Jotain valimistusmenetelmiä
|
|
|
- Esa Lahti
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Jotain valimistusmenetelmiä

2 Kokillivalu (Permanent mold casting) Muottina käytetään usein valurautaa, jonka pinta on päällystetty lämpökestävällä materiaalilla (savi, natriumsilikaatti). Muotit esilämmitetään (200 C) ennen sulan kaatoa ja koska muotti laajenee lämmetessään, ei kutistuminen ole vastaava ongelma kuin hiekkavaluissa. minimi seinämävahvuus 3 mm paino välillä kg alumiini, magnesium, messinki hammaspyörä, mäntä Onttovalu, kuorivalu (Slush Casting). Metallin annetaan jähmettyä muotin reunoille. Muotin keskellä oleva sula metalli kaadetaan pois. kynttilänjalat, lamput, patsaat 2

3 Painevalussa käytetään metallista tehtyä muottia johon sula painetaan suurella paineella. Painevalussa saadaan aikaan hyvä pinnan laatu ja tarkat toleranssit. Valettua kappaletta ei tarvitse välttämättä koneistaa. Painevalu (Diecasting) 3

4 Painevalu Alumiinin painevalussa käytetään yleensä piipitoisia seoksia sillä pii lisää sulan juoksevuutta. Tyypillinen valulämpötila on 650 C ja muottia ei esilämmitetä. Sinkin painevalussa päästään tiukempiin toleransseihin ja ohuempiin seinämiin kuin alumiinilla, koska sulan juoksevuus on parempi. Sinkkiä seostetaan alumiinilla (4%) suuremman lujuuden ja kovuuden aikaan saamiseksi. Valulämpötila on 425 C ja muottia voidaan esilämmittää, jolloin läpimenoaikaa voidaan lyhentää. 4
 suuremman lujuuden ja kovuuden aikaan saamiseksi.")
5 Painevalu Painevaletut kappaleet painavat normaalista alle 20 kg. Suurilla kappaleilla esiintyy huokoisuusongelmia. Painevalua helpottaa, jos ainepaksuus ei vaihtele suuresti. Kulmien tulee olla pyöristettyjä jännityskeskittymien välttämiseksi. Kappaleen muotista irrottamista helpottaa päästö. 5

6 Pursotus Usein puhutaan myös ekstruusiosta. Jaotellaan lämpötilan mukaan kylmä- ja kuumapursotukseen. Kuumapursotusta lämpötila 50-75% sulamispisteestä, paine MPa Lyijy ja tina C Alumiini C Magnesium C Sinkki C Kupari C Teräs C Kylmäpursotuksessa metalli muokkauslujittuu joten tarvittava paine suurempi (jopa 3100 MPa). alumiini, kupari, hiiliteräkset, niukkaseosteiset teräkset, ruostumatonteräs 6
.")
7 Pursotus Aihio voidaan puristaa joko takaa (a) tai edestä (b) päin. Takaapursitettaessa etuina ovat Aihio ei liiku joten kitka ja tarvittavat voimat ovat pienempiä Työkalujen käyttöiät pidempiä Takaapuristaminen ei sovellu monimutkaisille muodoille. 7

8 Pursotus Muotin suunnittelulla pyritään optimoimaan Pintavirheiden ja jälkikäsittelyjen poistaminen Minimoimaan tarvittavat voimat ja energiat Kasvattamaan tuotantonopeutta Tyypillisesti lopullinen muoto syntyy vaiheittain 8

9 Pursotus Haluttu muoto saadaan aikaan pursottimen suuttimena olevalla työkalulla. Alumiinien pursotustyökalut ovat usein kuumatyöterästä avoprofiilien työkalut ovat varsin yksinkertaisia Onton profiilit tehdään tuurnan kanssa jos tuurna on tuettu suutinta jää rakenteeseen pituus suuntainen sauma Saumattomia profiileja (putkia) pursotettaessa tuurna on osa puristusmäntää. Käytettävässä aihiossa on reikä tuurnaa varten. 9
 pursotettaessa tuurna on osa puristusmäntää.")
10 Vetäminen Vetämisessä metalli kappaleen poikkipintaalaa pienennetään vetämällä se muotin läpi. Soveltuu tankojen, lankojen ja putkien valmistukseen. 10

11 Esimerkki vetämisestä Tarkoituksena valmistaa kuparilanka jonka halkaisija on 5 mm. Lähtökohtana on pehmeäksi hehkutettu Ø10 tanko myötölujuus 140 MPa Muokkausaste on alku- ja loppupinta-alojen erotuksen suhde ( ) / 10 2 =75% myötölujuus 535 MPa Lankaa pitää vetää voimalla joka nostaa jännityksen pehmeän tilan myötölujuuden yli F = σa = 140 N/mm 2 79 mm 2 = N Jännitys muokkautuneella puolella σ = N / 20 mm 2 = 553 N/mm 2 lanka katkeaa 11

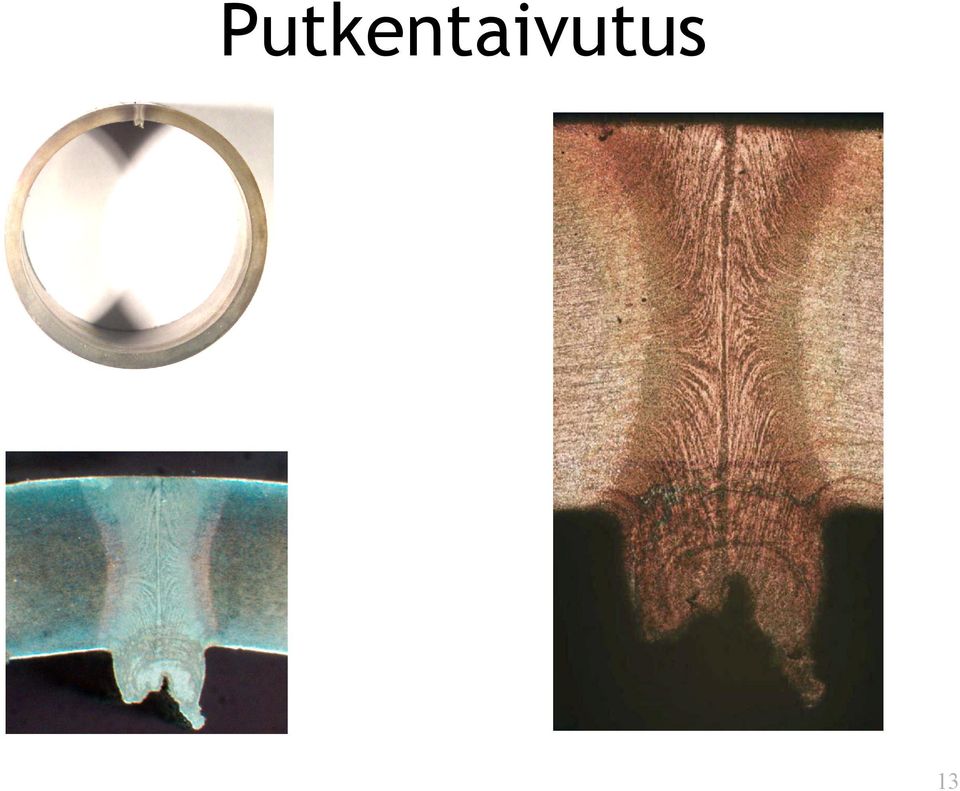
12 Putkentaivutus Nauha taivutetaan pituusakselin ympäri ja hitsataan yhteen. Mahdollista valmistaa erilaisia muotoja ympyrä neliö suorakaide ovaali Materiaalilujuus kasvaa ja murtovenymä pienenee kylmämuokkauksessa putkia taivutetaan ja muotoillaan edelleen (esim. tuolin jalat) 12

13 Putkentaivutus 13
14 Lävistävä tuurna Saumattoman putken valmistuksessa voidaan käyttään lävistävää tuurnaa (rotary piercing) lämmitetyt aihiot painetaan tynnyrin muotoisilla valsseilla tuurnaa vasten. Valssien pyörivä liike pyörittää ja työntää aihiota eteen päin. Putken poikkileikkaus muotoillaan mittavalsseilla jonka jälkeen putki oikaistaan. 14

15 Alumiinin lujittaminen

16 Alumiinin lujittaminen Puhtaan alumiinin mekaaniset ominaisuudet ovat vaatimattomat Myötölujuus 10 MPa Murtolujuus 45 MPa Murtovenymä 50% Lujitusmekanismit Liuoslujitus Kylmämuokkaus Dispersiot Erkaumat 16

17 Alumiinin lujittaminen Liuoslujitus Kertaus: hilaan liuenneet eri kokoiset atomit vääristävät hilaa ja aiheuttavat jännityskentän joka hidastaa dislokaation liikkumista Alumiinilla ei ole aukotonta liukoisuutta muiden alkuaineiden kanssa (kokoero, kiderakenne, elektronegatiivisuusero ja valenssi ei täsmää) Myös seosaineiden liukoisuus huoneen lämpötilassa on pientä Edellytykset liuoslujitukselle pienet (vertaa kupariseoksiin) 17

18 Table 4 Solid-solution effects on strength of principal solute elements in super-purity aluminum Element Difference in Strength/addition values(b) atomic radii, Yield strength/% addition(c) Tensile strength/% addition(d) rx-ral, %(a) MPa/wt% MPa/at% MPa/wt% MPa/at% Si Zn Cu Mn (e) 30.3 (e) 53.8 Mg (a) Listed in order of increasing percent difference in atomic radii. (b) Some property-percent addition relationships are nonlinear. Generally, the unit effects of (c) Increase in yield strength (0.2% offset) for 1% (atomic or weight basis) alloy addition. (d) Increase in ultimate tensile strength for 1% (atomic or weight basis) alloy addition. (e) 1 at% of manganese is not soluble. 18
 Increase in yield strength (0.2% offset) for 1% (atomic or weight basis) alloy addition.")
19 Alumiinin lujittaminen Liuoslujittamista käytetään pääasiassa 5000 sarjan seoksissa 1060 (99.60 Al min) 5005 (0.8Mg) 5457 (1.0Mg-0.30Mn) 5050 (1.4Mg) 5052 (2.5Mg-0.25Cr) 5154 (3.5Mg-0.25Cr) 5086 (4.0Mg-0.4Mn-0.15Cr) 5182 (4.5Mg-0.35Mn) 5083 (4.4Mg-0.7Mn-0.15Cr) 5056 (5.0Mg-0.1Mn-0.1Cr) 5456 (5.1Mg-0.8Mn-0.12Cr) 19
 5083 (4.4Mg-0.7Mn-0.15Cr) 5056 (5.0Mg-0.1Mn-0.1Cr) 5456 (5.1Mg-0.")
20 Alumiinin lujittaminen Kylmämuokkaus Kertaus: plastinen muodonmuutos lisää dislokaatioden lukumäärää, dislokaatiot huomaavat toistensa jännityskentän ja haittaavat toistensa liikettä 20

21 Alumiinin lujittaminen Kylmämuokkaus Lujuuden nostaminen kylmämuokkaamalla laskee murtovenymää (yllätysyllätys) toisin kuin liuoslujituksessa Luonnollisestikin liuoslujitettuja seoksia voidaan myös kylmämuokata Muokkausasteen merkitsemiseen käytetään tunnuksia Hx1-Hx9 21
22 Alumiinin lujittaminen Raekoon pienentäminen Kertaus: raerajat haittaavat dislokaatioiden liikettä. Monirakeisessa materiaalissa rakeiden muodon täytyy muuttua yhtäaikaa Hall-Petch yhtälö: σ y = σ 0 +k y d
23 Alumiinin lujittaminen Raekoko saadaan pienemmäksi Nopeammalla jäähdyttämisellä Ydintymistä lisäävillä seosaineilla (Ti+B) Eutektisen rakenteen kasvua häiritsesillä seosaineilla (valuseoston modifioinnit) Raerajojen liikkuvuutta laskevilla partikkeleilla 23
24 Alumiinin lujittaminen Kaksifaasirakenne Jähmettymisessä (tai muulloin) syntynyt sekundäärinen faasi nostaa lujuutta ja kovuutta Sekundääristä faasia syntyy aineista joiden liukoisuus alumiinin on erittäin pienät (Fe, Ni, Ti, Mn, Cr). Tyypillisesti ne muodostavat metallienvälisen yhdisteen alumiinin tai muiden seosaineiden kanssa. Pienentävät usein sitkeyttä ja korroosion kestoa (jalousero alumiinin nähden) Erkaumakarkaisu Erkaumat voivat aiheuttaa hilarakenteen vääristymisen ja jännityksiä (aivan samoin kuin erikokoiset seosatomit) Dislokaatioliike vaikeutuu 24
25 Erkautuminen Erkaumakarkaisussa lujittavat erkaumat muodostuvat ylikylläisestä jähmeästä liuoksesta Kiderakenne on lähäs sama kuin muualla metallissa, koostumus ja hilamitat muuttuvat tyypillisesti hiukan Erkauman syntymekanismi, koko, muoto ja jakautuminen vaikuttavat seoksen fysikaalisiin, kemiallisiin ja mekaanisiin ominaisuuksiin Kaksi faasisen rakenteen syntymisen taustalla on lämpötilan muuttuminen tasapainopiirroksessa yksi faasialueelta kaksi faasiselle Kaikki faasimuutoksen yksi faasisesta kaksi faasiseen eivät ole erkautumisia (esimerkiksi teräksen perliittireaktio) 25
26 Erkautuminen Ydintyminen Ydin voi syntyä sekä heterogeenisesti että homogeenisesti (vertaa jähmettymiseen) Heterogeenisessä ydintymisessä ytimet syntyvät mielellään raerajoille tai rakeen sisällä oleviin kidevirheisiin. (vertaa jähmettymiseen) Homogeenisessä ydintymisessä ytimiä syntyy kaikkialla (Erkauma voi syntyä myös ilman ydintymistä spinodaalisena hajaantumisena joka ei todellakaan kuuluu tämän kurssin alueeseen) Erkauma kasvaa kun siihen diffudoituu lisää atomeja Iso pyöreä erkauma on edullisempi kuin pieni ja litteä (vertaa perliitin palloutumiseen) 26
27 Erkautuminen Atomitasolla erkauman ja matriisin rajapinta voi olla Koherentti ilman atomitasojen siirtymistä tai orientaation muutosta (a) Koherentti ilman atomitasojen siirtymistä (b) Koherentti Semikoherentti Epäkohrentti 27
28 Erkautuminen Lopullisen (stabiilin) erkauman syntyminen tapahtuu tyypillisesti välivaiheiden kautta Mitä enemmän erkauma vääristää hilaa sen hankalammin erkauma syntyy Mitä suurempi erkauma on sitä kauemmin sen syntyminen kestää Ensin syntyy mielellään koherenttierkauma joka ei vääristä hilaa. Sitten koherentti erkauma. Sitten epäkoherenttierkauma. Prosessi päättyy kun saavutetaan tasapainopiirroksen (vapaaenergiapiirroksen) stabiili rakenne 28
29 Erkautuminen Tasapainopiirroksessa voidaan esittää metastabiilien erkaumien solvukset Metastabiilia ei esiinny erkautumisen aikana jos lämpötilan on sen solvuksen yläpuolella 29
30 Alumiinin erkaumat Tyyppiesimerkki on Al- Cu seoksen erkautuminen. Ylikylläinen jähmeäliuos GP vyöhyke θ erkauma θ erkauma θ erkauma 30
31 Erkautuminen Erkaumien lujittava vaikutus perustuu hilan vääristymiseen ja siten dislokaatioliikkeen hankaloittamiseen Mitä enemmän ja tiheämmässä erkaumia, sitä suurempi kovuus Mitä enemmän hila vääristyy (θ tehokkaampi kuin GB), sitä suurempi kovuus Erkauman koon kasvaminen pidentään niiden välimatkaa (dislokaatiot pääsevät läpi), jolloin kovuus laskee Epäkohrettierkauma ei vääristä hilaa juuri lainkaan. Niiden koko on suuri joten tiheysjakauma pieni. Kovuus laskee 31
32 Erkautuminen Mitä korkeammassa lämpötilassa erkaumat syntyvät sen suuremmiksi ne muodostuvat Enemmän aikaa diffuusiolle Ensimmäiset erkaumat syntyvät kauemmaksi toisistaan Pienempi maksimikovuus Maksimikovuus saavutetaan aikaisemmin, ylivanheneminen tapahtuu aikaisemmin 32
33 Alumiinin erkauma Joillain seoksilla ei esiinny erkaumia Joillain seoksilla erkaumat syntyvät itsestään huoneen lämpötilassa (luonnollinen vanheneminen) Erkaumien koon kasvaminen jatkuu kunnes ne muuttuvat liian suuriksi epäkoherenteiksi erkaumiksi (ylivanheneminen) Joillain seoksilla lämpötilaa pitää nostaa jotta erkaumia syntyisi (keinovanhennus) Erkaumat eivät enään kasva käyttölämpötilassa jolloin ylivanhenemista ei synny 33
34 Esitiedot Miksi erkaumakarkaistava alumiinikappale pitää jäähdyttää nopeasti liuoshehkutuksen jälkeen? Miksi hidas jähdytys aiheuttaa sekundäärisen faasin muodostumista etenkin raerajoille? Miksi sekundääristä faasia ei saisi syntyä liuoshehkutusta seuraavasssa jähdytyksessä? Miten jähdytyksessä syntynyt sekundäärinen faasi vaikuttaa alumiinin mekaanisiin ominaisuuksiin? 34
35 Esitiedot Jos keinovanhennus lämpötilaa nostetaan, niin miten miksi se vaikuttaa pitoaikaan? Miten keinovanhennus lämpötila vaikuttaa erkaumien syntynopeuteen? Miten diffuusio liittyy asiaan? Miten keinovanhennus lämpötila vaikuttaa erkauminen tyyppiin, kokoon ja tiheysjakaumaan? Miten keinovanhennus lämpötila vaikuttaa maksimikovuuteen (ja lujuuteen)? 35
36 Esitiedot Miksi keinovanhennus lämpötilalle annetaan jokin yläraja? Mitä tarkoittaa ylivanheneminen ja mistä se johtuu? Miksi pieniä ja tiheään jakautuneita erkaumia ei saada aikaiseksi lyhyelläkään keinovanhennuksella jos lämpötila on liian korkea? 36
37 Alumiinin lämpökäsittely Lähinnä erkaumakarkaisu
38 Liuoshehkutus Lämpötila riippuvainen käytetystä seoksesta Usein lähellä noin 500 C Tyypillinen vaihteluväli ±6 C, mutta joillekin seoksilla pienempi Esimerkiksi 5.25% Cu Solvus 536 C Solidus 548 C Tyypillinen hehkutuslämpötila välillä C Yli 5.65% Cu seokset (esim ja 2219) liuoshehkutetaan kaksifaasi alueella 38
39 Liuoshehkutus Ylikuumennus Eutektiset (raerajat oheisessa kuvassa) alueet sulavat ensimmäisenä Lujuus, sitkeys ja murtositkeys heikkenevät Tilannetta ei voi korjata uudella lämpökäsittelyllä Hankala havaita silmämääräisellä tai ainettarikkomattomalla tarkastuksella 39
40 Liuoshehkutus Mahdollisia syitä Uunin virheellinen täyttö Kappaleiden seinämän vahvuuksien pitää olla lähellä toisiaan Uunin sisäiset lämpötila erot Uunin lämpötila ei ole tasaantunut (lämmitys tai jäähdytys) Suuren lämmitystehon aiheuttama jälkilämpiäminen Lämpösäteily Lämmitysvastus voi nostaa pienen kappaleen lämpötilan 19 C korkeammalle Erillinen termoelementti lämpösäteilyn mittaamista varten Toimintavirhe 40
41 Liuoshehkutus Erkaumien sulaminen Hitaassa lämmityksessä erkaumat liukenevat ennen eutektista lämpötilaa Nopeassa lämmityksessä osa erkaumista ei ole ehtinyt liueta matriisiin, seosainepitoisuus muuttuu matriisista erkaumaa kohti ja voi olla sulan faasin alueella Lämpökäsittelyt jatkaminen liuottaa sulaneen metallin (ei ongelmaa) Jähdyttäminen ennen sulan liukenemista aiheuttaa eutektisen rakenteen syntyminen 41
42 42
43 Kosteus, kaasuhuokoset ja Syynä voi olla uuniatmosfääri Huonolaatuinen aihio, epäonnistunut kaasun poisto Vesi reagoi alumiinin kanssa (2Al + 3H 2 O = Al 2 O 3 + 3H 2 ) Atomäärinen vety voi diffudoitua alumiiniin Vety voi kasaantua huokosiin Pintaan muodostuvat rakkulat eivät ole ongelma 43
44 Kosteus, kaasuhuokoset ja uuniatmosfääri Vedyn liukoisuus sulaan alumiiniin merkittävästi suurempi kuin kiinteään alumiiniin Ylikuumennus ja raerajojen sulaminen + kosteus = ongelma Rikki rikkoo suojaavan oksidikerroksen 44
45 Kosteus, kaasuhuokoset ja Kosteuden ja hapettumisen vähetäminen Kappalaiden ja telineiden kuivaus Sammutusaltaan sijainti NH 4 BF 4, NaBF 4 Kappaleen anodisointi ennen lämpökäsittelyä uuniatmosfääri 45
46 Tutkiminen Huokoset Kiillotetusta poikkileikkauksesta noin 500x suurennoksella Osittainen sulaminen Syövytetystä pinnasta Kellerin syövytteellä 190 ml H 2 O 5 ml HNO 3 3 ml HCl 2 ml HF 46
47 Liuoshehkutus Liian matala lämpötila Liukeneminen ei ole täydellistä Rakenteeseen jää alkuperäisiä erkaumia Alumiinin seosainepitoisuudet jää pienemmäksi Ylikylläisyys pienempää Erkautuminen hankalampaa Erkaumia syntyy vähemmän Lujuus jää matalammaksi 47
48 Liuoshehkutus Hehkutusajan pitää olla riittävän pitkä liukenemisen varmistamiseksi Mikrorakenteen liukenemisnopeus vaihtelee (muoto ja stabiilisuus) Ainevahvuudesta Esim. ohut levy alle 1 min tai hiekkavalu 20 h Hehkutusaika huomio uunin ja kappaleen lämpötila eron Sekä kappaleen pinnan ja sisäosan eron Suolakylvyssä hehkutusaika alkaa heti Suurilla kappaleilla kun lämpötila nousee alarajalle 48
49 Liuoshehkutus Kiertoilma uunissa hehkutusaika alkaa kun uunin lämpötila nousee alkuperäiseen lämpöön Kappaleen lämpötila voidaan mitata myös termoelementillä Kiertoilmauunissa kappaleet sijoitetaan riittävän kauksi (esim. 50 mm) toisistaan Uunin lämpötila jakauma pysyy samana Ilman tulee virrata vapaasti Kappaleiden pinnalle tulee uutta lämmintä ilmaa Puhtaalla alumiinilla päällystettyjen levyjen liuotusaika pyritään minimoimaan 49
50 Sammutus Nopea jäähdytys estää haitallisten erkaumien syntymisen Mekaaniset ominaisuudet Korroosion kesto Sammutusväliaineita Upotus kylmään veteen Vesisuihku (pursotetut profiilit) Lämmin vesi (65-80 C) Kiehuvavesi Glykoli-vesi seos Paineilma, ilma Sumu Haitallisia erkaumia voi syntyä Kappaleen liian hitaan siirtämisen takia Esimerkiksi 7075 lämpötilaväli C on kriittinen Liian pienestä sammutusväliaineen määrästä Tilavuus, lämpökapasiteetti, viskositeetti 50
51 Sammutus Nopet jäähtymisnopeudet voivat aiheuttaa jäännösjännityksiä ja vetelyjä. Hitaampia jäähtymisnopeuksia käytetään Monimutkaisille kappaleille Takeille, valuille Seinämävahvuuden vaihdellessa ohuesta paksuun Jos haitallisten erkaumien syntyminen on epätodennäköistä (esim ja 7005) Lujuus (tai muut ominaisuudet) eivät heikkene 51
52 Sammutusviive Kappale pitää siirtää liuoshehkutuksesta sammutusväliaineeseen riittävän nopeasti Ilman lämpötila ja nopeus Kappaleen massa (paksuus) ja lämpösäteily 52
53 Sammutus Sammutusveden lämpötilan pitää yleensä olla alle 38 C koko sammutuksen ajan. Riittävästi vettä verrattuna kappaleen ja telineen massaan Lisäksi sammutusveden pääsystä kappaleen pinnalle huolehdittava (asettelu telineeseen, sekoitus sammutuksen aikana) Liuoshehkutuksen onnistuminen voidaan varmistaa Mekaanisella testauksella Kovuusmittauksella Sähköjohtavuuden mittauksella 53
54 Sammutus vesisuihkulla Sopii hyvin esimerkiksi pursotukseen Kappale kulkee vesisuihkun läpi Jäähtymisnopeus riippuu kappaleen nopeudesta, pinta-alasta ja veden määrästä Kappaleen pinta jäähtyy ensin nopeasti, mutta sisältä tuleva lämpö lämmittää sen uudestaan 54
55 Vanhennusta edeltävät käsittelyt Liuoshehkutuksen jälkeen alumiini on melkein yhtä pehmeää kuin O tilassa Muovaus ja oikaisu mahdollisimman pian luonnollisen vanhenemisen johdosta Muokkaus lisää jäännösjännityksiä Väsyminen ja jännityskorroosion kesto huonompi Uudelleen hehkutusta ei suositella rakeenkasvun takia Venyttäminen Jännitysten poisto pienellä muokkauksella (erkaumakarkenevuus voi jopa lisääntyä) Tx51, Tx52 Terminen jännitysten poisto Keinovanhennus lämpötila ei laske jännityksiä Korkeammat lämpötilat laskevat lujuutta T7 Syklaus -73 C ja 100 C välillä 1-5 kertaa voi poistaa 25% jännityksistä 55
56 Uudelleen kuumennus Lämpöä käyttävät prosessit (kuumamuokkaus, kuumaliimaus, pulverimaalaus jne) voivat vaikuttaa merkittävästi alumiinin ominaisuuksiin Esimerkiksi 2024-T4 altistuu raerajakorroosiolle jos se on 150 C:ssa 15 minuuttia 8 tunnin sisällä sammutuksesta Alistustumista ei tapahdu 16 tunnin jälkeen 56
57 Suolakylvyt Hyviä puolia Kappaleen nopea lämpeäminen Pieni sarjakoko Vähemmän vetelyjä Huonoja puolia Lämpötilan muuttuminen hidasta Suolaa jää kiinni kappaleeseen (hävikki ja puhdistus) Suola korrodoi Työturvallisuus Huonoja puolia Nitraattikylpy voi reagoida magnesiumin kanssa Sulaan suolaa laskettavan kappaleen tulee olla puhdas ja kuiva. Siinä ei saa olla ilmataskuja Suolan ylikuumennus ja reagointi upokkaan kanssa voi aiheuttaa räjähdyksen 57
58 Mittamuutokset lämpökäsittelyssä Metallurgiset Rekristallisaatio Liukeneminen esim kutistuu 2 mm/m erkaumien liuetessa Erkautuminen Mekaaniset Painovoima Lämpöjännitys Jäännösjännityksen purkautuminen Liuoshehkutus Viruminen väärin tehdyn lastauksen takia Telineen ja alumiinin lämpölaajeneminen Sammutus Erot jäähtymisnopeudessa Vanhennus Erkaumien syntyminen 58
59 Laadunvarmistus Vetokoe Tutkittavien näytteiden määrä vaihtelee (joka erä 9 sauvaa kuussa) Tietty hajonta sallitaan Heikoimmalle sauvalle tehdään raerajakorroosiokoe Pinta puhdistetaan peittausliuoksella (HNO 3 + HF) Pesu vedellä, metallisen kuparin poisto väkevässä typpihapossa Pesu ja kuivaus Raerajakoe 6h NaCl+H 2 O 2 Poikkileikkaushie 59
Kokillivalu (Permanent mold casting) Jotain valimistusmenetelmiä. Painevalu (Diecasting) Painevalu
 Jotain valimistusmenetelmiä. Painevalu (Diecasting) Painevalu") Jotain valimistusmenetelmiä Kokillivalu (Permanent mold casting) Muottina käytetään usein valurautaa, jonka pinta on päällystetty lämpökestävällä materiaalilla (savi, natriumsilikaatti). Muotit esilämmitetään
Jotain valimistusmenetelmiä Kokillivalu (Permanent mold casting) Muottina käytetään usein valurautaa, jonka pinta on päällystetty lämpökestävällä materiaalilla (savi, natriumsilikaatti). Muotit esilämmitetään
Dislokaatiot - pikauusinta
 Dislokaatiot - pikauusinta Ilman dislokaatioita Kiteen teoreettinen lujuus ~ E/8 Dislokaatiot mahdollistavat deformaation Kaikkien atomisidosten ei tarvitse murtua kerralla Dislokaatio etenee rakeen läpi
Dislokaatiot - pikauusinta Ilman dislokaatioita Kiteen teoreettinen lujuus ~ E/8 Dislokaatiot mahdollistavat deformaation Kaikkien atomisidosten ei tarvitse murtua kerralla Dislokaatio etenee rakeen läpi
Metallien plastinen deformaatio on dislokaatioiden liikettä
 Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Metalliseokset. Alumiiniseokset. ValuAtlas Suunnittelijan perusopas Seija Meskanen, Tuula Höök
 Metalliseokset Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Alumiiniseokset Eri tavoin seostettu alumiini sopii kaikkiin yleisimpiin valumenetelmiin. Alumiiniseoksia
Metalliseokset Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Alumiiniseokset Eri tavoin seostettu alumiini sopii kaikkiin yleisimpiin valumenetelmiin. Alumiiniseoksia
Metallit 2005. juha.nykanen@tut.fi
 Metallit 2005 juha.nykanen@tut.fi Lämpökäsittely Austenointi tehdään hyvin korkeassa lämpötilassa verrattuna muihin teräksiin Liian korkea lämpötila tai liian pitkä aika voivat aiheuttaa vetelyjä, rakeenkasvua,
Metallit 2005 juha.nykanen@tut.fi Lämpökäsittely Austenointi tehdään hyvin korkeassa lämpötilassa verrattuna muihin teräksiin Liian korkea lämpötila tai liian pitkä aika voivat aiheuttaa vetelyjä, rakeenkasvua,
Faasimuutokset ja lämpökäsittelyt
 Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Tärkeitä tasapainopisteitä
 Tietoa tehtävistä Tasapainopiirrokseen liittyviä käsitteitä Tehtävä 1 rajojen piirtäminen Tehtävä 2 muunnos atomi- ja painoprosenttien välillä Tehtävä 3 faasien koostumus ja määrät Tehtävä 4 eutektinen
Tietoa tehtävistä Tasapainopiirrokseen liittyviä käsitteitä Tehtävä 1 rajojen piirtäminen Tehtävä 2 muunnos atomi- ja painoprosenttien välillä Tehtävä 3 faasien koostumus ja määrät Tehtävä 4 eutektinen
Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla
 Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla Vapaa energia ja tasapainopiirros Allotropia - Metalli omaksuu eri lämpötiloissa eri kidemuotoja. - Faasien vapaat
Luento 1 Rauta-hiili tasapainopiirros Austeniitin hajaantuminen perliittimekanismilla Vapaa energia ja tasapainopiirros Allotropia - Metalli omaksuu eri lämpötiloissa eri kidemuotoja. - Faasien vapaat
Chem-C2400 Luento 3: Faasidiagrammit Ville Jokinen
 Chem-C2400 Luento 3: Faasidiagrammit 16.1.2019 Ville Jokinen Oppimistavoitteet Faasidiagrammit ja mikrorakenteen muodostuminen Kahden komponentin faasidiagrammit Sidelinja ja vipusääntö Kolmen faasin reaktiot
Chem-C2400 Luento 3: Faasidiagrammit 16.1.2019 Ville Jokinen Oppimistavoitteet Faasidiagrammit ja mikrorakenteen muodostuminen Kahden komponentin faasidiagrammit Sidelinja ja vipusääntö Kolmen faasin reaktiot
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
KJR-C2004 materiaalitekniikka. Harjoituskierros 3
 KJR-C2004 materiaalitekniikka Harjoituskierros 3 Tänään ohjelmassa 1. Tasapainopiirros 1. Tulkinta 2. Laskut 2. Faasimuutokset 3. Ryhmätyöt 1. Esitehtävän yhteenveto (palautetaan harkassa) 2. Ryhmätehtävä
KJR-C2004 materiaalitekniikka Harjoituskierros 3 Tänään ohjelmassa 1. Tasapainopiirros 1. Tulkinta 2. Laskut 2. Faasimuutokset 3. Ryhmätyöt 1. Esitehtävän yhteenveto (palautetaan harkassa) 2. Ryhmätehtävä
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Faasialueiden nimeäminen/tunnistaminen (eutek1sessa) tasapainopiirroksessa yleises1
 tasapainopiirroksessa yleises1") Faasialueiden nimeäminen/tunnistaminen (eutek1sessa) tasapainopiirroksessa yleises1 A B B Piirroksen alue 1: Sularajan yläpuolella on seos aina täysin sula => yksifaasialue (L). Alueet 2 ja 5: Nämä ovat
Faasialueiden nimeäminen/tunnistaminen (eutek1sessa) tasapainopiirroksessa yleises1 A B B Piirroksen alue 1: Sularajan yläpuolella on seos aina täysin sula => yksifaasialue (L). Alueet 2 ja 5: Nämä ovat
Deformaatio. Kiteen teoreettinen lujuus: Todelliset lujuudet lähempänä. σ E/8. σ E/1000
 Deformaatio Kertaus Deformaatio Kiteen teoreettinen lujuus: σ E/8 Todelliset lujuudet lähempänä σ E/1000 3 Dislokaatiot Mekanismi, jossa deformaatio mahdollista ilman että kaikki atomisidokset murtuvat
Deformaatio Kertaus Deformaatio Kiteen teoreettinen lujuus: σ E/8 Todelliset lujuudet lähempänä σ E/1000 3 Dislokaatiot Mekanismi, jossa deformaatio mahdollista ilman että kaikki atomisidokset murtuvat
Mak Sovellettu materiaalitiede
 .106 tentit Tentti 21.5.1997 1. Rekristallisaatio. 2. a) Mitkä ovat syyt metalliseosten jähmettymisen yhteydessä tapahtuvalle lakimääräiselle alijäähtymiselle? b) Miten lakimääräinen alijäähtyminen vaikuttaa
.106 tentit Tentti 21.5.1997 1. Rekristallisaatio. 2. a) Mitkä ovat syyt metalliseosten jähmettymisen yhteydessä tapahtuvalle lakimääräiselle alijäähtymiselle? b) Miten lakimääräinen alijäähtyminen vaikuttaa
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
Joitain materiaaleja Kriittinen lämpötila
 Suprajohteet Suprajohteet Joitain materiaaleja Kriittinen lämpötila Pb 7.3 Nb 9.3 Nb-Ti 8.9-9.3 Nb 3 Sn 18 Nb 3 Ge 23 NbN 16-18 PbMo 6 S 8 14-15 YBa 2 Cu 3 O 7 92 2 Suprajohteet Niobi-titaani seoksia Nb-46.5Ti
Suprajohteet Suprajohteet Joitain materiaaleja Kriittinen lämpötila Pb 7.3 Nb 9.3 Nb-Ti 8.9-9.3 Nb 3 Sn 18 Nb 3 Ge 23 NbN 16-18 PbMo 6 S 8 14-15 YBa 2 Cu 3 O 7 92 2 Suprajohteet Niobi-titaani seoksia Nb-46.5Ti
Esitiedot. Esitiedot. Kromiseostuksen vaikutukset teräksissä
 Esitiedot Mitkä ovat austeniittisten, ferriittisten ja martensiittisten ruostumattomien terästen käyttökohteet? Milloin austeniittiset laadut ovat välttämättömiä? Mitä eri laadut maksavat? Miten kupari
Esitiedot Mitkä ovat austeniittisten, ferriittisten ja martensiittisten ruostumattomien terästen käyttökohteet? Milloin austeniittiset laadut ovat välttämättömiä? Mitä eri laadut maksavat? Miten kupari
KOVAJUOTTEET 2009. Somotec Oy. fosforikupari. hopea. messinki. alumiini. juoksutteet. www.somotec.fi
 KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
KJR-C2004 materiaalitekniikka. Harjoituskierros 2
 KJR-C2004 materiaalitekniikka Harjoituskierros 2 Pienryhmäharjoitusten aiheet 1. Materiaaliominaisuudet ja tutkimusmenetelmät 2. Metallien deformaatio ja lujittamismekanismit 3. Faasimuutokset 4. Luonnos:
KJR-C2004 materiaalitekniikka Harjoituskierros 2 Pienryhmäharjoitusten aiheet 1. Materiaaliominaisuudet ja tutkimusmenetelmät 2. Metallien deformaatio ja lujittamismekanismit 3. Faasimuutokset 4. Luonnos:
Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015. Karkaisu ja päästö
 1 Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015 Karkaisu ja päästö Teräs kuumennetaan austeniittialueelleen (A), josta se jäähdytetään nopeasti (sammutetaan) nesteeseen,
1 Teräkset Kon-67.3110 kurssi Tekn. tri Kari Blomster LÄMPÖKÄSITTELY KARKAISUT 10.3.2015 Karkaisu ja päästö Teräs kuumennetaan austeniittialueelleen (A), josta se jäähdytetään nopeasti (sammutetaan) nesteeseen,
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Fe - Nb - C ja hienoraeteräkset
 Fe - Nb - C ja hienoraeteräkset 0.10 %Nb 0.08 NbC:n liukoisuus austeniitissa γ + NbC 1200 C 0.06 0.04 1100 C 0.02 0 γ 0 0.05 0.1 0.15 0.2 %C Tyypillinen C - Nb -yhdistelmä NbC alkaa erkautua noin 1000
Fe - Nb - C ja hienoraeteräkset 0.10 %Nb 0.08 NbC:n liukoisuus austeniitissa γ + NbC 1200 C 0.06 0.04 1100 C 0.02 0 γ 0 0.05 0.1 0.15 0.2 %C Tyypillinen C - Nb -yhdistelmä NbC alkaa erkautua noin 1000
Sinkki. Esitiedot. Yleistä. Yleistä
 Esitiedot Mikä periaattellinen ero on 4% ja 8% alumiinia sisältävien sinkkiseosten välillä? Hypoeutectic = alieutektinen Hypereutectic = ylieutektinen Miten alieutektinen ja ylieutektinen rakenne muuttaa
Esitiedot Mikä periaattellinen ero on 4% ja 8% alumiinia sisältävien sinkkiseosten välillä? Hypoeutectic = alieutektinen Hypereutectic = ylieutektinen Miten alieutektinen ja ylieutektinen rakenne muuttaa
Esitiedot. Mikä periaattellinen ero on 4% ja 8% alumiinia sisältävien sinkkiseosten välillä?
 Esitiedot Mikä periaattellinen ero on 4% ja 8% alumiinia sisältävien sinkkiseosten välillä? Hypoeutectic = alieutektinen Hypereutectic = ylieutektinen Miten alieutektinen ja ylieutektinen rakenne muuttaa
Esitiedot Mikä periaattellinen ero on 4% ja 8% alumiinia sisältävien sinkkiseosten välillä? Hypoeutectic = alieutektinen Hypereutectic = ylieutektinen Miten alieutektinen ja ylieutektinen rakenne muuttaa
Metallit jaksollisessa järjestelmässä
 Metallit Metallit käytössä Metallit jaksollisessa järjestelmässä 4 Metallien rakenne Ominaisuudet Hyvin muokattavissa, muovattavissa ja työstettävissä haluttuun muotoon Lujia Verraten korkea lämpötilan
Metallit Metallit käytössä Metallit jaksollisessa järjestelmässä 4 Metallien rakenne Ominaisuudet Hyvin muokattavissa, muovattavissa ja työstettävissä haluttuun muotoon Lujia Verraten korkea lämpötilan
Binäärinen tasapaino, ei täyttä liukoisuutta
 Tasapainopiirrokset Binäärinen tasapaino, ei täyttä liukoisuutta Binäärinen tasapaino Kiinteässä tilassa koostumuksesta riippuen kahta faasia Eutektisella koostumuksella ei puuroaluetta Faasiosuudet muuttuvat
Tasapainopiirrokset Binäärinen tasapaino, ei täyttä liukoisuutta Binäärinen tasapaino Kiinteässä tilassa koostumuksesta riippuen kahta faasia Eutektisella koostumuksella ei puuroaluetta Faasiosuudet muuttuvat
Liitetaulukko 1/11. Tutkittujen materiaalien kokonaispitoisuudet KOTIMAINEN MB-JÄTE <1MM SAKSAN MB- JÄTE <1MM POHJAKUONA <10MM
 Liitetaulukko 1/11 Tutkittujen materiaalien kokonaispitoisuudet NÄYTE KOTIMAINEN MB-JÄTE
Liitetaulukko 1/11 Tutkittujen materiaalien kokonaispitoisuudet NÄYTE KOTIMAINEN MB-JÄTE
Alumiinivalujen raaka-ainestandardit
 www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
Metallien plastinen deformaatio on dislokaatioiden liikettä
 Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaatioiden ominaisuuksia Eivät ala/lopu tyhjästä, vaan: muodostavat ympyröitä alkavat/loppuvat raerajoille,
Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaatioiden ominaisuuksia Eivät ala/lopu tyhjästä, vaan: muodostavat ympyröitä alkavat/loppuvat raerajoille,
18 Hakemisto. Hakemisto
 18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Metallit 2005. juha.nykanen@tut.fi
 Metallit 2005 juha.nykanen@tut.fi Valettavat alumiiniseokset Tyypilliset valumenetelmät Hiekkavalu Kestomuottivalu (kokillivalu) Painevalu Alumiinivalujen hyviä puolia Pieni tiheys Matala sulamispiste
Metallit 2005 juha.nykanen@tut.fi Valettavat alumiiniseokset Tyypilliset valumenetelmät Hiekkavalu Kestomuottivalu (kokillivalu) Painevalu Alumiinivalujen hyviä puolia Pieni tiheys Matala sulamispiste
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET
 KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
MEKAANINEN AINEENKOETUS
 MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
Metallurgian perusteita
 Metallurgian perusteita Seija Meskanen, Teknillinen korkeakoulu Pentti Toivonen, Teknillinen korkeakoulu Korkean laadun saavuttaminen edellyttää sekä rauta että teräsvalujen tuotannossa tiukkaa prosessikuria
Metallurgian perusteita Seija Meskanen, Teknillinen korkeakoulu Pentti Toivonen, Teknillinen korkeakoulu Korkean laadun saavuttaminen edellyttää sekä rauta että teräsvalujen tuotannossa tiukkaa prosessikuria
Kupari ja kuparimetallit. juha.nykanen@tut.fi
 Kupari ja kuparimetallit juha.nykanen@tut.fi Esitiedot Miten sähköjohteisiin käytetyt kuparilaadut poikkevat muista kupariseoksista? Miksi puhdas kupari johtaa hyvin sähköä? Mitä tarkoittaa puhdas kupari?
Kupari ja kuparimetallit juha.nykanen@tut.fi Esitiedot Miten sähköjohteisiin käytetyt kuparilaadut poikkevat muista kupariseoksista? Miksi puhdas kupari johtaa hyvin sähköä? Mitä tarkoittaa puhdas kupari?
Metallit 2005. juha.nykanen@tut.fi
 Metallit 2005 juha.nykanen@tut.fi Kuparimalmi Kuparia esiintyy sulfidi- ja oksidimalmeissa. Pitoisuudet ovat tyypillisesti alhaisia (usein alle 1%). Louhittu malmi murskataan ja jauhetaan lietteeksi. Sulfidimalmista
Metallit 2005 juha.nykanen@tut.fi Kuparimalmi Kuparia esiintyy sulfidi- ja oksidimalmeissa. Pitoisuudet ovat tyypillisesti alhaisia (usein alle 1%). Louhittu malmi murskataan ja jauhetaan lietteeksi. Sulfidimalmista
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
Terästen lämpökäsittelyn perusteita
 Terästen lämpökäsittelyn perusteita Austeniitin nopea jäähtyminen Tasapainopiirroksen mukaiset faasimuutokset edellyttävät hiilen diffuusiota Austeniitin hajaantuminen nopeasti = ei tasapainon mukaisesti
Terästen lämpökäsittelyn perusteita Austeniitin nopea jäähtyminen Tasapainopiirroksen mukaiset faasimuutokset edellyttävät hiilen diffuusiota Austeniitin hajaantuminen nopeasti = ei tasapainon mukaisesti
13. Savisideaineet. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 13. Savisideaineet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Savisideaineet ovat luonnon tuotteita, jotka saadaan sitomiskykyiseksi kostuttamalla ne vedellä. Savella on taipumus imeä itseensä
13. Savisideaineet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Savisideaineet ovat luonnon tuotteita, jotka saadaan sitomiskykyiseksi kostuttamalla ne vedellä. Savella on taipumus imeä itseensä
Vapaataontapuristimien puristusvoima on 80/100, 55 ja 20 meganewtonia. Niillä voidaan takoa jopa 160 tonnin painoisia kappaleita.
 www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
Esitiedot. Mitkä ovat austeniittisten, ferriittisten ja martensiittisten ruostumattomien terästen käyttökohteet?
 Esitiedot Mitkä ovat austeniittisten, ferriittisten ja martensiittisten ruostumattomien terästen käyttökohteet? Milloin austeniittiset laadut ovat välttämättömiä? Mitä eri laadut maksavat? Miten kupari
Esitiedot Mitkä ovat austeniittisten, ferriittisten ja martensiittisten ruostumattomien terästen käyttökohteet? Milloin austeniittiset laadut ovat välttämättömiä? Mitä eri laadut maksavat? Miten kupari
Nikkeliraaka-aineiden epäpuhtausprofiilin määritys
 Nikkeliraaka-aineiden epäpuhtausprofiilin määritys Analytiikkapäivät Kokkola 28.11.2012 Paul Cooper 1 Sisältö Tavoitteet Analyyttiset menetelmät / näytteen valmistus Nikkeliraaka-aineiden mittaaminen XRF:llä
Nikkeliraaka-aineiden epäpuhtausprofiilin määritys Analytiikkapäivät Kokkola 28.11.2012 Paul Cooper 1 Sisältö Tavoitteet Analyyttiset menetelmät / näytteen valmistus Nikkeliraaka-aineiden mittaaminen XRF:llä
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3
 Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Sideaineen talteenoton, haihdutuksen ja tunkeuma-arvon tutkiminen vanhasta päällysteestä. SFS-EN 12697-3 1 Johdanto Tutkimus käsittelee testausmenetelmästandardin SFS-EN 12697-3 Bitumin talteenotto, haihdutusmenetelmää.
Suprajohteet. Suprajohteet. Suprajohteet. Suprajohteet. Niobi-titaani seoksia Nb-46.5Ti Nb-50Ti Nb-65Ti
 Joitain materiaaleja Kriittinen lämpötila Pb 7.3 Nb 9.3 Nb-Ti 8.9-9.3 Nb 3 Sn 18 Nb 3 Ge 23 NbN 16-18 PbMo 6 S 8 14-15 YBa 2 Cu 3 O 7 92 2 Niobi-titaani seoksia Nb-46.5Ti Nb-50Ti Nb-65Ti Sulatus kahteen
Joitain materiaaleja Kriittinen lämpötila Pb 7.3 Nb 9.3 Nb-Ti 8.9-9.3 Nb 3 Sn 18 Nb 3 Ge 23 NbN 16-18 PbMo 6 S 8 14-15 YBa 2 Cu 3 O 7 92 2 Niobi-titaani seoksia Nb-46.5Ti Nb-50Ti Nb-65Ti Sulatus kahteen
SUMUINEN AAMU METALLINKIERRÄTYSLAITOKSELLA
 sivu 1/6 KOHDERYHMÄ: Työ on suunniteltu lukion kurssille KE4, jolla käsitellään teollisuuden tärkeitä raaka-aineita sekä hapetus-pelkitysreaktioita. Työtä voidaan käyttää myös yläkoululaisille, kunhan
sivu 1/6 KOHDERYHMÄ: Työ on suunniteltu lukion kurssille KE4, jolla käsitellään teollisuuden tärkeitä raaka-aineita sekä hapetus-pelkitysreaktioita. Työtä voidaan käyttää myös yläkoululaisille, kunhan
Keskinopea jäähtyminen: A => Bainiitti
 Keskinopea jäähtyminen: A => Bainiitti Fe 3 C F = Bainiitti (B) C ehtii diffundoitua lyhyitä matkoja. A A A A Lämpötila laskee è Austeniitti Ferriitti Austeniitti => ferriitti muutos : atomit siirtyvät
Keskinopea jäähtyminen: A => Bainiitti Fe 3 C F = Bainiitti (B) C ehtii diffundoitua lyhyitä matkoja. A A A A Lämpötila laskee è Austeniitti Ferriitti Austeniitti => ferriitti muutos : atomit siirtyvät
Metallit 2005. juha.nykanen@tut.fi
 Metallit 2005 juha.nykanen@tut.fi Aikataulu Pe 2.9.2005 Pe 9.9.2005 Pe 16.9.2005 Pe 23.9.2005 Pe 10.9.2005 Pe 8.10.2005 Valurauta Valurauta ja teräs Teräs Teräs ja alumiini Magnesium ja titaani Kupari,
Metallit 2005 juha.nykanen@tut.fi Aikataulu Pe 2.9.2005 Pe 9.9.2005 Pe 16.9.2005 Pe 23.9.2005 Pe 10.9.2005 Pe 8.10.2005 Valurauta Valurauta ja teräs Teräs Teräs ja alumiini Magnesium ja titaani Kupari,
ENY-C2001 Termodynamiikka ja lämmönsiirto TERVETULOA!
 ENY-C2001 Termodynamiikka ja lämmönsiirto TERVETULOA! Luento 14.9.2015 / T. Paloposki / v. 03 Tämän päivän ohjelma: Aineen tilan kuvaaminen pt-piirroksella ja muilla piirroksilla, faasimuutokset Käsitteitä
ENY-C2001 Termodynamiikka ja lämmönsiirto TERVETULOA! Luento 14.9.2015 / T. Paloposki / v. 03 Tämän päivän ohjelma: Aineen tilan kuvaaminen pt-piirroksella ja muilla piirroksilla, faasimuutokset Käsitteitä
TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA.
 1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
Kon Teräkset Harjoituskierros 6.
 Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT
 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus. Edellä 74 ryhmän huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan soveltuvin
RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus. Edellä 74 ryhmän huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan soveltuvin
Advanced Materials Araldite 2028-1 TUOTESELOSTE
 Advanced Materials Araldite 2028-1 TUOTESELOSTE Araldite 2028-1 Kaksikomponenttinen kirkas polyuretaaniliima Ominaispiirteet Lasinkirkas Nopea kovetus UV- kestävä Liimaa monia metalleja ja muoveja Kuvaus
Advanced Materials Araldite 2028-1 TUOTESELOSTE Araldite 2028-1 Kaksikomponenttinen kirkas polyuretaaniliima Ominaispiirteet Lasinkirkas Nopea kovetus UV- kestävä Liimaa monia metalleja ja muoveja Kuvaus
Korkealämpötilakemia
 Korkealämpötilakemia Binääriset tasapainopiirrokset To 30.10.2017 klo 8-10 SÄ114 Tavoite Oppia lukemaan ja tulkitsemaan binäärisiä tasapainopiirroksia 1 Sisältö Hieman kertausta - Gibbsin vapaaenergian
Korkealämpötilakemia Binääriset tasapainopiirrokset To 30.10.2017 klo 8-10 SÄ114 Tavoite Oppia lukemaan ja tulkitsemaan binäärisiä tasapainopiirroksia 1 Sisältö Hieman kertausta - Gibbsin vapaaenergian
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
Diplomi-insinöörien ja arkkitehtien yhteisvalinta - dia-valinta 2012 Insinöörivalinnan fysiikan koe 30.5.2012, malliratkaisut
 A1 Kappale, jonka massa m = 2,1 kg, lähtee liikkeelle levosta paikasta x = 0,0 m pitkin vaakasuoraa alustaa. Kappaleeseen vaikuttaa vaakasuora vetävä voima F, jonka suuruus riippuu paikasta oheisen kuvan
A1 Kappale, jonka massa m = 2,1 kg, lähtee liikkeelle levosta paikasta x = 0,0 m pitkin vaakasuoraa alustaa. Kappaleeseen vaikuttaa vaakasuora vetävä voima F, jonka suuruus riippuu paikasta oheisen kuvan
SUMUINEN AAMU METALLINKIERRÄTYSLAITOKSELLA
 SUMUINEN AAMU METALLINKIERRÄTYSLAITOKSELLA Työskentelet metallinkierrätyslaitoksella. Asiakas tuo kierrätyslaitokselle 1200 kilogramman erän kellertävää metallimateriaalia, joka on löytynyt purettavasta
SUMUINEN AAMU METALLINKIERRÄTYSLAITOKSELLA Työskentelet metallinkierrätyslaitoksella. Asiakas tuo kierrätyslaitokselle 1200 kilogramman erän kellertävää metallimateriaalia, joka on löytynyt purettavasta
Pehmeä magneettiset materiaalit
 Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Advanced Materials Araldite 2048 TUOTESELOSTE
 Advanced Materials Araldite 2048 TUOTESELOSTE Araldite 2048 Kaksikomponenttinen metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Hyvä tartunta moniin metalleihin ja muoveihin Ei vaadi täydellistä
Advanced Materials Araldite 2048 TUOTESELOSTE Araldite 2048 Kaksikomponenttinen metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Hyvä tartunta moniin metalleihin ja muoveihin Ei vaadi täydellistä
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
Myös hiekan sideaine vaikuttaa sullonnan määrään. Hartsisideainehiekkojen sullontatarve on huomattavasti vähäisempi kuin bentoniittihiekkojen.
 12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
12. Muotin lujuus Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Muotti joutuu usein alttiiksi suurille mekaanisille rasituksille sulan metallin aiheuttaman paineen ja painovoiman vaikutuksesta. Jotta
Advanced Materials Araldite 2031 TUOTESELOSTE
 Advanced Materials Araldite 2031 TUOTESELOSTE Araldite 2031 Musta kaksikomponenttinen epoksiliima Ominaispiirteet Tiksotrooppinen Sitkistetty Soveltuu metallien ja komposiittien liimaamiseen. Myös polyamidit.
Advanced Materials Araldite 2031 TUOTESELOSTE Araldite 2031 Musta kaksikomponenttinen epoksiliima Ominaispiirteet Tiksotrooppinen Sitkistetty Soveltuu metallien ja komposiittien liimaamiseen. Myös polyamidit.
PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT
 PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT KORKEAN TEKNOLOGIAN YRITYS Dahréntråd on Euroopan suurimpia ja moderneimpia kupari- ja alumiinilankojen valmistajia. Yritys valmistaa vuosittain yli 30 000
PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT KORKEAN TEKNOLOGIAN YRITYS Dahréntråd on Euroopan suurimpia ja moderneimpia kupari- ja alumiinilankojen valmistajia. Yritys valmistaa vuosittain yli 30 000
MUOVIN TYÖSTÖ HYVÄ TIETÄÄ MUOVISTA MUOTTIPUHALLUS, EKSTRUUSIO, KALVOPUHALLUS OSA 10
 HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
Biodiesel Tuotantomenetelmien kemiaa
 Biodiesel Tuotantomenetelmien kemiaa Tuotantomenetelmät Kasviöljyjen vaihtoesteröinti Kasviöljyjen hydrogenointi Fischer-Tropsch-synteesi Kasviöljyt Rasvan kemiallinen rakenne Lähde: Malkki, Rypsiöljyn
Biodiesel Tuotantomenetelmien kemiaa Tuotantomenetelmät Kasviöljyjen vaihtoesteröinti Kasviöljyjen hydrogenointi Fischer-Tropsch-synteesi Kasviöljyt Rasvan kemiallinen rakenne Lähde: Malkki, Rypsiöljyn
UDDEHOLM DIEVAR 1 (7) Yleistä. Ominaisuudet. Suulakepuristustyövälineet. Kuumataontatyövälineet. Työvälineensuorituskykyä parantavat ominaisuudet
 Yleistä. Ominaisuudet. Suulakepuristustyövälineet. Kuumataontatyövälineet. Työvälineensuorituskykyä parantavat ominaisuudet") 1 (7) Yleistä Uddeholm Dievar on suorituskykyinen kromi/molybdeeni/ vanadiini- seosteinen kuumatyöteräs, jolla on erittäin hyvä kestävyys kuumahalkeilua, yksittäisiä suuria halkeamia, kuumakulumista ja
1 (7) Yleistä Uddeholm Dievar on suorituskykyinen kromi/molybdeeni/ vanadiini- seosteinen kuumatyöteräs, jolla on erittäin hyvä kestävyys kuumahalkeilua, yksittäisiä suuria halkeamia, kuumakulumista ja
vetyteknologia Polttokennon tyhjäkäyntijännite 1 DEE-54020 Risto Mikkonen
 DEE-5400 olttokennot ja vetyteknologia olttokennon tyhjäkäyntijännite 1 DEE-5400 Risto Mikkonen 1.1.014 g:n määrittäminen olttokennon toiminta perustuu Gibbsin vapaan energian muutokseen. ( G = TS) Ideaalitapauksessa
DEE-5400 olttokennot ja vetyteknologia olttokennon tyhjäkäyntijännite 1 DEE-5400 Risto Mikkonen 1.1.014 g:n määrittäminen olttokennon toiminta perustuu Gibbsin vapaan energian muutokseen. ( G = TS) Ideaalitapauksessa
Advanced Materials Araldite 2029-1 TUOTESELOSTE
 Advanced Materials Araldite 2029-1 TUOTESELOSTE Araldite 2029-1 Tummanharmaa kaksikomponenttinen polyuretaaniliima Ominaispiirteet Hyvät täyttöominaisuudet Keskipitkä avoin aika Liimaa mm. kuparia ja messinkiä
Advanced Materials Araldite 2029-1 TUOTESELOSTE Araldite 2029-1 Tummanharmaa kaksikomponenttinen polyuretaaniliima Ominaispiirteet Hyvät täyttöominaisuudet Keskipitkä avoin aika Liimaa mm. kuparia ja messinkiä
Kemian opetuksen keskus Helsingin yliopisto Veden kovuus Oppilaan ohje. Veden kovuus
 Huomaat, että vedenkeittimessäsi on valkoinen saostuma. Päättelet, että saostuma on peräisin vedestä. Haluat varmistaa, että vettä on turvallista juoda ja viet sitä tutkittavaksi laboratorioon. Laboratoriossa
Huomaat, että vedenkeittimessäsi on valkoinen saostuma. Päättelet, että saostuma on peräisin vedestä. Haluat varmistaa, että vettä on turvallista juoda ja viet sitä tutkittavaksi laboratorioon. Laboratoriossa
Kenttätutkimus hiiliteräksen korroosiosta kaukolämpöverkossa
 1 (17) Tilaajat Suomen KL Lämpö Oy Sari Kurvinen Keisarinviitta 22 33960 Pirkkala Lahti Energia Olli Lindstam PL93 15141 Lahti Tilaus Yhteyshenkilö VTT:ssä Sähköposti 30.5.2007, Sari Kurvinen, sähköposti
1 (17) Tilaajat Suomen KL Lämpö Oy Sari Kurvinen Keisarinviitta 22 33960 Pirkkala Lahti Energia Olli Lindstam PL93 15141 Lahti Tilaus Yhteyshenkilö VTT:ssä Sähköposti 30.5.2007, Sari Kurvinen, sähköposti
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT
 81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus 1. Edellä 74 ryhmän 1 huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus 1. Edellä 74 ryhmän 1 huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan
AKKU- JA PARISTOTEKNIIKAT
 AKKU- JA PARISTOTEKNIIKAT H.Honkanen Kemiallisessa sähköparissa ( = paristossa ) ylempänä oleva, eli negatiivisempi, metalli syöpyy liuokseen. Akussa ei elektrodi syövy pois, vaan esimerkiksi lyijyakkua
AKKU- JA PARISTOTEKNIIKAT H.Honkanen Kemiallisessa sähköparissa ( = paristossa ) ylempänä oleva, eli negatiivisempi, metalli syöpyy liuokseen. Akussa ei elektrodi syövy pois, vaan esimerkiksi lyijyakkua
MESSINGIT SISÄLLYSLUETTELO
 SISÄLLYSLUETTELO Levyt 74 Nauhat 75 Tangot 75-77 Ainesputket 77 Harkot 77 Kuusiotangot 78 Lattatangot 79 Profiilit 80 81 Putket 81-82 Langat 82 Tekniset tiedot 83 87 Tuotantopalvelut 86 Värikoodit 87 73
SISÄLLYSLUETTELO Levyt 74 Nauhat 75 Tangot 75-77 Ainesputket 77 Harkot 77 Kuusiotangot 78 Lattatangot 79 Profiilit 80 81 Putket 81-82 Langat 82 Tekniset tiedot 83 87 Tuotantopalvelut 86 Värikoodit 87 73
Puhtaat aineet ja seokset
 Puhtaat aineet ja seokset KEMIAA KAIKKIALLA, KE1 Määritelmä: Puhdas aine sisältää vain yhtä alkuainetta tai yhdistettä. Esimerkiksi rautatanko sisältää vain Fe-atomeita ja ruokasuola vain NaCl-ioniyhdistettä
Puhtaat aineet ja seokset KEMIAA KAIKKIALLA, KE1 Määritelmä: Puhdas aine sisältää vain yhtä alkuainetta tai yhdistettä. Esimerkiksi rautatanko sisältää vain Fe-atomeita ja ruokasuola vain NaCl-ioniyhdistettä
Rauta-hiili tasapainopiirros
 Rauta-hiili tasapainopiirros Teollisen ajan tärkein tasapainopiirros Tasapainon mukainen piirros on Fe-C - piirros, kuitenkin terästen kohdalla Fe- Fe 3 C -piirros on tärkeämpi Fe-Fe 3 C metastabiili tp-piirrosten
Rauta-hiili tasapainopiirros Teollisen ajan tärkein tasapainopiirros Tasapainon mukainen piirros on Fe-C - piirros, kuitenkin terästen kohdalla Fe- Fe 3 C -piirros on tärkeämpi Fe-Fe 3 C metastabiili tp-piirrosten
Laadukkaat taivutustyökalut. Työkalut
 Laadukkaat taivutustyökalut Painematriisi Liukumatriisi Paineputki Kuulatuurna Profiililevy Kiinnityspatruunapakka Patruunapakat Kiinnityspatruunan pakka taivutuksen sisällä taivuttamiseen 25 FE sekä erikoisvarusteet
Laadukkaat taivutustyökalut Painematriisi Liukumatriisi Paineputki Kuulatuurna Profiililevy Kiinnityspatruunapakka Patruunapakat Kiinnityspatruunan pakka taivutuksen sisällä taivuttamiseen 25 FE sekä erikoisvarusteet
Advanced Materials Araldite 2021 TUOTESELOSTE
 Advanced Materials Araldite 2021 TUOTESELOSTE Araldite 2021 Kaksikomponenttinen sitkistetty metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Korkea kuoriutumislujuus Monikäyttöinen Erinomainen monien
Advanced Materials Araldite 2021 TUOTESELOSTE Araldite 2021 Kaksikomponenttinen sitkistetty metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Korkea kuoriutumislujuus Monikäyttöinen Erinomainen monien
Advanced Materials Araldite 2033 TUOTESELOSTE
 Advanced Materials Araldite 2033 TUOTESELOSTE Araldite 2033 Musta kaksikomponenttinen epoksiliima Ominaispiirteet Itsestäänsammuva UL 94 V-0 Hyvät täyttöominaisuudet Keskipitkä avoin aika Korkea lujuus
Advanced Materials Araldite 2033 TUOTESELOSTE Araldite 2033 Musta kaksikomponenttinen epoksiliima Ominaispiirteet Itsestäänsammuva UL 94 V-0 Hyvät täyttöominaisuudet Keskipitkä avoin aika Korkea lujuus
Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset.
 9. Vastusupokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset. Upokas
9. Vastusupokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset. Upokas
Alumiinin ominaisuuksia
 Alumiini Alumiini Maaperän yleisin metalli Kuuluu kevytmetalleihin Teräksen jälkeen käytetyin metalli Käytetty n. 110 v. Myrkytön Epämagneettinen Kipinöimätön 1 Alumiinin ominaisuuksia Tiheys, ~ teräs/3
Alumiini Alumiini Maaperän yleisin metalli Kuuluu kevytmetalleihin Teräksen jälkeen käytetyin metalli Käytetty n. 110 v. Myrkytön Epämagneettinen Kipinöimätön 1 Alumiinin ominaisuuksia Tiheys, ~ teräs/3
5. Sähköuunit. 5.1 Sähköuunien panostus Tyypillisiä panosraaka-aineita. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 5. Sähköuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 5.1 Sähköuunien panostus 5.1.1 Tyypillisiä panosraaka-aineita Kuva. Kiertoromua Kuva. Ostoromua 9.11.2011 Raimo Keskinen, Pekka Niemi
5. Sähköuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 5.1 Sähköuunien panostus 5.1.1 Tyypillisiä panosraaka-aineita Kuva. Kiertoromua Kuva. Ostoromua 9.11.2011 Raimo Keskinen, Pekka Niemi
Valurauta ja valuteräs
 Valurauta ja valuteräs Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Valurauta ja valuteräs ovat raudan (Fe), hiilen (C), piin (Si) ja mangaanin (Mn) sekä muiden seosaineiden
Valurauta ja valuteräs Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Valurauta ja valuteräs ovat raudan (Fe), hiilen (C), piin (Si) ja mangaanin (Mn) sekä muiden seosaineiden
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT. Copyright Isto Jokinen. Käyttö opetuksessa tekijän luvalla
 METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
Normaalisti valmistamme vastuksia oheisen taulukon mukaisista laadukkaista raaka-aineista. Erikoistilauksesta on saatavana myös muita raaka-aineita.
 Putkivastuksien vaippaputken raaka-aineet Vastuksen käyttölämpötila ja ympäristön olosuhteet määräävät minkälaisesta materiaalista vastuksen vaippaputki on valmistettu. Tavallisesti käytettäviä aineita
Putkivastuksien vaippaputken raaka-aineet Vastuksen käyttölämpötila ja ympäristön olosuhteet määräävät minkälaisesta materiaalista vastuksen vaippaputki on valmistettu. Tavallisesti käytettäviä aineita
UDDEHOLM ORVAR SUPREME 1 (6) Yleistä. Käyttökohteet. Työkalun suorituskykyä parantavat ominaisuudet
 Yleistä. Käyttökohteet. Työkalun suorituskykyä parantavat ominaisuudet") 1 (6) Yleistä Käyttökohteet Uddeholm Orvar Supreme on kromi/molybdeeni/vanadiini -seosteinen teräs, jonka ominaisuuksia ovat: hyvä lämpökuormituksen ja termisen väsymisen kestävyys suuri lujuus korkeissa
1 (6) Yleistä Käyttökohteet Uddeholm Orvar Supreme on kromi/molybdeeni/vanadiini -seosteinen teräs, jonka ominaisuuksia ovat: hyvä lämpökuormituksen ja termisen väsymisen kestävyys suuri lujuus korkeissa
18757:302001893 NESTEIDEN KÄSITTELY MÄRKÄ- JA KUIVAIMURIT MÄRKÄ- JA KUIVAIMURIT MÄRKÄ- JA KUIVAIMURIT IVB 5 & 7 ALLROUNDIMURIT PÄIVITTÄISEEN KÄYTTÖÖN
 IVB 5 & 7 Imurisarja, joka pystyy useimpiin päivittäisiin märkä- ja kuivaimurointitöihin. Säädettävä kahva parantaa työasentoa ja helpottaa säilytystä. Putki ja suuttimet voidaan säilyttää koneen päällä
IVB 5 & 7 Imurisarja, joka pystyy useimpiin päivittäisiin märkä- ja kuivaimurointitöihin. Säädettävä kahva parantaa työasentoa ja helpottaa säilytystä. Putki ja suuttimet voidaan säilyttää koneen päällä
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power Plasma 50 Power Plasma 60 Power Plasma 80 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISYÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan
KÄYTTÖ-OHJE EVERLAST Power Plasma 50 Power Plasma 60 Power Plasma 80 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISYÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan
1. Malmista metalliksi
 1. Malmista metalliksi Metallit esiintyvät maaperässä yhdisteinä, mineraaleina Malmiksi sanotaan kiviainesta, joka sisältää jotakin hyödyllistä metallia niin paljon, että sen erottaminen on taloudellisesti
1. Malmista metalliksi Metallit esiintyvät maaperässä yhdisteinä, mineraaleina Malmiksi sanotaan kiviainesta, joka sisältää jotakin hyödyllistä metallia niin paljon, että sen erottaminen on taloudellisesti
PAINOPISTE JA MASSAKESKIPISTE
 PAINOPISTE JA MASSAKESKIPISTE Kappaleen painopiste on piste, jonka kautta kappaleeseen kohdistuvan painovoiman vaikutussuora aina kulkee, olipa kappale missä asennossa tahansa. Jos ajatellaan kappaleen
PAINOPISTE JA MASSAKESKIPISTE Kappaleen painopiste on piste, jonka kautta kappaleeseen kohdistuvan painovoiman vaikutussuora aina kulkee, olipa kappale missä asennossa tahansa. Jos ajatellaan kappaleen
Hakemisto. C CCT-käyrä... ks. S-käyrä CVD-pinnoitus...ks. kaasufaasipinnoitus
 A A 1-lämpötila... 17 A 3-lämpötila... 17 Abrasiivinen kuluminen... 110 A cm-lämpötila... 17 Adhesiivinen kitka... 112 Adhesiivinen kuluminen... 110 ADI... ks. ausferriittinen pallografiittivalurauta Adusointi...
A A 1-lämpötila... 17 A 3-lämpötila... 17 Abrasiivinen kuluminen... 110 A cm-lämpötila... 17 Adhesiivinen kitka... 112 Adhesiivinen kuluminen... 110 ADI... ks. ausferriittinen pallografiittivalurauta Adusointi...
Voimalaitoksen vesikemian yleiset tavoitteet ja peruskäsitteitä
 Voimalaitoksen vesikemian yleiset tavoitteet ja peruskäsitteitä Susanna Vähäsarja ÅF-Consult 4.2.2016 1 Sisältö Vedenkäsittelyn vaatimukset Mitä voimalaitoksen vesikemialla tarkoitetaan? Voimalaitosten
Voimalaitoksen vesikemian yleiset tavoitteet ja peruskäsitteitä Susanna Vähäsarja ÅF-Consult 4.2.2016 1 Sisältö Vedenkäsittelyn vaatimukset Mitä voimalaitoksen vesikemialla tarkoitetaan? Voimalaitosten
782630S Pintakemia I, 3 op
 782630S Pintakemia I, 3 op Ulla Lassi Puh. 0400-294090 Sposti: ulla.lassi@oulu.fi Tavattavissa: KE335 (ma ja ke ennen luentoja; Kokkolassa huone 444 ti, to ja pe) Prof. Ulla Lassi Opintojakson toteutus
782630S Pintakemia I, 3 op Ulla Lassi Puh. 0400-294090 Sposti: ulla.lassi@oulu.fi Tavattavissa: KE335 (ma ja ke ennen luentoja; Kokkolassa huone 444 ti, to ja pe) Prof. Ulla Lassi Opintojakson toteutus
PULLEAT VAAHTOKARKIT
 PULLEAT VAAHTOKARKIT KOHDERYHMÄ: Työ soveltuu alakouluun kurssille aineet ympärillämme ja yläkouluun kurssille ilma ja vesi. KESTO: Työ kestää n.30-60min MOTIVAATIO: Työssä on tarkoitus saada positiivista
PULLEAT VAAHTOKARKIT KOHDERYHMÄ: Työ soveltuu alakouluun kurssille aineet ympärillämme ja yläkouluun kurssille ilma ja vesi. KESTO: Työ kestää n.30-60min MOTIVAATIO: Työssä on tarkoitus saada positiivista
PRONSSISEOKSET AIHIOT JA LIUKULAAKERIT
 PRONSSISEOKSET AIHIOT JA LIUKULAAKERIT MEKAANISET RAKENNEOSAT 2 SKS Mekaniikka Oy Etelä-Suomi Länsi-Suomi Keski-Suomi Tavaraosoite Martinkyläntie 50 Mustionkatu 8 Hämeenkatu 6A Martinkyläntie 50 01720
PRONSSISEOKSET AIHIOT JA LIUKULAAKERIT MEKAANISET RAKENNEOSAT 2 SKS Mekaniikka Oy Etelä-Suomi Länsi-Suomi Keski-Suomi Tavaraosoite Martinkyläntie 50 Mustionkatu 8 Hämeenkatu 6A Martinkyläntie 50 01720
Faasipiirrokset, osa 2 Binääristen piirrosten tulkinta
 Faasipiirrokset, osa 2 Binääristen piirrosten tulkinta Ilmiömallinnus prosessimetallurgiassa Syksy 2016 Teema 1 - Luento 4 Tavoite Oppia tulkitsemaan 2-komponenttisysteemien faasipiirroksia 1 Binääriset
Faasipiirrokset, osa 2 Binääristen piirrosten tulkinta Ilmiömallinnus prosessimetallurgiassa Syksy 2016 Teema 1 - Luento 4 Tavoite Oppia tulkitsemaan 2-komponenttisysteemien faasipiirroksia 1 Binääriset
Liike ja voima. Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä
 Liike ja voima Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä Tasainen liike Nopeus on fysiikan suure, joka kuvaa kuinka pitkän matkan kappale kulkee tietyssä ajassa. Nopeus voidaan
Liike ja voima Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä Tasainen liike Nopeus on fysiikan suure, joka kuvaa kuinka pitkän matkan kappale kulkee tietyssä ajassa. Nopeus voidaan
Siilinjärven kaivoksen rikastushiekan hyödyntäminen pilaantuneen maaperän kunnostamisessa
 Siilinjärven kaivoksen rikastushiekan hyödyntäminen pilaantuneen maaperän kunnostamisessa Salla Venäläinen Helsingin yliopisto Maatalous-metsätieteellinen tiedekunta Elintarvike- ja ympäristötieteiden
Siilinjärven kaivoksen rikastushiekan hyödyntäminen pilaantuneen maaperän kunnostamisessa Salla Venäläinen Helsingin yliopisto Maatalous-metsätieteellinen tiedekunta Elintarvike- ja ympäristötieteiden