PAKSUUSPROFIILIMITTA- LAITTEEN KÄYTTÖÖNOTTO
|
|
|
- Kaisa Virtanen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio

1 PAKSUUSPROFIILIMITTA- LAITTEEN KÄYTTÖÖNOTTO Katariina Moisio Opinnäytetyö Maaliskuu 2014 Paperi-, tekstiili- ja kemiantekniikan koulutusohjelma Kemiantekniikka
2 TIIVISTELMÄ Tampereen ammattikorkeakoulu Kemiantekniikan koulutusohjelma Kemiantekniikka ja tuotantotalous KATARIINA MOISIO: Paksuusprofiilimittalaitteen käyttöönotto Opinnäytetyö 30 sivua, joista liitteitä 1 sivu Maaliskuu 2014 Opinnäytetyön tarkoituksena oli tehdä Octagon merkkisen paksuusprofiilimittalaitteen käyttöönotto ja sen soveltuvuuden määrittäminen tutkimus- ja tuotekehityslaboratorion käyttöä varten. Uusi laite soveltuu ensisijaisesti muovikalvojen paksuuden selvittämiseen entistä nopeammin ja suuremmassa mittakaavassa. Toisena tavoitteena oli laitteen antaman tietoaineiston luotettavuuden selvittäminen, johon liittyi häiriötekijöiden eliminointi ja niiden vaikutus testituloksiin. Lisäksi vertailtiin eri mittareiden tarjoaman tietoaineiston välillä. Vertailukohteena oli vanhempi, käyttöominaisuuksiltaan yksinkertaisempi paksuusmittari. Kolmantena tavoitteena oli laitteen soveltuvuuden selvittäminen, ei pelkästään muovikalvoille, vaan myös papereille. Neljäntenä tavoitteena ja ikään kuin sivutuotteena muodostettiin tyypilliset kone- ja pituussuuntaiset paksuusprofiilikartat. Asiasanat: paksuusprofiilin mittauslaite, luotettavuus, vertailu, soveltuvuustutkimus, paksuusprofiilikartta
3 ABSTRACT Tampereen ammattikorkeakoulu Tampere University of Applied Sciences Degree Programme of Chemical Engineering Chemical Engineering and Production Economics KATARIINA MOISIO Introduction of a Thickness Measurement Unit Bachelor's thesis 30 pages, appendices 1 page March 2014 The purpose of this bachelor s thesis was to do the implementation of the film thickness measurement unit called Octagon and to determine the feasibility study for its use in the research and development laboratory. The new measurement unit was primarily suitable for determining the thickness of the plastic film faster and in a larger scale. The second goal was the settlement of the data s validation which was linked to the elimination of the distractions and how they affected the measurement results. In addition comparison was made with data from another measuring instrument. The point of comparison was an older and simpler thickness gauge. The third target was the feasibility study of the unit, not just for plastic films but also for papers. The fourth aim was to create the typical thickness profile maps for both machine and cross directions. Key words: thickness gauge, reliability, comparison, feasibility study, thickness profile map
4 4 SISÄLLYS 1 JOHDANTO UPM RAFLATAC OY Tarralaminaatti Tuote- ja informaatioetiketöinnin käyttökohteet PAKSUUSPROFIILIMITTAUS Paksuuden merkitys jatkojalostuksessa Muovikalvon valmistusmenetelmät Painorekisteri Stanssaus Etiketöinti Paksuusprofiilimittauksen kehittäminen UPM Raflatac Oy:ssä LAITTEEN KÄYTTÖÖNOTTO Laitteen toiminta Laitteen kalibrointi Käytettävät näytteet Häiriötekijät TUTKIMUSTYÖ Osio I: Laitteen soveltuvuus tuotekehityslaboratorioon Laitteen soveltuvuus pintamateriaaleille Soveltuvuus taustamateriaaleille Soveltuvuus papereille Osio II: Laitteen luotettavuus TULOKSET Osio I: Laitteen soveltuvuus tuotekehityslaboratorioon Laitteen soveltuvuus pinta- ja taustamateriaaleille Soveltuvuus papereille Paksuusprofiilikartan muodostaminen Osio II: Laitteen luotettavuus TULOSTEN TARKASTELU Osio I: Laitteen soveltuvuus tuotekehityslaboratorioon Laitteen soveltuvuus pinta- ja taustamateriaaleille Soveltuvuus papereille Paksuusprofiilikartan muodostaminen Osio II: Laitteen luotettavuus JOHTOPÄÄTÖKSET JA JATKOTOIMENPITEET LÄHTEET... 29
5 LIITTEET Liite 1. Paksuusprofiilikartat
6 6 ERITYISSANASTO Bursting point -theory pintamateriaalia puristetaan stanssauksessa, kunnes se saavuttaa murtumispisteen CD eng. cross direction, suom. koneen poikkisuunta MD eng. machine direction, suom. koneen konesuunta Minitab tietokoneohjelma tilastollisten analyysien tekoon Nippi kaksi telaa toisiaan vasten Snaking värivirhe, joka johtuu paksuusvaihteluista, jolloin painovärin osumakohta siirtyy ja liikkuu käärmeen tavoin painokoneessa Stanssaus käsiteltävä materiaali leikataan terien avulla haluttuun muotoon
7 7 1 JOHDANTO Tämän opinnäytetyön tarkoituksena on uuden laitteen käyttöönotto ja sen hyödyntäminen jatkossa tutkimus- ja tuotekehityslaboratoriossa. Kyseessä on Octagonmerkkinen paksuusprofiilimittauslaite, jonka käyttöönotto ja sen soveltuvuuden sekä luotettavuuden selvittäminen ovat pääaiheena tässä työssä. Opinnäytetyö jakaantuu kirjallisuus- ja tutkimusosioihin. Kirjallisuusosiossa tutustutaan paksuusprofiilimittauksen menetelmään ja laitteen toimintaan. Kirjallisuusosio sisältää mm. haastatteluita, joissa selvitetään ensisijaisesti muovikalvon pinnan paksuuden merkitystä UPM Raflatacille ja miten se vaikuttaa jatkojalostuksessa. Tutkimusosiossa selvitetään mittalaitteesta saatavan tietoaineiston soveltuvuutta UPM Ralfatacin tutkimus- ja tuotekehityslaboratorion käyttöä varten. Näytteinä käytetään ensisijaisesti pintamateriaaleja, kuten esim. puhallus- ja tasokalvoa, mutta testataan myös taustamateriaaleja. Lisäksi yhtenä tavoitteena on testata laitteen soveltuvuutta myös papereille.
 2.")
8 8 2 UPM RAFLATAC OY UPM Raflatac on maailman johtavia tarralaminaatin valmistajia. Yhtiöllä on 13 tehdasta viidellä mantereella sekä laaja myyntikonttoreiden ja terminaalien verkosto ympäri maailman. UPM Raflatacin palveluksessa on noin työntekijää, ja sen liikevaihto vuonna 2013 oli 1,2 miljardia euroa. (UPM Raflatac) 2.1 Tarralaminaatti Tarralaminaatti koostuu neljästä eri osasta, joita ovat taustamateriaali, silikonikerros, liima ja pintamateriaali. KUVA 1. Tarralaminaatin rakennekuva (UPM Raflatac) Tuote- ja informaatioetiketöinnin käyttökohteet Etiketöinnin käyttökohteet ovat laajat ja mahdollisuudet lähes rajattomat. Seuraavassa kuvassa 2 näkyy tyypillisimmät tuotteet, joihin tarvitaan tarralaminaattia.
")

9 9 KUVA 2. Informaatioetiketöinnin loppukäyttökohteet (UPM Raflatac) Tarralaminaatin arvoketju raaka-aineen kulkeutumisesta valmiiksi tuotteeksi loppukäyttäjälle on esitetty kuvassa alla olevassa kuvassa 3. KUVA 3. Tarralaminaatin arvoketju (UPM Raflatac)
10 10 3 PAKSUUSPROFIILIMITTAUS 3.1 Paksuuden merkitys jatkojalostuksessa Paksuus vaikuttaa seuraaviin asioihin jatkojalostuksessa; painorekisteri, stanssaus ja etiketöinti. Ennen näiden termien läpikäymistä on kuitenkin syytä avata muovikalvojen valmistusmenetelmien vaikutuksia materiaalin paksuuteen ja paksuusvaihteluihin Muovikalvon valmistusmenetelmät Tässä kappaleessa käydään läpi hiukan muovikalvon valmistusmenetelmiä ja tarkastellaan erityisesti paksuuden merkitystä niistä syntyvien erojen kautta. Tasokalvoja puhalluskalvojen valmistusmenetelmissä on eroja, mutta valmistusmenetelmiä ei sinänsä käydä sen tarkemmin tässä läpi muuta kuin kuvien 4 ja 5 kautta, joissa näkyy laitteistojen rakenteelliset erot.
 Johtopäätöksenä voidaan todeta muutama fakta, jotka käyvät toteen näitä menetelmiä verratessa. Hyvä puoli puhalluskalvomenetelmässä on, että se on melko taloudellinen.")
11 11 KUVA 4. Kalvonpuhalluslaitteisto (Kurri ym. 2002, 102, muokattu) KUVA 5. Tasokalvolaitteisto (Kurri ym. 2002, 106, muokattu) Johtopäätöksenä voidaan todeta muutama fakta, jotka käyvät toteen näitä menetelmiä verratessa. Hyvä puoli puhalluskalvomenetelmässä on, että se on melko taloudellinen. Tämä tarkoittaa, että sillä voidaan tuottaa suuria määriä kalvoa ja sillä on suhteellisen
12 12 halvat investointikustannukset. Puhalluskalvomenetelmän erityisesti polyeteenillä haittapuolina jatkojalostuksessa ovat paksuusvaihtelut ja painorekisterissä olevat mahdolliset virheet, jotka tulevat tarkemmin esille painorekisterissä kappaleessa Tasokalvon valmistusmenetelmä puolestaan antaa paremman paksuusprofiilin, eikä se aiheuta niin paljon ongelmia painorekisterissä kuin edellä mainittu puhalluskalvomenetelmä. Haittapuolina tasokalvon valmistusmenetelmässä ovat, että se on melko kallis johtuen toimittajien vähyydestä ja siinä on huomattavasti kalliimmat investointikustannukset verrattuna puhalluskalvomenetelmään. Tällaisen kalvon stanssautuvuus ei myöskään ole paras mahdollinen Painorekisteri Seuraavaksi esitetään painorekisterissä havaittuja ongelmia ja tämä kappale perustuu käytyyn haastatteluun tuotekehitysinsinööri Matti Mannerin (2014) kanssa. Painorekisterissä eri painovärien tulee osua samaan kohtaan. Puhalluspolyeteenikalvon huono puoli on sen epätasainen paksuus, jolloin se aiheuttaa ongelmia painatukseen, kun painovärit eivät osukaan oikeille kohdilleen. Tätä kutsutaan sneikkaamiseksi. Nimi tulee englanninkielen sanasta snaking, joka tarkoittaa, että painoväri siirtyy ja liikkuu käärmeen tavoin painokoneessa, vaikka sen tulisi pysyä koko ajan samassa kohdassa. Kuviossa yksi ja kaksi näkyy painorekisterin keskihajonnan eroja kone- ja poikkisuunnassa taso- ja puhalluskalvolla. Ensimmäisestä kuviosta huomataan, että MD-suunnassa keskihajonnan erot muovikalvojen valmistusmenetelmien välillä eivät ole huomattavia. Mutta kun puolestaan tarkastellaan toista kuviota, niin käy ilmi, että CD-suunnassa ero on huima. Tästä seikasta koituu hyvinkin suuria ongelmia painorekisteriin, kun paksuus ei olekaan poikkisuunnassa tasaista.

13 13 KUVIO 1. Painorekisterin keskihajonta eri materiaaleilla MD-suunnassa (UPM Raflatac 2014, muokattu) KUVIO 2. Painorekisterin keskihajonta eri materiaaleilla CD-suunnassa (UPM Raflatac 2014, muokattu) Stanssaus Tämä kappale perustuu Markku Melamiehen (1994) tekemään diplomityöhön tarralaminaatin rotaatiostanssauksesta ja käytyyn haastatteluun tuotekehityspäällikkö Mika Pirisjoen (2014) kanssa. Stanssauksessa koituu ongelmia, jos pintamateriaali on liian ohut tai paksu sekä silloin, kun tausta on puolestaan joko
14 liian ohut tai paksu. Kalvon tulisi ideaalitilanteessa olla tasapaksuista koko ajan, mutta käytännössä se on mahdotonta. 14 Patrakka (1995) selventää diplomityössään itse stanssaustapahtumaa. Se perustuu ns. bursting point -teoriaan (suom. murtumispiste), jossa pintamateriaalia puristetaan, kunnes se saavuttaa murtumispisteen. Stanssaustulos voidaan jakaa kolmeen luokkaan 1. Pintamateriaali ja taustapaperi eivät murru 2. Pinta murtuu, tausta ei 3. Sekä pinta että tausta murtuvat. Stanssaus luokitellaan epäonnistuneeksi kohdissa 1 ja 3. Stanssautuvuuteen liittyy läheisesti etikettejä ympäröivä ns. roskaradan poisto. Onnistuneen roskaradan irroituksen edellytyksenä ovat -täydellinen etikettipaperin ja tarraliiman stanssautuminen -sopiva irroitusvoima tarraliiman ja silikonikerroksen välillä (release) -tasainen roskaradan irroitus -etikettipaperin riittävä lujuus, riittävä roskaradan matriisin leveys ja sopiva tarraetiketin muoto Jos etikettipaperi ei ole leikkautunut täydellisesti, roskarataan kohdistuu liian suuri veto ja roskarata katkeaa. (Patrakka 1995, 9-10). UPM Raflatacin tuotekehityspäällikkö Mika Pirisjoki kertoo haastattelussa, että yllä olevan listan edellytykseksi tulee lisätä yhtenäinen silikonipinta. Stanssiterän osuessa liian syvälle, tarraliima menee silikonikerroksesta läpi ja kun taas puolestaan stanssataan liian vähän, niin roskaradat takertuvat tai saattaa tulla ratakatkoja. Alla olevat lainaukset ovat Markku Melamiehen diplomityöstä, jotka vielä selventänevät asiaa. Stanssauksen yhteydessä poistetaan tavallisesti hukkamateriaali, ns. roskarata. Jos pintamateriaalia ei lävistetä, seurauksena on roskaradan kiinni takertuminen tai katkeilu. Jos taas taustapaperi tai sen pinta murtuu, seurauksena voi olla liiman valuminen murtumakohtiin ja siten pintamateriaalin liimautuminen kiinni taustapaperiin. Tässä tapauksessa epäonnistumisen saattaa havaita vasta tarrojen ostaja. Toisaalta, koska stanssattuja tarroja on voitava käsitellä yhtenäisenä ratana, ei taustapaperin murtumista voida muutoinkaan sallia. (Melamies 1994, 2)
15 Stanssauksen onnistumiseen saattavat vaikuttavat ainakin seuraavat taustapaperin ominaisuudet: -paksuus -paksuusvaihtelut -kimmokerroin paksuussuunnassa -murtumisen vastustuskyky (lujuus). (Melamies 1994, 3) 15 Puhalluspolyeteenikalvon taustana käytetään sellaista materiaalia, joka on vähemmän kokoonpuristuva. Tämä tarkoittaa, että siinä on kalanteroinnin vaikutuksesta vähemmän tyhjää, eli se on silloin tiheämpää, jolloin se kimmokerroin paksuussuunnassa suurenee. Tällöin se antaa tukea vaikeasti stanssattavalle polyeteenikalvolle. Pirisjoki kertoo haastattelussa, että stanssaukseen vaikuttavat merkittävästi myös mm. stanssiterien valmistus, eli terien geometria. Vielä noin kymmenen vuotta sitten sylinterien etäisyyttä ei voitu säätää. Tällöin etäisyys stanssisylinterin ja vastasylinterin välillä määrää stanssauksen syvyyden ja kun stanssattavan materiaalin paksuus tässä kohtaa vaihtelee, siitä syntyy ongelmia. Nykyään terien etäisyyttä voidaan kuitenkin jo säätää ja suurimmilta ongelmilta vältytään. Pirisjoki jatkaa, että huonosta stanssausjäljestä koituvat ongelmat saattavat tulla hyvinkin kalliiksi. Pahin skenaario on, että huono erä pääsee ketjussa niinkin pitkälle, kuin esim. pullotuslinjastolle. Tällöin koko erä pullon sisältöineen päivineen joudutaan hävittämään huonon tarran vuoksi. Tätä tapahtuu onneksi kuitenkin melko harvoin. Yleisin ongelma on, että etiketti ei irtoa kunnolla. Kyseinen ongelma johtuu joko siitä, että tausta on liian paksu, jolloin stanssaus epäonnistuu tai pinnan paksuudesta, jolloin se vaikuttaa etiketin jäykkyyteen. Parasta on siis, että ongelma saadaan kuriin jo arvoketjun alkupäässä, jotta lopussa vältytään isoilta laskuilta. Yhteenvetona voidaan todeta, että mahdollisimman pieni paksuushajonta sekä pinnassa että taustassa parantaa stanssattavuutta Etiketöinti Etiketöinnissä koituvat ongelmat johtuvat joko käytettävän materiaalin paksuudesta, venyvyydestä tai jäykkyydestä, kertoo tuotekehitysjohtaja Ismo Pietari (2014) käydyssä haastattelussa.
16 16 Paksuus vaikuttaa etiketöinnissä jäykkyyteen kaavan 1 tavoin S = E, (1) jossa E=kimmokerroin ja tämän pysyessä vakiona pelkkä t=paksuus vaikuttaa materiaalin venyvyyteen. Jäykkyyden tulee olla melko korkea, jotta etiketöintitapahtuma onnistuu. Tämä johtuu siitä, että liian matalla jäykkyydellä etiketti ei tartukaan kiinni etiketöitävään tuotteeseen, vaan jatkaa matkaansa taustaradan mukana. Toinen matemaattinen kaava 2 on Hooken laki, jossa venymä on esitetty seuraavanlaisesti (Pennala 1995, 25) ɛ = = =. (2) Tässä ɛ=venymä, σ=jännitys, eli tässä tapauksessa ratakireys, E=kimmokerroin, F=voima, EA=kimmokertoimen ja poikkipinta-alan tulo, eli vetojäykkyys, ja A avattuna on A=tw, jossa t=paksuus ja w=materiaalin leveys. Venyvyyden ollessa pienempi, painorekisterin tarkkuus paranee. Suuremmalla venyvyydellä painorekisterissä ja etiketöinnissä tulee kohdistusongelmia. 3.2 Paksuusprofiilimittauksen kehittäminen UPM Raflatac Oy:ssä Paksuusprofiilimittalaite hankittiin UPM Raflatacin tutkimus- ja tuotekehitykseen muovikalvonkehitystarpeita varten. Uusi laite soveltuu ensisijaisesti muovikalvojen paksuuden selvittämiseen entistä nopeammin ja suuremmassa mittakaavassa, jolle on ollut jo jonkin aikaa tarvetta. Paksuuden aiheuttamat ongelmat painorekisterissä, stanssauksessa ja etiketöinnissä johtavat materiaalien tarkkaan tutkimiseen jo tuotekehitysvaiheessa, jotta voidaan saavuttaa paras mahdollinen lopputulos asiakkaalle ja sitä mukaan saadaan myös loppukäyttäjät tyytyväisemmiksi.
17 17 4 LAITTEEN KÄYTTÖÖNOTTO 4.1 Laitteen toiminta Muovikalvon paksuuden mittaria käytetään mittaamaan puhallus- ja tasokalvomenetelmässä muodostuneen kalvon paksuutta. Ennen mittausta laite tulee kalibroida ja nollapiste tulee tarkistaa. Mitattava näyte asetetaan mittausalustan päälle ja se kulkeutuu kumisen nipin läpi ja näyte mitataan automaattisesti. Laite on varustettu kapasitiivisella anturilla, jonka avulla saavutetaan tarkkaa mittaustulosta paksuudesta. Kapasitiivinen sensori kalibroituu automaattisesti toisella anturilla, jonka avulla saadaan absoluuttinen mittaustulos. Mittaustulokset lähetetään kytkettynä olevaan tietokoneeseen. Paksuusprofiili ja mittausarvot saadaan tietokoneelle ja ne voidaan tulostaa. Laiteessa käytettävät mittausmenetelmät ovat nimeltään kapasitiivinen, kalibrointi ja DIN/ISO ja ne voidaan valita toimintavalikosta. Ensimmäisessä menetelmässä paksuus lasketaan todellisella tai ennalta määritetyllä kalibrointikertoimella, joka lasketaan neliömassan (kg/m ) ja tiheyden (kg/m ) avulla. Kalibrointi-menetelmässä kapasitiivinen anturi mittaa taajuuseroja ja lähettää ne tietokoneelle mittauksen aikana. Tästä lasketaan kalibrointikerroin ja keskimääräinen paksuus lasketaan kaikista kalibrointimittauspisteistä. Viimeisessä menetelmässä paksuus mitataan tietyissä pisteissä todellisen anturin kanssa. 4.2 Laitteen kalibrointi Mittaustavan valinnan jälkeen kalibrointi tapahtuu painamalla START/STOPpainiketta. Tällöin kalibrointisensori liikkuu automaattisesti käyttöalustan päälle ja useita kalibrointimittauksia tapahtuu normaalien mittausten aikana. Mittauksen lopussa kalibrointimittauksia verrataan kapasitiivisiin mittauksiin ja kalibrointikerroin lasketaan automaattisesti mitattavalle filmille/näytteelle. Kalibroinnin jälkeen kalvonäyte jatkaa liikkumista kapasitiivisen sensorin läpi ja mittaus saatetaan näin päätökseen, jos oikea näytteen pituus on syötetty (Film Thickness Measurement Unit GPA-Cap 2011, 25).
18 18 Laitteen mitattua mittauspisteet tietyin välimatkoin, keskimääräinen paksuus lasketaan jatkuvalle mittaukselle kapasitiivisen anturin avulla. Tämä kalibrointiproseduuri on samanlainen kuin mitattaessa keskimääräistä paksuutta mekaanisella tarkastuksella, joka on kuvattu standardissa DIN Tarkka kapasitiivinen mittaus riippuu kalibroinnin laadusta. Siksi suositellaan mitattavan näytteen ja mittauslevyjen puhdistamista pölystä ennen jokaista mittausta. Myös nollapiste tulee tarkistaa ennen mittausta ja niiden jälkeen (Film Thickness Measurement Unit GPA-Cap 2011, 25). 4.3 Käytettävät näytteet Laitteen soveltuvuutta testataan ensisijaisesti pintamateriaaleille, mutta selvitetään myös soveltuvuus erilaisille taustamateriaaleilla ja papereille. Näytteen koko on kerrottu manuaalissa ja sen tulee olla leveydeltään maksimissaan 100 mm ja pituudeltaan mm. Pituuden ollessa mm tai sen alle tulee käyttää tukitelinettä. Tämän työn alussa näytteen mitoiksi sovittiin, että ne ovat 100 mm mm. Rinnakkaisten mittausten määrä on aluksi viisi, sillä se on määrä, joka on melko helposti leikattavissa Pilot-rullista. Mittasarjaan valittiin 12 näytettä, joista tehdään kattava mittaussarja muovikalvoilla, mukana on muutama taustakin. Alussa laitteeseen tutustuessa testataan polyeteeni- ja polypropeenikalvoja. Testataan myös kahta eri paperilaatua eri olosuhteissa. Näytteet leikattiin pöytään piirretyillä merkinnöillä mattopuukkoa ja pitkää viivainta avuksi käyttäen, mutta voidaan kehittää sopivampi ja nopeampi keino tähän. Mahdollisia menetelmiä ovat joko urat leikkuupöydässä tai leikkuri. Leikkuria käytettäessä tulee välttää muodostamasta liikaa poimuja mitattavaan näytteeseen, jottei näyte vahingoitu. 4.4 Häiriötekijät Tässä kappaleessa on listattu asioita, jotka vaikuttavat mittaustuloksiin ja ne tulee ottaa huomioon ennen jokaista mittausta. Alla olevat listatut asiat perustuvat standardiin
19 nimeltä ISO 4593:1993(E) (Plastics films and sheeting Determination of thickness by mechanical scanning). 19 Näytteiden tulee olla noin 100 mm levyisiä koko pituudeltaan, eikä niissä saisi olla juuri minkäänlaisia poimuja, eikä muitakaan epäkohtia. Näytteiden tulee olla yksi tunti 23 ºC:ssa (+/-2 ºC) ennen mittaamista. Laitteen käyttöohjeissa on opastettu putsaamaan käytettävät näytteet pölystä ennen mittaamista. Mittausanturin nollakohta tarkastetaan ennen jokaista mittausta ja myös mittaussarjan jälkeen. Mittauspisteet tulee olla tasaisesti sijoitettuja koko pituudeltaan seuraavanlaisesti a) 10 pistettä näytteille, joka ovat lyhyempiä kuin 300 mm b) 20 pistettä näytteille välillä 300 mm ja mm c) vähintään 30 pistettä näytteille, jotka ovat pidempiä kuin mm. Toisaalta DIN 53370: kertoo, että mittauspisteiden vähimmäismäärä eri pituisilla filminäytteillä tulee olla seuraavanlaiset a) 10 mittauspistettä pituudelle mm (=mittauspisteiden vähimmäismäärä) b) 20 mittauspistettä pituudelle mm c) 30 mittauspistettä pituudelle mm. Oikea mittauspisteiden määrä on automaattisesti asetettu GPA-Win käyttöjärjestelmään, jos laite on säädetty DIN/ISO-mittausmenetelmään.
20 20 5 TUTKIMUSTYÖ 5.1 Osio I: Laitteen soveltuvuus tuotekehityslaboratorioon Laitteen soveltuvuus pintamateriaaleille Tavoitteena on mitata näytteiden paksuusprofiilit poikkisuunnassa ja katsoa esiintyykö paljon paksuusvaihteluita. Testimateriaaleina käytetään sekä puhallus-polyeteenikalvoa että tasokalvomenetelmällä tehtyjä polyeteeni- ja polypropeenikalvoja. Näytteet PE-1 ja PE-2 ovat puhalluspolyeteenikalvoa ja näytteet PE-3 ja PE-4 ovat tasokalvomenetelmällä valmistettuja polyeteenikalvoja. PP-1 ja PP-2 ovat myös tasokalvoa, mutta materiaali on polypropeenia. Näytteet PP-3 ja PP-4 ovat puhalluspolypropeenikalvoa. Muovinäytteitä ei tarvitse ilmastoida, sillä muovi ei varaa itseensä kosteutta Soveltuvuus taustamateriaaleille Taustana testataan PET-1:stä, joka on polyeteenitereftalaattia ja PP-7:ää, joka on polypropeenia Soveltuvuus papereille Laite ei sinänsä sovellu suoraan papereille, mutta sitä halutaan testata myös näille materiaaleille. Käytetään kahta eri paperilaatua ja testataan ensin olosuhteissa, jolloin lämpötila on +23 C ja kosteus 22%. Testataan myös standardi-olosuhteissa, jolloin lämpötila on +23 C, ±2 C ja kosteus 50%, ±5%. Tässä tulee ottaa huomioon, että paperinäytteet vaativat neljän tunnin ilmastointiajan.
21 Osio II: Laitteen luotettavuus Laitteen luotettavuuden selvittämiseen käytetään tilastollisia menetelmiä, eli lasketaan Minitab-tietokoneohjelmalla.
22 22 6 TULOKSET 6.1 Osio I: Laitteen soveltuvuus tuotekehityslaboratorioon Laitteen soveltuvuus pinta- ja taustamateriaaleille Näytteet 1-10 ovat pintakalvoa ja näytteet 11 ja 12 ovat taustamateriaalia. Uudella laitteella mittaukset tehtiin olosuhteissa, jossa lämpötila on +23 ºC±2 ºC ja ilman kosteus 22 %. Vanhemmalla paksuusmittarilla mittaukset on tehty standardiolosuhteissa, jolloin olosuhteet olivat +23 ºC ± 2 ºC ja ilman kosteus 50% ± 5%. Muovikalvo ei sido itseensä kosteutta ja tämän takia tuloksia voidaan verrata. Vanhempi laite on merkiltään Lorentzen&Wettre. TAULUKKO 1. Tulokset muovikalvoista Uusi laite Vanha laite Näyte Materiaali Keskiarvo/µm Keskihajonta Keskiarvo/µm Keskihajonta 1 PE-1 82,2 2,1 83 2,3 2 PE-2 79,9 2,2 81 2,4 3 PE-3 86,2 1,1 87,6 1,0 4 PE-4 87,3 1,8 86,9 1,8 5 PP-1 49,6 0,8 52,0 0,8 6 PP-2 59,6 0,5 61,3 0,5 7 PP-3 58,9 1,4 60,7 1,1 8 PP-4 58,9 1,5 60,0 0,6 9 PP-5 49,3 0,9 50,6 0,9 10 PP-6 50,7 1,2 51,5 0,9 11 PET-1 23,0 0,8 26,3 1,0 12 PP-7 29,5 0,6 31,2 0,7 Keskihajonnassa uudemmalla mittalaitteella käytetään arvona 1sµm ja vanhalla laitteella keskihajonta lasketaan Excelin avulla mittauspisteistä.
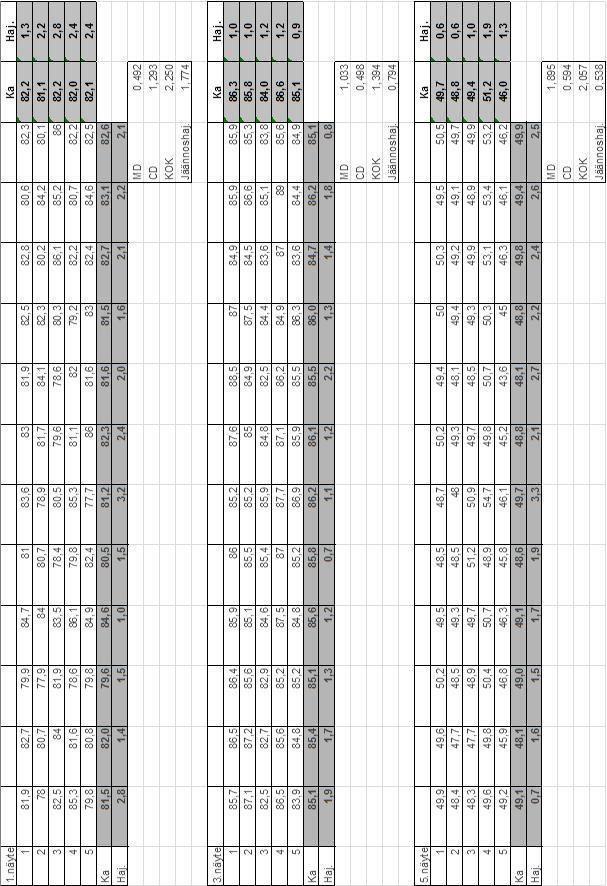
23 Soveltuvuus papereille Seuraavassa taulukossa 2 näkyvät mittaustulokset papereista olosuhteissa, jossa lämpötila on +23ºC±2ºC ja ilman kosteus on 22 %. TAULUKKO 2. Tulokset papereista lämpötilassa +23ºC, kosteus 22% Uusi laite Näyte Materiaali Keskiarvo/µm Keskihajonta 1 PA-1 65,1 1,9 2 PA-2 48,0 2,6 Taulukossa numero 3 mittaustulokset näkyvät papereista olosuhteissa, jossa lämpötilan tulisi olla +23 ºC ± 2 ºC ja kosteuden 50% ± 5%. Mittaustilanteessa lämpötila on kuitenkin +26 ºC ja kosteus vain 43%, eli nämä poikkeavat hieman standardiolosuhteista. TAULUKKO 3. Tulokset papereista standardi-olosuhteissa Uusi laite Vanha laite Näyte Materiaali Keskiarvo/µm Keskihajonta Keskiarvo/µm Keskihajonta 1 PA-1 67,5 2,2 70,2 0,8 2 PA-2 47,7 1,9 50,7 0,9 6.2 Paksuusprofiilikartan muodostaminen Seuraavaksi käydään läpi periaate, jolla paksuusprofiilikartta voidaan muodostaa. Mittauksesta otetaan ylös 12 mittauspistettä jokaisesta rinnakkaisesta, joita on tässä tapauksessa viisi kappaletta. Ensimmäisenä esimerkkinä on näyte PE-1. Sille on laskettu taulukossa keskihajonta sekä CD- että MD-suuntaan. Lisäksi lasketaan kokonaishajonta kaikista mittauspisteistä yhdellä näytteellä. Lopuksi lasketaan jäännöshajonta, joka lasketaan ottamalla neliöjuuren alle seuraavaa; kokonaiskeskihajonta korotettuna toiseen potenssin, siitä vähennetään MD-suunnan keskihajonta korotettuna toiseen potenssin ja tästä vähennetään vielä CD-suunnan keskihajonta korotettuna toiseen potenssin. Kaava 3 selventää asiaa.
24 24 Jäännöshajonta = Haj. Haj. Haj. (3) Paksuusprofiilikarttojen esimerkit näytteistä PE-1, PE-3 ja PP-1 löytyvät tarkemmin liitteestä numero 2. Taulukossa 4 on esitetty näytteiden 1,3 ja 5 keskihajonnat ja jäännöshajonta yhtenä taulukkona. TAULUKKO 4. Keskihajonnat ja jäännöshajonta näytteillä 1, 3 ja 5 Näytenumero MD 0,49 1,03 1,9 CD 1,29 0,5 0,6 KOK 2,25 1,4 2,06 Jäännöshajonta 1,78 0,8 0, Osio II: Laitteen luotettavuus Laitteen luotettavuuden selvittämistä varten lasketaan Minitab-ohjelmalla näytteiden sopiva määrä, kuinka se on suhteessa keskihajontaan ja haluttujen erojen näkemiseen. Asetetaan differentiaaliksi 0,5; 1, 2, 3, 4, ja 5, joka tarkoittaa, minkälaisia eroja näytteiden välillä halutaan nähdä mikrometreinä ja keskihajonnaksi laitetaan 1, 2 ja 3. Näiden avulla voidaan selvittää tarvittava näytteiden määrä. TAULUKKO 5. Tarvittava näytteiden määrä keskihajonnoilla 1, 2 ja 3 Keskihajonta Diff./µm , , , , , , Riittävä näytteiden määrä vaihtelee asetetun keskihajonnan mukaan. Taulukosta 4 nähdään, että pienimpiä 0,5µm eroja nähdään suuremmalla näytteiden määrällä. Jos erojen näkemiseen riittää esim. 2µm, niin tällöin näytekooksi keskihajonnalla 1 riittää 5. Keskihajonnalla 2 näytekoko on 13 ja tällöin paksuusprofiilimittalaitteen koskettavan anturin automaattisesti tehtävä 12 mittauspistettä ei aivan riitä, mutta kapasitiivisen
25 2000 mittauspistettä kattaa koko taulukon. Eli laite soveltuu tutkimus- ja tuotekehityslaboratorion tämän hetkisiä käyttötarpeita varten. 25
26 26 7 TULOSTEN TARKASTELU 7.1 Osio I: Laitteen soveltuvuus tuotekehityslaboratorioon Laitteen soveltuvuus pinta- ja taustamateriaaleille Uusi paksuusprofiilimittalaite soveltuu pinta- ja taustamateriaalien mittaamiseen ja taulukon 1 mukaan tulokset ovat verrattavissa vanhaan paksuusmittariin Soveltuvuus papereille Muovikalvojen paksuusprofiilimittalaite ei ole kovinkaan soveltuva papereille, ainakaan kokeissa käytetyistä melko niukasta näytemateriaalimäärästä saatujen tulosten perusteella. Lisäksi ero vanhempaan paksuusmittariin on tulosten mukaan jopa 3 µm, joka on melko paljon. 7.2 Paksuusprofiilikartan muodostaminen Todellisuudessa paksuusprofiilikartta tulee muodostaa alueesta, joka on tasasivuinen, eli käytännössä neliön muotoisesta alueesta. Esimerkkinä voisi tässä olla 1 m 1 m näyte, josta leikataan kymmenen kappaletta 10 cm:n levyisiä näytteitä. Kappaleessa 6.2 on käyty läpi ne vaiheet, joilla voidaan tulevaisuudessa tehdä paksuusprofiilikartta oikeanlaisesta alueesta. 7.3 Osio II: Laitteen luotettavuus Laitteen luotettavuutta laskettiin edellä kappaleessa 6.3. Tulosten perusteella voitiin todeta, että koskettava anturi 12 mittauspisteellä, kalibrointi-mittausmenetelmällä, riittää näkemään 3 µm erot keskihajonnoilla 1,2 ja melkein 3. Pienempien erojen, kuten 0,5-1 µm, voidaan hyvin saada selville kapasitiivisen anturin 2000 mittauspisteellä.
 Termien suomennokset ovat: measurement range = mittauksen vaihtelualueen rajat, resolution = laitteen erotuskyky, measurement")
27 Näytteiden määrä riippuu siitä, kuinka pieniä tilastollisia eroja tuloksissa halutaan nähdä. 27 Laitteen antureiden tekniset ominaisuudet näkyvät tarkemmin kuvassa 6. KUVA 6. Antureiden tekniset ominaisuudet (Octagon Process Technology GmbH) Termien suomennokset ovat: measurement range = mittauksen vaihtelualueen rajat, resolution = laitteen erotuskyky, measurement accuracy = mittauksen tarkkuus, force acting against caliper = voima mittausalustaa vasten, measurement surface = mittauspinta-ala, measurement frequency = mittauksen taajuus.
28 28 8 JOHTOPÄÄTÖKSET JA JATKOTOIMENPITEET Johtopäätöksenä voidaan todeta, että laite soveltuu ensisijaisesti muovikalvojen mittaamiseen ja palvelee täten tutkimus- ja tuotekehityslaboratorion käyttötarpeita. Laitteen soveltuvuutta papereille tulee vielä tutkia paremmin, sillä näillä tutkimuksilla laite soveltuu papereiden paksuusprofiilien mittaamiseen, mutta laitteella ei saada selville paperin absoluuttista paksuutta. Kun uutta paksuusprofiilimittalaitetta verrataan vanhempaan paksuusmittariin, niin voidaan todeta, että muovikalvojen mittaamiseen uusi laite on kätevämpi kuin manuaalisesti käytettävä paksuusmittari. Lisäksi luotettavuuden selvittäminen laskennallisesti ja paksuusprofiilikarttojen muodostaminen olivat tavoitteina. Luotettavuus selvitettiin, ja johtopäätöksenä voidaan todeta, että laitteen kyvykkyys saavutetaan 2000 mittauspisteen avulla. Paksuusprofiilikartan muodostamisen periaate selvitettiin, mutta jatkossa se tulee muodostaa esimerkiksi neliöstä, jonka koko on 1 m 1 m. Tavoitteet saavutettiin sovitussa aikataulussa ja molemmat osapuolet ovat tyytyväisiä. Tulosten analysointia olisi voinut olla enemmän ja uuden paksuusprofiilimittarin ohjelman antamien tunnuslukujen analysointi vaatii jatkossa tarkempaa perehtymistä.
29 29 LÄHTEET Blown Film Extrusion Windmöller & Hölscher KG. Company Presentation UPM Raflatac. Film Thickness Measurement Unit GPA-Cap Octagon. Hildén, S Paksuusmittaus. UPM Raflatac. Kurri, V., Malén, T., Sandell, R. & Virtanen M Muovitekniikan perusteet. 3. painos. Hakapaino Oy Manner, M. Tuotekehitysinsinööri Haastattelu Haastattelija Moisio, K. Tampere Melamies, M FEM-analyysi taustapaperin vaikutuksesta tarralaminaatin rotaatiostanssaukseen. Kuljetusvälinetekniikan laitos. Teknillinen korkeakoulu. Diplomityö. Moisio, K Harjoitteluraportti. Tampereen ammattikorkeakoulu. Patrakka P Tarralaminaatin rotaatiostanssaus. Puunjalostustekniikan laitos. Teknillinen korkeakoulu. Diplomityö. Pennala E Lujuusopin perusteet. 7. painos. Hakapaino Oy. Plastics - Film and sheeting - Determination of thickness by mechanical scanning ISO. Pietari, I. Tuotekehitysjohtaja Haastattelu Haastattelija Moisio, K. Tampere Pirisjoki, M. Tuotekehityspäällikkö Haastattelu Haastattelija Moisio, K. Tampere Software GPA-WIN for Windows Octagon. Testing of plastic films Determination of thickness by mechanical scanning DIN.
30 30 LIITTEET Liite 1. Paksuusprofiilikartat
Kone- ja rakentamistekniikan laboratoriotyöt KON-C3004. Koesuunnitelma: Paineen mittaus venymäliuskojen avulla. Ryhmä C
 Kone- ja rakentamistekniikan laboratoriotyöt KON-C3004 Koesuunnitelma: Paineen mittaus venymäliuskojen avulla Ryhmä C Aleksi Mäki 350637 Simo Simolin 354691 Mikko Puustinen 354442 1. Tutkimusongelma ja
Kone- ja rakentamistekniikan laboratoriotyöt KON-C3004 Koesuunnitelma: Paineen mittaus venymäliuskojen avulla Ryhmä C Aleksi Mäki 350637 Simo Simolin 354691 Mikko Puustinen 354442 1. Tutkimusongelma ja
Matti Palmroos Tarralaminaatin valmistus
 Tarralaminaatin valmistus Tarralaminaatti Tarralaminaatti koostuu Pintamateriaalista Liimakerroksesta Silikonikerroksesta Taustapaperista Tarralaminaatti Tarralaminaatin pintamateriaali ja siinä oleva
Tarralaminaatin valmistus Tarralaminaatti Tarralaminaatti koostuu Pintamateriaalista Liimakerroksesta Silikonikerroksesta Taustapaperista Tarralaminaatti Tarralaminaatin pintamateriaali ja siinä oleva
Mittaustulosten tilastollinen käsittely
 Mittaustulosten tilastollinen käsittely n kertaa toistetun mittauksen tulos lasketaan aritmeettisena keskiarvona n 1 x = x i n i= 1 Mittaustuloksen hajonnasta aiheutuvaa epävarmuutta kuvaa keskiarvon keskivirhe
Mittaustulosten tilastollinen käsittely n kertaa toistetun mittauksen tulos lasketaan aritmeettisena keskiarvona n 1 x = x i n i= 1 Mittaustuloksen hajonnasta aiheutuvaa epävarmuutta kuvaa keskiarvon keskivirhe
LIITE 1 VIRHEEN ARVIOINNISTA
 1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
LIITE 1 VIRHEEN ARVIOINNISTA
 Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
LIITE 1 VIRHEEN ARVIOINNISTA
 1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
PANK-2206. Menetelmä soveltuu ainoastaan kairasydännäytteille, joiden halkaisija on 32-62 mm.
 PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
Mittaustekniikka (3 op)
") 530143 (3 op) Yleistä Luennoitsija: Ilkka Lassila Ilkka.lassila@helsinki.fi, huone C319 Assistentti: Ville Kananen Ville.kananen@helsinki.fi Luennot: ti 9-10, pe 12-14 sali E207 30.10.-14.12.2006 (21 tuntia)
530143 (3 op) Yleistä Luennoitsija: Ilkka Lassila Ilkka.lassila@helsinki.fi, huone C319 Assistentti: Ville Kananen Ville.kananen@helsinki.fi Luennot: ti 9-10, pe 12-14 sali E207 30.10.-14.12.2006 (21 tuntia)
Ene-58.4139 LVI-tekniikan mittaukset ILMAN TILAVUUSVIRRAN MITTAUS TYÖOHJE
 Ene-58.4139 LVI-tekniikan mittaukset ILMAN TILAVUUSVIRRAN MITTAUS TYÖOHJE Aalto yliopisto LVI-tekniikka 2013 SISÄLLYSLUETTELO TILAVUUSVIRRAN MITTAUS...2 1 HARJOITUSTYÖN TAVOITTEET...2 2 MITTAUSJÄRJESTELY
Ene-58.4139 LVI-tekniikan mittaukset ILMAN TILAVUUSVIRRAN MITTAUS TYÖOHJE Aalto yliopisto LVI-tekniikka 2013 SISÄLLYSLUETTELO TILAVUUSVIRRAN MITTAUS...2 1 HARJOITUSTYÖN TAVOITTEET...2 2 MITTAUSJÄRJESTELY
PANK PANK-4122 ASFALTTIPÄÄLLYSTEEN TYHJÄTILA, PÄÄLLYSTETUTKAMENETELMÄ 1. MENETELMÄN TARKOITUS
 PANK-4122 PANK PÄÄLLYSTEALAN NEUVOTTELUKUNTA ASFALTTIPÄÄLLYSTEEN TYHJÄTILA, PÄÄLLYSTETUTKAMENETELMÄ Hyväksytty: Korvaa menetelmän: 9.5.2008 26.10.1999 1. MENETELMÄN TARKOITUS 2. MENETELMÄN SOVELTAMISALUE
PANK-4122 PANK PÄÄLLYSTEALAN NEUVOTTELUKUNTA ASFALTTIPÄÄLLYSTEEN TYHJÄTILA, PÄÄLLYSTETUTKAMENETELMÄ Hyväksytty: Korvaa menetelmän: 9.5.2008 26.10.1999 1. MENETELMÄN TARKOITUS 2. MENETELMÄN SOVELTAMISALUE
Mittausjärjestelmän kalibrointi ja mittausepävarmuus
 Mittausjärjestelmän kalibrointi ja mittausepävarmuus Kalibrointi kalibroinnin merkitys kansainvälinen ja kansallinen mittanormaalijärjestelmä kalibroinnin määritelmä mittausjärjestelmän kalibrointivaihtoehdot
Mittausjärjestelmän kalibrointi ja mittausepävarmuus Kalibrointi kalibroinnin merkitys kansainvälinen ja kansallinen mittanormaalijärjestelmä kalibroinnin määritelmä mittausjärjestelmän kalibrointivaihtoehdot
Varausta poistavien lattioiden mittausohje. 1. Tarkoitus. 2. Soveltamisalue. 3. Mittausmenetelmät MITTAUSOHJE 1.6.2001 1 (5)
") 1.6.2001 1 (5) Varausta poistavien lattioiden mittausohje 1. Tarkoitus Tämän ohjeen tarkoituksena on yhdenmukaistaa ja selkeyttää varausta poistavien lattioiden mittaamista ja mittaustulosten dokumentointia
1.6.2001 1 (5) Varausta poistavien lattioiden mittausohje 1. Tarkoitus Tämän ohjeen tarkoituksena on yhdenmukaistaa ja selkeyttää varausta poistavien lattioiden mittaamista ja mittaustulosten dokumentointia
Mitä kalibrointitodistus kertoo?
 Mitä kalibrointitodistus kertoo? Luotettavuutta päästökauppaan liittyviin mittauksiin MIKES 21.9.2006 Martti Heinonen Tavoite Laitteen kalibroinnista hyödytään vain jos sen tuloksia käytetään hyväksi.
Mitä kalibrointitodistus kertoo? Luotettavuutta päästökauppaan liittyviin mittauksiin MIKES 21.9.2006 Martti Heinonen Tavoite Laitteen kalibroinnista hyödytään vain jos sen tuloksia käytetään hyväksi.
AKKREDITOITU KALIBROINTILABORATORIO ACCREDITED CALIBRATION LABORATORY
 K022/A15/2015 Liite 1 / Appendix 1 Sivu / Page 1(6) AKKREDITOITU KALIBROINTILABORATORIO ACCREDITED CALIBRATION LABORATORY JYVÄSKYLÄN AMMATTIKORKEAKOULU TEKNOLOGIA KALIBROINTIKESKUS K022 (EN ISO/IEC 17025)
K022/A15/2015 Liite 1 / Appendix 1 Sivu / Page 1(6) AKKREDITOITU KALIBROINTILABORATORIO ACCREDITED CALIBRATION LABORATORY JYVÄSKYLÄN AMMATTIKORKEAKOULU TEKNOLOGIA KALIBROINTIKESKUS K022 (EN ISO/IEC 17025)
DirAir Oy:n tuloilmaikkunaventtiilien mittaukset 30.11.2012
 Tampereen teknillinen yliopisto Teknisen suunnittelun laitos Pentti Saarenrinne Tilaaja: DirAir Oy Kuoppakatu 4 1171 Riihimäki Mittausraportti: DirAir Oy:n tuloilmaikkunaventtiilien mittaukset 3.11.212
Tampereen teknillinen yliopisto Teknisen suunnittelun laitos Pentti Saarenrinne Tilaaja: DirAir Oy Kuoppakatu 4 1171 Riihimäki Mittausraportti: DirAir Oy:n tuloilmaikkunaventtiilien mittaukset 3.11.212
Kojemeteorologia (53695) Laskuharjoitus 1
 Laskuharjoitus 1") Kojemeteorologia (53695) Laskuharjoitus 1 Risto Taipale 20.9.2013 1 Tehtävä 1 Erään lämpömittarin vertailu kalibrointistandardiin antoi keskimääräiseksi eroksi standardista 0,98 C ja eron keskihajonnaksi
Kojemeteorologia (53695) Laskuharjoitus 1 Risto Taipale 20.9.2013 1 Tehtävä 1 Erään lämpömittarin vertailu kalibrointistandardiin antoi keskimääräiseksi eroksi standardista 0,98 C ja eron keskihajonnaksi
Koesuunnitelma. Tuntemattoman kappaleen materiaalin määritys. Kon c3004 Kone ja rakennustekniikan laboratoriotyöt. Janne Mattila.
 Kon c3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma Tuntemattoman kappaleen materiaalin määritys Janne Mattila Teemu Koitto Lari Pelanne Sisällysluettelo 1. Tutkimusongelma ja tutkimuksen
Kon c3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma Tuntemattoman kappaleen materiaalin määritys Janne Mattila Teemu Koitto Lari Pelanne Sisällysluettelo 1. Tutkimusongelma ja tutkimuksen
Kojemeteorologia. Sami Haapanala syksy 2013. Fysiikan laitos, Ilmakehätieteiden osasto
 Kojemeteorologia Sami Haapanala syksy 2013 Fysiikan laitos, Ilmakehätieteiden osasto Mittalaitteiden staattiset ominaisuudet Mittalaitteita kuvaavat tunnusluvut voidaan jakaa kahteen luokkaan Staattisiin
Kojemeteorologia Sami Haapanala syksy 2013 Fysiikan laitos, Ilmakehätieteiden osasto Mittalaitteiden staattiset ominaisuudet Mittalaitteita kuvaavat tunnusluvut voidaan jakaa kahteen luokkaan Staattisiin
Puutavaran tukkimittarimittauksessa käytettävä tyvisylinterin pituus ja tarkastusmittauksen mittaussuunta
 Puutavaran tukkimittarimittauksessa käytettävä tyvisylinterin pituus ja tarkastusmittauksen mittaussuunta Puutavaranmittauksen neuvottelukunnan suosituksen 12.10.2017 taustamateriaali Suositusta muutettu
Puutavaran tukkimittarimittauksessa käytettävä tyvisylinterin pituus ja tarkastusmittauksen mittaussuunta Puutavaranmittauksen neuvottelukunnan suosituksen 12.10.2017 taustamateriaali Suositusta muutettu
Virhearviointi. Fysiikassa on tärkeää tietää tulosten tarkkuus.
 Virhearviointi Fysiikassa on tärkeää tietää tulosten tarkkuus. Virhelajit A. Tilastolliset virheet= satunnaisvirheet, joita voi arvioida tilastollisin menetelmin B. Systemaattiset virheet = virheet, joita
Virhearviointi Fysiikassa on tärkeää tietää tulosten tarkkuus. Virhelajit A. Tilastolliset virheet= satunnaisvirheet, joita voi arvioida tilastollisin menetelmin B. Systemaattiset virheet = virheet, joita
33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ
 TYÖOHJE 14.7.2010 JMK, TSU 33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ Laitteisto: Kuva 1. Kytkentä solenoidin ja toroidin magneettikenttien mittausta varten. Käytä samaa digitaalista jännitemittaria molempien
TYÖOHJE 14.7.2010 JMK, TSU 33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ Laitteisto: Kuva 1. Kytkentä solenoidin ja toroidin magneettikenttien mittausta varten. Käytä samaa digitaalista jännitemittaria molempien
Ene LVI-tekniikan mittaukset ILMASTOINTIKONEEN MITTAUKSET TYÖOHJE
 Ene-58.4139 LVI-tekniikan mittaukset ILMASTOINTIKONEEN MITTAUKSET TYÖOHJE Aalto yliopisto LVI-tekniikka 2013 SISÄLLYSLUETTELO ILMASTOINTIKONEEN MITTAUKSET...2 1 HARJOITUSTYÖN TAVOITTEET...2 2 TUTUSTUMINEN
Ene-58.4139 LVI-tekniikan mittaukset ILMASTOINTIKONEEN MITTAUKSET TYÖOHJE Aalto yliopisto LVI-tekniikka 2013 SISÄLLYSLUETTELO ILMASTOINTIKONEEN MITTAUKSET...2 1 HARJOITUSTYÖN TAVOITTEET...2 2 TUTUSTUMINEN
Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää
 Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää Esittely Tutkimusaineiston laatija DI Aino Keitaanniemi Aino Keitaanniemi työskentelee Aalto yliopiston Rakennetun ympäristön mittauksen ja mallinnuksen
Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää Esittely Tutkimusaineiston laatija DI Aino Keitaanniemi Aino Keitaanniemi työskentelee Aalto yliopiston Rakennetun ympäristön mittauksen ja mallinnuksen
SwemaAir 5 Käyttöohje
 SwemaAir 5 Käyttöohje 1. Esittely SwemaAir 5 on kuumalanka-anemometri lämpötilan, ilmanvirtauksen sekä -nopeuden mittaukseen. Lämpötila voidaan esittää joko C, tai F, ilmannopeus m/s tai fpm ja ilman virtaus
SwemaAir 5 Käyttöohje 1. Esittely SwemaAir 5 on kuumalanka-anemometri lämpötilan, ilmanvirtauksen sekä -nopeuden mittaukseen. Lämpötila voidaan esittää joko C, tai F, ilmannopeus m/s tai fpm ja ilman virtaus
Eristysvastuksen mittaus
 Eristysvastuksen mittaus Miksi eristyvastusmittauksia tehdään? Eristysvastuksen kunnon tarkastamista suositellaan vahvasti sähköiskujen ennaltaehkäisemiseksi. Mittausten suorittaminen lisää käyttöturvallisuutta
Eristysvastuksen mittaus Miksi eristyvastusmittauksia tehdään? Eristysvastuksen kunnon tarkastamista suositellaan vahvasti sähköiskujen ennaltaehkäisemiseksi. Mittausten suorittaminen lisää käyttöturvallisuutta
EPMAn tarjoamat analyysimahdollisuudet
 Top Analytica Oy Ab Laivaseminaari 27.8.2013 EPMAn tarjoamat analyysimahdollisuudet Jyrki Juhanoja, Top Analytica Oy Johdanto EPMA (Electron Probe Microanalyzer) eli röntgenmikroanalysaattori on erikoisrakenteinen
Top Analytica Oy Ab Laivaseminaari 27.8.2013 EPMAn tarjoamat analyysimahdollisuudet Jyrki Juhanoja, Top Analytica Oy Johdanto EPMA (Electron Probe Microanalyzer) eli röntgenmikroanalysaattori on erikoisrakenteinen
Senfit online-kosteusanturin soveltuvuus energiaraaka-aineen mittaukseen
 Senfit online-kosteusanturin soveltuvuus energiaraaka-aineen mittaukseen Markku Korhonen, Vesa Fisk Senfit Oy Perttu Laakkonen UPM-Kymmene Oyj Timo Melkas Metsäteho Oy Tutkimuksen tavoite ja toteutus Tutkimuksen
Senfit online-kosteusanturin soveltuvuus energiaraaka-aineen mittaukseen Markku Korhonen, Vesa Fisk Senfit Oy Perttu Laakkonen UPM-Kymmene Oyj Timo Melkas Metsäteho Oy Tutkimuksen tavoite ja toteutus Tutkimuksen
NESTEEN TIHEYDEN MITTAUS
 NESTEEN TIHEYDEN MITTAUS AALTO-YLIOPISTO INSINÖÖRITIETEIDEN KORKEAKOULU KON-C3004 Kone- ja rakennustekniikan laboratoriotyöt Emma Unonius, Justus Manner, Tuomas Hykkönen 15.10.2015 Sisällysluettelo Teoria...
NESTEEN TIHEYDEN MITTAUS AALTO-YLIOPISTO INSINÖÖRITIETEIDEN KORKEAKOULU KON-C3004 Kone- ja rakennustekniikan laboratoriotyöt Emma Unonius, Justus Manner, Tuomas Hykkönen 15.10.2015 Sisällysluettelo Teoria...
testo 831 Käyttöohje
 testo 831 Käyttöohje FIN 2 1. Yleistä 1. Yleistä Lue käyttöohje huolellisesti läpi ennen laitteen käyttöönottoa. Säilytä käyttöohje myöhempää käyttöä varten. 2. Tuotekuvaus Näyttö Infrapuna- Sensori, Laserosoitin
testo 831 Käyttöohje FIN 2 1. Yleistä 1. Yleistä Lue käyttöohje huolellisesti läpi ennen laitteen käyttöönottoa. Säilytä käyttöohje myöhempää käyttöä varten. 2. Tuotekuvaus Näyttö Infrapuna- Sensori, Laserosoitin
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI
 DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS
 1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
Betonilattiat ja pinnoittaminen 2013 15.3.2013
 Betonilattiat ja pinnoittaminen 2013 Pinnoituscaset Sami Niemi Rakennusfysikaaliset asiantuntijapalvelut Pinnoituksen onnistuminen Epäonnistumisia liian usein Välillä toimii aivan märälläkin Välillä irtoaa,
Betonilattiat ja pinnoittaminen 2013 Pinnoituscaset Sami Niemi Rakennusfysikaaliset asiantuntijapalvelut Pinnoituksen onnistuminen Epäonnistumisia liian usein Välillä toimii aivan märälläkin Välillä irtoaa,
Suositus puutavaran tukkimittarimittauksessa käytettävän tyvisylinterin pituudeksi ja tarkastusmittauksen mittaussuunnaksi.
 Suositus puutavaran tukkimittarimittauksessa käytettävän tyvisylinterin pituudeksi ja tarkastusmittauksen mittaussuunnaksi Tukkimittarimittauksessa tyvisylinterin pituus ja tarkastusmittauksen suunta -
Suositus puutavaran tukkimittarimittauksessa käytettävän tyvisylinterin pituudeksi ja tarkastusmittauksen mittaussuunnaksi Tukkimittarimittauksessa tyvisylinterin pituus ja tarkastusmittauksen suunta -
135 & 145 sarja. Väärennetyn rahan tunnistin. Manuaalinen
 135 & 145 sarja Väärennetyn rahan tunnistin Manuaalinen Käyttöohje Safescan 135i, 135ix & 145ix Väärennetyn rahan tunnistin Onnittelut Safescan 135i, 135ix tai 145ix väärennetyn rahan tunnistimen hankinnan
135 & 145 sarja Väärennetyn rahan tunnistin Manuaalinen Käyttöohje Safescan 135i, 135ix & 145ix Väärennetyn rahan tunnistin Onnittelut Safescan 135i, 135ix tai 145ix väärennetyn rahan tunnistimen hankinnan
PERMITTIIVISYYS. 1 Johdanto. 1.1 Tyhjiön permittiivisyyden mittaaminen tasokondensaattorilla . (1) , (2) (3) . (4) Permittiivisyys
 , (2) (3) . (4) Permittiivisyys") PERMITTIIVISYYS 1 Johdanto Tarkastellaan tasokondensaattoria, joka koostuu kahdesta yhdensuuntaisesta metallilevystä Siirretään varausta levystä toiseen, jolloin levyissä on varaukset ja ja levyjen välillä
PERMITTIIVISYYS 1 Johdanto Tarkastellaan tasokondensaattoria, joka koostuu kahdesta yhdensuuntaisesta metallilevystä Siirretään varausta levystä toiseen, jolloin levyissä on varaukset ja ja levyjen välillä
KARTOITUSRAPORTTI. Asematie Vantaa 1710/
 Asematie 7 01300 Vantaa 1710/6416 26.3.2018 2 KOHDETIEDOT... 3 LÄHTÖTIEDOT... 4 RAKENTEET... 4 SUORITETUT TYÖT SEKÄ HAVAINNOT... 4 KÄYTETTY MITTAKALUSTO... 4 MITTAUSPÖYTÄKIRJA... 5 YHTEENVETO... 7 3 KOHDETIEDOT
Asematie 7 01300 Vantaa 1710/6416 26.3.2018 2 KOHDETIEDOT... 3 LÄHTÖTIEDOT... 4 RAKENTEET... 4 SUORITETUT TYÖT SEKÄ HAVAINNOT... 4 KÄYTETTY MITTAKALUSTO... 4 MITTAUSPÖYTÄKIRJA... 5 YHTEENVETO... 7 3 KOHDETIEDOT
ASUINKERROSTALON ÄÄNITEKNISEN LAADUN ARVIOINTI. Mikko Kylliäinen
 ASUINKERROSTALON ÄÄNITEKNISEN LAADUN ARVIOINTI Mikko Kylliäinen Insinööritoimisto Heikki Helimäki Oy Dagmarinkatu 8 B 18, 00100 Helsinki kylliainen@kotiposti.net 1 JOHDANTO Suomen rakentamismääräyskokoelman
ASUINKERROSTALON ÄÄNITEKNISEN LAADUN ARVIOINTI Mikko Kylliäinen Insinööritoimisto Heikki Helimäki Oy Dagmarinkatu 8 B 18, 00100 Helsinki kylliainen@kotiposti.net 1 JOHDANTO Suomen rakentamismääräyskokoelman
Versio 1. Hiilidioksidimittari 7787 Käyttöohje. Hiilidioksidimittari 7787 - Käyttöohje
 Versio 1 Hiilidioksidimittari 7787 Käyttöohje Hiilidioksidimittari 7787 - Käyttöohje Sisällys Johdanto... 3 Pakkaussisältö... 3 LCD näyttö... 4 Painikkeet... 4 Toiminnot... 5 Käynnistys ja sammutus...
Versio 1 Hiilidioksidimittari 7787 Käyttöohje Hiilidioksidimittari 7787 - Käyttöohje Sisällys Johdanto... 3 Pakkaussisältö... 3 LCD näyttö... 4 Painikkeet... 4 Toiminnot... 5 Käynnistys ja sammutus...
Kahden laboratorion mittaustulosten vertailu
 TUTKIMUSSELOSTUS NRO RTE9 (8) LIITE Kahden laboratorion mittaustulosten vertailu Sisältö Sisältö... Johdanto... Tulokset.... Lämpökynttilät..... Tuote A..... Tuote B..... Päätelmiä.... Ulkotulet.... Hautalyhdyt,
TUTKIMUSSELOSTUS NRO RTE9 (8) LIITE Kahden laboratorion mittaustulosten vertailu Sisältö Sisältö... Johdanto... Tulokset.... Lämpökynttilät..... Tuote A..... Tuote B..... Päätelmiä.... Ulkotulet.... Hautalyhdyt,
SwemaMan 7 Käyttöohje
 SwemaMan 7 Käyttöohje HUOM! Ennen mittausten aloittamista, lue kohta 6. Asetukset (SET). Vakiona k2-kompensointi on päällä. 1. Esittely SwemaMan 7 on mikro manometri paine-eron, ilmanvirtauksen sekä -nopeuden
SwemaMan 7 Käyttöohje HUOM! Ennen mittausten aloittamista, lue kohta 6. Asetukset (SET). Vakiona k2-kompensointi on päällä. 1. Esittely SwemaMan 7 on mikro manometri paine-eron, ilmanvirtauksen sekä -nopeuden
Sääasema Probyte JUNIOR
 Sääasema Probyte JUNIOR JUNIOR sääanturi COM1 12VDC RS-232 signaali PC W9x Excel-tiedosto PROBYTE JUNIOR sääanturin toimintaperiaate Yleistä Probyte SÄÄASEMA JUNIOR1 on sään mittaukseen tarkoitettu ulkoanturi,
Sääasema Probyte JUNIOR JUNIOR sääanturi COM1 12VDC RS-232 signaali PC W9x Excel-tiedosto PROBYTE JUNIOR sääanturin toimintaperiaate Yleistä Probyte SÄÄASEMA JUNIOR1 on sään mittaukseen tarkoitettu ulkoanturi,
Ilmanvirtauksen mittarit
 Swema 3000 yleismittari/monitoimimittari sisäilmastomittauksiin Ilmastoinnin yleismittari, Vahva metallirunkoinen Swema 3000 on suunniteltu ilmastoinnin, sisäilmaston ja olosuhdemittausten tarpeisiin erityisesti
Swema 3000 yleismittari/monitoimimittari sisäilmastomittauksiin Ilmastoinnin yleismittari, Vahva metallirunkoinen Swema 3000 on suunniteltu ilmastoinnin, sisäilmaston ja olosuhdemittausten tarpeisiin erityisesti
Automaattinen betonin ilmamäärämittaus
 Automaattinen betonin ilmamäärämittaus 1.11.2017 DI, Projektityöntekijä Aalto-yliopisto Teemu Ojala Betonitutkimusseminaari 2017 Messukeskus, Kokoustamo Esitelmän sisältö 1. Tausta ja tutkimustarve 2.
Automaattinen betonin ilmamäärämittaus 1.11.2017 DI, Projektityöntekijä Aalto-yliopisto Teemu Ojala Betonitutkimusseminaari 2017 Messukeskus, Kokoustamo Esitelmän sisältö 1. Tausta ja tutkimustarve 2.
Testo 106 suojakotelolla Nopea mittari omavalvontaan.
 Testo 106 suojakotelolla Nopea mittari omavalvontaan. Nopea mittaus ohuella mittapäällä jälkiä jättämättä Tarkka mittaustulos Äänihälytys Testo 106:ssa on erittäin nopea ja tarkka NTC-anturi yhdistettynä
Testo 106 suojakotelolla Nopea mittari omavalvontaan. Nopea mittaus ohuella mittapäällä jälkiä jättämättä Tarkka mittaustulos Äänihälytys Testo 106:ssa on erittäin nopea ja tarkka NTC-anturi yhdistettynä
Kojemeteorologia. Sami Haapanala syksy 2013. Fysiikan laitos, Ilmakehätieteiden osasto
 Kojemeteorologia Sami Haapanala syksy 2013 Fysiikan laitos, Ilmakehätieteiden osasto Kojemeteorologia, 3 op 9 luentoa, 3 laskuharjoitukset ja vierailu mittausasemalle Tentti Oppikirjana Rinne & Haapanala:
Kojemeteorologia Sami Haapanala syksy 2013 Fysiikan laitos, Ilmakehätieteiden osasto Kojemeteorologia, 3 op 9 luentoa, 3 laskuharjoitukset ja vierailu mittausasemalle Tentti Oppikirjana Rinne & Haapanala:
KÄYTTÖOHJE LÄMPÖTILA-ANEMOMETRI DT-619
 KÄYTTÖOHJE LÄMPÖTILA-ANEMOMETRI DT-619 2007 S&A MATINTUPA 1. ILMAVIRTAUKSEN MITTAUS Suora, 1:n pisteen mittaus a) Kytke mittalaitteeseen virta. b) Paina UNITS - näppäintä ja valitse haluttu mittayksikkö
KÄYTTÖOHJE LÄMPÖTILA-ANEMOMETRI DT-619 2007 S&A MATINTUPA 1. ILMAVIRTAUKSEN MITTAUS Suora, 1:n pisteen mittaus a) Kytke mittalaitteeseen virta. b) Paina UNITS - näppäintä ja valitse haluttu mittayksikkö
PIKAKÄYTTÖOHJE V S&A Matintupa
 PIKAKÄYTTÖOHJE V1.0 2007 S&A Matintupa MITTALAITE; PAINIKKEET, PORTIT, OSAT PAIKALLINEN portti (local, L) PÄÄPORTTI (master, M) LCD NÄYTTÖ PÄÄTETUNNISTIN VIRTAKYTKIN FUNKTIONÄPPÄIN Jännitteen syöttö VAHVISTUS/
PIKAKÄYTTÖOHJE V1.0 2007 S&A Matintupa MITTALAITE; PAINIKKEET, PORTIT, OSAT PAIKALLINEN portti (local, L) PÄÄPORTTI (master, M) LCD NÄYTTÖ PÄÄTETUNNISTIN VIRTAKYTKIN FUNKTIONÄPPÄIN Jännitteen syöttö VAHVISTUS/
Trestima Oy Puuston mittauksia
 Koostanut Essi Rasimus ja Elina Viro Opettajalle Trestima Oy Puuston mittauksia Kohderyhmä: 9-luokka Esitiedot: ympyrä, ympyrän piiri, halkaisija ja pinta-ala, lieriön tilavuus, yhdenmuotoisuus, yksikkömuunnokset
Koostanut Essi Rasimus ja Elina Viro Opettajalle Trestima Oy Puuston mittauksia Kohderyhmä: 9-luokka Esitiedot: ympyrä, ympyrän piiri, halkaisija ja pinta-ala, lieriön tilavuus, yhdenmuotoisuus, yksikkömuunnokset
Mittausepävarmuuden laskeminen
 Mittausepävarmuuden laskeminen Mittausepävarmuuden laskemisesta on useita standardeja ja suosituksia Yleisimmin hyväksytty on International Organization for Standardization (ISO): Guide to the epression
Mittausepävarmuuden laskeminen Mittausepävarmuuden laskemisesta on useita standardeja ja suosituksia Yleisimmin hyväksytty on International Organization for Standardization (ISO): Guide to the epression
AKKREDITOITU KALIBROINTILABORATORIO ACCREDITED CALIBRATION LABORATORY
 K022/M16/2016 Liite 1 / Appendix 1 Sivu / Page 1(6) AKKREDITOITU KALIBROINTILABORATORIO ACCREDITED CALIBRATION LABORATORY JYVÄSKYLÄN AMMATTIKORKEAKOULU TEKNOLOGIA KALIBROINTIKESKUS JAMK UNIVERSITY OF APPLIED
K022/M16/2016 Liite 1 / Appendix 1 Sivu / Page 1(6) AKKREDITOITU KALIBROINTILABORATORIO ACCREDITED CALIBRATION LABORATORY JYVÄSKYLÄN AMMATTIKORKEAKOULU TEKNOLOGIA KALIBROINTIKESKUS JAMK UNIVERSITY OF APPLIED
Mitä on huomioitava kaasupäästöjen virtausmittauksissa
 Mitä on huomioitava kaasupäästöjen virtausmittauksissa Luotettavuutta päästökauppaan liittyviin mittauksiin 21.8.2006 Paula Juuti 2 Kaupattavien päästöjen määrittäminen Toistaiseksi CO2-päästömäärät perustuvat
Mitä on huomioitava kaasupäästöjen virtausmittauksissa Luotettavuutta päästökauppaan liittyviin mittauksiin 21.8.2006 Paula Juuti 2 Kaupattavien päästöjen määrittäminen Toistaiseksi CO2-päästömäärät perustuvat
AKK-MOTORSPORT ry Katsastuksen käsikirja ISKUTILAVUUDEN MITTAAMINEN. 1. Tarkastuksen käyttö
 ISKUTILAVUUDEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet 4. Olosuhteet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin iskutilavuuden mittaaminen ja laskeminen. Kyseinen on mahdollista
ISKUTILAVUUDEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet 4. Olosuhteet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin iskutilavuuden mittaaminen ja laskeminen. Kyseinen on mahdollista
Kävelyn aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta)
") TUTKIMUSSELOSTUS Nro VTT-S-02441-07 Korvaa selostuksen Nro VTT-S-00671-07 7.3.2007 n aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta) Tilaaja: SIA
TUTKIMUSSELOSTUS Nro VTT-S-02441-07 Korvaa selostuksen Nro VTT-S-00671-07 7.3.2007 n aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta) Tilaaja: SIA
Talvikunnossapidon laadun seuranta
 Talvikunnossapidon laadun seuranta Taisto Haavasoja Sisällys kitka liukkauden mittarina kitkan mittauksen perusteet kiihtyvyyteen perustuvat mittarit µtec Friction Meter MµMS Mobile Friction Measurement
Talvikunnossapidon laadun seuranta Taisto Haavasoja Sisällys kitka liukkauden mittarina kitkan mittauksen perusteet kiihtyvyyteen perustuvat mittarit µtec Friction Meter MµMS Mobile Friction Measurement
Ilmalämpöpumpun Toshiba RAS-10SKVP-ND + RAS-10SAVP-ND toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin
 TESTAUSSELOSTE Nro. VTT-S-1993-7 12.12.27 Ilmalämpöpumpun Toshiba RAS-1SKVP-ND + RAS-1SAVP-ND toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin Tilaaja: Scanoffice Oy
TESTAUSSELOSTE Nro. VTT-S-1993-7 12.12.27 Ilmalämpöpumpun Toshiba RAS-1SKVP-ND + RAS-1SAVP-ND toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin Tilaaja: Scanoffice Oy
Ilmalämpöpumpun Panasonic CS-E9JKEW-3 + CU-E9JKE-3 toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin
 TESTAUSSELOSTE Nro. VTT-S-4428-9 15.6.29 Ilmalämpöpumpun Panasonic CS-E9JKEW-3 + CU-E9JKE-3 toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin Tilaaja: Scanoffice Oy
TESTAUSSELOSTE Nro. VTT-S-4428-9 15.6.29 Ilmalämpöpumpun Panasonic CS-E9JKEW-3 + CU-E9JKE-3 toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin Tilaaja: Scanoffice Oy
TESTAUSSELOSTE Nro. VTT-S-11497-08 31.12.2008
 TESTAUSSELOSTE Nro. VTT-S-11497-8 31.12.28 Ilmalämpöpumpun Mitsubishi MSZ-GE25VA+MUZ-GE25VAH toimintakoe ylläpitolämpötilan asetusarvolla +1 C (isave-toiminto) matalissa ulkoilman lämpötiloissa ja sulatusjaksot
TESTAUSSELOSTE Nro. VTT-S-11497-8 31.12.28 Ilmalämpöpumpun Mitsubishi MSZ-GE25VA+MUZ-GE25VAH toimintakoe ylläpitolämpötilan asetusarvolla +1 C (isave-toiminto) matalissa ulkoilman lämpötiloissa ja sulatusjaksot
Lue! FAENZA CLIP TILE -laattalattian askeläänitason koemittaus 8.2.2007 Tulokset
 FAENZA CLIP TILE -laattalattian askeläänitason koemittaus 8.2.2007 Tulokset 1. Tausta 2. Mittausmenetelmät 3. Mittauslaitteet 4. Määräysarvot 5. Mittaustulokset ja havainnot 6.Tulosten tarkastelu 7. Lisätietoja
FAENZA CLIP TILE -laattalattian askeläänitason koemittaus 8.2.2007 Tulokset 1. Tausta 2. Mittausmenetelmät 3. Mittauslaitteet 4. Määräysarvot 5. Mittaustulokset ja havainnot 6.Tulosten tarkastelu 7. Lisätietoja
ASKELÄÄNITASOKOEMITTAUKSET
 Rakennusakustiikka Raportti PR3701 R04 Sivu 1 (5) Virpi Toivio Sorvaajankatu 15 008 Helsinki Turku 6.11.2015 ASKELÄÄNITASOKOEMITTAUKSET Mittaukset tehty 21.10.2015 Raportin vakuudeksi Jani Kankare Toimitusjohtaja,
Rakennusakustiikka Raportti PR3701 R04 Sivu 1 (5) Virpi Toivio Sorvaajankatu 15 008 Helsinki Turku 6.11.2015 ASKELÄÄNITASOKOEMITTAUKSET Mittaukset tehty 21.10.2015 Raportin vakuudeksi Jani Kankare Toimitusjohtaja,
padvisor - pikaohje - työkalu SATRON Smart/Hart dp- ja painelähettimiä varten
 padvisor - pikaohje - työkalu SATRON Smart/Hart dp- ja painelähettimiä varten Sisältö: 1. Ohjelman toimintojen kuvaus 2. Ohjelman asennus 3. padvisor-ohjelman perustoiminnot 3.1 Ohjelman käynnistys 3.2
padvisor - pikaohje - työkalu SATRON Smart/Hart dp- ja painelähettimiä varten Sisältö: 1. Ohjelman toimintojen kuvaus 2. Ohjelman asennus 3. padvisor-ohjelman perustoiminnot 3.1 Ohjelman käynnistys 3.2
AKK-MOTORSPORT ry Katsastuksen käsikirja
 NOKKA-AKSELIEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin nokka-akseli(e)n mittaaminen ja ominaisuuksien laskeminen. Ns. A-(perusympyrä)
NOKKA-AKSELIEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin nokka-akseli(e)n mittaaminen ja ominaisuuksien laskeminen. Ns. A-(perusympyrä)
Betonin suhteellisen kosteuden mittaus
 Betonin suhteellisen kosteuden mittaus 1. BETONIN SUHTEELLISEN KOSTEUDEN TARKOITUS 2. KOHTEEN LÄHTÖTIEDOT 3. MITTAUSSUUNNITELMA 4. LAITTEET 4.1 Mittalaite 4.2 Mittalaitteiden tarkastus ja kalibrointi 5.
Betonin suhteellisen kosteuden mittaus 1. BETONIN SUHTEELLISEN KOSTEUDEN TARKOITUS 2. KOHTEEN LÄHTÖTIEDOT 3. MITTAUSSUUNNITELMA 4. LAITTEET 4.1 Mittalaite 4.2 Mittalaitteiden tarkastus ja kalibrointi 5.
7.4 Fotometria CCD kameralla
 7.4 Fotometria CCD kameralla Yleisin CCDn käyttötapa Yleensä CCDn edessä käytetään aina jotain suodatinta, jolloin kuvasta saadaan siistimpi valosaaste UV:n ja IR:n interferenssikuviot ilmakehän dispersion
7.4 Fotometria CCD kameralla Yleisin CCDn käyttötapa Yleensä CCDn edessä käytetään aina jotain suodatinta, jolloin kuvasta saadaan siistimpi valosaaste UV:n ja IR:n interferenssikuviot ilmakehän dispersion
Palautuslaite Boomerang ZHR
 Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
Liite 1 - Hakkuukonemittaus
 Liite 1 - Hakkuukonemittaus Tämä ohje on MMM:n asetuksen nro 15/06, dnro 926/01/2006 liite 1. Asetus tuli voimaan 1 päivänä toukokuuta 2006. Hakkuukoneen, joka otetaan käyttöön 1 päivänä toukokuuta 2007
Liite 1 - Hakkuukonemittaus Tämä ohje on MMM:n asetuksen nro 15/06, dnro 926/01/2006 liite 1. Asetus tuli voimaan 1 päivänä toukokuuta 2006. Hakkuukoneen, joka otetaan käyttöön 1 päivänä toukokuuta 2007
TSI DP-CALC 5815 KÄYTTÖOHJE
 TSI DP-CALC 5815 KÄYTTÖOHJE DP-CALC 5815 käyttöohje 2 SISÄLLYSLUETTELO 1 Mittarin perusvarusteet.. 3 2 Käyttöönotto. 3 Virransyöttö.. 3 Paristojen ja akkujen asennus... 3 3 Mittarin käyttö... 3 Näppäintoiminnot...
TSI DP-CALC 5815 KÄYTTÖOHJE DP-CALC 5815 käyttöohje 2 SISÄLLYSLUETTELO 1 Mittarin perusvarusteet.. 3 2 Käyttöönotto. 3 Virransyöttö.. 3 Paristojen ja akkujen asennus... 3 3 Mittarin käyttö... 3 Näppäintoiminnot...
TSI VELOCICALC 9515 KÄYTTÖOHJE
 TSI VELOCICALC 9515 KÄYTTÖOHJE Velocicalc 9515 käyttöohje 2 SISÄLLYSLUETTELO 1 Mittarin perusvarusteet.. 3 2 Käyttöönotto. 3 Virransyöttö.. 3 Paristojen asennus... 3 Teleskooppianturin käyttö... 3 3 Mittarin
TSI VELOCICALC 9515 KÄYTTÖOHJE Velocicalc 9515 käyttöohje 2 SISÄLLYSLUETTELO 1 Mittarin perusvarusteet.. 3 2 Käyttöönotto. 3 Virransyöttö.. 3 Paristojen asennus... 3 Teleskooppianturin käyttö... 3 3 Mittarin
Mittausverkon pilotointi kasvihuoneessa
 Mittausverkon pilotointi kasvihuoneessa Lepolan Puutarha Oy pilotoi TTY:llä kehitettyä automaattista langatonta sensoriverkkoa Turussa 3 viikon ajan 7.-30.11.2009. Puutarha koostuu kokonaisuudessaan 2.5
Mittausverkon pilotointi kasvihuoneessa Lepolan Puutarha Oy pilotoi TTY:llä kehitettyä automaattista langatonta sensoriverkkoa Turussa 3 viikon ajan 7.-30.11.2009. Puutarha koostuu kokonaisuudessaan 2.5
Tuulen nopeuden mittaaminen
 KON C3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma / ryhmä K Tuulen nopeuden mittaaminen Matias Kidron 429542 Toni Kokkonen 429678 Sakke Juvonen 429270 Kansikuva: http://www.stevennoble.com/main.php?g2_view=core.downloaditem&g2_itemid=12317&g2_serialnumber=2
KON C3004 Kone ja rakennustekniikan laboratoriotyöt Koesuunnitelma / ryhmä K Tuulen nopeuden mittaaminen Matias Kidron 429542 Toni Kokkonen 429678 Sakke Juvonen 429270 Kansikuva: http://www.stevennoble.com/main.php?g2_view=core.downloaditem&g2_itemid=12317&g2_serialnumber=2
Yleistä VÄLIRAPORTTI 13 I
 VÄLIRAPORTTI 13 I.8.17 VELCO APT-ALAPOHJAN TUULETUSLAITTEISTON VAIKUTUS ALAPOHJAN KOSTEUSTEKNISEEN TOIMIVUUTEEN, ILPOISTEN KOULU, TURKU (LÄMPÖTILAT JA SUHT. KOSTEUDET SEKÄ PAINESUHTEET JA ILMAVIRRAT) Yleistä
VÄLIRAPORTTI 13 I.8.17 VELCO APT-ALAPOHJAN TUULETUSLAITTEISTON VAIKUTUS ALAPOHJAN KOSTEUSTEKNISEEN TOIMIVUUTEEN, ILPOISTEN KOULU, TURKU (LÄMPÖTILAT JA SUHT. KOSTEUDET SEKÄ PAINESUHTEET JA ILMAVIRRAT) Yleistä
FOREVER Classic. FOREVER Classic+ Universal LÄMPÖSIIRTOMATERIAALIT LASERTULOSTIMILLE
 FOREVER Classic Siirtomateriaali vaaleille kankaille, hiirimatoille jne. Pesunkestävyys 40c lämpötilaan Siirtynyt taustakalvo lähes näkymätön Ei koveta kuvakohtaa kankaalla Ei sovellu mustavalkolasereille
FOREVER Classic Siirtomateriaali vaaleille kankaille, hiirimatoille jne. Pesunkestävyys 40c lämpötilaan Siirtynyt taustakalvo lähes näkymätön Ei koveta kuvakohtaa kankaalla Ei sovellu mustavalkolasereille
OHJE 2(5) 25.8.2015 Dnro LIVI/4495/05.00/2015 1 KITKAN MITTAAMISEN MENETELMÄ... 3
 25.8.2015 Dnro LIVI/4495/05.00/2015 1 KITKAN MITTAAMISEN MENETELMÄ... 3") OHJE 2(5) Sisällys 1 KITKAN MITTAAMISEN MENETELMÄ... 3 2 LAATUVAATIMUKSET KITKAMITTAREILLE... 3 2.1 Käyttöturvallisuus... 3 2.2 Kalibroitavuus... 3 2.3 Mittaustarkkuus... 4 2.3.1 Mittarien samankaltaisuuteen
OHJE 2(5) Sisällys 1 KITKAN MITTAAMISEN MENETELMÄ... 3 2 LAATUVAATIMUKSET KITKAMITTAREILLE... 3 2.1 Käyttöturvallisuus... 3 2.2 Kalibroitavuus... 3 2.3 Mittaustarkkuus... 4 2.3.1 Mittarien samankaltaisuuteen
Koneistusyritysten kehittäminen. Mittaustekniikka. Mittaaminen ja mittavälineet. Rahoittajaviranomainen: Satakunnan ELY-keskus
 Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
KARTOITUSRAPORTTI. Rälssitie 13 01510 VANTAA 567/2609 25.9.2013
 KARTOITUSRAPORTTI Rälssitie 13 01510 VANTAA 567/2609 25.9.2013 KARTOITUSRAPORTTI 2 KOHDETIEDOT... 3 LÄHTÖTIEDOT... 4 RAKENTEET... 4 SUORITETUT TYÖT SEKÄ HAVAINNOT... 4 JOHTOPÄÄTÖKSET JA SUOSITUKSET...
KARTOITUSRAPORTTI Rälssitie 13 01510 VANTAA 567/2609 25.9.2013 KARTOITUSRAPORTTI 2 KOHDETIEDOT... 3 LÄHTÖTIEDOT... 4 RAKENTEET... 4 SUORITETUT TYÖT SEKÄ HAVAINNOT... 4 JOHTOPÄÄTÖKSET JA SUOSITUKSET...
7. Resistanssi ja Ohmin laki
 Nimi: LK: SÄHKÖ-OPPI Tarmo Partanen Teoria (Muista hyödyntää sanastoa) 1. Millä nimellä kuvataan sähköisen komponentin (laitteen, johtimen) sähkön kulkua vastustavaa ominaisuutta? 2. Miten resistanssi
Nimi: LK: SÄHKÖ-OPPI Tarmo Partanen Teoria (Muista hyödyntää sanastoa) 1. Millä nimellä kuvataan sähköisen komponentin (laitteen, johtimen) sähkön kulkua vastustavaa ominaisuutta? 2. Miten resistanssi
Top Analytica Oy Ab. XRF Laite, menetelmät ja mahdollisuudet Teemu Paunikallio
 XRF Laite, menetelmät ja mahdollisuudet Teemu Paunikallio Röntgenfluoresenssi Röntgensäteilyllä irroitetaan näytteen atomien sisäkuorilta (yleensä K ja L kuorilta) elektroneja. Syntyneen vakanssin paikkaa
XRF Laite, menetelmät ja mahdollisuudet Teemu Paunikallio Röntgenfluoresenssi Röntgensäteilyllä irroitetaan näytteen atomien sisäkuorilta (yleensä K ja L kuorilta) elektroneja. Syntyneen vakanssin paikkaa
pitkittäisaineistoissa
 Puuttuvan tiedon ongelma p. 1/18 Puuttuvan tiedon ongelma pitkittäisaineistoissa Tapio Nummi tan@uta.fi Matematiikan, tilastotieteen ja filosofian laitos Tampereen yliopisto mtl.uta.fi/tilasto/sekamallit/puupitkit.pdf
Puuttuvan tiedon ongelma p. 1/18 Puuttuvan tiedon ongelma pitkittäisaineistoissa Tapio Nummi tan@uta.fi Matematiikan, tilastotieteen ja filosofian laitos Tampereen yliopisto mtl.uta.fi/tilasto/sekamallit/puupitkit.pdf
FYSP101/K1 KINEMATIIKAN KUVAAJAT
 FYSP101/K1 KINEMATIIKAN KUVAAJAT Työn tavoitteita tutustua kattavasti DataStudio -ohjelmiston käyttöön syventää kinematiikan kuvaajien (paikka, nopeus, kiihtyvyys) hallintaa oppia yhdistämään kinematiikan
FYSP101/K1 KINEMATIIKAN KUVAAJAT Työn tavoitteita tutustua kattavasti DataStudio -ohjelmiston käyttöön syventää kinematiikan kuvaajien (paikka, nopeus, kiihtyvyys) hallintaa oppia yhdistämään kinematiikan
Nimi: Muiden ryhmäläisten nimet:
 Nimi: Muiden ryhmäläisten nimet: PALKKIANTURI Työssä tutustutaan palkkianturin toimintaan ja havainnollistetaan sen avulla pienten ainepitoisuuksien havainnointia. Työn mittaukset on jaettu kolmeen osaan,
Nimi: Muiden ryhmäläisten nimet: PALKKIANTURI Työssä tutustutaan palkkianturin toimintaan ja havainnollistetaan sen avulla pienten ainepitoisuuksien havainnointia. Työn mittaukset on jaettu kolmeen osaan,
Ilmalämpöpumpun Sharp AY-XP9FR + AE-X9FR toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin
 TESTAUSSELOSTE Nro. VTT-S-12177-6 21.12.26 Ilmalämpöpumpun Sharp AY-XP9FR + AE-X9FR toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin Tilaaja: Scanoffice Oy TESTAUSSELOSTE
TESTAUSSELOSTE Nro. VTT-S-12177-6 21.12.26 Ilmalämpöpumpun Sharp AY-XP9FR + AE-X9FR toimintakoe matalissa ulkoilman lämpötiloissa ja sulatusjaksot sisältävä lämpökerroin Tilaaja: Scanoffice Oy TESTAUSSELOSTE
PITKÄNPATTERIN KYTKENTÄ
 LVI-laitosten laadunvarmistusmittaukset PITKÄNPATTERIN KYTKENTÄ v1.2 25.4.2017 SISÄLLYS SISÄLLYS 1 1 JOHDANTO 2 2 ESITEHTÄVÄT 2 3 TARVITTAVAT VÄLINEET 3 4 TYÖN SUORITUS 5 4.1 AB-kytkentä 6 4.2 AE-kytkentä
LVI-laitosten laadunvarmistusmittaukset PITKÄNPATTERIN KYTKENTÄ v1.2 25.4.2017 SISÄLLYS SISÄLLYS 1 1 JOHDANTO 2 2 ESITEHTÄVÄT 2 3 TARVITTAVAT VÄLINEET 3 4 TYÖN SUORITUS 5 4.1 AB-kytkentä 6 4.2 AE-kytkentä
Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena
 Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena Mittaaminen ja ohjelmistotuotanto seminaari 18.04.01 Matias Vierimaa 1 Miksi mitataan? Ohjelmistokehitystä ja lopputuotteen laatua on vaikea arvioida
Kokonaisvaltainen mittaaminen ohjelmistokehityksen tukena Mittaaminen ja ohjelmistotuotanto seminaari 18.04.01 Matias Vierimaa 1 Miksi mitataan? Ohjelmistokehitystä ja lopputuotteen laatua on vaikea arvioida
ASPIRIININ MÄÄRÄN MITTAUS VALOKUVAAMALLA
 ASPIRIININ MÄÄRÄN MITTAUS VALOKUVAAMALLA Jaakko Lohenoja 2009 Johdanto Asetyylisalisyylihapon määrä voidaan mitata spektrofotometrisesti hydrolysoimalla asetyylisalisyylihappo salisyylihapoksi ja muodostamalla
ASPIRIININ MÄÄRÄN MITTAUS VALOKUVAAMALLA Jaakko Lohenoja 2009 Johdanto Asetyylisalisyylihapon määrä voidaan mitata spektrofotometrisesti hydrolysoimalla asetyylisalisyylihappo salisyylihapoksi ja muodostamalla
Kivistön asuntomessualueen puukerrostalon rakenteiden kosteusmittausten tulokset ja johtopäätökset
 Kivistön asuntomessualueen puukerrostalon rakenteiden kosteusmittausten tulokset ja johtopäätökset Energiatehokkaan puukerrostalon kosteusturvallisuus seminaari 28.5.2018 Kansallissali, Helsinki Mikko
Kivistön asuntomessualueen puukerrostalon rakenteiden kosteusmittausten tulokset ja johtopäätökset Energiatehokkaan puukerrostalon kosteusturvallisuus seminaari 28.5.2018 Kansallissali, Helsinki Mikko
testo 610 Käyttöohje
 testo 610 Käyttöohje FIN 2 Pikaohje testo 610 Pikaohje testo 610 1 Suojakansi: käyttöasento 2 Kosteus- ja lämpötilasensori 3 Näyttö 4 Toimintonäppäimet 5 Paristokotelo (laitteen takana) Perusasetukset
testo 610 Käyttöohje FIN 2 Pikaohje testo 610 Pikaohje testo 610 1 Suojakansi: käyttöasento 2 Kosteus- ja lämpötilasensori 3 Näyttö 4 Toimintonäppäimet 5 Paristokotelo (laitteen takana) Perusasetukset
Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN
 TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4
 Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Puhelintukiasema-antennin säteilykuvion mittaus multikopterilla (Valmiin työn esittely)
") Puhelintukiasema-antennin säteilykuvion mittaus multikopterilla (Valmiin työn esittely) Nina Gunell 24.03.2016 Ohjaaja: Yliopistonlehtori Jari Holopainen Valvoja: Professori Harri Ehtamo Työn saa tallentaa
Puhelintukiasema-antennin säteilykuvion mittaus multikopterilla (Valmiin työn esittely) Nina Gunell 24.03.2016 Ohjaaja: Yliopistonlehtori Jari Holopainen Valvoja: Professori Harri Ehtamo Työn saa tallentaa
Järvitesti Ympäristöteknologia T571SA 7.5.2013
 Hans Laihia Mika Tuukkanen 1 LASKENNALLISET JA TILASTOLLISET MENETELMÄT Järvitesti Ympäristöteknologia T571SA 7.5.2013 Sarkola Eino JÄRVITESTI Johdanto Järvien kuntoa tutkitaan monenlaisilla eri menetelmillä.
Hans Laihia Mika Tuukkanen 1 LASKENNALLISET JA TILASTOLLISET MENETELMÄT Järvitesti Ympäristöteknologia T571SA 7.5.2013 Sarkola Eino JÄRVITESTI Johdanto Järvien kuntoa tutkitaan monenlaisilla eri menetelmillä.
t osatekijät vaikuttavat merkittävästi tuloksen epävarmuuteen Mittaustulosten ilmoittamiseen tulee kiinnittää kriittistä
 Mittausepävarmuuden määrittäminen 1 Mittausepävarmuus on testaustulokseen liittyvä arvio, joka ilmoittaa rajat, joiden välissä on todellinen arvo tietyllä todennäköisyydellä Kokonaisepävarmuusarvioinnissa
Mittausepävarmuuden määrittäminen 1 Mittausepävarmuus on testaustulokseen liittyvä arvio, joka ilmoittaa rajat, joiden välissä on todellinen arvo tietyllä todennäköisyydellä Kokonaisepävarmuusarvioinnissa
Tuomarilan koulu, Tiivistyskorjausten jälkeinen tarkistusmittaus
 Tuomarilan koulu, Tiivistyskorjausten jälkeinen tarkistusmittaus Tutkimusraportti 19.4.2018 Projekti 308712 TIIVISTELMÄ Tutkimuksessa selvitettiin Tuomarilan koulun tiivistyskorjausten jälkeistä tilannetta
Tuomarilan koulu, Tiivistyskorjausten jälkeinen tarkistusmittaus Tutkimusraportti 19.4.2018 Projekti 308712 TIIVISTELMÄ Tutkimuksessa selvitettiin Tuomarilan koulun tiivistyskorjausten jälkeistä tilannetta
testo 606-1 Käyttöohje
 testo 606-1 Käyttöohje FIN 2 Pikaohje testo 606-1 Pikaohje testo 606-1 1 Suojakansi: käyttöasento 2 Mittauspiikit 3 Näyttö 4 Toimintonäppäimet 5 Paristokotelo (laitteen takana) 6 Laitteen toimintatestausnastat
testo 606-1 Käyttöohje FIN 2 Pikaohje testo 606-1 Pikaohje testo 606-1 1 Suojakansi: käyttöasento 2 Mittauspiikit 3 Näyttö 4 Toimintonäppäimet 5 Paristokotelo (laitteen takana) 6 Laitteen toimintatestausnastat
PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS
 1 PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen osat Lämpötilan
1 PYP I / TEEMA 4 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen osat Lämpötilan
JATKUVATOIMISET PALUUHEIJASTUVUUSMITTARIT. MITTAUSTEN LAADUNVARMISTUS Tiemerkintäpäivät Jaakko Dietrich
 JATKUVATOIMISET PALUUHEIJASTUVUUSMITTARIT MITTAUSTEN LAADUNVARMISTUS Tiemerkintäpäivät Jaakko Dietrich Jatkuvatoimiset paluuheijastuvuusmittaukset Kolme mittalaitetta, kaksi mittausten toimittajaa Kaksi
JATKUVATOIMISET PALUUHEIJASTUVUUSMITTARIT MITTAUSTEN LAADUNVARMISTUS Tiemerkintäpäivät Jaakko Dietrich Jatkuvatoimiset paluuheijastuvuusmittaukset Kolme mittalaitetta, kaksi mittausten toimittajaa Kaksi
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
LYTH-CONS CONSISTENCY TRANSMITTER
 LYTH-CONS CONSISTENCY TRANSMITTER LYTH-INSTRUMENT OY has generate new consistency transmitter with blade-system to meet high technical requirements in Pulp&Paper industries. Insurmountable advantages are
LYTH-CONS CONSISTENCY TRANSMITTER LYTH-INSTRUMENT OY has generate new consistency transmitter with blade-system to meet high technical requirements in Pulp&Paper industries. Insurmountable advantages are
JÄTEHUOLLON ERIKOISTYÖ
 Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
1.1 Tyhjiön permittiivisyyden mittaaminen tasokondensaattorilla
 PERMITTIIVISYYS Johdanto Tarkastellaan tasokondensaattoria, joka koostuu kahdesta yhdensuuntaisesta metallilevystä. Siirretään varausta levystä toiseen, jolloin levyissä on varaukset +Q ja Q ja levyjen
PERMITTIIVISYYS Johdanto Tarkastellaan tasokondensaattoria, joka koostuu kahdesta yhdensuuntaisesta metallilevystä. Siirretään varausta levystä toiseen, jolloin levyissä on varaukset +Q ja Q ja levyjen