Kierresorvaus. Teoriaa C 4. Valintaprosessi C 9. Valikoiman yleisesittely C 13. Käyttö C 19. Ongelmanratkaisu C 25 C 3
|
|
|
- Tiina Karjalainen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 2
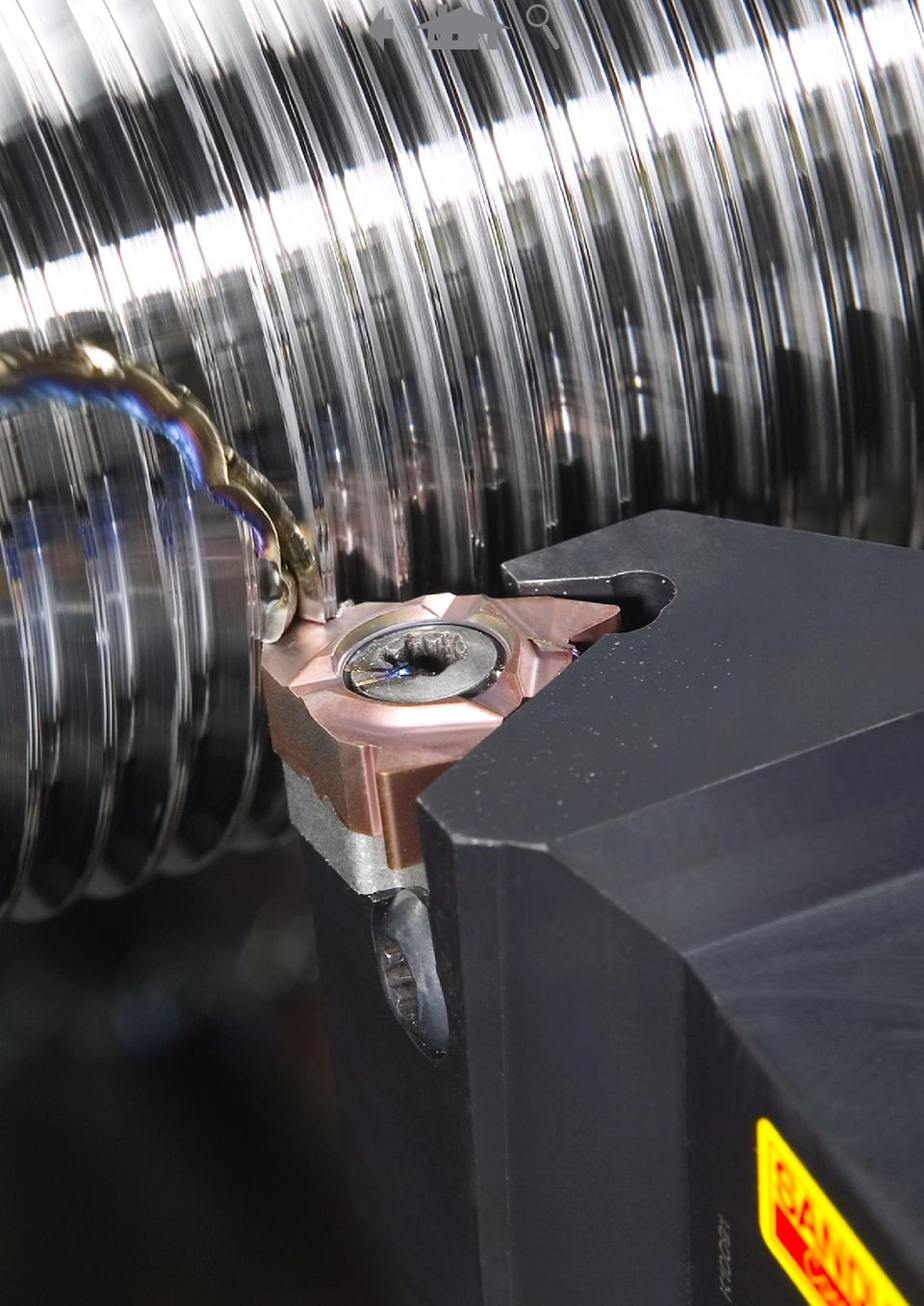
2 Kierresorvauksessa työkappaletta lastutaan kääntöteräisellä työkalulla usealla ylimenolla kunnes haluttu kierremuoto saavutetaan. Lastuamalla kierre usealla ylimenolla vältetään kierreterän herkän kärjen ylikuormittumista. Teoriaa 4 Valintaprosessi 9 Valikoiman yleisesittely 13 Käyttö 19 Ongelmanratkaisu 25 3

3 Teoriaa Kierteiden koneistuksen teoriaa Kierteidenvalmistusmenetelmät Kierteitä käytetään pääasiassa - mekaanisen liitoksen muodostamiseen - liikkeen välittämiseen muuttamalla pyörivä liike suoraksi tai päinvastoin - mekaanisen edun saamiseen; pienellä voimalla voidaan kehittää isompi voima. Kierteiden valmistusmenetelmiä ionta Valssaus Muottivalu Kierteiden lastuamismenetelmiä Työkalujärjes telmä 4 Kierteitys kierretapilla

4 Teoriaa Termien määritelmiä v c = lastuamisnopeus (m/min) n = karanopeus (kierr./min) a p = kierreuran kokonaissyvyys (mm) nap = ylimenojen lukumäärä P = nousu, mm tai kierteitä per tuuma (t.p.i.) β = kierteen kylkikulma d 1 = sisähalkaisija, ulkokierre 1 = sisähalkaisija, sisäkierre d 2 = kylkihalkaisija, ulkokierre 2 = kylkihalkaisija, sisäkierre d = ulkohalkaisija, ulkokierre = ulkohalkaisija, sisäkierre ϕ = kierteen nousukulma 5
 β = kierteen kylkikulma d 1 = sisähalkaisija, ulkokierre 1 = sisähalkaisija, sisäkierre d 2 =")
5 Teoriaa Termien määritelmiä 1. Pohja Kierteen vierekkäiset kyljet yhdistävä pohja. 2. Kylki Kierteen harjan ja pohjan yhdistävä pinta. 3. arja Vierekkäisten kylkien yläpäät yhdistävä yläpinta. Nousukulma Kierteen nousukulman ( ϕ ) määräävät sen halkaisija ja nousu ( P ). Terän sivupäästökulmaa säädetään vaihtamalla aluspala. Viettokulma on lambda λ. Yleisin viettokulma on 1, mikä on myös pitimen vakioaluspalan viettokulma. Lastuamisvoimat sisäänmeno ja irtoamisvaiheessa Kierresorvauksessa aksiaaliset lastuamisvoimat ovat suurimmillaan terän sisäänmeno- ja irtoamisvaiheessa. eikosti kiinnitetty terä voi liikkua teräsijassa, jos lastuamisarvot ovat liian suuret. 6

6 Terän kallistaminen sopivan päästökulman saamiseksi luspalan valitseminen viettokulman mukaan Terän viettokulmaa voidaan säätää aluspalan avulla. Oikea aluspalamalli löytyy Tilausluettelon kaaviosta. Kaikkien pitimien mukana toimitettavan vakioaluspalan viettokulma on 1. Teoriaa Vakioaluspala = 1 tan λ = P π d 2 Nousu, mm Kierrettä/tuuma Työkappaleen halkaisija mm tuumaa 7

7 Teoriaa luspalan valitseminen viettokulman mukaan Kierteen halkaisija ja nousu vaikuttavat viettokulmiin. simerkki kaavion käytöstä 1. Työkappaleen halkaisija on 30 mm ja kierteen nousu 2 mm. Kaaviosta nähdään, että oikea aluspalan viettokulma on 1º (ts. voidaan käyttää vakioaluspalaa). 2. Työkappaleen halkaisija on 60 mm ja kierteen nousu 6 mm. Kaaviosta nähdään, että oikea aluspalan viettokulma on 2º. Nousu, mm Kierrettä/tuuma 2 1 Työkappaleen halkaisija mm tuumaa Kierreterien ja aluspalojen merkinnät Miten merkintöjä luetaan ja mitä ne tarkoittavat: luspalan viettokulma Kierreprofi ili 8 Sisäkierre (O) Ulkokierre = ei merkintää Kovametallilaatu Nousu

8 Työkalun valintaprosessi Tuotannon suunnittelu Työkalun valinta Kierteen mitat ja laatu 1 Työkappale Lastuttava aine, kierreprofi ili ja kierteiden määrä 2 Kone Koneen ominaisuudet 3 Työkalun valinta Työkalumalli: - täysprofi ili - V-profi ili - monikärki 4 Käyttö Lastuamisarvot: syöttö jne. 5 Ongelmanratkaisu Ratkaisuja ongelmiin 9

9 Työkalun valinta 1. Työkappale ja lastuttava aine P M K N S Työkappale Määritä koneistettavan kierteen mitat ja laatuvaatimukset. Ulko- vai sisäkierre Oikea- vai vasenkätinen kierre Kierreprofiili (metrinen, UN jne.) Nousu Kierteen päiden määrä Toleranssi (profiili, asema) 2. Koneen ominaisuudet Lastuttava aine Lastuttavuus Lastunmurto-ominaisuudet Kovuus Seosaineet Suorituskyky ja rakenne Karaliitos Tukevuus Karanopeus Lastuamisnesteensyöttö Työkappaleen kiinnitys Vaaka- vai pystykara Teho ja vääntö Työkalumakasiini 10

10 3. Työkalun valinta ri tapoja koneistaa kierre Täysprofiiliterät Kierregeometria on hyvin hallinnassa, koska kierteen pohjan ja harjan välinen etäisyys voidaan asettaa tarkasti. Kullekin nousulle tarvitaan eri terä. Koska terä lastuaa sekä kierteen pohjan että harjan, terään kohdistuva paine kasvaa, mikä vaatii hyvää tukevuutta ja lyhyttä vapaapituutta. Työkalun valinta dut Kierteen muoto paremmin hallinnassa Vähemmän jäysteenpoistoa aitat Kullekin nousulle tarvitaan eri terä V-profiiliterät Samalla terällä voidaan koneistaa eri nousuja, joten työkaluvalikoimaa voidaan karsia. Terä lastuaa kierteen pohjan ja kyljet. arja on lastuttu aiemmissa sorvausvaiheissa, joten toleranssista saadaan tarkka. dut Monipuolisuus yhdellä terällä voi lastuta useita nousuja Värinäalttiissa töissä osaprofiiliterällä voidaan pienentää työkaluun kohdistuvia voimia. aitat Mahdollisesti jäysteenmuodostusta jäysteenpoisto tarpeen Monikärkiset terät Monihampainen täysprofiiliterä pienentää tarvittavien syöttökiertojen määrää, jolloin saadaan hyvä tuottavuus, esim. kaksihampainen monikärkiterä vähentää syöttöjen määrän puoleen. Työkaluun kohdistuvat lastuamisvoimat kasvavat eksponentiaalisesti, mikä vaatii hyvää tukevuutta ja lyhyttä vapaapituutta. Viimeisen kierteen taakse on myös jäätävä riittävästi tilaa. dut Vähemmän ylimenoja rittäin hyvä tuottavuus aitat Vaatii hyvää tukevuutta Viimeisen kierteen taakse on jäätävä riittävästi tilaa 11

11 Työkalun valinta 4. Käyttö Käytössä huomioon otettavia näkökohtia Syöttötavalla voi olla merkittävä vaikutus kierteiden koneistukseen. Se vaikuttaa: - lastunhallintaan - terän kulumiseen - kierteen laatuun - terän kestoikään Syöttötavan valinta riippuu käytännössä koneesta, terägeometriasta, lastuttavasta aineesta ja kierteen noususta. 5. Ongelmanratkaisuohjeita uomioon otettavia seikkoja λ Terän kuluminen ja kestoikä Tarkista kulumismuoto ja muuta tarvittaessa lastuamisarvoja. Syöttötapa Optimoi syöttötapa sekä ylimenojen määrä ja lastujen koko. Terän viettokulma Varmista, että päästökulma on tasainen ja riittävä (terän viettokulman säätö aluspalan avulla). Terägeometria Varmista, että terägeometria on sopiva (yleisgeometria, tai ). 12
.")
12 Valikoiman yleisesittely Ulkopuolinen kierresorvaus Valikoiman yleisesittely 1. Pienkappaleiden kierresorvaus 2. Tavanomainen kierresorvaus 3. Öljyputkien kierresorvaus mm 32 3 t.p.i 10 5 t.p.i mm Sisäpuolinen kierresorvaus 10 5 t.p.i Min. reiän halk.: 4 mm Min. reiän halk.: 10 mm mm t.p.i Min. reiän halk.: 12 mm minipuomeilla Työkalujärjes telmä 3. Tavanomainen kierresorvaus 1. Kovametallivarret 4. Öljyputkien kierresorvaus mm t.p.i Min. reiän halk.: 60.3 mm mm 32 3 t.p.i

13 Valikoiman yleisesittely Ulkokierteiden sorvaustyökalut Laaja valikoima Terät Nousu mm kierrettä/tuuma Kolme vakiogeometriaa Neljä teräkokoa: 11, 16, 22 ja 27 mm Pitimet 1. oromant apto -teräpäät 2. Varsimalliset työkalut 3. Sorvauspuomit 4. Vaihdettavat teräpäät 5. Teräelementit 14

14 Sisäkierteiden sorvaustyökalut Laaja valikoima, useita järjestelmiä Kovametallivarret Minipuomit Tavanomaiset puomit "Vanha ratkaisu" Tavanomaiset puomit "Uusi ratkaisu" Valikoiman yleisesittely Puomit öljyputkien kierresorvaukseen 4.0 mm 10 mm 12 mm 25 mm 60.3 mm Min. reiän halkaisija, mm Tarkkaan pienkappaleiden sisäkierteiden koneistukseen Kovametallivarret Minipuomien terät 15

15 Valikoiman yleisesittely Kierremuodot Käyttöalue Terän/kierteen muoto Kierre Koodi Yleiskäyttö Putkikierteet lintarvike- ja palontorjunta-ala Ilmailuteollisuus ISO metrinen merican UN Whitworth, NPT rittiläinen standardikierre (SPT), NPT merikkalaiset putkikierteet Pyöreä IN 405 MJ UNJ MM UN W, NT PT, N RN MJ NJ Öljy- ja kaasuteollisuus PI pyöreä PI V-profiili 60 R V38, 40, 50 Öljy- ja kaasuteollisuus uttres, VM U Liikeruuvit Yleiskäyttö Trapetsikierre M Stub M TR S Yleiskäyttö yvä tasapaino kuormituksen keston ja lastuvirran välillä. Putkikierteet yvä kuormituksenkesto. Pystytään valmistamaan tiiviitä liitoksia (kierteet usein kartiomaisia). lintarviketeollisuus ja palontorjunta Samoin kuin putkikierteet, mutta pyöreitä elintarviketuotannossa tärkeän puhdistettavuuden takia. Palontorjunnan kierteissä liittämisen/ irrottamisen helppous. Ilmailuteollisuus yvä tarkkuus ja minimaalinen alttius jännityskeskittymille ja rikkoutumiselle. Öljy- ja kaasuteollisuus Äärimmäiset kuormitus- ja tiiviysvaatimukset, putkien seinämäpaksuuden aiheuttamat rajoitukset. Liikeruuvit Symmetrinen muoto Isot kosketuspinnat Tukeva muoto 16
.")

16 Valikoiman yleisesittely Terämallit Kolme eri kierreterämallia Täysprofiiliterät Tuottavaan kierresorvaukseen. V-profiiliterät 60º ja 55º Kierresorvaukseen mahdollisimman vähin työkaluin. Monikärkiset terät rittäin tuottavaan ja taloudelliseen kierresorvaukseen sarjatuotannossa. Kolme eri geometriaa Yleisgeometria -geometria -geometria nsisijainen valinta useimpiin töihin. Terävä geometria. Lastunmurtajalla varustettu geometria. Lastuaa tehokkaasti laajalti erilaisia aineita. Lastuaa siististi tahmeita ja työstökarkenevia aineita. Niukkahiilisten ja -seosteisten, helposti lastuttavien ruostumattomien terästen koneistukseen optimoitu geometria. 17

17 Valikoiman yleisesittely Uusi, moderni kierresorvausratkaisu Ultratukeva kierresorvaustyökalu rittäin tukevaa kierresorvausta tarkasti paikoillaan pysyvillä terillä. Terä paikoittuu oikeaan asentoon kiskon ohjaamana. Ruuvi painaa ohjauskiskon päällä lepäävän terän taakse teräsijan radiaalista kosketuspintaa vasten (merkitty punaisella). yvä valikoima erilaisia pitimiä Pikavaihtoliitos Sorvauspuomi oromant apto -liitos Joutsenkaulapidin oromant apto -liitos Varsimallinen työkalu Vaihdettava teräpää 18

18 Käyttö Kolme eri syöttötapaa Syöttötavalla voi olla merkittävä vaikutus kierteiden koneistukseen. Se vaikuttaa - lastunhallintaan - terän kulumiseen - kierteen laatuun - terän kestoikään. Käyttö Syöttötavan valinta riippuu käytännössä koneesta, terägeometriasta, lastuttavasta aineesta ja kierteen noususta. Muunnettu sivuttaissyöttö Useimpiin uusiin N-koneisiin voi ohjelmoida muunnetun sivuttaissyötön. Käytetään -geometrian kanssa, koska sen lastunmurtaja ei toimi radiaalisyötössä. Lastuamisvoimat aksiaalisia vähemmän värinäaltis. Lastuvirran suunta hallittu. Radiaalisyöttö Sopii kaikenlaisiin manuaalisiin koneisiin ja useimmille valmiille N-ohjelmille. nsisijainen valinta työstökarkeneviin aineisiin, soveltuu taajakierteille. Portaittaissyöttö Yleensä erittäin isoille profiileille ja nousuille, pitkäkestoisiin työkiertoihin, joissa terän kestoiän on riitettävä kierteen koko pituudelle. Vaatii erikoisohjelmointia. 19



19 Käyttö Muunnettu sivuttaissyöttö Useimpiin N-koneisiin on ohjelmoitu työkierto, jossa käytetään tätä syöttötapaa. Lastu on samanlainen kuin tavanomaisessa sorvauksessa helpommin muotoiltavissa ja ohjattavissa. Lastut ovat paksumpia mutta kosketuksissa terään vain toiselta puolelta. Terään siirtyy vähemmän lämpöä. nsisijainen valinta useimpiin kierresorvaustöihin. Syöttösuunta Lastuvirta Lastuvirta Syöttösuunta -geometria Radiaalisyöttö Syöttösuunta Parempi lastunhallinta. Parempi pinta. Muunnettu sivuttaissyöttö on ainoa -geometrialle sopiva syöttötapa. Yleisin syöttötapa ainoa mahdollinen vanhoilla sorveilla, joissa ei ole N-ohjausta. Muodostaa jäykkiä V:n muotoisia lastuja. Terä kuluu tasaisesti. Terän kärkeen kohdistuu korkeita lämpötiloja, mikä rajoittaa syöttöä. Sopii taajakierteille. Karkeakierteitä lastuttaessa haittoina ovat värinäalttius ja huono lastunhallinta. nsisijainen valinta työstökarkenevien aineiden koneistukseen. 20

20 Portaittaissyöttö Käyttö Suositeltava isoille profiileille. Terä kuluu tasaisesti ja terän kestoikä on pitkä erittäin karkeita kierteitä sorvattaessa. Lastut ohjautuvat kumpaankin suuntaan, mikä vaikeuttaa lastunhallintaa. Ohjelmointimenetelmät Keinoja lopputuloksen parantamiseksi Ylimenokohtaisen lastuamissyvyyden pienentäminen (lastun poikkipinta vakio) Lastun poikkipinnasta saadaan vakio. N-ohjelmien yleisin menetelmä. nsimmäisellä ylimenolla suurin lastuamissyvyys. Noudattaa Tilausluettelon syöttösuosituksia. Tasaisempi lastun poikkipinta. Viimeinen ylimeno noin 0.07 mm. Ylimenokohtainen lastuamissyvyys vakio Jokaisella ylimenolla yhtä suuri lastuamissyvyys riippumatta ylimenojen lukumäärästä. settaa terälle paljon suuremmat vaatimukset. Optimoi lastunhallinnan. i suositella yli 1.5 mm:n tai 16 t.p.i:n nousuille. 21

21 Käyttö täysprofiiliterillä Ylimääräinen työvara kierteen harjan koneistamiseksi Täysprofiiliterillä koneistettaessa työkappaleeseen tulee jättää esisorvauksessa mm:n työvara kierteen harjan viimeistelyä varten. ihiota ei tarvitse sorvata tarkkaan halkaisijaan ennen kierresorvausvaihetta. Lisää työkappaleen halkaisijaan ( mm) ylimääräinen työvara kierteen harjan koneistamiseksi. Syöttösuositukset Ylimenojen määrä ja kierteen kokonaissyvyys Metrinen ISO-kierre, ulkopuolinen Ylime - noja Nousu, mm lennettu lastuamisnopeus Radiaalisyöttö/ylimeno, mm a p = 0.94 mm Lisätyövara lisätty
. Teräsärmä liian alhaalla Kierreprofiilista voi tulla vääränlainen.")

22 Työkalun paikoitus Maks. ±0.1 mm Käytä maksimipoikkeamana ±0.1 mm pyörintäkeskiöstä. Teräsärmä liian korkealla Päästökulma pienenee. Teräsärmä hankautuu (rikkoutuu). Teräsärmä liian alhaalla Kierreprofiilista voi tulla vääränlainen. Käyttö menetelmät oikea- ja vasenkätiset kierteet ja terät Ulkokierre Oikeakätinen kierre Vasenkätinen kierre Sisäkierre Oikeakätinen kierre Vasenkätinen kierre Oikeakätinen Vasenkätinen Oikeakätinen Vasenkätinen Oikeakätinen Vasenkätinen Oikeakätinen Vasenkätinen Vasenkätinen Oikeakätinen Vasenkätinen Vasenkätinen Käytettävä negatiivista aluspalaa. Oikeakätinen Oikeakätinen 23
23 Ongelmanratkaisu Vinkkejä kierresorvaukseen Onnistuneen tuloksen kannalta tärkeitä näkökohtia Tarkista ennen kierresorvausta työkappaleen halkaisija ja työvarat (kierteen harjan päällä pitää olla 0.14 mm:n työvara). Paikoita työkalu tarkasti. Tarkista, että terän korkeus (asetus) on kierteen keskihalkaisijaan nähden oikea. Varmista, että terägeometria on sopiva (yleisgeometria, tai ). Varmista, että aluspala on valittu oikein ja antaa terälle oikean sivupäästökulman. Jos kierre on hylättävä, tarkista kaikki asetukset ja kone. Tarkista, onko käytettävissä kierresorvaukseen soveltuvaa N-ohjelmaa. Optimoi syöttötapa sekä ylimenojen määrä ja lastujen koko Varmista, että lastuamisnopeus on sopiva menetelmän vaatimuksia ajatellen. Jos koneistetun kierteen noususta tulee virheellinen, tarkista, että koneelle on annettu oikea nousu. On suositeltavaa, että syöttöliike aloitetaan ennen itse kierrettä; etäisyyden tulisi olla 3 x kierteen nousu. 24
24 Ongelmanratkaisu Ongelmanratkaisu Ongelma Plastinen muodonmuutos Syy Ratkaisu lkaa plastisena muodonmuutoksena (), joka johtaa särmän murtumiseen (). 1. Teräsärmä kuumenee liikaa. 2. Riittämätön lastuamisnesteen syöttö. 3. Väärä laatu. 1. Pienennä lastuamisnopeutta, lisää ylimenojen lukumäärää. Pienennä suurinta syöttöä, tarkista halkaisija ennen kierresorvausta. 2. Tehosta lastuamisnesteen syöttöä. 3. Käytä laatua, joka kestää paremmin plastista muodonmuutosta. Irtosärmänmuodostus Irtosärmän muodostusta () ja särmän kuoriutumista () esiintyy usein yhtä aikaa. Irtosärmä repeytyy aikanaan irti terästä ja vie mukanaan teräainetta, jolloin tuloksena on särmän kuoriutuminen. - siintyy usein ruostumattoman teräksen koneistuksessa. - siintyy usein niukkahiilisen teräksen koneistuksessa. - Väärä laatu. - Teräsärmän lämpötila liian alhainen. - Suurenna lastuamisnopeutta. - Valitse sitkeä terä, mieluiten PV-pinnoitettu laatu. Terärikko 1. Kappale on sorvattu väärään halkaisijaan ennen kierresorvausta. 2. Liian kuormittava syöttösarja. 3. Väärä laatu. 4. eikko lastunhallinta. 5. Väärä keskiön korkeus. 1. sisorvaa kappale niin, että kierresorvausta varten jää riittävä työvara ( mm). 2. Lisää ylimenojen määrää. Pienennä suurimpia syöttöjä. 3. Valitse sitkeämpi laatu. 4. Käytä -geometriaa ja muun nettua sivuttaissyöttöä. 5. Korjaa keskiön korkeus. 25
25 Ongelmanratkaisu Ongelma Nopea viistekuluminen Syy 1. rittäin abrasiivinen materiaali. 2. Liian suuri lastuamisnopeus. 3. Liian pieni syöttö. 4. Terä on pyörintäkeskiön yläpuolella. Ratkaisu 1. Väärä laatu. Käytä kulumiskestävämpää laatua. 2. Pienennä lastuamisnopeutta. 3. Vähennä ylimenojen määrää. 4. Korjaa keskiön korkeus. pänormaali viistekuluminen uono pinnankarheus kierteen toisessa kyljessä. Värinä Väärä syöttötapa. 2. Terän viettokulma ei sovi yhteen kierteen nousukulman kanssa. 1. Virheellinen työkappaleen kiinnitys. 2. Virheellinen työkalun asetus. 3. Virheelliset lastuamisarvot. 4. Virheellinen keskiön korkeus. 1. Käytä muunnettua sivuttaissyöttöä: -geometria ja vakiogeometria 3 5, -geometria Vaihda aluspala, niin että terään saadaan oikea viettokulma. 1. Käytä pehmeitä kiinnitysleukoja. 2. Optimoi keskiöreikä ja tarkista vetävän kärjen paine. Minimoi työkalun vapaapituus. Tarkista, ettei puomin kiinnitysholkki ole kulunut. Käytä värinävaimennettuja puomeja. 3. Lisää lastuamisnopeutta; ellei tämä auta, pienennä nopeutta reippaasti. Kokeile -geometriaa. 4. Säädä keskiön korkeutta.
26 Ongelmanratkaisu Ongelma uono pinnankarheus Syy 1. Liian pieni lastuamisnopeus. Ratkaisu 1. Suurenna lastuamisnopeutta. 2. Terä on keskiön yläpuolella. 2. Säädä keskiön korkeutta. 3. eikko lastunhallinta. 3. Käytä -geometriaa ja muun nettua sivuttaissyöttöä. uono lastunhallinta Matala profiili Väärä kierreprofiili 1. Virheellinen syöttötapa. 2. Virheellinen geometria. 1. Virheellinen keskiön korkeus. 2. Terärikko. Liiallinen kuluminen. 1. Virheellinen kierreprofi ili (kulmat ja nirkonsäde): ulkoteriä käytetty sisäpuoliseen koneistukseen tai päinvastoin. 2. Virheellinen keskiön korkeus. 3. Pidin ei ole 90 :n kulmassa pyörintäkeskiöön nähden. 1. Muunnettu sivuttaissyöttö Käytä -geometriaa ja 1 :n muunnettua sivuttaissyöttöä. 1. Säädä keskiön korkeutta. 2. Vaihda teräsärmää. 1. Käytä sopivaa työkalua ja terää. 2. Säädä keskiön korkeutta. 3. Säädä 90 :een. 4. Korjaa koneeseen oikea arvo. 4. Koneelle on annettu virheellinen nousu. Särmään kohdistuu liian suuri paine 1. Työstökarkenevaa ainetta on lastuttu liian pienellä syötöllä. 2. Teräsärmään kohdistuu liian suuri paine. 3. Väärä profi ili: liian pieni kylkikulma. 1. Vähennä ylimenojen määrää. Vaihda -geometriaan. 2. Käytä sitkeämpää laatua. 3. Käytä muunnettua sivuttaissyöttöä. 27
Avarrus. Teoriaa F 4. Valintaprosessi F 9. Valikoiman yleisesittely F 14. Käyttö F 21. Ongelmanratkaisu F 25 F 3
 2 on menetelmä, jossa pyörivällä työkalulla suurennetaan reikiä, jotka on valmistettu esim. koneistamalla, valamalla, takomalla, ekstruusiolla tai polttoleikkaamalla. Teoriaa 4 Valintaprosessi 9 Valikoiman
2 on menetelmä, jossa pyörivällä työkalulla suurennetaan reikiä, jotka on valmistettu esim. koneistamalla, valamalla, takomalla, ekstruusiolla tai polttoleikkaamalla. Teoriaa 4 Valintaprosessi 9 Valikoiman
Katkaisu ja uransorvaus
 2 ovat sorvauksen alalajeja. Ne kattavat monenlaisia töitä, joihin tarvitaan tarkoitukseen kehitettyjä työkaluja. Samoja työkaluja voidaan jossain määrin käyttää myös yleissorvaukseen. Teoriaa 4 Valintaprosessi
2 ovat sorvauksen alalajeja. Ne kattavat monenlaisia töitä, joihin tarvitaan tarkoitukseen kehitettyjä työkaluja. Samoja työkaluja voidaan jossain määrin käyttää myös yleissorvaukseen. Teoriaa 4 Valintaprosessi
Miten valitset oikean kierresorvaustyökalun
 TREANG ow to choose threading tool Miten valitset oikean kierresorvaustyökalun Miten valitset oikean kierresorvaustyökalun Katkaisu & uransorvaus 1 2 Määrittele koneistusvaiheesi Valitse sorvausmenetelmä,
TREANG ow to choose threading tool Miten valitset oikean kierresorvaustyökalun Miten valitset oikean kierresorvaustyökalun Katkaisu & uransorvaus 1 2 Määrittele koneistusvaiheesi Valitse sorvausmenetelmä,
Sisällysluettelo. Aakkosnumeerinen hakemisto Työkalut... 2. Kierteen sorvaus Hakemisto... 5. Kierteen sorvaus. Kierteytys MDT Hakemisto...
 Sisällysluettelo Aakkosnumeerinen hakemisto Työkalut......................................... 2 IKääntöterät...................................... 3 Kierteen sorvaus Hakemisto........................................
Sisällysluettelo Aakkosnumeerinen hakemisto Työkalut......................................... 2 IKääntöterät...................................... 3 Kierteen sorvaus Hakemisto........................................
CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130
 CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130 Uudet, halkaisijaltaan pienet varsijyrsimet teräkoolla 07 tuovat CoroMill 390 -jyrsimen hyväksi todetun suorituskyvyn tarjolle töihin, joissa
CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130 Uudet, halkaisijaltaan pienet varsijyrsimet teräkoolla 07 tuovat CoroMill 390 -jyrsimen hyväksi todetun suorituskyvyn tarjolle töihin, joissa
Lastuavat työkalut - Sandvik Coromant. Sorvaustyökalut YLEISSORVAUS KATKAISU & URANSORVAUS KIERRESORVAUS TYÖKALUJÄRJESTELMÄT
 Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 TURN - FN Sisällysluettelo Käyttöalueet ohdanto Tuotteet Yleisesittely 2 5 Vaihdettavat
Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 TURN - FN Sisällysluettelo Käyttöalueet ohdanto Tuotteet Yleisesittely 2 5 Vaihdettavat
Lastuavat työkalut - Sandvik Coromant. Pyörivät työkalut JYRSINTÄ PORAUS AVARRUS TYÖKALUJÄRJESTELMÄT 2012
 Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ AVARRUS TYÖKALUÄRSTLMÄT 2012 Sopivan poran valinta ROT - IN Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa
Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ AVARRUS TYÖKALUÄRSTLMÄT 2012 Sopivan poran valinta ROT - IN Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa
Sopivan poran valinta
 pdrilling Content Sopivan poran valinta Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa lueteltujen porien halkaisija-alueet ja poraussyvyydet. 2 Valitse poramalli Valitse
pdrilling Content Sopivan poran valinta Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa lueteltujen porien halkaisija-alueet ja poraussyvyydet. 2 Valitse poramalli Valitse
Sorvauskäsikirja. Yleissorvaus Katkaisu ja uransorvaus Kierresorvaus
 Sorvauskäsikirja Yleissorvaus Katkaisu ja uransorvaus Kierresorvaus Omat olosuhteet Ennen koneistuksen aloittamista on käytävä läpi työn perusteet. Työkappale Työvaihe Kappaleen malli (esim. iso, hoikka)
Sorvauskäsikirja Yleissorvaus Katkaisu ja uransorvaus Kierresorvaus Omat olosuhteet Ennen koneistuksen aloittamista on käytävä läpi työn perusteet. Työkappale Työvaihe Kappaleen malli (esim. iso, hoikka)
SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA
 SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA JATKUVAA KEHITYSTÄ Aiempi T4-12-tuoteperhe kehitettiin tuottavuuden parantamiseen, mutta nyt sitä on kehitetty vieläkin paremmaksi. Entistä suuremmat
SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA JATKUVAA KEHITYSTÄ Aiempi T4-12-tuoteperhe kehitettiin tuottavuuden parantamiseen, mutta nyt sitä on kehitetty vieläkin paremmaksi. Entistä suuremmat
Työkalupitimen valitseminen
 TOOLIN SYSTMS How to select tool holding Työkalupitimen valitseminen Työkalupitimen valitseminen 1 Valitse työkalun kokoamismenetelmä - Modulaarinen tai kiinteä, ks. sisällysluettelo s. 6. 2 Valitse liitäntäkappaleen
TOOLIN SYSTMS How to select tool holding Työkalupitimen valitseminen Työkalupitimen valitseminen 1 Valitse työkalun kokoamismenetelmä - Modulaarinen tai kiinteä, ks. sisällysluettelo s. 6. 2 Valitse liitäntäkappaleen
Lastuavat työkalut - Sandvik Coromant. Pyörivät työkalut JYRSINTÄ PORAUS AVARRUS TYÖKALUJÄRJESTELMÄT 2012
 Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ PORAUS TYÖKALUÄRSTLMÄT 2012 Avarrustyökalun valitseminen Avarrustyökalun valitseminen 1 Valitse käytettävä menetelmä: Valitse käytettävä
Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ PORAUS TYÖKALUÄRSTLMÄT 2012 Avarrustyökalun valitseminen Avarrustyökalun valitseminen 1 Valitse käytettävä menetelmä: Valitse käytettävä
Luotettavuutta ja tarkkuutta
 CoroTap 100 -KM Luotettavuutta ja tarkkuutta CoroTap 100 -KM:tä suunniteltaessa tavoitteena oli kehittää kierretappi, joka helpottaisi ratkaisevasti valuraudan koneistusta. Se erottuu erinomaisilla tuloksillaan
CoroTap 100 -KM Luotettavuutta ja tarkkuutta CoroTap 100 -KM:tä suunniteltaessa tavoitteena oli kehittää kierretappi, joka helpottaisi ratkaisevasti valuraudan koneistusta. Se erottuu erinomaisilla tuloksillaan
Sisällysluettelo. 1 Kierteiden perusteet. 2 Menetelmät. 3 Tuotteet. 4 Ongelmanratkaisuohjeita. 5 Tekniset tiedot. Johdanto
 Sisällysluettelo Johdanto 2 1 Kierteiden perusteet 3 KONEISTUSOPAS Kierteiden koneistus Kierresorvaus ja kierrejyrsintä 2 Menetelmät Kierteiden valmistusmenetelmät Kierresorvaus vs. kierrejyrsintä Kierresorvaus
Sisällysluettelo Johdanto 2 1 Kierteiden perusteet 3 KONEISTUSOPAS Kierteiden koneistus Kierresorvaus ja kierrejyrsintä 2 Menetelmät Kierteiden valmistusmenetelmät Kierresorvaus vs. kierrejyrsintä Kierresorvaus
Lastuttavien aineiden jaottelu
 Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
Uudet tuotteet
 Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Valkoinen kirja. Valjasta lastuamisnesteen edut katkaisussa ja uransorvauksessa
 Valkoinen kirja Valjasta lastuamisnesteen edut katkaisussa ja uransorvauksessa Katkaisu ja uransorvaus ei perinteisesti ole ollut koneistajien suosikkitöitä. Kapean terän ja pitimen sekä toisaalta vaativien
Valkoinen kirja Valjasta lastuamisnesteen edut katkaisussa ja uransorvauksessa Katkaisu ja uransorvaus ei perinteisesti ole ollut koneistajien suosikkitöitä. Kapean terän ja pitimen sekä toisaalta vaativien
MVX TOOLS NEWS. Viimeisellä teknologialla suunniteltu erittäin tukevarunkoinen pora. Suuret halkaisijat ø 33.5 ~ ø 63.0 nyt saatavana B202FI
 TOOLS NEWS 2015.4 Päivitys B202FI Kääntöteräpora Viimeisellä teknologialla suunniteltu erittäin tukevarunkoinen pora. Suuret halkaisijat ø 33.5 ~ ø 63.0 nyt saatavana Kääntöteräpora 4 leikkuusärmää Taloudellinen
TOOLS NEWS 2015.4 Päivitys B202FI Kääntöteräpora Viimeisellä teknologialla suunniteltu erittäin tukevarunkoinen pora. Suuret halkaisijat ø 33.5 ~ ø 63.0 nyt saatavana Kääntöteräpora 4 leikkuusärmää Taloudellinen
Erittäin lyhyt HSS-pora,TiN-kärki
 Erittäin lyhyt HSS-pora,TiN-kärki Ominaisuudet // Edut Poran A022 edut verrattuna erittäin lyhyeen vakioporaan: Testeissä on saavutettu jopa 33% parempi tuottavuus. Elinikä on merkittävästi pidempi. Kaikki
Erittäin lyhyt HSS-pora,TiN-kärki Ominaisuudet // Edut Poran A022 edut verrattuna erittäin lyhyeen vakioporaan: Testeissä on saavutettu jopa 33% parempi tuottavuus. Elinikä on merkittävästi pidempi. Kaikki
dametric AGS-anturi HUOLTOKÄSIKIRJA AGS-XXX Service Manual FI.docx Lokakuu 12, 2010 / BL Sivu 1 (8)
") dametric AGS-anturi AGS-XXX Service Manual FI.docx Lokakuu 12, 2010 / BL Sivu 1 (8) Sisältö 1 Yleistä... 2 2 Anturin asennus ja poisto... 3 3 Kotelon ja putken välinen liitos... 4 4 Kärjen ja kotelon välinen
dametric AGS-anturi AGS-XXX Service Manual FI.docx Lokakuu 12, 2010 / BL Sivu 1 (8) Sisältö 1 Yleistä... 2 2 Anturin asennus ja poisto... 3 3 Kotelon ja putken välinen liitos... 4 4 Kärjen ja kotelon välinen
OFIX. Lukitusholkit. Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177. Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344
 OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
CoroDrill 880 Fokuksessa ei-rauta-aineet
 CoroDrill 880 Fokuksessa ei-rauta-aineet 1 TRENDI: Kevyempi on taloudellisempi Mitä kevyempi auto on, sitä vähemmän etenkin sen kiihdyttämiseen vaaditaan energiaa. Kevyet materiaalit ovatkin keskiössä
CoroDrill 880 Fokuksessa ei-rauta-aineet 1 TRENDI: Kevyempi on taloudellisempi Mitä kevyempi auto on, sitä vähemmän etenkin sen kiihdyttämiseen vaaditaan energiaa. Kevyet materiaalit ovatkin keskiössä
a) ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla
 ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla") Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Tekninen artikkeli. Katkaisu & uransorvaus: Miten 2000-luvulla saadaan lisää suorituskykyä ja laatua ja pidempi terän kestoikä.
 Tekninen artikkeli Toukokuu 2015 Katkaisu & uransorvaus: Miten 2000-luvulla saadaan lisää suorituskykyä ja laatua ja pidempi terän kestoikä Katkaisu- ja uransorvauksen haasteiden parissa työskentelevät
Tekninen artikkeli Toukokuu 2015 Katkaisu & uransorvaus: Miten 2000-luvulla saadaan lisää suorituskykyä ja laatua ja pidempi terän kestoikä Katkaisu- ja uransorvauksen haasteiden parissa työskentelevät
WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ
 WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ Uusi kaksipuolinen Z -geometria, jossa yhdistyvät positiivisen ja negatiivisen kääntoterän parhaat ominaisuudet.terävä
WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ Uusi kaksipuolinen Z -geometria, jossa yhdistyvät positiivisen ja negatiivisen kääntoterän parhaat ominaisuudet.terävä
WSX445. Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä
 WSX445 kevyttä koneistusta Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä DOUBLE-Z geometria 1. Matalat lastuamisvoimat 2. SOPII KAIKenlaisiin KONEISIIN 3. ERINOMAINEN lastunpoisto 4. Lastu
WSX445 kevyttä koneistusta Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä DOUBLE-Z geometria 1. Matalat lastuamisvoimat 2. SOPII KAIKenlaisiin KONEISIIN 3. ERINOMAINEN lastunpoisto 4. Lastu
Luotettavuutta syviin pistoihin
 Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin.
 Pystykarainen koneistuskeskus DIGIMA BM VM 35 Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin. VM-30/35 on paras valinta isoille ja raskaille muoteille.
Pystykarainen koneistuskeskus DIGIMA BM VM 35 Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin. VM-30/35 on paras valinta isoille ja raskaille muoteille.
Lastuavat työkalut - Sandvik Coromant. Sorvaustyökalut YLEISSORVAUS KATKAISU & URANSORVAUS KIERRESORVAUS TYÖKALUJÄRJESTELMÄT
 Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 KERRESORVAUS Miten valitset oikean kierresorvaustyökalun TURN - FN Miten valitset
Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 KERRESORVAUS Miten valitset oikean kierresorvaustyökalun TURN - FN Miten valitset
Tuotannon taloudellisuus nousuun
 CoroDrill 880 Tuotannon taloudellisuus nousuun Kääntöteräporat ovat erittäin kustannustehokkaita, ja vahvistetun CoroDrill 880:n avulla voit todella parantaa tuotantosi taloudellisuutta. Parannettu porarunko
CoroDrill 880 Tuotannon taloudellisuus nousuun Kääntöteräporat ovat erittäin kustannustehokkaita, ja vahvistetun CoroDrill 880:n avulla voit todella parantaa tuotantosi taloudellisuutta. Parannettu porarunko
Uudet työkalut ja ratkaisut 2015.1
 Uudet työkalut ja ratkaisut 2015.1 Tervetuloa! Tällä kertaa julkaisemme ylpeänä kaksi täysin uutta jyrsinkonseptia: Raskaaseen koneistukseen tarkoitetut CoroMill Plura -varsijyrsimet asettavat mittapuun
Uudet työkalut ja ratkaisut 2015.1 Tervetuloa! Tällä kertaa julkaisemme ylpeänä kaksi täysin uutta jyrsinkonseptia: Raskaaseen koneistukseen tarkoitetut CoroMill Plura -varsijyrsimet asettavat mittapuun
Avarrustyökalun valitseminen
 D Avarrustyökalun valitseminen Avarrustyökalun valitseminen 1 Valitse käytettävä menetelmä: Valitse käytettävä menetelmä ottaen huomioon reiän malli, rajoitukset, lastuttava aine ja kone. 2 Valitse avarrustyökalujärjestelmä
D Avarrustyökalun valitseminen Avarrustyökalun valitseminen 1 Valitse käytettävä menetelmä: Valitse käytettävä menetelmä ottaen huomioon reiän malli, rajoitukset, lastuttava aine ja kone. 2 Valitse avarrustyökalujärjestelmä
Press Brake Productivity -pikaopas
 Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä
 TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
HandlingTech. Automations-Systeme ENSIAPU TYÖKALUN RIKKOUTUESSA. www.handlingtech.de/eromobil
 HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
Lastuavat työkalut - Sandvik Coromant. Sorvaustyökalut YLEISSORVAUS KATKAISU & URANSORVAUS KIERRESORVAUS TYÖKALUJÄRJESTELMÄT
 Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 KATKASU A URANSORVAUS Miten valitset oikean työkalun katkaisuun ja uransorvaukseen
Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 KATKASU A URANSORVAUS Miten valitset oikean työkalun katkaisuun ja uransorvaukseen
- KIERRETAPIN VÄÄNTIMET RÄIKÄLLÄ - KIERRELEUAN VÄÄNTIMET IP-PAKKAUS C7000 - KIERTEENKORJAUSSARJA HELICOIL 86-OS. C7011 - KIERRETYÖKALUSARJA 12-OS.
 Kierretyökalut... 2 - KÄSI/KONEKIERRETAPIT HSS - IP-PAKKAUS... 2 - KONEKIERRETAPIT O5 - IP-PAKKAUS... 3 - KONEKIERRETAPIT O5 - IP-PAKKAUS... 4 - KONEKIERRETAPIT O5 DIN 371 - IP-PAKKAUS... 5 - KONEKIERRETAPIT
Kierretyökalut... 2 - KÄSI/KONEKIERRETAPIT HSS - IP-PAKKAUS... 2 - KONEKIERRETAPIT O5 - IP-PAKKAUS... 3 - KONEKIERRETAPIT O5 - IP-PAKKAUS... 4 - KONEKIERRETAPIT O5 DIN 371 - IP-PAKKAUS... 5 - KONEKIERRETAPIT
Uudet työkalut - tilaustiedot. Reikien koneistus Ylivoimaiset työkalut vaihtelevaan tuotantoon ja monille eri materiaaleille
 Uudet työkalut - tilaustiedot Reikien koneistus Ylivoimaiset työkalut vaihtelevaan tuotantoon ja monille eri materiaaleille 2014 Tilaa uusia työkaluja... Uudet työkalut Kokonaistarjonta Internet Tervetuloa...
Uudet työkalut - tilaustiedot Reikien koneistus Ylivoimaiset työkalut vaihtelevaan tuotantoon ja monille eri materiaaleille 2014 Tilaa uusia työkaluja... Uudet työkalut Kokonaistarjonta Internet Tervetuloa...
Olemme työskennelleet todella paljon viimeiset vuodet Iso-Britanniassa, ja ollakseni rehellinen, työ on vielä kesken.
 Purjeet ja riki Olemme kääntäneet tämän tekstin ruotsinkielisestä artikkelista. http://www.swe.magicmicro.org/e107_files/public/segeltips.pdf Ruotsalaiset ovat keränneet eri MM-sivustoilta artikkeleita,
Purjeet ja riki Olemme kääntäneet tämän tekstin ruotsinkielisestä artikkelista. http://www.swe.magicmicro.org/e107_files/public/segeltips.pdf Ruotsalaiset ovat keränneet eri MM-sivustoilta artikkeleita,
15 November 2012, all rights reserved. Sorvaus 2012
 Sorvaus 2012 Ohjelma: Sorvaustyökalut 2012 Duratomic MDT Uudet sorvaustuotteet Kierteitys Jetstream Tooling CBN 2 Duratomic QII 2010 TP0500 QIII 2010 TH1500 TGP35 2006 Duratomic TM 2007 2007 MP2500 MK1500
Sorvaus 2012 Ohjelma: Sorvaustyökalut 2012 Duratomic MDT Uudet sorvaustuotteet Kierteitys Jetstream Tooling CBN 2 Duratomic QII 2010 TP0500 QIII 2010 TH1500 TGP35 2006 Duratomic TM 2007 2007 MP2500 MK1500
PARAS VALINTA KAIKILLE AINEILLE
 MADE BY YLEISTAPIT PARAS VALINTA KAIKILLE AINEILLE Lujat teräkset Ruostumattomat- ja haponkestävät teräkset Alumiini ja alumiiniseokset Rakenneteräkset Valuraudat POWERTAP EHDOTTOMASTI PARAS PowerTap on
MADE BY YLEISTAPIT PARAS VALINTA KAIKILLE AINEILLE Lujat teräkset Ruostumattomat- ja haponkestävät teräkset Alumiini ja alumiiniseokset Rakenneteräkset Valuraudat POWERTAP EHDOTTOMASTI PARAS PowerTap on
BUNN-O-MATIC SUODATINLAITTEET JA KAHVIMYLLYT. Tehokkaat kahvilaitteet ja -myllyt kun laadukasta ja tuoretta kahvia tarvitaan nopeasti.
 BUNN-O-MATIC SUODATINLAITTEET JA KAHVIMYLLYT Tehokkaat kahvilaitteet ja -myllyt kun laadukasta ja tuoretta kahvia tarvitaan nopeasti. TUORETTA KAHVIA NOPEASTI SUODATINLAITE VP17A-2 Bunn-O-Matic -suodatinkahvilaitteet
BUNN-O-MATIC SUODATINLAITTEET JA KAHVIMYLLYT Tehokkaat kahvilaitteet ja -myllyt kun laadukasta ja tuoretta kahvia tarvitaan nopeasti. TUORETTA KAHVIA NOPEASTI SUODATINLAITE VP17A-2 Bunn-O-Matic -suodatinkahvilaitteet
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
M-KÄSITTELYN VAIKUTUS LASTUAMALLA VALMISTETTAVAN TUOTTEEN VALMISTUSKUSTANNUKSIIN
 LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Teemu Sairanen M-KÄSITTELYN VAIKUTUS LASTUAMALLA VALMISTETTAVAN TUOTTEEN VALMISTUSKUSTANNUKSIIN Työn tarkastajat:
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Teemu Sairanen M-KÄSITTELYN VAIKUTUS LASTUAMALLA VALMISTETTAVAN TUOTTEEN VALMISTUSKUSTANNUKSIIN Työn tarkastajat:
Tee katkaisu- ja uransorvauksesta intohimolaji
 Tee katkaisu- ja uransorvauksesta intohimolaji Optimaalista, taloudellista koneistusta fiksuilla työkaluratkaisuilla Katkaisu- ja uransorvaus on monenkirjavine töineen ja erikoistyökaluineen kuin oma maailmansa
Tee katkaisu- ja uransorvauksesta intohimolaji Optimaalista, taloudellista koneistusta fiksuilla työkaluratkaisuilla Katkaisu- ja uransorvaus on monenkirjavine töineen ja erikoistyökaluineen kuin oma maailmansa
Lentokoneen runko Fokuksessa porausratkaisut
 Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
KULMAVAIHTEET. Tyypit W 088, 110, 136,156, 199 ja 260 TILAUSAVAIN 3:19
 Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Silent Tools TM Hoikkien työkalujen tuottava käyttö
 Silent Tools TM Hoikkien työkalujen tuottava käyttö Fokus värinöiden vähentämisessä Värinäalttiit työt vaarantavat koneistuksen tuottavuuden ja varmuuden, etenkin pitkillä vapaapituuksilla ja syviä taskuja
Silent Tools TM Hoikkien työkalujen tuottava käyttö Fokus värinöiden vähentämisessä Värinäalttiit työt vaarantavat koneistuksen tuottavuuden ja varmuuden, etenkin pitkillä vapaapituuksilla ja syviä taskuja
PNEUMAATTINEN SAUMANSULKIJA. Käyttökäsikirja. Malli, jossa on automaattipysäytys
 PNEUMAATTINEN SAUMANSULKIJA Käyttökäsikirja Malli, jossa on automaattipysäytys 2 Yleistä Konetta voidaan hyvin käyttää useimpien tyyppiä m 82, VM 84 tms. olevien saumojen sulkemiseen. Koneen rakenne on
PNEUMAATTINEN SAUMANSULKIJA Käyttökäsikirja Malli, jossa on automaattipysäytys 2 Yleistä Konetta voidaan hyvin käyttää useimpien tyyppiä m 82, VM 84 tms. olevien saumojen sulkemiseen. Koneen rakenne on
KÄYTTÖOHJEET SÄHKÖKÄYTTÖISEILLE AUTOMAATTIPALAUTTEISILLE HYDRAULIIKAPUMPUILLE HTWP21 SARJAN MOMENTTIAVAIMIA VARTEN.
 KÄYTTÖOHJEET SÄHKÖKÄYTTÖISEILLE AUTOMAATTIPALAUTTEISILLE HYDRAULIIKAPUMPUILLE HTWP21 SARJAN MOMENTTIAVAIMIA VARTEN. Hi Forcen HTWP21 sarjan sähkökäyttöiset hydrauliikkapumput on suunniteltu käyttämään
KÄYTTÖOHJEET SÄHKÖKÄYTTÖISEILLE AUTOMAATTIPALAUTTEISILLE HYDRAULIIKAPUMPUILLE HTWP21 SARJAN MOMENTTIAVAIMIA VARTEN. Hi Forcen HTWP21 sarjan sähkökäyttöiset hydrauliikkapumput on suunniteltu käyttämään
3.2 Työstöratojen luonti
 3.2 Työstöratojen luonti Luodaan aluksi työstöradat kahdelle akselille. 3.2.1 Olakkeen sorvaus Piirretään aluksi yksinkertainen kappale, johon luodaan työstöradat. Kuva 3.2.1 Koneistettava kappale Kyseisen
3.2 Työstöratojen luonti Luodaan aluksi työstöradat kahdelle akselille. 3.2.1 Olakkeen sorvaus Piirretään aluksi yksinkertainen kappale, johon luodaan työstöradat. Kuva 3.2.1 Koneistettava kappale Kyseisen
Yksiriviset urakuulalaakerit Generation C. Tekniset tuotetiedot
 Yksiriviset urakuulalaakerit Generation C Tekniset tuotetiedot Sisällysluettelo Ominaisuudet 2 FAG-urakuulalaakerin (Generation C) edut 2 Tiivistys ja voitelu 2 Käyttölämpötila 3 Pitimet 3 Jälkimerkinnät
Yksiriviset urakuulalaakerit Generation C Tekniset tuotetiedot Sisällysluettelo Ominaisuudet 2 FAG-urakuulalaakerin (Generation C) edut 2 Tiivistys ja voitelu 2 Käyttölämpötila 3 Pitimet 3 Jälkimerkinnät
FLE/FLU - Lattiasäleikkö FLE/FLU. Lattiasäleikkö. Tuotemallit ja lisävarusteet
 FLE/FLU Lattiasäleikkö Pystysuuntainen ilmasuihku lattiasta, sopii myös poistoilmalle Kiinteät vaakasuuntaiset säleet muodostavat vakaan 15 virtauskuvion. Vankka alumiinirakenne Tuotemallit ja lisävarusteet
FLE/FLU Lattiasäleikkö Pystysuuntainen ilmasuihku lattiasta, sopii myös poistoilmalle Kiinteät vaakasuuntaiset säleet muodostavat vakaan 15 virtauskuvion. Vankka alumiinirakenne Tuotemallit ja lisävarusteet
HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja ohuet liimasaumat. Älykästä Reunalistoitusta PATENTOITU JÄRJESTELMÄ Ä
 Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
AquaPro IP 54. Laser 635 nm. auto man man DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 FI 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114
 Laser 635 nm IP 54 auto man man AquaPro DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114 LV 121 LT 128 RO 135 BG 142 GR 149 58 Lue käyttöohje kokonaan.
Laser 635 nm IP 54 auto man man AquaPro DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114 LV 121 LT 128 RO 135 BG 142 GR 149 58 Lue käyttöohje kokonaan.
TigerStop Standard Digitaalinen Syöttölaite / Stoppari
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
MAAKAUHAT LUMIKAUHAT
 FIN 2012 MAAKAUHAT Maakauha 400 400 1400 155 365 Maakauha 600 600 1700 215 455B Maakauha 850 850 1800 335 655C Maakauha 1000 1000 2100 365 655C Maakauha 1300 1300 2300 450 855C - Erilaisten maalajien kuormaukseen
FIN 2012 MAAKAUHAT Maakauha 400 400 1400 155 365 Maakauha 600 600 1700 215 455B Maakauha 850 850 1800 335 655C Maakauha 1000 1000 2100 365 655C Maakauha 1300 1300 2300 450 855C - Erilaisten maalajien kuormaukseen
Jabro Tools tuotevalikoima
 Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
Lastuavat työkalut - Sandvik Coromant. Pyörivät työkalut JYRSINTÄ PORAUS AVARRUS TYÖKALUJÄRJESTELMÄT 2012
 Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ PORAUS AVARRUS 2012 Työkalupitimen valitseminen ROT - IN Työkalupitimen valitseminen 1 Valitse työkalun kokoamismenetelmä - Modulaarinen
Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ PORAUS AVARRUS 2012 Työkalupitimen valitseminen ROT - IN Työkalupitimen valitseminen 1 Valitse työkalun kokoamismenetelmä - Modulaarinen
Reiänvalmistus Seco Feedmax SD205A, -C1, -C2 geometria... 136-142 Xfix... 143-178 Uudet rouhinta-avarruspäät CN -kääntöterille...
 Sisällysluettelo Sorvaus ISO Sorvaus Tekniset tiedot.................................... 3-6 Kääntöterät....................................... 7-46 MDT Tekniset tiedot....................................
Sisällysluettelo Sorvaus ISO Sorvaus Tekniset tiedot.................................... 3-6 Kääntöterät....................................... 7-46 MDT Tekniset tiedot....................................
Maakauhat. Lumikauhat
 Maakauhat Maakauha 400 400 1400 155 355B Maakauha 600 600 1700 215 455B Maakauha 850 850 1800 335 655C Maakauha 1000 1000 2100 365 655C Maakauha 1300 1300 2300 450 855C - Erilaisten maalajien kuormaukseen
Maakauhat Maakauha 400 400 1400 155 355B Maakauha 600 600 1700 215 455B Maakauha 850 850 1800 335 655C Maakauha 1000 1000 2100 365 655C Maakauha 1300 1300 2300 450 855C - Erilaisten maalajien kuormaukseen
ROCKFON SYSTEM G DIRECT
 Järjestelmän kuvaus: ROCKFON SYSTEM G DIRECT Suoraan asennettava järjestelmä Nopea ja tehokas asennusprosessi Oikea valinta mataliin huoneisiin Tyylikäs ja yhtenäinen ilme alakattoon G 300 mm ROCKFON SYSTEM
Järjestelmän kuvaus: ROCKFON SYSTEM G DIRECT Suoraan asennettava järjestelmä Nopea ja tehokas asennusprosessi Oikea valinta mataliin huoneisiin Tyylikäs ja yhtenäinen ilme alakattoon G 300 mm ROCKFON SYSTEM
pony Suomenkielinen käyttöohje 2012 R82 A/S. All rights reserved. The R82 logo and the Pony are registered trademarks of R82 A/S. 02.
 pony TM Suomenkielinen käyttöohje 2012 R82 /S. ll rights reserved. The R82 logo and the Pony are registered trademarks of R82 /S. 02.2012 SSÄLLYS Pony... 3 Turvallisuus... 4 Takuu... 4 Työkalut... 4 Kunnossapito...
pony TM Suomenkielinen käyttöohje 2012 R82 /S. ll rights reserved. The R82 logo and the Pony are registered trademarks of R82 /S. 02.2012 SSÄLLYS Pony... 3 Turvallisuus... 4 Takuu... 4 Työkalut... 4 Kunnossapito...
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Käyttötarkoitus. Mallit. Toimituksen sisältö. Korkeuden säätökahvat
 R Rollaattorin osat 1 Kahva 2 Korkeussäädettävä kahvan tanko 3 Jarru 4 Kahvan korkeuden säätövipu 5 Takapyörä 6 Runko 7 Etupyörä 8 Kori 9 Istuin 10 Tarjotin 11 Jarruvaijeri 12 Kepinpidike 2 Käyttötarkoitus
R Rollaattorin osat 1 Kahva 2 Korkeussäädettävä kahvan tanko 3 Jarru 4 Kahvan korkeuden säätövipu 5 Takapyörä 6 Runko 7 Etupyörä 8 Kori 9 Istuin 10 Tarjotin 11 Jarruvaijeri 12 Kepinpidike 2 Käyttötarkoitus
SAHAT. Rensi Finland Oy Yrittäjäntie 28 01800 KLAUKKALA www.rensi.fi
 SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
7781. PUMPPUKÄRRY VAAKALLA CS PW 20 T KÄYTTÖOHJEET
 7781. PUMPPUKÄRRY VAAKALLA CS PW 20 T KÄYTTÖOHJEET Toimitettavan vaakapumppukärryn ulkonäkö saattaa poiketa yllä olevasta kuvasta. Työkuorma kg 2000 Virtalähde 6 x D-paristot 1,5V taikka 12V akku. Latausjännite
7781. PUMPPUKÄRRY VAAKALLA CS PW 20 T KÄYTTÖOHJEET Toimitettavan vaakapumppukärryn ulkonäkö saattaa poiketa yllä olevasta kuvasta. Työkuorma kg 2000 Virtalähde 6 x D-paristot 1,5V taikka 12V akku. Latausjännite
IMEYTYSPUOMIT MERIOLOSUHTEISIIN
 IMEYTYSPUOMIT MERIOLOSUHTEISIIN IMEYTYSPUOMIT Expandi on valmistanut ja käyttänyt imeytyspuomeja jo vuosien ajan Expandi on osallistunut suurimpien öljykatastrofien torjuntaan euroopassa viime vuosina
IMEYTYSPUOMIT MERIOLOSUHTEISIIN IMEYTYSPUOMIT Expandi on valmistanut ja käyttänyt imeytyspuomeja jo vuosien ajan Expandi on osallistunut suurimpien öljykatastrofien torjuntaan euroopassa viime vuosina
KAASUJOUSET. Puh. +45 86720099 Faksi +45 86299786 www.jouset.com
 KAASUJOUSET vakio ja Varilift + päiden sovittimet Puh. +45 86720099 Faksi +45 86299786 www.jouset.com Sisällysluettelo Vakio Kaasujouset sivu 3 Männän 6mm Kierre M6 sivu 4 Männän 8mm Kierre M6 sivu 5 Männän
KAASUJOUSET vakio ja Varilift + päiden sovittimet Puh. +45 86720099 Faksi +45 86299786 www.jouset.com Sisällysluettelo Vakio Kaasujouset sivu 3 Männän 6mm Kierre M6 sivu 4 Männän 8mm Kierre M6 sivu 5 Männän
KESKITY! KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! S O R V A U S. Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät.
 Koneiden taulut: SORVI RECORD 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! Koneiden taulut: SORVI RECORD 2 K
Koneiden taulut: SORVI RECORD 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! Koneiden taulut: SORVI RECORD 2 K
KESKITY! KÄYTÄ! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA! S O R V A U S. Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät.
 Koneiden taulut: SORVI MANKO 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA! K O L M E N P I S T E E N T U K I Koneiden
Koneiden taulut: SORVI MANKO 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA! K O L M E N P I S T E E N T U K I Koneiden
TH-FLWBL läpivientianturin asennusohjeet. TH-FLWBL on 11, 200kHz anturi joka on suunniteltu Lowrance laitteisiin jotka käyttävät sinistä liitintä.
 TH-FLWBL läpivientianturin asennusohjeet TH-FLWBL on 11, 200kHz anturi joka on suunniteltu Lowrance laitteisiin jotka käyttävät sinistä liitintä. Lue ohjeet huolella ennenkuin asennat anturin. Muista että
TH-FLWBL läpivientianturin asennusohjeet TH-FLWBL on 11, 200kHz anturi joka on suunniteltu Lowrance laitteisiin jotka käyttävät sinistä liitintä. Lue ohjeet huolella ennenkuin asennat anturin. Muista että
Helppo hiominen laitetta vaihtamatta
 Uudenveroiseksi...... kädenkäänteessä Helppo hiominen laitetta vaihtamatta Make it your home. Kotisi parhaaksi. Maailmanuutuus Bosch-rullahiomakone PRR 250 ES. Sen helposti vaihdettavat erilaisille materiaaleille
Uudenveroiseksi...... kädenkäänteessä Helppo hiominen laitetta vaihtamatta Make it your home. Kotisi parhaaksi. Maailmanuutuus Bosch-rullahiomakone PRR 250 ES. Sen helposti vaihdettavat erilaisille materiaaleille
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
Loval-erikoisvastukset Loval-sulatusvastukset Loval-päättyvät putkivastukset Loval-pantavastukset Loval-lattavastukset Loval-tehoelektroniikan
 Loval-erikoisvastukset Loval-sulatusvastukset Loval-päättyvät putkivastukset Loval-pantavastukset Loval-lattavastukset Loval-tehoelektroniikan vastukset 2 Sisältö Loval-erikoisvastukset Sisältö 1 Loval-sulatusvastukset...3
Loval-erikoisvastukset Loval-sulatusvastukset Loval-päättyvät putkivastukset Loval-pantavastukset Loval-lattavastukset Loval-tehoelektroniikan vastukset 2 Sisältö Loval-erikoisvastukset Sisältö 1 Loval-sulatusvastukset...3
KR- PIENOISLINEAARIYKSIKÖT
 KR- PIENOISLINEAARIYKSIKÖT MEKAANISET RAKENNEOSAT 2 SKS Mekaniikka Oy Etelä-Suomi Länsi-Suomi Keski-Suomi Tavaraosoite Martinkyläntie 50 Mustionkatu 8 Hämeenkatu 6A Martinkyläntie 50 01720 Vantaa 20750
KR- PIENOISLINEAARIYKSIKÖT MEKAANISET RAKENNEOSAT 2 SKS Mekaniikka Oy Etelä-Suomi Länsi-Suomi Keski-Suomi Tavaraosoite Martinkyläntie 50 Mustionkatu 8 Hämeenkatu 6A Martinkyläntie 50 01720 Vantaa 20750
Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) ,5 R11 R11
 ,5 R11 R11") Scanian runkosarja Scanian runkosarja Scanian runkosarja koostuu seuraavista runkotyypeistä: Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) 766 +1 768 +1 771 +1 768 +1 770 +1-1 -1-1
Scanian runkosarja Scanian runkosarja Scanian runkosarja koostuu seuraavista runkotyypeistä: Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) 766 +1 768 +1 771 +1 768 +1 770 +1-1 -1-1
Sandvik Coromantin sorvaustyökalut ja -ratkaisut. Pikatie tuottavaan sorvaukseen
 Sandvik Coromantin sorvaustyökalut ja -ratkaisut Pikatie tuottavaan sorvaukseen Etumatkaa ratkaisuillamme Erikoisalamme on lastuava työstö, ja tunnemme perusteellisesti koneistavien teollisuudenalojen
Sandvik Coromantin sorvaustyökalut ja -ratkaisut Pikatie tuottavaan sorvaukseen Etumatkaa ratkaisuillamme Erikoisalamme on lastuava työstö, ja tunnemme perusteellisesti koneistavien teollisuudenalojen
PFISTERER ASENNUSOHJE TENSOREX C+
 ASENNUSOHJE TENSOREX C+ TENSOREX C+ on uusi raitio- ja rautatielinjojen lankojen automaattinen jousikiristyslaite. TENSOREX-tuotteet ovat saatavana vain Pfistereriltä. TYYPIN A kiinnityskannatin O- ja
ASENNUSOHJE TENSOREX C+ TENSOREX C+ on uusi raitio- ja rautatielinjojen lankojen automaattinen jousikiristyslaite. TENSOREX-tuotteet ovat saatavana vain Pfistereriltä. TYYPIN A kiinnityskannatin O- ja
RAKENNEPUTKET EN 1993 -KÄSIKIRJA (v.2012)
") RAKENNEPUTKET EN 1993 -KÄSIKIRJA (v.2012) Täsmennykset ja painovirhekorjaukset 20.4.2016: Sivu 16: Kuvasta 1.1 ylöspäin laskien 2. kappale: Pyöreän putken halkaisija kalibroidaan lopulliseen mittaan ja...
RAKENNEPUTKET EN 1993 -KÄSIKIRJA (v.2012) Täsmennykset ja painovirhekorjaukset 20.4.2016: Sivu 16: Kuvasta 1.1 ylöspäin laskien 2. kappale: Pyöreän putken halkaisija kalibroidaan lopulliseen mittaan ja...
Rockfon System G Direct
 Part of the ROCKWOOL Group Järjestelmän kuvaus G-Reunamuoto -- Suoraan asennettava järjestelmä -- Nopea ja tehokas asennusprosessi -- Oikea valinta mataliin huoneisiin -- Tyylikäs ja yhtenäinen ilme alakattoon
Part of the ROCKWOOL Group Järjestelmän kuvaus G-Reunamuoto -- Suoraan asennettava järjestelmä -- Nopea ja tehokas asennusprosessi -- Oikea valinta mataliin huoneisiin -- Tyylikäs ja yhtenäinen ilme alakattoon
JÄYKKIEN MATERIAALIEN PURSOTUS
 JÄYKKIEN MATERIAALIEN PURSOTUS Jäykkien, paksujen tai korkeaviskositeettisten materiaalien (pinnoitteet, tiivisteet, liimat) käyttö vaatii oikeat laitteet, luotettavuuden ja voimakkaat pumput Päästäksemme
JÄYKKIEN MATERIAALIEN PURSOTUS Jäykkien, paksujen tai korkeaviskositeettisten materiaalien (pinnoitteet, tiivisteet, liimat) käyttö vaatii oikeat laitteet, luotettavuuden ja voimakkaat pumput Päästäksemme
Syncrolize. Mikrokompensoitu kierteitysistukka synkronoituun kierteitykseen
 Mikrokompensoitu kierteitysistukka synkronoituun kierteitykseen Miksi valita synkronoitu mikrokompensaatio? Miksi valita? Täydellinen keskittävyys on S.C.M.:n patentoima uuden sukupolven kierteitysistukka.
Mikrokompensoitu kierteitysistukka synkronoituun kierteitykseen Miksi valita synkronoitu mikrokompensaatio? Miksi valita? Täydellinen keskittävyys on S.C.M.:n patentoima uuden sukupolven kierteitysistukka.
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla
 Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
:-J 2015FIN- EASY SELECTION EASY ENSISIJAISET KÄÄNTÖTERÄVALINNAT P/M/K/N/S MATERIAALIRYHMILLE
 :-J 0FIN- EASY SELECTION 0.0 SELECTION EASY ENSISIJAISET KÄÄNTÖTERÄVALINNAT P/M/K/N/S MATERIAALIRYHMILLE 0...0 Miksi EASY SELECTION? Hyvä asiakkaamme. Monilla konepajoilla on haasteita valita oikeat sorvauskääntöterät
:-J 0FIN- EASY SELECTION 0.0 SELECTION EASY ENSISIJAISET KÄÄNTÖTERÄVALINNAT P/M/K/N/S MATERIAALIRYHMILLE 0...0 Miksi EASY SELECTION? Hyvä asiakkaamme. Monilla konepajoilla on haasteita valita oikeat sorvauskääntöterät
Pitkä matematiikka Suullinen kuulustelu (ma00s001.doc) Tehtävät, jotka on merkitty (V), ovat vaativia.
 Tehtävät, jotka on merkitty (V), ovat vaativia.") Pitkä matematiikka Suullinen kuulustelu (ma00s00doc) Tehtävät, jotka on merkitty (V), ovat vaativia Yleistä Ratkaise yhtälöt n n n n n 5 a) 5 + 5 + 5 + 5 + 5 = 5 b) ( ) ( ) > 0 + = + c) ( ) Suureet ja
Pitkä matematiikka Suullinen kuulustelu (ma00s00doc) Tehtävät, jotka on merkitty (V), ovat vaativia Yleistä Ratkaise yhtälöt n n n n n 5 a) 5 + 5 + 5 + 5 + 5 = 5 b) ( ) ( ) > 0 + = + c) ( ) Suureet ja
Perävaunun käyttöohje
 Perävaunun käyttöohje Ennen ajoa tarkistakaa: vetolaitteen ja sen kiinnitysosien kunto perävaunun ja auton kiinnityksen varmuus, perävaunun turvavaijerin tulee olla kiinnitetty autoon valojen kunto pyörien
Perävaunun käyttöohje Ennen ajoa tarkistakaa: vetolaitteen ja sen kiinnitysosien kunto perävaunun ja auton kiinnityksen varmuus, perävaunun turvavaijerin tulee olla kiinnitetty autoon valojen kunto pyörien
Taivutus ja muotoilu
 Taivutus ja muotoilu Laaja valikoima erilaisiin taivutus- ja muotoilutarpeisiin. Luotettavaa laatua. Mallien Putkikoot määrä mm Sivu Putkentaivutuspihdit Putkityöt 7 5 8-4 10-18 8.2 Taivutuspihti 8 16-1
Taivutus ja muotoilu Laaja valikoima erilaisiin taivutus- ja muotoilutarpeisiin. Luotettavaa laatua. Mallien Putkikoot määrä mm Sivu Putkentaivutuspihdit Putkityöt 7 5 8-4 10-18 8.2 Taivutuspihti 8 16-1
Sähkötoiminen moottorinlämmitin, 230 V, (R-design)
") Installation instructions, accessories Ohje nro 31399510 Versio 1.0 Osa nro 31260698 Sähkötoiminen moottorinlämmitin, 230 V, (R-design) IMG-378205 Volvo Car Corporation Sähkötoiminen moottorinlämmitin,
Installation instructions, accessories Ohje nro 31399510 Versio 1.0 Osa nro 31260698 Sähkötoiminen moottorinlämmitin, 230 V, (R-design) IMG-378205 Volvo Car Corporation Sähkötoiminen moottorinlämmitin,
EF70-200mm f/4l USM FIN. Käyttöohjeet
 EF70-200mm f/4l USM FIN Käyttöohjeet Kiitämme Canon-tuotteen hankinnasta. Canon EF70-200mm f/4l USM -objektiivi on Canon EOS -kameroille kehitetty pienikokoinen, tehokas telezoom-objektiivi. USM on lyhennys
EF70-200mm f/4l USM FIN Käyttöohjeet Kiitämme Canon-tuotteen hankinnasta. Canon EF70-200mm f/4l USM -objektiivi on Canon EOS -kameroille kehitetty pienikokoinen, tehokas telezoom-objektiivi. USM on lyhennys
Hammaspyörävälitykset - yleistä
 Hammaspyörävälitykset - yleistä [Decker] P 1 = M 1 1 M 1 = P 1 / 1 = M 2 / i = i I = 1 / 2 = n 1 / n 2 = z 2 / z 1 = = hyötysuhde missä 1 = käyttävä 2 = käytetty v = r, = 2 n n 6 = n 1 / i I x i II x i
Hammaspyörävälitykset - yleistä [Decker] P 1 = M 1 1 M 1 = P 1 / 1 = M 2 / i = i I = 1 / 2 = n 1 / n 2 = z 2 / z 1 = = hyötysuhde missä 1 = käyttävä 2 = käytetty v = r, = 2 n n 6 = n 1 / i I x i II x i
Termoelementtejä valmistetaan eri vakiotyyppejä. Valintaan vaikuttaa mittauskohde, lämpötila-alue, sijoitus, mittatarkkuus jne.
 YLEISTÄ Termoelementtejä valmistetaan eri vakiotyyppejä. Valintaan vaikuttaa mittauskohde, lämpötila-alue, sijoitus, mittatarkkuus jne. Yleisimmät ovat NiCrNi ja FeCuNI termoelementeissä, sekä PT100 vastusantureissa.
YLEISTÄ Termoelementtejä valmistetaan eri vakiotyyppejä. Valintaan vaikuttaa mittauskohde, lämpötila-alue, sijoitus, mittatarkkuus jne. Yleisimmät ovat NiCrNi ja FeCuNI termoelementeissä, sekä PT100 vastusantureissa.
KÄYTTÖOHJEET HAKLIFT KETJUVIPUTALJOILLE. Kapasiteetti: 0.8 t, 1.6 t, 3.2 t, 6.0 t, 9.0 t
 KÄYTTÖOHJEET HAKLIFT KETJUVIPUTALJOILLE Kapasiteetti: 0.8 t, 1.6 t, 3.2 t, 6.0 t, 9.0 t Huomio: Lue tämä käyttöohje ennen ketjuviputaljan käyttöönottoa. Sisällys 1. Esipuhe 2. Erittely 3. Turvallisuusohjeet
KÄYTTÖOHJEET HAKLIFT KETJUVIPUTALJOILLE Kapasiteetti: 0.8 t, 1.6 t, 3.2 t, 6.0 t, 9.0 t Huomio: Lue tämä käyttöohje ennen ketjuviputaljan käyttöönottoa. Sisällys 1. Esipuhe 2. Erittely 3. Turvallisuusohjeet
Apurungon valinta ja kiinnitys. Kuvaus. Suositukset
 Kuvaus Kuvaus Runko, apurunko ja vahvistus käsittelevät yhdessä erilaisia kuormituksia, joita ajoneuvoon kohdistuu käytön aikana. Apurungon mitoitus ja rakenne, kiinnitys ja vahvistus määräytyvät useiden
Kuvaus Kuvaus Runko, apurunko ja vahvistus käsittelevät yhdessä erilaisia kuormituksia, joita ajoneuvoon kohdistuu käytön aikana. Apurungon mitoitus ja rakenne, kiinnitys ja vahvistus määräytyvät useiden
ELECTROTORQUE MOMENTTIVÄÄNTIMET
 PAGE 19 ELECTROTORQUE MOMENTTIVÄÄNTIMET KÄYTTÄJÄN KÄSIKIRJA (OSA N:O 34131) EMC direktiivi 89/336/EEC ja korjattu 91/263/EEC & 92/31/EEC Standardit EN55014:1987, IEC 801-2, IEC 801-4, IEC 801-3 Matalajännite
PAGE 19 ELECTROTORQUE MOMENTTIVÄÄNTIMET KÄYTTÄJÄN KÄSIKIRJA (OSA N:O 34131) EMC direktiivi 89/336/EEC ja korjattu 91/263/EEC & 92/31/EEC Standardit EN55014:1987, IEC 801-2, IEC 801-4, IEC 801-3 Matalajännite
kampanja 549, 769, www.fagimex.fi Kampanja 2/2010 ts 315 GT, katkaisuohjaimella ts 315 GT, liukupöydällä Hinnat sisältävät alv:n
 Das ist Spitzen-Qualität RAKENNUSSAHA ts 315 GT 5277 0901 moottori 230 V, 2,2 kw 5277 0902 moottori 400 V, 3,0 kw 5277 0903 moottori 400 V, 4,2 kw Vakiovarusteena joko katkaisuohjain tai liukupöytä. Tukeva
Das ist Spitzen-Qualität RAKENNUSSAHA ts 315 GT 5277 0901 moottori 230 V, 2,2 kw 5277 0902 moottori 400 V, 3,0 kw 5277 0903 moottori 400 V, 4,2 kw Vakiovarusteena joko katkaisuohjain tai liukupöytä. Tukeva
Vapaataontapuristimien puristusvoima on 80/100, 55 ja 20 meganewtonia. Niillä voidaan takoa jopa 160 tonnin painoisia kappaleita.
 www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
POMARKUN URAKOITSIJATARVIKE OY
 POMARKUN URAKOITSIJATARVIKE OY KUVASTO Voimassa alkaen 1.10.2013 POME tuotteilla on 1 Yhteystiedot Myynti Myynti- ja tuotanto Markus Salonen Ilkka Salonen 02-6342 613 02-6342 612 050-3280 641 0500-9024
POMARKUN URAKOITSIJATARVIKE OY KUVASTO Voimassa alkaen 1.10.2013 POME tuotteilla on 1 Yhteystiedot Myynti Myynti- ja tuotanto Markus Salonen Ilkka Salonen 02-6342 613 02-6342 612 050-3280 641 0500-9024
POMARKUN URAKOITSIJATARVIKE OY KUVASTO
 POMARKUN URAKOITSIJATARVIKE OY KUVASTO POME-TUOTTEILLA ON Voimassa alkaen 1.5.2012 1 Yhteystiedot Myynti Myynti- ja tuotanto Markus Salonen Ilkka Salonen 02-6342 613 02-6342 612 050-3280 641 0500-9024
POMARKUN URAKOITSIJATARVIKE OY KUVASTO POME-TUOTTEILLA ON Voimassa alkaen 1.5.2012 1 Yhteystiedot Myynti Myynti- ja tuotanto Markus Salonen Ilkka Salonen 02-6342 613 02-6342 612 050-3280 641 0500-9024