Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin.
|
|
|
- Asta Heikkinen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio

1 TkT Harri Eskelinen
2 Johdanto

3 Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3

4 Hitsatuille rakenteille laadituissa hitsauspiirustuksissa ja 3D-malleissa esitetään hitsausmerkinnät niin selvästi, että turhat huomautukset ja lisäprojektiot voidaan välttää. Hitsausmerkintä koostuu perustunnuksesta, lisätunnuksesta, mitoitusmerkinnöistä ja täydentävistä merkinnöistä. Tarvittaessa dokumentteihin lisätään hitsien valmistusta ja tarkastusta koskevia muita ohjeita. Hitsattu rakenne mitoitetaan yleensä kokoonpantuna. 4

5 1. Oikein laadittu merkintä: Varmistaa osaltaan liitoksen luotettavuuden kaikissa olosuhteissa. Mahdollistaa sen, että valmistusorganisaatio voi valita järkevän ja taloudellisen liittämismenetelmän. 2. Väärin/huolimattomasti laadittu merkintä: Voi tuottaa liitoksen, joka pettää ennakoimattomasti. Liitoksen valmistaminen voi tulla moninkertaisesti kalliimmaksi kuin optimaalisen liitoksen. 5

6 Peruskäsitteitä ja -määritelmiä
7 Liitosmuodot Railot ja niihin liittyvät nimitykset Hitsiin liittyvät käsitteet ja nimitykset Hitsausasennot Hitsiluokat 7


8 8

9 Railot ja niihin liittyvät nimitykset Piirustuksiin asetettavat hitsausmerkit kuvaavat monesti käytettävää railoa Valmistuspiirustus sisältää tarvittaessa ohjeen myös railon valmistuksesta Materiaalin toimittajalta voidaan valita valmiiksi viistettyjä tarkkuuslevyjä Mainittava osaluettelossa 9

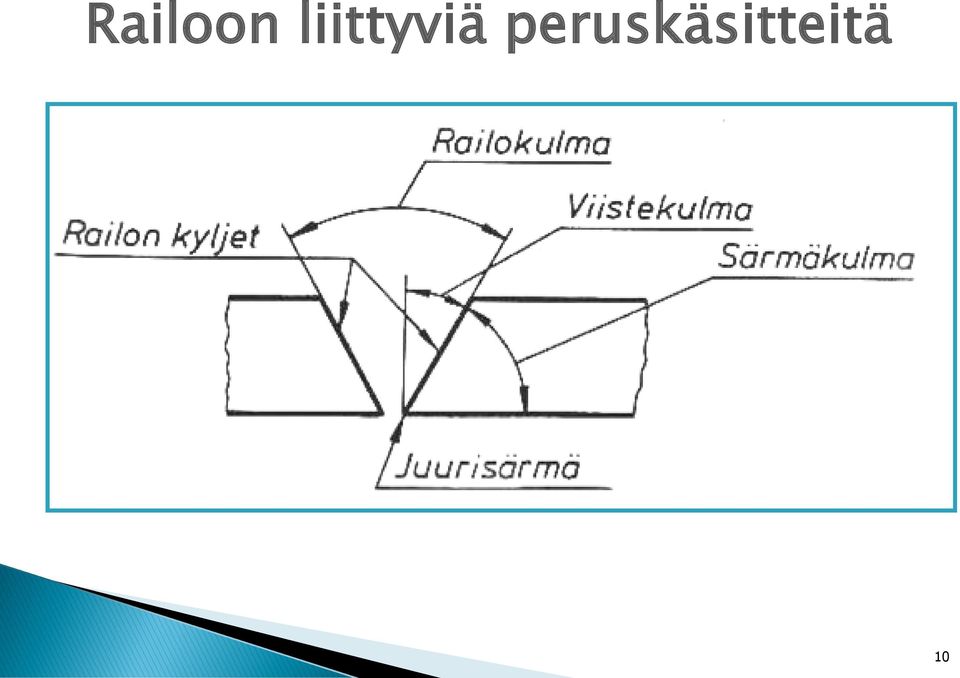
10 Railoon liittyviä peruskäsitteitä 10
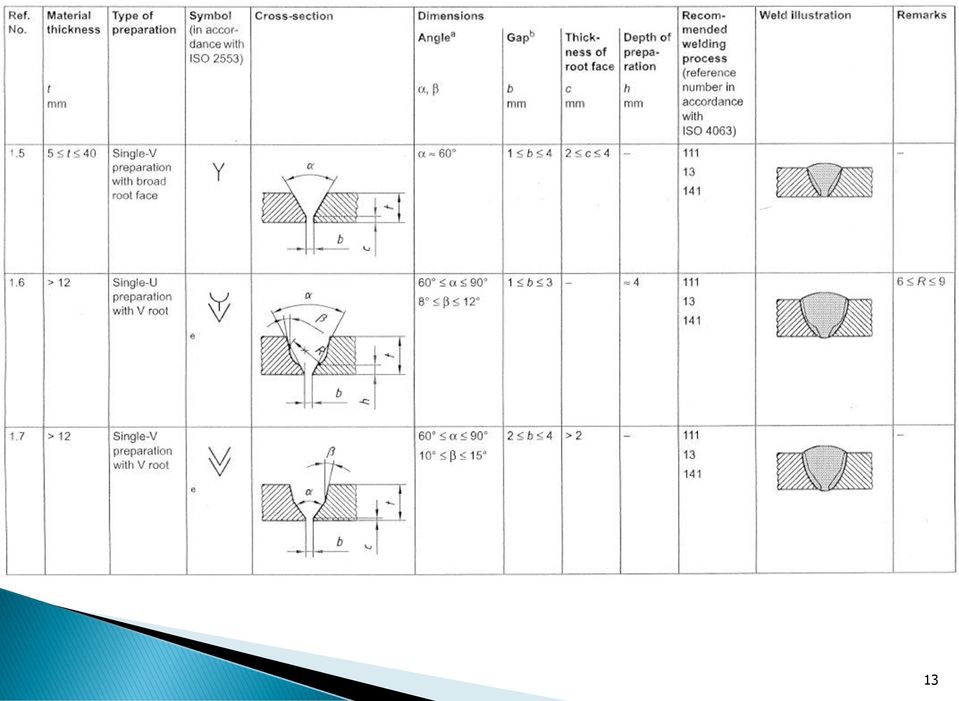
11 Railojen nimityksiä niiden muodon mukaan 11

12 Railomuoto (poikkileikkaus) Railon mitat Ainepaksuus Suositeltava ilmarako Juuren korkeus Hitsauksen suoritustavan lisämääreet (esim. juurituen käyttö) Em. tiedot ovat materiaali-, prosessija/tai liitosmuotokohtaisia 12

13 13
14 Hitsiin liittyviä käsitteitä Piirustuksiin voidaan merkitä vaatimuksia mm. hitsin kupua, juurta tai hitsin ja perusaineen liittymiskohtaa koskien ja nimityksiä 14

15 Hitsausasentoja Alapiena Yläpiena 15
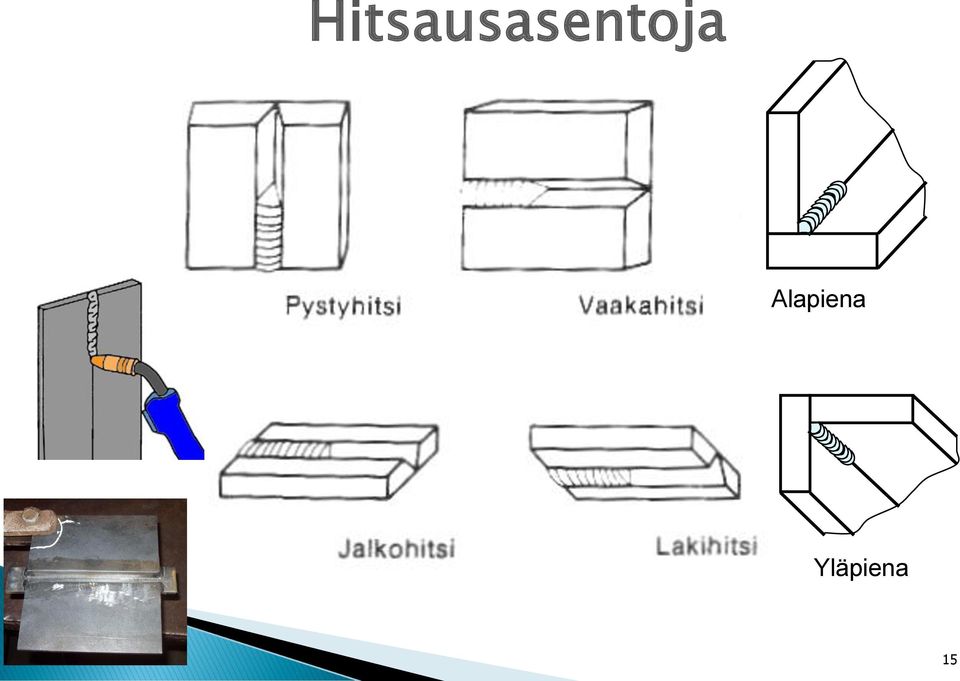
16 Hitsausmerkinnän haarukkaan voidaan liittää myös em. hitsausasentoa kuvaava kirjaintunnukset PA.. PG Normaalisti ei merkitä 16

17 Hitsiluokat SFS-EN ISO 5817:n mukaan: luokkia kolme B, C ja D B = vaativa, C = hyvä, D = tyydyttävä raja-arvot erityyppisille hitsausvirheille tyypeittäin (esim. huokosten määrä, huokosten koko, yksittäisen huokosen koko, sulkeumien koko, vajaa hitsautumissyvyys jne.) IIW hitsiluokat = paras Hitsiluokat 17

18 Dokumentteihin tehtävät hitsausmerkinnät

19 Hitsattujen rakenteiden piirustuksia laadittaessa sovellettavat standardit Viivat ja viivatyypit (ym. peruspiirustusohjeet) Hitsattuja rakenteita koskevat yleistoleranssit Hitsaus- ja juottomenetelmien numerotunnukset Hitsausasennot Lisäaineet Hitsauksen lähimenetelmiä koskevat standardit (esim. termisesti leikattujen pintojen laatuluokat) Railomuodot Hitsausluokat Hitsausmerkinnät 19

20 Lähtökohtana tekniselle dokumentoinnille on standardi SFS-EN ISO 2553 Hitsaus ja niiden lähiprosessit. Merkinnät piirustuksiin, joka on uusittu vuonna Vaihtoehtoisiamenetelmiä mm. katkohitsien esittämiselle esitetään esim. standardeissa AWS A2.4:2007, AS ja JIS C Z 3021:2010.

21 Perusmerkki muodostuu kolmesta osasta: 1 Viitenuoli 2 Merkintäviiva 3 Haarukka Perusmerkkiä käytetään (vain), kun hitsausliitokselle ei ole asetettu erityisiä vaatimuksia, mutta halutaan kertoa, että hitsausliitos on tehtävä.
22 Hitsausmerkinnän sisältö Liitoskohtaan osoittava viitenuoli Merkintäviiva(t) = viitenuolen jatke (ja katkoviiva) Perus- ja lisätunnukset Hitsin mittoja osoittavat tiedot Täydentävät merkinnät merkintäviivan lopussa olevassa haarukassa a8 300


23 Perustunnukset Kuvaavat hitsattavaa railoa tai tehtävän liitoksen poikkileikkausta. Pienahitsi Poikkileikkaus Perustunnus
24
25
26
27 Perustunnuksia voidaan tarvittaessa yhdistää tiettyjen hitsimuotojen kuvaamiseksi.
28 Päittäishitsi voidaan merkitä myös oheisella tunnuksella, jos railomuoto ja hitsausprosessi määritetään tuotantoyksikössä siten, että vaadittu hitsin laatuluokka voidaan varmistaa. Tämän vuoksi ko. merkinnän yhteydessä on ilmoitettava aina myös hitsin laatuluokka!
29 Lisätunnukset Kuvaavat hitsin pinnan muotoa ja hitsauksen toteutusta. Kun pinnalle ei aseteta muotovaatimuksia, lisämerkkiä ei käytetä!
30

31 Kehähitsit Asennushitsit Hitsaus pisteiden välillä
32 Kouruhitsi vs. juoheva liittymä
33 Lisätiedot luetellaan merkintäviivan haarukassa kauttaviivoilla eroteltuina seuraavassa järjestyksessä: 1) Hitsiluokka 2) Hitsausprosessin numerotunnus tai lyhenne 3) Lisäaine 4) Hitsausasento Lisäksi voidaan esittää muita lisätietoja
34 Suljettua haarukkaa käytetään erityisohjeeseen viittaamiseen esimerkiksi viittaus hitsausohjeeseen (WPS) Jos hitsausmerkinnöistä tulee pitkiä ja hankalasti tulkittavia, olisi parempi viitata ko. tavalla hitsausohjeeseen
35 Jos päittäisliitoksessa viistetään vain liitoksen toinen levy (esim. puoli-v- tai J-hitsi), on viitenuolessa oltava taitekohta ja sen on osoitettava viistettävään levyyn. Viitenuolta ei tarvitse taittaa, jos valmisteltava levy on yksiselitteisesti määritetty tai valmisteltava levy voi olla kumpi tahansa.
36 Yhteen merkintäviivaan voidaan yhdistää kaksi tai useampi viitenuoli samanlaisten hitsien merkitsemiseen.
37 Merkintäviivoilla (katkoviiva) osoitetaan hitsin sijainti hitsausmerkintään nähden ehyt viiva vastaa liitoksen nuolen puolta katkoviiva vastaa liitoksen vastapuolta Kansainvälisesti käytetään myös vaihtoehtoista merkintätapaa, jossa katkoviivaa EI käytetä.
38 Jos perustunnus ja katkoviiva ovat eripuolella merkintäviivaa, tulee hitsi nuolen puolelle liitosta
39 Jos perustunnus ja katkoviiva ovat samalla puolella merkintäviivaa, tulee hitsi nuoleen nähden vastakkaiselle puolelle liitosta
40
41 Symmetrisille liitoksille ei yleensä käytetä katkoviivaa Yleensä symmetrisiä liitoksia ovat päällekkäisliitokset Laserhitsille tai käsnähitsauksella tehdyissä liitoksissa voidaan silti käyttää katkoviivaa, jos on tarpeen osoittaa, kumpi on säteen puoli, tai kummassa levyssä on käsnä
42 Vaihtoehtoiset merkintätavat:
43 Poikkileikkaukseen liittyvät mitat tulet perustunnuksen vasemmalle puolelle Kirjaimia käytetään ainoastaan pienahitsien poikkileikkauksien mittojen yhteydessä Pituussuuntaiset mitat tulevat perustunnuksen oikealle puolelle jos pituussuuntaista mittaa ei ilmoiteta, on hitsi jatkuva liitoksen koko pituudelta Merkinnässä ei esitetä hitsin sijaintia liitettävän osan reunaan tms. nähden, vaan nämä tiedot mitoitetaan erikseen
44 Poikkileikkauksen mitat Pituusmitat
45 Pienahitsi a-mitta, z-mitta
46 Hitsin a-mitta
47 Päittäishitsi s-mitta Poikkileikkausmittojen puuttuessa päittäishitsit ovat aina läpihitsattuja.
48 Yksittäisen hitsin pituus Osahitsien lukumäärä Osahitsin pituus Osahitsien etäisyys toisistaan (suluissa) Tarvittaessa vuorohitsin merkki
49

50 Parihitsin merkintä Vuorohitsin merkintä
51 Pistehitsien merkintä
52 Saumakehitsin merkintä
53 1) Päällehitsattu kohta esitetään mustattuna sekä projektiossa että leikkauksessa 2) Päällehitsattu kohta rajataan muotoviivalla projektiossa ja ohuella pistekatkoviivalla leikkauksessa
54 Päittäishitsin ilmarako b voidaan määrittää perustunnuksen sisällä
55 Päittäisliitoksen railokulma, α, voidaan määrittää perustunnuksen ulkopuolelle
56 Noudatettavat viranomaismääräykset Liitoksen luotettavuus ja mitoituskriteerit: hitsien mitat liitettävien osien mitoitus Hitsien sijoittelu tilantarve manuaalinen mekanisoitu hitsaus asennuspaikalla tehtävät hitsit hitsausasento työvaiheiden järjestys Tarvittavat esivalmistelut ja jälkikäsittelyt
57 Jokainen merkintä on määräys Turhat merkinnät = turhia kustannuksia Puuttuvat merkinnät = turhia kustannuksia
58 Hitsien esittäminen ja mallintaminen
59 Suunnittelijan harkittavaksi jää, onko hitsin muoto syytä esittää 3D-mallissa: Onko hitsi rajoite esimerkiksi osien asentamiselle, liikeradoille tms.? Havainnollistaako hitsin esittäminen esim. hitsaustyön suorittamista tai kokoonpanoa? Tavanomaisten hitsien muotoa ei yleensä esitetä hitsien 2D-projektioissa: Hitsin muoto voidaan esittää, jos se helpottaa hitsausmerkintöjen yksikäsitteistä tulkintaa tai estää väärintulkitsemisen. 59
60 Poikkeuksellinen hitsin muoto voidaan esittää 2D-projektioissa Leikkaamattomissa projektioissa esitetään hitsin ääriviivat muotoviivoina ja leikatuissa hitsi esitetään mustattuna Leikkaamaton projektio Leikattu projektio 60
61 Jos railosta piirretään työpiirustukset valmistelua varten, hitsiä ei mustata 61

62 SolidWorksin hitsausmerkinnät: Annotations Weld symbols 62

63 SolidWorksin tapa esittää hitsit 3D-malleissa: - Weldment-valikko,josta valittavissa erilaiset hitsit, niiden koon muokkaus, liitososien tukipalat jne. - Hitsit ovat muokattavissa rakennepuussa piirteiden tavoin 63
64 64
65 Yhteenveto eli saavutettiinko luennon tavoite?

66 Kokonainen merkintä 1 Perustunnus 2 Lisätunnukset 3 Lisätiedot haarukassa 4 Mitat 5 Haarukka 6a Merkintäviiva 6b Katkoviiva
67 Haarukkaan tulevat merkinnät Hitsiluokkien standardi ja hitsiluokan kirjaintunnus Hitsausprosessin numerotunnus Hitsauslisäaineen standardi ja tyyppimerkintä Hitsausasentojen standardi ja hitsausasennon kirjaintunnus
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42
 KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select
KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
3 Hitsattujen rakenteiden vaatimustenmukaisuuden osoittaminen (B7 kohta 11)
") 2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
Keskeiset aihepiirit
 TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
11/24/2011. MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen
 MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
A9 Hitsaajan pätevyyskokeet
 A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE. Betoniteollisuus ry
 Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen
 TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
Harri Eskelinen, puh. 040 1979 280, email: harri.eskelinen@lut.fi Konetekniikan koulutusohjelman johtaja Tekniikan tohtori vuonna 1999 Dosentti
 TkT Harri Eskelinen Harri Eskelinen, puh. 040 1979 280, email: harri.eskelinen@lut.fi Konetekniikan koulutusohjelman johtaja Tekniikan tohtori vuonna 1999 Dosentti vuodesta 2011 alkaen Tutkimusaihepiirit:
TkT Harri Eskelinen Harri Eskelinen, puh. 040 1979 280, email: harri.eskelinen@lut.fi Konetekniikan koulutusohjelman johtaja Tekniikan tohtori vuonna 1999 Dosentti vuodesta 2011 alkaen Tutkimusaihepiirit:
Koneenpiirustus. Koneenpiirustus. Teknisen piirtämisen perusteet
 69 muodostuu projektioista, viivanpaksuuksista, viivatyypeistä, mitoituksista, leikkauksista ja erilaisista pintamerkeistä. Piirustus on kuva halutusta esineestä, joka valmistetaan piirustuksen avulla.
69 muodostuu projektioista, viivanpaksuuksista, viivatyypeistä, mitoituksista, leikkauksista ja erilaisista pintamerkeistä. Piirustus on kuva halutusta esineestä, joka valmistetaan piirustuksen avulla.
Hitsauksen automatisointimahdollisuuksien huomiointi
 Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset
 1 B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset B4.1 Hitsauksen lämpötilajakautuma Hitsattaessa useimpien metallien tilavuus muuttuu. Kuumentuessaan tilavuus kasvaa ja jäähtyessään se pienenee.
1 B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset B4.1 Hitsauksen lämpötilajakautuma Hitsattaessa useimpien metallien tilavuus muuttuu. Kuumentuessaan tilavuus kasvaa ja jäähtyessään se pienenee.
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
OSA A. MITTATOLERANSSIT
 BK50A0200 TEKNINEN PIIRUSTUS II HARJOITUKSET / KEVÄT 2015/ viikko 11 / TOLERANSSIT Pj/Varapj: Tulosta tehtäväpaperi ja palauta tehtävien ratkaisut luennoitsijalle oman harjoitusajan loppuun mennessä. RYHMÄN
BK50A0200 TEKNINEN PIIRUSTUS II HARJOITUKSET / KEVÄT 2015/ viikko 11 / TOLERANSSIT Pj/Varapj: Tulosta tehtäväpaperi ja palauta tehtävien ratkaisut luennoitsijalle oman harjoitusajan loppuun mennessä. RYHMÄN
Säde-, hybridi- ja kitkahitsauksen laatukysymykset
 Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan. DI Juha Toivonen, DEKRA
 Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
Souru Oy, Kahitie Nurmijärvi
 Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
ILMAILUMÄÄRÄYS AIR M1-8
 ILMAILUMÄÄRÄYS AIR M1-8 16.2.1996 PL 50, 01531 VANTAA, FINLAND, Tel. 358 (0)9 82 771, Fax 358 (0)9 82 772499 www.lentoturvallisuushallinto.fi ILMAILUVÄLINEIDEN HITSAUKSET Tämä ilmailumääräys koskee ilmailuvälineiden
ILMAILUMÄÄRÄYS AIR M1-8 16.2.1996 PL 50, 01531 VANTAA, FINLAND, Tel. 358 (0)9 82 771, Fax 358 (0)9 82 772499 www.lentoturvallisuushallinto.fi ILMAILUVÄLINEIDEN HITSAUKSET Tämä ilmailumääräys koskee ilmailuvälineiden
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET
 RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
WQ-palkkijärjestelmä
 WQ-palkkijärjestelmä Sisällys 1. Toimintatapa 2 2. Valmistus 2 2.1. Materiaali 2 2.2. Pintakäsittely 2 2.3. Laadunvalvonta 3 3. Palkin käyttö rakenteissa 3 4. Suunnittelu 3 4.1. Palkin rakenne 3 4.2. Palkin
WQ-palkkijärjestelmä Sisällys 1. Toimintatapa 2 2. Valmistus 2 2.1. Materiaali 2 2.2. Pintakäsittely 2 2.3. Laadunvalvonta 3 3. Palkin käyttö rakenteissa 3 4. Suunnittelu 3 4.1. Palkin rakenne 3 4.2. Palkin
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
vakioteräsosat rakmk:n Mukainen suunnittelu
 vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
Näyttötutkinnon perusteet
 Näyttötutkinnon perusteet HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO 2005 MÄÄRÄYS 44/011/2004 OPETUSHALLITUS Opetushallitus 2005 Taitto: Layout Studio Oy/Marke Eteläaho ISBN 952-13-2328-0 (nid.) ISBN 952-13-2329-9
Näyttötutkinnon perusteet HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO 2005 MÄÄRÄYS 44/011/2004 OPETUSHALLITUS Opetushallitus 2005 Taitto: Layout Studio Oy/Marke Eteläaho ISBN 952-13-2328-0 (nid.) ISBN 952-13-2329-9
Oppilaitos, standardit ja teollisuus
 Tampereen ammattikorkeakoulu Ammatillinen opettajakorkeakoulu Kauhanen Jyrki Suominen Jari Kehittämishanke Oppilaitos, standardit ja teollisuus Opetussuunnitelman, opettajien, standardien sekä hitsattavien
Tampereen ammattikorkeakoulu Ammatillinen opettajakorkeakoulu Kauhanen Jyrki Suominen Jari Kehittämishanke Oppilaitos, standardit ja teollisuus Opetussuunnitelman, opettajien, standardien sekä hitsattavien
Hitsien laatu ja. Hitsausuutisissa julkaistut artikkelit, osat 1 5. Juha Lukkari OY ESAB
 Hitsien laatu ja hitsausvirheet Hitsausuutisissa julkaistut artikkelit, osat 1 5 Juha Lukkari OY ESAB Julkaisija: OY ESAB, Ruosilantie 18, 00390 Helsinki, puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi
Hitsien laatu ja hitsausvirheet Hitsausuutisissa julkaistut artikkelit, osat 1 5 Juha Lukkari OY ESAB Julkaisija: OY ESAB, Ruosilantie 18, 00390 Helsinki, puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
TUTKIMUSRAPORTTI VTT-R-05508-10. Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta
 TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ
 SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ") KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
TEP / WP4, Teräsrakentamiseen liittyvät mallidokumentit ja niiden sisältö sekä vastuut
 TEP / WP4, Teräsrakentamiseen liittyvät mallidokumentit ja niiden sisältö sekä vastuut TEP-Teräsrakentamisen eurooppalaiset pelisäännöt TEP / WP4, Sisältö Yleistä Piirustukset Luettelot Tekniset eritelmät
TEP / WP4, Teräsrakentamiseen liittyvät mallidokumentit ja niiden sisältö sekä vastuut TEP-Teräsrakentamisen eurooppalaiset pelisäännöt TEP / WP4, Sisältö Yleistä Piirustukset Luettelot Tekniset eritelmät
Eurokoodien mukainen suunnittelu
 RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI
 Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
Hitsaustyön dokumentointi ja jäljitettävyys
 Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
KOLMIJALKAINEN PUUPUKKI. TYÖSELOSTUS 4 Puurakenteiden työselostus
 KOLMIJALKAINEN PUUPUKKI TYÖSELOSTUS 4 Puurakenteiden työselostus Laati: Tarkasti: Juha Valkola Kari Kuusela Oulu 31.12.2013 Insinööritoimisto Ponvia Oy Uusikatu 26, 90100 OULU puh 0207 419900, fax 0207
KOLMIJALKAINEN PUUPUKKI TYÖSELOSTUS 4 Puurakenteiden työselostus Laati: Tarkasti: Juha Valkola Kari Kuusela Oulu 31.12.2013 Insinööritoimisto Ponvia Oy Uusikatu 26, 90100 OULU puh 0207 419900, fax 0207
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Puikkojen oikea valinta
 Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
B8 Tarkastus ja testaus
 B.8 Tarkastus ja testaus 1 B.8.1 Hitsausvirheiden kertaus (ISO 6520-1) Ks. kohta A7. B.8.2 Hitsiluokkien kertaus Tausta Hitsiluokkia on perinteisesti käytetty teräsrakenteiden valmistuksen yhteydessä.
B.8 Tarkastus ja testaus 1 B.8.1 Hitsausvirheiden kertaus (ISO 6520-1) Ks. kohta A7. B.8.2 Hitsiluokkien kertaus Tausta Hitsiluokkia on perinteisesti käytetty teräsrakenteiden valmistuksen yhteydessä.
Sivu 1(2) Aksonometriset kuvannot kappaleesta ja kuvantoihin liittyvät nimellismitat.
 Aksonometriset kuvannot kappaleesta ja kuvantoihin liittyvät nimellismitat.") Sivu 1(2) 201 CAD-SUUNNITTELU 16.12.2008 /MMk/JHa 1. KILPAILUPÄIVÄ OSIO A 2D-TEHTÄVÄ KIKKARE 2D-tehtävä: Kestoaika: Annettu: Piirustus: Kappaleen piirustusten laatiminen aksonometrisen luonnoksen avulla.
Sivu 1(2) 201 CAD-SUUNNITTELU 16.12.2008 /MMk/JHa 1. KILPAILUPÄIVÄ OSIO A 2D-TEHTÄVÄ KIKKARE 2D-tehtävä: Kestoaika: Annettu: Piirustus: Kappaleen piirustusten laatiminen aksonometrisen luonnoksen avulla.
SBKL-KIINNITYSLEVYT EuroKoodIEN mukainen SuuNNITTELu
 SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Liite 1. Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys
 TUTKIMUSSELOSTUS nro TUO74-033240 7.11.2003 Liite 1 Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys Tilaaja: Onnettomuustutkintakeskus,
TUTKIMUSSELOSTUS nro TUO74-033240 7.11.2003 Liite 1 Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys Tilaaja: Onnettomuustutkintakeskus,
Ultralujien terästen hitsausliitosten väsymislujuus
 Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
Levy- ja hitsausalan ammattitutkinto
 Levy- ja hitsausalan ammattitutkinto Levy- ja hitsausalan ammattitutkinto Levy- ja hitsausalan ammattitutkinnon suorittanut osaa noudattaa työturvallisuusmääräyksiä ja huolehtia henkilökohtaisesta suojautumisesta
Levy- ja hitsausalan ammattitutkinto Levy- ja hitsausalan ammattitutkinto Levy- ja hitsausalan ammattitutkinnon suorittanut osaa noudattaa työturvallisuusmääräyksiä ja huolehtia henkilökohtaisesta suojautumisesta
Insinöörien kuvakieli. Teknillinen piirustus
 Insinöörien kuvakieli Teknillinen piirustus 1 Tavoite Opiskelija ymmärtää standardin mukaisia koneenpiirustuksia ja osaa tuottaa luonnoksia, työpiirustuksia, kokoonpanokuvia ja osaluetteloita. Hän ymmärtää
Insinöörien kuvakieli Teknillinen piirustus 1 Tavoite Opiskelija ymmärtää standardin mukaisia koneenpiirustuksia ja osaa tuottaa luonnoksia, työpiirustuksia, kokoonpanokuvia ja osaluetteloita. Hän ymmärtää
LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE
 LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE Betoniyhdistyksen käyttöseloste BY 5 B nro 363 17.02.2012 SISÄLLYSLUETTELO 1. YLEISTÄ...2 1.1 YLEISKUVAUS...2 1.2 TOIMINTATAPA...2 1.3 LEPO...4 1.3.1 Mitat...4
LEPO-tasokannakkeet KÄYTTÖ- ja SUUNNITTELUOHJE Betoniyhdistyksen käyttöseloste BY 5 B nro 363 17.02.2012 SISÄLLYSLUETTELO 1. YLEISTÄ...2 1.1 YLEISKUVAUS...2 1.2 TOIMINTATAPA...2 1.3 LEPO...4 1.3.1 Mitat...4
Rakennustuotteiden CE-merkintä
 Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Istuimen kokoonpano-ohje
 Liite 1 Istuimen kokoonpano-ohje Jalan / istuinvanerin kiinnitys 1. Tuolin jalkaan (f100) hitsataan akseli sisältäpäin (kuva f101) 2. Akselin päihin työnnetään holkki muovitulppineen, joka hitsattuna levyyn
Liite 1 Istuimen kokoonpano-ohje Jalan / istuinvanerin kiinnitys 1. Tuolin jalkaan (f100) hitsataan akseli sisältäpäin (kuva f101) 2. Akselin päihin työnnetään holkki muovitulppineen, joka hitsattuna levyyn
Robottihitsaus ja lujat
 1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
1 GDL-OBJEKTIN TUONTI...1
 GDL-OBJEKTI SISÄLLYSLUETTELO 1 GDL-OBJEKTIN TUONTI...1 2 MTH CONCERTTO -OBJEKTI...3 2.1. Tekniset-välilehti...3 2.2. Asetukset-välilehti...3 2.3. Mitat-välilehti...4 2.4. Runko-välilehti...6 2.5. Aukko-välilehti...7
GDL-OBJEKTI SISÄLLYSLUETTELO 1 GDL-OBJEKTIN TUONTI...1 2 MTH CONCERTTO -OBJEKTI...3 2.1. Tekniset-välilehti...3 2.2. Asetukset-välilehti...3 2.3. Mitat-välilehti...4 2.4. Runko-välilehti...6 2.5. Aukko-välilehti...7
Hitsaajamestarin erikoisammattitutkinto. Ammatillisen näyttötutkinnon peruste
 Hitsaajamestarin erikoisammattitutkinto Ammatillisen näyttötutkinnon peruste Hitsaajamestarin erikoisammattitutkinto: Ammatillisen näyttötutkinnon peruste Hitsaajamestarin erikoisammattitutkinnon suorittanut
Hitsaajamestarin erikoisammattitutkinto Ammatillisen näyttötutkinnon peruste Hitsaajamestarin erikoisammattitutkinto: Ammatillisen näyttötutkinnon peruste Hitsaajamestarin erikoisammattitutkinnon suorittanut
Hitsaajamestarin erikoisammattitutkinto
 Hitsaajamestarin erikoisammattitutkinto Hitsaajamestarin erikoisammattitutkinto Hitsaajamestarin erikoisammattitutkinnon suorittanut hallitsee hitsaustyöt eri tasoilla eri prosesseja ja perusaineita käyttäen.
Hitsaajamestarin erikoisammattitutkinto Hitsaajamestarin erikoisammattitutkinto Hitsaajamestarin erikoisammattitutkinnon suorittanut hallitsee hitsaustyöt eri tasoilla eri prosesseja ja perusaineita käyttäen.
RAKENNUSPIIRTÄMISEN TEHTÄVÄ 30.1.2003 ASUINHUONEISTOJEN POHJAPIIRROKSET, AUTOCAD 2002 + ARK 9 Aika: 4h
 RAKENNUSPIIRTÄMISEN TEHTÄVÄ 30.1.2003 ASUINHUONEISTOJEN POHJAPIIRROKSET, AUTOCAD 2002 + ARK 9 Aika: 4h Piirrä oheinen asuinhuoneisto B34 sekä sen peilikuvahuoneisto B35 ARK 9:llä hyödyntäen ohjelman sisältämiä
RAKENNUSPIIRTÄMISEN TEHTÄVÄ 30.1.2003 ASUINHUONEISTOJEN POHJAPIIRROKSET, AUTOCAD 2002 + ARK 9 Aika: 4h Piirrä oheinen asuinhuoneisto B34 sekä sen peilikuvahuoneisto B35 ARK 9:llä hyödyntäen ohjelman sisältämiä
Hitsaajamestarin erikoisammattitutkinto. Ammatillisen näyttötutkinnon peruste
 Hitsaajamestarin erikoisammattitutkinto Ammatillisen näyttötutkinnon peruste Hitsaajamestarin erikoisammattitutkinto: Ammatillisen näyttötutkinnon peruste Perusteen nimi Hitsaajamestarin erikoisammattitutkinto
Hitsaajamestarin erikoisammattitutkinto Ammatillisen näyttötutkinnon peruste Hitsaajamestarin erikoisammattitutkinto: Ammatillisen näyttötutkinnon peruste Perusteen nimi Hitsaajamestarin erikoisammattitutkinto
Levy- ja hitsausalan ammattitutkinto
 Levy- ja hitsausalan ammattitutkinto Levy- ja hitsausalan ammattitutkinto Perusteen nimi Levy- ja hitsausalan ammattitutkinto Määräyksen diaarinumero Ei asetettu Korvattavat määräykset 20/011/2007, 46/01172005
Levy- ja hitsausalan ammattitutkinto Levy- ja hitsausalan ammattitutkinto Perusteen nimi Levy- ja hitsausalan ammattitutkinto Määräyksen diaarinumero Ei asetettu Korvattavat määräykset 20/011/2007, 46/01172005
Kuumasinkityn teräksen liittäminen hitsaaminen
 Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
ESIKÄSITTELYT, TARKKUUS- LEIKATUT NAUHALEVYT SEKÄ TARKKUUS- LEIKATUT JA VIISTEYTETYT LEVYT
 www.ruukki.fi ESIKÄSITTELYT, TARKKUUS- LEIKATUT NAUHALEVYT SEKÄ TARKKUUS- LEIKATUT JA VIISTEYTETYT LEVYT KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tarkkuusleikatut ja viisteytetyt levyt ovat komponentteja valmiina
www.ruukki.fi ESIKÄSITTELYT, TARKKUUS- LEIKATUT NAUHALEVYT SEKÄ TARKKUUS- LEIKATUT JA VIISTEYTETYT LEVYT KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tarkkuusleikatut ja viisteytetyt levyt ovat komponentteja valmiina
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Hitsauksen kevytmekanisoinnilla voidaan saavuttaa melko pienin kustannuksin monia etuja. Suurimmat hyödyt voidaan jaotella seuraavasti:
 HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsaustalous ja tuottavuus
 2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
Mittajärjestelmät ja mittasuositukset.
 Mittajärjestelmät ja mittasuositukset. Hannu Hirsi Johdanto: Mittajärjestelmien tarkoitus: Helpottaa eri toimijoiden järjestelmien ja osien yhteensovittamista : suunnittelua, valmistusta, asentamista,
Mittajärjestelmät ja mittasuositukset. Hannu Hirsi Johdanto: Mittajärjestelmien tarkoitus: Helpottaa eri toimijoiden järjestelmien ja osien yhteensovittamista : suunnittelua, valmistusta, asentamista,
Pilarin alapään liimaruuviliitos Liimapuurunkoisen mastokehähallin liitostekniikka
 Kuva 1. Peruspultteihin pultattavat pilarikengät Käyttökohteet Liimaruuviliitos on käytössä jäykässä liimapuupilarin alapään ja peruspilarin välisessä liitoksessa. Liitoksen toiminta ja mitoitusperiaatteet
Kuva 1. Peruspultteihin pultattavat pilarikengät Käyttökohteet Liimaruuviliitos on käytössä jäykässä liimapuupilarin alapään ja peruspilarin välisessä liitoksessa. Liitoksen toiminta ja mitoitusperiaatteet
Hitsaustekniikkaa suunnittelijoille koulutuspäivä Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm
 Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
HTM. HT-teräspaalujen hitsausohjeet HT-TERÄSPAALUT. ver. 12/2015 HTM. Standardin SFS EN ja ohjeen RIL 254 PO-2011 mukaisesti
 HTM HT-TERÄSPAALUT www.htmyhtiot.fi HT-teräspaalujen hitsausohjeet Standardin SFS EN 1090-2 ja ohjeen RIL 254 PO-2011 mukaisesti ver. 12/2015 HTM Sisällys 1. Yleistä... 3 2. Hitsaussuunnitelma... 3 2.1
HTM HT-TERÄSPAALUT www.htmyhtiot.fi HT-teräspaalujen hitsausohjeet Standardin SFS EN 1090-2 ja ohjeen RIL 254 PO-2011 mukaisesti ver. 12/2015 HTM Sisällys 1. Yleistä... 3 2. Hitsaussuunnitelma... 3 2.1
www.pa ww.p r a ma m.f a i Etunimi Sukunimi 14.11.2013
 Etunimi Sukunimi 14.11.2013 1 Suunnittelun ja valmistuksen yhteistyö www.elementtisuunnittelu.fi Suunnitteluprosessi Normit ja standardit Suunnittelun ohjaus Suunnitteluasiakirjat Tuoteosakauppa Mallintava
Etunimi Sukunimi 14.11.2013 1 Suunnittelun ja valmistuksen yhteistyö www.elementtisuunnittelu.fi Suunnitteluprosessi Normit ja standardit Suunnittelun ohjaus Suunnitteluasiakirjat Tuoteosakauppa Mallintava
KESPET-PELTIPÄÄLLYSTEJÄRJESTELMÄT
 -PELTIPÄÄLLYSTEJÄRJESTELMÄT Valmistusperusteet täyttävät standardin SFS 3282, SFS 3541 ja SFS 3978 vaatimukset. -LIITOSSIKIT Liitosvakojen mitat Putken halk. a b c... 3...5 2...3 3...4,5 200...500 5...8
-PELTIPÄÄLLYSTEJÄRJESTELMÄT Valmistusperusteet täyttävät standardin SFS 3282, SFS 3541 ja SFS 3978 vaatimukset. -LIITOSSIKIT Liitosvakojen mitat Putken halk. a b c... 3...5 2...3 3...4,5 200...500 5...8
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Mika Haataja PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT
 Mika Haataja PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT Mika Haataja Opinnäytetyö Kevät 2012 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
Mika Haataja PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT Mika Haataja Opinnäytetyö Kevät 2012 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen
 Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen Mallinnus rakenteesta, tuotekortteina kuvatusta sisällöstä ja toteutuksen vuosikellosta Henkilökohtaistamisen ja osaamisen arvioinnin
Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen Mallinnus rakenteesta, tuotekortteina kuvatusta sisällöstä ja toteutuksen vuosikellosta Henkilökohtaistamisen ja osaamisen arvioinnin
Rakenteiden muotoilu kuumasinkityksen kannalta
 1 (9) 18.6.2013 Rakenteiden muotoilu kuumasinkityksen kannalta Rakenteiden muotoilussa kuumasinkitystä varten pätevät suurelta osin samat säännöt, jotka koskevat hyvää rakenne-, pintakäsittely- ja hitsauskäytäntöä
1 (9) 18.6.2013 Rakenteiden muotoilu kuumasinkityksen kannalta Rakenteiden muotoilussa kuumasinkitystä varten pätevät suurelta osin samat säännöt, jotka koskevat hyvää rakenne-, pintakäsittely- ja hitsauskäytäntöä
AMMATTIOSAAMISEN NÄYTTÖJEN TOTEUTTAMIS- JA ARVIOINTISUUNNITELMA ARVIOINTITOIMIKUNTAAN:
 Kansilomake (1) AMMATTIOSAAMISEN NÄYTTÖJEN TOTEUTTAMIS- JA ARVIOINTISUUNNITELMA ARVIOINTITOIMIKUNTAAN: TUTKINTO: Kone- ja metallialan perustutkinto AMMATTIOPISTO(T): Kalajoen ammattiosto Haapaveden ammattiopisto
Kansilomake (1) AMMATTIOSAAMISEN NÄYTTÖJEN TOTEUTTAMIS- JA ARVIOINTISUUNNITELMA ARVIOINTITOIMIKUNTAAN: TUTKINTO: Kone- ja metallialan perustutkinto AMMATTIOPISTO(T): Kalajoen ammattiosto Haapaveden ammattiopisto
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Pienahitsien materiaalikerroin w
 Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
A OSIO, ENNAKKOTEHTÄVÄ: KOHTISUORAKUVAUS Sivu 1(1)
") Taitaja - Ammattitaidon SM-kilpailut Taitaja-Mestare FM-tävling i yrkesskicklighet är i Uleåborg A OSIO, ENNAKKOTEHTÄVÄ: KOHTISUORAKUVAUS Sivu 1(1) 2D-tehtävä: Kestoaika: Annettu: Piirustus: Kappaleen
Taitaja - Ammattitaidon SM-kilpailut Taitaja-Mestare FM-tävling i yrkesskicklighet är i Uleåborg A OSIO, ENNAKKOTEHTÄVÄ: KOHTISUORAKUVAUS Sivu 1(1) 2D-tehtävä: Kestoaika: Annettu: Piirustus: Kappaleen
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari
 LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
HUOM. Kirjan taulukoissa on käytetty suomalaisesta käytännöstä poiketen pistettä erottamaan kokonais- ja desimaaliosaa toisistaan.
 Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa. Ruiskuvalumuotin kanavisto 1
 http://www.valuatlas.net ValuAtlas & CAE DS 2007 Muotinsuunnitteluharjoitukset Ruiskuvalumuotin kanavisto 1 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat
http://www.valuatlas.net ValuAtlas & CAE DS 2007 Muotinsuunnitteluharjoitukset Ruiskuvalumuotin kanavisto 1 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat