Koska tämä on vuoden 2005 ensimmäinen
|
|
|
- Kirsi Honkanen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 1/2005 Ammutaanhan hevosiakin... s. 3 Alas, alas kustannukset! s. 8 Kestääkö Duplex lämpöä? s. 12 Mitä on 3.1.B-todistuksessa? s. 14 Alumiinilanka ja uudet nimet s. 16

2 Uusia tuulia ESABin organisaatiossa HITSAUSUUTISET Nro 1/ vuosikerta Päätoimittaja Juha Lukkari Toimitussihteeri Tuula Virta Taitto Taiten Oy Reprotyöt ja painopaikka PAINOPRISMA Oy Julkaisija OY ESAB Ruosilantie Helsinki Puh. (09) Faksi (09) Sähköpostiosoitteet Jakelu Jaetaan ilmaiseksi hitsauksesta ja leikkauksesta kiinnostuneille. Tilaukset ja osoitteenmuutokset Lehden yhteyskortilla, joka on sivulla 18, tai faksilla: OY ESAB/Hitsausuutiset, (09) Koska tämä on vuoden 2005 ensimmäinen Hitsausuutiset, toivotan aluksi kaikille lukijoille menestyksekästä ja onnellista uutta vuotta. ESAB on käynyt läpi laajan ja välttämättömän organisaatiouudistuksen, ei vain Pohjoismaissa, vaan koko maailmassa. Tästä syystä koen tarpeelliseksi kertoa suomalaisille asiakkaille muutoksista ja vähän myös itsestäni. Ensiksi, kuka minä olen? Nimeni on Viggo Johansen, olen 59-vuotias norjalainen koneinsinööri ja olen ollut ESABin palveluksessa vuodesta 1975 lähtien eri tehtävissä. Näistä voin mainita mm. Kaukoidän alue- ja markkinointipäällikkö, Norjan markkinointipäällikkö ja toimitusjohtaja ja viimeisimmäksi maailmanlaajuinen sähköisen kaupankäynnin johtaja. Syyskuusta 2004 lähtien olen ollut Pohjoismaiden alueellinen myynti- ja markkinointijohtaja. Kainostelematta voinkin sanoa, että hitsausala on minulle tuttu, mutta Suomen markkinat ja suomalaiset asiakkaat ovat uusia. Suomalaiset työtoverini auttavat minua tässä parhaalla mahdollisella tavalla. Miksi perustaa pohjoismainen alue? Meidän tulee ymmärtää, että vuosi 2005 ja Laivanrakennus ja hitsataanhan jäänmurtajiakin! 3 Tuottavuus Alas, alas kustannukset! 8 Täytelangat OK Tubrod rutiilitäytelanka erikoislujille S690-teräksille 10 Hitsauksen perusteita Lämmöntuonti ja hitsausenergia, osa 3 12 Ainestodistukset 3.1.B-ainestodistus 14 tulevaisuus ovat erilaiset kuin eilinen ja siksi vaaditaan erilaista yrityksen organisointi- ja johtotapaa. Internetin ja sähköisen kaupankäynnin ansiosta on mahdollista keskittää tiettyjä toimintoja. Kilpailu ns. alhaisten kustannusten maista on tehnyt välttämättömäksi etsiä uusia tapoja rationalisoida ja lisätä tehokkuutta toiminnassamme. Olemme varmoja, että muutokset koituvat asiakkaidemme eduksi. Suomen ja Norjan markkinoilla on yhteistä kokemus ja tieto laivanrakennuksesta ja oli ilo kuulla, että Aker Finnyards Suomessa on saanut tilauksen uudesta loistoristeilijästä varustamo NCL:lle ja myös toisesta on optio. Tiedän myös, että Suomen metalliteollisuus on samassa asemassa ja kohtaa saman kovan kilpailun alhaisten kustannusten maista kuten Norjan teollisuuskin. Väitän, että ainoa keino kilpailla on lisätä työn tuottavuutta sekä tehostaa ja mekanisoida hitsaavaa tuotantoa. Odotan innolla oppivani tuntemaan Suomen ja Suomen markkinat. Hitsauslangat Uudet tuotenimet ESABin alumiinin hitsauslangoille 16 Hitsauspostimerkki Suomalainen hitsauspostimerkki löytyi! 17 Tuoteuutuuksia Ilmastoitu Euromaski 18 Voiteet 18 Palvelu Terveisin VIGGO JOHANSEN Regional Sales & Marketing Director Region North Yhteyskortti 18 Mikkelin Industria Center, Mikkeli 19 2 Hitsausuutiset 1/2005
 547 7771 Koska tämä on vuoden 2005 ensimmäinen Hitsausuutiset, toivotan aluksi")
3 ja hitsataanhan Suomalaisella laivanrakennuksella on pitkät, kunniakkaat ja ennätykselliset perinteet jäänmurtajien rakentamisessa. Yli 60 % kaikista jäänmurtajista maailmassa on rakennettu Helsingissä, nykyisin Aker Finnyards Helsingin telakalla. Mahtava ennätys millä tahansa metalliteollisuuden sektorilla. Muutamien vuosien hiljaiselon jälkeen uusi jäänmurtaja on jälleen valmistumassa Helsingissä. jäänmurtajiakin! Murtajien historiaa... Suomalaisten jäänmurtajien historia alkaa jo 1800-luvun lopulta, kun ensimmäinen Suomen valtion tilaama jäänmurtaja Murtaja rakennettiin Göteborgissa Murtajaan sisältyy mielenkiintoinen yksityiskohta, koska sen suunnittelija oli kansallisrunoilijamme J.L. Runebergin poika Robert Runeberg. Nykyarvion mukaan murtajan keula oli varsin moderni lusikkakeula, mutta työntö oli melko vaatimaton ja keulan huuhteluajatus oli vielä tuntematon asia. Luonnollisesti se oli höyrylaiva luvun alkupuolella valtio tilasi useita jäänmurtajia, joita rakennettiin mm. Ruotsissa ja Englannissa. Ensimmäinen murtaja rakennettiin Suomessa 1939, jonka tilaaja oli merenkulkuhallitus. Se rakennettiin Wärtsilä Oy:n Hietalahden telakalla, mistä sai alkunsa suomalaisten jäänmurtajien kausi. Tämä kestävyyttä symbolisoiva nimi, Sisu, oli muuten suomalaisten kansakoululaisten ehdottama. Nimet olivat aikoinaan muutenkin kovin suomalaiskansallisia, Voima, Karhu, Sampo, Tarmo, Varma ja Urho. Hitsausuutiset 1/2005 3

4 Ensimmäinen Suomessa rakennettu jäänmurtaja Sisu vuodelta 1939 (kuva: Leijonalippu merellä -kirja)...ja nykypäivää Superluokan jäänmurtaja, ydinkäyttöinen Taymyr (kuva: Aker Finnyards). Aker Finnyards sai uusimman ja kauan odotetun murtajatilauksen vuonna Sen järjestysnumero telakan kirjoissa on L-504 eli viidessadasneljäs uudistusrakennuslaiva telakan historiassa. Matkan varrella Helsingin Hietalahdessa sijaitsevalla telakalla on ollut lukuisia nimiä. Uusi nimi astui voimaan vuodenvaihteessa, kun norjalaisen Akerin kaikki kolme telakkaa Suomessa, Helsingissä, Turussa ja Raumalla, yhdistettiin ja uusi telakkayhtiö sai nimen Aker Finnyards. Uusimman jäänmurtajan tilaaja on venäläinen Vladivostokissa pääkonttoria pitävä Far Eastern Shipping Company eli Fesco. Fesco on tehnyt rahtaussopimuksen amerikkalaisen energiajätti ExxonMobilen kanssa. Tämä Aker Finnyardsin Helsingin telakalla on rakennettu kaikkiaan 64 jäänmurtajaa, joka on valtaisa ennätys maailman laivanrakennuksessa. Jäänmurtajien joukossa on superluokan ydinkäyttöisiä murtajia, satamamurtajia, tavallisia murtajia, järvimurtajia ja jokimurtajia. Se edustaa yli 60 % kaikista maailmassa rakennetuista jäänmurtajista. Se merkitsee, että niitä on rakennettu keskimäärin 1 murtaja vuodessa. Tiivein rakentamistahti oli luvulla, jolloin rakennettiin peräti yli 20 murtajaa. Tahti jatkui kiivaana vielä 1980-luvulla, jolloin rakennettiin vielä 15 murtajaa. Mutta sitten tahti hiipui ja vain yksi murtaja näki päivänvalon Helsingissä 90-luvulla, jokijäänmurtaja Itävaltaan. Joten nyt oli jo aikakin rakentaa jäänmurtaja, joka nyt on valmistumassa ja valmiina purjehtimaan Sahalinin offshore-kentälle. Luonnollisesti jäänmurtajien ohella telakoilla Helsingissä ja Turussa on rakennettu myös kymmeniä jäissä kulkevia erikoisaluksia, arktisia tutkimusaluksia ja konttilaivoja. Uusin jäänmurtaja FESCO (kuva: Aker Finnyards). 4 Hitsausuutiset 1/2005

5 Murtaja rakenteilla Helsingin telakan allashallissa. huoltoalus/murtaja aloittaa liikennöinnin heinäkuussa 2005 ja tulee operoimaan erittäin kuumennusta tarvita vasta kuin paksuilla le- Tämän ansiosta hitsattavuus on hyvä eikä esi- ankarissa sää- ja jääolosuhteissa Sahalinin vyillä, arviolta yli 40 mm. Termomekaanisen offshore-kentällä Venäjän kaukoidässä Okhotan merellä. Alus toimii siellä huoltoalukse- hyvä. teräksen lämmöntuonnin kestävyys on myös na, joka pystyy murtamaan 1,5 metriä paksua Tosin tämä ei ole ensimmäinen kerta, kun umpijäätä. Laivan pituus on 99,9 metriä ja leveys 21,2 metriä. Kuollut paino (dwt) on 3950 Ensimmäistä kertaa käytettiin 500-myötölu- näin lujaa terästä käytetään jäänmurtajissa. tonnia. Potkuriteho on 13 MW. Mielenkiintoinen piirre murtajassa on, että kun se murtaa ydinkäyttöisissä jäänmurtajissa (Taymyr ja juusluokan terästä Venäjälle rakennetuissa yhteenkasautunutta jäätä, niin se peruuttaa eli Vaygach) 1980-luvun lopulla. Toinen kerta kulkee taaksepäin. Tästä syystä perän rakenne on lusikkamainen. la, kun telakalla rakennettiin merenkulkuhal- tapahtui Aker Finnyardsin telakalla Raumal- Hitsausteknisesti aluksen runko on hyvin litukselle 1990-luvun alkupuolella kaksi jäänmurtajaa, Fennica ja Nordica. vaativa. Rungon ulkolaita ja siihen hitsattavat T-profiilikaaret ovat Rautaruukin valmistamaa lujaa laivanrakennusterästä NVE500, sieltä tuotu Helsingin telakan allashalliin, jos- Lohkot on rakennettu Turun telakalla ja jonka myötölujuus on min 500 N/mm 2 ja murtolujuus min 610 N/mm 2. Iskusitkeys on taatkot toisiinsa. sa tapahtuu rungon koonti yhdistämällä lohtu -40 C:ssa. Teräs vastaa tutumpaa terästä Rakentaminen alkoi Turussa vuoden 2004 RAEX 500ML. Laivan sisäosat rungossa ovat maaliskuussa. Sitä ennen oli tehtävä luokituslaitoksen (DnV) valvonnassa menetelmäko- lujaa laivanrakennusterästä E40 ja E36 sekä jonkin verran myös A36-terästä. Tässä murtajassa 500-luokan terästä on karkeasti puolet, keet tehtiin niin, että sekä DnV:n säännöt ja keet hitsausohjeiden pätevöittämiseksi. Ko- lähes 2000 tonnia ja A36 E40 -luokan terästä saman verran. tetyiksi. Myös laivan tilaaja (Fesco) ja tuleva EN standardin vaatimukset tulivat täy- Luja teräs on termomekaanisesti valssattu, ns. TM-teräs, minkä ansiosta korkea luvisesti erikoislujan teräksen hitsauskokeita ja käyttäjä (ExxonMobil) ovat seuranneet aktiijuus saadaan suhteellisen matalalla seostuksella. Tyypillinen hiiliekvivalentti on alle 0,40 miseen kuuluvia menetelmäkokeita tehtiin saatuja tuloksia. Hitsausohjeiden hyväksyttä- %, mikä on pieni arvo näin lujalla teräksellä. päittäis- ja pienaliitoksille kaikkiaan lähes 30 koostuen täytelanka-, jauhekaari- ja puikkokokeista. Osa menetelmäkokeista tehtiin kahdella eri langalla. Kaikki hitsaajat pätevöitettiin EN 287:n mukaan materiaaliryhmälle W03. Kokeessa käytettiin samaa terästä ja samaa lisäainetta kuin laivassakin. Hitsauslisäaineet ovat melkein kaikki ESABin toimittamia sekä 36 (40) -luokan teräkselle ja lujalle 500-luokan teräkselle. Lisäaineiden määrä on n. 3,5 % teräspainosta, mikä tekee yhteensä n. 70 tonnia kummankin teräksen lisäaineita. Lujan teräksen lisäaineet ovat n. 2,2 % nikkelillä seostettuja, koska Niseostus antaa hyvät iskusitkeysominaisuudet. Ni-seostus varmistaa myös hitsien merivesikorroosionkestävyyden. Hitsien korroosionkestävyys tulee esille erityisesti jäissä kulkevissa laivoissa, koska jäät raapivat helposti suojamaalit pois. Merivesikorroosiokokeet osoittivat, että tämän teräksen hitsiaineissa tarvitaan vähintään lähes 2 %:in Ni-seostus. Lujan teräksen hitsaus edellyttää myös, että lisäaineet ovat erittäin niukkavetyisiä, mikä näkyy niiden luokittelumerkinnän lopussa olevasta tunnuksesta H5 (hitsiaineen vetypitoisuus: max 5 ml/100 g). Jotta hitsiaineen vetypitoisuus pysyisi käytännössä myös alle 5 ml/100 g, niin lisäaineet on säilytettävä lämpimässä ja kuivassa varastossa sekä tarvittaessa uudelleenkuivattava. Lujan teräksen hitsauslisäaineet: MAG-täytelankahitsaus Rutiilitäytelanka PZ6115 Jauhekaarihitsaus OK Autrod OK Flux Puikkohitsaus OK luokan teräksen lisäaineet: MAG-täytelankahitsaus Rutiilitäytelanka PZ6113 Metallitäytelanka OK Tubrod Jauhekaarihitsaus OK Autrod OK Flux Puikkohitsaus OK Hitsausuutiset 1/2005 5

6 Taulukko 1. Lujan teräksen hitsauslisäaineet. Kaikki lisäaineet ovat n. 2,3 % nikkelillä seostettuja, joiden tunnus luokittelumerkinnässä on 2Ni. Lisäaine EN-luokittelumerkintä Puhtaan hitsiaineen tyypilliset lujuusarvot Täytelanka SFS-EN 758 Myötö- Murto- Murto- Iskusitkeys Jauhekaari SFS-EN 760 lujuus lujuus venymä Puikko SFS-EN 499 (N/mm 2 ) (N/mm 2 ) (%) PZ6115 T Ni P M 2 H C OK Autrod ) S 46 7 FB S2Ni C OK E Ni B 32 H C 1) Hitsausjauhe: OK Flux (SFS-EN 760: S A FB 1 55 AC H5) Alla olevassa taulukossa on muutama esimerkki täytelangalla PZ6115 tehdyistä kokeista, jotka tosin eivät ole telakalta. Lujuus ja iskusitkeys ovat hyviä. Taulukko 2. Täytelangan PZ6115 menetelmäkokeita (perusaine: NVE500). Palkokaavio Hitsaus- Hitsausarvot Vetokoe ja Iskukoe: asento Lanka: 1,2 mm murtuman paikka Hitsiaine 80/20-seoskaasu (N/mm 2 ) -60 C) Pysty (PF) A, 22 V , 64, 51 / A, 24 V (perusaine) Vaaka (PC) A, 23 V , 62, 74 / A, 24 V (perusaine) Jalko (PA) A, 23 V , 92, 95 / A, 25 V (perusaine) Murtajan hitsauksessa on mielenkiintoista lisäaineiden jakautuminen. Lujan teräksen hitsauslisäaineiden kokonaismäärästä sekä Turun telakalla että Helsingin telakalla täytelangan osuus on huikeat n. 90 %, ja loput on jauhekaarilisäainetta. Puikkohitsausta ei loh- ko- ja runkotuotannossa tarvittu muutamaa yksittäistä erikoistapausta lukuun ottamatta. Lähes samat osuudet lienevät myös toisten terästen hitsauksessa. Toinen mielenkiintoinen seikka on Helsingin telakan runkokoonti, jonka hitsauksissa käytettiin täytelankaa. Lohkorajahitsien mekanisointiaste ulkolaidassa oli muutamaa prosenttia vaille 100 %. Olipa kyseessä pysty-, laki- tai vaakahitsi ja jopa ympyrän muotoinen lakihitsi, niin se hitsattiin koneella. Mekanisoitu hitsaus tehtiin käyttäen ESABin 6 Hitsausuutiset 1/2005
 Hitsausjauhe: OK Flux 10.")
7 Rungon hitsausta käyttäen kuljetinta ja täytelankaa. Azipod-potkurilaitteen ympyrämäinen kiinnitysalusta hitsattiin lakiasennossa käyttäen kuljetinta, joka kulki ympyrämäisellä kiskolla. Railtrac-kiskokuljettimia, joissa pieni pistoolinkuljetin kulkee magneeteilla levyyn kiinnitettävää kiskoa pitkin. Kevytmekanisointi nostaa tehokkuutta (tuottavuutta) sekä helpottaa hitsaajan ergonomiaa, työasentoja ja jaksavuutta. Kuljettimilla hitsattujen hitsien laatu on myös parempi kuin käsin hitsatun. Mitä hitsausinsinööri Eero Nykänen ajattelee tämän uusimman jäänmurtajan rakentamisesta ja hitsauksesta? Risteilijöiden jälkeen murtajan rakentaminen on ollut haaste. Murtajan ahtaat rakenteet ja luoksepäästävyys poikkeavat täysin siitä, mihin telakalla on viime vuosina totuttu. Lisäksi tämä on ollut ensimmäinen projekti Helsingin telakan uudella kokoonpanotelakkakonseptilla, jossa osa- ja lohkovalmistusta ei tehdä Helsingissä. Korkeasta mekanisointiasteesta kuuluu suuri kiitos työnjohtajille ja hitsaajille, jotka aktiivisesti halusivat käyttää kuljettimia ja toteuttivat ratkaisut. Erikoisluja teräs ja sen hitsaus ei ole aiheuttanut juurikaan ylimääräisiä vaikeuksia tuotannossa. TMCP-teräs on tuotantoystävällinen ja lisäaineetkin ovat toimineet hyvin. Sillä välin kun odotamme uusia tilauksia, ehdimme rakentaa vielä arktisen konttilaivan, josta telakka sai tilauksen alkusyksystä Tämä alus menee Pohjoiselle Jäämerelle ja tilaajana on Norilsk Nickel. Rakentaminen on juuri alkanut Turussa Lohkotehtaalla. Kokoonpano tulee tapahtumaan aikanaan Helsingissä. Kirjoittaja kiittää Eero Nykästä haastattelusta ja telakkaa kirjoitusluvasta. JUHA LUKKARI (09) tai Hitsausuutiset 1/2005 7

8 Alas, alas kustannukset! Kaavamainen lähestymistapa Tuottavuuden parantamista hitsauksessa voidaan tarkastella ja lähestyä monin eri tavoin. Tässä lähestymistavaksi on valittu kaavamainen lähestymistapa, jossa tarkastellaan kustannusten alentamista tunnetun hitsausajan kaavan avulla. Lähtökohta on, miten voidaan vaikuttaa kaavan eri tekijöihin hitsaustyöhön käytetyn ajan lyhentämiseksi. Työkustannukset määräytyvät hitsausajan (työajan) perusteella ja ne ovat sa antaa vain 2 %:n säästön viimeisellä rivillä. sissa, esim. tingittyjen alennusten muodos- seostamattoman teräksen hitsauksessa % hitsauksen kokonaiskustannuk- mistä syystä se jättää ulkopuolelle mm. säde- Tarkastelu koskee lähinnä kaarihitsausta, sista, mistä syystä hitsausajan lyhentäminen hitsausmenetelmät. Laserhitsauksella tai uudemmalla laser-mig/mag-hybridihitsauk- eri tavoin on hyvä perusta lähteä liikkeelle. Siihen on mahdollisuuksia kymmeniä. Jos työkustannukset muodostavat esim. 80 % kokovertaiset ominaisuudet, mm. hitsausnopeus, sella voi olla tietyissä sovellutuskohteissa ylinaiskustannuksista ja hitsausainekustannukset erittäin pieni lisäainetarve, suuri tunkeuma, 20 %, niin 10 %:n säästö työkustannuksissa suuri mittatarkkuus ja erittäin pienet hitsausmuodonmuutokset. merkitsee 8 %:n säästöä kokonaiskustannuksissa, kun taas vastaava säästö ainekustannuk- Hitsiainemäärä (kg/m) Hitsausaika = (h/m) Hitsiaineentuotto (kg/h) x Paloaikasuhde Koska hitsausajan kaava on jakolasku, niin osamäärän tulos saadaan pienemmäksi, jos Pienennetään hitsiainemäärää Suurennetaan hitsiaineentuottoa Suurennetaan paloaikasuhdetta Tämä lyhyt artikkeli on tavallaan luettelomainen yhteenveto ja siksi tässä ei mennä yksittäisten keinojen sisälle tarkemmin selvittämään ja tarkastelemaan niitä. Se on perusteellisemman artikkelin aihe myöhemmin. 8 Hitsausuutiset 1/2005
 perusteella ja ne ovat sa antaa vain 2 %:n säästön viimeisellä rivillä. sissa, esim.")
9 Hitsiainemäärän pienentäminen (kg/m) Yhteenveto = Railoon tarvittavan hitsiaineen määrä Poikkipinta-alaltaan pieni railomuoto Tarkka levyjen leikkaus, railonvalmistus ja sovitus Suuren tunkeuman omaavan hitsausmenetelmän käyttö Tunkeuman hyväksikäyttö pienahitsissä Ylihitsauksen välttäminen Tarpeettoman suurien hitsien välttäminen Lujien terästen käyttö Osien lukumäärän vähentäminen Taivutuksen ja profiilien käyttäminen Hitsiaineentuoton suurentaminen (kg/h) Suunnittelu Tuotanto Työpaikka Tuotantokalusto Railot Henkilöstö Hitsaus Mekanisointi Valmistus- ja hitsausystävällinen rakenne Hyvin järjestetty, sujuva ja ohjattu, hitsausohjeet Hyvä ja turvallinen Hyväkuntoiset ja jatkuva kunnossapito, riittävät käsittelylaitteet Puhtaat ja tarkat Ammattitaitoista ja pätevää Tehokkaat menetelmät, parametrit ja jalkoasentohitsaus mahdollisuuksien mukaan Mahdollisuuksien mukaan = Aikayksikössä hitsiin siirtyneen lisäaineen määrä Hitsausvirran suurentaminen Paksumman, enemmän virtaa kestävän lisäaineen käyttö Hitsiaineentuotoltaan tehokkaiden lisäaineiden käyttö Asentohitsaukset rutiilitäytelangalla Hitsiaineentuotoltaan tehokkaiden menetelmien käyttö Hitsaus jalkoasennossa Kappaleenkäsittelylaitteiden käyttö Usean hitsauspään samanaikainen käyttö Yksinkertainen kevytmekanisointi Mekanisointi ja automatisointi Paloaikasuhteen parantaminen = Valokaaren paloajan eli kaariajan osuus koko työajasta Vähentää seuraaviin toimintoihin kuuluvia sivuaikoja sopivilla keinoilla. Hitsausmenetelmään liittyvät sivuajat: Lisäaineen vaihto: Lisäainevarasto lähellä työpistettä, jatkuva lisäaine (hitsauslanka, lankojen suurkelat ja -pakkaukset) Hitsauspuikkojen uudelleenkuivaus: Hitsauspuikkojen hankinta tyhjöpakkauksissa Kuonanpoisto: Kuonaton menetelmä ja lisäaine (umpilanka, vähemmän hapettava suojakaasu), sellaisten lisäaineiden käyttö, joiden kuona on itsestään irtoava Roiskeiden poisto: Roiskeeton hitsaus (oikea menetelmä, lisäaine, suojakaasu ja hitsausarvot) Virheiden korjaus: Virheetön hitsaus (hyvä koulutus ja pätevyys hitsaajille sekä oikea suoritustekniikka ja hitsausohje, hitsattavat railot puhtaita) Juurenavaus: Riittävä tunkeuma (kunnollinen läpihitsaus, yhdeltä puolen hitsaus keraamista juuritukea vasten) Hitsausarvojen säätö: Helppo ja nopea säätö (esiohjelmoitujen hitsausarvojen, synergisen säätämisen ja kaukosäätölaitteen käyttäminen) Muodonmuutosten oikomiset: Oikea hitsausjärjestys, suuri hitsausnopeus, kapea hitsi, pieni hitsiainemäärä, ylihitsauksen välttäminen, mittatarkka valmistus Tuotantoon liittyvät sivuajat: Töiden hyvä järjestely Työturvallinen työpaikka Työpaikan hyvä järjestys Hyvin järjestetty osien tuonti työpaikalle Esimiesten EWE/EWT/EWS-koulutus Hyvä työnopastus ja neuvonta Hitsausohjeiden käyttö Kappaleenkäsittelylaitteiden käyttö Mekanisointi ja automatisointi Hitsattavaan rakenteeseen liittyviä asioita, joiden avulla voidaan lyhentää sivuaikoja Valmistus- ja hitsausystävällinen suunnittelu Rakenne helppo valmistaa Muodot yksinkertaisia ja selkeitä Liitokset yhdenmukaisia Luoksepäästävyys hyvä JUHA LUKKARI (09) tai Hitsausuutiset 1/2005 9

10 OK Tubrod Rutiilitäytelanka erikoislujille S690-teräksille Erikoislujien terästen hitsaukseen täytelangalla on tarjolla nykyään myös rutiilitäytelankoja, joilla on erinomaiset hitsausominaisuudet. Asentohitsaukset voidaan tehdä niillä tehokkaasti ja luotettavasti. Erikoislujat teräkset ja hitsaus Erikoislujilla teräksillä tarkoitetaan usein teräksiä, joiden myötölujuus on vähintään 690 MPa, aina yli 1000 MPa saakka. Yleisin teräslaji on myötölujuusluokka 690 MPa, joita Suomen markkinoilla on tarjolla useilta eri valmistajilta: Weldox 700 (SSAB) Dillimax 690 (Dillinger) N-A-XTRA 70 (Thyssen) paljon seostetumpia ja lujempia. Riittävä seostus ALDUR 700 (Voestalpine) on tarpeen, jotta nuorrutuksessa (karkaisu Supraslim 690 (Creusoloire) ja päästö) saadaan riittävä lujuus. Tyypillinen Lujista nuorrutetuista teräksistä on eurooppalainen standardi SFS-EN 10137, josta löytyy teräslaji S690Q, jossa S tarkoittaa terästä (Steel), 690 myötölujuutta (690 MPa) ja Q nuorrutusta (Quenched and tempered), taulukko 1. Terästä on iskusitkeyden mukaan eri laatuluokkia. Erikoislujien terästen hitsaus on tunnetusti huomattavasti vaativampaa kuin normaalilujuisten terästen hitsaus, koska teräkset ovat hiiliekvivalentti (CE, C-ekv) vaihtelee levynpaksuuden mukaan, mutta on luokkaa 0,60 %. Hitsaussuosituksiin kuuluu mm. hitsiaineen vetypitoisuus, esikuumennus, välipalkolämpötila ja lämmöntuonti. Nämä saadaan esim. terästehtaan antamista ohjeista, joista on kaikilla tehtailla on erinomaiset hitsausesitteet. Myös suositukset voidaan saada myös terästen hitsaussuositusstandardista SFS-EN (Metallisten materiaalien hitsaussuo- Taulukko 1. Erikoisluja S690-teräs (SFS-EN 10137). Teräslaji Myötölujuus (MPa) Murtolujuus (MPa) Iskusitkeys S690Q min 690 min 770 min C S690QL min 690 min 770 min C S690QL1 min 690 min 770 min C Analyysi: max 0,20%C, max 1,7%Mn, max 1,50%Cr, max 0,50%Cu, max 0,70%Mo, max 2,0%Ni situkset. Osa 2: Ferriittisten terästen kaarihitsaus). Hitsauksessa on noudatettava huolellisesti annettuja ohjeita, jotta hitsausliitokseen saadaan hyvät ominaisuudet: lujuus, iskusitkeys ja eheys. Esikuumennus voi olla tarpeen vetyhalkeilun estämiseksi. Lämmöntuonti ei saa olla liian korkea, koska se aiheuttaa iskusitkeyden ja lujuuden heikkenemistä. Se ei saa olla myöskään liian matala, koska se aiheuttaa karkenemista ja vetyhalkeiluvaaraa. Vetypitoisuuden pitää olla mahdollisimman matala, esim. lisäaineen H5-vetyluokka (max 5 ml/ 100 g), koska korkea vetypitoisuus aiheuttaa vetyhalkeilua. OK Tubrod Perinteellisesti erikoislujia teräksiä on hitsattu puikolla, jauhekaarella tai emästäytelangalla. Muutaman vuoden ajan on ollut mahdollisuus käyttää myös rutiilitäytelankaa, joka on 10 Hitsausuutiset 1/2005

11 Taulukko 2. Erikoisluja rutiilitäytelanka OK Tubrod Puhtaan hitsiaineen ominaisuudet Analyysi C (%) Si (%) Mn (%) Ni (%) Mo (%) Analyysialue 0,04 0,09 0,30 0,50 0,95 1,35 2,50 3,10 0,25 0,35 Tyypilliset arvot 0,07 0,4 1,2 2,85 0,3 Lujuus Myötö- Murto- Murto- Iskusitkeys lujuus (MPa) lujuus (MPa) venymä (%) Lujuusalue min min 16 min C Tyypilliset arvot C kehitetty erityisesti asentohitsauksiin, taulukko 2. Rutiilitäytelangalla on erinomaiset hitsausominaisuudet ja se on hyvin tehokas erityisesti asentohitsauksissa. Hitsiaineessa yhdistyvät korkea lujuus ja hyvä iskusitkeys. Hitsiaineen vetypitoisuus on alle 5 ml/100 G (EN-luokittelumerkinnässä vetyluokka H5). Vetypitoisuuden kohdalla on toki muistettava eri hitsausparametrien vaikutus tuotetun hitsiaineen vetypitoisuuteen. Luokittelumerkinnässä 69 tarkoittaa puhtaan hitsiaineen myötölujuutta, 4 iskusitkeyttä -40 C (väh. 47 J), taulukko 3. Menetelmäkokeita Täytelangalla on tehty paljon menetelmäkokeita. Taulukoissa 4 ja 5 esitellään tuloksia epävirallisista kokeista, joissa oli tarkoitus katsoa liian korkean lämmöntuonnin vaikutusta liitoksen mekaanisiin ominaisuuksiin. SSAB:n WELDOX-terästen hitsausesitteessä lämmöntuonnin ylärajaksi levynpaksuudelle 12 mm annetaan noin 12 kj/cm. Taulukossa 4 oleva lämmöntuonti 11 kj/ cm jalkoasennossa antaa tulokseksi vaatimukset täyttävät ominaisuudet. Liian suuri lämmöntuonti 15 kj/cm pystyasennossa aiheuttaa liitoksen muutosvyöhykkeellä liiallista pehmenemistä, jolloin lujuus ei täytä vaatimuksia, ja haurastumista, jolloin iskusitkeys ei täytä vaatimuksia, taulukko 5. Kovuusarvoissakin näkyy selvästi liian suuren lämmöntuonnin vaikutus. Hitsiaineen iskusitkeys on kuitenkin hyvä vielä suurellakin lämmöntuonnilla, vaikka sekin on selvästi pienempi kuin pienellä lämmöntuonnilla. Teräksen valmistajan antamia lämmöntuontirajoja on siis syytä noudattaa. Taulukko 3. Luokittelut ja hyväksymiset Standardi SFS-EN Hyväksymiset Luokittelumerkintä T 69 4 Z P M 2 H5 ABS ja LR Taulukko 4. Menetelmäkoetuloksia: Pieni lämmöntuonti. Perusaine Weldox 700 Levynpaksuus 12 mm Lisäaine OK Tubrod Langanhalkaisija 1,2 mm Suojakaasu seoskaasu Esikuumennus ei Välipalkolämpötila max 150 C Hitsausasento jalko (PA) Hitsausarvot: A, 27 V, 15 cm/min 16 kj/cm A, 29 V, 30 cm/min ka 11 kj/cm Vetokoe: 779 MPa (hitsiaine) Iskukoe: -20 C hitsiaine: 72,89,81/81 J HAZ: 89,65,51/68 J Kovuuskoe: perusaine: HV hitsiaine: HV HAZ: HV Taivutuskoe: 4a ja 180 pinta ja juuri: ok Makrokuva: Taulukko 5. Menetelmäkoetuloksia: Suuri lämmöntuonti Perusaine Weldox 700 Levynpaksuus 12 mm Lisäaine OK Tubrod Langanhalkaisija 1,2 mm Suojakaasu seoskaasu Esikuumennus ei Välipalkolämpötila max 150 C Hitsausasento pysty (PF) Hitsausarvot: A, 26 V, 10 cm/min 28 kj/cm A, 27 V, 20 cm/min ka 15 kj/cm Vetokoe: 717 MPa (perusaine) Iskukoe: -20 C hitsiaine: 55,66,58/60 J HAZ: 38,19,14/24 J Kovuuskoe: perusaine: HV hitsiaine: HV HAZ: HV Taivutuskoe: 4a ja 180 pinta ja juuri: ok Makrokuva: Muut lisäaineet ESABilla on luonnollisesti täydellinen lisäainevalikoima 690-luokan teräkselle kattaen kaikki hitsausmenetelmät, taulukko 6. Taulukko 6. Lisäaineet S690-teräkselle. Menetelmä Lisäaine MAG-täytelanka Rutiilitäyte OK Tubrod Emästäyte OK Tubrod Metallitäyte OK Tubrod Puikko OK MAG-umpilanka OK Autrod Jauhekaari OK Autrod JUHA LUKKARI (09) tai Hitsausuutiset 1/

12 Lämmöntuonti Osa 3 ja hitsausenergia Ruostumattomia teräksiä pyritään usein hitsaamaan käyttäen pientä lämmöntuontia, koska pelätään suuren lämmöntuonnin vaikuttavan haitallisesti hitsausliitosten ominaisuuksiin. Miten lämmöntuonti vaikuttaa ruostumattomien duplex-terästen hitsausliitosten ominaisuuksiin. Onko sitä syytä rajoittaa vai ei ja miksi? Artikkelin osa 1 ilmestyi Hitsausuutisten numerossa 2/2003, jossa ensiksi selvitettiin lämmöntuontiin liittyvät peruskäsitteet ja sitten tarkasteltiin lämmöntuonnin vaikutuksia seostamattomien ja niukkaseosteisten terästen hitsauksessa. Osassa 2 (Hitsausuutiset 3-4/2004) selvitettiin lämmöntuontiasioita austeniittisten ruostumattomien terästen kohdalla. Tällä kertaa vuorossa ovat ruostumattomat duplex-teräkset. Lämmöntuonnin vaikutuksia Lämmöntuonnilla on monia vaikutuksia hitsausliitoksen ominaisuuksiin, koska hitsin jäähtymisnopeus t 8/5 (so. jäähtymisaika lämpötila välillä C) säätelee hyvin pitkälle liitoksen ominaisuudet. Perinteellisin suuren lämmöntuonnin (so. pitkä jäähtymisaika t 8/5 ) haitallinen vaikutus on mustilla (so. seostamattomilla ja niukkaseosteisilla) teräksillä ensiksi iskusitkeyden ja sitten lujuuden heikkeneminen. Vastaavasti pienen lämmöntuonnin (so. lyhyt jäähtymisaika t 8/5 ) haitallinen vaikutus on kovuuden kasvu ja vetyhalkeiluriski. Tästä syystä eri teräslajien lämmöntuonnille on annettu usein sekä alaraja Qmin että yläraja Qmax, kuten esimerkiksi Rautaruukin Hitsaajan oppaassa RAEXteräksille ja artikkelin edellisessä osassa. Mutta ruostumattomilla teräksillä vaikutukset ovat toisenlaisia useastakin syystä ja ne ovat vielä erilaisia eri tyyppisillä ruostumattomilla teräksillä. Lisäksi lämmöntuontirajoitusten syyt on erilaiset eri teräsryhmien kesken. Ruostumattomat duplex-teräkset Lämmöntuonnin vaikutukset duplex-teräksillä eroavat puolestaan austeniittisista teräksistä monella tavalla. Hitsin jäähtymisnopeus vaikuttaa huomattavasti enemmän liitoksen mikrorakenteisiin ja ominaisuuksiin kuin austeniittisilla teräksillä. Hitsauksessa muutosvyöhyke muuttuu ferriitiksi ja jäähtymisen aikana austeniittia alkaa syntyä ferriitistä diffuusion välityksellä. Diffuusio on hidas pro- Puikkohitsin makrokuva: EN , 16 mm, PF ja puikko OK Jauhekaarihitsin makrokuva: EN , 16 mm, PA ja OK Autrod OK Flux sessi, mistä syystä suuri jäähtymisnopeus (esim. pieni lämmöntuonti) edistää ferriittistä rakennetta ja vastaavasti hidas nopeus (esim. suuri lämmöntuonti) austeniittista rakennetta. Liian pieni jäähtymisnopeus (so. liian suuri lämmöntuonti) voi aiheuttaa hauraiden faasien syntymistä, mm. sigmafaasi, mikä heikentää myös sitkeyttä ja korroosionkestävyyttä. Se aiheuttaa myös ferriitin rakeenkasvua 12 Hitsausuutiset 1/2005
 selvitettiin lämmöntuontiasioita austeniittisten ruostumattomien terästen kohdalla.")
13 Puikkohitsin mikrorakennekuva: austeniittis-ferriittinen mikrorakenne, jossa vaalea on austeniittiia ja värillinen ferriittiä. Ferriittipitoisuus on FN 44. Jauhekaarihitsin mikrorakennekuva: austeniittis-ferriittinen mikrorakenne, jossa vaalea on austeniittiia ja värillinen ferriittiä. Ferriittipitoisuus on FN 74. ja siihen liittyvää sitkeyden heikkenemistä. Austeniitin määrä voi tulla liian suureksi, mikä heikentää puolestaan jännityskorroosion kestävyyttä. Toisaalta liian suuren jäähtymisnopeuden (so. liian pieni lämmöntuonti) takia rakenne tulee liian ferriittiseksi. Se aiheuttaa myös nitridien erkautumista. Nämä ilmiöt heikentävät liitoksen sitkeyttä ja korroosionkestävyyttä. Nitridien erkautuminen vähenee lämmöntuonnin kasvaessa. Itse asiassa käytännössä alarajan alitus saattaa tulla ennemmin eteen kuin ylärajan ylitys, joka ei ole erityisen kriittinen. Täten duplex-teräksellä liian suuri jäähtymisnopeus heikentää korroosionkestävyyttä, kun taas austeniittisella nopea jäähtyminen parantaa sitä. Näistä kahdesta asiasta huomataan, että duplex-teräksillä lämmöntuontia on rajoitettava sekä alaspäin että ylöspäin, kun taas austeniittisilla teräksillä raja on vain ylöspäin. Herkistymistaipumus on duplex-teräksillä pieni, koska käytännössä kaikki duplex-teräkset ovat erittäin matalahiilisiä, max 0,03 % C, toisin kuin edellä olevat austeniittiset teräkset, joiden hiilipitoisuus voi olla myös korkeampi. Vetyhalkeilutaipumus on duplex-teräksillä pieni eikä siihen lämmöntuonti juurikaan vaikuta. Jos hitsiaineen ferriittipitoisuus on hyvin suuri, niin tietty halkeiluriski esiintyy. Usein mainittu ferriittipitoisuus on FN (n. 70 %). Lämmöntuonti vaikuttaa halkeilutaipumukseen välillisesti siten, että hyvin pieni lämmöntuonti nostaa ferriittipitoisuutta. Kuumahalkeiluriski on hyvin pieni, koska hitsiaine jähmettyy ferriittisenä ja ferriittipitoisuus on hitsiaineessa suuri. Lämmöntuonti ei vaikuta paljoakaan halkeilutaipumukseen. Lämmöntuonnin vaikutukset mekaanisiin ominaisuuksiin ovat seuraavan suuntaiset. Suuri lämmöntuonti voi heikentää lujuutta, koska siihen liittyy austeniitin määrän kasvu. Lujuus ei ole yleensä kuitenkaan ongelma paksummilla levyillä, jos lämmöntuonti ei ole erittäin suuri, esim. yli kj/cm. Toisaalta samasta syystä lämmöntuonnin suurentaminen parantaa liitoksen iskusitkeysominaisuuksia. Tärkeä asia duplex-hitsiaineissa on austeniitin ja ferriitin määrä, koska ominaisuudet määräytyvät suurelta osaltaan mikrorakenteesta. Eri standardeissa yms. annetaan suosituksia ja vaatimuksia hitsiaineen ferriittipitoisuudelle (joko FN tai %). SFS-EN (Ruostumattomien terästen hitsaussuositukset): FN (vastaa %) SFS-EN (Lämmittämättömät painesäiliöt): % (vastaa FN) Huom. Koskee myös muutosvyöhykettä. Ferriittipitoisuuden alarajan alittamisesta seuraa jännityskorroosiovaara ja lujuuden heikkeneminen, koska ferriitti on edullinen Jatkuu sivulla 17 Hitsausuutiset 1/
 takia rakenne tulee liian ferriittiseksi. Se aiheuttaa myös nitridien erkautumista. Nämä ilmiöt heikentävät liitoksen sitkeyttä ja korroosionkestävyyttä.")
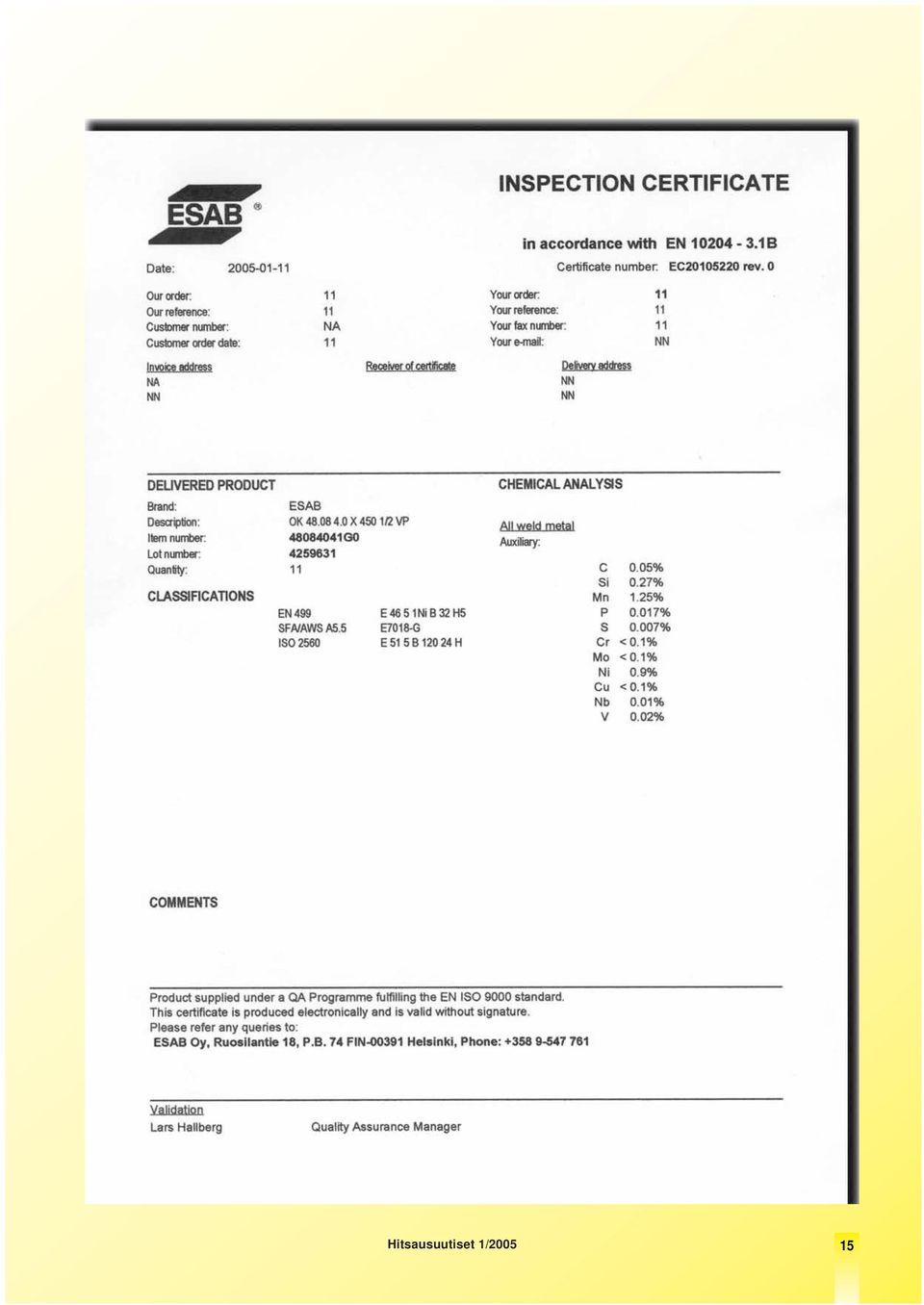
14 3.1.B-ainestodistus Hitsausuutisten edellisessä numerossa kerrottiin, että ESAB toimittaa nykyään aina tuotteen mukana ainestodistuksen 3.1.B. Minkälainen tämän ainestodistuksen sisältö on? Ainestodistuksista on eurooppalainen standardi (SFS-EN 10204: Metallivalmisteet. Ainestodistukset). Siitä ilmestyy maaliskuussa uusi hieman muutettu painos. Standardi määrittelee ainestodistusten lajit ja mm. niiden antajan (allekirjoittajan) ja aineenkoetustulosten luonteen (ei-toimituseräkohtaiset arvot tai toimituseräkohtaiset arvot). Se ei varsinaisesti määrittele: Koestuslaajuutta: esim. vetokoe, iskukoe ja/tai analyysikoe Koestusohjeita: esim. lämpökäsittely ja koestuslämpötila Koestusvaatimuksia: esim. analyysi, lujuus ja iskuenergia Hitsausohjeita: esim. koekappale ja hitsausparametrit Standardin mukaan 3.1.B-todistus, jota kutsutaan vastaanottotodistukseksi, tarkoittaa toimituseräkohtaista tarkastusta ja testausta, jolloin todistuksessa ilmoitettujen tulosten pitää olla valmistuseräkohtaisia eli tehtynä siitä valmistuksesta, jota on toimitettu asiakkaalle. Todistuksen antaa valmistajan tuotanto-osastosta riippumaton osasto ja vahvistaa valtuutettu tuotanto-osastosta riippumaton valmistajan edustaja. Standardissa on myös toimituseräkohtainen vastaanottotodistus 3.1.C, jonka allekirjoittaa tilaajan asettama ulkopuolinen asiantuntija, esim. ilmoitettu laitos. Lisäksi on myös koestustodistus 2.2, jossa ilmoitettujen tulosten ei tarvitse olla peräisin toimitetusta erästä. Todistus 2.2 ei ole siis eräkohtainen todistus, vaan enemmänkin yleinen todistus. ESABin asiakkaalle tuotteen mukana toimitettava 3.1.B-todistus sisältää kyseisen valmistuksen (esim. Lot-numero) puhtaan hitsiaineen kemiallisen koostumuksen (hitsauspuikot ja täytelangat) ja hitsauslangan kemialli- sen koostumuksen (MIG/MAG-, jauhekaarija TIG-hitsauslangat) sekä jauheen kemiallisen koostumuksen (jauhekaarihitsausjauheet). Tällainen 3.1.B-todistus on siis tavallaan analyysitodistus, joka ei sisällä puhtaan hitsiaineen mekaanisia ominaisuuksia. Jos asiakas haluaa todistukseen myös mekaaniset ominaisuudet, niin hänen on erikseen mainittava ja tarkemmin määriteltävä lisäaineen tilauksen yhteydessä. Se voidaan tehdä mm. viittaamalla lisäaineen tuotespesifikaatioon, jolloin ne tehdään ko. luokittelustandardin mukaisesti ja tulosten on täytettävä standardin vaatimukset. Koska ESAB ei normaalisti tee mekaanisia kokeita eräkohtaisesti eli Lot-numerokohtaisesti kuin vain pienelle joukolle lisäaineita, jotka ovat yleensä ns. offshore-lisäaineita, niin ne joudutaan tekemään erikseen, mikä merkitsee toimitusaikaa ja lisäkustannuksia, jotka pyydettäessä kerrotaan. Joku voi nyt kysyä, miksi mekaanisia testauksia ei tehdä? Kun lisäaineita valmistetaan kymmeniä tuhansia tonneja vuodessa, niin joka lisäaineen ja valmistuserän testaus olisi valtava työ ja vaatisi jo pienen konepajan tekemään niitä. Luonnollisesti lisäaineille tehdään vuosittain standardien, luokituslaitosten, hyväksymislaitosten ja asiakastilausten vaatimat mekaaniset testaukset, mutta vain muutamille valmistuserille, arviolta vain kymmenelle erälle. Hitsiaineen mekaaniset ominaisuudet riippuvat ensi sijassa kemiallisesta koostumuksesta, jonka seosaineiden rajat on määritetty tuotespesifikaatioihin kokemuksen ja tutkimusten avulla niin, että vaatimukset täyttyvät varmasti. Toki hitsaustapa vaikuttaa myös niihin. Lisäksi luokittelut on määritetty reilulla marginaalilla. Näin tämä asia hoidetaan kemiallisen koostumuksen kautta, jotka kokeet tehdään jokaiselle valmistuserälle. Luonnollisesti on kokonaan vielä toinen asia käytännön hitsin ominaisuudet, joiden tekemisessä hitsausolosuhteet voivat olla hyvin erilaiset kuin lisäaineen valmistajan tekemissä lisäainekokeissa. Käytännön hitsin ominaisuudet tutkitaan menetelmäkokeiden avulla. Normaalin 3.1.B-ainestodistuksen ( analyysitodistus ) lisäksi ESAB voi toimittaa erikseen pyydettäessä myös sellaisen todistuksen, jossa toimituseräkohtaisen kemiallisen koostumuksen lisäksi on annettu puhtaan hitsiaineen mekaaniset ominaisuudet, jotka ovat kuitenkin tyypillisiä arvoa eli ainestodistuksen 2.2 tasoa, jossa annettujen arvojen ei tarvitse olla peräisin eräkohtaisia. ESAB nimittää tällaista todistusta 3.1.B Hybridiksi. Missä ainestodistuksia tarvitaan? Paineastioissa vaaditaan koestustodistus 2.2. Vastaanottotodistusta 3.1.B vaaditaan suhteellisen harvoin. Hitsatun tuotteen tilaaja voi erikseen vaatia ainestodistuksia, mikä on kuitenkin melko harvinaista. Vastaanottotodistusta 3.1.B, jossa on testattuna myöskin mekaaniset ominaisuudet, vaaditaan hyvin harvoin. Lähes ainoat kohteet ovat ydinvoimalaitosten komponenttien hitsaus, jossa turvallisuusluokan mukaan voidaan vaatia jopa 3.1.C-todistusta. Näissä vaadittavat testaukset määräytyvät yleensä voimayhtiöiden omien spesifikaatioden mukaan. Toinen sektori, jossa usein vaaditaan mekaanisia ominaisuuksia, on offshore-teollisuus. Kaikkialla muualla on yleensä riittänyt 3.1.B pelkästään analyysitodistuksena, kun on vaadittu 3.1.B-todistusta. Miten todistuksia sitten ESABilta pyydetään? Yleisin pyyntö on koestustodistus 2.2, koska se vaaditaan painelaitteiden hitsauksissa. 3.1.B-todistuksia pyydetään tilausten yhteydessä eri lailla: Analyysitodistus, 3.1.B:n mukainen analyysitodistus tai vain 3.1.B-todistus, joista jälkimmäinen toimitetaan analyysitodistuksena, jos muuta ei pyydetä tilauksen yhteydessä. Seuraavalla sivulla on malliesimerkki ESABin toimittamasta tavallisesta 3.1.B-todistuksesta puikolle OK 48.08, jonka valmistusnumero (Lot) on Standardin uudessa painoksessa tulee olemaan mm. sellainen muutos, että nykyinen todistuslaji 3.1.B tulee olemaan 3.1 ja 3.1.C tulee olemaan 3.2. JUHA LUKKARI (09) tai Hitsausuutiset 1/2005

15 Hitsausuutiset 1/
16 Uudet tuotenimet ESABin alumiinin hitsauslangoille ESAB otti käyttöön vuoden 2005 alusta uudet tuotenimet alumiinien hitsauslangoille. Syyt muutoksille ovat: Tuotteet menevät yhä enemmän maailmanlaajuisille markkinoille. Uudet tuotenimet ovat ymmärrettävämpiä kuin vanhat nimet. Uudet tuotenimet kertovat heti suoraan lisäaineen seostyypin. Uudet tuotenimet OK Autrod XXXX perustuvat kaikkialla tunnettuun alumiiniseosten AA-merkintäjärjestelmään (Aluminium Association), johon perustuvat nykyään myös myös perusaineiden (alumiinien) uudet merkinnät. Siihen perustuvat myös uuden eurooppalaisen alumiinien hitsauslankojen standardin (SFS-EN ISO 18273) mukaiset luokittelumerkinnät. SFS-EN ISO 18273: Hitsauslangat ja hitsaussauvat alumiinin ja alumiiniseosten kaarihitsaukseen - Luokittelu Taulukossa on koko ESABin alumiinien hitsauslankojen valikoima ja sekä nykyiset että uudet tuotenimet. Tuotekoodit pysyvät samoina. Jonkin aikaa esiintyy vielä molempia tuotenimiä, kunnes varastoissa ei ole enää alumiinien hitsauslankoja entisillä tuotenimillä. Esimerkki: lanka 1,2 mm ja kela 7 kg Nykyinen tuotenimi: OK Autrod Nykyinen tuotekoodi: Uusi tuotenimi: OK Autrod 5356 Uusi tuotekoodi: Itse tuote on täysin identtinen entisen tuotteen kanssa, joten ne ovat hitsausohjeissa yms. täysin vaihtokelpoiset. Jos asiakas haluaa virallisen todistuksen tuotenimien vaihdosta, niin se lähetään pyydettäessä. Nykyinen Uusi Vanha DIN 1732 Uusi SFS-EN ISO ESAB tuotenimi ESAB tuotenimi AWS A5.10 Numeerinen Kemiallinen Numeerinen Kemiallinen Uusi lanka OK Autrod 1100 ER1100 Al 1100 Al99.0Cu Uusi lanka OK Tigrod 1100 R1100 Al 1100 Al99.0Cu OK Autrod OK Autrod Al99,5 Al 1070 Al99.7 OK Tigrod OK Tigrod Al99,5 Al 1070 Al99.7 OK Autrod OK Autrod 4043 ER AlSi5 Al 4043/Al 4043A AlSi5/AlSi5(A) OK Tigrod OK Tigrod 4043 R AlSi5 Al 4043/Al 4043A AlSi5/AlSi5(A) OK Autrod OK Autrod 4047 ER AlSi12 Al 4047/Al 4047A AlSi12/AlSi12(A) OK Tigrod OK Tigrod 4047 R AlSi12 Al 4047/Al 4047A AlSi12/AlSi12(A) OK Autrod OK Autrod Al99,5Ti Al 1450 Al99.5Ti OK Tigrod OK Tigrod Al99,5Ti Al 1450 Al99.5Ti OK Autrod OK Autrod AlMg3 Al 5754 AlMg3 OK Tigrod OK Tigrod AlMg3 Al 5754 AlMg3 Uusi lanka OK Autrod 5554 ER5554 AlMg2.7Mn Al 5554 AlMg2.7Mn Uusi lanka OK Tigrod 5554 R5554 AlMg2.7Mn Al 5554 AlMg2.7Mn OK Autrod OK Autrod 5356 ER AlMg5 Al 5356/Al 5356(A) AlMg5Cr(A) OK Tigrod OK Tigrod 5356 R AlMg5 Al 5356/Al 5356(A) AlMg5Cr(A) OK Autrod OK Autrod 5183 ER AlMg4,5Mn Al 5183/Al 5183(A) AlMg4.5Mn0.7(A) OK Tigrod OK Tigrod 5183 R AlMg4,5Mn Al 5183/Al 5183(A) AlMg4.5Mn0.7(A) OK Autrod OK Autrod AlMg4,5MnZr Al 5087 AlMg4.5MnZr OK Tigrod OK Tigrod AlMg4,5MnZr Al 5087 AlMg4.5MnZr OK Autrod OK Autrod 5556 ER5556 AlMg5Mn Al 5556A AlMg5Mn OK Tigrod OK Tigrod 5556 R5556 AlMg5Mn Al 5556A AlMg5Mn OK Autrod OK Autrod OK Tigrod OK Tigrod JUHA LUKKARI (09) tai Hitsausuutiset 1/2005
, johon perustuvat nykyään myös myös perusaineiden (alumiinien) uudet")
17 ...sivulta 13 Lämmöntuonti ja hitsausenergia Osa 3 näille molemmille. Ylärajan ylittäminen aiheuttaa puolestaan sitkeyden heikkenemistä, koska sitkeydeltään edullista austeniittia on liian vähän. Lämmöntuonnin ja siten hitsin jäähtymisnopeuden vaikutus on normaalien arvojen (esim. t 12/8 : s) puitteissa onneksi melko pieni. Tavanomaisten duplex-terästen hitsauksessa välipalkolämpötilan rajoittamiseen ei ole kovinkaan paljoa tarvetta, eikä alla mainittu max 250 C juurikaan haittaa hitsaustyön tuottavuutta. Mutta super-duplex-terästen hitsauksessa lämmöntuontia joudutaan rajoittamaan paljon voimakkaammin. Näin päästään siihen, että duplex-teräksillä on suhteellisen selväpiirteiset ala- ja ylärajat lämmöntuonnille hitsin jäähtymisnopeuden hallitsemiseksi. Yleensä duplex-teräksille sovelletaan käytännössä standardin SFS-EN antamia lämmöntuonti- ja välipalkolämpötilasuosituksia. Lämmöntuonti: Matala- ja keskiseosteiset duplex-teräkset EN (X2CrNiMoN22-5-3), esim. SAF 2205 Q min : 0,5 kj/mm Q max : 2,5 kj/mm T i : max 250 C Lämmöntuonti: Runsasseosteiset duplexteräkset (super-duplex) EN (X2CrNiMoN25-7-4), esim. SAF 2507 Q min : 0,2 kj/mm Q max : 1,5 kj/mm T i : max C Yleisimmän duplex-teräksen (1.4462) ylärajan ylitys ei ole kovin kriittinen. Monessa lähteessä on myös mainittu, että yläraja lämmöntuonnille voisi olla korkeampi, 30 kj/cm tai jopa 40 kj/cm. Aineenpaksuus vaikuttaa myös lämmöntuontiin, vaikka sitä ei ole huomioitu annetuissa suosituksissa. Paksujen levyjen hitsauksessa lämmöntuonti voi olla hyvinkin suosituksen ylärajoilla, jotta muodostuisi riittävästi austeniittia. Ohuiden levyjen hitsauksessa (2-D -lämmönjohtuminen) on syytä välttää ylärajan läheisiä arvoja. Ruotsalainen terästehdas Sandvik tutki aikoinaan laajasti lämmöntuonnin vaikutusta liitoksen ominaisuuksiin duplex-teräksellä Yhteenvetona se totesi, että suurella lämmöntuonnilla ei ollut haitallista vaikutusta mekaanisiin ominaisuuksiin (lujuus, iskusitkeys ja kovuus) eikä korroosionkestävyyteen. Itse asiassa iskusitkeys ja korroosionkestävyys jopa parani, kun käytettiin suuria lämmöntuonteja, jopa kj/cm. Tänä päivänä ruostumattomia teräksiä voidaan hitsata käyttäen suurempia lämmöntuonteja kuin perinteellisesti on suositeltu ilman liitosten ominaisuuksien huonontumista, mikä tekee hitsauksen tehokkaammaksi ja tuottavammaksi. Lämmöntuonti vaikuttaa liitoksen ominaisuuksiin aivan eri tavalla seostamattomilla ja niukkaseosteisilla teräksillä kuin tavalla ruostumattomilla austeniittisilla teräksillä ja duplex-teräksillä, joilla vaikutukset ovat vielä keskenään erilaiset. JUHA LUKKARI (09) tai Suomalainen hitsauspostimerkki löytyi! Hitsausuutisten numerossa 2/2004 oli pieni juttu hitsausaiheisista postimerkeistä maailmalla. Sellaisia merkkejä on julkaistu noin 250 merkkiä. Suomestakin löytyi ainakin yksi sellainen. Ensimmäistä kertaa hitsaus oli aiheena postimerkeissä Etelä-Afrikassa julkaistussa merkkisarjassa. Suomalainen postimerkki on vuodelta 1968 ja se on julkaistu suomalaisen metalliteollisuuden kunniaksi. Merkin suunnittelija on T. Piirainen. Erikoispostimerkkiluettelo LAPE kertoo merkin taustasta seuraavaa. Metalliteollisuutta edustivat jo 1600-luvulla rautaruukit ja kankivasarapajat. Konepajoja on perustettu 1830-luvulta lähtien. So- takorvaustoimitusten takia tapahtunut metalliteollisuuden voimakas laajeneminen oli jäänyt pysyväksi. Niinpä metalliteollisuus on suurin teollisuuden työnantaja ja sen osuus teollisuuden jalostusarvosta on suurin. Se on ollut myös tuotannon kasvussa ensi tilalla viime vuosina. JUHA LUKKARI (09) tai Hitsausuutiset 1/

18 Tuote- UUTUUKSIA Ilmastoitu Euromaski Kevyt ja linjakasta muotoilua edustava Euromaski on nyt saatavana ilmastoituna. Naamariin on valmiiksi asennettu ilmasuulake sekä tiivistyskankaat. Vain letkun kiinnitys ja naamarin voi yhdistää esimerkiksi Air 175 AL- ja Air 140 -raitisilmapuhaltimiin. Tuotenumero Kuvaus Euromaski Air ESAB DIN Euromaski Air ESAB Din Air 140 -raitisilmapuhallin (leveä vyö, akku, laturi ja virtausmittari) Air 175 -raitisilmapuhallin 5 h Air 175 -raitisilmapuhallin 8 h Letku Euromaskiin Lisätietoja antavat: Jyrki Rautio (09) tai , sekä ESAB-jälleenmyyjät kautta maan. Voiteet ESABin valikoimaan on tuotu UV-suojavoiteen rinnalle kaksi uutta ihovoidetta: Sansibon barrier cream -suojavoide on tarkoitettu puhtaille käsille ennen työn aloittamista. Se suojaa maaleilta, lakoilta, öljyiltä, hartseilta, liimoilta ja grafiiteilta. Helpottaa ihon puhdistamista ja antaa hyvän otteen, silikoniton. Physioderm after care cream -hoitovoide hoitaa ärtynyttä ja kuivaa ihoa ja palauttaa sen normaalitasapainon. Tuotenumero & Kuvaus Sansibon Barrier cream Physioderm after care cream Lisätietoja antaa: Jyrki Rautio (09) tai HITSAUSUUTISTEN TILAUS/OSOITTEENMUUTOS Postita tai faksaa (09) Kiinnitä tähän osoitelippu viimeksi saamastasi lehdestä OY ESAB maksaa postimaksun 18 UUDET TIEDOT Osoite tai tehtävä muuttunut Henkilö poistunut yrityksestä Yritys lopettanut toimintansa Olen uusi tilaaja Peruutan Hitsausuutiset-lehden tilauksen Täytä koneella tai selvästi tekstaten ja merkitse rasti oikeaan ruutuun! Nimi Yritys/toimipaikka Yrityksen/toimipaikan lähiosoite Postinumero ja -toimipaikka Puhelin (työaikana) Faksi Sähköpostiosoite Tehtävä yrityksessä Yrityksen toimiala Kotiosoite (jos lehti halutaan kotiin) Kotiosoitteen postinumero ja -toimipaikka OY ESAB Asiakaspalveluryhmä VASTAUSLÄHETYS Sopimus No HELSINKI
 547 7914 tai 0500 515 881, sekä ESAB-jälleenmyyjät")
19 PALVELU Mikkelin Industria Center uusi ESAB-jälleenmyyjä Mikkelissä Varkauden Industria Center on laajentanut syksyn 2004 aikana toimintaansa Mikkelin talousalueelle. Yritys työllistää Mikkelissä kolme henkilöä. Mikkelin liike- ja varastotilat löydät osoitteesta Takojankatu 2, Lentokentänkadun päästä. ESABin hitsauskoneiden, lisäaineiden ja hitsaustarvikkeiden lisäksi AGAn kaasuvarikko palvelee asiakkaita. Varasto-ohjelmaan kuuluvat: laakerit tiivisteet käsi- ja sähkötyökalut koneistustarvikkeet työsuojaimet hiomatarvikkeet Myös ajanmukaiset logistiikka- ja varastohallintapalvelut yhdessä huoltopalvelun kanssa tehostavat palvelukokonaisuutta. Mikkelin Industria Center kuuluu osana valtakunnalliseen Teollisuuden Palveluketju Industriaan. Yritys on auki arkisin Mikkelin Industria Centerin myymäläpäällikkö Veikko Puikkonen yhdessä teknisen myynnin Arttu Huuhkan kanssa ESABin koneiden ääressä. Mikkelin Industria Center Takojankatu Mikkeli puh. (015) faksi (015) s-posti: veikko.puikkonen@industriamikkeli.inet.fi Hitsausuutiset 1/

20 ODOROX ja MISON ovat AGA AB:n rekisteröityjä tavaramer CORGON on Linde AG:n rekisteröity tavaramerkki Saako olla standarditasoa vai premiumia? AGAn laajentunut hitsauskaasujen tuoteohjelma antaa enemmän valinnanvapautta Tuttujen huipputuotteiden ODOROX hajuhapen ja MISON suojakaasujen lisäksi AGAn palvelupisteet tarjoavat nyt myös laadukkaat standardituotteet, kuten teollisuushapen ja CORGON suojakaasut. Valitse vapaasti palvelusta ja turvallisuudesta tinkimättä; kaikissa pulloissa on viivakoodi, jonka ansiosta pullot ovat jäljitettävissä ja tehokkaassa käytössä. AGAsta saat kaikki kaasut ja asiantuntevan palvelun.

B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Tasalujat hitsauslangat ultralujille teräksille
 Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
AWS A5.20/A5.20M : E70T-9C-H8 / E70T-9M-H8 EN 758 : T 46 0 R C 3 H10 / T 46 0 R M 3 H10
 Luokittelu Suojakaasullinen täytelanka käsihitsaukseen tai mekanisoituun hitsaukseen jalkoasennossa Vähän roiskeita, hyvä kuonan irtoaminen, juoheva ulkonäkö, erinomainen hitsattavuus Hyvä tuotto ja syvä
Luokittelu Suojakaasullinen täytelanka käsihitsaukseen tai mekanisoituun hitsaukseen jalkoasennossa Vähän roiskeita, hyvä kuonan irtoaminen, juoheva ulkonäkö, erinomainen hitsattavuus Hyvä tuotto ja syvä
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
ESABin ruostumattomat hitsauslisäaineet
 ESABin ruostumattomat hitsauslisäaineet HITSAUSPUIKOT, MIG/MAG-HITSAUSLANGAT, TIG-HITSAUSLANGAT, TÄYTELANGAT, JAUHEKAARIHITSAUSJAUHEET, -LANGAT JA -NAUHAT STRENGTH THROUGH COOPERATION Hitsauspuikot ESAB
ESABin ruostumattomat hitsauslisäaineet HITSAUSPUIKOT, MIG/MAG-HITSAUSLANGAT, TIG-HITSAUSLANGAT, TÄYTELANGAT, JAUHEKAARIHITSAUSJAUHEET, -LANGAT JA -NAUHAT STRENGTH THROUGH COOPERATION Hitsauspuikot ESAB
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset
 Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Tietoa hitsarin takataskuun
 Tietoa hitsarin takataskuun XA00153012 Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. Vihkoseen on koottu yleisimmin
Tietoa hitsarin takataskuun XA00153012 Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. Vihkoseen on koottu yleisimmin
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Annatko otsonin vaarantaa terveytesi?
 3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Hitsaustalous ja tuottavuus
 2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen. Kirjallisuusselvitys
 Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2013 Austeniittiset lisäaineet
Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2013 Austeniittiset lisäaineet
Raex kulutusterästen hitsaus ja terminen leikkaus
 www.ruukki.fi Raex kulutusterästen hitsaus ja terminen leikkaus KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Sisältö 0 Johdanto 1 Kulumista hyvin kestävät Raex-teräkset 2 Kulutusterästen hitsattavuus 2.1 Kylmähalkeilualttius
www.ruukki.fi Raex kulutusterästen hitsaus ja terminen leikkaus KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Sisältö 0 Johdanto 1 Kulumista hyvin kestävät Raex-teräkset 2 Kulutusterästen hitsattavuus 2.1 Kylmähalkeilualttius
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Tietoa hitsarin takataskuun
 Tietoa hitsarin takataskuun Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. ihkoseen on koottu yleisiin käytetyt
Tietoa hitsarin takataskuun Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. ihkoseen on koottu yleisiin käytetyt
LISÄMODULI. PSS Ruostumattomat teräkset ja niiden hitsaus
 LISÄMODULI PSS Ruostumattomat teräkset ja niiden hitsaus PSS 1: Ruostumattomat teräkset ja niiden ominaisuudet PSS 1.1: Määritelmä PSS 1.2: Passiivikalvo PSS 1.3: Ruostumattomien terästen merkinnät PSS
LISÄMODULI PSS Ruostumattomat teräkset ja niiden hitsaus PSS 1: Ruostumattomat teräkset ja niiden ominaisuudet PSS 1.1: Määritelmä PSS 1.2: Passiivikalvo PSS 1.3: Ruostumattomien terästen merkinnät PSS
Poijukettingit ja sakkelit LAATUVAATIMUKSET
 24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Austeniittiset ruostumattomat suorakaideputket Muokkauslujittumisen hyödyntäminen päittäisliitoksissa
 TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
TRY TERÄSNORMIKORTTI N:o 15/2002 SFS-ENV 1993-1-4: 1996, kohdat 2.1.3, 2.3, 6.3 ja 7 Käytetään yhdessä SFS-ENV 1993-1-4:n kansallinen soveltamisasiakirjan (NAD) kanssa Austeniittiset ruostumattomat suorakaideputket
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
UUTISET 1 2007 HITSAUS GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE. Hitsausuutiset 40 vuotta. 1, 2, 3... hitsaus. Kuinka QSet toimii.
 1 2007 HITSAUS UUTISET GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE Hitsausuutiset 40 vuotta 1, 2, 3... hitsaus Kuinka QSet toimii. 2 HITSAUSUUTISET NRO 1 2007 Hitsausuutiset täyttää 40 vuotta 1 2007
1 2007 HITSAUS UUTISET GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE Hitsausuutiset 40 vuotta 1, 2, 3... hitsaus Kuinka QSet toimii. 2 HITSAUSUUTISET NRO 1 2007 Hitsausuutiset täyttää 40 vuotta 1 2007
Mikä on ruostumaton teräs? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
3/2005. Maailman kestävin hitsi s. 3. Maailman tuottoisin hitsi s. 5. Maailman lujin hitsi s. 6. Uusia ruostumattomia asentopuikkoja s.
 3/2005 Maailman kestävin hitsi s. 3 Maailman tuottoisin hitsi s. 5 Maailman lujin hitsi s. 6 Uusia ruostumattomia asentopuikkoja s. 18 Hitsausuutiset 3/2005 1 Profi t from Productivity HITSAUSUUTISET Nro
3/2005 Maailman kestävin hitsi s. 3 Maailman tuottoisin hitsi s. 5 Maailman lujin hitsi s. 6 Uusia ruostumattomia asentopuikkoja s. 18 Hitsausuutiset 3/2005 1 Profi t from Productivity HITSAUSUUTISET Nro
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET
 POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
Puikkojen oikea valinta
 Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
2/2005. Hitsaustekniikan paljastus s. 2. Paras metallitäytelanka? s. 3. 100 vuotta ja 100 kiloa s. 8. Tuulivoimaa jauhekaarihitsaamalla s.
 2/2005 Hitsaustekniikan paljastus s. 2 Paras metallitäytelanka? s. 3 100 vuotta ja 100 kiloa s. 8 Tuulivoimaa jauhekaarihitsaamalla s. 12 Kokovartalokuva hitsaustekniikasta Työsuojelu savut säteily ergonomia
2/2005 Hitsaustekniikan paljastus s. 2 Paras metallitäytelanka? s. 3 100 vuotta ja 100 kiloa s. 8 Tuulivoimaa jauhekaarihitsaamalla s. 12 Kokovartalokuva hitsaustekniikasta Työsuojelu savut säteily ergonomia
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Korjaushitsauskäsikirja
 Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita
 Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
A9 Hitsaajan pätevyyskokeet
 A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
A.9 Hitsaajan pätevyyskokeet A.9.1 Pätevöittämisen tarkoitus 1(13) Hitsaus on metalliteollisuuden vaativin ammatti. Tästä johtuen on hitsaajan pätevyydellä olennainen merkitys hitsin laadun kannalta. Hitsaajan
Korjaushitsauskäsikirja
 Korjaushitsauskäsikirja Osa 2, Hitsausohjeita OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 2, Hitsausohjeita Valuraudan hitsaus... 2-3 Huonosti
Korjaushitsauskäsikirja Osa 2, Hitsausohjeita OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 2, Hitsausohjeita Valuraudan hitsaus... 2-3 Huonosti
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen.
 Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma HAMMASPYÖRÄN HAMPAAN TÄYTEHITSAUS REPAIR WELDING A SPROCKET OF A GEARWHEEL Lappeenrannassa 27.04.2012 Leevi Paajanen
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma HAMMASPYÖRÄN HAMPAAN TÄYTEHITSAUS REPAIR WELDING A SPROCKET OF A GEARWHEEL Lappeenrannassa 27.04.2012 Leevi Paajanen
HUOM. Kirjan taulukoissa on käytetty suomalaisesta käytännöstä poiketen pistettä erottamaan kokonais- ja desimaaliosaa toisistaan.
 Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten osittaiseen valokopiointiin myöntää
UUTISET 1 2009 HITSAUS GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE. Kuumalujaa hitsausta. Kapearailohitsaus
 1 2009 HITSAUS UUTISET GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE Kuumalujaa hitsausta Kapearailohitsaus 2 HITSAUSUUTISET NRO 1 2009 Tuulivoima ja ESAB 1 2009 HITSAUS UUTISET Tuulienergia kasvaa vauhdilla
1 2009 HITSAUS UUTISET GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE Kuumalujaa hitsausta Kapearailohitsaus 2 HITSAUSUUTISET NRO 1 2009 Tuulivoima ja ESAB 1 2009 HITSAUS UUTISET Tuulienergia kasvaa vauhdilla
Hitsauslisäainesuosituksia
 Hitsauslisäainesuosituksia HITSAUSLISÄAINESUOSITUKSET Hitsauslisäaineiden valintataulukko PERUSAINE Puikko MIG/MAG MAG-täytelanka TIG- UP- Umpilanka OK Tubrod lanka lanka OK Autrod Metallitäyte Jauhetäyte
Hitsauslisäainesuosituksia HITSAUSLISÄAINESUOSITUKSET Hitsauslisäaineiden valintataulukko PERUSAINE Puikko MIG/MAG MAG-täytelanka TIG- UP- Umpilanka OK Tubrod lanka lanka OK Autrod Metallitäyte Jauhetäyte
Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus
 Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus Severi Anttila Oulun yliopiston terästutkimuskeskus,konetekniikan osasto, Materiaalitekniikan laboratorio Johdanto Ferriittiset
Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus Severi Anttila Oulun yliopiston terästutkimuskeskus,konetekniikan osasto, Materiaalitekniikan laboratorio Johdanto Ferriittiset
Robottihitsaus ja lujat
 1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3
 MIG-hitsauslangat KOVAHITSAUS MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa..... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3 RUOSTUMATTOMAT MIG 307Si AWS A5.9: ~ ER307 sekaliitos
MIG-hitsauslangat KOVAHITSAUS MIG 350 DIN 8555: MSG 2 GZ 350 kovahitsaus, koneistettavaa..... 3-2 MIG 600 DIN 8555: MSG 6 GZ 60 iskut, hankauskuluminen. 3-3 RUOSTUMATTOMAT MIG 307Si AWS A5.9: ~ ER307 sekaliitos
KATTAVA VALIKOIMA HITSAUSLISÄAINEITA XA
 Korjaus- ja kovahitsaus KATTAVA VALIKOIMA HITSAUSLISÄAINEITA XA00171112 Tuotenimet kertovat lisäaineen ominaisuuksista ESABin korjaus- ja kovahitsauslisäaineiden tuotenimet kuvaavat tuotteen ominaisuuksia
Korjaus- ja kovahitsaus KATTAVA VALIKOIMA HITSAUSLISÄAINEITA XA00171112 Tuotenimet kertovat lisäaineen ominaisuuksista ESABin korjaus- ja kovahitsauslisäaineiden tuotenimet kuvaavat tuotteen ominaisuuksia
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
TERÄSTEN STANDARDINMUKAISET SEOSAINEPITOISUUDET JA NIIDEN VAIHTELUIDEN VAIKUTUS HITSATTAVUUTEEN
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari TERÄSTEN STANDARDINMUKAISET SEOSAINEPITOISUUDET JA NIIDEN VAIHTELUIDEN VAIKUTUS
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari TERÄSTEN STANDARDINMUKAISET SEOSAINEPITOISUUDET JA NIIDEN VAIHTELUIDEN VAIKUTUS
Nuorrutetut hienoraeteräkset
 Nuorrutetut hienoraeteräkset aldur Q aldur 500 Q, QL, QL1 aldur 700 Q, QL, QL1 Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech
Nuorrutetut hienoraeteräkset aldur Q aldur 500 Q, QL, QL1 aldur 700 Q, QL, QL1 Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech
www.ruukki.fi AINES- TODISTUKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi AINES- TODISTUKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ohjelehdessä esitellään eurooppalaisen standardin EN 10204:2004 mukaiset ainestodistukset sekä lisäksi ns. Analyysitodistus ja laivanrakennusteräksille
www.ruukki.fi AINES- TODISTUKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ohjelehdessä esitellään eurooppalaisen standardin EN 10204:2004 mukaiset ainestodistukset sekä lisäksi ns. Analyysitodistus ja laivanrakennusteräksille
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET
 RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
RAKENNUSTEOLLISUUDEN HITSAUSTÖIDEN MUUTTUNEET VAATIMUKSET 15.11.2011 klo 12-16 WinNova Pori Rauma 29.10.2011 Tuomo Orava WinNova Hitsaaminen rakennustyömailla ja rakennusten osiksi tuleviin tuotteisiin
 Luento 5 Hiiliteräkset Hiiliteräkset Rauta (
Luento 5 Hiiliteräkset Hiiliteräkset Rauta ( REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
Kaivosteollisuuden C-Mn terästen hitsaus. Marko Lehtinen sr. welding specialist Knowledge Service Center
 Kaivosteollisuuden C-Mn terästen hitsaus Rikasta Pohjoista 2016, 14.4.2016 Kemi Marko Lehtinen sr. welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö
Kaivosteollisuuden C-Mn terästen hitsaus Rikasta Pohjoista 2016, 14.4.2016 Kemi Marko Lehtinen sr. welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö
Korjaus- ja kunnossapitohitsaus
 Korjaus- ja kunnossapitohitsaus Hitsaus on tärkeä menetelmä korjaustoiminnassa Hitsaus on metallien yleisin liittämismenetelmä. Hitsausta käytetään konepajoissa, kun valmistetaan erilaisia uusia tuotteita.
Korjaus- ja kunnossapitohitsaus Hitsaus on tärkeä menetelmä korjaustoiminnassa Hitsaus on metallien yleisin liittämismenetelmä. Hitsausta käytetään konepajoissa, kun valmistetaan erilaisia uusia tuotteita.
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MATERIAALI- VALINTA HITSAUS- AINEET
 www.ruukki.fi MATERIAALI- VALINTA HITSAUS- AINEET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tässä julkaisussa on esitetty hitsausainesuositukset kuumavalssattujen terästen MAG-hitsaukseen, täytelankahitsaukseen,
www.ruukki.fi MATERIAALI- VALINTA HITSAUS- AINEET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tässä julkaisussa on esitetty hitsausainesuositukset kuumavalssattujen terästen MAG-hitsaukseen, täytelankahitsaukseen,
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Hitsausprosessin valinta Hitsausprosessia valittaessa on huomioitava terästen lämmöntuontirajoitukset ja hitsauksen suoritustapa.
www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Hitsausprosessin valinta Hitsausprosessia valittaessa on huomioitava terästen lämmöntuontirajoitukset ja hitsauksen suoritustapa.
Ferriittiset ruostumattomat teräkset ja niiden hitsaus. May 12, 2011 www.outokumpu.com
 Ferriittiset ruostumattomat teräkset ja niiden hitsaus May 12, 2011 www.outokumpu.com Ruostumattomat teräkset Ferriittisten ominaisuudet Ferriittisten hitsaus 2 12.5.2011 Hannu-Pekka Heikkinen Ruostumaton
Ferriittiset ruostumattomat teräkset ja niiden hitsaus May 12, 2011 www.outokumpu.com Ruostumattomat teräkset Ferriittisten ominaisuudet Ferriittisten hitsaus 2 12.5.2011 Hannu-Pekka Heikkinen Ruostumaton
TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
HITSAUS HARDOX. Hitsaus Hardox
 HITSAUS HARDOX Hitsaus Hardox 1 HITSAA HELPOSTI Hardox-kulutuslevyjen hitsaaminen Hardox -kulutuslevyissä yhdistyvät toisiinsa ainutlaatuinen suorituskyky ja poikkeuksellisen hyvä hitsattavuus. Tätä terästä
HITSAUS HARDOX Hitsaus Hardox 1 HITSAA HELPOSTI Hardox-kulutuslevyjen hitsaaminen Hardox -kulutuslevyissä yhdistyvät toisiinsa ainutlaatuinen suorituskyky ja poikkeuksellisen hyvä hitsattavuus. Tätä terästä
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
LUJIEN TERMOMEKAANISTEN TERÄSTEN HITSAUS JA HITSATTAVUUS
 LUJIEN TERMOMEKAANISTEN TERÄSTEN HITSAUS JA HITSATTAVUUS Kari Lahti Dillinger Nordic AB HITSAUSTEKNIIKKAPÄIVÄT 14.4.2016, Lahti History of the Dillinger Hütte 1685 Founded by Marquis de Lenoncourt, under
LUJIEN TERMOMEKAANISTEN TERÄSTEN HITSAUS JA HITSATTAVUUS Kari Lahti Dillinger Nordic AB HITSAUSTEKNIIKKAPÄIVÄT 14.4.2016, Lahti History of the Dillinger Hütte 1685 Founded by Marquis de Lenoncourt, under
LIIKENNEVIRASTON OHJEITA
 Lnk enne vira sto 24 2012 LIIKENNEVIRASTON OHJEITA Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012
Lnk enne vira sto 24 2012 LIIKENNEVIRASTON OHJEITA Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012
Tuotteet. Lisäksi käytössämme on Valbrunan pohjoismaiden keskusvarasto Ruotsissa (Valbruna Nordic AB).
.") Tuoteluettelo Tuotteet Valbruna Nordic Oy on toiminut vuodesta 1988 ruostumattomien teräksien maahantuojana ja varastoijana. Varastomme sijaitsee Lappersissa ja vahvuuksiamme ovat korkealaatuiset tuotteet,
Tuoteluettelo Tuotteet Valbruna Nordic Oy on toiminut vuodesta 1988 ruostumattomien teräksien maahantuojana ja varastoijana. Varastomme sijaitsee Lappersissa ja vahvuuksiamme ovat korkealaatuiset tuotteet,
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET
 AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
Hitsauksen kevytmekanisoinnilla voidaan saavuttaa melko pienin kustannuksin monia etuja. Suurimmat hyödyt voidaan jaotella seuraavasti:
 HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
HITSAUSMENETELMÄT. Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia
 HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
Rakennustuotteiden CE-merkintä
 Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Rakennustuotteiden CE-merkintä Euroopan parlamentti ja Euroopan komissio hyväksyivät viime vuonna rakennustuoteasetuksen (305/2011/EC), joka astuu voimaan kaikissa EU:n jäsenmaissa viimeistään 1.7.2013ilman
Hitsausmessut TAMPEREEN MESSUKESKUS
 Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
Hitsausmessut 2014 5.11.2014 TAMPEREEN MESSUKESKUS Mukana myös SFS-EN ISO 14732 Rauma 12.9.2014 Tuomo Orava WinNova 2 5.11.2014 HITSAAJIEN PÄTEVÖINTI -Käsihitsaajat Teräkset SFS EN 287-1: 2011 (PED kokeet
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
CD-hitsauspultit. Tuoteluettelo Tekniset tiedot
 CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN
 1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI
 Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI KOBOLTTI www.somotec.fi SISÄLLYSLUETTELO SEOSTAMATTOMAT
Tig hitsauslangat KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE SEOSTAMATTOMAT NIUKKASEOSTEISET RUOSTUMATTOMAT KUPARI ALUMIINI NIKKELI MAGNESIUM TITAANI KOBOLTTI www.somotec.fi SISÄLLYSLUETTELO SEOSTAMATTOMAT
Betonielementtien työmaahitsaukset
 Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
Betonielementtien työmaahitsaukset Arto Suikka, diplomi-insinööri arto.suikka@fonet.fi Uusien eurooppalaisten terässtandardien voimaantulo 1.7.2014 alkaen toi myös hitsauksiin muutoksia. Tärkein standardi
HITSAUS- STANDARDIT 2006
 HITSAUS- STANDARDIT 2006 Hitsausta koskevat standardit ovat laajin koko metalli- ja rakennusteollisuuteen vaikuttava perusstandardien osa-alue. Hitsausstandardit ovat horisontaalisia standardeja. Tämä
HITSAUS- STANDARDIT 2006 Hitsausta koskevat standardit ovat laajin koko metalli- ja rakennusteollisuuteen vaikuttava perusstandardien osa-alue. Hitsausstandardit ovat horisontaalisia standardeja. Tämä
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
Corthal, Thaloy ja Stellite
 Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Valmistushitsaus S E O S T A M A T T O M I E N J A R U O S T U M A T T O M I E N T E R Ä S T E N H I T S A U S. A 2. 1
 S E O S T A M A T T O M I E N J A N I U K K A S E O S T E I S T E N T E R Ä S T E N H I T S A U S............................................. A 1. 2 M A G M A W E L D h i t s a u s p u i k o t.................
S E O S T A M A T T O M I E N J A N I U K K A S E O S T E I S T E N T E R Ä S T E N H I T S A U S............................................. A 1. 2 M A G M A W E L D h i t s a u s p u i k o t.................
Lincolnweld 761. Luokittelu. Yleiskuvaus. Hyväksymiset. Mekaaniset ominaisuudet, tyypillinen, puhdas hitsiaine
 Luokittelu Lincolnweld 761 Flux EN 760: S A CS/MS 1 88 AC H5 Jauhe/Lanka AWS A5.17/A5.23 EN 756:MR EN 756: TR L-60 (LNS143) F7A2-EL12 S 38 2 MS S1 L-61 (LNS129) F7A2-EM12K S 42 2 MS S2Si S 4T 0 MS S2Si
Luokittelu Lincolnweld 761 Flux EN 760: S A CS/MS 1 88 AC H5 Jauhe/Lanka AWS A5.17/A5.23 EN 756:MR EN 756: TR L-60 (LNS143) F7A2-EL12 S 38 2 MS S1 L-61 (LNS129) F7A2-EM12K S 42 2 MS S2Si S 4T 0 MS S2Si
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET
 SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
80 vuotta ruostumatonta hitsausta. Aristo 1000 AC/DC ja ICE uusinta uutta jauhekaarihitsaukseen
 HITSAUS = Helvetica Neue 87 Heavy Condensed 137 pt tracking: -10 UUTISET= Helvetica Neue 87 Heavy Condensed 37 pt tracking: -22 4 2011 STRENGTh THROUGH COOPERATION Aristo 1000 AC/DC ja ICE uusinta uutta
HITSAUS = Helvetica Neue 87 Heavy Condensed 137 pt tracking: -10 UUTISET= Helvetica Neue 87 Heavy Condensed 37 pt tracking: -22 4 2011 STRENGTh THROUGH COOPERATION Aristo 1000 AC/DC ja ICE uusinta uutta
JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
") LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
Tuoteluettelo. Tuoteluettelo
 Tuoteluettelo Tuoteluettelo Valbruna Nordic Oy on toiminut vuodesta 1988 ruostumattomien teräksien maahantuojana ja varastoijana. Varastomme sijaitsee Lappersissa ja vahvuuksiamme ovat korkealaatuiset
Tuoteluettelo Tuoteluettelo Valbruna Nordic Oy on toiminut vuodesta 1988 ruostumattomien teräksien maahantuojana ja varastoijana. Varastomme sijaitsee Lappersissa ja vahvuuksiamme ovat korkealaatuiset
selectarc - KOVAHITSAUSPUIKOT Somotec Oy KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE
 selectarc - KOVAHITSAUSPUIKOT KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE Somotec Oy Tototie 2 70420 KUOPIO puh 0207 969 240 fax 0207 969 249 email: somotec@somotecfi internet: wwwsomotecfi SISÄLLYSLUETTELO
selectarc - KOVAHITSAUSPUIKOT KORJAUS- JA KUNNOSSAPIDON AMMATTILAISILLE Somotec Oy Tototie 2 70420 KUOPIO puh 0207 969 240 fax 0207 969 249 email: somotec@somotecfi internet: wwwsomotecfi SISÄLLYSLUETTELO
SYLINTERIPUTKET JA KROMATUT TANGOT
 SYLINTERIPUTKET JA KROMATUT TANGOT URANIE INTERNATIONAL {Thalachrome} Ranskalainen URANIE INTERNATIONAL on maailman johtava kromattujen tankojen valmistaja. Jatkuva kehitystyö ja investoinnit uudenaikaisimpiin
SYLINTERIPUTKET JA KROMATUT TANGOT URANIE INTERNATIONAL {Thalachrome} Ranskalainen URANIE INTERNATIONAL on maailman johtava kromattujen tankojen valmistaja. Jatkuva kehitystyö ja investoinnit uudenaikaisimpiin
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ HITSATTAESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ
Uudet kappaleenkäsittelylaitteet. ESABilta. Hitsauskustannukset alas metallitäytelangalla. Ola Skinnarmo. purjehti läpi Koillisväylän
 1 2010 GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE Hitsauskustannukset alas metallitäytelangalla Uudet kappaleenkäsittelylaitteet ESABilta Ola Skinnarmo purjehti läpi Koillisväylän 2 HITSAUSUUTISET
1 2010 GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE Hitsauskustannukset alas metallitäytelangalla Uudet kappaleenkäsittelylaitteet ESABilta Ola Skinnarmo purjehti läpi Koillisväylän 2 HITSAUSUUTISET