Jaakko Heino BERMUDA- ROSKAKORIN KANNEN HITSAUSJIGIN SUUNNITTELU
|
|
|
- Eero Ahola
- 7 vuotta sitten
- Katselukertoja:
Transkriptio

1 Jaakko Heino BERMUDA- ROSKAKORIN KANNEN HITSAUSJIGIN SUUNNITTELU Tekniikka ja liikenne 2014
2 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Jaakko Heino Opinnäytetyön nimi Bermuda- roskakorin kannen hitsausjigin suunnittelu Vuosi 2014 Kieli suomi Sivumäärä liitettä Ohjaaja Matti Makkonen Opinnäytetyön tavoitteena oli suunnitella hitsausjigi, eli työkappaleiden hitsausta helpottava kiinnitysratkaisu. Työ on jaettu kahteen osa-alueeseen, joista ensimmäinen käsittelee yleisimpiä hitsausmenetelmiä, joista erityisesti työssä käytettävää TIG- hitsausmenetelmää. Työn toinen osa keskittyy jigin suunnitteluun. Jigi suunniteltiin Bermuda- roskakorin kannen reunojen hitsausta varten. Työn toimeksiantajana oli Leimec Oy, joka valmistaa Bermuda- roskakoreja. Jigin valmistus ja käyttö on tärkeää roskakorien tuottavuuden kannalta. Jigin avulla hitsaustyö voidaan suorittaa yhden työntekijän voimin ja huomattavasti nopeammin kuin aikaisemmin. Jigiä käyttämällä varmistetaan myös hyvä työkappaleiden kiinnitys, jolla minimoidaan työntekijöille aiheutuvat vaarat. Suunnittelu toteutettiin NX 8 -suunnitteluohjelmistolla käyttämällä 3D- mallinnusta. Työn tuloksena syntyi valmistus- ja kokoonpanokuvat sekä osaluettelo jigin valmistamiseksi. Avainsanat TIG- hitsaus, tuotesuunnittelu, hitsausjigi
3 VAASAN AMMATTIKORKEAKOULU UNIVERSITY OF APPLIED SCIENCES Kone- ja tuotantotekniikan koulutusohjelma ABSTRACT Author Jaakko Heino Title Design of welding rack to Bermuda recycling bin Year 2014 Language Finnish Pages Appendices Name of Supervisor Matti Makkonen The objective of this thesis was to design a welding rack which would help workers who weld work pieces for a recycling bin. The thesis is divided into two parts. The first part deals with the most popular welding process, with focus on TIG welding. The second part focuses on product design. The welding rack was designed for the welding process of Bermuda recycling bins. The customer of thesis was Leimec which produces Bermuda recycling bins. The production and the use of the welding rack is important to the costeffectiveness of the recycling bins. With help of the welding rack process can be completed by one worker and much faster than before. With the use of the welding rack the hazards are minimized. The design was made with NX 8 modeling software. The result of this thesis are production drawings, assembly drawings and a part list for the welding rack Keywords TIG- welding, product Design, welding rack
4 SISÄLLYS TIIVISTELMÄ ABSTRACT 1 JOHDANTO Leimec Oy Työn tavoite Työn rakenne Työn sisältö ja rajaus HITSAUS MIG/MAG- hitsaus Puikkohitsaus TIG- HITSAUS Edut Käyttö Elektrodi Suojakaasut Hitsausvirta Lisäaineet Hitsaus lisäaineella Hitsaus ilman lisäainetta TEHTÄVÄN ASETTELU Spesifikaatio Taustatietojen hankinta Vaatimuslista LUONNOSTELU Ratkaisuvaihtoehdot Vaatimuslistan todentaminen KEHITTELY Mallinnus Alustava materiaalivalinta Spesifikaation tarkennus... 24
5 5 7 VIIMEISTELY Materiaalien tarkennus Osien valmistustavat Pintakäsittely Piirustukset sekä osaluettelo YHTEENVETO LÄHTEET LIITTEET
6 6 KUVA- JA TAULUKKOLUETTELO Kuva 1. TIG- hitsausmenetelmä s. 11 Kuva 2. Tuotteen toimintorakenne s. 19 Kuva 3. Tuotteen kokoonpanorakenne s. 23 Kuva 4. Hitsausjigi sivulta s. 23 Kuva 5. Hitsausjigi päältä s. 24 Taulukko 1. Vaatimuslista s. 18 Taulukko 2. Arvostelutaulukko s. 21
7 7 LIITELUETTELO LIITE 1. valmistus-, hitsaus- ja kokoonpanokuvat sekä osaluettelo LIITE 2. Käsivaraisluonnokset
8 8 1 JOHDANTO 1.1 Leimec Oy Opinnäytetyö tehtiin Lemiec Oy:lle, joka on osa seitsemän yrityksen Leinolat Group yritysryhmää. Leimec Oy on metallialan yritys, joka on erikoistunut valmistamaan ja toimittamaan ohutlevytuotteita sekä voimalaitosten ilmanvaihtoon liittyviä tuotteita. Leimecin valmistamia tuotteita löytyy voimalaitoksista Jordaniasta, Saudi-Arabiasta sekä Siperiasta. Voimalaitosten ilmanvaihtoon liittyviä tuotteita ovat ilmanvaihtoyksiköt, ylipainekatot, poistoilmayksiköt ja ahtoilmansuodattimet. Leimec valmistaa ohutlevytuotteita erikoistarpeisiin yhteistyössä asiakkaiden kanssa, kuten ilmanvaihdon tarkastusluukkuja, Bobi- postilaatikoita ja Bermuda- roskakoreja Yrityksen toimintajärjestelmä perustuu laatu- ja ympäristöstandardeihin, ISO 9001-laatustandardiin ja ISO ympäristöstandardiin sekä niiden asettamiin vaatimuksiin. Leimecille on tärkeää laadun tuottama asiakkaiden tyytyväisyys. Laatu ja ympäristöasiat sekä niiden kehittäminen ja ylläpitäminen on osa jokapäiväistä toimintaa. /1/ 1.2 Työn tavoite Työn tavoitteena on suunnitella Bermuda- roskakorien reunan hitsaukseen tarkoitettu jigi, joka helpottaa hitsaajan työtä sekä nopeuttaa tuotteen tahtiaikaa. Yhden tasokannen reunan hitsaustyön tulisi alittaa 20 minuutin tahtiaika. Laite keskittää tasokannen reunan paikalleen TIG- hitsausta varten, jotta hitsaus voidaan suorittaa yhden työntekijän voimin. Jigin pitää olla pöydälle asetettava sekä pyörivä, jolloin hitsaus voidaan suorittaa yhdeltä istumalta ja sopivalta hitsauskorkeudelta. Roskakorimalleja on eripituisia, 860 mm:stä 1560 mm:iin, ne tulee pystyä hitsaamaan käyttämällä samaa jigiä roskakorin pituudesta riippumatta.
9 9 1.3 Työn rakenne Työ koostuu teoriaosasta sekä toiminnallisesta osasta. Teoriaosassa keskitytään TIG- hitsaukseen ja miksi tässä työssä käytetään TIG- hitsausmenetelmää. Lisäksi käydään läpi muut yleiset hitsausmenetelmät. Toiminnallisessa osassa käydään läpi hitsausjigin suunnittelua ja sen eri vaiheita. Osuudessa tarkastellaan myös jigin toteutusvaihtoehtoja ja niiden toimivuutta. 1.4 Työn sisältö ja rajaus Työssä suunniteltiin Bermuda- roskakorin kannen hitsaukseen tarkoitettu jigi, jolla saataisiin nopeutettua ja helpotettua sekä suoritettua hitsausprosessi yhden työntekijän voimin. Hitsausjigi on manuaalisesti toimiva laite, jolla keskitetään kansi ja hitsattava reuna paikoilleen TIG- hitsausta varten. Roskakorimalleja on kolmea eri pituutta ja jigillä on mahdollista toteuttaa kaikkien mallien hitsaus. Hitsausjigistä oli myös tarkoitus valmistaa prototyyppi testausta varten, mutta heikentyneiden suhdannenäkymien takia tuotteen tulevaisuus jäi epävarmaksi ja prototyypin rakentamisesta luovuttiin toistaiseksi.
10 10 2 HITSAUS Hitsaus on osien liittämistä toisiinsa käyttämällä lämpöä ja/tai puristusta hyväksi, että osat ovat hitsauksen jälkeen yhtenäisiä. Hitsauksessa voidaan käyttää lisäainetta, jonka sulamispiste on lähes sama kuin hitsattavan aineen sulamispiste. Yleisimpiä hitsaus menetelmiä ovat MIG/MAG-, puikko-, sekä TIG- hitsaus, josta 3. luvussa lisää. /4/. 2.1 MIG/MAG- hitsaus MIG/MAG- hitsauksessa synnytetään valokaari hitsauspistoolin kautta syötettävän hitsauslangan ja työkappaleen väliin käyttämällä apuna virtalähdettä. Valokaari sulattaa hitsauslangan ja perusaineen yhteen, josta muodostuu hitsisula. Hitsauslangan lisäksi hitsauspistoolin läpi kulkee suojakaasua. MIG/MAG- hitsausmenetelmät eroavat toisistaan hitsauksessa käytettävän suojakaasun ominaisuuksista. MIG- hitsauksessa käytetään inerttiä suojakaasua, joka ei osallistu hitsausprosessiin. MAG- hitsauksessa käytetään taas hitsausprosessiin osallistuvaa aktiivista suojakaasua. MAG- hitsaus onkin yleisempää kuin MIGhitsaus, johtuen suojakaasun seassa käytettävästä aktiivisesta hiilestä ja hapesta. /5/. 2.2 Puikkohitsaus Puikkohitsaus on hitsausmenetelmä, jossa puikonpitimeen kiinnitettyä lisäainepuikkoa käytetään elektrodina. Erona muihin menetelmiin on elektrodina käytettävän lisäainepuikon lyheneminen hitsauksen edetessä. TIG-, sekä MIG/MAGhitsauksessa pyritään pitämään hitsausetäisyys vakiona. Puikkohitsauksessa puikonpidintä on vietävä koko ajan työkappaleeseen päin, jotta elektrodin ja hitsisulan välinen etäisyys pysyy samana eikä hitsaus katkea. /6/.
11 11 3 TIG- HITSAUS TIG- hitsaus on lyhennys englanninkielisestä nimityksestä Tungsten Arc Inert Gas Welding, eli volframikaari hitsausta jossa käytetään passiivista kaasua. Prosessissa käytettäviä suojakaasuja ovat Argon ja Helium. TIG- hitsauksessa hitsattavan kappaleen ja volframipuikon väliin syntyy valokaari, josta saadaan hitsautumiseen tarvittava lämpöenergia. Hitsauksen voi suorittaa ilman lisäainetta tai lisäaineen kanssa. /2, 6/. Erona muihin kaarihitsaus menetelmiin TIG- hitsauksessa on sulamaton elektrodi, kun taas muissa menetelmissä elektrodina toimii sulava lisäainelanka tai puikko. Hitsausprosessissa pistoolia kuljetetaan, jonka aikana toisella kädellä syötetään tarvittaessa lisäainetta valokaareen. Prosessissa valokaari ja lisäaineen tuonti ovat erillään toisistaan, jolla taataan hyvä hitsisulan ja tunkeuman eli sulamisalueen hallinta. (Kuva 1.) TIG- hitsaus sopii hyvin ohuiden ainepaksuuksien hitsaukseen /3, 159/. Kuva 1. TIG- hitsausmenetelmä /3,159/. 3.1 Edut TIG- hitsauksen etuja muihin hitsaustapoihin nähden on hyvä näkyvyys hitsattavaan kohtaan, koska kuonaa ja savukaasuja ei esiinny. Hitsi on puhdas, kun hitsauksessa ei tarvitse erikseen käyttää muun muassa hitsin kiinnittymistä sekä levittymistä parantavia juoksutteita. Monipuolinen käyttö. Hitsaus voidaan suorittaa käsin tai mekanisoituna sarjatuotannossa sekä pistehitsauksena. Lisävarusteet
12 12 mahdollistavat hitsausta helpottavaa automatiikkaa, kuten hitsauksen keskeytyksen, kraatterin täytön sekä sykehitsauksen. /2, 7/. 3.2 Käyttö TIG- hitsausmenetelmällä on vaikea hitsata matalissa lämpötiloissa sulavia ja höyrystyviä metalleja. Muille perusaineille hitsausmenetelmä sopii ja on joissakin tilanteissa erittäin hyvä vaihtoehto, kuten ruostumaton teräs, alumiini sekä haponkestäväteräs. TIG- hitsaukselle sopivia ainevahvuuksia ovat 0,5 mm:stä 6 mm:iin. Ohuimpien ainevahvuuksien hitsaus riippuu hitsarin ammattitaidosta sekä käytettävissä olevista apulaitteista sekä hitsaustavasta. Ainevahvuuden ylittäessä 3mm löytyy TIG- hitsausta nopeampia ja taloudellisempia hitsausmenetelmiä, jolloin hitsattavan aineen merkitys on suuri hitsausmenetelmän valintaa tehdessä. /2, 6-7/. 3.3 Elektrodi Elektrodi eli hitsauspuikko on materiaaliltaan volframia. Volframin emissiokyky ja korkea lämmönkestävyys mahdollistavat materiaalin käytön elektrodina. Puikkoja on pelkästään volframista sekä seostettuina thorium- tai zirkonoksidilla. Elektrodin koko ja kärjen terävyys valitaan käytettävän hitsausvirran, puikkoseoksen sekä hitsattavan sauman tunkeuman mukaan. Oikealla elektrodin valinnalla vältetään puikon kuluminen, volframin siirtyminen hitsiin sekä valokaaren epävakaisuus. /2, 33,50/. 3.4 Suojakaasut Suojakaasua käytetään hitsauksessa suojaamaan hitsisulaa, jäähtyvää hitsiä, valokaarta sekä volframipuikkoa ilman hapettavalta vaikutukselta. Suojakaasun vaikutuksesta valokaarelle muodostuu ionisoitunut alue. TIG- hitsauksessa käytettäviä suojakaasuja ovat argon ja helium. Argon on yleisimmin käytetty suojakaasu, johtuen sen edullisesta hinnasta, hyvästä ionisoituvuudesta, hyvästä suojausominaisuudesta, vakaasta valokaaresta sekä ohutlevyjen hitsaamisen mahdollistavasta pienestä tunkeumasta. Argonia voidaan seostaa vedyllä ruostumattomien ja haponkestävien terästen hitsaukseen. Vety
13 13 vaikuttaa suojakaasussa nostamalla perusaineeseen keskittyvää lämpöä, jonka seurauksena tunkeuma kasvaa. Suurin hyöty argon seoskaasuista on mekaanisessa hitsauksessa. Heliumia käytettäessä valokaarelle syntyy korkeampi jännite, perusaineeseen syntyvä lämpö on huomattavasti korkeampi ja pienestä tiheydestä johtuen virtausmäärät ovat suurempia kuin argonilla. Heliumia käytetään yleisesti vain erikoistapauksissa kuparin ja alumiinin hitsaukseen, johtuen sen kalliista hinnasta. Kustannuksia kuitenkin kompensoi hitsausnopeus, suuri tunkeuma tai vähäinen esilämmityksen tarve. Heliumia käytettäessä valokaari on epävakaampi kuin argonilla, jolloin käsin hitsaus on vaativampaa. /2, 41 42, 83/. 3.5 Hitsausvirta Hitsausvirta on hitsauksen säädettävissä olevista tekijöistä tärkein. Se vaikuttaa tunkeumaan, hitsausnopeuteen ja hitsin laatuun. Nostamalla virtaa tunkeuma kasvaa, ellei samalla nosta myös hitsausnopeutta. Sopivan hitsausvirran löytyminen perustuu havaintoihin muun muassa hitsisulan koosta ja sen jähmettymisestä, hitsin reunojen liittymisestä perusaineeseen sekä tunkeuman muodostumisesta. Oikealla virralla hitsattaessa, hitsausjälki on tasaista ja säilyttää muotonsa koko hitsauksen ajan. TIG- hitsaus voidaan suorittaa tasa- tai vaihtovirralla. Hitsausvirtalajin valinta vaikuttaa lämmönjakaantumiseen perusaineen ja volframipuikon välillä, tunkeuman muodostamiseen sekä valokaaren ominaisuuksiin perusaineen pintaoksidin rikkomisessa. Tasavirralla hitsattavia perusaineita: seostamattomat teräkset seostetut teräkset ruostumattomat teräkset haponkestävät teräkset kupari nikkeli
14 14 titaani. Vaihtovirralla hitsattavia perusaineita: alumiini magnesium alumiini- ja magnesium-seosteiset perusaineet messinki sinkki. /2, 8-12, 47/. 3.6 Lisäaineet Lisäaine valitaan perusaineen seoksen mukaan. Lisäaineita on erilaisiin tarkoituksiin. Esimerkiksi titaania hitsattaessa voidaan käyttää titaani-palladiumseosta, jolla parannetaan hitsin muokattavuutta ja venymää. Alumiinin hitsauksessa valitaan hieman paksumpi lisäainekoko kuin normaaleja perusaineita hitsattaessa. Ruostumattoman ja haponkestävän teräksen lisäainelangan tunnistaminen on haastavaa, koska konepajoissa on tapana käyttää molempien perusaineiden hitsaamiseen haponkestävää lisäainelankaa. Vaativissa, kuten typpihapossa käytettävissä tuotteissa on syöpymisestä johtuen molempien aineiden oltava ruostumatonta. Yleisesti hitsattaessa vaativia tuotteita lisäaineen tulee vastata perusainetta. Esimerkkejä lisäainemerkinnöistä: Al 99,8. Pääaineena alumiini, jota on vähintään 99,8 % aineen painosta. AlSi 5. Sinkkiä 4,5-5,5 % aineen painosta ja alumiinia loput. /2, 68, 84, 94/. 3.7 Hitsaus lisäaineella Hitsaus aloitetaan siirtämällä pistooli hitsauksen aloituskohtaan hitsausetäisyydelle. Sytytetään valokaari pistoolin kytkintä painamalla. Kaasusuuttimen reunalla nojatessa työkappaleeseen, valokaari syttyy paremmin eikä tapahdu horjumista
15 15 sytytyksen aikana. Sopiva valokaaren pituus saadaan 1,5 kertaa elektrodin halkaisija. Valokaarta ei tule kuitenkaan kasvattaa yli 6 mm pituiseksi. Valokaaren sytyttyä pistooli kohotetaan työntävään asentoon, asteen kulmaan, siirretään railoa seuraten aloituskohtaan johon tuodaan lisäaine. Hitsisulan muodostuttua tunkeumaltaan riittäväksi, lisäainetta syötetään 20 asteen kulmassa työkappaleeseen nähden lyhyillä edestakaisilla liikkeillä hitsisulan reunaan. Lisäainelangan etureuna tulee pitää kuitenkin hitsauksen ajan suojakaasualueella hapettumisen estämiseksi. Mekanisoidussa hitsauksessa sekä putkihitsauksessa lisäaineen syöttö hitsisulaan voi tapahtua myös jatkuvalla tasaisella liikkeellä. Hitsaaja voi lisäaineen syötön määrää muuttamalla säännöstellä hitsauslämmön ja lisäaineen käytön suhdetta. /2, 57 58/. 3.8 Hitsaus ilman lisäainetta Hitsauksen aloitus tapahtuu samalla lailla kuin lisäaineella hitsattaessa, mutta valokaari pidetään pienenä, 1-2 mm pituisena. Hitsaus lopetetaan sammuttamalla valokaari. Pistoolia pidetään kuitenkin hetki paikallaan, jolloin hitsi jäähtyy suojakaasun jälkivirtauksen suojaamana. Lisäaineetta hitsattaessa lopetuskohtaan saattaa muodostua imuonkalo sulan- ja kiinteän hitsiaineen suuren tilavuuseron aiheuttaman kutistumisen johdosta. Imuonkalon muodostuminen voidaan estää hidastamalla hitsisulan jäähtymisnopeutta, jähmettymisen tapahtuessa pohjalta pintaa kohden eikä reunoilta keskustaa kohden. Muita keinoja ovat esimerkiksi hitsisauman jatkaminen hukkapalalle, kaaren siirtäminen hetkellisesti sulan viereen sekä tehdä pistoolin kytkimellä nopeita peräkkäisiä katkoja lämmön vähenemiseksi, kunnes hitsaus lopetetaan kokonaan. /2, 56-57/.
16 16 4 TEHTÄVÄN ASETTELU Tehtävän asettelussa kerrotaan tuotteen suunnittelun lähtökohdista. Tuotteen suunnittelua aloittaessa on tärkeää koota mahdollisimman paljon tietoa, jonka pohjalta suunnitteluprosessia aletaan rakentaa. Tehtävän asettelussa käydään läpi tuotteen spesifikaatiota, taustatietojen hankintaa sekä vaatimuslistaa. 4.1 Spesifikaatio Bermuda- roskakorin kannen hitsaukseen tarkoitettu jigi on manuaalisesti toimiva laite, joka helpottaa hitsaajan työtä keskittämällä tasokannen sekä tasokannen reunan paikoilleen hitsausta varten. Tasokansi ja reuna eivät saa hitsattaessa hitsautua jigiin kiinni, vaan hitsauskohdassa on käytettävä materiaalia johon hitsi ei helposti tartu. Roskakoreja on eri ja jigillä pitää olla mahdollista hitsata kaikki roskakorimallit. 4.2 Taustatietojen hankinta Tiedon hankinta aloitettiin kyselemällä ja kokoamalla hitsaajan mietteitä, joka suorittaa hitsausprosessit. Ilman jigiä suoritettavan hitsausprosessin seuraaminen selvensi ongelmaa, miksi työhön tarvitaan jigiä. Ilman jigiä suoritettavan hitsausprosessin läpi viemiseksi tarvittiin kaksi työntekijää, joista toinen suoritti hitsauksen ja toinen oli vastuussa työkappaleiden oikeasta asennosta. Hitsaus vaikutti hankalalta ja hitaalta, koska siihen vaadittiin kaksi työntekijää ja työkappaleiden asemointi piti suorittaa jokaisen hitsaus sauman jälkeen uudestaan. Ongelmaa lähdettiin ratkaisemaan tekemällä vaatimuslista, joka koottiin työn tilaajan, hitsaajan sekä hitsausprosessista saatujen havaintojen perusteella. 4.3 Vaatimuslista Vaatimuslistasta ilmenee tuotteeseen kohdistuvat vaatimukset ja tekniset rajoitukset. (Taulukko 1.) Vaatimuslistaa tulee päivittää koko suunnitteluprosessin ajan ja siinä tulee ottaa huomioon tuotteen valmistettavuus, käytettävyys sekä huollettavuus. Koko suunnittelutyö perustuu vaatimuslistan ympärille sillä, jos suunnitteluprosessissa esiin tulleet ratkaisut eivät toteuta vaatimuslistaa, ne on hylättävä.
17 17 Vaatimuslista koostuu kolmesta osasta ja siinä käytettävien määreiden tulee olla tarkkoja. Kiinteistä vaatimuksista, jotka tuotteen tulee täyttää. Vähimmäisvaatimuksista, joissa reilu ylittäminen on suositeltavaa. Toivomuksista, joita täytetään järjestyksessä, mahdollisuuksien mukaan tärkeimmästä vähiten tärkeimpään. Vaatimuslistan tärkeimpiä vaatimuksia ovat ergonomiaan sekä työkappaleiden asemointiin ja hitsausprosessiin liittyvät vaatimukset. Roskakori- mallien pituuserojen takia jigi on suunniteltava niin, että kaikki mallit on mahdollista hitsata samalla jigillä. Kannen asemoinnin on oltava tarkka, jotta hitsaus on mahdollista toteuttaa. Hitsaus toteutetaan pienestä ainepaksuudesta ja esteettisyydestä johtuen TIG- hitsauksena, monella lyhyellä saumalla, ilman lisäainetta ja ulkopuolelta. Hitsauksesta johtuen rungon on oltava tukeva, jolloin lämpövaihtelut eivät vaikuta hitsausprosessiin. Suurista kappalemääristä johtuen työntekijän on pystyttävä suorittamaan hitsaus hyvässä asennossa, sopivalta korkeudelta. Jigin tukevuuden saavuttamiseksi se on suunniteltava pöydälle asetettavaksi ja hitsauksen mahdollistamiseksi, pienellä säteellä pyöriväksi. Tällöin koko hitsausprosessi on mahdollista suorittaa yhdeltä istumalta.
18 18 Taulukko 1. Vaatimuslista. Päätunnus, KV,VV, VAATIMUS numero T Geometria KV Pystyttävä hitsaamaan 2,3 ja 4 reikäiset Bermuda-mallit Käyttö KV TIG-hitsaamalla (pätkähitsauksena, ilman lisäainetta, ulkopuolelta) Valmistus KV Kannen asemointi mekaanisesti toteutettuna Asennus/Valmistus KV Saatava täydelliset työ ja kytkentäkaaviot Käyttö VV Tahtiaika tavoite 20min. (asetus ja hitsaus) Aines KV Rungon oltava tukeva (lämpövaihtelut eivät vaikuta) Valmistus KV Kannen asemointi tarkka (mahdollistaa hitsauksen) Valmistus KV Runko, hitsattuna putkirakenteena ja/tai ohutlevytekniikalla tehtynä Voimat VV Jigi taivuttaa hitsattavan reunan ainakin osittain Käyttö KV Jigi, pöydälle asennettava Ergonomia KV Hitsaajan pystyttävä suorittamaan hitsaus hyvässä työasennossa, vaihtamatta paikkaa Käyttö KV Asetus ja hitsaus toteutettava yhden työntekijän voimin Aines KV Hitsattava materiaali DC mm Aines VV Hitsi ei saa tarttua rakenteisiin (hitsattavaan päähän materiaaliksi CU-OF-04 ) Turvallisuus VV Jigissä ei saa esiintyä työturvallisuus riskejä Valmistus VV Jigi, pyörivä Valmistus VV Jigin pyörintäsäde pieni < 500mm Valmistus VV päälipuolelta tuleva puristus, pikakiinnityksellä Valmistus KV Päälipuolen kiinnityskehikkö pokattua peltiä
19 19 5 LUONNOSTELU Tuotesuunnittelun luonnostelu- vaiheessa laadittiin tuotteelle toimintorakenne ja ideoitiin mahdollisimman monta ratkaisuvaihtoehtoa tuotteen toteuttamiseksi. (Kuva 2.) Tämän jälkeen esiin tulleet ideat käytiin läpi sekä hylättiin kaikki jotka eivät täyttäneet vaatimuslistaan koottuja vaatimuksia. Jäljelle jääneistä ratkaisuvaihtoehdoista valitsimme parhaan vaihtoehdon jatkokehittelyyn. Luonnosteluun on tärkeää ottaa mukaan myös työntekijät. Heillä on oma mielipiteensä tuotteen rakenteesta ja kuinka tuote tulisi suunnitella, jotta työn tekeminen olisi mahdollisimman toimivaa ja vaivatonta. Ideoista tehtiin käsivaraisluonnoksia asioiden esilletuomiseksi. (LIITE 2) Hitsausjigin luonnosteluun saatiin hyviä ja tärkeitä ideoita työntekijöiltä, joista esimerkkinä kannessa olevien reikien käyttö asemoinnin nopeuttamiseksi. Kuva 2. Tuotteen toimintorakenne 5.1 Ratkaisuvaihtoehdot Ratkaisuvaihtoehtoja päädyttiin ideoimaan osatoimintojen kautta. Tällä tavoin uskoimme löytyvän parhaat ratkaisut kullekin osatoiminnolle. Ratkaisuvaihtoehdot
20 20 koottiin yhteen, jonka jälkeen niille suoritettiin arvostelu. (Taulukko 2.) Arvostelun tulosten perusteella valitsimme parhaat vaihtoehdot kehittelyvaiheeseen. 1. jalusta 1.1. lattialla seisova, pyörivä 1.2. pöydälle asennettava, pyörivä 2. pöytä 2.1. T:n muotoinen 2.2. suunnikas 2.3. kannen muotoa seuraava, kiinnittimille levennykset 2.4. suunnikas, kannen mitan mukaan pidennettävä 3. kiinnitys 3.1. pneumaattiset kiinnittimet 3.2. manuaaliset kiinnittimet 4. reunan kiinnitysleuat 4.1. yksi, kannen päädyn mukaan koneistettu leuka, yhdellä kiinnittimellä 4.2. kolmesta osasta, kannen päädyn mukaan koneistettu, jokaiselle leualle oma kiinnitin 5. vaihtopalat 5.1. yksi, kannen päädyn mukaan koneistettu, yhdellä pultilla kärkipalaan 5.2. kolmesta osasta, kannen päädyn mukaan koneistettu, jokainen osa yhdellä pultilla kiinnitetty kärkipalaan 6. kannen kiinnitys 6.1. kiinnitys yläpuolelta, päälle suunnitellulla kehikolla 6.2. kiinnitys yläpuolelta, lehtijousen tavoin toimivalla kehikolla.
21 21 Taulukko 2. Arvostelutaulukko. 5.2 Vaatimuslistan todentaminen Pöytä mahdollistaa hitsauksen hyvässä työasennossa, hitsattavien osien läheltä. Jigi on 450 mm säteellä pyörivä ja pöydälle asennettava, jolloin hitsaaja voi suorittaa hitsauksen vaihtamatta paikkaa. Kiinnitys tapahtuu manuaalisia kiinnittimiä käyttämällä. (Taulukko 1.) Reunan kiinnitys toteutetaan kolmella kiinnitysleualla. Kiinnitysleukojen ja kärkipalan väliin asetetaan hitsattava reuna, joka puristetaan kiinnitysleukoihin asennetuilla kiinnittimillä kärkipalaa vasten. Kannen asemointi toteutetaan paikoitustapeilla ja lopullinen kiinnitys kannen päälle asetettavalla kehikolla, joka kiristetään pikakiinnityksellä painamaan kantta hitsattavaa reunaa ja kärkipalaa vasten. Vaihtopalat suunnitellaan muodoltaan kannen päädyn mukaiseksi. Vaihtopalojen mitoituksessa on kuitenkin otettava huomioon hitsattavalle reunalle varattava 1.25 mm. Valitut osatoiminnot toteuttavat vaatimuslistan vaatimukset.
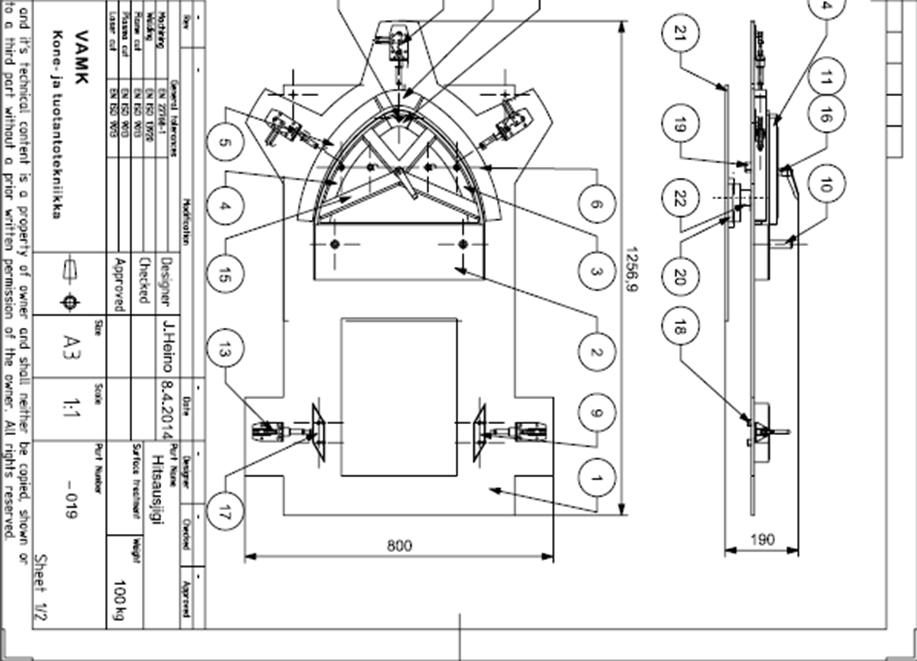
22 22 6 KEHITTELY Kehittely- vaiheessa suunniteltiin osat ja kokoonpanomalli. Alustava materiaalivalinta, lujuuslaskelmat sekä spesifikaation tarkennus on myös osa kehittelyvaihetta. 6.1 Mallinnus Kehittelyyn valituista osakokonaisuuksista tehtiin 3D- mallit. (Kuva 4 ja 5.) Mallit luonnosteltiin tulevaa kokoonpanomallia silmällä pitäen. Kokoonpanomallia tehtäessä apuna käytettiin kokoonpanorakenteen kuvausta, josta ilmenee hyvin osien riippuvuudet toisiinsa nähden. (Kuva 3.) Kokoonpanomallin onnistuminen olikin kiinni luonnosteltujen osien mallinnuksen tarkkuudesta sekä kuinka hyvin kokoonpanonrakenne oli huomioitu. Osa malleista saatiin valmiina tietokannoista joihin on kerätty 3D- malleja eri valmistajilta. Kokoonpanomallissa käytetyt kiinnittimet ja pultit haettiin Trace- Partsin tietokannasta sekä laakeripesä käyttämällä SolidComponentsin tietokantaa. /7/,/8/,/9/,/10/.

23 23 Kuva 3. Tuotteen kokoonpanorakenne. Kuva 4. Hitsausjigi sivulta.

24 24 Kuva 5. Hitsausjigi päältä. 6.2 Alustava materiaalivalinta Vaihtopalojen materiaaliksi on valittava sellainen materiaali johon hitsi tarttuisi mahdollisimman huonosti, kuten kupari. Materiaalivalinnalla saadaan eliminoitua osien kiinnittyminen hitsausprosessin aikana jigiin. Muut osat voidaan valmistaa teräksen eri seoksista, ottamalla huomioon valmistuksessa käytettävän menetelmän tarpeet. 6.3 Spesifikaation tarkennus Jigi tuli suunnitella pöydälle asennettavaksi, sen mahdollistamiseksi korkeuden piti jäädä matalaksi ja pyörimissäteen pieneksi. Jigin ollessa matala ja pyörivä, hitsaaja pystyy työskentelemään hyvässä asennossa ja yltää suorittamaan koko hitsausprosessin yhdeltä istumalta. korkeus 190 mm leveys 900 mm pituus 1250 mm pyörintä säde, hitsauspääty 450 mm.
25 25 7 VIIMEISTELY Viimeistelyosuudessa tehtiin lopulliset materiaalivalinnat, valmistustapojen valinta, osapiirustukset, kokoonpanopiirustus, osaluettelo sekä päätettiin pintakäsittelystä. Heikentyneiden suhdannenäkymien takia tuotteen tulevaisuus jäi epävarmaksi ja prototyypin rakentamisesta luovuttiin toistaiseksi. 7.1 Materiaalien tarkennus Toimeksiantajan ohjeistus jigissä käytettävistä materiaaleista S355J2H o akseli o paikoitustappi 355 MC o puristusleuka keski o puristusleuka oikea o puristusleuka vasen o kylkipaikoitin oikea o kylkipaikoitin vasen o kärkipala DC01-A-M o kulmarauta Laser 355 MC o kiinnityskehikko o jalusta o pohja CU-OF-04 o vaihtopala keski o vaihtopala oikea o vaihtopala vasen.
26 Osien valmistustavat Osien valmistustapojen valinta tehtiin osien muotojen mukaan. koneistus o puristusleuat o kylkipaikoittimet o kärkipala o akseli o paikoitustappi o vaihtopalat laserleikkaus o kiinnityskehikko o jalusta o pohja laserleikkaus + ohutlevytyö o kulmarauta osto-osat o kiinnittimet o pultit o laakeripesä o laakeri. 7.3 Pintakäsittely Hitsausjigin osia ei pintakäsitellä. Pintakäsittelystä johtuen epäpuhtauksia saattaa joutua hitsiin, jolloin hitsausprosessi vaikeutuu ja on vaarassa epäonnistua. 7.4 Piirustukset sekä osaluettelo Tuotteeseen valmistettavista osista on tehty valmistuskuvat ja niiden pohjalta kokoonpanokuva sekä osaluettelo. (LIITE 1) Koneistettavissa osissa on käytetty yleistä pinnankarheutta Ra 3,2 sekä yleistoleranssia EN Laser leikkaukseen menevissä osissa on toleranssina EN ISO 9013 sekä hitsauksessa EN ISO
27 Jigi ei sisällä tarkkoja sovitteita tai muita erityistä tarkkuutta vaativaa kohtaa. Tästä johtuen päädyimme käyttämään yleistoleransseja. 27
28 28 8 YHTEENVETO Opinnäytetyön tarkoituksena oli suunnitella uudelle tuotantoon otetulle tuotteelle hitsaustyötä helpottava jigi. Suunnittelussa oli tarkoituksena löytää ratkaisu, joka olisi hitsausprosessiin toimiva. Jigin tavoitteena oli nopeuttaa ja helpottaa sekä mahdollistaa hitsausprosessin suorittaminen yhden työntekijän voimin. Jigistä oli tarkoitus myös tehdä prototyyppi, jotta jigiä olisi päästy kokeilemaan käytännössä. heikentyneiden suhdannenäkymien takia tuotteen tulevaisuus jäi epävarmaksi ja prototyypin rakentamisesta luovuttiin toistaiseksi Opinnäytetyössä tutkittiin eri hitsausmenetelmiä joista tarkemmin TIG- hitsausta, jolla roskakorin kansi hitsataan. Työn tärkein rooli oli kuitenkin suunnittelu prosessilla, jonka tuloksena saatiin 3D- mallit kaikista osista sekä valmistus-, hitsaus- ja kokoonpanokuvat. Kuvien perusteella on mahdollista valmistaa Bermuda- roskakorin kannen hitsaukseen suunniteltu jigi. Suunnittelu toteutettiin NX 8- suunnittelu ohjelmistolla. Suunniteltu jigi vastaa asetettuja tavoitteita ja toteuttaa vaatimuslistan. (Taulukko 1.) Vaikka prototyyppiä ei valmistettu uskon sen olevan kannen hitsausprosessiin toimiva myös käytännössä toteutettuna.
29 29 LÄHTEET /1/ Leimec Oy. Viitattu /2/ Vestama, R TIG- hitsaaja. Kemppi /3/ Lepola, P. & Makkonen, M Hitsaustekniikat ja teräsrakenteet. 2. Painos. Helsinki, WSOY. /4/ OY ESAB Hitsausmenetelmät. Viitattu /5/ Kemppi OY MIG/MAG- hitsaus. Viitattu &refquery=http%3a// pen- View%26cat%3DWelding%2520ABC&main=/inet/kemppi/contman.nsf/0/8CF12 6F CCC225718D00459F00 /6/ Kemppi OY Puikkohitsaus. Viitattu &refquery=http%3a// pen- View%26cat%3DWelding%2520ABC&main=/inet/kemppi/contman.nsf/0/290A5 ED4140DA85DC225718D0048C8E3 /7/ TraceParts Matalan kiinnittimen 3D- malli. Viitattu partdetails.aspx?partfamilyid= &partid= &Class=TRACE&ClsID=/ROOT/&ManId=SERMAX /8/ TraceParts Korkean kiinnittimen 3D- malli. Viitattu partdetails.aspx?partfamilyid= &partid= &sk_Reference=&Class=TRACE&ClsID=&fwsid=GLOBALV3&ManId =SERMAX /9/ TraceParts Pulttien 3D- mallit. Viitattu artdetails.aspx?partfamilyid= &partid= &Class=TRACE&ClsID=/ROOT/&ManId=EMILE_MAURIN_BV /10/ SolidComponents Laakeripesän 3D- malli. Viitattu isualid=946&lang=358&advtitlestring=categoryid%3a20291
30 LIITE 1 1(19)
31 LIITE 1 2(19)
32 LIITE 1 3(19)
33 LIITE 1 4(19)
34 LIITE 1 5(19)
35 LIITE 1 6(19)
36 LIITE 1 7(19)
37 LIITE 1 8(19)
38 LIITE 1 9(19)
39 LIITE 1 10(19)
40 LIITE 1 11(19)
41 LIITE 1 12(19)
42 LIITE 1 13(19)
43 LIITE 1 14(19)
44 LIITE 1 15(19)
45 LIITE 1 16(19)
46 LIITE 1 17(19)
47 LIITE 1 18(19)
")
48 LIITE 1 19(19)
")
49 LIITE 2 1(3)
")
50 LIITE 2 2(3)
")
51 LIITE 2 3(3)
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
Annatko otsonin vaarantaa terveytesi?
 3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
Pienoisopas. Alumiinihitsaus.
 Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
MIG/MAG-hitsaus. Sisällysluettelo. MIG/MAG-hitsausta.
 MIG/MAG-hitsaus MIG/MAG-hitsausta. MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla aikaansaatava valokaari palaa lisäainelangan
MIG/MAG-hitsaus MIG/MAG-hitsausta. MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla aikaansaatava valokaari palaa lisäainelangan
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT
 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT 25.07.2019 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT 25.07.2019 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
Luku 1. Johdanto 1.1. LMC 320. 1.2. Käyttötarkoitus
 LMC 320 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 320 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
LMC 320 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 320 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
X8 MIG Guns TEHOA JA TARKKUUTTA
 X8 MIG Guns TEHOA JA TARKKUUTTA 24.12.2018 X8 MIG Guns ERGONOMISESTI MUOTOILLUT JA TEHOKKAAT HITSAUSPISTOOLIT TEOLLISEEN MIG-HITSAUKSEEN X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
X8 MIG Guns TEHOA JA TARKKUUTTA 24.12.2018 X8 MIG Guns ERGONOMISESTI MUOTOILLUT JA TEHOKKAAT HITSAUSPISTOOLIT TEOLLISEEN MIG-HITSAUKSEEN X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES Lappeenrannassa 24.4.2012
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES Lappeenrannassa 24.4.2012
B6 Yleiskatsaus hitsausprosesseihin
 B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
A.1 Kaarihitsauksen perusteet
 1 A.1 Kaarihitsauksen perusteet A.1.1 Sähköopin perusteet Mitä on sähkö? Aineen perusrakenne koostuu atomeista, jotka ovat erittäin pieniä. Atomiin kuuluu ydin ja sitä ympäröivä elektroniverho, jossa elektronit
1 A.1 Kaarihitsauksen perusteet A.1.1 Sähköopin perusteet Mitä on sähkö? Aineen perusrakenne koostuu atomeista, jotka ovat erittäin pieniä. Atomiin kuuluu ydin ja sitä ympäröivä elektroniverho, jossa elektronit
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
Luku 1. Johdanto 1.1. LMC 400. 1.2. Käyttötarkoitus
 LMC 400 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 400 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
LMC 400 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 400 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily , SHY Turku. Jyrki Honkanen Oy AGA Ab
 Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
HITSAUSMENETELMÄT. Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia
 HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY WITH SHIELDING GAS CHOICES
 Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
Tuoteluettelo SUOJAKAASUT
 Tuoteluettelo SISÄLTÖ Tuoteluettelo 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Esipuhe Valintataulukko Argon Helium Hiilidioksidi Happi Asetyleeni Typpi AWOMIX (SK-12, SK-18, SK-25) SK-2 Awodrop SO-2
Tuoteluettelo SISÄLTÖ Tuoteluettelo 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Esipuhe Valintataulukko Argon Helium Hiilidioksidi Happi Asetyleeni Typpi AWOMIX (SK-12, SK-18, SK-25) SK-2 Awodrop SO-2
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
Puikkojen oikea valinta
 Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power Pro 205 Power Pro 256 ESITTELY Power Pro sarjan hitsauskoneiden valmistuksessa käytetään nykyaikaista invertteri tekniikka. Koneet ovat monitoimi laitteita joilla voidaan hitsata
KÄYTTÖ-OHJE EVERLAST Power Pro 205 Power Pro 256 ESITTELY Power Pro sarjan hitsauskoneiden valmistuksessa käytetään nykyaikaista invertteri tekniikka. Koneet ovat monitoimi laitteita joilla voidaan hitsata
Kuumasinkityn teräksen liittäminen hitsaaminen
 Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
FastMig M. Uuden sukupolven työjuhta teollisuuskäyttöön
 FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön Taattua luotettavuutta hitsausteknologian huipulta Ensiluokkaista laatua teolliseen MIG/MAGhitsaukseen
FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön Taattua luotettavuutta hitsausteknologian huipulta Ensiluokkaista laatua teolliseen MIG/MAGhitsaukseen
Pistoolit ja polttimet FI
 Pistoolit ja polttimet FI Laadukkaat materiaalit ja käytännöllinen muotoilu Tärkeimmät ominaisuudet Pistoolin keveys ja sen optimaalinen tasapainotus varmistavat, että hitsaaja pystyy väsymättä tuottamaan
Pistoolit ja polttimet FI Laadukkaat materiaalit ja käytännöllinen muotoilu Tärkeimmät ominaisuudet Pistoolin keveys ja sen optimaalinen tasapainotus varmistavat, että hitsaaja pystyy väsymättä tuottamaan
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen.
 Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
HITSAUSSANASTOA. Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen
 HITSAUSSANASTOA Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen Sisällysluettelo Hitsausasennot... 3 Railotyypit... 3 Hitsin osat... 3 Hitsausvirheet... 3 Kaasuhitsaus... 4 Puikkohitsaus...
HITSAUSSANASTOA Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen Sisällysluettelo Hitsausasennot... 3 Railotyypit... 3 Hitsin osat... 3 Hitsausvirheet... 3 Kaasuhitsaus... 4 Puikkohitsaus...
CD-hitsauspultit. Tuoteluettelo Tekniset tiedot
 CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Palotapahtumaa rikastava happi on puristettuna kaasuna 150 200 baarin paineessa harmaassa pullossa.
 Harjoitus 5 MIG/MAG-hitsaus ja polttoleikkaus Harjoituksen tarkoituksena on opetella kaasuhitsauslaitteiston (happi-asetyleeni) oikea ja turvallinen käyttö sekä polttoleikkaus. Toisessa vaiheessa harjoitellaan
Harjoitus 5 MIG/MAG-hitsaus ja polttoleikkaus Harjoituksen tarkoituksena on opetella kaasuhitsauslaitteiston (happi-asetyleeni) oikea ja turvallinen käyttö sekä polttoleikkaus. Toisessa vaiheessa harjoitellaan
WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ.
 WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG www.eco-tracks.com HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ TELAHOKKIEN HITSAUSOHJE Yleistä Booriseosteisen teräksen ominaisuuksia Karkaistun booriseosteisen
WELDING INSTRUCTION SVETSINSTRUKTION SCHWEISSANLEITUNG www.eco-tracks.com HITSAUS OPETUSTA ИНСТРУКЦИЯ ПО СВАРКЕ TELAHOKKIEN HITSAUSOHJE Yleistä Booriseosteisen teräksen ominaisuuksia Karkaistun booriseosteisen
BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE
 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE 12.10.2019 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti hitsaukseen,
BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE 12.10.2019 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti hitsaukseen,
C. Hiilikaaritalttaus
 C. Hiilikaaritalttaus Pekka Niemi Tampereen ammattiopisto Hiilikaaritalttaus on nopea ja tehokas tapa poistaa materiaalia valukappaleesta. Talttaustapahtumassa sulatetaan materiaalia valokaarella ja syntynyt
C. Hiilikaaritalttaus Pekka Niemi Tampereen ammattiopisto Hiilikaaritalttaus on nopea ja tehokas tapa poistaa materiaalia valukappaleesta. Talttaustapahtumassa sulatetaan materiaalia valokaarella ja syntynyt
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
A5 MIG Orbital System 1500
 A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA Kemppi K5 Hitsauslaitteet 1(9) TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG-ORBITAALIHITSAUKSEEN A5 MIG Orbital System 1500 on kattava
A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA Kemppi K5 Hitsauslaitteet 1(9) TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG-ORBITAALIHITSAUKSEEN A5 MIG Orbital System 1500 on kattava
TURVALLISUUSOHJEET Noudata näitä ohjeita tarkasti. Väärinkäyttö voi aiheuttaa vakavan onnettomuuden tai kuoleman.
 OHJEKIRJA AC/DC TIG-INVERTTERI (3-VAIHE 400V) TURVALLISUUSOHJEET Noudata näitä ohjeita tarkasti. Väärinkäyttö voi aiheuttaa vakavan onnettomuuden tai kuoleman. TARKISTA TYYPPIKILVESTÄ SOVELTUVA VIRTALÄHDE!
OHJEKIRJA AC/DC TIG-INVERTTERI (3-VAIHE 400V) TURVALLISUUSOHJEET Noudata näitä ohjeita tarkasti. Väärinkäyttö voi aiheuttaa vakavan onnettomuuden tai kuoleman. TARKISTA TYYPPIKILVESTÄ SOVELTUVA VIRTALÄHDE!
Aleksi Ahola. Painesäiliön hitsausmenetelmät. Opinnäytetyö Kevät 2013 Tekniikanyksikkö Automaatiotekniikan koulutusohjelma
 Aleksi Ahola Painesäiliön hitsausmenetelmät Opinnäytetyö Kevät 2013 Tekniikanyksikkö Automaatiotekniikan koulutusohjelma SEINÄJOEN AMMATTIKORKEAKOULU 2 Opinnäytetyön tiivistelmä Koulutusyksikkö: Seinäjoen
Aleksi Ahola Painesäiliön hitsausmenetelmät Opinnäytetyö Kevät 2013 Tekniikanyksikkö Automaatiotekniikan koulutusohjelma SEINÄJOEN AMMATTIKORKEAKOULU 2 Opinnäytetyön tiivistelmä Koulutusyksikkö: Seinäjoen
Flexlite TX SYTYTTÄÄ INTOHIMON HITSAUKSEEN
 Flexlite TX SYTYTTÄÄ INTOHIMON HITSAUKSEEN 8.09.2019 Flexlite TX SYTYTTÄÄ INTOHIMON HITSAUKSEEN Flexlite TX -hitsauspolttimet tarjoavat huippuluokan teknisen suorituskyvyn, kulutusosien pitkän käyttöiän
Flexlite TX SYTYTTÄÄ INTOHIMON HITSAUKSEEN 8.09.2019 Flexlite TX SYTYTTÄÄ INTOHIMON HITSAUKSEEN Flexlite TX -hitsauspolttimet tarjoavat huippuluokan teknisen suorituskyvyn, kulutusosien pitkän käyttöiän
Kemppi K7 Hitsauslaitteet
 FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
WAMETA MINIMIG 180 SYNERGIC
 WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN
 Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN 26.12.2018 Beta 90X SUOJA HITSAUKSEEN, KATKAISUUN JA HIONTAAN Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti
Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN 26.12.2018 Beta 90X SUOJA HITSAUKSEEN, KATKAISUUN JA HIONTAAN Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti
Wise. Tuottavampaan tulokseen
 Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Kemppi K5 Hitsauslaitteet
 Minarc Evo 180 ERITTÄIN PIENIKOKOINEN Kemppi K5 Hitsauslaitteet 1(5) PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen uusin malli.
Minarc Evo 180 ERITTÄIN PIENIKOKOINEN Kemppi K5 Hitsauslaitteet 1(5) PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen uusin malli.
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN
 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN 9.09.2019 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN Minarcin kohdalla erinomainen suorituskyky ei ole liioittelua. Minarc Evo
Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN 9.09.2019 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN Minarcin kohdalla erinomainen suorituskyky ei ole liioittelua. Minarc Evo
LASERBOY LASER- OSAAMISTA VUODESTA 1989
 LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
FastMig X Intelligent
 KEMPPI K7 HITSAUSLAITTEET FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN 27.01.2018 FastMig X Intelligent LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN
KEMPPI K7 HITSAUSLAITTEET FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN 27.01.2018 FastMig X Intelligent LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN
MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN
 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN 6.08.2019 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN Tässä on ensiluokkainen TIG-hitsausratkaisu, jossa
MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN 6.08.2019 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN Tässä on ensiluokkainen TIG-hitsausratkaisu, jossa
FastMig X. Hitsauksen uusi tulevaisuus
 FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
KEMPPI K5 HITSAUSLAITTEET. MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA
 KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM
 0 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM Lappeenrannassa 12.8.2013 Ilkka Kaipainen
0 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM Lappeenrannassa 12.8.2013 Ilkka Kaipainen
MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen. Tekniset tiedot: MinarcMig 170 MinarcMig 180
 MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen Helppokäyttöinen Kevyt ja helppo liikutella Hyvät hitsausominaisuudet myös pitkillä liitäntäkaapeleilla Turvallinen ja luotettava Ohutlevyteollisuus Asennus
MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen Helppokäyttöinen Kevyt ja helppo liikutella Hyvät hitsausominaisuudet myös pitkillä liitäntäkaapeleilla Turvallinen ja luotettava Ohutlevyteollisuus Asennus
Pepe Nikander Vastaukset LP4 Koe 1 (5) Keinutie 7 B 47 00940 Helsinki 24.10.2008. Kappaleesta johtuvia virheitä ovat:
 Keinutie 7 B 47 00940 Helsinki 24.10.2008. Kappaleesta johtuvia virheitä ovat:") Pepe Nikander Vastaukset LP4 Koe 1 (5) TTS Koulutus Ari Monto Nuolikuja 6 01740 Vantaa KOKEEN KYSYMYKSET 1. Mikä on tekninen perusmittayksikkö? Oletan tässä puhuttavan pituuden mittaamiseen käytettävästä
Pepe Nikander Vastaukset LP4 Koe 1 (5) TTS Koulutus Ari Monto Nuolikuja 6 01740 Vantaa KOKEEN KYSYMYKSET 1. Mikä on tekninen perusmittayksikkö? Oletan tässä puhuttavan pituuden mittaamiseen käytettävästä
Hitsauksen teoriaopetus A5 Hitsausaineet 1
 Hitsauksen teoriaopetus A5 Hitsausaineet 1 A.5 Hitsausaineet A.5.1 Puikkohitsaus Hitsauspuikon periaate Hitsauspuikko muodostuu sydänlangasta, jonka ympärille on puristettu päällyste. Valokaaren lämmön
Hitsauksen teoriaopetus A5 Hitsausaineet 1 A.5 Hitsausaineet A.5.1 Puikkohitsaus Hitsauspuikon periaate Hitsauspuikko muodostuu sydänlangasta, jonka ympärille on puristettu päällyste. Valokaaren lämmön
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
Tulovirta: 230 V, 1-vaihe. Nimellisteho: 150 A 35 % tasavirralla. Paino: 33,0 kg. Hitsaustapa: MIG/MAG
 MIGMATIC 171 230 V, 1-vaihe 150 A 35 % tasavirralla 33,0 kg 3110 029015286 MIGMATIC 171 - Virtalähde-/pulloteline - Syöttörullasarja, V-urat, 0,6/0,8 mm - Kaasuletku 3450 156053046 Syöttörullasarja, V-urat,
MIGMATIC 171 230 V, 1-vaihe 150 A 35 % tasavirralla 33,0 kg 3110 029015286 MIGMATIC 171 - Virtalähde-/pulloteline - Syöttörullasarja, V-urat, 0,6/0,8 mm - Kaasuletku 3450 156053046 Syöttörullasarja, V-urat,
KEMPPI K5 HITSAUSLAITTEET. MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN
 KEMPPI K5 HITSAUSLAITTEET MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN 19.10.2017 MinarcTig Evo 200MLP MONIPUOLINEN KAKSITOIMINEN HITSAUSLAITE TIG- JA PUIKKOHITSAUKSEEN MinarcTig
KEMPPI K5 HITSAUSLAITTEET MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN 19.10.2017 MinarcTig Evo 200MLP MONIPUOLINEN KAKSITOIMINEN HITSAUSLAITE TIG- JA PUIKKOHITSAUKSEEN MinarcTig
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
FE 20, FE 25, MMT 25, PMT 25
 FE 20, FE 25, MMT 25, PMT 25 1. 2. 3. 4. ø 14 mm ø 14 mm ø 14 mm ø 14 mm 60,5 60,5 60,5 60,5 ø 18 mm ø 18 mm ø 18 mm ø 20 mm Kaasusuutin 1. 9580101* Vakio 2. 958010101 Eristerenkaalla varustettu 3. 4113470
FE 20, FE 25, MMT 25, PMT 25 1. 2. 3. 4. ø 14 mm ø 14 mm ø 14 mm ø 14 mm 60,5 60,5 60,5 60,5 ø 18 mm ø 18 mm ø 18 mm ø 20 mm Kaasusuutin 1. 9580101* Vakio 2. 958010101 Eristerenkaalla varustettu 3. 4113470
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42
 KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select
KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Kemppi K5 Hitsauslaitteet
 Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA Kemppi K5 Hitsauslaitteet 1(6) KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA JOTKA OVAT RAKENTEELTAAN
Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA Kemppi K5 Hitsauslaitteet 1(6) KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA JOTKA OVAT RAKENTEELTAAN
KEMPPI K3 HITSAUSLAITTEET. MagTrac F 61 PAREMPI HITSAUKSEN TUOTTAVUUS JA ERGONOMIA
 KEMPPI K3 HITSAUSLAITTEET MagTrac F 61 PAREMPI HITSAUKSEN TUOTTAVUUS JA ERGONOMIA 1.10.2017 MagTrac F 61 MAGNEETTINEN KULJETIN MIG/MAG-HITSAUKSEN KEVYTMEKANISOINTIIN Kevytmekanisointi on tehokkain tapa
KEMPPI K3 HITSAUSLAITTEET MagTrac F 61 PAREMPI HITSAUKSEN TUOTTAVUUS JA ERGONOMIA 1.10.2017 MagTrac F 61 MAGNEETTINEN KULJETIN MIG/MAG-HITSAUKSEN KEVYTMEKANISOINTIIN Kevytmekanisointi on tehokkain tapa
HITSAUKSEN LAADUN PARANTAMINEN
 1 Opinnäytetyö AMK Kone- ja tuotantotekniikka Tuotantotekniikka 2018 Gharbi Sellami HITSAUKSEN LAADUN PARANTAMINEN 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone-ja tuotantotekniikka 2018
1 Opinnäytetyö AMK Kone- ja tuotantotekniikka Tuotantotekniikka 2018 Gharbi Sellami HITSAUKSEN LAADUN PARANTAMINEN 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone-ja tuotantotekniikka 2018
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma
 Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
KEMPPI K5 HITSAUSLAITTEET. Minarc Evo 180 ERITTÄIN PIENIKOKOINEN
 KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
KEMPPI K7 HITSAUSLAITTEET. FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE
 KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
Kemppi K5 Hitsauslaitteet
 MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 1(5) HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava MIG/MAG-hitsauslaite,
MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 1(5) HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava MIG/MAG-hitsauslaite,
HITSAUSSUOJAKAASUJEN TEHOKAS JA TALOUDELLINEN KÄYTTÖ
 HITSAUSSUOJAKAASUJEN TEHOKAS JA TALOUDELLINEN KÄYTTÖ Kalevi Korjala 29.6.2007 Copyright 2007 Kalevi Korjala 1. JOHDANTO.. 1 2. HITSAUSSUOJAKAASUT. 2 2.1 Hitsaussuojakaasujen merkitys hitsauksessa 2 2.2
HITSAUSSUOJAKAASUJEN TEHOKAS JA TALOUDELLINEN KÄYTTÖ Kalevi Korjala 29.6.2007 Copyright 2007 Kalevi Korjala 1. JOHDANTO.. 1 2. HITSAUSSUOJAKAASUT. 2 2.1 Hitsaussuojakaasujen merkitys hitsauksessa 2 2.2
Käytännön ohjeita MIG/MAG-hitsaukseen.
 Käytännön ohjeita MIG/MAG-hitsaukseen. Käytännön ohjeita MIG/MAG-hitsaukseen. 02 Sisällysluettelo Sisällysluettelo. 1 MIG/MAG-hitsaus 4 1.1 Prosessikuvaus 4 1.2 MIG/MAG-hitsauksen sähköinen toimintaperiaate
Käytännön ohjeita MIG/MAG-hitsaukseen. Käytännön ohjeita MIG/MAG-hitsaukseen. 02 Sisällysluettelo Sisällysluettelo. 1 MIG/MAG-hitsaus 4 1.1 Prosessikuvaus 4 1.2 MIG/MAG-hitsauksen sähköinen toimintaperiaate
ALUMIININ OKSIDIKERROKSEN MERKITYS HITSAUKSESSA THE EFFECT OF THE OXIDE LAYER IN ALUMINIUM WELDING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari ALUMIININ OKSIDIKERROKSEN MERKITYS HITSAUKSESSA THE EFFECT OF THE OXIDE LAYER
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari ALUMIININ OKSIDIKERROKSEN MERKITYS HITSAUKSESSA THE EFFECT OF THE OXIDE LAYER
Hydraulisen puutavaranosturin jalustan kokoonpanosilloitus ja hitsaus
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikan koulutusohjelma Konetekniikka 2010 Kristian Hoppania Hydraulisen puutavaranosturin jalustan kokoonpanosilloitus ja hitsaus OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN
Opinnäytetyö (AMK) Kone- ja tuotantotekniikan koulutusohjelma Konetekniikka 2010 Kristian Hoppania Hydraulisen puutavaranosturin jalustan kokoonpanosilloitus ja hitsaus OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN
esteittä valumaan kappaleiden ja putkien sisään eikä ilmalukkoja pääse syntymään.
 1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
TUOTTEEN MIG-HITSAUKSEN KEHITTÄMINEN
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Tuotekehitys 2016 Joni Lakari TUOTTEEN MIG-HITSAUKSEN KEHITTÄMINEN OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Tuotekehitys
Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Tuotekehitys 2016 Joni Lakari TUOTTEEN MIG-HITSAUKSEN KEHITTÄMINEN OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Tuotekehitys
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi