruuden yhteen suuntaan, eli yhden vapausasteen (Bajd ym. 2010, 2-5). Vapausasteiden lukumäärä määrittää, kuinka moneen suuntaan ja asentoon robottiin kiinnitetty työkalua voidaan liikuttaa. Täysi liikevapaus saadaan kuudella vapausasteella, jolloin työkalu voi liikkua kolmiulotteisen karteesisen eli suorakulmaisen koordinaatiston x-, y- ja z-suuntiin, ja lisäksi pyöriä kolmen toisiinsa nähden suorassa kulmassa olevien akseleiden ympäri (Bajd ym. 2010, 2). Tukivarret ja nivelet muodostavat kinemaattisen ketjun, joka voi olla avoin tai suljettu. Avoimessa kinemaattisessa ketjussa tukivarren asentoon vaikuttavat sitä edeltävien nivelten ja tukivarsien asennot, kun taas suljetussa kinemaattisessa ketjussa asentoon vaikuttavat myös tukivarren jälkeen tulevien nivelten ja tukivarsien asennot. Avoimella kinemaattisella ketjulla saadaan tavallisesti suuri ulottuvuus ja asennon vapaus. Suljetun kinemaattisen ketjun etuina ovat suuri jäykkyys, nopeus ja tarkkuus, mutta haittapuolena on yleensä pieni työalue ja vapausasteiden määrä (Hägele, Nilsson & Pires 2008, 966) Ohjausjärjestelmä ja anturointi Ohjausjärjestelmä sisältää robotin ohjaamiseen tarvittavan ohjelmiston laitteistoineen ja käyttöliittymän kuten käsiohjaimen sekä tehonsyötön. Ohjausjärjestelmä välittää käskyt robotin toimilaitteiden ja ohjelmien välillä. Se muuttaa robotille annetut käskyt liikekäskyiksi, ja valvoo niiden suorittamista. Anturointia robottijärjestelmä tarvitsee oman toimintansa hallintaan ja ulkoisten muutosten havainnointiin (Bajd ym. 2010, 49). Molemmat ovat tärkeitä, kun halutaan robotin suorittavan työnsä tarkasti, tehokkaasti ja turvallisesti Työkalu ja lisälaitteet Työkalu on robottijärjestelmän osa, joka manipulaattorin työkalulaippaan kiinnitettynä tekee varsinaisen työn. Robotin työkalut ovat erikoistuneet vaadittuun tehtävään kuten hitsaukseen, maalaamiseen ja esineiden liikkutteluun, ja ne ovat usein robottikäyttöön
14 mukautettuja versioita tavallisista työkaluista. Oheis- ja turvalaitteet sisältävät mahdolliset apulaitteet, valaistuksen ja turvallisuutta lisäävät laitteet kuten suojaseinät Robottityypit Teollisuusrobotit voidaan jakaa kinemaattisen perusrakenteensa sekä niveltensä lukumäärän ja rakenteen perusteella suorakulmaisiin, rinnakkaisrakenteisiin, kääntyvänivelisiin, sylinterimäisiin ja SCARA-robotteihin. Erilaisilla robottityypeillä on omat vahvuutensa eri työtehtävissä, eikä ole taloudellisesti järkevää valita liian monimutkaista robottityyppiä yksinkertaiseen tehtävään Suorakulmainen robotti Suorakulmainen robotti (kuva 5) on toteutettu lineaarisilla akseleilla, jotka ovat 90 asteen kulmassa toisiinsa nähden (Bajd ym. 2010, 7). Suorakulmaisella robotilla on suuri ja yhtenäinen työalue, sen tarkkuus on hyvä ja se kestää suuriakin kuormia (Bajd ym. 2010, 137). Suorakulmaisia robotteja käytetään esimerkiksi pakkaamisessa, esineiden siirrossa ja kokoonpanossa, eli tehtävissä, joissa tarkkuus ja kuormankantokyky on tärkeämpää kuin suuri vapausasteiden määrä. KUVA 5. Suorakulmainen portaalirobotti
15 SCARA-robotti SCARA-robotissa on vähintään kaksi, usein kuitenkin kolme kiertyvää ja yksi lineaarinen nivel (kuva 6). Kiertyvien niveltensä ansiosta SCARA-robotti pystyy työskentelmään x-y-tasossa, ja lineaarinen nivel mahdollistaa pystysuuntaisen liikkeen, eli robotin työskentelyalue on sylinterimäinen (Bajd ym. 2010, 5). Rakenteensa vuoksi SCARA-robotti on tarkka ja nopea, ja sitä käytetään erilaisissa kokoonpanotehtävissä erityisesti elektroniikkateollisuudessa (Hägele, Nilsson & Pires 2008, 967). SCARArobotilla on vähintään kolme vapausastetta. KUVA 6. SCARA-robotti Sylinterimäinen robotti Sylintermäisessä robotissa (kuva 7) ensimmäinen eli jalustaan kiinnitetty nivel on kiertyvä ja lisäksi siinä on vähintään kaksi lineaarista niveltä. Sylinterimäisen robotin työalue on sylinterimäinen. Sitä on perinteisesti käytetty pakkaamisessa ja kokoonpanossa, mutta nykyään muut robottityypit, erityisesti monipuolinen kääntyvänivelinen robotti, ovat syrjäyttämässä sylinterimäistä robottia.
16 16 KUVA 7. Sylinterimäinen robotti Rinnakkaisrakenteinen robotti Rinnakkaisrakenteinen robotti koostuu kahdesta tai useammasta suljetusta kinemaattisesta ketjusta, jotka yhdistävät robotin alustaan ja työkalulaipan (Bajd ym. 2010, 142). Rinnakkaisrakenteisen robotin nivelet voivat olla lineaarisia (kuva 8) tai kääntyviä. Kyseinen rakenne on erittäin jäykkä, ja sillä saavutetaan hyvä tarkkuus ja korkeat nopeudet. Rinnakkaisrakenteisia robotteja käytetään esimerkiksi lajittelussa ja kokoonpanossa, tavallisesti kattoon asennettuna KUVA 8. Rinnakkaisrakenteinen robotti (Kuva: PKMtricept)
17 Kiertyvänivelinen robotti Kiertyvänivelin robotti (kuva 9) erittäin yleinen ja monikäyttöinen teollisuusrobotti. Nimensä mukaisesti se koostuu peräkkäisistä avoimessa kinemaattisessa ketjussa olevista kiertyvistä nivelistä, joita on yleensä kuusi, joiden ansiosta se saavuttaa kuusi vapausastetta. Kiertyvänivelisen robotin kinemaattinen malli vastaa hyvin paljon ihmisen käsivarren liikeratoja. KUVA 9. Kiertyvänivelinen robotti. Tavallisessa kääntyvänivelisessä robotissa ensimmäinen nivel on kiinnitetty alustaan. Kaksi seuraavaa niveltä ovat ensimmäiseen nähden kohtisuorassa ensimmäistä vastaan. Neljäs, viides ja kuudes nivel muodostavat robotin ranteen, ja kuudenteen niveleen kiinnittyy tavallisesti robotin työkalu. Robotin liikkeiden tarkkaan hallintaan sekä automaatti- että käsiajolla on tärkeää tuntea robotin liikekoordinaatisto. Yleisimmin käytety koordinaatistot ovat perus-, maailma-, työkalu- ja kappelekoordinaatisto. Peruskoordinaatisto on normaalisti kiinnitetty robotin alustaan, ja sen z-akseli on sama kuin robotin ensimmäisen akseli. Z-akselin positiivinen suunta on ylöspäin. X- ja y-akselit ja niiden positiiviset suunnat ovat kuvan 9 mukaiset.
18 18 Maailmakoordinaatisto vastaa akseleiltaan peruskoordinaatistoa, mutta sen sijainti on käyttäjän päätettävissä. Maailmakoordinaatisto on hyödyllinen esimerkiksi useamman eri asentoon asennetun robotin yhteiskäytössä. Työkalukoordinaatisto sijaitsee robottiin kiinnitetyn työkalun työkalupisteessä. Työkalukoordinaatisto muuttaa asentoaan työkalun mukana, joten sen avulla työkalun liikkeiden hallinta on yksinkertaista. Kappalekoordinaatisto kertoo robotin työssään tarvitseman ulkoisen kappaleen tai työkohteen sijainnin. (Bajd ym. 2010, ; ABB 2014, 30-34). Kiertyvänivelinen robottimanipulaattori soveltuu ulottuvuutensa ja mukautuvuutensa vuoksi moniin erilaisiin tehtäviin. Perinteisten teollisuuden tehtävien kuten hitsauksen ja kappaleiden käsittelyn lisäksi kääntyvänivelisten robottien käyttö laajenee niiden hinnan laskiessa ja käytön helpottuessa myös lähemmäs palvelurobotiikan tehtäviä. (Hägele, Nilsson & Pires 2008, ).

19 19 4 MITTAUSTEN TOTEUTUS Robottien tarkkuuden mittaamisessa päädyttiin käyttämään kahta toisistaan poikkeavaa menetelmää, jotka olivat kääntyvänivelisten teollisuusrobottien kalibrointiin käytettävä Wiest LaserLAB ja Stresstechin oman Xtronic-ohjelmiston ja röntgenkameran käyttö. Molemmat mittausmenetelmät olivat jo yrityksen käytössä, eikä niitä varten ollut siten tarvetta tehdä erillisiä hankintoja. Ennen varsinaisia mittauksia molempien laitteistojen käyttöön saatiin koulutus. 4.1 Wiest LaserLAB LaserLAB on saksalaisen Wiest AG:n kehittämä laitteisto teollisuusrobottien kalibrointiin. LaserLAB-laitteiston ja siihen kuuluvan ohjelmiston avulla voidaan kalibroida robotti, opettaa uusien työkalujen mitat sekä mitata toistotarkkuutta. LaserLAB-laitteisto (kuva 10) perustuu lasersäteen taittumiseen robotin työkalulaippaan kiinnitetyssä kuulassa. LaserLABissa on viisi laserlähetin-vastaanotinparia viisikulmaisessa mittauslaitteessa, jotka rekisteröivät kuulan paikan muutokset ja lähettävät ne tietokoneelle tai robottiohjaimelle analysoitavaksi.. LaserLAB kommunikoi robotin ohjaimen kanssa sarjaportin tai USB-liitännän kautta. Valmistaja lupaa laitteistolle tarkkuudeksi vähintään 0,1 millimetriä. (Wiest AG 2014, 4.) KUVA 10. Wiest LaserLAB-laitteisto
, joka ilmoittaa mittauskuulan paikan muutokset x-y-z-koordinaatistossa millimetreinä.")

20 20 Tässä opinnäytetyössä käytettiin LaserLABia juuri toistotarkkuuden mittaamiseen. Ohjelmistona käytettiin Wiest AG:n CenterControllia (kuva 11), joka ilmoittaa mittauskuulan paikan muutokset x-y-z-koordinaatistossa millimetreinä. Mittaukset tehtiin kahdella tavalla: ajamalla robottia käsiajolla mittauksessa käytettäviin asentoihin, ja käyttämällä robottia automaattisesti, jolloin ohjauskäskyt tulivat Xtronicilta. KUVA 11. Wiest CenterControl Mittaus LaserLABilla edellyttää, että kuulatyökalun mitat opetetaan tarkasti robotille, jotta se pystyy toteuttamaan mittauksessa tehdyt liikkeet tarkasti. Mittauskuula ja sen kiinnitysvarsi vastaavat mitoiltaan röntgendiffraktiomittauksessa käytettyä työkalua, joten olisi mahdollista käyttää suoraan röntgenputken mittoja työkalukoordinaatteina, mutta parhaan mahdollisen tarkkuuden saavuttamiseksi työkalun mitat opetettiin Wiestin ToolIn-ohjelmalla (kuva 12). KUVA 12. Wiest ToolIn
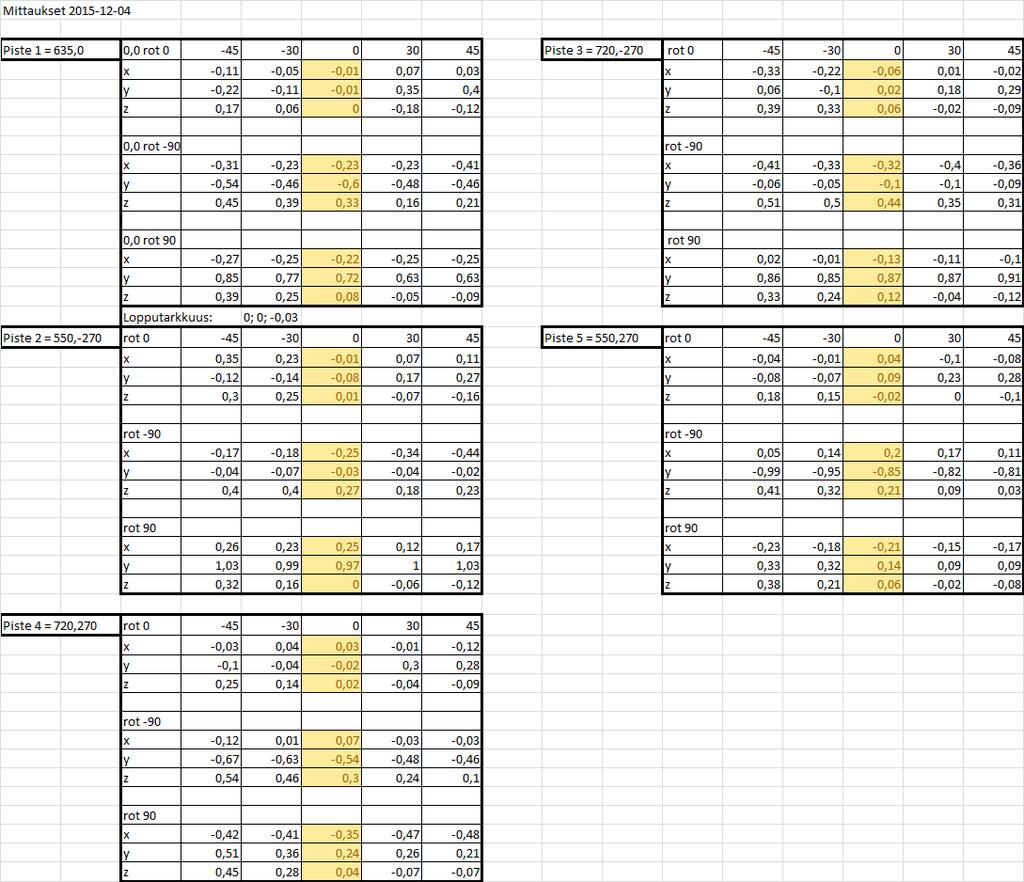
21 21 ToolInssä mittauskuulaa liikutetaan käsiajolla LaserLABin mittausalueella. LaserLAB laskee eron kuulan ja robotin liikkeen välillä, ja tekee korjaukset työkalun mittoihin, jotka lähetetään robottiohjaimelle. 4.2 Xtronic ja kameralinjaus Toinen mittausmenetelmä oli Stresstechin oman Xtronic-ohjelmiston ja röntgensäteen linjaamiseen käytetyn kameran käyttö. Xtronic on Xstress-järjestelmissä käytettävä tiedonkeruu- ja liikkeenhallintaohjelmisto. Se koostuu varsinaiseen röntgendiffraktiomittauksen datankäsittelystä ja liikkeenhallinnasta, kalibroinnista ja linjauksesta. Varsinainen tarkkuusmittaus tehtiin käyttämällä Xtronicin kameramoduulia. Normaalisti kameraa käytetään linjaamaan röntgensäde siten, että sen liikkeet vastaavat robotin liikkeitä. Mittauksessa röntgensäde kohdistetaan kameran linssiin, joka on päällystetty fluoresoivalla metallikalvolla. Röngensäde aiheuttaa tummana näkyvälle kalvolle vaalean pisteen, jonka Xtronicin hahmontunnistus tunnistaa. Xtronic ilmoittaa pisteen keskipisteen liikkeen kameran tarkkuuden mittayksikkönä eli pikseleinä. 4.3 Mittaustekniikka Molemmilla laitteistoilla mittauksessa tehtävät liikkeet olivat samanlaiset. Tarkoituksena oli tehdä robotin työkalun liikkeet mahdollisimman samalla tavalla kuin varsinaisessa röntgendiffraktiomittauksessa. Mittaukset tehtiin siten, että robotin työkalupiste oli -90, 0 ja 90 kulmassa x-y-tasossa. Kiertokulma 0 eli rotaatio oli aloituspiste, johon käytettävä mittalaitteisto nollattiin. Jokaisessa kolmessa pisteessä robotin mittapää ajattiin lisäksi -45, -30, 30 ja 45 kallistuskulmaan eli tilttiin. Mittaustapahtuma vastasi siten Xstress-laitteiston tavallista perusmittausta, jota käytetään esimerkiksi kalibroinnin verifiointiin ja laitteistojen lopputestaamiseen. Yllä kuvatut mittaukset tehtiin jokaiselle robotille viidessä eri pisteessä, jotka olivat robotin nelikulmaisen työalueen kärkipisteet ja sen keskipiste. Työalueen koon määrittelevänä tekijänä olivat rotaatiot eli robotin kääntyminen 90, 0 ja 90 kulmiin
22 22 mittauksen aikana. Liian lähellä robotin alustaa olevassa mittauspisteessä robotin nivelet eivät mahdu kääntymään, ja liian kaukana alustasta robotin ulottuvuus ei riitä toteuttamaan liikkeitä. Ennen varsinaisia mittauksia työalue määriteltiin kokeellisesti ajamalla robottia käsiajolla ja valitsemalla pisteet, joissa robotti pystyi toteuttamaan liikkeet. Samaa työaluetta käytettiin kaikissa mittauksissa. Pisteiden sijainti määritettiin robotin käsiohjaimen antaman sijaintitiedon perusteella etäisyytenä robotin alustan keskikohdasta millimetreissä. Viiden mittauspisteen x-y-koordinaatit kuvan 9 mukaisessa koordinaatistossa olivat (635,0), työalueen keskipiste (550, -270) (720, -270) (720, 270) (550, 270). Tarkkusmittauksista saatavista tuloksista tärkeimmät ovat x- ja y-arvot, eli työkalun liikkeet vaakasuorassa tasossa. Näiden liikkeiden virheistä aiheutuu mittausepätarkkuuksia röntgendiffraktiomittaukseen röntgensäteen liikkuessa pois halutulta mittausalueelta. Z-arvo eli työkalun pystysuora etäisyys mitattavasta kappaleesta kalibroidaan jokaisessa röntgendiffraktiomittauksessa erikseen käyttäjän antamien mittausparametrien mukaisesti, joten sen merkitys tarkkuuteen on vähäisempi. Xtronicia ja kameraa käytettäessä z-arvoa ei voida määrittää lainkaan, koska kameran välittämä data on kaksiulotteisesta x-y-tasosta. LaserLABilla saatujen tulosten vertailukelpoisuuden säilyttämiseksi kameramittaukseen kaikissa mittauksissa käsiteltiin vain x- ja y-arvot. 4.4 Työturvallisuus Xstress-laitteisto käyttää mittaamiseen röntgensäteilyä, joka on vaarallista terveydelle. Kaikki mittaukset, joissa käytettiin röntgenlaitteistoa, tehtiin Stresstech Oy:n säteilyturvallisuusohjeen mukaan. Vähimmäisetäisyytenä säteilylähteeseen pidettiin ohjeen mukaiset kaksi metriä, ja lisäksi mittauksissa käytettiin joko kiinteää tai siirrettävää suojaseinää mittaushenkilöstön ja säteilylähteen välissä.
23 23 LaserLAB-laitteisto käyttää mittauksissaan lasersädettä. LaserLABin laserit ovat pienitehoisia ja kuuluvat luokkaan 2, joten niiden teho ei riitä aiheuttamaan silmävaurioita muutoin kuin pitkäkestoisessa ja tietoisessa altistuksessa (Säteilyturvakeskus 2016).
24 24 5 ROBOTTI 1 Ensimmäinen mitattava robotti oli KUKA KR 10 R1100 Sixx ja robottiohjain KUKA KR4 Compact. Robotti oli yrityksen oma tuotekehitys- ja mittausrobotti. Kyseinen robottiyksilö oli ostettu ilman tehdaskalibrointia, eikä sen tarkkuuteen tuotekehitysmittauksissa oltu tyytyväisiä, joten opinnäytetyön aikana robotti lähetettiin valmistajalle tehdaskalibroitavaksi. Mittaus 1 robotille tehtiin ennen ja mittaukset 2-4 jälkeen tehdaskalibroinnin. Robotin 1 mittauspöytäkirjat ovat liitteessä Mittaus 1 Ensimmäinen mittaus robotille tehtiin ennen tehdaskalibrointia käyttäen LaserLABia ja ajamalla robottia käsiohjauksella haluttuun asentoon ja kirjaamalla asennon muutokset CenterControllilla. Tuloksista analysoitiin kaikkien viiden mittauspisteen arvoista taulukon 1 mukaiset tunnusluvut. Vaiheluväli kuvaa koko mittausdatan suurimman ja pienimmän tuloksen erotusta, joka röntgendiffraktiomittauksen toistotarkkuuteen. Suurin virhe ja suurin tilttien välinen virhe yhdessä pisteessä vaikuttavat röntgendiffraktiomittauksen absoluuttiseen tarkkuuteen. TAULUKKO 1. Robotti 1:n ensimmäisen mittauksen 0 rotaation tunnusluvut millimetriä Vaihteluväli x 0,14 Vaiheluväli y 0,3 Suurin virhe x 0,09 Suurin virhe y -0,22 Suurin tilttien välinen ero x 0,13 Suurin tilttien välinen ero y 0,18 Mittausten perusteella 0 rotaatio oli selvästi tarkkuudeltaan paras. Tulosten perusteella mittauspisteellä ei ollut juurikaan merkitystä, ainoastaan ensimmäiseksi mitatussa
25 keskipisteessä saatiin noin 0,1 millimetrin ero muihin pisteisiin. Tilttien eli kallistuskulmien virheet jäivät myös pieniksi. 25 Sen sijaan rotaatioissa -90 ja +90 virheet kasvoivat suuriksi. Taulukoiden 2 ja 3 perusteella sekä suurimmat virheet että virheiden vaihteluväli kasvoivat moninkertaisiksi. Myös suurimmat erot tilttien välillä kasvoivat noin kaksinkertaisiksi. Mittauspisteen sijainnilla havaittiin olevan pientä vaikutusta: pisteessä (550, 270) rotaation -90 molempien arvojen tarkkuus oli huomattavasti parempi kuin neljässä muussa pisteessä. TAULUKKO 2. Robotti 1:n ensimmäisen mittauksen -90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,50 Vaiheluväli y 0,63 Suurin virhe x 0,43 Suurin virhe y -0,73 Suurin tilttien välinen ero x 0,29 Suurin tilttien välinen ero y 0,26 TAULUKKO 3. Robotti 1:n ensimmäisen mittauksen +90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,65 Vaiheluväli y 0,58 Suurin virhe x 0,86 Suurin virhe y -0,38 Suurin tilttien välinen ero x 0,35 Suurin tilttien välinen ero y 0,33 Ensimmäisen mittauksen perusteella 0 rotaatioon verrattuna kahdessa muussa rotaatiossa syntyy vähintään kaksinkertainen virhe. Eroa selittää osaltaan se, että robotin mittaus aloitetaan 0 rotaatiossa, jolloin muiden rotaatioiden virhe kasvaa, jos robotin muuttaessa orientaatiotaan sen työkalupisteen sijainti muuttuu.
26 Mittaus 2 Toinen mittaus robotille suoritettin LaserLABilla sen tultua tehdaskalibroinnista. Mittaustekniikka oli sama kuin mittauksessa 1. Mittaustulosten (taulukot 4, 5 ja 6) perusteella tehdaskalibroinnista ei ollut apua robotin tarkkuuteen. TAULUKKO 4. Robotti 1:n toisen mittauksen 0 rotaation tunnusluvut millimetriä Vaihteluväli x 0,68 Vaiheluväli y 0,62 Suurin virhe x 0,35 Suurin virhe y 0,40 Suurin tilttien välinen ero x 0,36 Suurin tilttien välinen ero y 0,62 TAULUKKO 5. Robotti 1:n toisen mittauksen -90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,64 Vaiheluväli y 1,26 Suurin virhe x -0,44 Suurin virhe y -0,99 Suurin tilttien välinen ero x 0,27 Suurin tilttien välinen ero y 0,44 TAULUKKO 6. Robotti 1:n toisen mittauksen +90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,74 Vaiheluväli y 0,94 Suurin virhe x -0,48 Suurin virhe y 1,03 Suurin tilttien välinen ero x 0,12 Suurin tilttien välinen ero y 0,30
27 27 Tulosten vaihteluväli heikkeni kaikissa kolmessa rotaatiossa, erityisesti 0 rotaatiossa verrattuna kalibroimattomaan. Ainoastaan rotaatiossa 90 suurin tilttien välinen ero pystyi samana tai parani hieman. Mittauspaikoilla oli myös pieni vaikutus tarkkuuteen erityisesti y:n arvoissa. Rotaation -90 y:n arvojen virhe oli yli 0,80 millimetriä pisteessä (550, 270), kun taas rotaation +90 y:n arvot ylittivät 0,80 millimetriä pisteissä (550, -270) ja (720, -270). Huomattavaa on se, että molemmipien rotaatioiden y:n arvojen saavuttaessa suuren, yli 0,80 millimetrin virheen olivat x-arvon virheet suurimmillaankin vain 0,26 millimetriä. Heikot tulokset voivat johtua robotin heikosta masteroinninsta. Robottia masteroitiin useaan otteeseen tehdaskalibroinnin jälkeen, mutta tarkkuutta ei saatu hyväksi. Myös työkalun mittojen opettamisessa on saattanut virhe, jolloin mittauskuula liikkuu virheellisesti ja antaa virheellisiä tuloksia CenterControllissa. 5.3 Mittaus 3 Kolmas mittaus tuotekehitysrobotille tehtiin Xtronicilla ja kameralla. Kameran ilmoittamat arvot olivat pikseleinä, ja kameran tarkkuus oli 72 pikseliä millimetrillä. Lisäksi kameran ja LaserLABin koordinaatistot olivat päinvastaiset, joten selvyyden vuoksi tämän mittauksen tulokset muutettiin LaserLAB-mittausta vastaavaksi (taulukot 7, 8 ja 9). TAULUKKO 7. Robotti 1:n kolmannen mittauksen 0 rotaation tunnusluvut millimetriä Vaihteluväli x 0,28 Vaiheluväli y 0,20 Suurin virhe x 0,14 Suurin virhe y -0,13 Suurin tilttien välinen ero x 0,25 Suurin tilttien välinen ero y 0,13
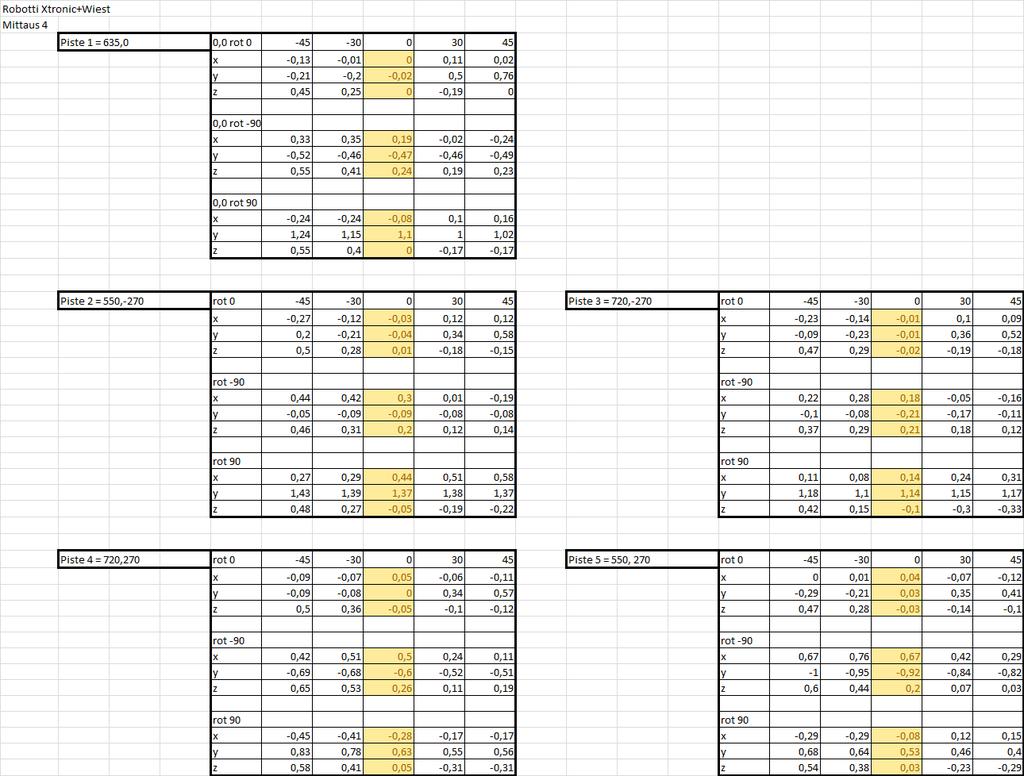
28 28 TAULUKKO 8. Robotti 1:n kolmannen mittauksen -90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,69 Vaiheluväli y 0,95 Suurin virhe x -0,43 Suurin virhe y -1,19 Suurin tilttien välinen ero x 0,29 Suurin tilttien välinen ero y 0,20 TAULUKKO 9. Robotti 1:n kolmannen mittauksen +90 rotaation tunnusluvut millimetriä Vaihteluväli x 1,32 Vaiheluväli y 0,93 Suurin virhe x 0,74 Suurin virhe y 1,00 Suurin tilttien välinen ero x 0,54 Suurin tilttien välinen ero y 0,24 Kolmannen mittaukset perusteella 0 rotaatio on edelleen tarkka. Rotaatio -90 oli erityisen epätarkka pisteissä (635, 0), (550, 270) ja (720, 270), erityisesti y-suuntainen muutos kasvoi lähes millimetriin. Vastaavasti rotaatio +90 oli huomattavan epätarkka pisteissä (635, 0), (550, -270) ja (720, -270). Huomattavaa oli kolmannen mittauksen +90 ja -90 rotaatioiden tulosten samankaltaisuus mittauksen kaksi kanssa. Koska kyseiset mittaukset tehtiin täysin toisistaan poikkeavilla laitteistoilla, ovat samansuuntaiset tulokset osoitus mittauksen toistettavuudesta. 5.4 Mittaus 4 Neljäs mittaus tehtiin LaserLABilla siten, että robotin liikkeiden ohjauskomennot tulivat Xtronicilta. Muutoin robotin liikkeet vastasivat edellisiä mittauksia. Tulosten (taulukot 10, 11 ja 12) odotettiin olevan samankaltaisia kuin toisessa ja kolmannessa
29 mittauksessa, koska mittausliikkeet olivat täysin samanlaiset, eikä robotiin tehty muutoksia mittausten välillä. 29 TAULUKKO 10. Robotti 1:n neljännen mittauksen 0 rotaation tunnusluvut millimetriä Vaihteluväli x 0,43 Vaiheluväli y 0,81 Suurin virhe x -0,32 Suurin virhe y 0,53 Suurin tilttien välinen ero x 0,43 Suurin tilttien välinen ero y 0,80 TAULUKKO 11. Robotti 1:n neljännen mittauksen -90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,84 Vaiheluväli y 1,18 Suurin virhe x -0,53 Suurin virhe y -0,91 Suurin tilttien välinen ero x 0,55 Suurin tilttien välinen ero y 0,61 TAULUKKO 12. Robotti 1:n neljännen mittauksen +90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,76 Vaiheluväli y 0,99 Suurin virhe x 0,53 Suurin virhe y 1,02 Suurin tilttien välinen ero x 0,38 Suurin tilttien välinen ero y 0,22 Tulokset vastasivat hyvin mittauksista 2 ja 3 saatuja tuloksia. Kuten mittauksissa kaksi ja kolme, oli neljännessäkin mittauksessa eroja mittauspisteiden välillä y:n arvossa. Rotaatiossa -90 y-suuntaan muodostui suuri, yli 0,80 millimetrin virhe pisteessä (550, 270), ja rotaatiossa +90 virhe oli yhden millimetrin pisteessä (550, -270).
30 30 6 ROBOTTI 2 Toinen mitattava robotti oli myöskin mallia KUKA KR 10 R1100 Sixx ja sen robottiohjain oli mallia KR 4 Compact. Robottijärjestelmä vastasi ominisuuksiltaan robottia Mittaus Robotille suoritettiin tuotantoaikataulun salliessa vain LaserLAB-mittaus käsiajolla. Mittaus toteutettiin täysin samalla tavalla kuin robotin 1 ensimmäinen ja toinen mittaus. TAULUKKO 13. Robotti 2:n tarkkuusmittauksen 0 rotaation tunnusluvut millimetriä Vaihteluväli x 0,40 Vaiheluväli y 0,69 Suurin virhe x 0,26 Suurin virhe y -0,41 Suurin tilttien välinen ero x 0,28 Suurin tilttien välinen ero y 0,37 TAULUKKO 14. Robotti 2:n tarkkuusmittauksen -90 rotaation tunnusluvut millimetriä Vaihteluväli x 2,34 Vaiheluväli y 1,03 Suurin virhe x 1,52 Suurin virhe y 1,36 Suurin tilttien välinen ero x 0,51 Suurin tilttien välinen ero y 0,41
31 31 TAULUKKO 15. Robotti 2:n tarkkuusmittauksen +90 rotaation tunnusluvut millimetriä Vaihteluväli x 1,18 Vaiheluväli y 2,79 Suurin virhe x 1,29 Suurin virhe y -1,35 Suurin tilttien välinen ero x 0,67 Suurin tilttien välinen ero y 0,67 Taulukoiden perusteella toisen robotin tulokset vastaavat aikaisempia mittauksia. 0 rotaatio on selvästi tarkin kahden muun rotaation ollessa huomattavasti epätarkempia. Tässä mittauksessa oli huomattavinta erityisesti suuri vaihteluväli -90 rotaation x-arvossa ja +90 rotaation y-arvossa, jotka kasvoivat yli kahteen millimetriin. Mittauspisteen sijainnilla ei ollut juurikaan merkitystä, 0 rotaatio oli tasaisesti yhtä tarkka kaikissa mittauspisteissä, kun taas kaksi muuta rotaatiota saavuttivat saman suuruusluokan virheen kaikissa mittauspisteissä.
32 32 7 ROBOTTI 3 Kolmaskin robotti oli malliltaan KUKA KR 10 R1100 Sixx ja sen robottiohjain oli KUKA KR 4 Compact. Se oli rakenteeltaan ja ominaisuuksiltaan täysin ensimmäisen ja toisen mittauksen robotteja vastaava, ja se oli valmiiksi tehdaskalibroitu kuten robotti 2. Robotille suoritettiin masterointi KUKAn omalla EMD-masterointilaitteistolla ennen mittauksia. 7.1 Mittaus Robotti oli asiakkaalle toimitettava robotti, joten sille ehdittiin suorittaa vain LaserLABmittaus käsiajolla. Mittauksessa suoritettiin lisäksi ylimääräisiä toistettavuusmittauksia mittaamalla tulokset 0 tiltissä aina -45 ja +45 tilttien jälkeen sekä siirryttäessä uuteen rotaatioon. Toistettavuuskokeita käytettiin LaserLABin toistotarkkuuden määrittämiseen, eikä niistä katsottu aiheutuvan muutoksia varsinaisiin mittaustuloksiin. TAULUKKO 16. Robotti 3:n tarkkuusmittauksen 0 rotaation tunnusluvut millimetriä Vaihteluväli x 0,23 Vaiheluväli y 0,71 Suurin virhe x 0,21 Suurin virhe y 0,43 Suurin tilttien välinen ero x 0,22 Suurin tilttien välinen ero y 0,53
33 33 TAULUKKO 17. Robotti 3:n tarkkuusmittauksen -90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,78 Vaiheluväli y 0,41 Suurin virhe x 0,95 Suurin virhe y 0,69 Suurin tilttien välinen ero x 0,65 Suurin tilttien välinen ero y 0,07 TAULUKKO 18. Robotti 3:n tarkkuusmittauksen +90 rotaation tunnusluvut millimetriä Vaihteluväli x 0,67 Vaiheluväli y 0,45 Suurin virhe x 0,97 Suurin virhe y 0,73 Suurin tilttien välinen ero x 0,60 Suurin tilttien välinen ero y 0,15 Mittaustuloksissa huomattavin ero oli rotaatioiden -90 ja +90 y-suuntien tilttien välisten maksimiarvojen erossa, jotka olivat koko mittaussarjan pienimpiä. Muuten tulokset olivat samansuuntaisia kuin robotin 1 mittauksista 2 4 saadut. Mittauspisteellä ei ollut huomioitavaa vaikutusta pisteeseen. Toistotarkkuusmittauksen perusteella LaserLABin toistotarkkuus oli hyvä. Suurin ääripäiden ero toistotarkkuudessa oli 0,07 millimetriä, joka on alle valmistajan lupaamaan vähimmäistarkkuuden.
34 34 8 POHDINTA JA JOHTOPÄÄTÖKSET Tarkkuusmittausten mittaustekniikan perusteella oli jo etukäteen pääteltävissä, että mittauksen aloittaminen 0 rotaatiossa aiheuttaisi todennäköisesti virheen kasvun kahdessa muussa rotaatiossa, koska robotti joutuu tekemään yhden ylimääräisen liikkeen päästäkseen kyseisiin asentoihin. 0 rotaatiossa olikin kaikissa mittaustapauksissa vähinten virhettä. Mittauslaitteita valmistettaessa tulisi pyrkiä mahdollisimman pieneen virheeseen. Xstress Robot järjestelmässä käytettävien teollisuusrobottien toistotarkkuudeksi valmistaja lupaa ±0,03 millimetriä. Robotin mittaukssa tekemät liikkeet, joissa työkalupiste pysyy paikallaan robotin orientaation muuttuessa eivät kuitenkaan ole täysin yhteneväisiä toistotarkkuuden kanssa, vaan määräävä tekijä on robotin absoluuttinen tarkkuus. Robottivalmistajat eivät tavallisesti ilmoita absoluuttista tarkkuutta, mutta nyrkkisääntönä absoluuttinen tarkkuus on noin 5-10-kertainen toistotarkkuuteen verrattuna. Mittausteknisesti tuloksia voidaan pitää melko luotettavina robotin 1 tapauksessa, mutta toisen ja kolmannen robotin tulosten toistettavuutta ei voida arvioida, koska mittauksiin eri menetelmillä ei ollut aikaa. Erityisesti robotin 2 suuret virheet olisivat vaatineet mittauksia useammalla eri tavalla. Robotin 1 toisen, kolmannen ja neljännen mittauksen tulokset olivat hyvin lähellä toisiaan erityisesti -90 ja +90 rotaatioissa. Kahdella toisistaan poikkeavalla menetelmällä tehdyt mittaukset ja niiden yhteneväiset tulokset parantavat mittausten luotettavuutta. Tarkkuusmittaukset pyrittiin tekemään mahdollisimman samalla tavalla kuin röntgendiffraktiomittaukset. Tarkkuusmittauksissa ei voida kuitenkaan simuloida röntgendiffraktiomittauksessa tehtävää mittauskorkeuden niinkutsuttua touchdownkalibrointia, jossa kollimaattori ajetaan kiinni mitattavaan kappaleeseen, jonka jälkeen kollmaattoria nostetaan kalibrointiarvon verran ylöspäin. Stresstechin aikaisemmilla Mitsubishin teollisuusrobotteihin perustuvilla Xstress-laitteistoilla mitattaessa touchdown-kalibroinnin suorittaminen jokaisessa rotaatiossa on parantanut mittaustarkkuutta. Orientaatiovirhettä voisi yrittää pienentää muuttamalla mittauspään rakennetta sellaiseksi, että kollimaattori olisi yhdensuuntainen robotin kuudennen
35 akselin kanssa, jolloin rotaation muuttamiseen tarvittaisiin vain yhden akselin kulman muutos. 35 Opinnäytetyön tulosten perusteella Stresstechillä aloitettiin uusi laserkohdistukseen perustuva tuotekehitysprojekti parantamaan röntgendiffraktiorobottien tarkkuutta.
36 36 LÄHTEET ABB Operating manual RobotStudio. Käyttöopas. Ruotsi: ABB. Bajd, T., Mihelj, M., Lenarčič, J., Stanovnik, A. & Munih, M Robotics. Saksa: Springer. Cullity, B Elements of X-ray Diffraction. 2nd Edition. Yhdysvallat: Addison- Wesley Fitzpatrick, M., Fry, A., Holdway, P., Kandil, F., Shackleton, J. & Suominen, L Measurement Good Practice Guide No. 52. Determination of Residual Stresses by X-ray Diffraction Issue 2. Iso-Britannia: National Physical Laboratory. Hägele, M., Nilsson, K. & Pires, N Industrial Robotics. Teoksessa Siciliano, B. & Khatib, S. (toim.) Springer Handbook of Robotics. Saksa: Springer-Verlag, ISO 8373:2012. Robots and robotic devices Vocabulary International Organization for Standardization. Jenkins, R. & Snyder, R Introduction to X-ray Powder Diffractometry. Yhdysvallat: Wiley-Interscience. Scheinman, J. & McCarthy, M Mechanisms and Actuation. Teoksessa Siciliano, B. & Khatib, S. (toim.) Springer Handbook of Robotics. Saksa: Springer-Verlag, Siciliano, B. & Khatib, O Springer Handbook of Robotics. Saksa: Springer- Verlag. Säteilyn käyttö Stresstech Oy:ssa Turvallisuusohje. Jyväskylä: Stresstech Oy. Säteilyturvakeskus. Laserluokat. Verkkodokumentti. Luettu Waldron K. & Schmiedeler J. 2008, Kinematics. Teoksessa Siciliano, B. & Khatib, S. (toim.) Springer Handbook of Robotics. Saksa: Springer-Verlag, Wiest AG. LaserLAB Ohjekirja. Luettu Young, H. & Freedman, R University Physics. 11 th Edition. Yhdysvallat: Addison-Wesley
37 37 LIITTEET Liite 1. Robotin 1 mittauspöytäkirjat 1 (3)
38 2 (3) 38
39 3 (3) 39
40 Liite 2. Robotin 2 mittauspöytäkirja 40

41 Liite 3. Robotin 3 mittauspöytäkirja 41
Työn tavoitteita. 1 Teoriaa
 FYSP103 / K3 BRAGGIN DIFFRAKTIO Työn tavoitteita havainnollistaa röntgendiffraktion periaatetta konkreettisen laitteiston avulla ja kerrata luennoilla läpikäytyä teoriatietoa Röntgendiffraktio on tärkeä
FYSP103 / K3 BRAGGIN DIFFRAKTIO Työn tavoitteita havainnollistaa röntgendiffraktion periaatetta konkreettisen laitteiston avulla ja kerrata luennoilla läpikäytyä teoriatietoa Röntgendiffraktio on tärkeä
KRISTALLOGRAFIASSA TARVITTAVAA MATEMA- TIIKKAA
 KRISTALLOGRAFIASSA TARVITTAVAA MATEMA- TIIKKAA Aloita kertaamalla hilan indeksointi niin, että osaat kuutiollisen kiteen tasojen ja suuntien Miller-indeksit. Vektorit määritellään yleisessä muodossa r
KRISTALLOGRAFIASSA TARVITTAVAA MATEMA- TIIKKAA Aloita kertaamalla hilan indeksointi niin, että osaat kuutiollisen kiteen tasojen ja suuntien Miller-indeksit. Vektorit määritellään yleisessä muodossa r
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI
 DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
Varausta poistavien lattioiden mittausohje. 1. Tarkoitus. 2. Soveltamisalue. 3. Mittausmenetelmät MITTAUSOHJE 1.6.2001 1 (5)
") 1.6.2001 1 (5) Varausta poistavien lattioiden mittausohje 1. Tarkoitus Tämän ohjeen tarkoituksena on yhdenmukaistaa ja selkeyttää varausta poistavien lattioiden mittaamista ja mittaustulosten dokumentointia
1.6.2001 1 (5) Varausta poistavien lattioiden mittausohje 1. Tarkoitus Tämän ohjeen tarkoituksena on yhdenmukaistaa ja selkeyttää varausta poistavien lattioiden mittaamista ja mittaustulosten dokumentointia
Laboratoriotyö. 1. Laitteisto. 1.1 Kamera
 Laboratoriotyö 1. Laitteisto 1.1 Kamera Järjestelmän kamerassa (Hitachi, VK-C77E) on CCD -kenno ja mahdollisuus kuvan asynkroniseen päivitykseen. Kamerassa on sarjaliitäntä, jonka kautta voidaan ohjata
Laboratoriotyö 1. Laitteisto 1.1 Kamera Järjestelmän kamerassa (Hitachi, VK-C77E) on CCD -kenno ja mahdollisuus kuvan asynkroniseen päivitykseen. Kamerassa on sarjaliitäntä, jonka kautta voidaan ohjata
Kuten aaltoliikkeen heijastuminen, niin myös taittuminen voidaan selittää Huygensin periaatteen avulla.
 FYS 103 / K3 SNELLIN LAKI Työssä tutkitaan monokromaattisen valon taittumista ja todennetaan Snellin laki. Lisäksi määritetään kokonaisheijastuksen rajakulmia ja aineiden taitekertoimia. 1. Teoriaa Huygensin
FYS 103 / K3 SNELLIN LAKI Työssä tutkitaan monokromaattisen valon taittumista ja todennetaan Snellin laki. Lisäksi määritetään kokonaisheijastuksen rajakulmia ja aineiden taitekertoimia. 1. Teoriaa Huygensin
ja J r ovat vektoreita ja että niiden tulee olla otettu saman pyörimisakselin suhteen. Massapisteen hitausmomentti on
 FYSA210 / K1 HITAUSMOMENTTI Työn tavoitteena on opetella määrittämään kappaleen hitausmomentti kappaletta pyörittämällä ja samalla havainnollistaa kitkan vaikutusta. Massapisteinä toimivat keskipisteestään
FYSA210 / K1 HITAUSMOMENTTI Työn tavoitteena on opetella määrittämään kappaleen hitausmomentti kappaletta pyörittämällä ja samalla havainnollistaa kitkan vaikutusta. Massapisteinä toimivat keskipisteestään
Autonomisen liikkuvan koneen teknologiat. Hannu Mäkelä Navitec Systems Oy
 Autonomisen liikkuvan koneen teknologiat Hannu Mäkelä Navitec Systems Oy Autonomisuuden edellytykset itsenäinen toiminta ympäristön havainnointi ja mittaus liikkuminen ja paikannus toiminta mittausten
Autonomisen liikkuvan koneen teknologiat Hannu Mäkelä Navitec Systems Oy Autonomisuuden edellytykset itsenäinen toiminta ympäristön havainnointi ja mittaus liikkuminen ja paikannus toiminta mittausten
LIITE 1 VIRHEEN ARVIOINNISTA
 1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jaakko Myllylä ja Anssi Lampinen Liikkuvan kelihavainnoinnin automatisointi
 Jaakko Myllylä ja Anssi Lampinen Liikkuvan kelihavainnoinnin automatisointi VIKING Jaakko Myllylä ja Anssi Lampinen Liikkuvan kelihavainnoinnin automatisointi Tiehallinto Kaakkois-Suomen tiepiiri Liikenteen
Jaakko Myllylä ja Anssi Lampinen Liikkuvan kelihavainnoinnin automatisointi VIKING Jaakko Myllylä ja Anssi Lampinen Liikkuvan kelihavainnoinnin automatisointi Tiehallinto Kaakkois-Suomen tiepiiri Liikenteen
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Stereopaikannusjärjestelmän tarkkuus (3 op)
") Teknillinen korkeakoulu AS 0.3200 Automaatio ja systeemitekniikan projektityöt Stereopaikannusjärjestelmän tarkkuus (3 op) 19.9.2008 14.01.2009 Työn ohjaaja: DI Matti Öhman Mikko Seppälä 1 Työn esittely
Teknillinen korkeakoulu AS 0.3200 Automaatio ja systeemitekniikan projektityöt Stereopaikannusjärjestelmän tarkkuus (3 op) 19.9.2008 14.01.2009 Työn ohjaaja: DI Matti Öhman Mikko Seppälä 1 Työn esittely
LIITE 1 VIRHEEN ARVIOINNISTA
 1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
ROBOTISOIDUN HIONNAN SUORITUSKYKYANALYYSI VAATIVAN GEOMETRIAN VIIMEISTELYSSÄ
 LUT-YLIOPISTO LUT School of Energy Systems LUT Kone Juhani Nordström ROBOTISOIDUN HIONNAN SUORITUSKYKYANALYYSI VAATIVAN GEOMETRIAN VIIMEISTELYSSÄ Tarkastajat: Professori Harri Eskelinen Professori Juha
LUT-YLIOPISTO LUT School of Energy Systems LUT Kone Juhani Nordström ROBOTISOIDUN HIONNAN SUORITUSKYKYANALYYSI VAATIVAN GEOMETRIAN VIIMEISTELYSSÄ Tarkastajat: Professori Harri Eskelinen Professori Juha
LIITE 1 VIRHEEN ARVIOINNISTA
 Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
Palauta jokainen funktio-tiedosto. Esitä myös funktiot vastauspaperissasi.
 Tehtävä 1 Kirjoita neljä eri funktiota (1/2 pistettä/funktio): 1. Funktio T tra saa herätteenä 3x1-kokoisen paikkavektorin p. Se palauttaa 4x4 muunnosmatriisin, johon sijoitettu p:n koordinaattien mukainen
Tehtävä 1 Kirjoita neljä eri funktiota (1/2 pistettä/funktio): 1. Funktio T tra saa herätteenä 3x1-kokoisen paikkavektorin p. Se palauttaa 4x4 muunnosmatriisin, johon sijoitettu p:n koordinaattien mukainen
Suorakulmainen kolmio
 Suorakulmainen kolmio 1. Määritä terävä kulma α, β ja γ, kun sinα = 0,5782, cos β = 0,745 ja tanγ = 1,222. π 2. Määritä trigonometristen funktioiden sini, kosini ja tangentti, kun kulma α = ja 3 β = 73,2
Suorakulmainen kolmio 1. Määritä terävä kulma α, β ja γ, kun sinα = 0,5782, cos β = 0,745 ja tanγ = 1,222. π 2. Määritä trigonometristen funktioiden sini, kosini ja tangentti, kun kulma α = ja 3 β = 73,2
LaserQC mittauksia laserin nopeudella
 LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
Latauspotentiaalimittaukset Olkiluodossa keväällä 2003
 Työraportti 2003-25 Latauspotentiaalimittaukset Olkiluodossa keväällä 2003 Mari Lahti Tero Laurila Kesäkuu 2003 POSIVA OY FIN-27160 OLKILUOTO, FINLAND Tel +358-2-8372 31 Fax +358-2-8372 3709 Työraportti
Työraportti 2003-25 Latauspotentiaalimittaukset Olkiluodossa keväällä 2003 Mari Lahti Tero Laurila Kesäkuu 2003 POSIVA OY FIN-27160 OLKILUOTO, FINLAND Tel +358-2-8372 31 Fax +358-2-8372 3709 Työraportti
PROJECT X. 2D tarkastuksen standardi Mittausteknologian edelläkävijä
 PROJECT X 2D tarkastuksen standardi Mittausteknologian edelläkävijä 2-dimensioinen kameramittausjärjestelmä Project X.. 2D mittauksen standardi Project X on erilainen. Siinä on otettu käyttöön aivan uusi,
PROJECT X 2D tarkastuksen standardi Mittausteknologian edelläkävijä 2-dimensioinen kameramittausjärjestelmä Project X.. 2D mittauksen standardi Project X on erilainen. Siinä on otettu käyttöön aivan uusi,
Mittausjärjestelmän kalibrointi ja mittausepävarmuus
 Mittausjärjestelmän kalibrointi ja mittausepävarmuus Kalibrointi kalibroinnin merkitys kansainvälinen ja kansallinen mittanormaalijärjestelmä kalibroinnin määritelmä mittausjärjestelmän kalibrointivaihtoehdot
Mittausjärjestelmän kalibrointi ja mittausepävarmuus Kalibrointi kalibroinnin merkitys kansainvälinen ja kansallinen mittanormaalijärjestelmä kalibroinnin määritelmä mittausjärjestelmän kalibrointivaihtoehdot
TUTKIMUSRAPORTTI VTT-R Menetelmäkuvaus tartuntavetotankojen
 TUTKIMUSRAPORTTI VTT-R-02477-18 Menetelmäkuvaus tartuntavetotankojen kokonaislujuuden varmistamiseksi kenttäolosuhteissa Kirjoittajat: Tapio Vehmas Luottamuksellisuus: Julkinen 2 (8) Sisällysluettelo
TUTKIMUSRAPORTTI VTT-R-02477-18 Menetelmäkuvaus tartuntavetotankojen kokonaislujuuden varmistamiseksi kenttäolosuhteissa Kirjoittajat: Tapio Vehmas Luottamuksellisuus: Julkinen 2 (8) Sisällysluettelo
PANK-4113 PANK PÄÄLLYSTEEN TIHEYS, DOR -MENETELMÄ. Asfalttipäällysteet ja massat, perusmenetelmät
 Asfalttipäällysteet ja massat, perusmenetelmät PANK-4113 PANK PÄÄLLYSTEEN TIHEYS, DOR -MENETELMÄ PÄÄLLYSTEALAN NEUVOTTELUKUNTA Hyväksytty: Korvaa menetelmän: 13.05.2011 17.04.2002 1. MENETELMÄN TARKOITUS
Asfalttipäällysteet ja massat, perusmenetelmät PANK-4113 PANK PÄÄLLYSTEEN TIHEYS, DOR -MENETELMÄ PÄÄLLYSTEALAN NEUVOTTELUKUNTA Hyväksytty: Korvaa menetelmän: 13.05.2011 17.04.2002 1. MENETELMÄN TARKOITUS
Koesuunnitelma Alumiinin lämpölaajenemiskertoimen määrittäminen
 KON-C3004 Kone- ja rakennustekniikan laboratoriotyöt Koesuunnitelma Alumiinin lämpölaajenemiskertoimen määrittäminen Ryhmä 3 Henri Palosuo Kaarle Patomäki Heidi Strengell Sheng Tian 1. Johdanto Materiaalin
KON-C3004 Kone- ja rakennustekniikan laboratoriotyöt Koesuunnitelma Alumiinin lämpölaajenemiskertoimen määrittäminen Ryhmä 3 Henri Palosuo Kaarle Patomäki Heidi Strengell Sheng Tian 1. Johdanto Materiaalin
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
TTY Mittausten koekenttä. Käyttö. Sijainti
 TTY Mittausten koekenttä Käyttö Tampereen teknillisen yliopiston mittausten koekenttä sijaitsee Tampereen teknillisen yliopiston välittömässä läheisyydessä. Koekenttä koostuu kuudesta pilaripisteestä (
TTY Mittausten koekenttä Käyttö Tampereen teknillisen yliopiston mittausten koekenttä sijaitsee Tampereen teknillisen yliopiston välittömässä läheisyydessä. Koekenttä koostuu kuudesta pilaripisteestä (
d sinα Fysiikan laboratoriotyöohje Tietotekniikan koulutusohjelma OAMK Tekniikan yksikkö TYÖ 8: SPEKTROMETRITYÖ I Optinen hila
 Fysiikan laboratoriotyöohje Tietotekniikan koulutusohjelma OAMK Tekniikan yksikkö TYÖ 8: SPEKTROMETRITYÖ I Optinen hila Optisessa hilassa on hyvin suuri määrä yhdensuuntaisia, toisistaan yhtä kaukana olevia
Fysiikan laboratoriotyöohje Tietotekniikan koulutusohjelma OAMK Tekniikan yksikkö TYÖ 8: SPEKTROMETRITYÖ I Optinen hila Optisessa hilassa on hyvin suuri määrä yhdensuuntaisia, toisistaan yhtä kaukana olevia
Tehoa robotiikasta -hanke. 1.1 Koordinaattimittalaitekoulutuksen sisältöjen ja toteutuksen suunnittelu
 Tehoa robotiikasta -hanke 1.1 Koordinaattimittalaitekoulutuksen sisältöjen ja toteutuksen suunnittelu Sisällys MITTAUSTARPEIDEN MÄÄRITTELY... 2 KOORDINAATTIMITTALAITTEEN JA MUIDEN MITTALAITTEIDEN TUOMAT
Tehoa robotiikasta -hanke 1.1 Koordinaattimittalaitekoulutuksen sisältöjen ja toteutuksen suunnittelu Sisällys MITTAUSTARPEIDEN MÄÄRITTELY... 2 KOORDINAATTIMITTALAITTEEN JA MUIDEN MITTALAITTEIDEN TUOMAT
PANK-2206. Menetelmä soveltuu ainoastaan kairasydännäytteille, joiden halkaisija on 32-62 mm.
 PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
Työ 21 Valon käyttäytyminen rajapinnoilla. Työvuoro 40 pari 1
 Työ 21 Valon käyttäytyminen rajapinnoilla Työvuoro 40 pari 1 Tero Marttila Joel Pirttimaa TLT 78949E EST 78997S Selostuksen laati Tero Marttila Mittaukset suoritettu 12.11.2012 Selostus palautettu 19.11.2012
Työ 21 Valon käyttäytyminen rajapinnoilla Työvuoro 40 pari 1 Tero Marttila Joel Pirttimaa TLT 78949E EST 78997S Selostuksen laati Tero Marttila Mittaukset suoritettu 12.11.2012 Selostus palautettu 19.11.2012
PERMITTIIVISYYS. 1 Johdanto. 1.1 Tyhjiön permittiivisyyden mittaaminen tasokondensaattorilla . (1) , (2) (3) . (4) Permittiivisyys
 , (2) (3) . (4) Permittiivisyys") PERMITTIIVISYYS 1 Johdanto Tarkastellaan tasokondensaattoria, joka koostuu kahdesta yhdensuuntaisesta metallilevystä Siirretään varausta levystä toiseen, jolloin levyissä on varaukset ja ja levyjen välillä
PERMITTIIVISYYS 1 Johdanto Tarkastellaan tasokondensaattoria, joka koostuu kahdesta yhdensuuntaisesta metallilevystä Siirretään varausta levystä toiseen, jolloin levyissä on varaukset ja ja levyjen välillä
JÄTEHUOLLON ERIKOISTYÖ
 Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
EVTEK/ Antti Piironen & Pekka Valtonen 1/6 TM01S/ Elektroniikan komponentit ja järjestelmät Laboraatiot, Syksy 2003
 EVTEK/ Antti Piironen & Pekka Valtonen 1/6 TM01S/ Elektroniikan komponentit ja järjestelmät Laboraatiot, Syksy 2003 LABORATORIOTÖIDEN OHJEET (Mukaillen työkirjaa "Teknillisten oppilaitosten Elektroniikka";
EVTEK/ Antti Piironen & Pekka Valtonen 1/6 TM01S/ Elektroniikan komponentit ja järjestelmät Laboraatiot, Syksy 2003 LABORATORIOTÖIDEN OHJEET (Mukaillen työkirjaa "Teknillisten oppilaitosten Elektroniikka";
Koordinaatistot 1/6 Sisältö ESITIEDOT: reaaliluvut
 Koordinaatistot 1/6 Sisältö Koordinaatiston ja koordinaattien käsite Geometrisissa tehtävissä ja siten mös monissa kätännön ongelmissa on usein tarpeen ilmoittaa pisteiden sijainti jonkin kiinteän vertailussteemin
Koordinaatistot 1/6 Sisältö Koordinaatiston ja koordinaattien käsite Geometrisissa tehtävissä ja siten mös monissa kätännön ongelmissa on usein tarpeen ilmoittaa pisteiden sijainti jonkin kiinteän vertailussteemin
Kahden laboratorion mittaustulosten vertailu
 TUTKIMUSSELOSTUS NRO RTE9 (8) LIITE Kahden laboratorion mittaustulosten vertailu Sisältö Sisältö... Johdanto... Tulokset.... Lämpökynttilät..... Tuote A..... Tuote B..... Päätelmiä.... Ulkotulet.... Hautalyhdyt,
TUTKIMUSSELOSTUS NRO RTE9 (8) LIITE Kahden laboratorion mittaustulosten vertailu Sisältö Sisältö... Johdanto... Tulokset.... Lämpökynttilät..... Tuote A..... Tuote B..... Päätelmiä.... Ulkotulet.... Hautalyhdyt,
Työ 2324B 4h. VALON KULKU AINEESSA
 TURUN AMMATTIKORKEAKOULU TYÖOHJE 1/5 Työ 2324B 4h. VALON KULKU AINEESSA TYÖN TAVOITE Työssä perehdytään optisiin ilmiöihin tutkimalla valon kulkua linssisysteemeissä ja prismassa. Tavoitteena on saada
TURUN AMMATTIKORKEAKOULU TYÖOHJE 1/5 Työ 2324B 4h. VALON KULKU AINEESSA TYÖN TAVOITE Työssä perehdytään optisiin ilmiöihin tutkimalla valon kulkua linssisysteemeissä ja prismassa. Tavoitteena on saada
Mittaustulosten tilastollinen käsittely
 Mittaustulosten tilastollinen käsittely n kertaa toistetun mittauksen tulos lasketaan aritmeettisena keskiarvona n 1 x = x i n i= 1 Mittaustuloksen hajonnasta aiheutuvaa epävarmuutta kuvaa keskiarvon keskivirhe
Mittaustulosten tilastollinen käsittely n kertaa toistetun mittauksen tulos lasketaan aritmeettisena keskiarvona n 1 x = x i n i= 1 Mittaustuloksen hajonnasta aiheutuvaa epävarmuutta kuvaa keskiarvon keskivirhe
Koesuunnitelma. Tuntemattoman kappaleen materiaalin määritys. Kon c3004 Kone ja rakennustekniikan laboratoriotyöt. Janne Mattila.
 Kon c3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma Tuntemattoman kappaleen materiaalin määritys Janne Mattila Teemu Koitto Lari Pelanne Sisällysluettelo 1. Tutkimusongelma ja tutkimuksen
Kon c3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma Tuntemattoman kappaleen materiaalin määritys Janne Mattila Teemu Koitto Lari Pelanne Sisällysluettelo 1. Tutkimusongelma ja tutkimuksen
Ilmanvirtauksen mittarit
 Swema 3000 yleismittari/monitoimimittari sisäilmastomittauksiin Ilmastoinnin yleismittari, Vahva metallirunkoinen Swema 3000 on suunniteltu ilmastoinnin, sisäilmaston ja olosuhdemittausten tarpeisiin erityisesti
Swema 3000 yleismittari/monitoimimittari sisäilmastomittauksiin Ilmastoinnin yleismittari, Vahva metallirunkoinen Swema 3000 on suunniteltu ilmastoinnin, sisäilmaston ja olosuhdemittausten tarpeisiin erityisesti
MITTAUSTEKNIIKAN ERIKOISTUMISOPINNOT (30 op)
") MITTAUSTEKNIIKAN ERIKOISTUMISOPINNOT (30 op) 15.1.2014 - Joulukuu 2014 Aikuis- ja täydennyskoulutuspalvelut Linnankatu 6, PL 51, 87101 KAJAANI www.aikopa.fi MITTAUSTEKNIIKAN ERIKOISTUMISOPINNOT Tervetuloa
MITTAUSTEKNIIKAN ERIKOISTUMISOPINNOT (30 op) 15.1.2014 - Joulukuu 2014 Aikuis- ja täydennyskoulutuspalvelut Linnankatu 6, PL 51, 87101 KAJAANI www.aikopa.fi MITTAUSTEKNIIKAN ERIKOISTUMISOPINNOT Tervetuloa
4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014
 4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014 27. kesäkuuta 2014 Omnitele Ltd. Mäkitorpantie 3B P.O. Box 969, 00101 Helsinki Finland Puh: +358 9 695991 Fax: +358 9 177182 E-mail: contact@omnitele.fi
4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014 27. kesäkuuta 2014 Omnitele Ltd. Mäkitorpantie 3B P.O. Box 969, 00101 Helsinki Finland Puh: +358 9 695991 Fax: +358 9 177182 E-mail: contact@omnitele.fi
9. Polarimetria. Havaitsevan tähtitieteen peruskurssi I, Syksy 2017 Thomas Hackman (Kalvot JN, TH, MG & VMP)
") 9. Polarimetria Havaitsevan tähtitieteen peruskurssi I, Syksy 2017 Thomas Hackman (Kalvot JN, TH, MG & VMP) 1 9. Polarimetria 1. Stokesin parametrit 2. Polarisaatio tähtitieteessä 3. Polarisaattorit 4.
9. Polarimetria Havaitsevan tähtitieteen peruskurssi I, Syksy 2017 Thomas Hackman (Kalvot JN, TH, MG & VMP) 1 9. Polarimetria 1. Stokesin parametrit 2. Polarisaatio tähtitieteessä 3. Polarisaattorit 4.
Braggin ehdon mukaan hilatasojen etäisyys (111)-tasoille on
-tasoille on") 763343A KIINTEÄN AINEEN FYSIIKKA Ratkaisut 2 Kevät 2018 1. Tehtävä: Kuparin kiderakenne on pkk. Käyttäen säteilyä, jonka aallonpituus on 0.1537 nm, havaittiin kuparin (111-heijastus sirontakulman θ arvolla
763343A KIINTEÄN AINEEN FYSIIKKA Ratkaisut 2 Kevät 2018 1. Tehtävä: Kuparin kiderakenne on pkk. Käyttäen säteilyä, jonka aallonpituus on 0.1537 nm, havaittiin kuparin (111-heijastus sirontakulman θ arvolla
PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET
 FCG Finnish Consulting Group Oy Keski-Savon ympäristötoimi PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET Raportti 171905-P11889 30.11.2010 FCG Finnish Consulting Group Oy Raportti I 30.11.2010 SISÄLLYSLUETTELO
FCG Finnish Consulting Group Oy Keski-Savon ympäristötoimi PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET Raportti 171905-P11889 30.11.2010 FCG Finnish Consulting Group Oy Raportti I 30.11.2010 SISÄLLYSLUETTELO
FYSA220/1 (FYS222/1) HALLIN ILMIÖ
 HALLIN ILMIÖ") FYSA220/1 (FYS222/1) HALLIN ILMIÖ Työssä perehdytään johteissa ja tässä tapauksessa erityisesti puolijohteissa esiintyvään Hallin ilmiöön, sekä määritetään sitä karakterisoivat Hallin vakio, varaustiheys
FYSA220/1 (FYS222/1) HALLIN ILMIÖ Työssä perehdytään johteissa ja tässä tapauksessa erityisesti puolijohteissa esiintyvään Hallin ilmiöön, sekä määritetään sitä karakterisoivat Hallin vakio, varaustiheys
Tekijä Pitkä matematiikka
 K1 Tekijä Pitkä matematiikka 5 7..017 a) 1 1 + 1 = 4 + 1 = 3 = 3 4 4 4 4 4 4 b) 1 1 1 = 4 6 3 = 5 = 5 3 4 1 1 1 1 1 K a) Koska 3 = 9 < 10, niin 3 10 < 0. 3 10 = (3 10 ) = 10 3 b) Koska π 3,14, niin π
K1 Tekijä Pitkä matematiikka 5 7..017 a) 1 1 + 1 = 4 + 1 = 3 = 3 4 4 4 4 4 4 b) 1 1 1 = 4 6 3 = 5 = 5 3 4 1 1 1 1 1 K a) Koska 3 = 9 < 10, niin 3 10 < 0. 3 10 = (3 10 ) = 10 3 b) Koska π 3,14, niin π
DIGIBONUSTEHTÄVÄ: JYRSINTÄ NCC INDUSTRY OY LOPPURAPORTTI
 DIGIBONUSTEHTÄVÄ: JYRSINTÄ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi
DIGIBONUSTEHTÄVÄ: JYRSINTÄ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi
Geotrim TAMPEREEN SEUTUKUNNAN MITTAUSPÄIVÄT 29.3.2006
 Geotrim TAMPEREEN SEUTUKUNNAN MITTAUSPÄIVÄT 29.3.2006 Satelliittimittauksen tulevaisuus GPS:n modernisointi, L2C, L5 GALILEO GLONASS GNSS GPS:n modernisointi L2C uusi siviilikoodi L5 uusi taajuus Block
Geotrim TAMPEREEN SEUTUKUNNAN MITTAUSPÄIVÄT 29.3.2006 Satelliittimittauksen tulevaisuus GPS:n modernisointi, L2C, L5 GALILEO GLONASS GNSS GPS:n modernisointi L2C uusi siviilikoodi L5 uusi taajuus Block
PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS
 1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
Robotiikka, (Konenäkö), Mobiili robotiikka. Teknologiademot on the Road
, Mobiili robotiikka. Teknologiademot on the Road") Robotiikka, (Konenäkö), Mobiili robotiikka Teknologiademot on the Road 29.11.2016 Robottityypit ja mekaaninen rakenne J. Pakkanen 2015, T. Koukkari 2016 Standardin SFS-EN ISO 10218-1 mukaan robotti on:
Robotiikka, (Konenäkö), Mobiili robotiikka Teknologiademot on the Road 29.11.2016 Robottityypit ja mekaaninen rakenne J. Pakkanen 2015, T. Koukkari 2016 Standardin SFS-EN ISO 10218-1 mukaan robotti on:
TUTKIMUSRAPORTTI VTT-R Menetelmäkuvaus tartuntavetotankojen
 TUTKIMUSRAPORTTI VTT-R-02470-18 Menetelmäkuvaus tartuntavetotankojen tartuntalujuuden varmistamiseksi kenttäolosuhteissa Kirjoittajat: Tapio Vehmas Luottamuksellisuus: Julkinen 2 (8) Sisällysluettelo
TUTKIMUSRAPORTTI VTT-R-02470-18 Menetelmäkuvaus tartuntavetotankojen tartuntalujuuden varmistamiseksi kenttäolosuhteissa Kirjoittajat: Tapio Vehmas Luottamuksellisuus: Julkinen 2 (8) Sisällysluettelo
LABORATORIOTYÖ (4 h) LIITE 1/1 ANTENNIMITTAUKSIIN TUTUSTUMINEN
 LIITE 1/1 ANTENNIMITTAUKSIIN TUTUSTUMINEN") LABORATORIOTYÖ (4 h) LIITE 1/1 ANTENNIMITTAUKSIIN TUTUSTUMINEN LABORATORIOTYÖ (4 h) LIITE 1/2 SISÄLTÖ 1 TYÖN KUVAUS... 3 2 MITTAUKSET... 3 2.1 Antennin suuntakuvion mittaus... 4 2.2 Piirianalysaattorimittauksia...
LABORATORIOTYÖ (4 h) LIITE 1/1 ANTENNIMITTAUKSIIN TUTUSTUMINEN LABORATORIOTYÖ (4 h) LIITE 1/2 SISÄLTÖ 1 TYÖN KUVAUS... 3 2 MITTAUKSET... 3 2.1 Antennin suuntakuvion mittaus... 4 2.2 Piirianalysaattorimittauksia...
MEMO No CFD/THERMO DATE: 2nd February Laser-Doppler anemometer measurements of air flow between cooling ribs of an electrical motor.
 Helsinki University of Technology CFD-group/ Laboratory of Applied Thermodynamics MEMO No CFD/THERMO-- DATE: nd February TITLE Laser-Doppler anemometer measurements of air flow between cooling ribs of
Helsinki University of Technology CFD-group/ Laboratory of Applied Thermodynamics MEMO No CFD/THERMO-- DATE: nd February TITLE Laser-Doppler anemometer measurements of air flow between cooling ribs of
Ammatillinen opettajakorkeakoulu
 - Ammatillinen opettajakorkeakoulu 2 JYVÄSKYLÄN KUVAILULEHTI AMMATTIKORKEAKOULU Päivämäärä 762007 Tekijä(t) Merja Hilpinen Julkaisun laji Kehittämishankeraportti Sivumäärä 65 Julkaisun kieli Suomi Luottamuksellisuus
- Ammatillinen opettajakorkeakoulu 2 JYVÄSKYLÄN KUVAILULEHTI AMMATTIKORKEAKOULU Päivämäärä 762007 Tekijä(t) Merja Hilpinen Julkaisun laji Kehittämishankeraportti Sivumäärä 65 Julkaisun kieli Suomi Luottamuksellisuus
PHYS-C0240 Materiaalifysiikka kevät 2017
 PHYS-C0240 Materiaalifysiikka kevät 2017 Prof. Martti Puska Emppu Salonen Ville Vierimaa Janika Tang Luennot 9 ja 10: Sironta kiteistä torstait 13.4. ja 20.4.2017 Aiheet Braggin sirontaehto Lauen sirontaehto
PHYS-C0240 Materiaalifysiikka kevät 2017 Prof. Martti Puska Emppu Salonen Ville Vierimaa Janika Tang Luennot 9 ja 10: Sironta kiteistä torstait 13.4. ja 20.4.2017 Aiheet Braggin sirontaehto Lauen sirontaehto
S11-09 Control System for an. Autonomous Household Robot Platform
 S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
Vektorien pistetulo on aina reaaliluku. Esimerkiksi vektorien v = (3, 2, 0) ja w = (1, 2, 3) pistetulo on
 ja w = (1, 2, 3) pistetulo on") 13 Pistetulo Avaruuksissa R 2 ja R 3 on totuttu puhumaan vektorien pituuksista ja vektoreiden välisistä kulmista. Kuten tavallista, näiden käsitteiden yleistäminen korkeampiulotteisiin avaruuksiin ei onnistu
13 Pistetulo Avaruuksissa R 2 ja R 3 on totuttu puhumaan vektorien pituuksista ja vektoreiden välisistä kulmista. Kuten tavallista, näiden käsitteiden yleistäminen korkeampiulotteisiin avaruuksiin ei onnistu
Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna
 Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna Finesse-seminaari 22.03.00 Matias Vierimaa 1 Mittauksen lähtökohdat Mittauksen tulee palvella sekä organisaatiota että projekteja Organisaatiotasolla
Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna Finesse-seminaari 22.03.00 Matias Vierimaa 1 Mittauksen lähtökohdat Mittauksen tulee palvella sekä organisaatiota että projekteja Organisaatiotasolla
AquaPro IP 54. Laser 635 nm. auto man man DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 FI 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114
 Laser 635 nm IP 54 auto man man AquaPro DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114 LV 121 LT 128 RO 135 BG 142 GR 149 58 Lue käyttöohje kokonaan.
Laser 635 nm IP 54 auto man man AquaPro DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114 LV 121 LT 128 RO 135 BG 142 GR 149 58 Lue käyttöohje kokonaan.
S-108-2110 OPTIIKKA 1/10 Laboratoriotyö: Polarisaatio POLARISAATIO. Laboratoriotyö
 S-108-2110 OPTIIKKA 1/10 POLARISAATIO Laboratoriotyö S-108-2110 OPTIIKKA 2/10 SISÄLLYSLUETTELO 1 Polarisaatio...3 2 Työn suoritus...6 2.1 Työvälineet...6 2.2 Mittaukset...6 2.2.1 Malus:in laki...6 2.2.2
S-108-2110 OPTIIKKA 1/10 POLARISAATIO Laboratoriotyö S-108-2110 OPTIIKKA 2/10 SISÄLLYSLUETTELO 1 Polarisaatio...3 2 Työn suoritus...6 2.1 Työvälineet...6 2.2 Mittaukset...6 2.2.1 Malus:in laki...6 2.2.2
Tämä on PicoLog Windows ohjelman suomenkielinen pikaohje.
 Tämä on PicoLog Windows ohjelman suomenkielinen pikaohje. Asennus: HUOM. Tarkemmat ohjeet ADC-16 englanninkielisessä User Manual issa. Oletetaan että muuntimen kaikki johdot on kytketty anturiin, käyttöjännite
Tämä on PicoLog Windows ohjelman suomenkielinen pikaohje. Asennus: HUOM. Tarkemmat ohjeet ADC-16 englanninkielisessä User Manual issa. Oletetaan että muuntimen kaikki johdot on kytketty anturiin, käyttöjännite
testo 831 Käyttöohje
 testo 831 Käyttöohje FIN 2 1. Yleistä 1. Yleistä Lue käyttöohje huolellisesti läpi ennen laitteen käyttöönottoa. Säilytä käyttöohje myöhempää käyttöä varten. 2. Tuotekuvaus Näyttö Infrapuna- Sensori, Laserosoitin
testo 831 Käyttöohje FIN 2 1. Yleistä 1. Yleistä Lue käyttöohje huolellisesti läpi ennen laitteen käyttöönottoa. Säilytä käyttöohje myöhempää käyttöä varten. 2. Tuotekuvaus Näyttö Infrapuna- Sensori, Laserosoitin
Kenguru 2012 Student sivu 1 / 8 (lukion 2. ja 3. vuosi)
") Kenguru 2012 Student sivu 1 / 8 Nimi Ryhmä Pisteet: Kenguruloikan pituus: Irrota tämä vastauslomake tehtävämonisteesta. Merkitse tehtävän numeron alle valitsemasi vastausvaihtoehto. Väärästä vastauksesta
Kenguru 2012 Student sivu 1 / 8 Nimi Ryhmä Pisteet: Kenguruloikan pituus: Irrota tämä vastauslomake tehtävämonisteesta. Merkitse tehtävän numeron alle valitsemasi vastausvaihtoehto. Väärästä vastauksesta
KJR-C1001 Statiikka ja dynamiikka. Luento Susanna Hurme
 KJR-C1001 Statiikka ja dynamiikka Luento 29.3.2016 Susanna Hurme Yleisen tasoliikkeen kinematiikka: absoluuttinen ja suhteellinen liike, rajoitettu liike (Kirjan luvut 16.4-16.7) Osaamistavoitteet Ymmärtää,
KJR-C1001 Statiikka ja dynamiikka Luento 29.3.2016 Susanna Hurme Yleisen tasoliikkeen kinematiikka: absoluuttinen ja suhteellinen liike, rajoitettu liike (Kirjan luvut 16.4-16.7) Osaamistavoitteet Ymmärtää,
Suorat ja tasot, L6. Suuntajana. Suora xy-tasossa. Suora xyzkoordinaatistossa. Taso xyzkoordinaatistossa. Tason koordinaattimuotoinen yhtälö.
 Suorat ja tasot, L6 Suora xyz-koordinaatistossa Taso xyz-koordinaatistossa stä stä 1 Näillä kalvoilla käsittelemme kolmen laisia olioita. Suora xyz-avaruudessa. Taso xyz-avaruudessa. Emme nyt ryhdy pohtimaan,
Suorat ja tasot, L6 Suora xyz-koordinaatistossa Taso xyz-koordinaatistossa stä stä 1 Näillä kalvoilla käsittelemme kolmen laisia olioita. Suora xyz-avaruudessa. Taso xyz-avaruudessa. Emme nyt ryhdy pohtimaan,
1.1 Tyhjiön permittiivisyyden mittaaminen tasokondensaattorilla
 PERMITTIIVISYYS Johdanto Tarkastellaan tasokondensaattoria, joka koostuu kahdesta yhdensuuntaisesta metallilevystä. Siirretään varausta levystä toiseen, jolloin levyissä on varaukset +Q ja Q ja levyjen
PERMITTIIVISYYS Johdanto Tarkastellaan tasokondensaattoria, joka koostuu kahdesta yhdensuuntaisesta metallilevystä. Siirretään varausta levystä toiseen, jolloin levyissä on varaukset +Q ja Q ja levyjen
Intuitiivisen robotiikan ja mukautettavan modulaarisen pakkauslinjan tulevaisuus
 Intuitiivisen robotiikan ja mukautettavan modulaarisen pakkauslinjan tulevaisuus Samuli Bergström, Tuotemarkkinointipäällikkö Pingisrobottimme kykenee pitkäkestoisiin pallotteluihin ihmisvastustajaansa
Intuitiivisen robotiikan ja mukautettavan modulaarisen pakkauslinjan tulevaisuus Samuli Bergström, Tuotemarkkinointipäällikkö Pingisrobottimme kykenee pitkäkestoisiin pallotteluihin ihmisvastustajaansa
Betonin suhteellisen kosteuden mittaus
 Betonin suhteellisen kosteuden mittaus 1. BETONIN SUHTEELLISEN KOSTEUDEN TARKOITUS 2. KOHTEEN LÄHTÖTIEDOT 3. MITTAUSSUUNNITELMA 4. LAITTEET 4.1 Mittalaite 4.2 Mittalaitteiden tarkastus ja kalibrointi 5.
Betonin suhteellisen kosteuden mittaus 1. BETONIN SUHTEELLISEN KOSTEUDEN TARKOITUS 2. KOHTEEN LÄHTÖTIEDOT 3. MITTAUSSUUNNITELMA 4. LAITTEET 4.1 Mittalaite 4.2 Mittalaitteiden tarkastus ja kalibrointi 5.
S09 04 Kohteiden tunnistaminen 3D datasta
 AS 0.3200 Automaatio ja systeemitekniikan projektityöt S09 04 Kohteiden tunnistaminen 3D datasta Loppuraportti 22.5.2009 Akseli Korhonen 1. Projektin esittely Projektin tavoitteena oli algoritmin kehittäminen
AS 0.3200 Automaatio ja systeemitekniikan projektityöt S09 04 Kohteiden tunnistaminen 3D datasta Loppuraportti 22.5.2009 Akseli Korhonen 1. Projektin esittely Projektin tavoitteena oli algoritmin kehittäminen
Protacon. NiDays 2010 18.5.2010 Kalle Ahola. Pro Pro planning is pro quality
 Protacon NiDays 2010 18.5.2010 Kalle Ahola Pro Esityksen sisältö Protacon-yhtiöt Tasapainotuskoneen modernisointi Kahden tason tasapainotusmenetelmä ProBalance -ohjelma Joustavien telojen tasapainotus
Protacon NiDays 2010 18.5.2010 Kalle Ahola Pro Esityksen sisältö Protacon-yhtiöt Tasapainotuskoneen modernisointi Kahden tason tasapainotusmenetelmä ProBalance -ohjelma Joustavien telojen tasapainotus
Motocrosspyörien melupäästömittaukset
 Suomen Moottoriliitto ry. Juha Korhonen Jussi Kurikka-Oja Meluselvitysraportti 30.9.2014 30.9.2014 1 (8) SISÄLTÖ 1 LÄHTÖKOHDAT... 2 2 MELUPÄÄSTÖMITTAUKSET... 2 2.1 Mittausteoriaa... 2 2.2 Mittaustoiminta...
Suomen Moottoriliitto ry. Juha Korhonen Jussi Kurikka-Oja Meluselvitysraportti 30.9.2014 30.9.2014 1 (8) SISÄLTÖ 1 LÄHTÖKOHDAT... 2 2 MELUPÄÄSTÖMITTAUKSET... 2 2.1 Mittausteoriaa... 2 2.2 Mittaustoiminta...
t osatekijät vaikuttavat merkittävästi tuloksen epävarmuuteen Mittaustulosten ilmoittamiseen tulee kiinnittää kriittistä
 Mittausepävarmuuden määrittäminen 1 Mittausepävarmuus on testaustulokseen liittyvä arvio, joka ilmoittaa rajat, joiden välissä on todellinen arvo tietyllä todennäköisyydellä Kokonaisepävarmuusarvioinnissa
Mittausepävarmuuden määrittäminen 1 Mittausepävarmuus on testaustulokseen liittyvä arvio, joka ilmoittaa rajat, joiden välissä on todellinen arvo tietyllä todennäköisyydellä Kokonaisepävarmuusarvioinnissa
Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri
 Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri VIKING Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri Tiehallinto Kaakkois-Suomen tiepiiri Liikenteen palvelut Kouvola 2001 Raportin
Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri VIKING Eija Lahtinen Uudet kelikamerat Kaakkois-Suomen tiepiiri Tiehallinto Kaakkois-Suomen tiepiiri Liikenteen palvelut Kouvola 2001 Raportin
STATIIKKA. TF00BN89 5op
 STATIIKKA TF00BN89 5op Sisältö: Statiikan peruslait Voiman resultantti ja jako komponentteihin Voiman momentti ja voimapari Partikkelin ja jäykän kappaleen tasapainoyhtälöt Tukivoimat Ristikot, palkit
STATIIKKA TF00BN89 5op Sisältö: Statiikan peruslait Voiman resultantti ja jako komponentteihin Voiman momentti ja voimapari Partikkelin ja jäykän kappaleen tasapainoyhtälöt Tukivoimat Ristikot, palkit
 Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Päällysteiden laadun tutkimusmenetelmien laadun parantamiseksi. Tutkimushankkeet, joissa PANK ry on mukana
 Tutkimushankkeet Päällysteiden laadun tutkimusmenetelmien laadun parantamiseksi PANK -menetelmäpäivä 2 Tutkimushankkeet, joissa PANK ry on mukana MARA - Rakennetta rikkomattomat mittausmenetelmät maanrakentamisessa
Tutkimushankkeet Päällysteiden laadun tutkimusmenetelmien laadun parantamiseksi PANK -menetelmäpäivä 2 Tutkimushankkeet, joissa PANK ry on mukana MARA - Rakennetta rikkomattomat mittausmenetelmät maanrakentamisessa
Taso 1/5 Sisältö ESITIEDOT: vektori, koordinaatistot, piste, suora
 Taso 1/5 Sisältö Taso geometrisena peruskäsitteenä Kolmiulotteisen alkeisgeometrian peruskäsitteisiin kuuluu taso pisteen ja suoran lisäksi. Intuitiivisesti sitä voidaan ajatella joka suunnassa äärettömyyteen
Taso 1/5 Sisältö Taso geometrisena peruskäsitteenä Kolmiulotteisen alkeisgeometrian peruskäsitteisiin kuuluu taso pisteen ja suoran lisäksi. Intuitiivisesti sitä voidaan ajatella joka suunnassa äärettömyyteen
Metaanimittaukset Ämmässuon kaatopaikalla 2018
 Metaanimittaukset Ämmässuon kaatopaikalla 2018 Helsingin seudun ympäristöpalvelut -kuntayhtymä Samkommunen Helsingforsregionens miljötjänster Helsinki Region Environmental Services Authority Helsingin
Metaanimittaukset Ämmässuon kaatopaikalla 2018 Helsingin seudun ympäristöpalvelut -kuntayhtymä Samkommunen Helsingforsregionens miljötjänster Helsinki Region Environmental Services Authority Helsingin
TÄYTTÖAUTOMAATIT TÄYTTÖAUTOMAATIT COMPUTER INFLATORS
 31 S AHCON computer inflators are designed with a view to high quality, precision and long service life. The inflation computers are designed in Denmark and manufactured and tested in our own workshop.
31 S AHCON computer inflators are designed with a view to high quality, precision and long service life. The inflation computers are designed in Denmark and manufactured and tested in our own workshop.
Kojemeteorologia (53695) Laskuharjoitus 1
 Laskuharjoitus 1") Kojemeteorologia (53695) Laskuharjoitus 1 Risto Taipale 20.9.2013 1 Tehtävä 1 Erään lämpömittarin vertailu kalibrointistandardiin antoi keskimääräiseksi eroksi standardista 0,98 C ja eron keskihajonnaksi
Kojemeteorologia (53695) Laskuharjoitus 1 Risto Taipale 20.9.2013 1 Tehtävä 1 Erään lämpömittarin vertailu kalibrointistandardiin antoi keskimääräiseksi eroksi standardista 0,98 C ja eron keskihajonnaksi
Oikeanlaisten virtapihtien valinta Aloita vastaamalla seuraaviin kysymyksiin löytääksesi oikeantyyppiset virtapihdit haluamaasi käyttökohteeseen.
 Oikeanlaisten virtapihtien valinta Aloita vastaamalla seuraaviin kysymyksiin löytääksesi oikeantyyppiset virtapihdit haluamaasi käyttökohteeseen. 1. Tuletko mittaamaan AC tai DC -virtaa? (DC -pihdit luokitellaan
Oikeanlaisten virtapihtien valinta Aloita vastaamalla seuraaviin kysymyksiin löytääksesi oikeantyyppiset virtapihdit haluamaasi käyttökohteeseen. 1. Tuletko mittaamaan AC tai DC -virtaa? (DC -pihdit luokitellaan
9. Polarimetria. 1. Stokesin parametrit 2. Polarisaatio tähtitieteessä. 3. Polarisaattorit 4. CCD polarimetria
 9. Polarimetria 1. Stokesin parametrit 2. Polarisaatio tähtitieteessä 3. Polarisaattorit 4. CCD polarimetria 10.1 Stokesin parametrit 10.1
9. Polarimetria 1. Stokesin parametrit 2. Polarisaatio tähtitieteessä 3. Polarisaattorit 4. CCD polarimetria 10.1 Stokesin parametrit 10.1
Vedenlaadun seurannat murroksessa. Työkaluja laadukkaaseen mittaustulokseen
 Vedenlaadun seurannat murroksessa Työkaluja laadukkaaseen mittaustulokseen FINAS-päivä 27.1.2015 Teemu Näykki FT, kemisti, tiiminvetäjä Taustaa Mittaustulos ei ole koskaan täysin oikein Lukuisia tärkeitä
Vedenlaadun seurannat murroksessa Työkaluja laadukkaaseen mittaustulokseen FINAS-päivä 27.1.2015 Teemu Näykki FT, kemisti, tiiminvetäjä Taustaa Mittaustulos ei ole koskaan täysin oikein Lukuisia tärkeitä
Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena
 Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena Mittaaminen ja ohjelmistotuotanto seminaari 18.04.01 Matias Vierimaa 1 Miksi mitataan? Ohjelmistokehitystä ja lopputuotteen laatua on vaikea arvioida
Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena Mittaaminen ja ohjelmistotuotanto seminaari 18.04.01 Matias Vierimaa 1 Miksi mitataan? Ohjelmistokehitystä ja lopputuotteen laatua on vaikea arvioida
tutustua kiertoheilurin teoriaan ja toimintaan harjoitella mittauspöytäkirjan itsenäistä tekemistä sekä työselostuksen laatimista
 FYSP102 / 2 KIERTOHEILURI Työn tavoitteita tutustua kiertoheilurin teoriaan ja toimintaan harjoitella mittauspöytäkirjan itsenäistä tekemistä sekä työselostuksen laatimista Kiertoheiluri on aihe, joka
FYSP102 / 2 KIERTOHEILURI Työn tavoitteita tutustua kiertoheilurin teoriaan ja toimintaan harjoitella mittauspöytäkirjan itsenäistä tekemistä sekä työselostuksen laatimista Kiertoheiluri on aihe, joka
FYSA210/2 PYÖRIVÄ KOORDINAATISTO
 FYSA210/2 PYÖRIVÄ KOORDINAATISTO Johdanto Inertiaalikoordinaatisto on koordinaatisto, jossa Newtonin mekaniikan lait pätevät. Tällaista koordinaatistoa ei reaalimaailmassa kuitenkaan ole. Epäinertiaalikoordinaatisto
FYSA210/2 PYÖRIVÄ KOORDINAATISTO Johdanto Inertiaalikoordinaatisto on koordinaatisto, jossa Newtonin mekaniikan lait pätevät. Tällaista koordinaatistoa ei reaalimaailmassa kuitenkaan ole. Epäinertiaalikoordinaatisto
Perusopintojen Laboratoriotöiden Työselostus 1
 Perusopintojen Laboratoriotöiden Työselostus 1 Kalle Hyvönen Työ tehty 1. joulukuuta 008, Palautettu 30. tammikuuta 009 1 Assistentti: Mika Torkkeli Tiivistelmä Laboratoriossa tehdyssä ensimmäisessä kokeessa
Perusopintojen Laboratoriotöiden Työselostus 1 Kalle Hyvönen Työ tehty 1. joulukuuta 008, Palautettu 30. tammikuuta 009 1 Assistentti: Mika Torkkeli Tiivistelmä Laboratoriossa tehdyssä ensimmäisessä kokeessa
DirAir Oy:n tuloilmaikkunaventtiilien mittaukset 30.11.2012
 Tampereen teknillinen yliopisto Teknisen suunnittelun laitos Pentti Saarenrinne Tilaaja: DirAir Oy Kuoppakatu 4 1171 Riihimäki Mittausraportti: DirAir Oy:n tuloilmaikkunaventtiilien mittaukset 3.11.212
Tampereen teknillinen yliopisto Teknisen suunnittelun laitos Pentti Saarenrinne Tilaaja: DirAir Oy Kuoppakatu 4 1171 Riihimäki Mittausraportti: DirAir Oy:n tuloilmaikkunaventtiilien mittaukset 3.11.212
LIIKKEENVAHVISTUSKUVAUS
 LIIKKEENVAHVISTUSKUVAUS feat. 3D-skannaus Teemu Ritvanen 050 564 8640 teemu.ritvanen@mltfinland.fi MLT Machine & Laser Technology Oy ESTABLISHED 1988 33 EMPLOYEES Provides products and services for demanding
LIIKKEENVAHVISTUSKUVAUS feat. 3D-skannaus Teemu Ritvanen 050 564 8640 teemu.ritvanen@mltfinland.fi MLT Machine & Laser Technology Oy ESTABLISHED 1988 33 EMPLOYEES Provides products and services for demanding
havainnollistaa Dopplerin ilmiötä ja interferenssin aiheuttamaa huojuntailmiötä
 FYSP0 / K3 DOPPLERIN ILMIÖ Työn tavoitteita havainnollistaa Dopplerin ilmiötä ja interferenssin aiheuttamaa huojuntailmiötä harjoitella mittausarvojen poimimista Capstonen kuvaajalta sekä kerrata maksimiminimi
FYSP0 / K3 DOPPLERIN ILMIÖ Työn tavoitteita havainnollistaa Dopplerin ilmiötä ja interferenssin aiheuttamaa huojuntailmiötä harjoitella mittausarvojen poimimista Capstonen kuvaajalta sekä kerrata maksimiminimi
Luento 3: 3D katselu. Sisältö
 Tietokonegrafiikan perusteet T-.43 3 op Luento 3: 3D katselu Lauri Savioja Janne Kontkanen /27 3D katselu / Sisältö Kertaus: koordinaattimuunnokset ja homogeeniset koordinaatit Näkymänmuodostus Kameran
Tietokonegrafiikan perusteet T-.43 3 op Luento 3: 3D katselu Lauri Savioja Janne Kontkanen /27 3D katselu / Sisältö Kertaus: koordinaattimuunnokset ja homogeeniset koordinaatit Näkymänmuodostus Kameran
Tips for teachers and expected results
 Tips for teachers and expected results Työskentely aloitetaan JOHDANNOLLA, jonka aikana annetaan tietoa vatsahappoihin liittyvistä ongelmista ja antasideista. Lisäksi esitetään kysymys, joka ohjaa oppilaiden
Tips for teachers and expected results Työskentely aloitetaan JOHDANNOLLA, jonka aikana annetaan tietoa vatsahappoihin liittyvistä ongelmista ja antasideista. Lisäksi esitetään kysymys, joka ohjaa oppilaiden
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Korkean suorituskyvyn lämpökameran käyttö tulipesämittauksissa. VI Liekkipäivä, Lappeenranta 26.1.2012 Sami Siikanen, VTT
 Korkean suorituskyvyn lämpökameran käyttö tulipesämittauksissa VI Liekkipäivä, Lappeenranta 26.1.2012 Sami Siikanen, VTT 2 OPTICAL MEASUREMENT TECHNOLOGIES TEAM Kuopio, Technopolis Key research area: Development
Korkean suorituskyvyn lämpökameran käyttö tulipesämittauksissa VI Liekkipäivä, Lappeenranta 26.1.2012 Sami Siikanen, VTT 2 OPTICAL MEASUREMENT TECHNOLOGIES TEAM Kuopio, Technopolis Key research area: Development
Mittajärjestelmät ja mittasuositukset.
 Mittajärjestelmät ja mittasuositukset. Hannu Hirsi Johdanto: Mittajärjestelmien tarkoitus: Helpottaa eri toimijoiden järjestelmien ja osien yhteensovittamista : suunnittelua, valmistusta, asentamista,
Mittajärjestelmät ja mittasuositukset. Hannu Hirsi Johdanto: Mittajärjestelmien tarkoitus: Helpottaa eri toimijoiden järjestelmien ja osien yhteensovittamista : suunnittelua, valmistusta, asentamista,
AS-0.3200 Automaatio- ja systeemitekniikan projektityöt
 Teknillinen korkeakoulu Sähkö- ja tietoliikennetekniikan osasto AS-0.3200 Automaatio- ja systeemitekniikan projektityöt CeilBot 2DoF camera actuator Antti Riksman Sisältö 1 CeilBot 3 2 Projektin tämän
Teknillinen korkeakoulu Sähkö- ja tietoliikennetekniikan osasto AS-0.3200 Automaatio- ja systeemitekniikan projektityöt CeilBot 2DoF camera actuator Antti Riksman Sisältö 1 CeilBot 3 2 Projektin tämän
Teollisuusrobotin simulointi Delmia-ohjelmistolla
 Teollisuusrobotin simulointi Delmia-ohjelmistolla Toni Ahonen Maaliskuu 2015 Automaatiotekniikan koulutusohjelma Tekniikan ja liikenteen ala Kuvailulehti Tekijä(t) AHONEN, Toni Julkaisun laji Opinnäytetyö
Teollisuusrobotin simulointi Delmia-ohjelmistolla Toni Ahonen Maaliskuu 2015 Automaatiotekniikan koulutusohjelma Tekniikan ja liikenteen ala Kuvailulehti Tekijä(t) AHONEN, Toni Julkaisun laji Opinnäytetyö
Koneistusyritysten kehittäminen. Mittaustekniikka. Mittaaminen ja mittavälineet. Rahoittajaviranomainen: Satakunnan ELY-keskus
 Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä