Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42
|
|
|
- Armas Toivo Laakso
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
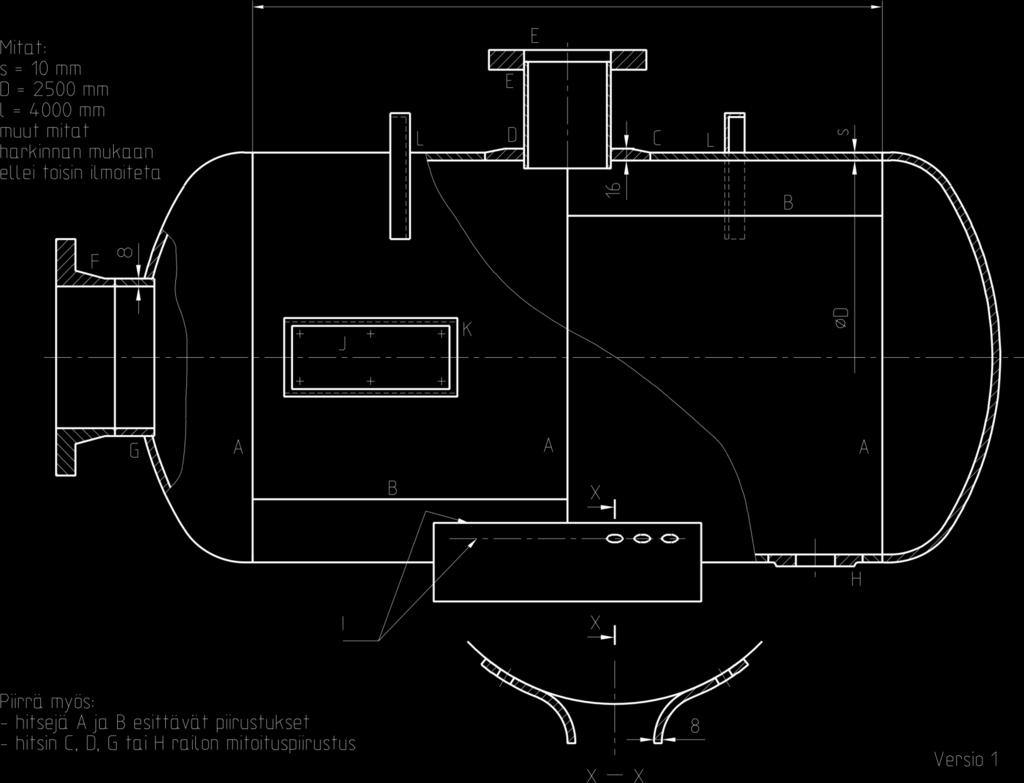
1 KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select this version) Tehtävät (tehdään molemmat kohdat): a) Tee säiliön piirustukseen alla olevan luettelon mukaiset hitsausmerkinnät. (Complete the drawing with the welding symbols requested.) Valmis piirustuspohja saadaan kuten tehtävässä 2 hakemalla kurssin kotisivulta. b) Piirrä säiliöpiirustuksen kolmesta hitsistä (hitsikohteet määritelty kuvassa) eri paperille: - kahdesta hitsistä hitsauspalon muotoa (poikkileikkausta) esittävät piirustukset - yhdestä hitsistä railon mitoituspiirustus (tähän siis ei hitsauspalkoa näkyviin) (Make sectional views of two weld beads (select) and one sectional view for edge preparation with dimensions included (select).) Säiliön hitsausmerkinnät: A B C D E F G H I J Lieriön vaipan poikittaishitsit: epäkeskinen kupu-x-hitsi (Eccentric convex double-v butt weld), syvempi V-railo säiliön sisäpuolella, puikkohitsaus, hitsiluokka SFS-EN25817-C. Lieriön vaipan pitkittäishitsit: puoli-v-tasahitsi (Flat single-bevel butt weld) ja avattu kupujuurihitsi (Convex backing run); hitsiluokka SFS-EN25817-B, juuri säiliön ulkopuolella. Hitsin 100% röntgentarkastus. K-hitsi (Double-bevel butt weld), railo 16 mm paksussa renkaassa. J-hitsi (Single-J butt weld). Tasapienahitsi (Flat fillet weld), esitetään yhdellä merkinnällä. Kupu-V-hitsi (Convex single-v butt weld) ulkopuolelta, hitsattu osaviistettyyn V-railoon. Osaviistetty K-hitsi (Double-bevel butt weld with broad root face). Osaviistetty puoli-v-hitsi (Single-bevel butt weld with broad root face), viiste renkaassa. Säiliön jalat hitsataan säiliöön asennuksen yhteydessä (Field or site weld). Jalan yläreunassa on kourupienahitsi (Concave fillet weld) ja tulppahitsi (Plug weld), oppilas valitsee pitkänomaisten reikien koon ja jaon. Pistehitsi (Spot weld) (kilpi, levyn paksuus = 2 mm), hitsit liitoksen yhteisessä rajapinnassa (at the interface between the two lapped parts). K Katkotasapienahitsi (Intermittent flat fillet weld) (kilven jalusta taivutetusta levystä, paksuus = 4 mm), hitsattu jalustan koko pituudelta. L Vuoropienahitsi (Staggered intermittent fillet weld) alkaen 25 mm kulmateräksisen kaarikappaleen (L 100x50x5) päästä. Jos hitsin pinnan muotoa ei ole ilmoitettu, merkintä tehdään oman harkinnan mukaan. Palautus viimeistään seuraavalla harjoituskerralla (viikko 42).
2
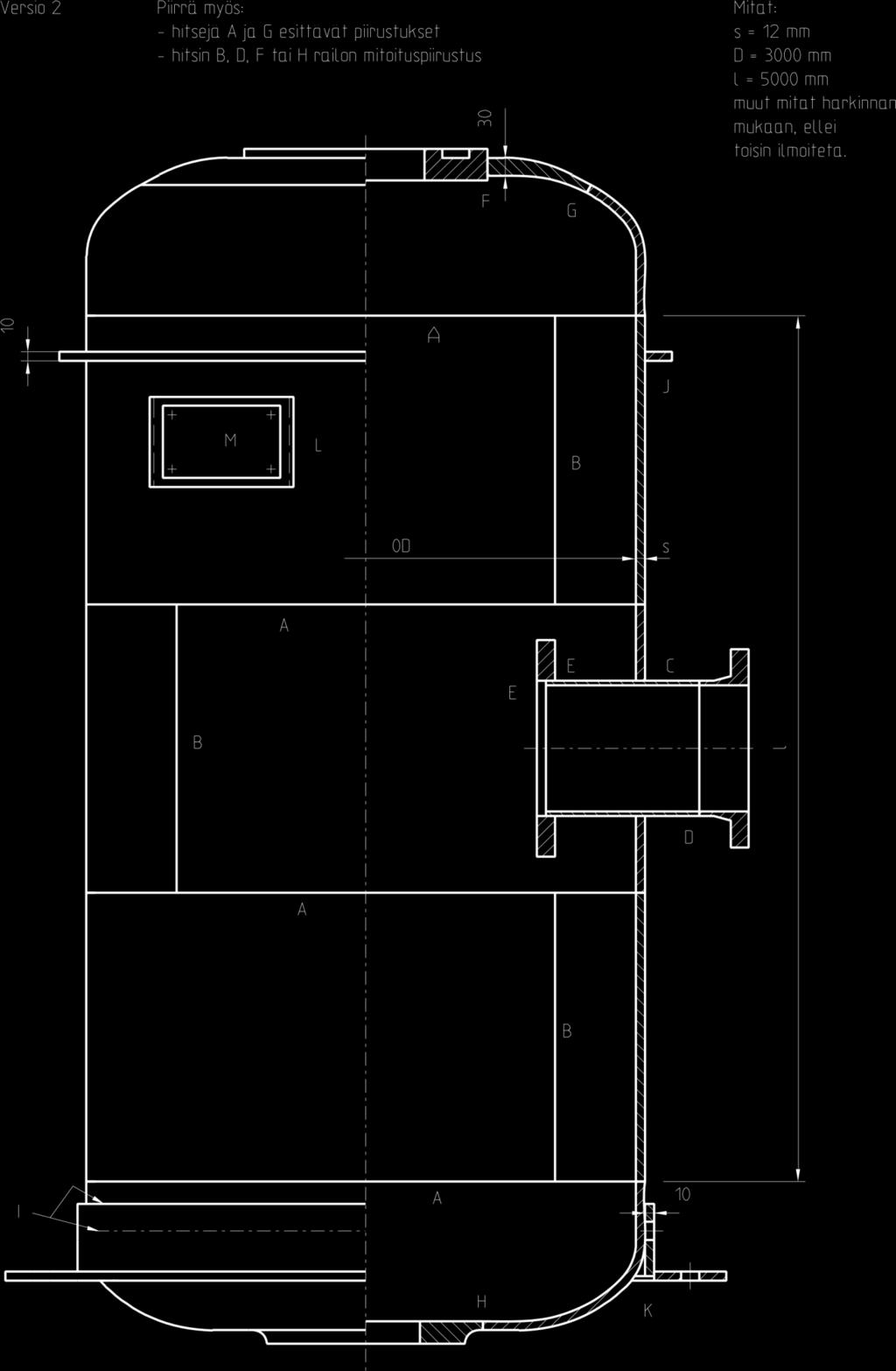
3 KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 2: Opiskelijanumeron viimeinen numero parillinen Tehtävät (tehdään molemmat kohdat): a) Tee säiliön piirustukseen alla olevan luettelon mukaiset hitsausmerkinnät. Valmis piirustuspohja saadaan kuten tehtävässä 2 hakemalla kurssin kotisivulta. b) Piirrä säiliöpiirustuksen kolmesta hitsistä (hitsikohteet määritelty kuvassa) eri paperille: - kahdesta hitsistä hitsauspalon muotoa (poikkileikkausta) esittävät piirustukset - yhdestä hitsistä railon mitoituspiirustus (tähän siis ei hitsauspalkoa näkyviin). Säiliön hitsausmerkinnät: A B C D E F G H I J K L M Lieriön vaipan poikittaishitsit: tasa-v-hitsi ja kupujuurihitsi avattuna, V-railo säiliön sisäpuolella, MIG-menetelmä, hitsiluokka SFS-EN25817-C. Lieriön vaipan pitkittäishitsit, osaviistetty kupu-x-hitsi. Hitsiluokka SFS-EN25817-B. Osaviistetty kouru-puoli-v-hitsi säiliön ulkopuolelta. Kupu-puoli-V-hitsi, railo laippaosassa. Tasapienahitsi, esitettävä yhdellä merkinnällä. Kaksois-J-hitsi, railo 30 mm paksussa renkaassa. K-hitsi, railo 30 mm paksussa renkaassa. Epäkeskinen kupu-x-hitsi, syvempi V-railo säiliön ulkopuolella. Säiliön jalustarengas hitsataan säiliöön asennuksen yhteydessä. Renkaan yläreunassa on pienahitsi ja tulppahitsi. Valitse itse ympyränmuotoisten reikien koko ja jako. Vuoropienahitsi. Laippa hitsataan rengasosaan: yläpuolella tasapienahitsi, alapuolella katkopienahitsi. Pienahitsi (kilven jalusta taivutetusta levystä, paksuus = 4 mm) alkaen 20 mm jalustan reunasta. Pistehitsi (kilpi, levyn paksuus = 2 mm), hitsit liitoksen yhteisessä rajapinnassa. N Jos hitsin pinnan muotoa ei ole ilmoitettu, merkintä tehdään oman harkinnan mukaan. Palautus viimeistään seuraavalla harjoituskerralla (viikko 42).
4
5 KON-C3001 Koneenrakennustekniikka A, s-2017 Harjoituksen 5 aiheina ovat: Yleisohjeita hitsauspiirustuksista 1. Hitsauspiirustus 2. Hitsin ja railon käsitteet 3. Hitsausmerkit 4. Hitsausmerkintä, viitenuolen merkitys ja merkinnän sijoittamissäännöt 5. Hitsien mitat 6. Hitsien lisämerkinnät 7. Hitsin muodon esittäminen ja railojen mitoitus. 1. Hitsattavan tuotteen valmistuksessa tarvitaan piirustus, jossa esitetään hitsausmerkinnät ja muut hitsaukseen liittyvät tiedot. Tällainen piirustus on nimeltään hitsauspiirustus (kuvat ). Hitsauspiirustukset ovat erittäin yleisiä ja hitsausteknologian nopea kehittyminen on tuonut hitsausmerkintöihin erityismerkintöjä. 2. Hitsauksella tarkoitetaan sellaista työkappaleiden liittämistä, jossa liitettävät kohdat sulatetaan ja/tai puristetaan toisiaan vastaan siten, että ne hitsautuvat yhteen. Hitsin käsitteitä on selostettu kohdassa Tavanomaisimmat käsitteet selviävät kuvista Ennen hitsausta on yhteenliitettävien kappaleiden liitospinnat usein muotoiltava siten, että valmistettujen pintojen välitilaan syntyy oikean muotoinen railo. Railon käsitteitä on selostettu kohdassa ja kuvissa Hitsin tunnuksena on merkki, joka yleensä kuvaa hitsattavaa railoa tai hitsin poikkileikkausta riippumatta hitsausmenetelmästä. Hitsausmerkki voi olla perusmerkki (taulukko 19.4) perusmerkki täydennettynä lisämerkillä (taulukko 19.5), joka kuvaa hitsin pinnan muotoa (taulukko 19.6) perusmerkkien yhdistelmä (taulukot 19.8 ja 19.10). 4. Hitsausmerkintä sisältää hitsausmerkin, mitoituksen ja lisämerkintöjä. Hitsausmerkintä sijoitetaan merkintäviivojen (ehyt viiva ja katkoviiva) yhteyteen (kuva 19.68). Ehyen viivan toisesta päästä lähtee viitenuoli päätyen hitsausliitokseen. Viitenuolen suunnalla hitsiin nähden ei ole merkitystä paitsi jos kyseessä on puoli-v, osaviistetty puoli-v tai J-hitsi. Näissä tapauksissa viitenuoli tulee suunnata kohti viistettä (kuva 19.72). Viitenuoli lähtee vinosti merkintäviivoista. Hitsausmerkin sijoituksella merkintäviivoihin nähden on tärkeä merkitys. Merkinnät sijoitetaan seuraavien sääntöjen mukaisesti: hitsausmerkki sijoitetaan ehyen merkintäviivan puolelle, kun hitsi on liitoksen nuolen puolella (kuva 19.76a) hitsausmerkki sijoitetaan katkoviivalla esitetyn merkintäviivan puolelle, kun hitsi on liitoksen vastapuolella (kuva 19.76b) symmetrisillä hitseillä merkintäviivana on yksi ehyt viiva (kuvat ja 19.82) hitsin poikki- ja pituusmitat seuraavat hitsausmerkkiä. Käsitteet liitoksen nuolen puoli ja liitoksen vastapuoli on määritelty kuvissa ja
6 Symmetrisissä rakenteissa tulee kaikkiin symmetrisiin hitseihin pääsääntöisesti liittää hitsausmerkinnät. Tästä säännöstä voidaan poiketa, jos piirustuksen yksikäsitteisyys ei siitä kärsi. Hitsausmerkintöjen yhdistäminen on toisinaan tarkoituksenmukaista (kuvat ja 19.91).
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin.
 TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Koneenpiirustus. Koneenpiirustus. Teknisen piirtämisen perusteet
 69 muodostuu projektioista, viivanpaksuuksista, viivatyypeistä, mitoituksista, leikkauksista ja erilaisista pintamerkeistä. Piirustus on kuva halutusta esineestä, joka valmistetaan piirustuksen avulla.
69 muodostuu projektioista, viivanpaksuuksista, viivatyypeistä, mitoituksista, leikkauksista ja erilaisista pintamerkeistä. Piirustus on kuva halutusta esineestä, joka valmistetaan piirustuksen avulla.
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Planssit (layouts) ja printtaus
 ja printtaus") 1 / 21 Digitaalisen arkkitehtuurin yksikkö Aalto-yliopisto 17.11.2015 Planssit (layouts) ja printtaus Yksittäisen kuvan printtaus 2 / 21 Ennen printtausta valitse näkymä, jonka haluat printata, klikkaamalla
1 / 21 Digitaalisen arkkitehtuurin yksikkö Aalto-yliopisto 17.11.2015 Planssit (layouts) ja printtaus Yksittäisen kuvan printtaus 2 / 21 Ennen printtausta valitse näkymä, jonka haluat printata, klikkaamalla
Painos 2008. Ratagolfin eterniittiratojen ratasäännöt ja mittapiirustukset
 Painos 2008 Ratagolfin eterniittiratojen ratasäännöt ja mittapiirustukset Copyright SUOMEN RATAGOLFLIITTO ry TEKNINEN KOMITEA Toimittanut ARI AHRENBERG ERSÄÄ08 1 SISÄLTÖ 1 YLEISMITOITUS...3 2 RATAMERKINNÄT...3
Painos 2008 Ratagolfin eterniittiratojen ratasäännöt ja mittapiirustukset Copyright SUOMEN RATAGOLFLIITTO ry TEKNINEN KOMITEA Toimittanut ARI AHRENBERG ERSÄÄ08 1 SISÄLTÖ 1 YLEISMITOITUS...3 2 RATAMERKINNÄT...3
Talotekniikan perustutkinnon toteutus- ja arviointisuunnitelma Rauma
 Talotekniikan perustutkinnon toteutus- ja arviointisuunnitelma Rauma Hyväksymispäätökset Työelämäjaos 15.10.2015 Johtokunta 22.12.2015 1 Sisällys Jaksosuunnitelma...2 Ammatilliset tutkinnon osat 135 osp...3
Talotekniikan perustutkinnon toteutus- ja arviointisuunnitelma Rauma Hyväksymispäätökset Työelämäjaos 15.10.2015 Johtokunta 22.12.2015 1 Sisällys Jaksosuunnitelma...2 Ammatilliset tutkinnon osat 135 osp...3
3 Hitsattujen rakenteiden vaatimustenmukaisuuden osoittaminen (B7 kohta 11)
") 2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
2 1 Yleistä Hitsausliitosten laatu voidaan parhaiten varmistaa kohdistamalla valvontatoimenpiteet työvaiheiden ja käytettyjen työmenetelmien oikeellisuuteen, koska jälkikäteen tehtävällä rikkomattomalla
NDT-STANDARDIT NDT-tutkinnot
 NDT-pätevyystutkinnoissa käytettävät standardit 1(5) Kaikkiin menetelmiin yhteiset standardit SFS-EN 473 2008 Non-destructive testing. Qualification and certification of NDT personnel. General principles
NDT-pätevyystutkinnoissa käytettävät standardit 1(5) Kaikkiin menetelmiin yhteiset standardit SFS-EN 473 2008 Non-destructive testing. Qualification and certification of NDT personnel. General principles
Eurokoodien mukainen suunnittelu
 RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
KARELIA-AMMATTIKORKEAKOULU Muovitekniikan koulutusohjelma. Jonne Tuovinen SUUNNITTELUOHJEEN TEKO TULIKIVI OYJ:LLE
 KARELIA-AMMATTIKORKEAKOULU Muovitekniikan koulutusohjelma Jonne Tuovinen SUUNNITTELUOHJEEN TEKO TULIKIVI OYJ:LLE Opinnäytetyö Toukokuu 2013 OPINNÄYTETYÖ Toukokuu 2013 Muovitekniikan koulutusohjelma Tekijä
KARELIA-AMMATTIKORKEAKOULU Muovitekniikan koulutusohjelma Jonne Tuovinen SUUNNITTELUOHJEEN TEKO TULIKIVI OYJ:LLE Opinnäytetyö Toukokuu 2013 OPINNÄYTETYÖ Toukokuu 2013 Muovitekniikan koulutusohjelma Tekijä
Ensimmäinen osa: Rautalankamallinnus. Rautalankamallinnus
 Ensimmäinen osa: Rautalankamallinnus Rautalankamallinnus Tampereen ammattiopisto - CAD -perusharjoitukset Rautalankamallinnus I: Jana, suorakulmio ja ympyrä Harjoitusten yleisohje Valitse suunnittelutilan
Ensimmäinen osa: Rautalankamallinnus Rautalankamallinnus Tampereen ammattiopisto - CAD -perusharjoitukset Rautalankamallinnus I: Jana, suorakulmio ja ympyrä Harjoitusten yleisohje Valitse suunnittelutilan
Mark Summary Form. Tulospalvelu. Competitor No Competitor Name Member
 Summary Form Skill Number 605 Skill Levy ja hitsaus Criterion Criterion Description s Day 1 Day 2 Day 3 Day 4 Award A B C D Puijon hyppyrimäen valmistaminen. Piir n:o 2011300, 2011400, 2011700, 2011600,
Summary Form Skill Number 605 Skill Levy ja hitsaus Criterion Criterion Description s Day 1 Day 2 Day 3 Day 4 Award A B C D Puijon hyppyrimäen valmistaminen. Piir n:o 2011300, 2011400, 2011700, 2011600,
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Osa 7-1 750 SARJA PROLENC MANUFACTURING INC.
 Osa 7-1 750 SARJA 7-1- Snubber Kokoonpano ja Varaosat 7-1-3 Asennnus ja Käyttöohjeet 7-1-5 B3750 7-1-7 B3750-1 7-1-9 B3750-7-1-11 B3750-3 7-1-13 B3750-4 Snubber 7-1-1 revised 09-1-8 SNUBBER KOKOONPANO
Osa 7-1 750 SARJA 7-1- Snubber Kokoonpano ja Varaosat 7-1-3 Asennnus ja Käyttöohjeet 7-1-5 B3750 7-1-7 B3750-1 7-1-9 B3750-7-1-11 B3750-3 7-1-13 B3750-4 Snubber 7-1-1 revised 09-1-8 SNUBBER KOKOONPANO
Hitsausliitokset. päällehitsaus. täyttöhitsaus. laipalliset akselit, hammaspyörien ja akselien liittäminen
 Hitsausliitokset säiliöt, paineastiat, ristikot ym. kantavat rakenteet ohutlevytuotteet (kodinkoneet, autot) puolivalmisteet (putket, palkit) koneistettujen osien yhteenliittäminen laipalliset akselit,
Hitsausliitokset säiliöt, paineastiat, ristikot ym. kantavat rakenteet ohutlevytuotteet (kodinkoneet, autot) puolivalmisteet (putket, palkit) koneistettujen osien yhteenliittäminen laipalliset akselit,
Tietorakenteet (syksy 2013)
") Tietorakenteet (syksy 2013) Harjoitus 1 (6.9.2013) Huom. Sinun on osallistuttava perjantain laskuharjoitustilaisuuteen ja tehtävä vähintään kaksi tehtävää, jotta voit jatkaa kurssilla. Näiden laskuharjoitusten
Tietorakenteet (syksy 2013) Harjoitus 1 (6.9.2013) Huom. Sinun on osallistuttava perjantain laskuharjoitustilaisuuteen ja tehtävä vähintään kaksi tehtävää, jotta voit jatkaa kurssilla. Näiden laskuharjoitusten
esteittä valumaan kappaleiden ja putkien sisään eikä ilmalukkoja pääse syntymään.
 1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
KULJETINKETJUJA VAATIVIIN TARPEISIIN
 KULJETINKETJUJA VAATIVIIN TARPEISIIN 1 SISÄLTÖ 4 SIVULEVYJEN KULUTUSPINNAT 5 RAKENNE 7 KULJETINKETJU SFS 2380 8 KIINNITYSREIÄT R2 9 KIINNITYSKORVAKKEET K2 K22 10 KULJETINKETJU SMS 1698 11 KULJETINKETJUT
KULJETINKETJUJA VAATIVIIN TARPEISIIN 1 SISÄLTÖ 4 SIVULEVYJEN KULUTUSPINNAT 5 RAKENNE 7 KULJETINKETJU SFS 2380 8 KIINNITYSREIÄT R2 9 KIINNITYSKORVAKKEET K2 K22 10 KULJETINKETJU SMS 1698 11 KULJETINKETJUT
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset
 1 B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset B4.1 Hitsauksen lämpötilajakautuma Hitsattaessa useimpien metallien tilavuus muuttuu. Kuumentuessaan tilavuus kasvaa ja jäähtyessään se pienenee.
1 B.4 Kutistuminen, jäännösjännitykset ja muodonmuutokset B4.1 Hitsauksen lämpötilajakautuma Hitsattaessa useimpien metallien tilavuus muuttuu. Kuumentuessaan tilavuus kasvaa ja jäähtyessään se pienenee.
OMINAISUUDET SOVELLUS. Technical data sheet C2 - C4 - BULLDOG. Bulldogpuunsitojalevyt
 Bulldog-puunsitojalevyjen avulla vahvistetaan puurakenteiden pulttiliitoksia. Kaksipuolisia puunsitojalevyjä käytetään vain puu-puuliitoksissa, mutta yksipuolisia puunsitojalevyjä voidaan käyttää myös
Bulldog-puunsitojalevyjen avulla vahvistetaan puurakenteiden pulttiliitoksia. Kaksipuolisia puunsitojalevyjä käytetään vain puu-puuliitoksissa, mutta yksipuolisia puunsitojalevyjä voidaan käyttää myös
Skidplate, takapuskuri
 Installation instructions, accessories Ohje nro 31265633 Versio 1.3 Osa nro 31265630, 30756290, 31316484, 31316485, 31316074, 31316075 Skidplate, takapuskuri IMG-340000 Volvo Car Corporation Skidplate,
Installation instructions, accessories Ohje nro 31265633 Versio 1.3 Osa nro 31265630, 30756290, 31316484, 31316485, 31316074, 31316075 Skidplate, takapuskuri IMG-340000 Volvo Car Corporation Skidplate,
MOOTTORI / ENGINE KF6
 Luokitukseen voidaan tehdä muutoksia Karting lajiryhmän toimesta ja luokitusmuutokset tulevat voimaan joko välittömästi tai lajiryhmän ilmoituksen mukaan. LUOKITUSTODISTUS HOMOLOGATION FORM AKK-Motorsport
Luokitukseen voidaan tehdä muutoksia Karting lajiryhmän toimesta ja luokitusmuutokset tulevat voimaan joko välittömästi tai lajiryhmän ilmoituksen mukaan. LUOKITUSTODISTUS HOMOLOGATION FORM AKK-Motorsport
C470E9AC686C
 INVENTOR 17 VALUOSAN SUUNNITTELU http://help.autodesk.com/view/invntor/2017/enu/?guid=guid-b3cd4078-8480-41c3-9c88- C470E9AC686C About Mold Design in Inventor Mold Design provides integrated mold functionality
INVENTOR 17 VALUOSAN SUUNNITTELU http://help.autodesk.com/view/invntor/2017/enu/?guid=guid-b3cd4078-8480-41c3-9c88- C470E9AC686C About Mold Design in Inventor Mold Design provides integrated mold functionality
Tukimuurielementit 2-80
 2- Tukimuurielementit Tukimuurien käyttö antaa erinomaiset madollisuudet tonttien ja liikennealueiden pintojen yötykäyttöön. Niillä alue voidaan jäsennellä käyttötarkoituksen mukaisesti eri tasoisiksi
2- Tukimuurielementit Tukimuurien käyttö antaa erinomaiset madollisuudet tonttien ja liikennealueiden pintojen yötykäyttöön. Niillä alue voidaan jäsennellä käyttötarkoituksen mukaisesti eri tasoisiksi
IRROITA SYDÄN. Pulmapeli. BLÄUER 2003 versio ja laita takaisin jos osaat...
 IRROITA SYDÄN ja laita takaisin jos osaat... Pulmapeli BLÄUER 2003 versio 1.05 WWW.KASITYO.COM 1. TYÖN TAVOITE Valmistamme metallisen pulmapelin, jossa tarkoituksena on ottaa sydän pois ja laittaa se takaisin
IRROITA SYDÄN ja laita takaisin jos osaat... Pulmapeli BLÄUER 2003 versio 1.05 WWW.KASITYO.COM 1. TYÖN TAVOITE Valmistamme metallisen pulmapelin, jossa tarkoituksena on ottaa sydän pois ja laittaa se takaisin
Harjoitus 6. Putkisto- ja instrumentointikaavio
 KON-C3001 Koneenrakennustekniikka A Viikko 42, palautus viikolla 43 Harjoitus 6. Putkisto- ja instrumentointikaavio Tehtävä täydennetään käsin (lyijykynällä) tehtävänannosta (jäljempänä) A3- kokoon tulostettavaan
KON-C3001 Koneenrakennustekniikka A Viikko 42, palautus viikolla 43 Harjoitus 6. Putkisto- ja instrumentointikaavio Tehtävä täydennetään käsin (lyijykynällä) tehtävänannosta (jäljempänä) A3- kokoon tulostettavaan
Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat. Standardoinnin koordinointi & työryhmät
 Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat Standardin EN 1090 suunnitteilla olevat uudet osat Standardin EN 1090 revision aikataulu Oleellisimmat
Standardin EN 1090 revisiosuunnitelmat, aikataulu ja uudet osat keskeisimmät kehityksen alla olevat asiat Standardin EN 1090 suunnitteilla olevat uudet osat Standardin EN 1090 revision aikataulu Oleellisimmat
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
TUTKIMUSRAPORTTI VTT-R-05508-10. Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta
 TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
TUTKIMUSRAPORTTI VTT-R-05508-10 Järvenpään romahtaneen urheiluhallin kattoteräsrakenteiden hitsausliitosten tutkinta Kirjoittajat: Pekka Nevasmaa Luottamuksellisuus: Luottamuksellinen 1 (22) Raportin nimi
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Asennusohje ANTTI M06 3W KUIVURIT YLÄSÄILIÖ (fi)
") Asennusohje ANTTI M06 3W KUIVURIT YLÄSÄILIÖ 0808 (fi) ANTTI-TEOLLISUUS OY Koskentie 89 530 Kanunki, Kuusjoki Puh. +358 77 700 Fax +358 77 777 E-mail: antti@antti-teollisuus.fi www.antti-teollisuus.fi 01-01-010
Asennusohje ANTTI M06 3W KUIVURIT YLÄSÄILIÖ 0808 (fi) ANTTI-TEOLLISUUS OY Koskentie 89 530 Kanunki, Kuusjoki Puh. +358 77 700 Fax +358 77 777 E-mail: antti@antti-teollisuus.fi www.antti-teollisuus.fi 01-01-010
Esimerkkejä ruiskuvalukappaleista
 Esimerkkejä ruiskuvalukappaleista Tuula Höök Tampereen teknillinen yliopisto Tuula Höök - TREDU/Valimoinstituutti Kappale 1: Vesikannun kansi Kappale alta Sisäänvalukohta Jakolinja ja ulostyöntösuunta
Esimerkkejä ruiskuvalukappaleista Tuula Höök Tampereen teknillinen yliopisto Tuula Höök - TREDU/Valimoinstituutti Kappale 1: Vesikannun kansi Kappale alta Sisäänvalukohta Jakolinja ja ulostyöntösuunta
Asennusohje ANTTI M06 4W KUIVURIT YLÄSÄILIÖ (fi)
") Asennusohje ANTTI M06 W KUIVURIT YLÄSÄILIÖ 009 (fi) ANTTI-TEOLLISUUS OY Koskentie 9 0 Kanunki, Kuusjoki Puh. + 77 700 Fax + 77 777 E-mail: antti@antti-teollisuus.fi www.antti-teollisuus.fi 01-01-010 Yläsäiliö
Asennusohje ANTTI M06 W KUIVURIT YLÄSÄILIÖ 009 (fi) ANTTI-TEOLLISUUS OY Koskentie 9 0 Kanunki, Kuusjoki Puh. + 77 700 Fax + 77 777 E-mail: antti@antti-teollisuus.fi www.antti-teollisuus.fi 01-01-010 Yläsäiliö
Perusteet 2, keernallisia kappaleita
 Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
Perusteet 2, keernallisia kappaleita Tuula Höök Tampereen Teknillinen Yliopisto Avaa piirustus fin_sandbasic_2_x.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta a) kappaleen rakennemalli
L 99/10 Euroopan unionin virallinen lehti 5.4.2012
 L 99/10 Euroopan unionin virallinen lehti 5.4.2012 Suorakaiteen muotoinen tavara, jonka mitat ovat noin 60 300 cm ja joka koostuu kahdesta yhteenliimatusta kerroksesta (joista toinen on tekstiilikangasta
L 99/10 Euroopan unionin virallinen lehti 5.4.2012 Suorakaiteen muotoinen tavara, jonka mitat ovat noin 60 300 cm ja joka koostuu kahdesta yhteenliimatusta kerroksesta (joista toinen on tekstiilikangasta
Teknisen työn didaktiikka/aihepiirisuunnittelu Tiina Pyhälahti Syksy 1996 Ohjaaja: Ossi Autio
 Teknisen työn didaktiikka/aihepiirisuunnittelu Tiina Pyhälahti Syksy 1996 Ohjaaja: Ossi Autio 1.JOHDANTO Aihepiirin tavoitteena on valmistaa esine, joka liittyy ilmaan ja entämiseen ja jossa on jokin pienen
Teknisen työn didaktiikka/aihepiirisuunnittelu Tiina Pyhälahti Syksy 1996 Ohjaaja: Ossi Autio 1.JOHDANTO Aihepiirin tavoitteena on valmistaa esine, joka liittyy ilmaan ja entämiseen ja jossa on jokin pienen
Hitsauksen kevytmekanisoinnilla voidaan saavuttaa melko pienin kustannuksin monia etuja. Suurimmat hyödyt voidaan jaotella seuraavasti:
 HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus).
.") KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus). 3. Tappikappale jaetaan merkistä lovikappaleen tappien lukumäärällä
KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus). 3. Tappikappale jaetaan merkistä lovikappaleen tappien lukumäärällä
Rakenteiden muotoilu kuumasinkityksen kannalta
 1 (9) 18.6.2013 Rakenteiden muotoilu kuumasinkityksen kannalta Rakenteiden muotoilussa kuumasinkitystä varten pätevät suurelta osin samat säännöt, jotka koskevat hyvää rakenne-, pintakäsittely- ja hitsauskäytäntöä
1 (9) 18.6.2013 Rakenteiden muotoilu kuumasinkityksen kannalta Rakenteiden muotoilussa kuumasinkitystä varten pätevät suurelta osin samat säännöt, jotka koskevat hyvää rakenne-, pintakäsittely- ja hitsauskäytäntöä
Säde-, hybridi- ja kitkahitsauksen laatukysymykset
 Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
WQ-palkkijärjestelmä
 WQ-palkkijärjestelmä Sisällys 1. Toimintatapa 2 2. Valmistus 2 2.1. Materiaali 2 2.2. Pintakäsittely 2 2.3. Laadunvalvonta 3 3. Palkin käyttö rakenteissa 3 4. Suunnittelu 3 4.1. Palkin rakenne 3 4.2. Palkin
WQ-palkkijärjestelmä Sisällys 1. Toimintatapa 2 2. Valmistus 2 2.1. Materiaali 2 2.2. Pintakäsittely 2 2.3. Laadunvalvonta 3 3. Palkin käyttö rakenteissa 3 4. Suunnittelu 3 4.1. Palkin rakenne 3 4.2. Palkin
HTT- ja TT-LAATTOJEN SUUNNITTELUOHJE
 1 TT- ja TT-LAATTOJEN SUUNNITTELUOJE 2 YLEISTÄ TT-ja TT-laatat ovat esijännitettyjä betonielementtejä. Jännevälit enimmillään 33 m. Laattoja käytetään ala-, väli- ja yläpohjien kantaviksi rakenteiksi teollisuus-,
1 TT- ja TT-LAATTOJEN SUUNNITTELUOJE 2 YLEISTÄ TT-ja TT-laatat ovat esijännitettyjä betonielementtejä. Jännevälit enimmillään 33 m. Laattoja käytetään ala-, väli- ja yläpohjien kantaviksi rakenteiksi teollisuus-,
Sarja SLT. Series SLT
 TEFLONTIIVISTEISET T TEFLON SEATED S Valmistettu Suomessa Manufactured in Finland»» Laippojen väliin / Wafer type 1»» DN 40-300 PN 16 OMINAISUUDET Laipaton runko Asennus PN 16 tai 10 laippojen väliin Täysaukkoinen
TEFLONTIIVISTEISET T TEFLON SEATED S Valmistettu Suomessa Manufactured in Finland»» Laippojen väliin / Wafer type 1»» DN 40-300 PN 16 OMINAISUUDET Laipaton runko Asennus PN 16 tai 10 laippojen väliin Täysaukkoinen
Tak-ess-sisäkattolevyt B tak ess
 Tak-ess-sisäkattolevyt B-94-01.2019 tak ess Tak-ess Inspiration - jännittäviä ja kestäviä ratkaisuja Rakennatpa uutta tai remontoit, voit toteuttaa unelmasi elegantista ja tyylikkäästä sisäkatosta Tak-ess
Tak-ess-sisäkattolevyt B-94-01.2019 tak ess Tak-ess Inspiration - jännittäviä ja kestäviä ratkaisuja Rakennatpa uutta tai remontoit, voit toteuttaa unelmasi elegantista ja tyylikkäästä sisäkatosta Tak-ess
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE. Betoniteollisuus ry
 Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
Betonielementtirakentamisen työmaahitsausohje BETONIELEMENTTIRAKENTAMISEN TYÖMAAHITSAUSOHJE Betoniteollisuus ry Betonielementtirakentamisen työmaahitsausohje SISÄLLYS TOTEUTUSERITELMÄN HUOMIOON OTTAMINEN...
BUTTERFLY VALVE. Series SL KUMIVUORATUT LÄPPÄVENTTIILIT RUBBER LINED BUTTERFLY VALVES. »» Laippojen väliin / Wafer type
 KUMIVUORATUT T Valmistettu Suomessa Manufactured in Finland RUBBER LINED S»» Laippojen väliin / Wafer type 1 AVS-POWER OY INFO@AVS-POWER.FI WWW.AVS-POWER.FI»» DN 40-600 PN 16 / DN 700-1200 PN 10 OMINAISUUDET
KUMIVUORATUT T Valmistettu Suomessa Manufactured in Finland RUBBER LINED S»» Laippojen väliin / Wafer type 1 AVS-POWER OY INFO@AVS-POWER.FI WWW.AVS-POWER.FI»» DN 40-600 PN 16 / DN 700-1200 PN 10 OMINAISUUDET
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Installation instructions, accessories. Skidplate, takana. Volvo Car Corporation Gothenburg, Sweden
 Ohje nro Versio Osa nro 30796998 1.2 30764994, 31213014 Skidplate, takana IMG-271924 Sivu 1 / 13 Varuste A0000162 IMG-240693 IMG-239660 IMG-239681 IMG-239940 M0000232 IMG-271784 Sivu 2 / 13 IMG-213320
Ohje nro Versio Osa nro 30796998 1.2 30764994, 31213014 Skidplate, takana IMG-271924 Sivu 1 / 13 Varuste A0000162 IMG-240693 IMG-239660 IMG-239681 IMG-239940 M0000232 IMG-271784 Sivu 2 / 13 IMG-213320
3D-TEHTÄVÄ C Hiomakone 201 - CAD-suunnittelu Finaali
 1 3D-tehtävä: Kestoaika: Annettu: Tehtävä: Erittely: Hiomakoneen osien mallinnus, kokoonpano ja visualisointi. 6 tuntia. Paperikopiot hiomakoneen osista, kokoonpanosta ja osaluettelosta, osa osista tiedostoina
1 3D-tehtävä: Kestoaika: Annettu: Tehtävä: Erittely: Hiomakoneen osien mallinnus, kokoonpano ja visualisointi. 6 tuntia. Paperikopiot hiomakoneen osista, kokoonpanosta ja osaluettelosta, osa osista tiedostoina
11/24/2011. MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen
 MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
KESPET-PELTIPÄÄLLYSTEJÄRJESTELMÄT
 -PELTIPÄÄLLYSTEJÄRJESTELMÄT Valmistusperusteet täyttävät standardin SFS 3282, SFS 3541 ja SFS 3978 vaatimukset. -LIITOSSIKIT Liitosvakojen mitat Putken halk. a b c... 3...5 2...3 3...4,5 200...500 5...8
-PELTIPÄÄLLYSTEJÄRJESTELMÄT Valmistusperusteet täyttävät standardin SFS 3282, SFS 3541 ja SFS 3978 vaatimukset. -LIITOSSIKIT Liitosvakojen mitat Putken halk. a b c... 3...5 2...3 3...4,5 200...500 5...8
TAULUKOINTI. Word Taulukot
 Word 2013 Taulukot TAULUKOINTI TAULUKOINTI... 1 Taulukon tekeminen... 1 Solusta toiseen siirtyminen... 1 Solun tyhjentäminen... 2 Taulukon Layout (Asettelu) välilehti... 2 Alueiden valitseminen taulukossa...
Word 2013 Taulukot TAULUKOINTI TAULUKOINTI... 1 Taulukon tekeminen... 1 Solusta toiseen siirtyminen... 1 Solun tyhjentäminen... 2 Taulukon Layout (Asettelu) välilehti... 2 Alueiden valitseminen taulukossa...
Piirustus. Mallinnuksen vaiheet. CAD työkalut harjoituksessa Piirustus. http://www.valuatlas.fi CAE DS & ValuAtlas Kappaleensuunnitteluharjoitukset
 Piirustus Tuula Höök Valimoinstituutti Tehtävänä on mallintaa jollekin aikaisemmissa harjoituksissa luodulle kappaleelle tekninen piirustus. CAD työkalut harjoituksessa Piirustus Mallinnuksen vaiheet 1.
Piirustus Tuula Höök Valimoinstituutti Tehtävänä on mallintaa jollekin aikaisemmissa harjoituksissa luodulle kappaleelle tekninen piirustus. CAD työkalut harjoituksessa Piirustus Mallinnuksen vaiheet 1.
CD-hitsauspultit. Tuoteluettelo Tekniset tiedot
 CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
1.1. Alkuerä Kaikki kuljettajat mahtuvat mukaan yhteen alkuerälähtöön, koska enimmäisosallistujamäärä lähdössä on tuo 10.
 1. Luokassa enintään 10 kuljettajaa Tässä tapauksessa luokassa ajetaan kaksi (2) lähtöä, yksi (1) alkuerä ja yksi (1) finaali. 1.1. Alkuerä 1.1.1. Kaikki kuljettajat mahtuvat mukaan yhteen alkuerälähtöön,
1. Luokassa enintään 10 kuljettajaa Tässä tapauksessa luokassa ajetaan kaksi (2) lähtöä, yksi (1) alkuerä ja yksi (1) finaali. 1.1. Alkuerä 1.1.1. Kaikki kuljettajat mahtuvat mukaan yhteen alkuerälähtöön,
Rakenna oma puukuivuri
 Rakenna oma puukuivuri Sauno puutavarankuivuri Rakennusohje Kuivaimen osat ruuvataan yhteen erikoisruuveja käyttämällä. Tämän ohjeen avulla voit rakentaa omia tarpeitasi vastaavan kuivaimen. Katso ohjeen
Rakenna oma puukuivuri Sauno puutavarankuivuri Rakennusohje Kuivaimen osat ruuvataan yhteen erikoisruuveja käyttämällä. Tämän ohjeen avulla voit rakentaa omia tarpeitasi vastaavan kuivaimen. Katso ohjeen
SAGA 150. Asennusohjeet. Mittaa oven korkeus. Piirrä seinään oven kiinni -päätyyn seinäkannattimen kohdalle vaakaviiva korkeudelle ovi + 75mm + 20 mm.
 SAGA 150 Asennusohjeet 500 1 2 Mittaa oven korkeus. Piirrä seinään oven kiinni -päätyyn seinäkannattimen kohdalle vaakaviiva korkeudelle ovi + 75mm + 20 mm. 3 Piirrä vesivaa an avulla viiva myös kiskon
SAGA 150 Asennusohjeet 500 1 2 Mittaa oven korkeus. Piirrä seinään oven kiinni -päätyyn seinäkannattimen kohdalle vaakaviiva korkeudelle ovi + 75mm + 20 mm. 3 Piirrä vesivaa an avulla viiva myös kiskon
seinäkaapit riviliitinkotelot
 seinäkaapit ST-sarjan seinäkaapit edustavat markkinoiden parhaita metallikoteloita. Hyvin suunnitelluista tuotteista, joiden ominaisuuksia on jatkuvasti pidetty ajan tasalla ja parannettu, on rakennettu
seinäkaapit ST-sarjan seinäkaapit edustavat markkinoiden parhaita metallikoteloita. Hyvin suunnitelluista tuotteista, joiden ominaisuuksia on jatkuvasti pidetty ajan tasalla ja parannettu, on rakennettu
Keskeiset aihepiirit
 TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
Installation instructions, accessories. Vetokoukku, kiinteä. Volvo Car Corporation Gothenburg, Sweden. Ohje nro Versio Osa nro
 Ohje nro Versio Osa nro 30756782 1.3 30660691 Vetokoukku, kiinteä IMG-218040 Sivu 1 / 14 Varuste A0000162 A0000161 A0000165 IMG-217920 IMG-308223 Sivu 2 / 14 JOHDANTO Lue läpi koko ohje ennen asennuksen
Ohje nro Versio Osa nro 30756782 1.3 30660691 Vetokoukku, kiinteä IMG-218040 Sivu 1 / 14 Varuste A0000162 A0000161 A0000165 IMG-217920 IMG-308223 Sivu 2 / 14 JOHDANTO Lue läpi koko ohje ennen asennuksen
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
PROMATECT -200 Teräsrakenteiden palosuojaus
 PROMATECT -00 Teräsrakenteiden palosuojaus Vers. 0-06 PROMATECT -00 PROMATECT -00 on palamaton levy teräsrakenteiden suojaukseen kuivassa tilassa. PROMATECT -00 on valmistettu kasiumsilikaatin ja kipsimassan
PROMATECT -00 Teräsrakenteiden palosuojaus Vers. 0-06 PROMATECT -00 PROMATECT -00 on palamaton levy teräsrakenteiden suojaukseen kuivassa tilassa. PROMATECT -00 on valmistettu kasiumsilikaatin ja kipsimassan
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi. Janne Hämäläinen, EWE 13.12.2005
 Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
Hitsauksen laadunhallintaan liittyvät standardit ja hitsauksen koordinointi Janne Hämäläinen, EWE 13.12.2005 TURVALLISUUS KÄYTTÖVARMUUS TUOTTAVUUS YMPÄRISTÖYSTÄVÄLLISYYS POLARTEST Oy Vakituinen henkilöstö:
MODIX Raudoitusjatkokset
 MODIX Raudoitusjatkokset Betoniyhdistyksen käyttöseloste nro 23 2/2009 MODIX -raudoitusjatkos Peikko MODIX raudoitusjatkosten etuja: kaikki tangot voidaan jatkaa samassa poikkileikkauksessa mahdollistaa
MODIX Raudoitusjatkokset Betoniyhdistyksen käyttöseloste nro 23 2/2009 MODIX -raudoitusjatkos Peikko MODIX raudoitusjatkosten etuja: kaikki tangot voidaan jatkaa samassa poikkileikkauksessa mahdollistaa
2 mm HIILITERÄSPUTKISTOT
 2 mm HIILITERÄSPUTKISTOT Tuoteryhmä 3 Osista koottava putkistojärjestelmä Lataa tuoteluettelo 2 mm HIILITERÄSPUTKISTOT Tuoteryhmä 3 v.en.04/2013 Sisällys Asennusmenetelmät... 1-3 Tiivistys... 4 Asennusosat...
2 mm HIILITERÄSPUTKISTOT Tuoteryhmä 3 Osista koottava putkistojärjestelmä Lataa tuoteluettelo 2 mm HIILITERÄSPUTKISTOT Tuoteryhmä 3 v.en.04/2013 Sisällys Asennusmenetelmät... 1-3 Tiivistys... 4 Asennusosat...
LÄMMITYS- JA VESIJOHTOJÄRJESTELMIEN HUOLTOA JA ILMANVAIHTOKONEEN HUOLTOA SEKÄ HITSAUSTA
 LÄMMITYS- JA VESIJOHTOJÄRJESTELMIEN HUOLTOA JA ILMANVAIHTOKONEEN HUOLTOA SEKÄ HITSAUSTA Koulutuksen tavoitteena on, että LVI-alalle aikovat löytäisivät helpommin harjoittelu- tai oppisopimustyöpaikan.
LÄMMITYS- JA VESIJOHTOJÄRJESTELMIEN HUOLTOA JA ILMANVAIHTOKONEEN HUOLTOA SEKÄ HITSAUSTA Koulutuksen tavoitteena on, että LVI-alalle aikovat löytäisivät helpommin harjoittelu- tai oppisopimustyöpaikan.
Akselivälin muuttaminen. Yleistä tietoa akselivälin muuttamisesta. Menetelmät TÄRKEÄÄ!
 Yleistä tietoa akselivälin muuttamisesta Yleistä tietoa akselivälin muuttamisesta TÄRKEÄÄ! Kuorma-auton alustan akselivälin muuttaminen vaikuttaa ko. alustan ominaisuuksiin. Siksi on tärkeää noudattaa
Yleistä tietoa akselivälin muuttamisesta Yleistä tietoa akselivälin muuttamisesta TÄRKEÄÄ! Kuorma-auton alustan akselivälin muuttaminen vaikuttaa ko. alustan ominaisuuksiin. Siksi on tärkeää noudattaa
6-7 HPS III-SXE Ø 9 mm. Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassaan
 230V Sisältö/Content 2-5 Yleiskatsaus Overview 6-7 8-9 Locating ring 10 Asennusohje Assembly note Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassaan
230V Sisältö/Content 2-5 Yleiskatsaus Overview 6-7 8-9 Locating ring 10 Asennusohje Assembly note Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassaan
Perusteet 5, pintamallinnus
 Perusteet 5, pintamallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf (Sama piirustus kuin harjoituksessa basic_4). Käytä piirustuksessa annettuja mittoja ja
Perusteet 5, pintamallinnus Juho Taipale, Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_4.pdf (Sama piirustus kuin harjoituksessa basic_4). Käytä piirustuksessa annettuja mittoja ja
MATEMATIIKKA PAOJ2 Harjoitustehtävät
 MATEMATIIKKA PAOJ2 Harjoitustehtävät 6. Laske kuvan suorakulmion pinta-ala. ( T ) 1. Täytä taulukko m 12 1,45 0,805 2. Täytä taulukko mm 12345 4321 765 23,5 7. Laske kuvan suorakulmion pinta-ala.( T )
MATEMATIIKKA PAOJ2 Harjoitustehtävät 6. Laske kuvan suorakulmion pinta-ala. ( T ) 1. Täytä taulukko m 12 1,45 0,805 2. Täytä taulukko mm 12345 4321 765 23,5 7. Laske kuvan suorakulmion pinta-ala.( T )
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
6-7 HPS III-SXE Ø 12 mm. Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassaan
 230V Sisältö/Content 2-5 Yleiskatsaus Overview 6-7 8-9 Locating ring 10 Asennusohje Assembly note Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassaan
230V Sisältö/Content 2-5 Yleiskatsaus Overview 6-7 8-9 Locating ring 10 Asennusohje Assembly note Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassaan
Cetap-tarkastusluukku
 1 (5) Myönnetty Laajennus Voimassa 17.3.2016 5.5.2017 16.3.2021 VTT Expert Services Oy on eräiden rakennustuotteiden tuotehyväksynnästä annetun lain (954/2012) 5 nojalla ja ottaen huomioon lain 2 luvun
1 (5) Myönnetty Laajennus Voimassa 17.3.2016 5.5.2017 16.3.2021 VTT Expert Services Oy on eräiden rakennustuotteiden tuotehyväksynnästä annetun lain (954/2012) 5 nojalla ja ottaen huomioon lain 2 luvun
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
PEC -pilarikenkien asennus. PEC -pilarikenkien asentaminen elementtitehtaalla. Tuotteen tunnistaminen. Pilarikenkien asennus
 PEC -pilarikenkien asentaminen elementtitehtaalla Tuotteen tunnistaminen PEC -pilarikenkiä valmistetaan vakiomalleina (30, 36, 39, 45 ja 52), jotka vastaavat korkealujuusteräksestä valmistettujen PPM -ankkurointipulttien
PEC -pilarikenkien asentaminen elementtitehtaalla Tuotteen tunnistaminen PEC -pilarikenkiä valmistetaan vakiomalleina (30, 36, 39, 45 ja 52), jotka vastaavat korkealujuusteräksestä valmistettujen PPM -ankkurointipulttien
OSUMIEN TULKKAAMINEN IPSC ACTION AIR
 OSUMIEN TULKKAAMINEN IPSC ACTION AIR Työryhmä: Jani Lehtonen, Jaakko Viitala. Roy Juurijoki, Pekka Kiiski ja Jesse Nio. Hyväksynyt: Sääntövastaava Sauli Luolajan-Mikkola 20.11.2013 Testattu käytännössä
OSUMIEN TULKKAAMINEN IPSC ACTION AIR Työryhmä: Jani Lehtonen, Jaakko Viitala. Roy Juurijoki, Pekka Kiiski ja Jesse Nio. Hyväksynyt: Sääntövastaava Sauli Luolajan-Mikkola 20.11.2013 Testattu käytännössä
KONE JA METALLIALAN PERUSTUTKINTO 2014 Aineistoluettelo päivitetty 25.6.2015 TUTKINTOVALMIUSTEHTÄVÄT KOMEPT TVT 14 2.1 PAKOLLISET TUTKINNON OSAT
 TUTKINTOVALMIUSTEHTÄVÄT KOMEPT TVT 14 Tutkintovalmiustehtävällä voidaan selvittää suorittajan vahvuudet osaamisalaa valittaessa voidaan varmistaa, että tutkinnon suorittajalla on valmiudet osallistua varsinaiseen
TUTKINTOVALMIUSTEHTÄVÄT KOMEPT TVT 14 Tutkintovalmiustehtävällä voidaan selvittää suorittajan vahvuudet osaamisalaa valittaessa voidaan varmistaa, että tutkinnon suorittajalla on valmiudet osallistua varsinaiseen
ESIKÄSITTELYT, TARKKUUS- LEIKATUT NAUHALEVYT SEKÄ TARKKUUS- LEIKATUT JA VIISTEYTETYT LEVYT
 www.ruukki.fi ESIKÄSITTELYT, TARKKUUS- LEIKATUT NAUHALEVYT SEKÄ TARKKUUS- LEIKATUT JA VIISTEYTETYT LEVYT KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tarkkuusleikatut ja viisteytetyt levyt ovat komponentteja valmiina
www.ruukki.fi ESIKÄSITTELYT, TARKKUUS- LEIKATUT NAUHALEVYT SEKÄ TARKKUUS- LEIKATUT JA VIISTEYTETYT LEVYT KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tarkkuusleikatut ja viisteytetyt levyt ovat komponentteja valmiina
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf, sama piirustus kuin harjoituksessa basic_3_1. Käytä piirustuksessa annettuja mittoja
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf, sama piirustus kuin harjoituksessa basic_3_1. Käytä piirustuksessa annettuja mittoja
RATA- ja PELAAMISSÄÄNNÖT ETERNIITTIRADAT Painos 2016
 RATA- ja PELAAMISSÄÄNNÖT ETERNIITTIRADAT Painos 2016 Ratagolfin eterniittiratojen ratasäännöt ja mittapiirustukset Copyright SUOMEN RATAGOLFLIITTO ry TEKNINEN KOMITEA Toimittanut ARI AHRENBERG ERSÄÄ2016
RATA- ja PELAAMISSÄÄNNÖT ETERNIITTIRADAT Painos 2016 Ratagolfin eterniittiratojen ratasäännöt ja mittapiirustukset Copyright SUOMEN RATAGOLFLIITTO ry TEKNINEN KOMITEA Toimittanut ARI AHRENBERG ERSÄÄ2016
6-7 HPS III-SXE Ø 6 mm. Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassaan
 230V Sisältö/Content 2-5 Yleiskatsaus Overview 6-7 8-9 Keskitysrengas Locating ring 10 Asennusohje Assembly note Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa
230V Sisältö/Content 2-5 Yleiskatsaus Overview 6-7 8-9 Keskitysrengas Locating ring 10 Asennusohje Assembly note Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO
 Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
Welding documentation management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO 13.01.2018 Welding documentation management VIRTAVIIVAISTETTUA HITSAUSTUOTANNON DOKUMENTAATIOTA, JOKA SISÄLTÄÄ RIKKOMATTOMAN AINEENKOETUKSEN
4-11 HPS III-S Ø 3 mm. Assembly notes. Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassa
 Sisältö/Content 2-3 Yleiskatsaus Overview 4-11 -S Ø 3 mm 12-19 Asennusohjeita Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassa Kuumasuutin Ø
Sisältö/Content 2-3 Yleiskatsaus Overview 4-11 -S Ø 3 mm 12-19 Asennusohjeita Kaikki tämän luettelon mitat viittaavat EWIKON-kuumakanavan komponentteihin niiden ollessa käyttölämpötilassa Kuumasuutin Ø
1 Opinnäytetyön graafiset ohjeet. 2 Sivun asetukset. 3 Sivunumerointi. 4 Otsikot
 1 1 Opinnäytetyön graafiset ohjeet Metropolia Ammattikorkeakoulun opinnäytetöissä noudatetaan seuraavia graafisia ohjeita. Graafiset ohjeet on tehty Metropolian opinnäytetyöryhmässä. Näiden graafisten
1 1 Opinnäytetyön graafiset ohjeet Metropolia Ammattikorkeakoulun opinnäytetöissä noudatetaan seuraavia graafisia ohjeita. Graafiset ohjeet on tehty Metropolian opinnäytetyöryhmässä. Näiden graafisten
Inventor 2013 harjoitustehtäväpankki. opetusmateriaali
 opetusmateriaali Tietoa materiaalista Autodesk Inventor 2013 harjoitustehtäväpankki Käyttäjä Käyttäjä Future CAD Oy Sahaajankatu 28 A Future 00810 Helsinki CAD Oy Sahaajankatu Puh. (09) 478528 400, A faksi
opetusmateriaali Tietoa materiaalista Autodesk Inventor 2013 harjoitustehtäväpankki Käyttäjä Käyttäjä Future CAD Oy Sahaajankatu 28 A Future 00810 Helsinki CAD Oy Sahaajankatu Puh. (09) 478528 400, A faksi
ACO. Linjakuivatus. Asennusohjeet ACO DRAIN
 ACO Linjakuivatus Asennusohjeet ACO DRAIN Sisältö Käyttöalueet EN 433 -standardin mukaan 3 Symbolit ja kaatotyypit 4 Tärkeitä suunnittelu- ja asennusohjeita Yleiset ja erityiset asennusohjeet 5 ACO DRAIN
ACO Linjakuivatus Asennusohjeet ACO DRAIN Sisältö Käyttöalueet EN 433 -standardin mukaan 3 Symbolit ja kaatotyypit 4 Tärkeitä suunnittelu- ja asennusohjeita Yleiset ja erityiset asennusohjeet 5 ACO DRAIN