S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT
|
|
|
- Marja Järvenpää
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT Lappeenrannassa Lassi Forsström Tarkastaja: Professori Timo Björk

2 2 SISÄLLYSLUETTELO SISÄLLYSLUETTELO SYMBOLI- JA LYHENNELUETTELO 1 JOHDANTO JA TAVOITTEET ULTRALUJAT RAKENNETERÄKSET Ultralujien rakenneterästen käyttö Optim 960 QC TEORIALÄHTÖKOHDAT Lämmöntuonti Kylmämuovaus VETOKOE Koekappaleiden rakenne Koekappaleissa käytetty liitosmuoto Koekappaleiden kestävyyden laskennallinen tarkastelu Pidättimet rajaviivalla Pidätinetäisyys 16 mm (Tapa 1) Pidätinetäisyys 16 mm (Tapa 2) Pidätinetäisyys 16 mm (Tapa 3) Eri koekappaleiden tarkoitukset Koekappaleiden hitsaus Hitsausparametrit Koekappaleen LF4 kylmämuovaus Pidättimien reunaetäisyys... 29

3 3 4.8 Koejärjestelyt TULOKSET Tulosten tarkastelu Vertaus teoreettiseen kestävyyteen Vertaus teoreettiseen vauriomuotoon Lämmöntuonnin, kylmämuovauksen ja pidättimien reunaetäisyyden vaikutus JOHTOPÄÄTÖKSET LÄHTEET LIITTEET LIITE I: Mittauspöytäkirja. LIITE II: Koepöytäkirja. LIITE III: Pidättimien valmistuspiirustukset. LIITE IV: Vetokokeiden voima-siirtymä kuvaajat.

4 4 SYMBOLI- JA LYHENNELUETTELO C Momenttivarren pituus [mm] e Pidätinetäisyyden puolikas [mm] E Hitsausenergia [kj/mm] f u f y F F max I Murtolujuus [MPa] Myötölujuus [MPa] Vetokokeen aikana kappaletta vetävä voima [N] Vetokokeessa kappaleen rikkoutumiseen johtava voima [N] Hitsausvirta [A] I Taivutusjäyhyys [mm 4 ] k Terminen hyötysuhde l Pohjalevyn leveys [mm] M p M t Q Q Q max Q p R e Plastinen taivutusmomentti [Nmm] Taivutusmomentti [Nmm] Lämmöntuonti [kj/mm] Leikkausvoima [N] Vetokokeessa kappaleen rikkoutumiseen johtava leikkausvoima [N] Plastinen leikkausvoima [N] Myötölujuus [MPa] S Staattinen momentti [mm 4 ] t Pohjalevyn paksuus [mm] U Jännite [V] v Hitsausnopeus [mm/s] x Poikkileikkauksen osa, joka kantaa leikkauskuormituksen [mm] Taivutusnormaalijännitys [MPa] Leikkausjännitys [MPa] HBW Brinellin kovuus RHS-putki Putki, jonka profiili on suorakaiteen muotoinen
![Plastinen taivutusmomentti [Nmm] Taivutusmomentti [Nmm] Lämmöntuonti [kj/mm] Leikkausvoima [N] Vetokokeessa kappaleen rikkoutumiseen johtava leikkausvoima [N] Plastinen leikkausvoima [N] Myötölujuus](/docs-images/48/14472188/images/page_4.jpg "[MPa] S Staattinen momentti [mm 4 ] t Pohjalevyn paksuus [mm] U Jännite [V] v Hitsausnopeus [mm/s] x Poikkileikkauksen osa, joka kantaa leikkauskuormituksen [mm] Taivutusnormaalijännitys [MPa]")
5 5 1 JOHDANTO JA TAVOITTEET Tämän kandidaatintyön tavoitteena on tutkia Ruukin ultralujan S960 QC -rakenneteräksen hitsausliitoksen leikkauskestävyyttä. Työssä lasketaan S960 QC -rakenneteräksestä tehdyn T- liitoksen K-hitsin teoreettinen kestävyys ja tuloksia verrataan teräsrakenteiden laboratoriossa suoritetuissa vetokokeissa saatuihin tuloksiin. Vetokokeiden tavoitteena on selvittää miten lämmöntuonti, kylmämuovaus ja leikkausjännityksen lisäksi liitokseen kohdistuva taivutusnormaalijännitys vaikuttavat liitoksen lujuuteen. Työ rajataan käsittelemään työssä käytettävien koekappaleiden vetokoetuloksia sekä koekappaleille laskettua teoreettista kestävyyttä. Kestävyyden tarkastelu rajataan äärikestävyyteen, koska on epätarkkaa ja hankalaa määrittää myötölujuutta vastaavaa kuormitusta koetuloksista. Ultralujien rakenneterästen käyttö on lisääntynyt, koska lujemman materiaalin avulla voidaan vähentää materiaalipaksuuksia, jolloin rakenteista tulee kevyempiä. Esimerkiksi erilaisten koneiden ja ajoneuvojen rakenteissa painonsäästöllä päästään pienempään polttoaineen kulutukseen, mikä on tärkeää esimerkiksi ilmaston lämpenemisen ja polttoaineen hinnannousun takia. (Kömi et al., 2013, s ) Ultralujien terästen hitsausliitosten mitoittaminen on kuitenkin vielä epäselvää. Esimerkiksi Eurokoodi 3 käsittää teräkset, joiden myötölujuus on korkeintaan 460 MPa (SFS-EN , 2006, s ). Tosin EN sisältää sääntöjä, joiden avulla suunnittelua voidaan laajentaa teräksiin, joiden myötölujuus on korkeintaan 700 MPa (SFS-EN , 2009, s. 4). On tärkeää saada uutta tutkimustietoa ultralujien rakenneterästen käyttäytymisestä, jotta tulevaisuudessa niiden tehokas käyttö olisi helpompaa.

6 6 2 ULTRALUJAT RAKENNETERÄKSET Ultralujat rakenneteräkset ovat teräksiä, joilla on erittäin korkea myötö- ja murtolujuus. Ne voidaan esimerkiksi määritellä teräksiksi, joiden myötölujuus f y on suurempi kuin 550 MPa ja murtolujuus f u on suurempi kuin 700 MPa (WorldAutoSteel, 2013). Ultralujan rakenneteräksen määritelmä ei ole kuitenkaan aivan selkeä. Esimerkiksi Ruukki nimittää omista terästuotteistaan ultralujiksi vasta myötölujuudeltaan MPa olevat teräkset (Kömi et al., 2013, s. 26). 2.1 Ultralujien rakenneterästen käyttö Ultralujia rakenneteräksiä käytetään erilaisten nostureiden puomeissa ja hyötyajoneuvojen rakenteissa. Ultralujien rakenneterästen etuna on se, että korkeamman lujuuden ansiosta voidaan terästä käyttää rakenteissa vähemmän, jolloin rakenteista saadaan kevyempiä. Kevyempien rakenteiden ansioista muun muassa ajoneuvojen polttoaineen kulutus vähenee. (Kömi et al., 2013, s ) Kuvassa 1 on Bronto Skyliftin valmistama henkilönostin, jossa on käytetty ultralujaa Optim 900 QC -terästä (Ruukki, 2013a). Kuva 1. Ultralujasta rakenneteräksestä valmistettu henkilönostin (Ruukki, 2013a).

7 7 Huolimatta ultralujien rakenneterästen korkeasta lujuudesta on kuitenkin huomioitava se, että niiden kimmomoduli on sama kuin alemman lujuusluokan teräksillä. Tämän takia kahdessa samanlaisessa rakenteessa siirtymät ovat samansuuruiset, vaikka toisessa rakenteessa olisikin käytetty ultralujaa rakenneterästä ja toisessa tavallista rakenneterästä. Myös rakenteiden nurjahduksen ja lommahduksen huomiointi on tärkeää. (Inserkit, 2013.) 2.2 Optim 960 QC Tämän kandidaatintyön vetokokeissa materiaalina käytetty S960 QC on Ruukin Optim-sarjaan kuuluva ultraluja rakenneteräs, jonka mikrorakenne on bainiittia ja martensiittia. Teräksen merkinnässä 960 tarkoittaa, että kyseisen teräksen myötölujuus on 960 MPa. Q tarkoittaa, että teräs on karkaistu ja C tarkoittaa, että teräs on kylmämuovattavaa. (Ruukki, 2013b.) Optim 960 QC:n kovuus on 300 HBW, joka on kaksinkertainen verrattuna tavallisen S355- rakenneteräksen kovuuteen. Optim 960 QC:n murtolujuus on noin 1000 MPa. Kemiallinen koostumus on esitetty taulukossa 1. (Ruukki, 2013b.) Taulukko 1. Optim 960 QC -teräksen kemiallinen koostumus prosentteina. (Ruukki, 2013b). C (Hiili) Si (Pii) Mn (Mangaani) P (Fosfori) S (Rikki) Ti (Titaani) 0,11 0,25 1,2 0,020 0,010 0,070

8 8 3 TEORIALÄHTÖKOHDAT Hitsattaessa lämmöntuonnilla on oleellinen merkitys syntyvän hitsin sekä liitoksen ominaisuuksiin. Oikean lämmöntuonnin merkitys korostuu sitä enemmän, mitä lujempia teräksiä käytetään. (Lukkari, 2007, s. 10.) Hitsattaessa kylmämuovattua kappaletta teräksen vanheneminen aiheuttaa omat ongelmansa (Vähäkainu, 1994, s. 49). 3.1 Lämmöntuonti Lämmöntuonti Q kuvaa hitsiin tuotua lämpömäärää yhtä millimetriä kohden. Lämmöntuonti on hitsausenergian E ja jokaiselle hitsausprosessille ominaisen termisen hyötysuhteen k tulo. Hitsausprosessin terminen hyötysuhde riippuu siitä, kuinka paljon lämpöä häviää ympäristöön johtumalla ja säteilemällä. Hitsausprosesseista korkein terminen hyötysuhde on jauhekaarihitsauksella, jonka terminen hyötysuhde on 1. Pienin hyötysuhde taas on TIGhitsauksessa, jossa se on 0,6. Tämän työn koekappaleet hitsattiin käyttäen MAG-hitsausta, jonka terminen hyötysuhde on 0,8. (Lukkari, 1997, s ) Lämmöntuonti voidaan laskea standardin SFS-EN avulla käyttäen yhtälöä: Yhtälössä (1) Q on lämmöntuonti, k on terminen hyötysuhde, U on jännite, I on hitsausvirta ja v on hitsausnopeus (Lukkari, 2007, s. 8). Syntyvän hitsausliitoksen laatuun vaikuttaa merkittävästi hitsin jäähtymisnopeus, joka määräytyy muun muassa lämmöntuonnista ja liitosmuodosta. Tämän takia on tärkeää, että hitsauksen lämmöntuonti on oikealla alueella. Jos lämmöntuonti on liian pieni, saattaa hitsin muutosvyöhykkeelle syntyä martensiittia, joka lisää hitsin kovuutta. Tällöin myös vetyhalkeilun todennäköisyys kasvaa. Jos lämmöntuonti on taas liian suuri, hitsin iskusitkeysominaisuudet kärsivät. Tämän takia on tärkeää määrittää lämmöntuonnille ylä- ja

9 9 alaraja. Teräksen lujuuden kasvaessa sallitun lämmöntuonnin alue pienenee, minkä takia sopivan lämmöntuonnin merkitys on suuri etenkin ultralujilla teräksillä. (Lukkari, 2007, s ) 3.2 Kylmämuovaus Kylmämuovausta ovat esimerkiksi särmäys ja mankelointi ja erilaisten teräsprofiilien valmistus (Halikko Group, 2013; Ruukki, 2013c). Kylmämuovauksen haitallisin seuraus on myötövanheneminen, jonka seurauksena muokattavan teräksen lujuus kasvaa, muodonmuutoskyky ja iskusitkeysominaisuudet huonontuvat sekä todennäköisyys haurasmurtumalle kasvaa (Vähäkainu, 1994, s. 49). Myötövanhenemista tapahtuu, kun plastisessa muodonmuutoksessa irtautuu hiili- ja/tai typpiatomeja, jotka myöhemmin palaavat diffuusion avulla takaisin dislokaatioihin (Miekk-oja, 1960, s. 574). Kylmämuovattua rakennetta hitsattaessa poistuvat kylmämuovauksen haitat siltä alueelta, jossa teräksen lämpötila on kohonnut riittävän korkeaksi mahdollistamaan faasimuutoksen. Vähemmän hitsauksen aikana lämmenneillä alueilla tapahtuu rakenteelle epäedullista rakeenkasvua ja myötövanhenemista. Nämä alueet näkyvät kuvasta 2. (Vähäkainu, 1994, s. 49.) Kuva 2. Hitsattu ja kylmämuovattu rakenne (Vähäkainu, 1994, s. 50).
.")
10 10 4 VETOKOE Tämän kandidaatintyön kokeellisessa osuudessa tehtiin vetokokeita ultralujasta S960 QC - rakenneteräksestä tehdyillä koekappaleilla. Vetokokeissa saatuja tuloksia verrataan tulokset kappaleessa teoreettisesti laskettuihin arvoihin. 4.1 Koekappaleiden rakenne Koekappaleet koostuvat kahdesta päällekkäin asetetusta 8 mm paksusta vetolevystä ja yhdestä 8 mm paksusta pohjalevystä. Koekappaleiden kokonaispituus on 508 mm. Pohjalevyn leveys on 100 mm, ja pohjalevyn pituus on 150 mm. Kuvasta 3 käy ilmi koekappaleiden mitat. Kuva 3. Koekappaleiden mitat.


11 11 Koekappaleiden pohjalevy ja vetolevyt hitsattiin T-liitokseksi käyttäen K-hitsiä. Railokulmana käytettiin 45 ja ilmarakona 1,6 mm. Hitsauksessa käytetyt railon mitat olivat kaikissa koekappaleissa samat ja ne näkyvät kuvasta 4. Kuva 4. Koekappaleiden railojen mitat. Koekappaleen koelaitteistoon kiinnittämistä varten on vetolevyyn tehty reikä, jota käytetään pin-kiinnittämiseen. Pohjalevy taas kiinnitetään koneistettujen pantojen avulla aineenkoetuslaitteiston pöytään, jolloin siihen ei tule erillisiä kiinnitysreikiä. Valmis hitsattu koekappale LF4 näkyy kuvassa 5. Kuva 5. Valmis hitsattu koekappale LF4.

12 Koekappaleissa käytetty liitosmuoto Koekappaleiden T-liitos tehtiin K-hitsillä pienahitsin sijaan, jotta koe olisi mahdollisimman yksinkertainen. K-hitsin käytön perusteena oli myös hitsin vaurioitumisriskin eliminoiminen, koska pienahitsi saattaa murtua kuvassa 6 esitetyllä tavalla. Kuva 6. Pienahitsillä hitsatun T-liitoksen mahdollinen vaurioitumismuoto. Vetokokeissa pyrittiin saamaan vetolevy leikkautumaan irti pohjalevystä kuvan 7 osoittamalla tavalla. Kuvan 7 mukaista vaurioitumistapaa voidaan kutsua myös punching shear - mekanismiksi. Punching shear -käsite on laajemmin tunnettu betonirakentamisesta, mutta sitä käytetään myös teräsrakentamisessa. Se on mahdollinen vauriomuoto esimerkiksi RHS-putken ja levyn liitoksessa (Wardenier, 2001, s. 8). Kuvan 7 nuolet esittävät pohjalevyä pidättäviä voimia Q ja vetolevyä vetävää voimaa F. Kuva 7. Vetolevyn leikkautuminen irti pohjalevystä punching shear -mekanismilla.

13 Koekappaleiden kestävyyden laskennallinen tarkastelu Käytetyn liitosmuodon teoreettinen kestävyys on voitava laskea, jotta sitä voidaan vertailla vetokokeissa saatuihin tuloksiin. Seuraavissa kappaleissa on määritetty koekappaleiden murtamiseen vaadittavan maksimivoiman laskemiseen tarvittavat yhtälöt sekä yhtälöt, joiden avulla voidaan määrittää materiaalin murtolujuus, kun tiedetään vetokokeissa koekappaleiden murtamiseen tarvittu voima. Koekappaleille LF2, LF3 ja LF4, joiden pohjalevyn pidättimet oli kiinnitetty hitsin rajaviivalle, on määritetty yhdet maksimivoiman ja murtolujuuden laskentaan tarvittavat yhtälöt. Koekappaleelle LF5, jonka pohjalevyn pidättimien etäisyys hitsin rajaviivalta oli 16 mm, johdettiin kolme eri laskentatapaa, jotka perustuvat plastisuusteoriaan. Joe Toivosen diplomityössä, Ultralujasta teräksestä valmistetun liitoksen pienahitsin staattinen kestävyys, tutkittiin erilaisia Optim S960 QC -teräksestä tehtyjen koekappaleiden liitoksia. Toivosen saamien tulosten mukaan kokeissa käytettyjen liitosten hitsien muodonmuutoskyky oli riittävän hyvä plastisuusteorian käyttöön. (Toivonen, 2010, s. 94.) Pidättimet rajaviivalla Seuraavassa on johdettu yhtälö, jonka avulla voidaan laskea koekappaleen murtamiseen tarvittava voima koekappaleille LF2, LF3 ja LF4, kun tiedetään pohjalevyn paksuus t ja leveys l sekä materiaalin murtolujuus f u. Yhtälö pätee tapauksissa, joissa pidättimet on asetettu hitsin rajaviivalle. Kappaleen yhteen murtopintaan kohdistuva leikkausjännitys voidaan laskea yhtälöllä: Yhtälössä (2) Q on yhteen leikkauspintaan kohdistuva leikkausvoima, S on staattinen momentti, I on pohjalevyn taivutusjäyhyys ja l on leikkauspinnan leveys. (Mäkelä et al., 2010, s. 140.) Jos käytetään von MISES:n myötöehtoa, murtolujuuden f u ja leikkausmurtolujuuden välillä on yhteys:

14 14 (Salmi & Virtanen, 2008, s. 234). Jos yhtälö (2) ja (3) yhdistetään sekä sijoitetaan laskettavan leikkauspinnan staattinen momentti ja taivutusjäyhyys, joiden laskemista ei tässä esitetä, saadaan lopulta koekappaleen materiaalin murtolujuus f u ratkaistua yhtälöstä: Yhtälössä (4) F max on vetokokeen aikana kappaleeseen kohdistuva maksimivoima, l on pohjalevyn leveys ja t on pohjalevyn paksuus. Yhtälöstä (4) voidaan myös ratkaista koekappaleen murtamiseen vaadittava teoreettinen maksimivoima F max : Kun yhtälön (5) pohjalevyn paksuus t saa arvon 8 mm, pohjalevyn leveys l arvon 100 mm ja kappaleen murtolujuuden f u arvoksi asetetaan Optim 960 QC:n murtolujuus, joka on noin 1000 MPa, saadaan murtumiseen tarvittavan voiman arvoksi 615,8 kn (Ruukki, 2013b). Kuvassa 8 on koekappale LF2 vetokokeen jälkeen. Kuvasta on nähtävissä katkenneen pohjalevyn poikkipinta sekä ehjänä säilyneeseen puoliskoon syntyneet muodonmuutokset. Kuva 8. Koekappaleeseen LF2 syntyneet vauriot.
 voidaan myös ratkaista koekappaleen murtamiseen vaadittava teoreettinen maksimivoima F max : Kun yhtälön (5) pohjalevyn paksuus t saa arvon 8 mm, pohjalevyn leveys l arvon 100 mm ja")
15 Pidätinetäisyys 16 mm (Tapa 1) Yhtälöt (4) ja (5) pätevät niiden vetokokeiden tapauksissa, joissa koekappaleen pohjalevyn pidättimet sijoitettiin hitsin rajaviivan välittömään läheisyyteen. Tämän kandidaatintyön vetokokeissa oli myös yhtenä tavoitteena selvittää, miten kiinnittimien etäisyys hitsin rajaviivalta vaikuttaa koekappaleen hitsausliitoksen lujuuteen. Tämän takia koekappaleen LF5 pohjalevyn pidättimet sijoitettiin 16 mm päähän hitsin rajaviivalta. Kyseessä olevan koekappaleen murtamiseen vaadittavaa voimaa F max ei voida laskea yhtälön (5) avulla, koska kappaleeseen kohdistuu leikkausjännityksen lisäksi myös taivutusmomentin aiheuttama taivutusnormaalijännitys. Seuraavassa on johdettu lyhyesti koekappaleen LF5 materiaalin teoreettisen lujuuden ja vetokokeessa kappaleen rikkovan teoreettisen maksimivoiman laskemiseen tarvittavat yhtälöt. Koekappaleen hitsin rajaviivalle kohdistuva plastinen momentti M p voidaan laskea yhtälöllä: Yhtälössä (6) M p on plastinen momentti, Q p on plastinen leikkausvoima, e on pidätinetäisyyden puolikas, l on pohjalevyn leveys, t on pohjalevyn paksuus ja R e on materiaalin myötölujuus (Salmi & Virtanen, 2008, s. 251). Leikkauspinnassa vallitseva leikkausjännitys saadaan yhtälöstä (2), kun siihen sijoitetaan pohjalevyn staattinen momentti ja pohjalevyn taivutusjäyhyys. Leikkausvoiman Q tilalla voidaan käyttää vetokokeessa koekappaleen rikkovaa maksimivoimaa F max : Yhtälössä (7) on pohjalevyyn kohdistuva kimmoinen leikkausjännitys, F max on koekappaletta vetävä maksimivoima, l on pohjalevyn leveys ja t on pohjalevyn paksuus. Kun yhtälöstä (6) ratkaistaan myötölujuus R e ja oletetaan sen vastaavan liitokseen kohdistuvaa täysplastista
 avulla, koska kappaleeseen kohdistuu leikkausjännityksen lisäksi myös taivutusmomentin aiheuttama")
16 16 taivutusnormaalijännitystä, saadaan murtopinnassa vallitseva jännitystila yhdistämällä taivutusnormaalijännitys ja yhtälön (7) leikkausjännitys von MISES:n hypoteesilla: (Pennala, 2002, s. 189). Yhtälössä (8) f u on koekappaleen murtolujuus, F max on vetokokeen aikana koekappaleeseen kohdistuva maksimivoima, e on pidätinetäisyyden puolikas, l on pohjalevyn leveys ja t on pohjalevyn paksuus. Kuvassa 9 on esitetty yhtälön (8) tapauksessa koekappaleen leikkauspintaan syntyvä täysplastinen taivutusjännitys ja kimmoinen leikkausjännitys. Kuva 9. Koekappaleen leikkauspintaan syntyvät taivutus- ja leikkausjännitysjakaumat. Yhtälöstä (8) voidaan myös ratkaista koekappaleen murtamiseen vaadittu maksimivoima:
 tapauksessa koekappaleen leikkauspintaan syntyvä täysplastinen taivutusjännitys ja kimmoinen leikkausjännitys. Kuva 9.")
17 17 Kun yhtälöön (9) sijoitetaan murtolujuudeksi Optim 960 QC:n murtolujuus, joka on noin 1000 MPa, pohjalevyn leveydeksi l=100 mm, pohjalevyn paksuudeksi t=8 mm ja pidätinetäisyyden puolikkaaksi e=8 mm, saadaan koekappaleen murtamisen vaativaksi maksimivoimaksi F max 335,5 kn (Ruukki, 2013b). Jos leikkausjännitys oletetaan paksuussuunnassa tasajakautuneeksi, saadaan murtopinnassa vallitsevan jännitystilan laskemiseen käytettävä yhtälö (8) muotoon: Kuvassa 10 on esitetty yhtälön (10) tapauksessa syntyvät taivutus- ja leikkausjännitysjakaumat. Kuva 10. Taivutusjännitys ja tasajakautunut leikkausjännitys. Tasajakautuneen leikkausjännityksen tapauksessa koekappaleen murtumiseen tarvittavan maksimivoiman yhtälö saadaan muotoon:
 tapauksessa syntyvät taivutus- ja leikkausjännitysjakaumat. Kuva 10. Taivutusjännitys ja tasajakautunut leikkausjännitys.")
18 18 Kun yhtälöön (11) sijoitetaan murtolujuudeksi 1000 MPa, pohjalevyn leveydeksi l=100 mm, pohjalevyn paksuudeksi t=8 mm ja pidätinetäisyyden puolikkaaksi e=8 mm, saadaan koekappaleen murtamisen vaativaksi maksimivoimaksi F max 367,1 kn (Ruukki, 2013b). Koekappaleeseen LF5 syntyneet vauriot ilmenevät kuvasta 11. Pidätinetäisyydestä johtuen pohjalevy on taipunut huomattavasti ennen katkeamistaan. Kuvan perusteella liitoksen muodonmuutoskyky on hyvä. Kuva 11. Koekappaleeseen LF5 syntyneet vauriot Pidätinetäisyys 16 mm (Tapa 2) Edellä koekappaleelle LF5 määritetyt teoreettisen murtolujuuden ja teoreettisen maksimivoiman laskemiseen tarvittavat yhtälöt voidaan myös johtaa koekappaleen pohjalevyn

19 19 geometrian perusteella. Kuvaan 12 on merkitty punaisella liitospintaan kohdistuvat taivutusnormaalijännitysjakaumat ja koekappaleen yhtä hitsiä kuormittava leikkausvoima Q. Muodostamalla momenttitasapainoyhtälö taivutusnormaalijännitystä vastaavien voimien F ja leikkausvoiman Q avulla saadaan ratkaistua pituus x, joka määrää taivutusnormaalijännityksen suuruuden. Pituus x kuvaa sitä poikkileikkauksen osaa, joka kantaa kokonaan ja pelkästään leikkauskuormituksen Q vetokokeen aikana. Kuva 12. Koekappaleen poikkileikkauksen geometria. Poikkileikkauksen geometrian perusteella saadaan voimille F johdettua yhtälö:

20 20 Yhtälössä (14) F on taivutusnormaalijännityksen murtopintaan aiheuttama voima, on materiaalin murtolujuus ja x on se poikkileikkauksen osa, joka kantaa leikkauskuormituksen. Voimien F momenttivarsien pituuksille C saadaan johdettua yhtälö: Koska leikkausvoiman Q ja voimien F aiheuttamien momenttien summa on oltava nolla poikkileikkauksen keskipisteen suhteen, voidaan muodostaa yhtälö: Yhtälössä (16) Q on vetokokeen aikana murtopintaan kohdistuva leikkausvoima, e on leikkausvoiman momenttivarsi, F on taivutusnormaalijännityksen aiheuttama voima ja C on voiman F momenttivarsi. Sijoittamalla yhtälöt (14) ja (15) yhtälöön (16) saadaan poikkileikkauksessa vaikuttavalle plastiselle momentille yhtälö: Yhtälössä (17) on plastinen momentti, on plastinen leikkausvoima, e on tämän vetokokeen tapauksessa pidätinetäisyyden puolikas, on taivutusnormaalijännitys ja x on se poikkileikkauksen osa, johon leikkausjännitys kohdistuu. Plastinen leikkausvoima voidaan ratkaista yhtälöstä: Plastisen leikkausvoiman ja leikkausvoiman aiheuttaman plastisen momentin välillä pätee yhteys:

21 21 Kun yhtälöön (19) sijoitetaan yhtälöt (17) ja (18), eliminoituvat taivutusnormaalijännitykset ja muodostuu toisen asteen yhtälö, josta voidaan ratkaista x. Muuttujan x arvoksi saadaan 3,9374 mm. Yhtälöstä (17) voidaan ratkaista taivutusnormaalijännitys: Jos yhtälöön (20) sijoitetaan edellä ratkaistu x:n arvo, saadaan ratkaistua liitokseen kohdistuva taivutusmomentin aiheuttama taivutusnormaalijännitys. Lopulta saadaan ratkaistua materiaalin murtolujuus, kun yhtälön (20) taivutusnormaalijännitys yhdistetään yhtälön (7) avulla laskettavaan leikkausjännitykseen von MISES:n hypoteesilla: Yhtälöstä (21) voidaan myös ratkaista koekappaleen murtamiseen vaadittu maksimivoima: Kun yhtälöön (22) sijoitetaan murtolujuuden arvoksi 1000 MPa, pidätinetäisyyden puolikkaaksi e=8 mm, x:n arvoksi 3,9374 mm, pohjalevyn leveydeksi l=100 mm ja pohjalevyn paksuudeksi t=8 mm, saadaan koekappaleen LF5 murtumiseen johtavaksi maksimivoimaksi 271,95 kn. Jos leikkausjännitys oletetaan tasajakautuneeksi, saadaan plastisen leikkausvoiman laskemiseen tarvittava yhtälö (18) muotoon:
22 22 Sijoittamalla yhtälö (23) ja yhtälö (17) yhtälöön (19) saadaan muodostettua toisen asteen yhtälö kuten aiemminkin. Tasajakautuneen leikkausjännityksen tapauksessa x:n arvoksi saadaan 2,9825 mm. Murtolujuuden f u yhtälö (21) saadaan tasajakautuneen leikkausjännityksen tapauksessa muotoon: Yhtälöstä (24) saadaan ratkaistua koekappaleen murtamiseen vaadittava maksimivoima F max tasajakautuneen leikkausjännityksen tapaukselle: Jos yhtälöön (25) sijoitetaan murtolujuudeksi 1000 MPa, pidätinetäisyyden puolikkaaksi e=8 mm, x:n arvoksi 2,9825 mm, pohjalevyn leveydeksi l=100 mm ja pohjalevyn paksuudeksi t=8 mm, saadaan koekappaleen LF5 murtamiseen tarvittavaksi maksimivoimaksi 322,71 kn Pidätinetäisyys 16 mm (Tapa 3) Seuraavassa on hyödynnetty Tapio Salmen ja Simo Virtasen kirjassa Materiaalien mekaniikka esitettyä poikkileikkaukseen kohdistuvan plastisen leikkausvoiman ja plastisen taivutusmomentin yhdistämiseen käytettävää tapaa, jonka avulla 16 mm pidätinetäisyyden tapaus voidaan myös ratkaista. Pohjalevyn poikkileikkauksessa vaikuttava plastinen leikkausvoima noudattaa yhtälöä:
23 23 (Salmi & Virtanen, 2008, s. 273). Poikkileikkaukseen kohdistuva plastinen taivutusmomentti taas saadaan aiemmin esitetystä yhtälöstä (6), kun myötölujuuden R e tilalle asetetaan materiaalin murtolujuus f u : (Salmi & Virtanen, 2008, s. 273). Plastinen taivutusmomentti ja plastinen leikkausvoima voidaan yhdistää, kun tiedetään, että taivutusmomentin, plastisen taivutusmomentin, leikkausvoiman ja plastisen leikkausvoiman välillä pätee yhteys: Yhtälössä (28) M t on liitokseen kohdistuva taivutusmomentti, M p on liitokseen kohdistuva plastinen taivutusmomentti, Q on liitokseen kohdistuva leikkausvoima ja Q p on liitokseen kohdistuva plastinen leikkausvoima (Salmi & Virtanen, 2008, s. 274). Sijoittamalla yhtälöt (26) ja (27) yhtälöön (28), esittämällä leikkausvoima Q kappaleen vetokokeessa murtavan maksimivoiman F max avulla ja sijoittamalla taivutusmomentin M t arvoksi leikkausvoiman Q ja pidätinetäisyyden puolikkaan e tulo, saadaan toisen asteen yhtälö: Jos yhtälöön (29) sijoitetaan murtolujuuden f u arvoksi 1000 MPa, liitoksen leveyden l arvoksi 100 mm, pohjalevyn paksuuden t arvoksi 8 mm ja pidätinetäisyyden puolikkaan e arvoksi 8 mm, saadaan koekappaleen murtamiseen vaadittavaksi maksimivoimaksi F max 355,6 kn.
24 24 Yhtälöstä (29) voidaan myös ratkaista kappaleen murtolujuus ottamalla muuttujaksi murtolujuuden käänteisarvo, jonka mahdolliset juuret ratkaistaan toisen asteen yhtälöstä: Ratkaisemalla juurien käänteisarvot saadaan murtolujuuden f u arvo. Kuvassa 13 on esitetty kolmannen laskutavan taivutusnormaali- ja leikkausjännitysjakaumat. Kuva 13. Poikkileikkaukseen kohdistuva taivutusnormaalijännitys ja leikkausjännitys (mukaillen Salmi & Virtanen, 2008, s. 273).
25 Eri koekappaleiden tarkoitukset Vetokoetta varten valmistettiin viisi koekappaletta: LF1, LF2, LF3, LF4 ja LF5. Alkuperäisen suunnitelman mukaan koekappaleita oli neljä, mutta kappaleen LF1 vetokoe epäonnistui, minkä takia sen tilalle jouduttiin tekemään korvaava koekappale LF5. Koekappaleiden LF2 ja LF3 avulla tutkittiin lämmöntuonnin vaikutusta liitoksen lujuuteen. Koekappaleen LF4 avulla tutkittiin kylmämuovauksen sekä hitsauksen yhteisvaikutusta ja koekappaleella LF5 tutkittiin taivutusnormaalijännityksen vaikutusta lisäämällä pidättimien etäisyyttä hitsin rajaviivalta. Jokaisen koekappaleen avulla tutkittava asia on merkitty taulukkoon 2. Taulukko 2. Koekappaleiden tarkoitukset. Koekappale Tutkittava asia LF1 - LF2 LF3 LF4 LF5 Suuri lämmöntuonti (Hitsaus 1 palko/puoli) Pieni lämmöntuonti (Hitsaus 2 palkoa/puoli) Kylmämuovaus (Hitsaus 2 palkoa/puoli) Pidättimien etäisyys hitsin rajaviivalta 16 mm (Hitsaus 2 palkoa/puoli) Koekappaleen LF2 avulla tutkittiin suuren lämmöntuonnin vaikutusta liitoksen lujuuteen. Kappale hitsattiin kahdella hitsillä, jolloin materiaaliin kerralla tuotu lämpömäärä muodostui suureksi ja jäähtymisnopeudesta tuli pieni. Vetokokeessa pohjalevyn pidättimet asetettiin hitsin rajaviivalle. Koekappale LF3 edustaa perustapausta ja toimii muille kappaleille vertailukohteena. Se hitsattiin neljällä hitsillä, jolloin sen lämmöntuonti muodostui optimaalisemmaksi kuin koekappaleen LF2 hitsauksessa. Koekappaleen LF3 pohjalevyn pidättimet asetettiin vetokokeessa hitsin rajaviivalle, jotta liitoksen murtuminen tapahtuisi mahdollisimman puhtaasti leikkautumalla.
26 26 Koekappaleen LF4 avulla tutkittiin pohjalevyn kylmämuovauksen vaikutusta liitoksen lujuuteen. Hitsaus tehtiin samalla tavalla neljällä hitsillä kuten koekappaleessa LF3. Myös pidättimet asetettiin hitsin rajaviivalle. Koekappaleen LF5 avulla tutkittiin taivutusmomentin vaikutusta liitoksen lujuuteen. Pohjalevyn pidättimet asetettiin 16 mm etäisyydelle hitsin rajaviivalta, mikä mahdollistaa pohjalevyn taipumisen. Kappaleen murtuminen ei tapahdu tällöin puhtaasti leikkautumalla, koska taivutusmomentti aiheuttaa liitokseen taivutusnormaalijännityksen. Koekappale LF5 hitsattiin neljällä hitsillä kuten koekappale LF Koekappaleiden hitsaus Koekappaleet hitsattiin Lappeenrannan teknillisen yliopiston hitsaustekniikan laboratoriossa. Hitsausprosessina käytettiin MAG-hitsausta eli metallikaasukaarihitsausta aktiivisella, hitsisulan kanssa reagoivalla, suojakaasulla (Lukkari, 1997, s. 159). Kaikki koekappaleet hitsattiin käsivaralta. Kaikkien koekappaleiden hitsauksessa käytettiin suojakaasuna samaa argonin ja hiilidioksidin seoskaasua, jossa hiilidioksidin osuus oli 8 %. Hitsauslisäaineena käytettiin 1 mm halkaisijaltaan olevaa Union X96 lisäainelankaa, jonka myötölujuus on 930 MPa ja murtolujuus 980 MPa (Böhler Welding GROUP, 2010). Union X96 lisäainelangan kemiallinen koostumus on esitetty taulukossa 3. Taulukko 3. Union X96 lisäainelangan kemiallinen koostumus prosentteina (Böhler Welding GROUP, 2010). C (Hiili) Si (Pii) Mn Cr (Kromi) Mo Ni (Nikkeli) (Mangaani) (Molybdeeni) 0,12 0,80 1,90 0,45 0,55 2,35
27 Hitsausparametrit Taulukosta 4 käy ilmi eri koekappaleiden hitsauksessa käytetyt hitsausparametrit. Kappale LF2 on hitsattu kahdella hitsillä ja muut koekappaleet neljällä hitsillä. Taulukossa 4 on esitetty jokaisen hitsin hitsauksessa käytetty virta, jännite, hitsausaika, hitsausnopeus, lämmöntuonti ja langansyöttönopeus. Hitsauspituus on kaikilla kappaleilla sama, ja se määräytyy koekappaleen pohjalevyn leveydestä, joka on 100 mm. Koekappaleen LF1 arvoja ei taulukossa esitetä, koska niillä ei ole merkitystä epäonnistuneen vetokokeen takia. Taulukko 4. Koekappaleiden hitsausparametrit. Koekappale Hitsi [nro] LF2 LF3 LF4 LF5 Virta [A] Jännite [V] Hitsauspituus [mm] Hitsausaika [s] Hitsausnopeus [mm/s] Lämmöntuonti [kj/mm] Langansyött ö [m/min] , ,2 1,67 10, , ,4 1,51 10, , ,3 0,69 9, , ,3 0,69 9, , ,2 1,25 10, , ,2 1,26 10, , ,9 0,73 9, , ,9 0,72 9, , ,2 1,27 10, , ,2 1,24 10, , ,9 0,71 9, , ,6 0,77 9, , ,5 1,21 10, , ,0 1,09 10,7 Koekappaleet LF3, LF4 ja LF5 hitsattiin neljällä palolla siten, että yhdelle puolelle hitsattiin aina yksi palko kerrallaan. Koekappale LF2 hitsattiin kahdella palolla. Kaikki kappaleet jäähtyivät hitsauskiinnittimessä, ja palkojen välinen lämpötila oli kaikissa kappaleissa aina alle 50 C. Kuvassa 14 on esitetty kappaleiden LF3, LF4 ja LF5 palkojen hitsausjärjestys. Kappaleen LF2 hitsausjärjestystä ei ole tarpeen kuvallisesti selventää, koska ei ole merkitystä kumpi kahdesta palosta on ensin hitsattu.
28 28 Kuva 14. Kappaleiden LF3, LF4 ja LF5 palkojen hitsausjärjestys 4.6 Koekappaleen LF4 kylmämuovaus Kylmämuovaus tehtiin taivuttamalla ja suoristamalla pohjalevyä useita kertoja sitä kuitenkaan murtamatta. Taivutuksessa käytetyn painimen säde oli 30 mm. Vastinten halkaisija oli 50 mm ja niiden keskipisteiden välinen etäisyys 360 mm. Taivutuksen aikana suurin taivuttava voima oli 22,2 kn. Taivuttavan voiman poistamisen jälkeen koekappaleen taivutuskulmaksi mitattiin 65. Kylmämuovaamisen jälkeen vetolevyt hitsattiin pohjalevyyn sille puolelle, jolta painin oli levyä taivuttanut. Taivutuksessa käytetyt parametrit ja kappaleen taivutuksen jälkeinen kulma ilmenevät kuvasta 15. Kuva 15. Taivutusparametrit ja taivutuskulma taivutusvoiman ollessa nolla.
29 Pidättimien reunaetäisyys Liitokseen kohdistuvan taivutusmomentin vaikutuksen tutkimiseksi koekappaleiden pohjalevyjen kiinnityksessä käytettävien pidättimien etäisyyttä koekappaleen hitsin rajaviivalta muunneltiin. Lähtökohta kokeissa oli se, että pidättimet asetettiin kiinni hitsin rajaviivaan. Koekappaleen LF5 vetokokeessa pidättimet kuitenkin asetettiin siten, että pidättimen reunan ja hitsin rajaviivan välimatka oli kaksi kertaa pohjalevyn paksuus eli 16 mm. Kuvassa 16 on esitetty perustapaus, jossa pidättimet ovat hitsin rajaviivalla, ja kuvassa 17 on esitetty tapaus, jossa pidättimien etäisyys hitsin rajaviivalta on 16 mm. Kuva 16. Pidättimet asetettu hitsin rajaviivalle. Kuva 17. Pidättimien etäisyys hitsin rajaviivalta 16 mm.
30 Koejärjestelyt Vetokokeet tehtiin Lappeenrannan teknillisen yliopiston teräsrakenteiden laboratoriossa. Vetokokeissa käytettiin MEGA-kehää, joka on servohydraulinen kuormituskehä. MEGAkehällä pystytään tuottamaan suurimmillaan 5 MN suuruinen voima. (LUT, 2014.) Koekappaleet kiinnitettiin koelaitteistoon pidätinlevyjen ja pin-kiinnityksen avulla. Kaksi pidätinlevyä asetettiin koekappaleen pohjalevyn päälle ja kiristettiin aineenkoetuslaitteiston pöytään siten, että kumpaankin pidätinlevyyn käytettiin kuusi M24-ruuvia. Pidätinlevyjen korkeus ja leveys oli 100 mm, ja niiden pituus oli 530 mm. Pidätinlevyjen valmistuspiirustukset on esitetty liitteissä. Pin-kiinnityksessä vetolevy kiinnitettiin koelaitteistoon vetolevyssä 80 mm halkaisijaltaan olevan reiän avulla. Kuvassa 18 koekappaletta LF1 kiinnitetään koelaitteistoon. Kuva 18. Koekappaleen LF1 kiinnitys koelaitteistoon. Vetokokeista mitattiin kehän siirtymä ja vetävä voima ajan funktiona. Eri koekappaleiden voima-siirtymä -kuvaajat on esitetty tulokset-osiossa.
31 31 5 TULOKSET Tässä osiossa tarkastellaan vetokokeissa saatuja koetuloksia ja verrataan niitä teoreettisiin arvoihin. Tarkastelun kohteena on myös koekappaleiden vauriomuoto sekä lämmöntuonnin, kylmämuovauksen ja pidättimien reunaetäisyyden vaikutus. 5.1 Tulosten tarkastelu Kappaleen LF1 vetokoe epäonnistui kiinnitysongelmien takia. Kappaleen uudelleen kiinnittämisen jälkeen koe jouduttiin lopettamaan vetävän voiman ollessa 950 kn. Kappale jäi lopulta ehjäksi, vaikkakin vetolevyt erkanivat toisistaan. Muissa koekappaleissa vetolevyjen erkaneminen estettiin hitsaamalla vetolevyjen reunat yhteen koekappaleen alaosasta. Kuvassa 19 on koekappale LF1 epäonnistuneen vetokokeen jälkeen. Kuva 19. Vetolevyjen erkautuminen toisistaan koekappaleessa LF1.
32 32 Koekappaleiden LF2, LF3, LF4 ja LF5 vetokokeissa koekappaleiden pohjalevyt vaurioituivat hitsin rajaviivalta. Kuvasta 20 ilmenee koekappaleeseen LF2 syntynyt vaurio, joka vastaa hyvin myös kappaleisiin LF3 ja LF4 syntynyttä murtumaa. Kuva 20. Koekappaleen LF2 katkennut pohjalevy. Koekappale LF5 vaurioitui samalla tavalla hitsin rajaviivalta kuin koekappaleet LF2, LF3 ja LF4. Koekappaleen LF5 pohjalevy kuitenkin taipui huomattavasti ennen katkeamistaan pidättimien reunaetäisyydestä johtuen. Kuvassa 21 on koekappaleeseen LF5 syntynyt vaurio. Kuva 21. Koekappaleen LF5 katkennut ja taipunut pohjalevy.
33 33 Koekappaleiden murtamiseen tarvittujen voimien arvot on esitetty taulukossa 5. Kuvista ilmenee koekappaleiden LF2, LF3, LF4 ja LF5 vetokokeissa mitattujen voimien arvot siirtymän funktiona. Taulukko 5. Koekappaleiden murtamiseen tarvitut maksimivoimien arvot. Koekappale Maksimivoima (kn) LF2 932 LF3 953 LF4 820 LF5 416 Kuva 22. Koekappaleen LF2 voima-siirtymä -kuvaaja.
34 34 Kuva 23. Koekappaleen LF3 voima-siirtymä -kuvaaja. Kuva 24. Koekappaleen LF4 voima-siirtymä -kuvaaja.
35 35 Kuva 25. Koekappaleen LF5 voima-siirtymä -kuvaaja. 5.2 Vertaus teoreettiseen kestävyyteen Aiemmin johdettiin laskentaosiossa yhtälöt, joiden avulla voidaan laskea koekappaleiden rikkoutumiseen vaadittujen maksimivoimien F max arvot. Taulukoon 6 on koottu vetokokeissa koekappaleiden LF2, LF3 ja LF4 murtamiseen vaadittujen maksimivoimien arvot sekä teoreettisesti lasketut maksimivoimien arvot, joiden laskemiseen on käytetty yhtälöä (5). Murtolujuutena f u on käytetty 1000 MPa, jonka teräksen valmistaja on ilmoittanut Internetsivuillaan (Ruukki, 2013b). Teoreettisten arvojen laskennassa on myös käytetty liitteissä esitetyn mittauspöytäkirjan pohjalevyn paksuuden t ja leveyden l arvoja. Taulukko 6. Todelliset ja teoreettiset maksimivoimien F max arvot. Koekappale Teoreettinen maksimivoima Todellinen maksimivoima LF2 614,6 kn 932 kn LF3 613,5 kn 953 kn LF4 611,7 kn 820 kn
36 36 Koekappaleen LF5 murtamiseen vaadittu todellinen maksimivoima F max oli vetokokeessa 416 kn. Koekappaleen LF5 teoreettisen maksimivoiman laskentaan voidaan käyttää yhtälöitä (9), (11), (22), (25) ja (29). Taulukkoon 7 on laskettu teoreettisten maksimivoimien arvot edellä mainittujen yhtälöiden ja mittauspöytäkirjassa esitettyjen mittojen avulla. Murtolujuutena on käytetty 1000 MPa. Taulukko 7. Koekappaleen LF5 teoreettiset maksimivoimat. Laskentaan käytetty yhtälö Teoreettinen maksimivoima (9), Tapa (1) 333,5 kn (11), Tapa (1), tasajakautunut 365,0 kn (22), Tapa (2) 271,6 kn (25), Tapa (2), tasajakautunut 322,4 kn (29), Tapa (3) 353,5 kn Vetokoetulosten ja aiemmin johdettujen murtolujuuksien yhtälöiden avulla voidaan koekappaleille laskea murtolujuuden arvot. Taulukossa 8 on esitetty yhtälön (4) ja mittauspöytäkirjan mittojen avulla lasketut murtolujuuksien arvot koekappaleille LF2, LF3 ja LF4. Taulukko 8. Koekappaleiden LF2, LF3 ja LF4 vetokoetulosten avulla lasketut murtolujuudet. Koekappale Murtolujuus f u LF2 1516,4 MPa LF3 1553,4 MPa LF4 1337,9 MPa Koekappaleen LF5 murtolujuutta laskettaessa voidaan käyttää yhtälöitä (8), (10), (21), (24) ja (30). Taulukkoon 9 on laskettu koekappaleen LF5 vetokoetulosten ja mittauspöytäkirjan arvojen perusteella murtolujuuksien f u arvoja.
37 37 Taulukko 9. Koekappaleen LF5 vetokoetuloksen avulla lasketut murtolujuudet. Laskentaan käytetty yhtälö Murtolujuus f u (8), Tapa (1) 1223,5 MPa (10), Tapa (1), tasajakautunut 1117,9 MPa (21), Tapa (2) 1502,3 MPa (24), Tapa(2), tasajakautunut 1265,4 MPa (30), Tapa(3) 1154,2 MPa Taulukoista 6 ja 7 nähdään, että kaikki koekappaleet kestivät vetokokeissa huomattavasti enemmän kuormitusta, kuin mitä minkään yhtälön avulla saatiin teoreettiseksi maksimivoimaksi. Vetokokeiden perusteella lasketuista murtolujuuksista koekappaleiden LF2, LF3 ja LF4 murtolujuudet olivat hyvin samansuuruisia. Koekappaleen LF4 vetokoetulosten avulla laskettu murtolujuus oli kylmämuovauksen takia alempi kuin koekappaleilla LF2 ja LF3. Koekappaleelle LF5 taulukkoon 9 lasketut murtolujuuksien arvot sen sijaan erosivat koekappaleiden LF2, LF3 ja LF4 avulla lasketuista arvoista. Koekappaleen LF5 murtolujuuden tulisi vastata koekappaleen LF3 murtolujuutta, koska näiden koekappaleiden välillä oli ainoana erona pidätinten etäisyys hitsin rajaviivalta. Koekappaleen LF5 avulla laskettu murtolujuuden arvo vastasi parhaiten koekappaleen LF3 murtolujuutta, kun laskennassa käytettiin yhtälöä (21). Muilla yhtälöillä laskettaessa murtolujuus jäi huomattavasti pienemmäksi. 5.3 Vertaus teoreettiseen vauriomuotoon Koekappaleet vaurioituvat sivulla 12 esitetyn punching shear -mekanismin mukaisesti. Kaikissa koekappaleissa, lukuun ottamatta koekappaleen LF1 epäonnistunutta vetokoetta, vetolevy leikkautui irti pohjalevystä. Kuvissa on esitetty koekappaleiden LF2, LF3, LF4 ja LF5 pohjalevyjen murtopinnat. Kuva 26. Koekappaleen LF2 pohjalevy.
38 38 Kuva 27. Koekappaleen LF3 pohjalevy. Kuva 28. Koekappaleen LF4 pohjalevy. Kuva 29. Koekappaleen LF5 pohjalevy. 5.4 Lämmöntuonnin, kylmämuovauksen ja pidättimien reunaetäisyyden vaikutus Vetokokeissa koekappaleiden välille syntyi selkeitä eroja murtumiseen vaaditun voiman F max suuruudessa. Eri koekappaleiden tuloksia vertaillessa voidaan koekappale LF3 asettaa perustapaukseksi. Koetulosten perusteella lämmöntuonnin vaikutus liitoksen kestävyyteen oli melko pieni. Neljällä palolla hitsatun koekappaleen LF3 vetokokeen maksimivoiman arvo oli vain 2,25 % suurempi kuin kahdella palolla hitsatun koekappaleen LF2 tapauksessa. Kylmämuovauksen vaikutus taas oli selkeästi havaittavissa. Kylmämuovatun koekappaleen LF4 vetokokeen maksimivoiman arvo oli 13,95 % koekappaleen LF3 vetokokeen maksimivoiman arvoa pienempi, mikä on jo merkittävä ero. Voimakkaimmin liitoksen lujuuteen vaikutti pidättimien reunaetäisyys. Koekappaleen LF5 vetokokeen maksimivoiman arvo oli noin 56,35 % pienempi kuin koekappaleella LF3.
39 39 6 JOHTOPÄÄTÖKSET Vetokoetulosten avulla sivuilla lasketut murtolujuuksien arvot olivat kaikissa tapauksissa valmistajan ilmoittamaa murtolujuuden arvoa suurempia. Eri yhtälöillä saadut murtolujuuksien arvot kuitenkin vaihtelivat melkoisesti. Pienimmän murtolujuuden arvoksi saatiin noin 1118 MPa ja suurimman murtolujuuden arvoksi noin 1553 MPa. Tulosten perusteella turvallisena mitoituslähtökohtana voidaan pitää 1100 MPa. Koetulosten perusteella tutkittavan materiaalin murtolujuus on kummallakin lämmöntuonnilla reilusti suurempi, kuin mitä valmistaja on Internet-sivuillaan ilmoittanut. Odotusten vastaisesti lämmöntuonnin vaikutus jäi vetokokeissa pieneksi. Kokeissa olisikin ehkä pitänyt tutkia laajemmin erilaisten lämmöntuontien vaikutusta. Kylmämuovatun koekappaleen LF4 vetokokeen perusteella ennen hitsausta tapahtuvalla kylmämuovauksella on selkeä vaikutus liitoksen lujuuteen. Vetokokeiden perusteella voidaan päätellä, että kylmämuovauksen ja hitsauksen yhteisvaikutus tulisi aina ottaa huomioon ultralujia rakenneteräksiä käytettäessä. Todellisissa rakenteissa liitoksiin kohdistuu usein leikkausjännityksen lisäksi myös taivutusmomentin aiheuttama taivutusnormaalijännitys, jolla on koekappaleen LF5 vetokokeista saatujen tulosten mukaan suurin vaikutus liitoksen lujuuteen. Vetokokeissa koekappaleen LF5 liitoksen lujuus oli alle puolet koekappaleen LF3 liitoksen lujuudesta. Tulosten perusteella voidaan päätellä, että liitoksia mitoitettaessa on aina erityisen tärkeää ottaa huomioon kuormittaako liitosta puhdas leikkausjännitys, vai kohdistuuko liitokseen myös taivutusnormaalijännitys.
40 40 LÄHTEET Böhler Welding GROUP Union X96 [Viitattu ]. Saatavissa PDF-tiedostona: Halikko Group Kylmämuovaus [Viitattu ]. Saatavissa: Inserkit Ultralujan rakenneteräksen menestyksekäs käyttö [Viitattu ]. Saatavissa: Kömi, J. & Hemmilä, M. & Järvenpää, M. & Kemppainen, A. & Lang, V. & Lehtinen, M. & Liimatainen, T. & Markkula, A. & Mikkonen, P. & Steen, P. & Tihinen, S. & Vimpari, J. & Väyrynen, J Ruukin erikoistuotteet ja niiden hitsattavuus. Hitsaustekniikka, Nro. 5, s Lukkari, J Hitsaustekniikka: Perusteet ja kaarihitsaus. 4 tarkistettu painos. Helsinki, Oy Edita Ab. 292 s. Lukkari, J Työkaluja hitsauskoordinoijalle hitsausten suunnittelua varten. Hitsaustekniikka, Nro. 2, s LUT Teräsrakenteiden laboratorio [Viitattu ]. Saatavissa: Miekk-oja, H.M Metallioppi. Helsinki, Kustannusosakeyhtiö Otava. 669 s. Mäkelä, M. & Soininen, L. & Tuomola, S. & Öistämö, J Tekniikan kaavasto: Matematiikan, fysiikan, kemian ja lujuusopin peruskaavoja sekä SI-järjestelmä. 9.painos. Tampere, Tammertekniikka. 205 s.
41 41 Pennala, E Lujuusopin perusteet. 11 muuttumaton painos. Helsinki, Otatieto. 400 s. Ruukki. 2013a. Bronto Skylift - Kevyesti korkeammalle [Viitattu ]. Saatavissa: Ruukki. 2013b. Optim QC rakenneteräkset [Viitattu ]. Saatavissa: Ruukki. 2013c. Kylmämuovatut teräsprofiilit [Viitattu ]. Saatavissa: Salmi, T. & Virtanen, S Materiaalien mekaniikka. Tampere, Pressus Oy. 413 s. SFS-EN Teräsrakenteiden suunnittelu. Osa 1-1: Yleiset säännöt ja rakennuksia koskevat säännöt. Helsinki: suomen Standardisoimisliitto SFS. 100 s. Vahvistettu SFS-EN Teräsrakenteiden suunnittelu. Osa 1-12: EN 1993 laajennus teräslajeihin S 700 asti. Helsinki: suomen Standardisoimisliitto SFS. 12 s. Vahvistettu Toivonen, J Ultralujasta teräksestä valmistetun liitoksen pienahitsin staattinen kestävyys. Diplomityö, Konetekniikan osasto. Lappeenrannan teknillinen yliopisto. Vähäkainu, O Rautaruukin teräkset: Hitsaajan opas painos. Keuruu, Otava. 80 s. Wardenier, J From a tubular morning mist to the tubular morning glow. In: Puthli, R. & Herion, S Tubular Structures IX: Proceedings of the Ninth International Symposium and Euroconference, Dusseldorf, Germany, 3-5 April Netherlands. CRC Press. S
42 42 WorldAutoSteel Automotive Steel Definitions [Viitattu ]. Saatavissa:
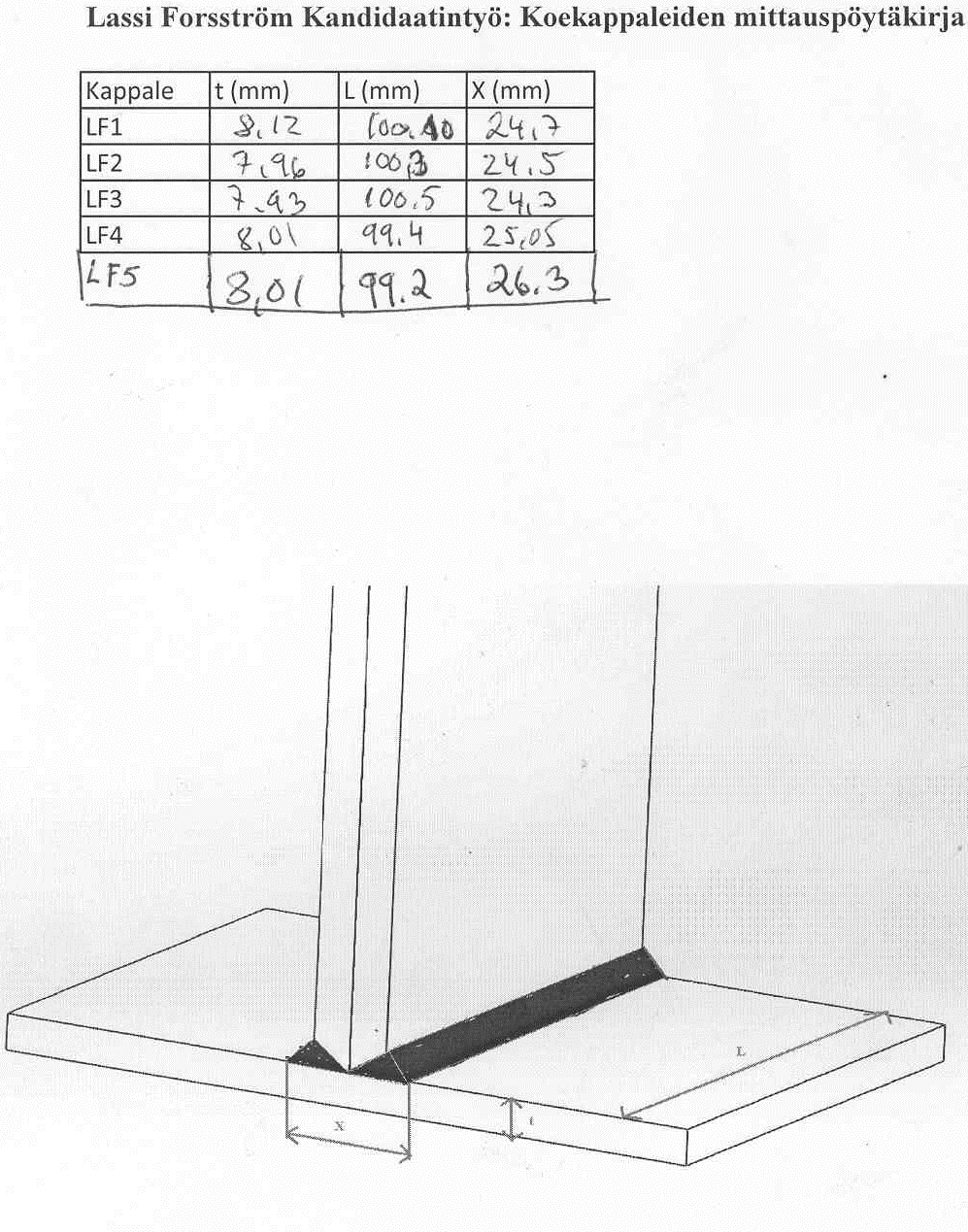
43 Liite I
44 Liite II, 1
45 Liite II, 2
46 Liite II, 3
47 Liite II, 4
48 Liite II, 5
49 Liite III
50 Liite IV, 1
51 Liite IV, 2
52 Liite IV, 3
53 Liite IV, 4
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
Teräsrakentamisen T&K-päivät Lujista rakenneputkista valmistettavien liitosten kestävyys
 5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Liite 1. Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys
 TUTKIMUSSELOSTUS nro TUO74-033240 7.11.2003 Liite 1 Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys Tilaaja: Onnettomuustutkintakeskus,
TUTKIMUSSELOSTUS nro TUO74-033240 7.11.2003 Liite 1 Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys Tilaaja: Onnettomuustutkintakeskus,
Eurokoodien mukainen suunnittelu
 RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
7. Suora leikkaus TAVOITTEET 7. Suora leikkaus SISÄLTÖ
 TAVOITTEET Kehitetään menetelmä, jolla selvitetään homogeenisen, prismaattisen suoran sauvan leikkausjännitysjakauma kun materiaali käyttäytyy lineaarielastisesti Menetelmä rajataan määrätyn tyyppisiin
TAVOITTEET Kehitetään menetelmä, jolla selvitetään homogeenisen, prismaattisen suoran sauvan leikkausjännitysjakauma kun materiaali käyttäytyy lineaarielastisesti Menetelmä rajataan määrätyn tyyppisiin
Ultralujien terästen hitsausliitosten väsymislujuus
 Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
Tartuntakierteiden veto- ja leikkauskapasiteettien
 TUTKIMUSSELOSTUS Nro RTE3261/4 8..4 Tartuntakierteiden veto- ja leikkauskapasiteettien mittausarvojen määritys Tilaaja: Salon Tukituote Oy VTT RAKENNUS- JA YHDYSKUNTATEKNIIKKA TUTKIMUSSELOSTUS NRO RTE3261/4
TUTKIMUSSELOSTUS Nro RTE3261/4 8..4 Tartuntakierteiden veto- ja leikkauskapasiteettien mittausarvojen määritys Tilaaja: Salon Tukituote Oy VTT RAKENNUS- JA YHDYSKUNTATEKNIIKKA TUTKIMUSSELOSTUS NRO RTE3261/4
ULTRALUJIEN TERÄSTEN PIENAHITSIEN STAATTINEN LUJUUS STATIC STRENGTH OF FILLET WELDS OF ULTRA HIGH STRENGTH STEELS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari ULTRALUJIEN TERÄSTEN PIENAHITSIEN STAATTINEN LUJUUS STATIC STRENGTH OF FILLET
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari ULTRALUJIEN TERÄSTEN PIENAHITSIEN STAATTINEN LUJUUS STATIC STRENGTH OF FILLET
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari VÄÄNTÖRASITETUN RAKENNEOSAN EURONORMIIN PERUSTUVA KESTÄVYYSLASKENTAYHTÄLÖIDEN
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari VÄÄNTÖRASITETUN RAKENNEOSAN EURONORMIIN PERUSTUVA KESTÄVYYSLASKENTAYHTÄLÖIDEN
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
TUTKIMUSRAPORTTI VTT-R-05508-10. Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta
 TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
Ultralujien terästen käyttö ja konepajaprosessit
 Tiina Rissanen Ultralujien terästen käyttö ja konepajaprosessit Tekninen raportti Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2011 Ultralujien terästen käyttö ja konepajaprosessit
Tiina Rissanen Ultralujien terästen käyttö ja konepajaprosessit Tekninen raportti Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2011 Ultralujien terästen käyttö ja konepajaprosessit
Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.
![Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.](/thumbs/51/28694845.jpg "Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.") Kotitehtävät palautetaan viimeistään keskiviikkona 2.3. ennen luentojen alkua eli klo 14:00 mennessä puiseen kyyhkyslakkaan, jonka numero on 9. Arvostellut kotitehtäväpaperit palautetaan laskutuvassa.
Kotitehtävät palautetaan viimeistään keskiviikkona 2.3. ennen luentojen alkua eli klo 14:00 mennessä puiseen kyyhkyslakkaan, jonka numero on 9. Arvostellut kotitehtäväpaperit palautetaan laskutuvassa.
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset
 1 B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset B4.1 Hitsauksen lämpötilajakautuma Hitsattaessa useimpien metallien tilavuus muuttuu. Kuumentuessaan tilavuus kasvaa ja jäähtyessään se pienenee.
1 B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset B4.1 Hitsauksen lämpötilajakautuma Hitsattaessa useimpien metallien tilavuus muuttuu. Kuumentuessaan tilavuus kasvaa ja jäähtyessään se pienenee.
SBKL-KIINNITYSLEVYT EuroKoodIEN mukainen SuuNNITTELu
 SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
PÄÄKANNATTAJAN LIITOSTEN MITOITUS
 PÄÄKANNATTAJAN LIITOSTEN MITOITUS VERKKOLIITE 1a Diagonaalien liitos pääkannattajan alapaarteeseen (harjalohkossa) Huom! K-liitoksen mitoituskaavoissa otetaan muuttujan β arvoa ja siitä laskettavaa k n
PÄÄKANNATTAJAN LIITOSTEN MITOITUS VERKKOLIITE 1a Diagonaalien liitos pääkannattajan alapaarteeseen (harjalohkossa) Huom! K-liitoksen mitoituskaavoissa otetaan muuttujan β arvoa ja siitä laskettavaa k n
Ultralujien terästen särmättävyyden tutkimus Arctic Steel and Mining (ASM) tutkimusryhmässä
 tutkimusryhmässä") Lumen 1/2016 TEEMA-ARTIKKELI Ultralujien terästen särmättävyyden tutkimus Arctic Steel and Mining (ASM) tutkimusryhmässä Raimo Ruoppa, DI, erityisasiantuntija, Teollisuus ja luonnonvarat, Arctic Steel
Lumen 1/2016 TEEMA-ARTIKKELI Ultralujien terästen särmättävyyden tutkimus Arctic Steel and Mining (ASM) tutkimusryhmässä Raimo Ruoppa, DI, erityisasiantuntija, Teollisuus ja luonnonvarat, Arctic Steel
FERROMETAL OY:N BETONIRUUVIEN TARTUNTA- VETOKOKEET JA LEIKKAUSKOKEET - Koetulokset
 TAMPEREEN TEKNILLINEN YLIOPISTO LIITE A NRO 1846 TUTKIMUSSELOSTUKSEEN 1839 FERROMETAL OY:N BETONIRUUVIEN TARTUNTA- VETOKOKEET JA LEIKKAUSKOKEET - Koetulokset Tampere 2010 2(5) Liite A Tampereen teknillisen
TAMPEREEN TEKNILLINEN YLIOPISTO LIITE A NRO 1846 TUTKIMUSSELOSTUKSEEN 1839 FERROMETAL OY:N BETONIRUUVIEN TARTUNTA- VETOKOKEET JA LEIKKAUSKOKEET - Koetulokset Tampere 2010 2(5) Liite A Tampereen teknillisen
Jänneterästen katkeamisen syyn selvitys
 1 (3) Tilaaja Onnettomuustutkintakeskus, Kai Valonen, Sörnäisten rantatie 33C, 00500 Helsinki Tilaus Sähköpostiviesti Kai Valonen 4.12.2012. Yhteyshenkilö VTT:ssä Johtava tutkija Jorma Salonen VTT, PL
1 (3) Tilaaja Onnettomuustutkintakeskus, Kai Valonen, Sörnäisten rantatie 33C, 00500 Helsinki Tilaus Sähköpostiviesti Kai Valonen 4.12.2012. Yhteyshenkilö VTT:ssä Johtava tutkija Jorma Salonen VTT, PL
Stabiliteetti ja jäykistäminen
 Stabiliteetti ja jäykistäminen Lommahdusjännitykset ja -kertoimet Lommahdus normaalijännitysten vuoksi: Leikkauslommahdus: Eulerin jännitys Lommahduskerroin normaalijännitykselle, pitkä jäykistämätön levy:
Stabiliteetti ja jäykistäminen Lommahdusjännitykset ja -kertoimet Lommahdus normaalijännitysten vuoksi: Leikkauslommahdus: Eulerin jännitys Lommahduskerroin normaalijännitykselle, pitkä jäykistämätön levy:
MEKAANINEN AINEENKOETUS
 MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
Hitsaustekniikkaa suunnittelijoille koulutuspäivä Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm
 Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
PUHDAS, SUORA TAIVUTUS
 PUHDAS, SUORA TAIVUTUS Qx ( ) Nx ( ) 0 (puhdas taivutus) d t 0 eli taivutusmomentti on vakio dx dq eli palkilla oleva kuormitus on nolla 0 dx suora taivutus Taivutusta sanotaan suoraksi, jos kuormitustaso
PUHDAS, SUORA TAIVUTUS Qx ( ) Nx ( ) 0 (puhdas taivutus) d t 0 eli taivutusmomentti on vakio dx dq eli palkilla oleva kuormitus on nolla 0 dx suora taivutus Taivutusta sanotaan suoraksi, jos kuormitustaso
Pienahitsien materiaalikerroin w
 Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
RAK-31000 Statiikka 4 op
 RAK-31000 Statiikka 4 op Opintojakson kotisivu on osoitteessa: http://webhotel2.tut.fi/mec_tme harjoitukset (H) harjoitusten malliratkaisut harjoitustyöt (HT) ja opasteet ilmoitusasiat RAK-31000 Statiikka
RAK-31000 Statiikka 4 op Opintojakson kotisivu on osoitteessa: http://webhotel2.tut.fi/mec_tme harjoitukset (H) harjoitusten malliratkaisut harjoitustyöt (HT) ja opasteet ilmoitusasiat RAK-31000 Statiikka
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA
 KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KJR-C2002 Kontinuumimekaniikan perusteet
 KJR-C2002 Kontinuumimekaniikan perusteet Luento 25.11.2015 Susanna Hurme, Yliopistonlehtori, TkT Tämän päivän luento Aiemmin ollaan johdettu palkin voimatasapainoyhtälöt differentiaaligeometrisella tavalla
KJR-C2002 Kontinuumimekaniikan perusteet Luento 25.11.2015 Susanna Hurme, Yliopistonlehtori, TkT Tämän päivän luento Aiemmin ollaan johdettu palkin voimatasapainoyhtälöt differentiaaligeometrisella tavalla
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hilti HIT-RE 500 + HIS-(R)N
N") HIS-(R)N Hilti HIT-RE 500 + Injektointijärjestelmä Hyödyt Hilti HIT-RE 500 330 ml pakkaus (saatavana myös 500 ml 500 ml ja 1400 ml pakkaus) Sekoituskärki BSt 500 S - soveltuu halkeilemattomaan betoniin
HIS-(R)N Hilti HIT-RE 500 + Injektointijärjestelmä Hyödyt Hilti HIT-RE 500 330 ml pakkaus (saatavana myös 500 ml 500 ml ja 1400 ml pakkaus) Sekoituskärki BSt 500 S - soveltuu halkeilemattomaan betoniin
Ratkaisut 3. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016
 Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 14:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri lokeroon! Joka kierroksen arvostellut kotitehtäväpaperit
Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 14:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri lokeroon! Joka kierroksen arvostellut kotitehtäväpaperit
2 LUJUUSOPIN PERUSKÄSITTEET 25 2.1 Suoran sauvan veto tai puristus 25. 2.2 Jännityksen ja venymän välinen yhteys 34
 SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillisen suunnitteluprosessin kulku
SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillisen suunnitteluprosessin kulku
HITSAUSENERGIAN HALLINTA KORKEALUJUUSTERÄKSILLÄ ERI HITSAUSASENNOISSA
 HITSAUSENERGIAN HALLINTA KORKEALUJUUSTERÄKSILLÄ ERI HITSAUSASENNOISSA Ammattikorkeakoulun opinnäytetyö Rakennustekniikka Visamäki, kevät 2015 Harri Myllymäki TIIVISTELMÄ VISAMÄKI Rakennustekniikka Rakennetekniikka
HITSAUSENERGIAN HALLINTA KORKEALUJUUSTERÄKSILLÄ ERI HITSAUSASENNOISSA Ammattikorkeakoulun opinnäytetyö Rakennustekniikka Visamäki, kevät 2015 Harri Myllymäki TIIVISTELMÄ VISAMÄKI Rakennustekniikka Rakennetekniikka
Poijukettingit ja sakkelit LAATUVAATIMUKSET
 24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ
 SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ") KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset
 Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
Optim erikoisluja teräs. Nostureiden uusi sukupolvi - teoriasta käytäntöön. www.ruukki.fi
 Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
RIL263 KAIVANTO-OHJE TUETUN KAIVANNON MITOITUS PETRI TYYNELÄ/RAMBOLL FINLAND OY
 RIL263 KAIVANTO-OHJE TUETUN KAIVANNON MITOITUS PETRI TYYNELÄ/RAMBOLL FINLAND OY YLEISTÄ Kaivanto mitoitetaan siten, että maapohja ja tukirakenne kestävät niille kaikissa eri työvaiheissa tulevat kuormitukset
RIL263 KAIVANTO-OHJE TUETUN KAIVANNON MITOITUS PETRI TYYNELÄ/RAMBOLL FINLAND OY YLEISTÄ Kaivanto mitoitetaan siten, että maapohja ja tukirakenne kestävät niille kaikissa eri työvaiheissa tulevat kuormitukset
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
NOTCHIKOLOLIITOSTEN FE-ANALYYSIT FE-ANALYSIS OF NOTCH JOINTS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari NOTCHIKOLOLIITOSTEN FE-ANALYYSIT FE-ANALYSIS OF NOTCH JOINTS Lappeenrannassa
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari NOTCHIKOLOLIITOSTEN FE-ANALYYSIT FE-ANALYSIS OF NOTCH JOINTS Lappeenrannassa
kansainvälisyys JACQUET johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 483 työntekijää
 JACQUET kansainvälisyys johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 43 työntekijää 3 yksikköä 20 eri maassa / 21 palvelukeskusta 7 500 asiakasta 60 eri maassa liikevaihto 23 M5 7
JACQUET kansainvälisyys johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 43 työntekijää 3 yksikköä 20 eri maassa / 21 palvelukeskusta 7 500 asiakasta 60 eri maassa liikevaihto 23 M5 7
SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET
 www.ruukki.fi SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Johdanto Raex on erinomaisen kova ja luja kulutusteräs, jota toimitamme karkaistuna nauhalevynä
www.ruukki.fi SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Johdanto Raex on erinomaisen kova ja luja kulutusteräs, jota toimitamme karkaistuna nauhalevynä
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ HITSATTAESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ
MODIX Raudoitusjatkokset
 MODIX Raudoitusjatkokset Betoniyhdistyksen käyttöseloste nro 23 2/2009 MODIX -raudoitusjatkos Peikko MODIX raudoitusjatkosten etuja: kaikki tangot voidaan jatkaa samassa poikkileikkauksessa mahdollistaa
MODIX Raudoitusjatkokset Betoniyhdistyksen käyttöseloste nro 23 2/2009 MODIX -raudoitusjatkos Peikko MODIX raudoitusjatkosten etuja: kaikki tangot voidaan jatkaa samassa poikkileikkauksessa mahdollistaa
YMPÄRISTÖMINISTERIÖN ASETUS HITSATTAVIEN BETONITERÄSTEN JA BETO- NITERÄSVERKKOJEN OLENNAISISTA TEKNISISTÄ VAATIMUKSISTA
 YMPÄRISTÖMINISTERIÖ Muistio Yli-insinööri Jorma Jantunen 16.12.2015 YMPÄRISTÖMINISTERIÖN ASETUS HITSATTAVIEN BETONITERÄSTEN JA BETO- NITERÄSVERKKOJEN OLENNAISISTA TEKNISISTÄ VAATIMUKSISTA 1 Yleistä Maankäyttö-
YMPÄRISTÖMINISTERIÖ Muistio Yli-insinööri Jorma Jantunen 16.12.2015 YMPÄRISTÖMINISTERIÖN ASETUS HITSATTAVIEN BETONITERÄSTEN JA BETO- NITERÄSVERKKOJEN OLENNAISISTA TEKNISISTÄ VAATIMUKSISTA 1 Yleistä Maankäyttö-
Lasse Mörönen PL 1001 Puh. 040 593 2843 Faksi 020 722 7003 Sähköposti ST-nostoankkureiden Rd24x135 ja Rd24x150 vetokokeet
 TUTKIMUSSELOSTUS NRO VTT-S-01158-16 1 (5) Tilaaja Tilaus Yhteyshenkilö Salon Tukituote Oy Jarkko Haanpää Kaskiahonkatu 8 24280 Salo jarkko.haanpaa@tukituote.fi 23.2.2016 Jarkko Haanpää VTT Expert Services
TUTKIMUSSELOSTUS NRO VTT-S-01158-16 1 (5) Tilaaja Tilaus Yhteyshenkilö Salon Tukituote Oy Jarkko Haanpää Kaskiahonkatu 8 24280 Salo jarkko.haanpaa@tukituote.fi 23.2.2016 Jarkko Haanpää VTT Expert Services
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET
 POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
O U L U N E T E L Ä I S E N I N S T I T U U T T I. Laserhitsaus särmätyn kotelorakenteen kannen liittämisessä. Materiaalina 1 mm:n AISI 430 BA
 O U L U N E T E L Ä I S E N I N S T I T U U T T I Laserhitsaus särmätyn kotelorakenteen kannen liittämisessä 1. Tiivistelmä Materiaalina 1 mm:n AISI 430 BA Jarmo Mäkikangas 1 (Jarmo.Makikangas@Oulu.fi),
O U L U N E T E L Ä I S E N I N S T I T U U T T I Laserhitsaus särmätyn kotelorakenteen kannen liittämisessä 1. Tiivistelmä Materiaalina 1 mm:n AISI 430 BA Jarmo Mäkikangas 1 (Jarmo.Makikangas@Oulu.fi),
KL-KIINNITYSLEVYT EuroKoodIEN mukainen SuuNNITTELu
 KL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu KL-KIINNITYSLEVYT 1 TOIMINTATAPA...2 2 KL-KIINNITYSLEVYJEN MITAT JA MATERIAALIT...3 2.1 KL-kiinnityslevyjen mitat...3 2.2 KL-kiinnityslevyjen tilaustunnukset...4
KL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu KL-KIINNITYSLEVYT 1 TOIMINTATAPA...2 2 KL-KIINNITYSLEVYJEN MITAT JA MATERIAALIT...3 2.1 KL-kiinnityslevyjen mitat...3 2.2 KL-kiinnityslevyjen tilaustunnukset...4
KJR-C1001: Statiikka L5 Luento : Palkin normaali- ja leikkausvoima sekä taivutusmomentti
 KJR-C1001: Statiikka L5 Luento : Palkin normaali- ja leikkausvoima sekä taivutusmomentti Apulaisprofessori Konetekniikan laitos Statiikan välikoe 12.3.2018 Ajankohta ma 12.3.2018 klo 14:00 17:00 Salijako
KJR-C1001: Statiikka L5 Luento : Palkin normaali- ja leikkausvoima sekä taivutusmomentti Apulaisprofessori Konetekniikan laitos Statiikan välikoe 12.3.2018 Ajankohta ma 12.3.2018 klo 14:00 17:00 Salijako
Optinen venymämittaus ultralujien terästen särmäys- ja vetokokeessa sekä taivutusvoimien laskenta
 Raimo Ruoppa Vili Kesti Optinen venymämittaus ultralujien terästen särmäys- ja vetokokeessa sekä taivutusvoimien laskenta SURO2-projektin särmäys-ja vetokokeet Kemi-Tornion ammattikorkeakoulun julkaisuja
Raimo Ruoppa Vili Kesti Optinen venymämittaus ultralujien terästen särmäys- ja vetokokeessa sekä taivutusvoimien laskenta SURO2-projektin särmäys-ja vetokokeet Kemi-Tornion ammattikorkeakoulun julkaisuja
SUURLUJUUSTERÄSTEN SUUREN LUJUUDEN JA PIENEN MURTOVENYMÄN TUOMAT ERITYISPIIRTEET TERÄSRAKENTEEN SUUNNITTELIJALLE
 Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari SUURLUJUUSTERÄSTEN SUUREN LUJUUDEN JA PIENEN MURTOVENYMÄN TUOMAT ERITYISPIIRTEET
Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari SUURLUJUUSTERÄSTEN SUUREN LUJUUDEN JA PIENEN MURTOVENYMÄN TUOMAT ERITYISPIIRTEET
Analysoidaan lämpöjännitysten, jännityskeskittymien, plastisten muodonmuutosten ja jäännösjännityksien vaikutus
 TAVOITTEET Määritetään aksiaalisesti kuormitetun sauvan muodonmuutos Esitetään menetelmä, jolla ratkaistaan tukireaktiot tapauksessa, jossa statiikan tasapainoehdot eivät riitä Analysoidaan lämpöjännitysten,
TAVOITTEET Määritetään aksiaalisesti kuormitetun sauvan muodonmuutos Esitetään menetelmä, jolla ratkaistaan tukireaktiot tapauksessa, jossa statiikan tasapainoehdot eivät riitä Analysoidaan lämpöjännitysten,
Ulle: minimilämmöntuonnin määrittäminen EN H C700
 Ulle: minimilämmöntuonnin määrittäminen EN 1.4404 2H C700 1. Johdanto Lujitusvalssattujen ruostumattomien terästen hitsaamisessa täytyy ottaa huomioon, että hitsauksessa syntyvä lämpö pyrkii kumoamaan
Ulle: minimilämmöntuonnin määrittäminen EN 1.4404 2H C700 1. Johdanto Lujitusvalssattujen ruostumattomien terästen hitsaamisessa täytyy ottaa huomioon, että hitsauksessa syntyvä lämpö pyrkii kumoamaan
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
SEMTUN JVA+ MUURAUS- KANNAKKEET
 SEMTUN JVA+ MUURAUS- KANNAKKEET KÄYTTÖ- JA SUUNNITTELUOHJE 19.5.2016 - 1 - SISÄLLYSLUETTELO 1 YLEISTÄ... - 2-1.1 Yleiskuvaus... - 2-1.2 Toimintatapa... - 3-1 MITAT JA MATERIAALIT... - 4-2.1 Kannaketyypit...
SEMTUN JVA+ MUURAUS- KANNAKKEET KÄYTTÖ- JA SUUNNITTELUOHJE 19.5.2016 - 1 - SISÄLLYSLUETTELO 1 YLEISTÄ... - 2-1.1 Yleiskuvaus... - 2-1.2 Toimintatapa... - 3-1 MITAT JA MATERIAALIT... - 4-2.1 Kannaketyypit...
Taiter Oy. Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje
 Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
3 Hitsattujen rakenteiden vaatimustenmukaisuuden osoittaminen (B7 kohta 11)
") 2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
Kuva 1. LL13 Haponkestävä naulalevyn rakenne.
 LAUSUNTO NRO VTT-S-04187-14 1 (4) Tilaaja Tilaus Yhteyshenkilö Lahti Levy Oy Askonkatu 11 FI-15100 Lahti 15.9.2014 Kimmo Köntti VTT Expert Services Oy Ari Kevarinmäki PL 1001, 02044 VTT Puh. 020 722 5566,
LAUSUNTO NRO VTT-S-04187-14 1 (4) Tilaaja Tilaus Yhteyshenkilö Lahti Levy Oy Askonkatu 11 FI-15100 Lahti 15.9.2014 Kimmo Köntti VTT Expert Services Oy Ari Kevarinmäki PL 1001, 02044 VTT Puh. 020 722 5566,
Vaatimukset. Rakenne. Materiaalit ja niiden ominaisuudet. Timo Kiesi
 Vaurioituminen I Vaatimukset Rakenne Materiaalit ja niiden ominaisuudet Timo Kiesi 18.9.2013 2 Vaurioituminen Miksi materiaalit murtuvat? Miten materiaalit murtuvat? Timo Kiesi 18.9.2013 3 Miksi insinöörin
Vaurioituminen I Vaatimukset Rakenne Materiaalit ja niiden ominaisuudet Timo Kiesi 18.9.2013 2 Vaurioituminen Miksi materiaalit murtuvat? Miten materiaalit murtuvat? Timo Kiesi 18.9.2013 3 Miksi insinöörin
33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ
 TYÖOHJE 14.7.2010 JMK, TSU 33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ Laitteisto: Kuva 1. Kytkentä solenoidin ja toroidin magneettikenttien mittausta varten. Käytä samaa digitaalista jännitemittaria molempien
TYÖOHJE 14.7.2010 JMK, TSU 33 SOLENOIDIN JA TOROIDIN MAGNEETTIKENTTÄ Laitteisto: Kuva 1. Kytkentä solenoidin ja toroidin magneettikenttien mittausta varten. Käytä samaa digitaalista jännitemittaria molempien
Määritetään vääntökuormitetun sauvan kiertymä kimmoisella kuormitusalueella Tutkitaan staattisesti määräämättömiä vääntösauvoja
 TAVOITTEET Tutkitaan väännön vaikutusta suoraan sauvaan Määritetään vääntökuormitetun sauvan jännitysjakauma Määritetään vääntökuormitetun sauvan kiertymä kimmoisella kuormitusalueella Tutkitaan staattisesti
TAVOITTEET Tutkitaan väännön vaikutusta suoraan sauvaan Määritetään vääntökuormitetun sauvan jännitysjakauma Määritetään vääntökuormitetun sauvan kiertymä kimmoisella kuormitusalueella Tutkitaan staattisesti
KANSALLINEN LIITE STANDARDIIN. SFS-EN EUROKOODI 3: TERÄSRAKENTEIDEN SUUNNITTELU. Osa 1-1: Yleiset säännöt ja rakennuksia koskevat säännöt
 LIITE 9 1 KANSALLINEN LIITE STANDARDIIN SFS-EN 1993-1-1 EUROKOODI 3: TERÄSRAKENTEIDEN SUUNNITTELU. Osa 1-1: Yleiset säännöt ja rakennuksia koskevat säännöt Esipuhe Tätä kansallista liitettä käytetään yhdessä
LIITE 9 1 KANSALLINEN LIITE STANDARDIIN SFS-EN 1993-1-1 EUROKOODI 3: TERÄSRAKENTEIDEN SUUNNITTELU. Osa 1-1: Yleiset säännöt ja rakennuksia koskevat säännöt Esipuhe Tätä kansallista liitettä käytetään yhdessä
Perusopintojen Laboratoriotöiden Työselostus 1
 Perusopintojen Laboratoriotöiden Työselostus 1 Kalle Hyvönen Työ tehty 1. joulukuuta 008, Palautettu 30. tammikuuta 009 1 Assistentti: Mika Torkkeli Tiivistelmä Laboratoriossa tehdyssä ensimmäisessä kokeessa
Perusopintojen Laboratoriotöiden Työselostus 1 Kalle Hyvönen Työ tehty 1. joulukuuta 008, Palautettu 30. tammikuuta 009 1 Assistentti: Mika Torkkeli Tiivistelmä Laboratoriossa tehdyssä ensimmäisessä kokeessa
Kon Teräkset Harjoituskierros 6.
 Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella.
 K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
ja sähkövirta I lämpövirtaa q, jolloin lämpövastukselle saadaan yhtälö
 Säteily Konvektio Johtuminen iitosjohto astu Kansi Kotelo Pinni Kaikki lämmönsiirtomuodot käytössä. Eri mekanismien voimakkuus riippuu kuitenkin käyttölämpötilasta ja kotelosta. astun ja kehyksen liitos
Säteily Konvektio Johtuminen iitosjohto astu Kansi Kotelo Pinni Kaikki lämmönsiirtomuodot käytössä. Eri mekanismien voimakkuus riippuu kuitenkin käyttölämpötilasta ja kotelosta. astun ja kehyksen liitos
Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa
 Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa (Sisäinen raportti) 1 Johdanto Yleisiä kaarihitsausmenetelmiä harvinaisempi liittämismenetelmä, laserhitsaus, voi tarjota uusia ratkaisuja
Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa (Sisäinen raportti) 1 Johdanto Yleisiä kaarihitsausmenetelmiä harvinaisempi liittämismenetelmä, laserhitsaus, voi tarjota uusia ratkaisuja
HITSATUT PROFIILIT EN 1993 -KÄSIKIRJA (v.2010)
") EN 1993 -KÄSIKIRJA (v.2010) Täsmennykset ja painovirhekorjaukset 6.6.2012: Sivu 27: Sivun alaosassa, ennen kursivoitua tekstiä: standardin EN 10149-2 mukaiset..., ks. taulukot 1.6 ja 1.7 standardin EN
EN 1993 -KÄSIKIRJA (v.2010) Täsmennykset ja painovirhekorjaukset 6.6.2012: Sivu 27: Sivun alaosassa, ennen kursivoitua tekstiä: standardin EN 10149-2 mukaiset..., ks. taulukot 1.6 ja 1.7 standardin EN
2. harjoitus - malliratkaisut Tehtävä 3. Tasojännitystilassa olevan kappaleen kaksiakselista rasitustilaa käytetään usein materiaalimalleissa esiintyv
 2. harjoitus - malliratkaisut Tehtävä 3. Tasojännitystilassa olevan kappaleen kaksiakselista rasitustilaa käytetään usein materiaalimalleissa esiintyvien vakioiden määrittämiseen. Jännitystila on siten
2. harjoitus - malliratkaisut Tehtävä 3. Tasojännitystilassa olevan kappaleen kaksiakselista rasitustilaa käytetään usein materiaalimalleissa esiintyvien vakioiden määrittämiseen. Jännitystila on siten
RAKENNEPUTKET EN 1993 -KÄSIKIRJA (v.2012)
") RAKENNEPUTKET EN 1993 -KÄSIKIRJA (v.2012) Täsmennykset ja painovirhekorjaukset 20.4.2016: Sivu 16: Kuvasta 1.1 ylöspäin laskien 2. kappale: Pyöreän putken halkaisija kalibroidaan lopulliseen mittaan ja...
RAKENNEPUTKET EN 1993 -KÄSIKIRJA (v.2012) Täsmennykset ja painovirhekorjaukset 20.4.2016: Sivu 16: Kuvasta 1.1 ylöspäin laskien 2. kappale: Pyöreän putken halkaisija kalibroidaan lopulliseen mittaan ja...
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat. Standardoinnin koordinointi & työryhmät
 Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat Standardin EN 1090 suunnitteilla olevat uudet osat Standardin EN 1090 revision aikataulu Oleellisimmat
Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat Standardin EN 1090 suunnitteilla olevat uudet osat Standardin EN 1090 revision aikataulu Oleellisimmat
PANK-2206. Menetelmä soveltuu ainoastaan kairasydännäytteille, joiden halkaisija on 32-62 mm.
 PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
TUOTTEEN NIMI EDUSTAJA/ VALMISTAJA TUOTEKUVAUS SERTIFIOINTIMENETTELY. Myönnetty 1.10.2013. Alkuperäinen englanninkielinen
 TUOTTEEN NIMI SERTIFIKAATTI VTT-C-10100-13 Myönnetty 1.10.2013 Alkuperäinen englanninkielinen Xella kattoelementit Xella lattiaelementit EDUSTAJA/ VALMISTAJA Xella Danmark A/S Helge Nielsen Allé 7 DK-8723
TUOTTEEN NIMI SERTIFIKAATTI VTT-C-10100-13 Myönnetty 1.10.2013 Alkuperäinen englanninkielinen Xella kattoelementit Xella lattiaelementit EDUSTAJA/ VALMISTAJA Xella Danmark A/S Helge Nielsen Allé 7 DK-8723
LUJIEN TERMOMEKAANISTEN TERÄSTEN HITSAUS JA HITSATTAVUUS
 LUJIEN TERMOMEKAANISTEN TERÄSTEN HITSAUS JA HITSATTAVUUS Kari Lahti Dillinger Nordic AB HITSAUSTEKNIIKKAPÄIVÄT 14.4.2016, Lahti History of the Dillinger Hütte 1685 Founded by Marquis de Lenoncourt, under
LUJIEN TERMOMEKAANISTEN TERÄSTEN HITSAUS JA HITSATTAVUUS Kari Lahti Dillinger Nordic AB HITSAUSTEKNIIKKAPÄIVÄT 14.4.2016, Lahti History of the Dillinger Hütte 1685 Founded by Marquis de Lenoncourt, under
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti