RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET
|
|
|
- Harri Alanen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET klo WinNova Pori Rauma Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin Betoniterästen hitsaukset Teräsrakenteiden hitsaaminen rakennuksilla ja konepajoilla rakennuksille käytettäviin tuotteisiin Minkälaisia dokumentteja hitsaustyön suorittajalla (yritys/ hitsaaja) tulisi olla, jotta vaatimusten täyttäminen osoitettavissa. Mitä ovat WPS, WPQR, Hitsaajan pätevyystodistus, Hitsaajan passi. Hitsaajan pätevöinti SFS EN 287-1:2011 muutokset edelliseen revisioon

2
3
4 PIENAHITSEISSÄ LIITOSVIRHETTÄ JOPA 90% Tutkintalautakunta toimitti sekä irronneet että kiinni pysyneet konsolit, vahvistuslevyt ja palat pilareista tutkimuslaitokseen tutkittavaksi. Tutkimuksissa liitoksista valmistettiin metallografisia poikkileikkausnäytteitä ja niitä tutkittiin silmämääräisesti, valomikroskoopilla, mittaamalla kovuuksia ja analysoimalla materiaalien koostumusta käyttäen optista emissiospektrometriaa. Tutkimuksissa liitosvirheen suuruudeksi todettiin 90% eli hitsausliitoksen kapasiteetti oli vain murto-osa virheettömään vastaavaan hitsiin verrattuna. Tunkeuma oli vahvistuslevyn suuntaan huono ja useissa poikkileikkauksissa esiintyi kylmäjuoksua. Virheen arvioitiin syntyneen ilmeisenä seurauksena tarkoitukseen soveltumattomista hitsausparametreista, joilla tarkoitetaan esimerkiksi polttimen asentoa ja kuljetusnopeutta, hitsausvirtaa, hitsausjännitettä ja langansyöttönopeutta. Hitsattavien kappaleiden todettiin olevan tavanomaista rakenneterästä. Samoin hitsiaineen koostumus vastasi pääosin tavanomaisen seostamattoman MAG-umpilangan koostumusta

5 Tutkimuksesta ei kuitenkaan selvinnyt tarkemmin, mitkä hitsaustyön virheet johtivat huonoon lopputulokseen. Sen vuoksi tutkintalautakunta teetti hitsauskokeita, joiden tarkoituksena oli saada aikaan samalla tavalla puutteellisia liitoksia ja todeta, miten sellainen lopputulos voi syntyä. Tutkimuksissa hitsattiin useita koeliitoksia ja onnistuttiin hitsaamaan myös samalla tavoin epäonnistunut liitos kuin oli pettäneissä rakenteissa. Hitsaustyössä oli kokeiden perusteella käynyt ilmeisesti niin, että käytetty jännite oli ollut hieman liian suuri ja lisäksi hitsauspistooli ei ollut riittävästi kohdistettuna paksumpaan ja raskaampaan eli lämpöä enemmän vaativaan osaan eli vahvistuslevyyn. Tutkintalautakunta perehtyi tutkinnan yhteydessä Suomen rakentamismääräyskokoelman osan B7 Teräsrakenteet hitsausta koskeviin kohtiin ja standardeihin, joihin ohjeessa on viitattu. Ohjeistus todettiin kaiken kaikkiaan varsin vaikeaselkoiseksi

6 Tutkinnassa saatiin standardeista kuitenkin tulkittua, että on olemassa tiettyjä menettelyjä, joita noudattamalla pienahitsien laadusta tulee todennäköisesti hyvä. Kolme oleellista osoitusta teräsrakenneyrityksen laaduntuottokyvystä ja siten valmiiden rakenteiden laadusta olisivat olleet hitsausohje (WPS), hitsaajan pätevyystodistus ja hitsauspöytäkirja. Tässä tapauksessa mitään mainituista ei ollut. Ilman niitäkin hitsausliitoksista voi tulla laatuvaatimukset täyttäviä, mutta epäonnistumisen mahdollisuus on jo lähtökohtaisesti olemassa. Rakenteiden yksityiskohdat eivät saa olla yhden kortin varassa. Laaduntuottokyvyn osoituksia ei pidä käsittää pelkästään asiakirjoin hoidettavaksi byrokratiaksi vaan paremmaksi ja järjestelmällisemmäksi toimintatavaksi, joka mahdollistaa virheiden torjumisen mahdollisimman varhaisessa vaiheessa. Hitsausohjeen (WPS) tulee olla laadittu juuri kyseistä hitsaustehtävää varten ja sen tulee perustua menetelmäkokeeseen. Hitsausptk tarkoittanee (?) Hitsien tarkastus pöytäkirjaa Hitsausohjeen (WPS) tulee olla laadittu juuri kyseistä hitsaustehtävää varten ja sen tulee perustua menetelmäkokeeseen. Menetelmäkokeessa oikeat hitsaustapa ja arvot etsitään hitsaamalla koeliitoksia. Kun kokeellisesti on todettu tietyllä tavalla syntyvän onnistunut hitsi, parametrit merkitään hitsausohjeeseen, jonka mukaan lopulliset hitsit tehdään. Silloin hitsausliitoksesta tulee vastaava eli yhtä hyvä kuin menetelmäkokeen liitos. Menetelmäkokeen liitoksen kelvollisuutta voidaan selvittää mm. yksinkertaisella murtokokeella esimerkiksi ruuvipenkissä, jossa vääntämällä varmistetaan, että liitos taipuu eikä murru liian pienellä kuormalla

7 Hitsaajan pätevyystodistuksen tarkoituksena on varmistaa, että hitsaajalla on osoitettu pätevyys kyseisen hitsaustehtävän suorittamiseen. Pätevyystodistus perustuu hitsauskokeeseen, mutta sen lisäksi myös tietopuolisen kokeen suorittaminen olisi hyödyllistä. Pätevyystodistuksen pitää olla voimassa, sen pitää päteä kyseiseen hitsaustapaan ja hitsauskoe pitäisi olla suoritettu olosuhteissa, jotka vastaavat tuotanto-olosuhteita. Oriveden teräsrakenteiden hitsaajalla ei ollut voimassa olevaa pätevyystodistusta, mutta hän sai todistuksen suoritettuaan pienaliitoksen hitsauskokeen hyväksytysti onnettomuuden jälkeen

. By 50 ei määrittele asiaa tarkemmin.")
8 BETONITERÄSTEN HITSAUS 15 By 50 Betoninormit 2004 kohta 4.2. Työnsuoritus Hitsaustyöt Miten hitsausliitosten suorittajien ammattitaito varmistetaan? Valitettavasti asiaan ei oteta kantaa selkeästi muualla kuin kansainvälisissä standardeissa (SFS EN ISO ja 2). By 50 ei määrittele asiaa tarkemmin. SFS 1267 (joka vahvistettu ja koskee TEHDASVALMISTEISIA raudoitteita), ei otata kantaa suorittajien pätevyyteen, mutta keventää ISO vaatimuksia voimaakantavien ristiliitosten kohdalla


9 Ilmeisesti kuvitellaan, että hitsaajat voidaan betoniterästen hitsaukseen pätevöidä SFS EN mukaisilla hitsaajan pätevöinneillä (kuten muissakin tuotteissa, esim. painelaitteissa). Pätevöinnit ovat sekä hitsausprosessi- että perusmateriaalikohtaisia ja valitettavasti edellä mainitun standardin mukaiset pätevyydet eivät ole betoniterästen hitsaukseen riittäviä


10

11

12 Näihin ristiliitoksiin on kevennys SFS 1267ssa, mutta se koskee vain TEHDAS- VALMISTEITA 12

13

14 SFS EN ISO lainaus hitsauskoordinoija vaatimuksesta EN ISO Betoniterästen hitsaus. Osa 1 Voimaliitokset EN ISO Betoniterästen hitsaus. Osa 2 Kiinitysliitokset Näissä kahdessa standardissa esitettiin selkeä vaatimus, että Hitsattujen betoniteräsliitosten valmistajalla tulee olla käytettävissään ainakin yksi hitsauskoordinoija, joka täyttää standardin ISO mukaiset vaatimukset ja jolla on erityistietämys betoniteräksen hitsauksesta (ks.liite B). Esim. IWS kurssi Järjestettäneen WinNovassa (?)

15

16

17

18 Aineenpaksuus tarkoittaa muuta terästä


19
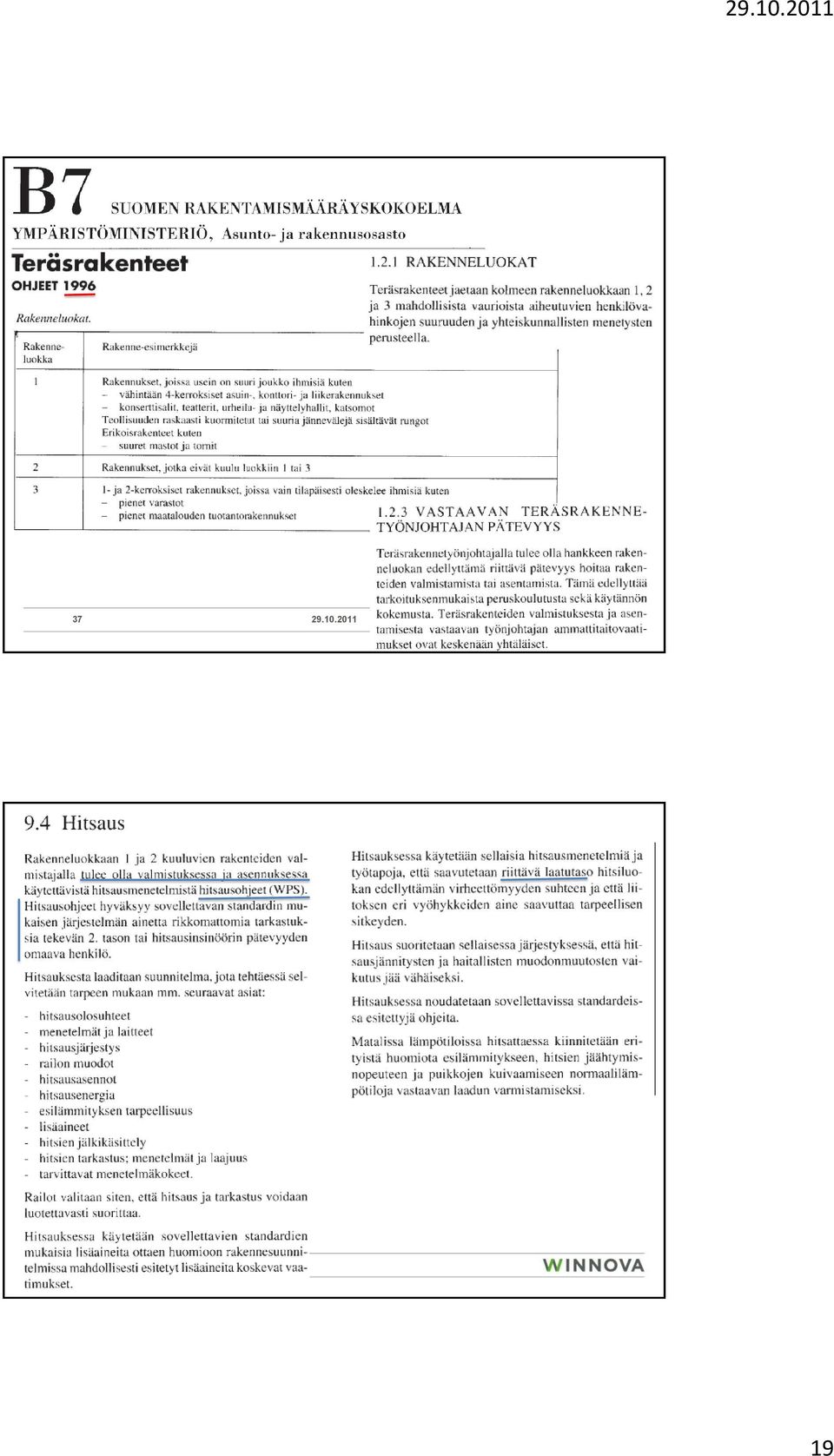
20

21 Hitsien laatuluokkavaatimus määriteltävä!
22 Esimerkiksi venesuuli ei täytä tilapäisen oleskelun vaatimusta!
23 AIKATAULU DAPP DOW Vaihtoehtoinen vielä UK,RoI, Fi,Swe,No) Rakennustuoteasetus tekee pakolliseksi Suomessa lähtien
24
25

26
27 Materiaalien ryhmittely hitsausteknisesti. Koskee sekä hitsareiden että hitsausmenetelmien pätevöintejä Materiaalien ryhmittely Teknisen raportin CR/TR mukaan

28
29 Lujuusarvo 420 N/mm2. Termomekaaninen (MH) joten ryhmää 2.1!! Suorakaideputket vähintään S355 luokkaa, uusimmat jopa S420 luokkaa
30
31 tärkeimmät
32 -Hitsaajien pätevöinti Tuotannossa tulee kyseeseen sekä päittäisliitoksia, läpihitsattuja T-liitoksi (BW) että pienaliitoksia (FW) Hitsaajien pätevöinti Usein oletetaan, että hitsaajan pätevöintinä suorakaideputkissa riittää levyhitsaajan pätevöinti! Mikäli lyhyempi sivu on <150 mm pitää olla pätevöinti putken hitsaukseen
33 65 YHTEENVETONA VAATIMUKSISTA SFS EN Hitsaajien pätevöinti -Hitsausohjeiden käyttäminen tuotannossa -Hitsausohjeiden hyväksyntätapa! Menetelmäkokeiden voimassaoloa rajoitettu -Hitsien laatuvaatimukset -Hitsauskoordinoijalle pätevyysvaatimus
34 Valmistukselle asetettavia vaatimuksia Rakennustyömaat: Nykyinen! Hitsaajien pätevöinti Hitsaajalla oltava kyseiseen kohteeseen soveltuva pätevyys (prosessi, materiaali, dimensiot) Hitsausohjeiden käyttö Nykyisen käytännön mukaan edellytetään WPS:ää (pätevöityä) (se kertoo miten hitsaus suoritetaan). Hyväksyjänä joko IWE ta Level 2 NDT tarkastaja Materiaalien tunnistettavuus Tiedettävä mitä materiaalia käytetään (ainestodistustasona minimissään 2.1 laatuvakuutus) Hitsaukselta vaadittava taso määriteltävä Kaikille hitseille vähintään D (?) luokka. Vaativimmille korkeampi vaatimus HITSAUSOHJEET JA NIIDEN HYVÄKSYMINEN Tausta Hitsausohjeita on perinteisesti käytetty off-shore -teollisuudessa ja Yhdysvaltoihin kohdistuvien vientitoimitusten yhteydessä. ISO 9000 laatujärjestelmien yleistyessä on myös hitsaavalta teollisuudelta ruvettu vaatimaan hyväksyttyjä hitsausohjeita. Tämän takia on laadittu seuraavat standardit SFS-EN ISO Yleiset ohjeet sulahitsaukselle SFS-EN ISO /5 Hitsausohjeet eri hitsausprosesseille SFS-EN ISO Terästen sulahitsauksen menetelmäkokeet SFS-EN ISO Alumiinin ja alumiiniseosten menetelmäko keet SFS-EN ISO Titaanihitsauksen menetelmäkokeet SFS-EN ISO Päällehitsauksen menetelmäkokeet SFS-EN ISO Putkilevyhitsauksen menetelmäkokeet SFS-EN ISO Hitsausohjeen hyväksyntä testatuilla lisäaineilla SFS-EN ISO Hitsausohjeen hyväksyntä aikaisemmalla kokemuksella. SFS-EN ISO Hitsausohjeen hyväksyntä standardimenetelmällä SFS-EN ISO Esituotannolliset kokeet. Standardit ovat korvanneet standardisarjan SFS-EN 288-1/
35
 ohje standardimenetelmän mukainen (SFS-EN ISO 15612) esituotannollisella kokeella (SFS-EN 15613).")
36 Hitsausmenetelmän hyväksymistapoja on: -käyttämällä hyväksyttyjä hitsausaineita (SFS-EN ISO 15610) aikaisemmalla kokemuksella (SFS-EN ISO 15611) hitsausliitoksen menetelmäkokeella (SFS-EN ISO /8) ohje standardimenetelmän mukainen (SFS-EN ISO 15612) esituotannollisella kokeella (SFS-EN 15613). Hyväksymistapa määritetään sovellutus- tai tuotestandardeissa tai osapuolten välisessä sopimuksessa (sopimuskatselmuksessa). Hyväksymisestä laaditaan hyväksymispöytäkirja (WPQR), jonka pohjalta (pätevyysalueen sisällä) hyväksyttyjä hitsausohjeita (WPS) voidaan laatia. Menetelmäkokeen tai esituotannollisen kokeen pöytäkirjat allekirjoittaa kokeen valvoja (Painelaitteissa tunnustetun kolmannen osapuolen edustaja). Eräiden mielipiteiden mukaan Pitäisi merkitä aina WPS:ään! 36
 Tarvittaessa tilataan menetelmäkokeen valvonta III osapuolelta ja sovitaan ajankohta Kokeen suorituksessa kirjataan kaikki muuttujat ylös ja suoritetaan mm.")
37 Tiettyjä prosesseja koskevia tietoja 73 MENETELMÄKOKEEN SUORITTAMINEN KÄYTÄNNÖSSÄ Menetelmäkoetta suorittava yritys laatii pwps:n koetta varten ja kokeilee että homma toimii (esim. varmistuksia taivutus ja murtokokeilla) Tarvittaessa tilataan menetelmäkokeen valvonta III osapuolelta ja sovitaan ajankohta Kokeen suorituksessa kirjataan kaikki muuttujat ylös ja suoritetaan mm. sähköiset mittaukset mahdollisimman laajasti kokeen aikana (mielestäni koko koetilanne tulee kirjata ylös) Kokeen hitsauksen jälkeen kappaleille suoritetaan silmämääräinen tarkastus. Hyväksynnän jälkeen NDT ja sitten DT
, paitsi hitsausvirheiden -korkea kupu (päittäisja pienahitsi) -ylisuuri a-mitta -korkea juuren kupu kohdalla, jossa riittää hitsiluokka")
 100 % pintahalkeamatarkastus 1) 2 poikittaista vetokoetta 2 juuri- ja 2 pintataivutuskoetta 2) 2 sarjaa iskukokeita 6) Kovuuskoe 3) 1 makrohietutkimus 100 %")
38 75 Taulukko 1. Koekappaleiden tarkastuslaajuus. Hitsausliitoksen on täytettävä hitsiluokka B (SFS-EN ISO 5817), paitsi hitsausvirheiden -korkea kupu (päittäisja pienahitsi) -ylisuuri a-mitta -korkea juuren kupu kohdalla, jossa riittää hitsiluokka C. KOEKAPPALE Läpihitsatut päittäisliitos (levy tai putki) Läpihitsatut T- liitokset ja putken haaraliitokset 5) Pienahitsit 5) TARKASTUS JA KOETUS 100 % silmämääräinen tarkastus 100 % radiografinen kuvaus tai ultraäänitarkastus 4) 100 % pintahalkeamatarkastus 1) 2 poikittaista vetokoetta 2 juuri- ja 2 pintataivutuskoetta 2) 2 sarjaa iskukokeita 6) Kovuuskoe 3) 1 makrohietutkimus 100 % silmämääräinen tarkastus 100 % pintahalkeamatarkastus 1) 100 % ultraäänitarkastus tai radiografinen kuvaus 4) 7) Kovuuskoe 3)) 2 makrohietutkimusta 5) 100 % silmämääräinen tarkastus 100 % pintahalkeamatarkastus 1) Kovuuskoe 3) 2 makrohietutkimusta 1) Tunkeumaneste- tai magneettijauhetarkastus. Epämagneettisille materiaaleille tehdään tunkeumanestetarkastus. 2) Kokeet voidaan korvata neljällä sivutaivutuskokeella, kun aineenpaksuus on =>12 mm. 3) Ei tehdä seostamattomille teräksille, joiden myötölujuus R e <= 275 N/mm 2 eikä austeniittisille ruostumattomille teräksille (ryhmä 8) tai nikkelille (ryhmät 41 48). 4) Vain ferriittisille teräksille, kun aineenpaksuus on 8 mm 5) Määritetyt testit eivät anna tietoa hitsausliitoksen mekaanisista ominaisuuksista. Kun nämä ominaisuudet ovat oleellisia sovellutuksen kannalta, tehdään lisäkokeita, esim. päittäishitseille. 6) 1 sarja hitsiaineesta ja 1 sarja muutosvyöhykkeeltä (kaksi sarjaa eripariliitoksille), kun aineenpaksuus on => 12 mm ja perusaineelle on määritetty iskusitkeysarvot, tai sovellutusstandardi vaatii. Ellei lämpötilaa ole määritelty tehdään iskukoe huoneenlämpötilassa. 7) Ultraäänitarkastusta ei vaadita kun putken ulkohalkaisija on 50 mm. Jos ulkohalkaisija on yli 50 mm eikä teknisesti ole mahdollista suorittaa ultraäänitarkastusta suoritetaan haaraliitoksille radiografinen kuvaus, edellyttäen että liitosmuoto antaa järkevän tuloksen
39 Esituotannollinen koe Kun menetelmäkokeen koekappaleet eivät edusta varsinaista hitsaustapahtumaa riittävässä määrin, voidaan tehdä standardin EN ISO mukaisia esituotannollisia kokeita. Tarkastuslaajuus on soveltuvin osin menetelmäkokeen mukainen, mutta on ainakin pyrittävä tekemään seuraavat kokeet: a) 100 % silmämääräinen tarkastus b) pintahalkeamatarkastus c) kovuuskokeet (ei tehdä ferriittisille teräksille kun Rm < 420 N/mm2 tai Re < 275 N/mm2, tai austeniittisille ruostumattomille teräksille eikä alumiiniseoksille 21 tai 22) d) makrohietutkimus. Pätevyysalue on soveltuvin osin sama kuin menetelmäkokeessa. Liitosmuoto 77 vain kokeessa käytetty! Hitsausprosesseista riippumaton pätevyysalue Konepajakohtaisuus Menetelmäkoe ja hyväksytty hitsausohje on konepajakohtainen, mutta pätee myös konepajoissa, jotka toimivat saman valmistajan teknisen ja laadun valvonnan alaisena. Perusaineet Kokeiden vähentämiseksi on perusaineet ryhmitellään Teknisen raportin CR/TR 15608:an mukaisesti. Eri ryhmille suoritetuille menetelmäkokeille pätevyysalueet annetaan Teräksille Taulukossa 3 ja Nikkeleille ja Terästen ja nikkelien sekaliitoksille Taulukossa
40 Testatut hitsausaineet Tätä hyväksymistapaa voidaan käyttää, kun ei ole erityistä kokemusta hitsauksesta, eikä hitsattavalle tuotteelle ole asetettu erityisiä hitsejä koskevia vaatimuksia. Standardissa EN ISO hitsausohjeen hyväksyminen edellyttää, että -käytettävään perusaineen muutosvyöhykkeeseen syntyy hyväksyttyjä mikrorakenteita ja ominaisuuksia, jotka eivät merkittävästi huononee tuotteen käytönaikana -käytettävä lisäaine on asianmukaisesti testattu -EN ISO mukainen "alustava hitsausohje" sopii kyseiseen sovellutukseen. 79 Testatut hitsausaineet Tämän hyväksymistavan käyttö on rajoitettu -seostamattomille teräksille (ryhmä 1.1) (ReH<= 275 N/mm2) - austeniittisille teräksille (ryhmä 8.1) -alumiineille (ryhmät 21 ja 22.1 ja 22.2), edellyttäen, ettei tuotteelle ole asetettu iskusitkeys- tai kovuusvaatimuksia, esikuumennusta, palkojen välisen lämpötilan määrittämistä tai hitsauksen jälkeistä lämpökäsittelyä. Lisäksi on asetettu tiettyjä rajoituksia, kuten - aineenpaksuus mm - a-mitta 3 mm -putken ulkohalkaisija yli 25 mm
41 Aikaisempi kokemus Tarkoituksena on, että vaikka hitsausohjeita ruvetaan käyttämään, niin hitsausta voidaan suorittaa kuten aikaisemmin. Näin ollen hitsausohjeiden hyväksynnässä voidaan hyötyä aikaisemmasta kokemuksesta. Standardin EN ISO mukaisesti aikaisempi kokemus voidaan osoittaa kahdella tavalla, edellyttäen, että hitsien testauksesta (esim. rikkomaton aineenkoetus, rikkova aineenkoetus, vuototestaus tai painekoe) löytyy asianmukaista dokumentointia. Joko a) hitsausta on suoritettu vähintään vuoden tiettynä ajanjaksona tai b) tuote on ollut käytössä tiettynä ajanjaksona, eikä hitseihin ole ollut huomauttamista. Ellei toisin sovita viisi 81 vuotta voidaan katsoa sopivaksi ajanjaksoksi. Standardimenetelmä Koska menetelmäkokeet ovat suhteellisen kalliita on standardissa EN ISO sanottu, että voidaan käyttää hitsausohjeita, joiden hyväksyntä perustuu toisen yrityksen tekemiin menetelmäkokeisiin. Näitä ohjeita kutsutaan standardimenetelmiksi tai ehkä paremminkin standardiohjeiksi. Standardimenetelmien käyttö edellyttää, että käyttäjä on nimennyt hitsauksesta vastaavan hitsauskoordinoijan (EN 719) ja että noudatetaan EN 729 mukaisia laatuvaatimuksia. Standardimenetelmän käyttökohteina voisi olla tuotteet, joiden valmistajalle ei aseteta osaamisen näyttövaatimusta (vrt. näytetyö). Valmistaja välttyy yksinkertaisissa kohteissa tarpeettomiksi katsottavien yrityskohtaisten menetelmäkokeiden tekemiseltä. Valitettavasti hyväksymistavan käyttö on hyvin rajattu
42 Standardimenetelmä Hyväksyntätavan käyttämistä rajoitettu määrittelemällä materiaaliryhmät, joihin se soveltuu. Esimerkkinä teräkset, joissa se soveltuu vain materiaaliryhmiin 1 1 ; 1 11 ja 8 8 Lisäksi standardin kohdat 6.2 ja 6.3 rajaavat käyttöä: Standardimenetelmän käytössä on huomioitava myös rajoitukset, jotka on asetettu EN :n mukaisessa hyväksynnässä (esim. lisäaineen vaihtamisen 83 säännöt! 84 42
43 6 kk voimassaolon vahvistaminen tehtävä, jotta koe voimassa todistuksessa olevaan päivämäärään saakka
 liittyy AINA WPQR! 88 29.")
44 87 Hyväksyttyyn WPS:ään (ei pwps:ään) liittyy AINA WPQR!
45

46 Putkistojen asennus. LVI ohjekortti EN 288:ssa ainoastaan (menetelmäkoe) ottaa kantaa hitsin muotoon. Siellä muotovirheille vaatimus C luokka /25817 mukaan EN 729 edellyttää suunnittelukatselmuksessa käsiteltävän pintavaatimukset ja hitsin muoto. Hitsauksen jälkeen laatu tarkastettava että saavutettu laatu täyttää vähintään asetetut vaatimukset (silmämääräisellä tarkastuksella ) vaatimuksia myös lisäaineiden säilytykselle Putkistojen asennus. LVI ohjekortti Koska luokkahitsausta tarvitaan? Muiden kuin seostamattomien terästen hitsauksessa? SFS EN 729 on korvattu uudella SFS EN ISO 3834 standardisarjalla! Huom! Kaikille hitsaajille vaaditaan niissä pätevöintiä!!
47 LVI vaatimus tiukempi kuin Painelaitehitsauksissa! SALLITTAVAT HITSAUSVIRHEET LVI PUTKISTOISSA (PERINTEINEN HITSAUS) SFS EN ISO 5817 VIRHE NRO Nimi Ainev. alue D-luokka C-luokka B-luokka 1.5 Liitosvirhe >= 0,5 mm ei sallita ei sallita ei sallita 1.9 Korkea kupu >= 0,5 mm h<=1mm+0,25*b max 10 mm h<=1mm+0,15*b max 7 mm h<=1mm+0,1*b max 5 mm 1.11 Korkea juurikupu 0,5.. 3 mm h<=1mm+0,6*b h<=1mm+0,3*b h<=1mm+0,1*b Korkea juurikupu > 3 mm h<=1mm+1,0*b max 5 mm h<=1mm+0,6*b max 4 mm h<=1mm+0,2*b max 3 mm 1.15 Läpivalunut hitsi >= 0,5 mm ei sallita ei sallita ei sallita 1.14 Vajonnut hitsi 0,5.. 3 mm lyhyt h<=0,25t Lyhyt h<=0,1t ei sallita > 3 mm Lyhyt h<=0,25t, enint. 2 mm Lyhyt h<=0,1t, enint.1 mm Lyhyt h<=0,05t, enint.0,5 mm 1.17 Vajaa juuri 0,5.. 3 mm h<= 0,2 mm + 0,1*t Lyhyt h<= 0,1*t ei sallita > 3 mm Lyhyt h<= 0,2 mm + 0,1*t,enint. 2 mm Lyhyt h<= 0,1*t,enint. 1 mm Lyhyt h<= 0,05*t,enint.0,5 mm 1.7 Jatkuva/katkon. reunahaava 0,5.. 3 mm lyhyt h<=0,2*t lyhyt h<=0,1*t ei sallita > 3 mm h<=0,2*t, enint 1 mm h<=0,1*t, enint 0,5 mm h<=0,05*t, enint.0,5 mm Vaatimustaso: D luokka mutta virheitä 1.14 ja 1.17 ei sallita lainkaan C luokka mutta virheitä 1.14 ja 1.17 ei sallita lainkaan Hitsaripassina käsitetään yleisesti yhden hitsarin voimassaolevien pätevyyskokeiden yhdistelmää. Yrityskohtaisesti käyttökelpoisempi mielestäni on kuitenkin raportti, jossa yrityksen kaikkien hitsareiden voimassaolevat pätevyydet sekä niiden seuraava 6 kk voimassaolon vahvistamispäivämäärä esitetään. Listalla näkyy 1 koe, jonka voimassaolo on jo lakannut. Poiminnalla voimme estää sen näkymisen. 47
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
A9 Hitsaajan pätevyyskokeet
 A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
3 Hitsattujen rakenteiden vaatimustenmukaisuuden osoittaminen (B7 kohta 11)
") 2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
Hitsausmessut TAMPEREEN MESSUKESKUS
 Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO A1+A2:2012
 HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto Esityksen rakenne: -SFS-EN 1090-2 + A1:2012 -tarkastuksen
HITSAUSMENETELMÄKOKEEN TARKASTUS JA TESTAUS SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / Rakennustuoteasetuspäivä 21.8.2013 / Oulun Yliopisto Esityksen rakenne: -SFS-EN 1090-2 + A1:2012 -tarkastuksen
Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja Painelaitedirektiivin soveltaminen ja tulkinnat
 Valvisto Tarja Painelaitedirektiivin soveltaminen ja tulkinnat") Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja 24.9.2013 Painelaitedirektiivin soveltaminen ja tulkinnat 2 Painelaitedirektiivi ja NDT 1. Painelaitedirektiivi eli PED on Suomessa saatettu voimaan
Turvallisuus- ja kemikaalivirasto (Tukes) Valvisto Tarja 24.9.2013 Painelaitedirektiivin soveltaminen ja tulkinnat 2 Painelaitedirektiivi ja NDT 1. Painelaitedirektiivi eli PED on Suomessa saatettu voimaan
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Tarkastuksen ja testauksen tavoite
 HITSAUSMENETELMÄKOKEEN RIKKOVA TESTAUS Käytännön kokemuksia testauksesta ja vinkkejä hitsausmenetelmäkokeen toteutukseen SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / HT 17 päivät, Seminaari 6.4.2017
HITSAUSMENETELMÄKOKEEN RIKKOVA TESTAUS Käytännön kokemuksia testauksesta ja vinkkejä hitsausmenetelmäkokeen toteutukseen SFS-EN ISO 15614-1 + A1+A2:2012 Teppo Vihervä / HT 17 päivät, Seminaari 6.4.2017
EN 1090-1 Kantavat teräsrakenteet. Hitsauskoordinoijan ohjekirja. Innover. Innovator Network Oy innover@ innover.fi
 EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
EN 1090-1 Kantavat teräsrakenteet Hitsauskoordinoijan ohjekirja innover@ innover.fi Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC järjestelmän
Souru Oy, Kahitie Nurmijärvi
 Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Jouko Seppäläinen Indewe QC Oy
 Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Jouko Seppäläinen Indewe QC Oy Noin 35 vuoden kokemus eri tehtävissä telakka-, kattila- ja valmistavan teollisuuden parissa. Bureau Veritas:n tarkastaja / pääarvioija v. 2001-2015. Päätehtävinä laiva-
Kim Johansson Erityisasiantuntija, DI. Suomen Betoniyhdistys ry
 Kim Johansson Erityisasiantuntija, DI Suomen Betoniyhdistys ry Hitsausliitokset ja hitsaaminen työmaalla Hitsausliitoksille asetetut vaatimukset ja niiden määräytymisperusteet Hitsausolosuhteet Laadunvalvonta
Kim Johansson Erityisasiantuntija, DI Suomen Betoniyhdistys ry Hitsausliitokset ja hitsaaminen työmaalla Hitsausliitoksille asetetut vaatimukset ja niiden määräytymisperusteet Hitsausolosuhteet Laadunvalvonta
Rakennustuotteiden CE-merkintä
 Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
B8 Tarkastus ja testaus
 B.8 Tarkastus ja testaus 1 B.8.1 Hitsausvirheiden kertaus (ISO 6520-1) Ks. kohta A7. B.8.2 Hitsiluokkien kertaus Tausta Hitsiluokkia on perinteisesti käytetty teräsrakenteiden valmistuksen yhteydessä.
B.8 Tarkastus ja testaus 1 B.8.1 Hitsausvirheiden kertaus (ISO 6520-1) Ks. kohta A7. B.8.2 Hitsiluokkien kertaus Tausta Hitsiluokkia on perinteisesti käytetty teräsrakenteiden valmistuksen yhteydessä.
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi. Janne Hämäläinen, EWE 13.12.2005
 Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI
 Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
Petri Hakkola HITSAUSOHJEEN HYVÄKSYTTÄMIS- PROSESSI Tekniikka ja liikenne 2013 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Petri Hakkola Opinnäytetyön nimi Hitsausohjeen
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
EWF Betoniterästen hitsauskoordinoijakoulutus Raahe
 EWF 544-01 Betoniterästen hitsauskoordinoijakoulutus 2016 11. 13.10.2016 Raahe Tuomo Orava 11.10 Johdanto kurssille Hitsausprosessit ja laitteet betoniterästen hitsauksessa Materiaalit ja niiden käyttäytyminen
EWF 544-01 Betoniterästen hitsauskoordinoijakoulutus 2016 11. 13.10.2016 Raahe Tuomo Orava 11.10 Johdanto kurssille Hitsausprosessit ja laitteet betoniterästen hitsauksessa Materiaalit ja niiden käyttäytyminen
Pirkka Mellanen Lahden Tasopalvelu Oy
 Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
TEKNIIKAN JA LIIKENTEEN TOIMIALA. Kone- ja tuotantotekniikka. Laivajärjestelmät INSINÖÖRITYÖ HITSAUSOHJEET (WPS) HYDRAULISYLINTEREILLE
 HYDRAULISYLINTEREILLE") TEKNIIKAN JA LIIKENTEEN TOIMIALA Kone- ja tuotantotekniikka Laivajärjestelmät INSINÖÖRITYÖ HITSAUSOHJEET (WPS) HYDRAULISYLINTEREILLE Työn tekijä: Danesh Hajizadeh Työn valvoja: Petri Koivu Työn ohjaaja:
TEKNIIKAN JA LIIKENTEEN TOIMIALA Kone- ja tuotantotekniikka Laivajärjestelmät INSINÖÖRITYÖ HITSAUSOHJEET (WPS) HYDRAULISYLINTEREILLE Työn tekijä: Danesh Hajizadeh Työn valvoja: Petri Koivu Työn ohjaaja:
Ohje 1 (6)
") Ohje 1 (6) 15.10.2018 PAINELAITTEIDEN KORJAUS- JA MUUTOSTYÖT Sisällysluettelo 1 YLEISTÄ... 2 2 SOVELLETTAVAT SÄÄDÖKSET... 2 3 TARKASTUSLAITOKSET... 2 4 KORJAUS- JA MUUTOSTYÖN SUUNNITTELU JA HANKINTA...
Ohje 1 (6) 15.10.2018 PAINELAITTEIDEN KORJAUS- JA MUUTOSTYÖT Sisällysluettelo 1 YLEISTÄ... 2 2 SOVELLETTAVAT SÄÄDÖKSET... 2 3 TARKASTUSLAITOKSET... 2 4 KORJAUS- JA MUUTOSTYÖN SUUNNITTELU JA HANKINTA...
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
NDT-STANDARDIT NDT-tutkinnot
 NDT-pätevyystutkinnoissa käytettävät standardit 1(5) Kaikkiin menetelmiin yhteiset standardit SFS-EN 473 2008 Non-destructive testing. Qualification and certification of NDT personnel. General principles
NDT-pätevyystutkinnoissa käytettävät standardit 1(5) Kaikkiin menetelmiin yhteiset standardit SFS-EN 473 2008 Non-destructive testing. Qualification and certification of NDT personnel. General principles
ILMAILUMÄÄRÄYS AIR M1-8
 ILMAILUMÄÄRÄYS AIR M1-8 16.2.1996 PL 50, 01531 VANTAA, FINLAND, Tel. 358 (0)9 82 771, Fax 358 (0)9 82 772499 www.lentoturvallisuushallinto.fi ILMAILUVÄLINEIDEN HITSAUKSET Tämä ilmailumääräys koskee ilmailuvälineiden
ILMAILUMÄÄRÄYS AIR M1-8 16.2.1996 PL 50, 01531 VANTAA, FINLAND, Tel. 358 (0)9 82 771, Fax 358 (0)9 82 772499 www.lentoturvallisuushallinto.fi ILMAILUVÄLINEIDEN HITSAUKSET Tämä ilmailumääräys koskee ilmailuvälineiden
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
KOPAR GROUP EN 1090:n ja ISO :n soveltaminen ja käytännön kokemuksia. Samuli Saarela, Q&D Manager, IWE, IWI-C
 KOPAR GROUP EN 1090:n ja ISO 9606-1:n soveltaminen ja käytännön kokemuksia Samuli Saarela, Q&D Manager, IWE, IWI-C 5.11.2014 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä
KOPAR GROUP EN 1090:n ja ISO 9606-1:n soveltaminen ja käytännön kokemuksia Samuli Saarela, Q&D Manager, IWE, IWI-C 5.11.2014 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä
Souru Oy, Kahitie Nurmijärvi
 Souru Petteri, IWE/IWI-C Vuodesta 2009 (>110 yritystä) Ensimmäinen Suomessa? (tietääkseni) Esim. 33kpl auditoituja CE-projekteja Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR)
Souru Petteri, IWE/IWI-C Vuodesta 2009 (>110 yritystä) Ensimmäinen Suomessa? (tietääkseni) Esim. 33kpl auditoituja CE-projekteja Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR)
HITSAUS- STANDARDIT 2006
 HITSAUS- STANDARDIT 2006 Hitsausta koskevat standardit ovat laajin koko metalli- ja rakennusteollisuuteen vaikuttava perusstandardien osa-alue. Hitsausstandardit ovat horisontaalisia standardeja. Tämä
HITSAUS- STANDARDIT 2006 Hitsausta koskevat standardit ovat laajin koko metalli- ja rakennusteollisuuteen vaikuttava perusstandardien osa-alue. Hitsausstandardit ovat horisontaalisia standardeja. Tämä
TUTKIMUSRAPORTTI VTT-R-05508-10. Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta
 TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE. Betoniteollisuus ry
 Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan. DI Juha Toivonen, DEKRA
 Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan DI Juha Toivonen, DEKRA SHY NDT-päivä 24.-25.9. 2013 1 (4) DI Juha Toivonen Teräsrakenteiden NDT-tarkastukset SFS-EN 1090 mukaan 1. SFS EN 1090 SFS
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari
 LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
LAPPEENRANNAN TEKNILINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari STANDARDIN SFS-EN 1090 VAATIMUKSET HITSAUSTUOTANTOON CE- MERKINNÄN SAAMISEKSI REQUIREMENTS OF STANDARD
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
Säde-, hybridi- ja kitkahitsauksen laatukysymykset
 Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Teräsrakenteet OHJEET 1996 LIITE 2
 B7 SUOMEN RAKENTAMISMÄÄRÄYSKOKOELMA YMPÄRISTÖMINISTERIÖ, Asunto-ja rakennusosasto Teräsrakenteet OHJEET 1996 LIITE 2 Ympäristöministeriön asetus teräsrakenteista Annettu Helsingissä 23 päivänä toukokuuta
B7 SUOMEN RAKENTAMISMÄÄRÄYSKOKOELMA YMPÄRISTÖMINISTERIÖ, Asunto-ja rakennusosasto Teräsrakenteet OHJEET 1996 LIITE 2 Ympäristöministeriön asetus teräsrakenteista Annettu Helsingissä 23 päivänä toukokuuta
Hitsaustyön dokumentointi ja jäljitettävyys
 Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Hitsaustyön dokumentointi ja jäljitettävyys Welding coordinator, Quality engineer Vaatimukset jäljitettävyydelle ja sen tasolle voivat tulla useasta eri lähteestä: EN 1090-2 (teräsrakenteita koskevat tekniset
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA
 Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Johannes Wesslin ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Kone- ja tuotantotekniikan koulutusohjelma 2014 ALIHANKINTAKONEPAJAN HITSAUKSEN LAADUNHALLINTA Wesslin, Johannes Paavo Rasmus Satakunnan
Ydinlaitosten mekaaniset laitteet ja rakenteet. 1 Yleistä 3. 2 Luvanhaltijan velvoitteet 3. 3 Valmistajalle asetetut vaatimukset 4
 OHJE 4.10.1999 YVL 1.14 Ydinlaitosten mekaaniset laitteet ja rakenteet Valmistuksen valvonta 1 Yleistä 3 2 Luvanhaltijan velvoitteet 3 3 Valmistajalle asetetut vaatimukset 4 3.1 Yleistä 4 3.2 Rakenneaineet
OHJE 4.10.1999 YVL 1.14 Ydinlaitosten mekaaniset laitteet ja rakenteet Valmistuksen valvonta 1 Yleistä 3 2 Luvanhaltijan velvoitteet 3 3 Valmistajalle asetetut vaatimukset 4 3.1 Yleistä 4 3.2 Rakenneaineet
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
HTM. HT-teräspaalujen hitsausohjeet HT-TERÄSPAALUT. ver. 12/2015 HTM. Standardin SFS EN ja ohjeen RIL 254 PO-2011 mukaisesti
 HTM HT-TERÄSPAALUT www.htmyhtiot.fi HT-teräspaalujen hitsausohjeet Standardin SFS EN 1090-2 ja ohjeen RIL 254 PO-2011 mukaisesti ver. 12/2015 HTM Sisällys 1. Yleistä... 3 2. Hitsaussuunnitelma... 3 2.1
HTM HT-TERÄSPAALUT www.htmyhtiot.fi HT-teräspaalujen hitsausohjeet Standardin SFS EN 1090-2 ja ohjeen RIL 254 PO-2011 mukaisesti ver. 12/2015 HTM Sisällys 1. Yleistä... 3 2. Hitsaussuunnitelma... 3 2.1
Rakentamismääräyskokoelman B-sarja sisältö. Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Tauno Hietanen Rakennusteollisuus RT
 Rakentamismääräyskokoelman B-sarja sisältö Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Rakennusteollisuus RT RakMK luotiin 1970 luvun jälkipuoliskolla Rakennusteollisuus RT ry 2 Rakennusteollisuus
Rakentamismääräyskokoelman B-sarja sisältö Materiaalikohtaiset ohjeet B2 Betonirakenteet erityisasiantuntija Rakennusteollisuus RT RakMK luotiin 1970 luvun jälkipuoliskolla Rakennusteollisuus RT ry 2 Rakennusteollisuus
AKKREDITOITU SERTIFIOINTIELIN ACCREDITED CERTIFICATION BODY PÄTEWIN OY
 S050/A01/2016 Liite 1 / Appendix 1 Sivu / Page 1(5) AKKREDITOITU SERTIFIOINTIELIN ACCREDITED CERTIFICATION BODY PÄTEWIN OY Tunnus Code Sertifiointielin Certification body Osoite Address www www S050 PäteWin
S050/A01/2016 Liite 1 / Appendix 1 Sivu / Page 1(5) AKKREDITOITU SERTIFIOINTIELIN ACCREDITED CERTIFICATION BODY PÄTEWIN OY Tunnus Code Sertifiointielin Certification body Osoite Address www www S050 PäteWin
K.P. Säiliöt Ay, valvojana Matti Koivunen
 TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tutkintotyö HITSAUSOHJEET JA -KOKEET VAK/ ADR -SÄILIÖVALMISTUKSEEN Työn teettäjä Työn ohjaaja Tampere 2007 K.P. Säiliöt Ay, valvojana
TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tutkintotyö HITSAUSOHJEET JA -KOKEET VAK/ ADR -SÄILIÖVALMISTUKSEEN Työn teettäjä Työn ohjaaja Tampere 2007 K.P. Säiliöt Ay, valvojana
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä
1 (5) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin.
 TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
Varmista, että saat jatkossakin tietoa koulutuksista: tilaa koulutusuutisia!
 Osoitelähde: Markkinointirekisteri, AEL, 09 53071 Osoitteenmuutokset: ael.fi/osoite Varmista, että saat jatkossakin tietoa koulutuksista: tilaa koulutusuutisia! EU:n uusi tietosuoja-asetus on tulossa keväällä
Osoitelähde: Markkinointirekisteri, AEL, 09 53071 Osoitteenmuutokset: ael.fi/osoite Varmista, että saat jatkossakin tietoa koulutuksista: tilaa koulutusuutisia! EU:n uusi tietosuoja-asetus on tulossa keväällä
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
SFS päivitys Ari Mantila Rakennustuoteteollisuus RTT ry
 SFS 5975 - päivitys 11.12.2018 Ari Mantila Rakennustuoteteollisuus RTT ry BETONISTANDARDIT RakMK Rakenteiden lujuus ja vakaus Betonirakenteet (ohje) Rakennusteollisuus RT 11.12.2018 2 SFS 5975 Betonirakenteiden
SFS 5975 - päivitys 11.12.2018 Ari Mantila Rakennustuoteteollisuus RTT ry BETONISTANDARDIT RakMK Rakenteiden lujuus ja vakaus Betonirakenteet (ohje) Rakennusteollisuus RT 11.12.2018 2 SFS 5975 Betonirakenteiden
NDT-TUTKINNOT Standardit, level-2 tutkinnot NDT LEVEL 2 PÄTEVYYSTUTKINNOISSA KÄYTETTÄVÄT STANDARDIT
 2017-09-06 Sivu 1 / 5 NDT LEVEL 2 PÄTEVYYSTUTKINNOISSA KÄYTETTÄVÄT STANDARDIT Kaikkiin menetelmiin yhteiset standardit SFS-EN ISO 9712 Rikkomaton aineenkoetus. NDT-henkilöiden pätevöinti ja sertifiointi.
2017-09-06 Sivu 1 / 5 NDT LEVEL 2 PÄTEVYYSTUTKINNOISSA KÄYTETTÄVÄT STANDARDIT Kaikkiin menetelmiin yhteiset standardit SFS-EN ISO 9712 Rikkomaton aineenkoetus. NDT-henkilöiden pätevöinti ja sertifiointi.
Poijukettingit ja sakkelit LAATUVAATIMUKSET
 24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
EU:N RAKENNUSTUOTEASETUS
 EU:N RAKENNUSTUOTEASETUS - Hyväksyttiin keväällä 2011 - Tavoite rakennustuotteiden kilpailuesteiden poistaminen - Mahdollistaa tuotteiden Ce merkinnän - Erilainen kuin monet muut Ce merkintään tähtäävät
EU:N RAKENNUSTUOTEASETUS - Hyväksyttiin keväällä 2011 - Tavoite rakennustuotteiden kilpailuesteiden poistaminen - Mahdollistaa tuotteiden Ce merkinnän - Erilainen kuin monet muut Ce merkintään tähtäävät
Oppilaitos, standardit ja teollisuus
 Tampereen ammattikorkeakoulu Ammatillinen opettajakorkeakoulu Kauhanen Jyrki Suominen Jari Kehittämishanke Oppilaitos, standardit ja teollisuus Opetussuunnitelman, opettajien, standardien sekä hitsattavien
Tampereen ammattikorkeakoulu Ammatillinen opettajakorkeakoulu Kauhanen Jyrki Suominen Jari Kehittämishanke Oppilaitos, standardit ja teollisuus Opetussuunnitelman, opettajien, standardien sekä hitsattavien
HITSAUSOHJEIDEN HYVÄKSYNTÄ PERUSTUEN AIKAISEMPAAN HITSAUSKOKEMUKSEEN
 Anselmi Kinnunen HITSAUSOHJEIDEN HYVÄKSYNTÄ PERUSTUEN AIKAISEMPAAN HITSAUSKOKEMUKSEEN Akvaterm Oy Opinnäytetyö CENTRIA AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Huhtikuu 2015 TIIVISTELMÄ
Anselmi Kinnunen HITSAUSOHJEIDEN HYVÄKSYNTÄ PERUSTUEN AIKAISEMPAAN HITSAUSKOKEMUKSEEN Akvaterm Oy Opinnäytetyö CENTRIA AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Huhtikuu 2015 TIIVISTELMÄ
HUOM. Kirjan taulukoissa on käytetty suomalaisesta käytännöstä poiketen pistettä erottamaan kokonais- ja desimaaliosaa toisistaan.
 Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
Yksinkertaista. Me autamme. TM
 Yksinkertaista. Me autamme. TM EN 1090 ja CE-merkintä Neuvoja teräskokoonpanojen CE-merkintään ja FPC-manuaalin laadintaan Ver. 8 30.6.2015 Ceriffi Oy MKE Aineiston sisältö Mitä tuotteita teräskokoonpanojen
Yksinkertaista. Me autamme. TM EN 1090 ja CE-merkintä Neuvoja teräskokoonpanojen CE-merkintään ja FPC-manuaalin laadintaan Ver. 8 30.6.2015 Ceriffi Oy MKE Aineiston sisältö Mitä tuotteita teräskokoonpanojen
Tuotantotekniikan erikoisammattitutkinnon perusteet
 Tuotantotekniikan erikoisammattitutkinnon perusteet Tuotantotekniikan erikoisammattitutkinnon perusteet Tuotantotekniikan erikoisammattitutkinnon suorittaneella hitsauskoordinoijalla on työssä tarvittava
Tuotantotekniikan erikoisammattitutkinnon perusteet Tuotantotekniikan erikoisammattitutkinnon perusteet Tuotantotekniikan erikoisammattitutkinnon suorittaneella hitsauskoordinoijalla on työssä tarvittava
EN 1090-1 Kantavat teräsrakenteet. Opas FPC järjestelmän kustomointiin ja käyttöönottoon. Innover. Innovator Network Oy innover@innover.
 EN 1090-1 Kantavat teräsrakenteet Opas FPC järjestelmän kustomointiin ja käyttöönottoon Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC
EN 1090-1 Kantavat teräsrakenteet Opas FPC järjestelmän kustomointiin ja käyttöönottoon Innover Alkusanat Tämän dokumenttikokoelman tarkoitus on opastaa yritystäsi CE- merkintäprojektissa laatimamme FPC
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
Näyttötutkinnon perusteet
 Näyttötutkinnon perusteet HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO 2005 MÄÄRÄYS 44/011/2004 OPETUSHALLITUS Opetushallitus 2005 Taitto: Layout Studio Oy/Marke Eteläaho ISBN 952-13-2328-0 (nid.) ISBN 952-13-2329-9
Näyttötutkinnon perusteet HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO 2005 MÄÄRÄYS 44/011/2004 OPETUSHALLITUS Opetushallitus 2005 Taitto: Layout Studio Oy/Marke Eteläaho ISBN 952-13-2328-0 (nid.) ISBN 952-13-2329-9
HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO. Valmistavan koulutuksen koulutussuunnitelma. Voimassa alkaen
 HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO Valmistavan koulutuksen koulutussuunnitelma Voimassa 1.8.2015 alkaen 2 Sisällys 1 HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO... 3 1.1. JOHDANTO... 3 1.2. VALMISTAVAN
HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO Valmistavan koulutuksen koulutussuunnitelma Voimassa 1.8.2015 alkaen 2 Sisällys 1 HITSAAJAMESTARIN ERIKOISAMMATTITUTKINTO... 3 1.1. JOHDANTO... 3 1.2. VALMISTAVAN
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Hitsien laatu ja. Hitsausuutisissa julkaistut artikkelit, osat 1 5. Juha Lukkari OY ESAB
 Hitsien laatu ja hitsausvirheet Hitsausuutisissa julkaistut artikkelit, osat 1 5 Juha Lukkari OY ESAB Julkaisija: OY ESAB, Ruosilantie 18, 00390 Helsinki, puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi
Hitsien laatu ja hitsausvirheet Hitsausuutisissa julkaistut artikkelit, osat 1 5 Juha Lukkari OY ESAB Julkaisija: OY ESAB, Ruosilantie 18, 00390 Helsinki, puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi
Tommi-Pekka Sorvisto HITSAUSLISÄAINEEN SEURANTAJÄRJESTELMÄ
 Tommi-Pekka Sorvisto HITSAUSLISÄAINEEN SEURANTAJÄRJESTELMÄ HITSAUSLISÄAINEEN SEURANTAJÄRJESTELMÄ Tommi-Pekka Sorvisto Opinnäytetyö Kevät/2012 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
Tommi-Pekka Sorvisto HITSAUSLISÄAINEEN SEURANTAJÄRJESTELMÄ HITSAUSLISÄAINEEN SEURANTAJÄRJESTELMÄ Tommi-Pekka Sorvisto Opinnäytetyö Kevät/2012 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
Ydinvoimalaitosten hitsatut rakenteet vaatimukset ja valvonta
 Ydinvoimalaitosseminaari, Lahti 18.2.2011 Ydinvoimalaitosten hitsatut rakenteet vaatimukset ja valvonta Martti Vilpas Säteilyturvakeskus (STUK) Ydinvoimalaitosten valvonta Helsinki Lainsäädännön ja viranomaisohjeiden
Ydinvoimalaitosseminaari, Lahti 18.2.2011 Ydinvoimalaitosten hitsatut rakenteet vaatimukset ja valvonta Martti Vilpas Säteilyturvakeskus (STUK) Ydinvoimalaitosten valvonta Helsinki Lainsäädännön ja viranomaisohjeiden
Hakuohje Hitsauskoordinoijat
 1 (5) HAKUOHJE HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä pätevyyden arviointi. Jäljempänä
1 (5) HAKUOHJE HITSAUSKOORDINOIJAN REKISTERÖINTIÄ HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien rekisteröinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen tahon tekemä pätevyyden arviointi. Jäljempänä
FPC+manuaali" XXXX"Oy" Tämä"FPC+manuaali"sisältää"kuvauksen"yrityksemme"standardin"SFS+EN"1090+ 1"mukaisesta"laadunhallintajärjestelmästä.
 ! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
YDINTEKNISTEN PAINELAITTEIDEN VALMISTAJAN HYVÄKSYMINEN
 OHJE YVL 3.4 / 14.1.2004 YDINTEKNISTEN PAINELAITTEIDEN VALMISTAJAN HYVÄKSYMINEN 1 YLEISTÄ 3 2 VALMISTAJAN HYVÄKSYMINEN 3 2.1 Laajuus 3 2.2 Vaatimukset valmistajan laadunhallintajärjestelmälle 4 2.3 Valmistaja
OHJE YVL 3.4 / 14.1.2004 YDINTEKNISTEN PAINELAITTEIDEN VALMISTAJAN HYVÄKSYMINEN 1 YLEISTÄ 3 2 VALMISTAJAN HYVÄKSYMINEN 3 2.1 Laajuus 3 2.2 Vaatimukset valmistajan laadunhallintajärjestelmälle 4 2.3 Valmistaja
Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding Procedure and Qualification Management HELPPOKÄYTTÖINEN OHJELMISTO HITSAAVILLE VALMISTAJILLE
Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding Procedure and Qualification Management HELPPOKÄYTTÖINEN OHJELMISTO HITSAAVILLE VALMISTAJILLE
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Hakuohje Hitsauskoordinoijat
 1 (6) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN SERTIFIOINTIA HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien sertifioinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen sertifiointielimen
1 (6) HAKUOHJE TERÄS- JA ALUMIINIRAKENTEIDEN HITSAUSKOORDINOIJAN SERTIFIOINTIA HAKEVILLE 1. YLEISTÄ Hitsauskoordinoijien sertifioinnin tarkoituksena on mahdollistaa vapaaehtoinen ulkopuolisen sertifiointielimen
PAINELAITE- STANDARDIT 2006
 PAINELAITE- STANDARDIT 2006 Painelaitedirektiivi on tarkoitettu helpottamaan painelaitteiden markkinoille saattamista ja yhdenmukaistamaan EU:n lainsäädäntöä. Painelaitedirektiivi 97/23 EY (Pressure Equipment
PAINELAITE- STANDARDIT 2006 Painelaitedirektiivi on tarkoitettu helpottamaan painelaitteiden markkinoille saattamista ja yhdenmukaistamaan EU:n lainsäädäntöä. Painelaitedirektiivi 97/23 EY (Pressure Equipment
Murtolujuus, Rm, MPa 49-186 196-372 196-372 343-490 (=N/mm ) Myötöraja, Re, MPa 10-167 59-314 137-334 206-412
 Myötöraja, Re, MPa 10-167 59-314 137-334 206-412") N:o 765 2679 LIITE A VAARALLISET AINEET JA ESINEET SEKÄ NIIDEN PAKKAAMINEN JA MERKITSEMINEN III OSA LISÄYS A.2 A. Luokan 2 tiettyjen kaasujen kuljetuksessa käytettäviä alumiiniseosastioita koskevat määräykset
N:o 765 2679 LIITE A VAARALLISET AINEET JA ESINEET SEKÄ NIIDEN PAKKAAMINEN JA MERKITSEMINEN III OSA LISÄYS A.2 A. Luokan 2 tiettyjen kaasujen kuljetuksessa käytettäviä alumiiniseosastioita koskevat määräykset
Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834
 Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834") Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834 Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin ovat tekijänoikeuslain
Carl-Gustaf Lindewald (toim.) Hitsauksen laadun ja tehokkuuden parantaminen hyödyntäen standardia SFS EN ISO 3834 Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin ovat tekijänoikeuslain
R-Group Finland Oy. RT-vakioteräsosat Käyttöohje. Eurokoodien mukainen mitoitus
 R-Group Finland Oy RT-vakioteräsosat Käyttöohje Eurokoodien mukainen mitoitus 18.5.2017 2 / 17 Tämä ohje on laadittu yhteistyössä alla mainittujen yritysten sekä Betoniteollisuus ry:n kanssa. Mainitut
R-Group Finland Oy RT-vakioteräsosat Käyttöohje Eurokoodien mukainen mitoitus 18.5.2017 2 / 17 Tämä ohje on laadittu yhteistyössä alla mainittujen yritysten sekä Betoniteollisuus ry:n kanssa. Mainitut
Liite 1. Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys
 TUTKIMUSSELOSTUS nro TUO74-033240 7.11.2003 Liite 1 Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys Tilaaja: Onnettomuustutkintakeskus,
TUTKIMUSSELOSTUS nro TUO74-033240 7.11.2003 Liite 1 Rakenteiden murtumismekanismin, rakenteissa käytettyjen materiaalien ja rakenteiden hitsausliitosten laadun selvitys Tilaaja: Onnettomuustutkintakeskus,
Mika Haataja PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT
 Mika Haataja PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT Mika Haataja Opinnäytetyö Kevät 2012 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
Mika Haataja PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT PUOMIHITSAUKSEN LAADUNVARMISTUSMENETELMÄT Mika Haataja Opinnäytetyö Kevät 2012 Kone- ja tuotantotekniikan koulutusohjelma Oulun seudun ammattikorkeakoulu
Welding procedure and qualification management
 Welding procedure and qualification management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Hitsaajan ammatti on yksi niistä hyvin harvoista ammateista, joissa pätevyyttä arvioidaan kuuden kuukauden välein.
Welding procedure and qualification management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Hitsaajan ammatti on yksi niistä hyvin harvoista ammateista, joissa pätevyyttä arvioidaan kuuden kuukauden välein.
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
EN 1090 kokemuksia kentältä
 EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET
 POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään
 Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
DEKRA - Historia. Tänään: Euroopan markkinajohtaja, TOP 5 maailmanlaajuisesti 2005: Mukaan teollisuuden testaukseen 1996: Kansainvälistyminen
 DEKRA - Historia Tänään: 1996: Kansainvälistyminen 2005: Mukaan teollisuuden testaukseen Euroopan markkinajohtaja, TOP 5 maailmanlaajuisesti 1970-luvulla: Perustettu 1925 Berliinissä: Deutscher Kraftfahrzeugsüberwachungs
DEKRA - Historia Tänään: 1996: Kansainvälistyminen 2005: Mukaan teollisuuden testaukseen Euroopan markkinajohtaja, TOP 5 maailmanlaajuisesti 1970-luvulla: Perustettu 1925 Berliinissä: Deutscher Kraftfahrzeugsüberwachungs
Hakuohje Muoviputkihitsaajat
 MUOVIPUTKIHITSAAJIEN PÄTEVÖINTI 1 YLEISTÄ 1 (5) Muoviputkihitsaajien pätevyyden todentaminen perustuu Muoviteollisuus Ry:n ja Inspecta Sertifiointi Oy:n sopimukseen. Sopimus kattaa kunnallistekniset vesiputkistot.
MUOVIPUTKIHITSAAJIEN PÄTEVÖINTI 1 YLEISTÄ 1 (5) Muoviputkihitsaajien pätevyyden todentaminen perustuu Muoviteollisuus Ry:n ja Inspecta Sertifiointi Oy:n sopimukseen. Sopimus kattaa kunnallistekniset vesiputkistot.
Pienahitsien materiaalikerroin w
 Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
vakioteräsosat rakmk:n Mukainen suunnittelu
 vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5