Tarkkuustyökalut Komposiitit & Muovit
|
|
|
- Amanda Korhonen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Tarkkuustyökalut Komposiitit & Muovit Mukana tekninen liite

2 LMT Tool Systems GmbH Tätä julkaisua ei saa painaa kokonaisena tai osia siitä ilman lupaamme. Kaikki oikeudet on varattu. Kirjoitus- tai painovirheistä emme hyväksy mitään vaateita. Kaaviot, ominaisuudet ja mitat edustavat tilannetta tämän julkaisun painohetkellä. Varaamme oikeuden tehdä teknisiä muutoksia. Tuotteen visuaalinen ulkoasu ei välttämättä vastaa todellisuutta kaikissa yksityiskohdissa.

3 Sisällysluettelo 2 LMT Tool Systems:in 4 Valintataulukko 4 Yksiosaiset jyrsintätyökalut 5 Poraus 3 Piktogrammit Selitykset 5 Moniosaiset jyrsintätyökalut 6 Käyttösuositukset 6 Vakiomuovit 7 Korkean suorituskyvyn muovit 8 Kuituvahvistetut kestomuovit 9 Kuituvahvistettu kertamuovi/grafiitti 10 Hybridimateriaalit 10 Hunajakennomateriaalit 11 Yksiosaiset jyrsintyökalut 42 Porat 53 Moniosaiset jyrsintyökalut 59 Erikoistyökalut 60 Käyttö työkalujen ja muottien valmistuksessa 61 Liite 61 Muovien tärkeitä mekaanisia ominaisuuksia 64 Suosituksia muovien lastuamista varten 66 Kuituvahvisteisten muovien tärkeitä ominaisuuksia 69 Suosituksia kuituvahvisteisten muovien työstöä varten 72 Muita komposiitti materiaaleja: Sandwich, kerrosmateriaali, jne. 73 Muuntotaulukko tuuma / metri 74 Piktogrammien yleiskatsaus 75 Kyselykaavake erikoisjyrsimiä varten 76 Kyselykaavake erikoisporia varten 1

4 LMT Tool Systems:in COMPOSITE EXCELLENCE Muovi- ja komposiittimateriaalien käytöstä on tullut yksi 21.vuosisadan avainteknologioista teollisten tuotteiden valmistuksessa. Taas kerran avaruus- ja autoteollisuus ovat uranuurtajien rooleissa, mutta myös uudet alat kuten tuulivoimateollisuus ovat vaikuttamassa voimakkaasti komposiittien ja muovien tai lyhyesti C & P käytön lisääntymiseen. Meidän erityinen ja yleinen vaikutuksemme C & P -teknologiassa on se seikka, että nämä materiaalit eivät ole korvaamassa työkappaleen materiaaleja olemassa olevissa prosesseissa. Nämä uudet materiaalit vaativat omansa, erikoislaatuiset tuotantoprosessit työkappaleen suunnittelusta, raaka-aineesta ja esivalmistetuista kappaleista aina muotinvalmistukseen, trimmaukseen ja pintojen viimeistelyyn asti. Spesialistina lastuamis- ja työstötekniikassa LMT-ryhmä on toiminut C & P -teknologiassa enemmän kuin 40 vuotta kehittäen erikoisratkaisuja, jotka on sovellettu työkappaleen materiaalia ja tuotantoprosessia varten. Seuraamalla mottoa Eksperttien verkostuminen, LMT Tool Systems on tuonut yhteen osaamisensa C & P lastuamisessa kansainvälisesti suuntautuneessa segmentissä komposiittien ja muovien koneistusta varten. LMT Tool Systems tarjoaa suurimman valikoiman ratkaisuja C & P -lastuamista varten otsajyrsinnässä, muodon ja ääriviivan jyrsinnässä, sahauksessa, viistämisessä tai kaivertamisessa sekä myös poraamisessa ja poranreiän viimeistelyssä. Monien teknisten variaatioiden mukaisesti terämateriaalien tarjonta kattaa myös täydellisen alueen täydestä kovametallista, PVC tai timanttipinnoitusten yhdistelmistä monikiteisellä (PCD) tai yksikiteisellä (MCD) timantilla. Väitämme aina tarjoavamme parasta mahdollista suorituskykyä uusimman teknologian mukaisesti. Me olemme antaneet tälle toiminnalle nimen COMPOSITE EXCELLENCE. Tämän luettelon avulla COMPOSITE EXCELLENCE esittää LMT Tool Systems:in kanssa teille valikoiman tärkeimpiä vakiotyökaluja C & P työstöä varten. Me kutsumme Teidät kokemaan COMPOSITE EXCELLENCE:n LMT Tool Systems:in kanssa ja käyttämään hyväksi tietämystämme saavuttaaksenne parhaan mahdollisen valmistusprosessin. Neuvomme mielellään teitä. composites@lmt-tools.com

5 Piktogrammit Selitykset Yksiosaiset jyrsintyökalut Porat Moniosaiset jyrsintätyökalut Löydätte piktogrammien yleiskatsauksen liitteestä sivulta

6 Valintataulukko Yksiosaiset jyrsintätyökalut 4

7 Valintataulukko Yksiosaiset jyrsintätyökalut Poraus Moniosaiset jyrsintätyökalut 5

8 Käyttösuositukset Vakiomuovit Annetut lastuamisarvot ovat ohjearvoja, niitä on sovellettava kyseisen työstötapahtuman mukaisesti. 6

9 Käyttösuositukset Korkean suorituskyvyn muovit Annetut lastuamisarvot ovat ohjearvoja, niitä on sovellettava kyseisen työstötapahtuman mukaisesti. 7

10 Käyttösuositukset Kuituvahvistetut kestomuovit Annetut lastuamisarvot ovat ohjearvoja, niitä on sovellettava kyseisen työstötapahtuman mukaisesti. 8

11 Käyttösuositukset Kuituvahvistettu kertamuovi/grafiitti Annetut lastuamisarvot ovat ohjearvoja, niitä on sovellettava kyseisen työstötapahtuman mukaisesti. 9

12 Käyttösuositukset Hybridimateriaalit Hunajakennomateriaalit Annetut lastuamisarvot ovat ohjearvoja, niitä on sovellettava kyseisen työstötapahtuman mukaisesti. 10

13 Tappijyrsin, yksihampainen 11
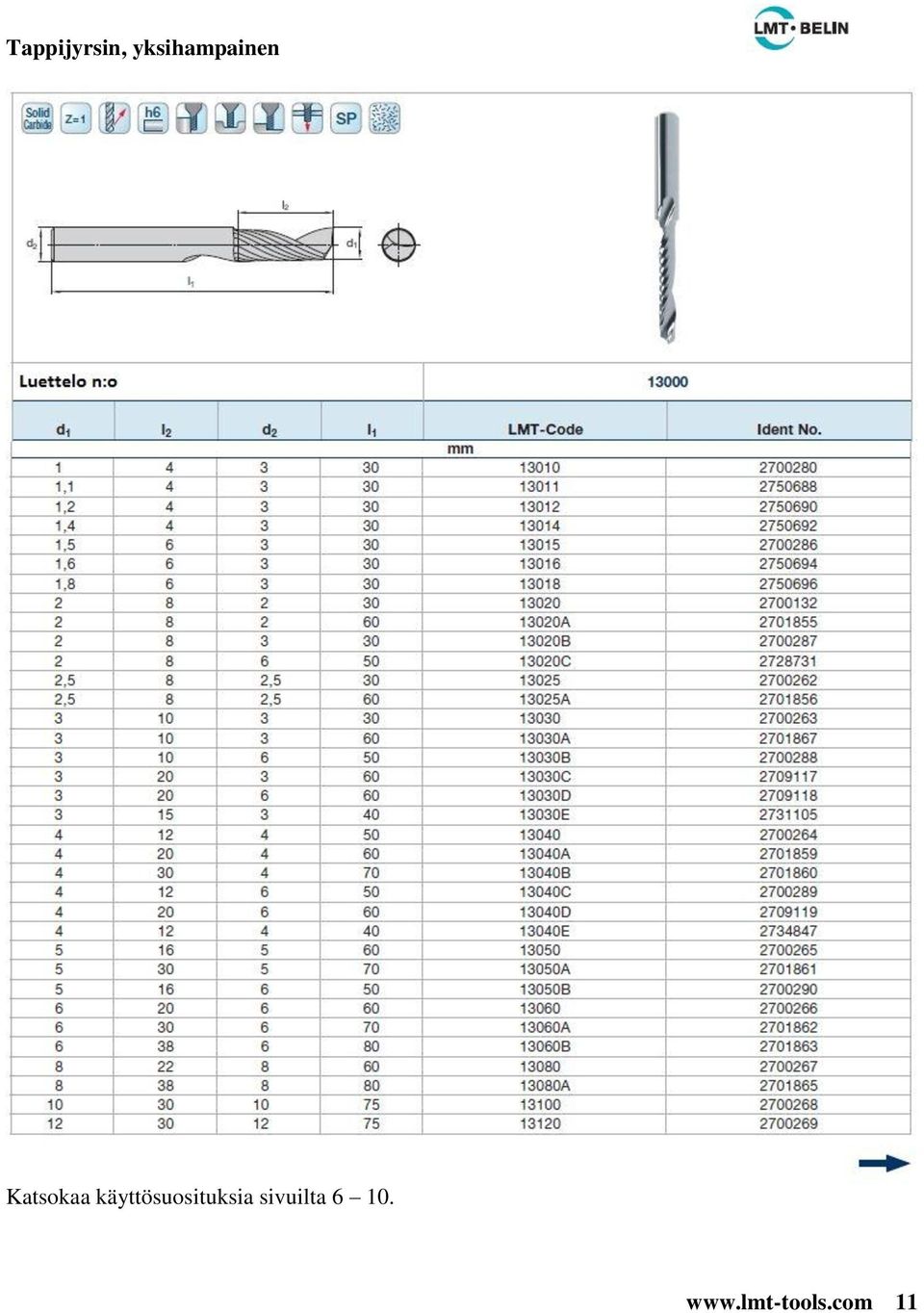
14 Tappijyrsin, yksihampainen Kysyttäessä: Pinnoitus 12

15 Tappijyrsin, yksihampainen Kysyttäessä: Pinnoitus 13

16 Tappijyrsin, yksihampainen, Cristal Kysyttäessä: Pinnoitus Kiillotetun uran ja erittäin terävän leikkuusärmän ansiosta tämä yleistappijyrsin mahdollistaa parhaan mahdollisen pinnan laadun saavuttamisen. Monisärmäinen geometria tukee tätä vaikutusta tehokkaan lastun poiston avulla. 14

17 Tappijyrsin, yksihampainen Kysyttäessä: Pinnoitus 15

18 Tappijyrsin, kaksihampainen Kysyttäessä: Pinnoitus Kaksihampainen vaihtoehto sarjalle: Yleisjyrsin muoveja varten. Vetävä lastuamisgeometria. 16

19 Tappijyrsin, kaksihampainen Kaksihampainen sarja täydentää arvostettuja yksihampaisia suuremmalla halkaisijaalueella. Jyrkempi nousukulma saa aikaan pehmeissä muoveissa pehmeämmän leikkuun ja lastunpoiston ylöspäin. Kärkipisteen erikoisgeometria parantaa pohjapintojen viimeistelyä. 17

20 Tappijyrsin, kaksihampainen 18
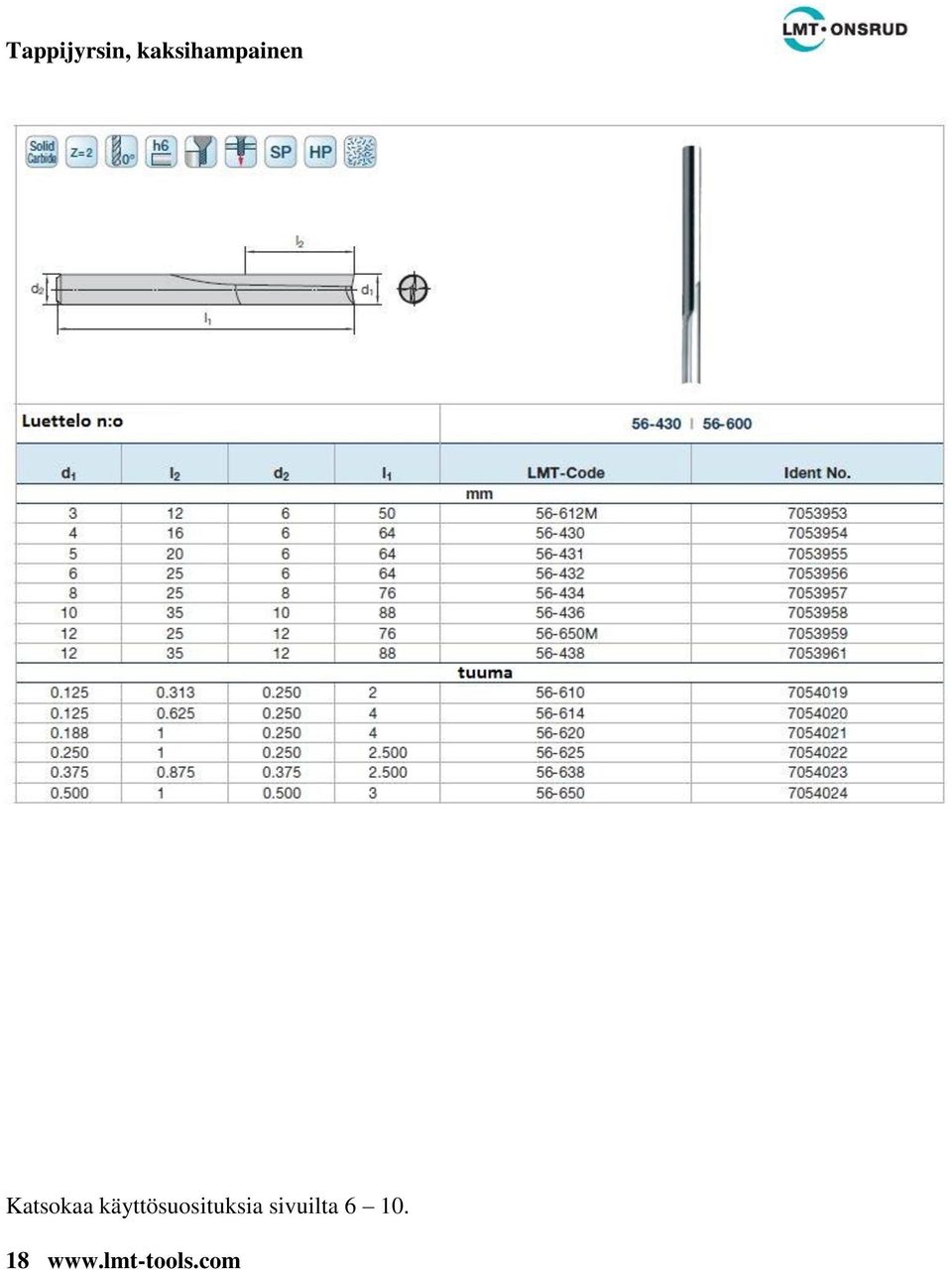
21 Tappijyrsin, kaksihampainen Kysyttäessä: Pinnoitus 19
22 Komposiitti fenoli, kolmihampainen Sopii yhtäläisesti matalia ja korkeita kierroslukuja varten CNC-käytössä. Tilavuudeltaan suuri lastutila mahdollistaa paremman viimeistelyn laadun ja vähentää lastuamisesta aiheutuvaa melua ja lastuamisvoimia. 20
23 Pallopääjyrsin, kaksihampainen, pitkä Kysyttäessä: Pinnoitus 21
24 Superfinish pallopääjyrsin, kaksihampainen Uudenmallinen työkalugeometria erikoisella pallomuodolla, kiillotetulla päästökulmalla ja kiillotetulla lastutilalla mahdollistavat tällä työkalulla pinnanlaadun Ra 0,7 (metrinen) saavuttamisen ilman teknisessä muovissa näkyviä työstöjälkiä (esim. upotukset polviproteeseissa). 22
25 Pallopääjyrsin, kaksihampainen, lyhyt ja pitkä Tämä jyrsin on erityisesti muoto- ja kopiojyrsintää varten. Parannettu geometria mahdollistaa paremman leikkuun verrattuna tavallisiin pallopääjyrsimiin. Pitkä versio on saatavissa vain tuumamitoituksella, metrisen, pitkän version kattaa sarja
26 Painejyrsin, kaksihampainen Suorat hampaat ja oikea-vasenkätinen nousu mahdollistavat muotojen jyrsimisen pehmeisiin muoveihin ilman purseita, myös kerrosmuoveilla. 24
27 Kevlar jyrsin Tämä työkalu on erityisesti kevlar- tai aramidivahvistettujen materiaalien jyrsintää varten. Lastuamisurien erikoisgeometria mahdollistaa aramidikuitujen siistin leikkaamisen ja estää karvoittumisen tai laminoinnin purkautumisen. 25
28 Hunajakennojyrsin Jyrsintä voidaan käyttää useimpien hunajakennomateriaalien kanssa ja sillä on pitkä kestoikä siinä käytetyn kovametallisubstraatin ansiosta. Lisäksi erityinen leikkuugeometria mahdollistaa erinomaisen lastunpoiston. Työkalulla on pitkä leikkuupituus ja sitä voidaan käyttää myös tasojyrsinnässä. 26
29 Komposiittirouteri Tämä työkalu on erityisesti lasikuidun (GFK) jyrsintää varten. Uran nousun suunta mahdollistaa kuitumateriaalin tehokkaan leikkaamisen. Timanttipinnoitetut variaatiot erittäin abrasiivisia materiaaleja varten löytyvät sarjasta
30 DFC-Komposiittirouteri Kulutusta kestävä timanttipinnoitus tekee tästä työkalusta erityisen kestävän työstettäessä hiilikuituvahvisteisia kertamuoveja. 28
31 HPC-routteri 29
32 HPC-routteri Uusi suurtehokomposiittiroutteri on vastakohtana muille routtereille aito lastuamistyökalu. Syvät lastutilat parantavat lastunpoistoa ja näin lämmönjohtumista pois työkappaleesta. Tämä suojaa työkappaletta ja pidentää kestoikää. Geometria tuottaa tasaiset työkappaleen reunat ja mahdollistaa tarvittavasta jälkityöstä luopumisen. Kädessä pidettävillä työkoneilla tämä vähentää työntekijän tuntemia lastuamisvoimia, CNCkoneilla tuottavuus parantuu suuremman syötön ansiosta ja kappalekustannukset laskevat. Erilaisten kärkigeometrioiden ansiosta ohjelma on erittäin monipuolinen. Tarvittaessa työkalut voidaan tarjota myös timanttipinnoituksella. 30
33 GRP-tappijyrsin 31
34 DFC-painejyrsin Painejyrsimen rakenteessa on LMT Onsrud huomioinut kaikki mahdolliset ongelmat, jotka voivat esiintyä työstettäessä kuituvahvistettuja työkappaleita. Vasenkätinen nousu tuottaa työkalun alaosassa paineen työkalun alareunalle jotta estettäisiin laminoinnin purkautuminen ja saataisiin paras mahdollinen reunan viimeistely, kun taas oikeakätinen nousu yläalueella tuottaa vastapaineen työkappaleen yläreunalle. Sulamisen estämistä varten vaikuttavat voimakkaan positiivinen lastuamiskulma ja syvät lastutilat ylikuumenemistä vastaan. Työkalu on saatavissa sekä AITiN-pinnotteella (Alumiini-titaaninitridi) että myös timanttipinnotteella (DFC) pisintä kestoikää varten. 32
35 Tappijyrsin, Saphir, kaksihampainen Tämä uusi työkalu, jolla on superhieno leikkaavan särmän ja uran viimeistely antaa teille mahdollisuuden saavuttaa kiillotetun pinnan laatu PMMA-materiaaleilla (esim. pleksilasi) tai muilla läpinäkyvillä muoveilla. Tämä pinnanlaatu saavutettiin aikaisemmin vain luonnontimantista valmistetuilla työkaluilla. Käyttösuositus: 0,2 mm suurin sivusiirto (a e ). 33
36 Tappijyrsin, Saphir, yksihampainen Keskeltä leikkaava kärki mahdollistaa piston ja siistin työstön otsapinnalla. Käyttösuositus: 0,2 mm suurin sivusiirto (a e ). 34
37 Painejyrsin Tämä uusi PCD-työkalu soveltuu erityisesti lasi- ja hiilikuituvahvistettujen muovien suurnopeusjyrsintään. Ilmoitetut minimi- ja maksimimateriaalivahvuudet antavat teille mahdollisuuden työskennellä painevyöhykkeen sisällä. 35
38 Tappijyrsin, kaksihampainen 36
39 Serf-jyrsin, kaksihampainen Tämä työkalu soveltuu erityisesti rouhintaan. Ainutlaatuinen geometria vähentää lastuamisvoimia, mikä taas johtaa pidempään kestoikään ja suurempaan syöttöön ja pienempään meluun. 37
40 Serf-jyrsin viimeistelyterällä Lisäviimeistelyterä mahdollistaa saavuttaa tällä Serfjyrsinvariaatiolla vain yhdellä ajolla viimeistellyn pinnan. 38
41 Timanttikorundi pallopääjyrsin 39
42 Superfinish kaiverrusjyrsin 40
43 Superfinish kaiverrusjyrsin 41
44 HSS-pora 42
45 HSS-pora 43
46 HSS-pora 44
47 8 viistepora 45
48 8 viistepora Tämä pora on kehitetty vähentämään lastuamisvoimia ja estämään laminoinnin purkautuminen poran ulostulokohdassa. 46
49 W-kärkipora 47
50 Kevlar -pora Tämä työkalu on tarkoitettu erityisesti Kevlar tai aramidivahvistettujen materiaalien poraamiseen. Terän kärjen erikoisgeometria mahdollistaa aramidikuitujen siistin leikkaamisen ja estää karvoittumisen tai laminaation purkautumisen. 48
51 DFC-paraboolipora 49
52 Sandwich-pora 50
53 8 viistepora 51
54 Mikropora LMT Belin on löytänyt ratkaisun, joka antaa teille mahdollisuuden porata halkaisijaltaan pienempiä kuin 3 mm reikiä myös PCD-työkalun suorituskyvyllä: Uuden juotostekniikkamme ansiosta olemme voineet toteuttaa terän kärjen monoliittisella PCD:llä, joka on juotettu täysikovametallivarteen. 52
55 Timanttikorundijyrsin Tämä timanttikorundilla pinnoitettu työkalu on tarkoitettu käytettäväksi abrasiivisten materiaalien (grafiitti, fenoli tai lasikuitu) työstössä, jotta saavutettaisiin pitkä kestoikä. Työkalu on saatavissa myös pallopääotsapinnalla (katsokaa B). Painon säästö 35 % verrattuna vastaaviin työkaluihin parantaa käyttömahdollisuuksia 3- ja 5-akselisilla koneilla. 53
56 Timattikorundijyrsimen terävaihtoehdot 54
57 Pitimiä erilaisia hunajakennokiekkojyrsimiä varten Tämä työkalu mahdollistaa hunajakennomateriaalien muoto- ja viistejyrsinnän materiaalipaksuuden ollessa alle 6mm. Patentoitu pidinjärjestelmä estää kiekon irtoamisen työkalun murtuessa. Lievästi taivutetut sahanterät tuottavat tasaisen yläpinnan. Kovametallisahanterät voidaan hioa useita kertoja. 55
58 Hunajakennojyrsin Painon säästö 35 % verrattuna vastaaviin työkaluihin parantaa käyttömahdollisuuksia 3- ja 5-akselisilla koneilla. Uusi hammasmuoto estää työkappaleen nousemisen koneen pöydältä. 56
59 T-urajyrsin hunajakennoa varten Modulaarisesti suunniteltu työkalu on kehitetty erityisesti takaa työstettävien urien jyrsimistä varten hunajakennomateriaaliin. Työkalu koostuu varresta, valinnaisesti PCD kärjellä, joka hyväsyy timanttipinnan tai kovametallin siihen ruuvattavan työkalun alla. 57
60 Superfinish tasojyrsin 58
61 Erikoistyökalut Laajan vakio-ohjelman lisäksi LMT Tool Systems tarjoaa myös teille yksittäisiä ratkaisuja työstettäessä komposiitteja ja muovia erikoistyökaluilla. Tyypilliset komposiitin poraustyökalut, kuten upotusporat ja väljentimet alumiinilla tai titaanilla vahvistettua CFRP:tä varten, syvän reiän porat tai muut erikoisporat, kuuluvat ohjelmaan. Työkappaleen ominaisuuksista riippuen, kaikki työkalut voidaan toteuttaa täysikovametallisina, DFC- tai PVD-pinnoituksella, juotettuina PCD-sandwich-kärjellä tai juotetuilla PCD-terillä. Vakiojyrsintäohjelmaamme täydentävät myös erikoistyökalut, jotka on suunniteltu erikoistyöstöolosuhteita ja erityisiä työkappaleen materiaaleja varten. Kyseisen teränmateriaalin valinta, makrogeometrian määrittely ja paras mahdollinen jäähdytysmenetelmä ja lastunpoisto ovat osa erikoistyökalukonseptiamme. Lähettäkää vain meille tiedustelu löydätte tiedustelukaavakkeemme liitteenä. 59
62 Käyttö työkalujen ja muottien valmistuksessa LMT Tool Systems:in uudessa komposiittien & muovien työstöä varten perustetussa segmentissä on liitetty 3D-geometrian työstön osaaminen erilaisten epämetallimateriaalien työstöön uudella motolla Die and Mold. Tämä erityinen sovellutuskenttä kattaa kaikki klassiset työkalun ja muottien työstöt, esim. mallikappaleet, prototyypit, prototyyppien muotit ja valumallit. Tämä hyödynnetään useimmiten käytettäessä vaahtoja tai hartseja, mutta menetelmät soveltuvat myös muotojen ja muottien jyrsintään, jotka ovat tehty erittäin tiheistä lasikuituseoksista, kuten G10 tai G11. Lopuksi voidaan löytää täysin samankaltaisia sovellutuksia muissa teollisuuden prosesseissa, kuten esim. muoviupotusten viimeistely polviproteeseja varten. LMT TOOL Systems:in lastuavien työkalujen osaaminen LMT Kieninger asiantuntijamme työkalujen ja muottien valmistuksessa tarjoaa yhteistyössä LMT Fette:n jyrsintäasiantuntijoiden kanssa täydellisen vakiojyrsinohjelman, joka on erikoistunut kaikkeen prototyyppien ja muotin valmistukseen. Erikois PCD-työkalut ja PCD-kärki-insertit täydentävät tämän tarjonnan 3D-jyrsintää varten. LMT Onsrud asiantuntijamme muovien työstöä varten on luonut erityisen täysikovametallityökalujen ohjelmann muottien valmistusta ja muuta metalliteollisuutta varten. Ottakaa yhteyttä lisätietoja varten: 60
63 LIITE Muovien tärkeitä mekaanisia ominaisuuksia Tuoteluettelo, joka keskittyy komposiittien & muovien työstöön, ei ole täysin soveltuva väline muovien käytön harjoitteluun, niiden kemialliseen koostumuksen ja ominaisuuksien opiskeluun. Kuitenkin on tarpeen tuoda esille eräitä työstöön liittyviä ominaisuuksia, että saataisiin erityisesti esille erot tyypillisiin metallien ominaisuuksiin. Muovit jaetaan yleensä kolmeen ryhmään: elastomeerit, kestomuovit ja kertamuovit. Elastomeereja käytetään yleensä hydraulisissa ja pneumaattisissa sovellutuksissa. Näiden tuotteiden valmistus vaatii harvoin koneistusta. Tämän vuoksi keskitymme seuraavassa kestomuovien ja kertamuovien erityisominaisuuksiin. Kestomuovien ominaisuudet Kestomuovit ovat yhden komponentin materiaaleja, ja ne muodostuvat harvoin haarautumattomista hiilimolekyylien ketjuista. Ne eivät ole myrkyllisiä ja kestävät tietyn lämpötila-alueen vaihtelua tarvittavan monta kertaa nestemäisen, tahnamaisen ja kiinteän olomuodon välillä kuten metallit. Tämä kertoo sen, että mekaaniset ominaisuudet, kuten kovuus, lujuus ja murtovenymä ovat lämpötilasta riippuvia. Kestomuovit tuhoutuvat peruuttamattomasti vasta maksimilämpötilan yläpuolella. Tämän ominaisuuden vuoksi kestomuovit ovat erityisen sopivia mastermuotteja (esim. ruiskupuristus) tai muovaus- tai muottiteknologiaa varten (esim. syväveto). Yhdessä täytemateriaalin tai kuidun kanssa kestomuovien peruttamattomia ominaisuuksia käytetään ensin tuotettaessa puolivalmisteita, esim. kyllästettyjä kuitukimppuja tai lyhyillä kuiduilla vahvistettuja levyjä, jotka sitten käsitellään toisessa muottivaiheessa valmiiksi tuotteeksi. Kestomuoviperheen sisällä erotamme amorfiset ja puolikristallimateriaalit. Amorfisia kestomuoveja luonnehtivat haarautumattomat sivumolekyyliketjut ja ne ovat läpinäkyviä värjäämättöminä eivätkä ne ole muovattavia. Tyypillisiä amorfisia kestomuoveja ovat PMMA ja PC 1). Puolikristallikestomuovit taas omaavat haarautuneet molekyyliketjut ja ne eivät ole läpinäkyviä (esim. PA, POM). Niiden käyttöalueella molemmat tyypit käyttäytyvät samalla tavalla kuin epämetallit, kuitenkin niillä on huomattavasti korkeammat lujuus- ja elastisuusarvot. Tärkeää työstettäessä kestomuoveja Erittäin voimakkaasti lämpötilasta riippuvat mekaaniset ominaisuudet aina nestemäiseen olomuotoon asti. Palautuva tietyllä lämpötila-alueella. Melko joustava ja luja, normaalisti lastunmuodostus kuin epämetalleilla. 1) Katsokaa sivuilta 6 10 täydellinen materiaalin määritys. 61
64 Muovien tärkeitä mekaanisia ominaisuuksia Kertamuovien (myös duroplasti) ominaisuuksia Kertamuovit ovat usean komponentin materiaaleja ja ne muodostuvat kahdesta komponentista: hartsista ja kovettajasta. Nämä komponentit muuttuvat peruuttamattomaksi kemialliseksi seokseksi. Eksoterminen kovettumisprosessi tapahtuu normaalisti määritetyllä lämpötila-alueella ja vastaavasti prosessi aktivoituu tietyn lämpötilakynnyksen ylitettyä. Täydellisen peruuttamattoman kovettumisen jälkeen kertamuoveilla on melkein vakiot mekaaniset ominaisuudet aina maksimilämpötilaan asti. Kovettumisen jälkeen kertamuovit ovat melkein amorfisia, kovia ja hauraita. Tämä tarkoittaa, että niillä on erittäin pieni muovattavuusalue. Tyypillisiä kertamuoveja ovat EP tai VP 1). Prosessoinnin aikana kertamuoveja luonnehtii erittäin matala viskositeetti. Koska niitä prosessoidaan erittäin harvoin ilman täyteaineita, prosessointi suoritetaan useimmiten käyttäen kyllästys- tai injektointitekniikkaa. Lämpötilasta riippuvaa kovettumisprosessin aktivointia käytetään hyväksi kertamuovien puolivalmisteiden tuotannossa: niin sanotut kertamuovit säilytetään jatkoprosessointia varten valmiiksi sekoitetussa tilassa. Kuitenkin kestomuoveihin verrattuna niiden kemiallinen tila ei ole vakaa; tämä tarkoittaa, ettei niitä voi käyttää maksimivarastointiajan ylityttyä. Tärkeää kertamuoveja koneistettaessa Melkein vakiot mekaaniset ominaisuudet aina maksimilämpötilaan asti. Prosessoinnin jälkeen kovettunut peruuttamattomasti. Melko kova ja hauras, normaalisti muodostaa pölyä, ei lastuja. Tärkeitä eroja metallien koneistamiseen verrattuna Kun metalleilla on lämpötilasta johtuva muodonmuutos suoraan lastuavan terän muodostaessa lastua, muoviteknologiassa tämä on päinvastoin: Kestomuovit muodostavat jo huoneen lämpötilassa lastuja, lisälämmön tuonnilla on yleensä kielteinen vaikutus, koska viskositeetti vähentyy korkeissa lämpötiloissa (lastuista tulee pehmeämpiä ja pidempiä ja ne voivat sulaa ja takertua työkaluun). Kertamuovit kuitenkin omaavat melkein vakio-ominaisuudet koko niiden käytön lämpötila-alueella. Kertamuoveja tarkasteltaessa leikkuusärmän lämpötilalla ei ole mitään merkitystä lastunmuodostuksessa. Koska kestomuovit vahingoittuvat peruuttamattomasti maksimilämpötilan yläpuolella kuten kertamuovit, on periaatteena lämmönmuodostuksen minimointi työstöprosessin aikana. Mitä suurempi materiaalin elastisuusalue on, sitä suurempi on niiden mekaanisten ominaisuuksien lämpötilariippuvuus. Jo työkappaleen pinnan minimaalinen lämpeneminen voi johtaa epätoivottuihin vaikutuksiin (esim. läpinäkyvän muovin rasvoittumiseen, halkeiluun, himmenemiseen) 1) Katsokaa sivuilta 6 10 täydellinen materiaalin määritys. 62
65 Muovien tärkeitä mekaanisia ominaisuuksia 63
66 Suosituksia muovien lastuamista varten Seuraavat suositukset viittaavat alun perin täyttämättömiin muoveihin. Kuten edellä on mainittu, kaksi tekijää näyttelee määräävää osaa muovien lastuamisessa. Se on muovattavaa, mikä voidaan ilmaista sen murtovenymän parametreilla. Sen käyttö lämpötila-alueella, jolla kyseisellä muovilla on parhaat lujuusarvot. Seuraava kaavio näyttää yleisimpien kestomuovien ja kertamuovien käytön lämpötila-alueella niiden murtovenymärajan (suurimman jatkuvan lämpötilan alue yhdellä materiaaliryhmällä). Vertailun vuoksi tässä on annettu alumiinin vastaavat arvot. Näiden parametrien avulla kaikki muovit voidaan jakaa kahteen ryhmään, jolla ne omaavat hyvin samanlaisia työstöominaisuuksia: Vakiomuovit SP ja Korkean suorituskyvyn muovit HP Työkalun valinnan kriteerit Korkean suorituskyvyn muovit HP Mitä pienempi murtovenymä, sitä pienempi lastuamiskulma ja suurempi kiilakulma. Paras terän materiaali on PCD. Suuremmilla murtovenymillä (esim. pehmeä PEEK) lastuamiskulma kasvaa kun taas kiilakulmaa on pienennettävä. Paras terän materiaali on pinnoitettu täysikovametalli. Vakiomuovit SP SP vaatii yleensä suuremman lastuamiskulman kuin HP. Tämä sääntö on voimassa myös SP:tä varten: mitä pienempi murtovenymä, sitä pienempi lastuamiskulma saa olla. Mitä suurempi murtovenymä, sitä suurempi päästökulma on valittava. Läpinäkyvällä SP:llä suositellaan käyttämään viistettyä työkalua. Paras terämateriaali ilman täyte- ja lisäaineita olevaa SP:tä varten on pinnoittamaton kovametalli, vaativia viimeistelyvaiheita varten kuitenkin läpätyt PCD- tai MCD-lastuamissärmät ovat tarpeen. Syöttö hammasta kohden on määräävä tekijä Mitä enemmän materiaalia poistetaan yhdellä lastulla, sitä vähemmän lämpöä vapautuu suhteessa poistettuun materiaaliin. Tämän vuoksi syöttö hammasta kohden on määräävä tekijä vähennettäessä lämmön vaikutusta materiaaliin. Yleisiä ehtoja muovin prosessoinnissa Välttäkää lämmön muodostusta - valitsemalla sopiva työkalun geometria ja - maksimoimalla syöttö hammasta kohden Johtakaa syntynyt lämpö nopeasti pois työkappaleesta - vastajyrsinnällä - tehokkaalla pölyn imulla karalla ja - jäähdyttämällä ilmalla (käyttäkää muuta jäähdytystä vain jos se soveltuu kyseiselle materiaalille) 64
67 Suosituksia muovien lastuamista varten Murtovenymä ja käytön lämpötila-alue kestomuoveja kertamuoveja varten verrattuna alumiiniin. Annetut arvot ovat vakioarvoja ja ne voivat vaihdella lisäaineiden laadusta ja määrästä riippuen. Pehmentäjiä, stabilisoijia, väriaineita ja täytemateriaaleja käytetään usein lisäaineina, jotta rakenneosa vastaisi kyseisiä tarpeita. 65
68 Kuituvahvisteisten muovien tärkeitä ominaisuuksia Moderni kevyiden rakenteiden suunnittelu perustuu kuituvahvistettuihin muovikomposiitteihin (tämän jälkeen niitä nimitetään FRP). Tässä yhteydessä ei ole mahdollista eikä käytännöllistä tehdä laajaa katsausta. Seuraavassa käsitellään vain tärkeimmät koneistuskriteerit yleisempiä sovellutuksia varten. Kuitu Yleensä kaikenlaista kuitua voidaan käyttää sidokseen. Se mitä kuitua käytetään mihinkin sovellutukseen, riippuu kuitujen fyysisistä ominaisuuksista. Näitä ovat esim. vetolujuus, kemialliset ominaisuudet, kuten esim. UV-vastustuskyky, mutta myös oleellisia ovat myös taloudelliset tekijät. Suorien valmistuskulujen lisäksi myös ympäristöasiat, erityisesti kierrätettävyys, ovat tärkeitä tekijöitä. Lasikuitukomposiitit (GFRP) muodostavat suurimman osuuden maailman kuitukomposiiteista. Ne tarjoavat parhaan kustannus-hyötysuhteen monia sovellutuksia varten. Erittäin kevyet rakenteet ja äärimmäiset mekaaniset ominaisuudet saavutetaan kuitenkin vain hiilikuitukomposiittien avulla (CFRP). Orgaaninen kuitu ja mineraalikuidut ovat nykyään saaneet merkitystä, mutta niillä on pieni markkinaosuus ja sen vuoksi niitä ei käsitellä enempää tässä yhteydessä. Lasikuitu on haurasta ja sillä on suuri vetolujuus. Hiilikuitu on myös haurasta; kuitenkin sillä on paljon suurempi vetolujuus. Aramidi- ja kevlar-kuidut liittyvät hiilikuituihin, mutta niillä on merkittävästi parempi muovattavuus ja murtovenymä. Kuidut voidaan sijoittaa eri tavoilla komposiittiin. Käsittelyä ja prosessia varten voimme tehdä eron seuraavien kuitujen välillä: lyhyet kuidut pitkät tai päättymättömät kuidut ja kudos Matriisi Matriisi kuvaa sidosvälinettä, jonka avulla kuidut pidetään yhdessä. Yleensä kuitukomposiitit tuotetaan kestomuovien sekä myös kertamuovien yhdistelminä, erilaisia valmistusmenetelmiä ei selitetä enempää tässä yhteydessä. Matriisimateriaalien työstöominaisuudet on jo kuvattu yksityiskohtaisesti aikaisemmissa kohdissa. Kaksi seikkaa matriisien terminologiassa ovat tärkeitä, jotta ymmärrettäisiin työstömekanismi: Matriisimateriaali itsessään on isotrooppinen tai kvasi-isotrooppinen: tämä tarkoittaa mekaanisten ominaisuuksien olevan samoja joka suuntaan. Matriisin ja kuidun välillä ei ole kemiallista sidosta. Kuitu vain ympäröi matriisin. 66
69 Kuituvahvisteisten muovien tärkeitä ominaisuuksia Kuitukomposiitit Koneistukseen liittyen voidaan erottaa kolme materiaaliryhmää: Lyhyillä kuiduilla vahvistetut FRP:t ovat säännön mukaisesti kvasi-isotrooppisia ja niitä tuotetaan termoplastisten matriisien avulla. Niitä voidaan tuottaa tällöin puolivalmisteina tai rakeina. Lopulliseksi tuotteeksi ne voidaan prosessoida esim. syvävedon tai pursotustekniikan avulla. Kuituvahvistetut FRP:t ovat anisotrooppisia ja kattavat valtavan alueen. Käsin laminoidut surffauslaudat ja formula 1 rungot ovat osaltaan ääripäissä erityisen lujuutensa johdosta. Pitkillä päättymättömillä kuiduilla vahvistetut FRP:t ovat myös anisotrooppisia, mutta ne voivat saavuttaa kuormitusoptimoidun suuntauksen ja niillä on suurempi kuituosuus merkittävästi suuremmalla tiheydellä kuin kuituvahvistetuilla FRP:llä kerroksittain käytettyjen yksisuuntaisten kuitujen ansiosta. Niitä käytetään yleensä erittäin raskaasti kuormitetuissa komponenteissa, esim. lentokoneen rungot tai paineastiat. Tiheys ja vetolujuus ovat määrääviä ominaisuuksia konstruktiomateriaalille; merkittävää niiden käytössä on kuitenkin suhde molempiin tekijöihin: spesifinen lujuus. Seuraava grafiikka näyttää miksi kuitukomposiitit ovat täydellinen ratkaisu kevytrakenteisia konstruktioita varten. Hiilikuitukomposiitit ovat erityisen ainutlaatuisia niiden suuren lujuuden vuoksi ja näin ne ovat ylivoimaisia alumiiniin verrattuna. Edelleen CFRP:llä on erittäin pieni lämpölaajenemiskerroin ja suuri korroosion vastustuskyky, edullinen iskunkesto ja korkea värähtelynkestokyky. Kuituvahvisteisten muovien erityinen lujuus verrattuna puuhun, alumiiniin ja teräkseen. 1) Kuituorientaatio 0 o /+-45 o =1/1 67
70 Kuituvahvisteisten muovien tärkeitä ominaisuuksia Kuitenkin on olemassa laaja alue, joka koskee kuitukomposiittien mekaanisia ominaisuuksia. Seuraava taulukko näyttää eräitä tyypillisiä lasi- hiilikuituvahvistettuja kestomuoveja (GF ja CF) sekä myös kertamuovien hiilikuitukomposiitteja (EP-CF) verrattuna teräkseen ja alumiiniin. Taulukosta selviää, että kuitukomposiitti ei yleensä voi korvata metallia, mutta sitä voidaan käyttää sopivissa kuormitustapauksissa. Annetut arvot ovat vakioarvoja ja ne voivat vaihdella lisäaineiden laadun ja määrän mukaisesti (lisäaineseokset). 68
71 Suosituksia kuituvahvisteisten muovien työstöön Kuten aikaisemmassa kohdassa on mainittu, FRP:n alue ja ominaisuudet ovat erittäin laajoja. Seuraavat suositukset eivät ole tämän vuoksi kaiken kattavia, vaan rajoittuvat oleellisiin tekijöihin prosessoitaessa tavallisimpia FRP-muoveja. Työstöominaisuuksien kriteerit Välttäkää komponentin mekaanista vahingoittumista (delaminaatio), tuottakaa työkappaleelle sileä pinta sekä myös hyvät ja purseettomat reunat, noudattakaa kaikkia vaadittuja valmistustoleransseja. Tehokkuuden kriteerit Tuotantoajan vähentäminen prosessin luotettavuuden optimointi ja työkalun kestoiän maksimointi Kysymyksiä ennen työkalun valintaa Mikä matriisi (kestomuovit, kertamuovit, korkean suorituskyvyn muovit vai vakiomuovit)? Mikä kuitumateriaali (lasi, kevlar, muut...)? Mikä on kuidun volyymi (prosentteina)? Miten kuitu on sijoitettu (suuntaamaton lyhyt kuitu, yksisuuntaiset punokset, punokset...)? Kuidun käyttäytyminen prosessoinnin aikana Yleissääntönä seuraava koskee lasi-, hiili- ja kevlar-kuituja: Kuitu lohkaistaan, sitä ei leikata. On eroja johtuen erilaisesta murtovenymästä. Kevlar-kuitujen ominaisuuksia on korostettava erityisesti, koska ne tarvitsevat erityisiä työkaluratkaisuja jyrsinnässä ja porauksessa suuresta joustavuudesta johtuen (katsokaa yleiskatsausta). Jotta saavuttaisitte kuidun parhaan lohkaisuvaikutuksen, teidän on varmistettava että kuitu jää tuetuksi matriisiin työkappaleessa, että terävät leikkaussärmät ovat käytössä, jotta saataisiin aikaan melko korkea paine erittäin pienelle lohkaisualueelle. Laminaation purkautuminen Laminaation purkautuminen tarkoittaa yksittäisten kuitukerrosten paikallista erottumista materiaalista ja näin paikallista kiinteyden menetystä. Porausvaiheiden aikana laminaation purkautumista esiintyy erityisesti työkappaleen ylä tai alareunassa (niin kutsuttu kuorinta tai työntö), mutta jos erottumat ovat materiaalin ydinkerroksessa, niin ne ovat vaikeasti havaittavissa ja ne voivat johtaa vakaviin vahinkoihin jatkossa erityisesti jatkuvan kuormituksen alaisina. Merkittäviä syitä laminaation purkautumiseen ovat paikallinen ylikuumeneminen ja tämän vuoksi matriisin mekaanisten ominaisuuksien menetys (hartsin palaminen), kuorintapaine, joka johtuu liian suuresta aksiaalisesta paineesta/vedosta (työntö ulos) tai kitkasta (kuorinta) ja suuritaajuusvärinöistä luonnollisella taajuusalueella. 69
72 Suosituksia kuituvahvisteisten muovien työstöä varten Reunan lohkeaminen ja kuidun repeäminen Reunan lohkeaminen ja kuidun repeäminen ovat laminaation purkautumisen tyyppejä. Kuitenkin ne eivät normaalisti aiheuta mitään komponentin stabiliteetin menetystä. Kuidun liian suuren pituuden ja lohkeilleen pinnan aiheuttamat seuraukset ovat enemmän ulkonäköongelmia kuin käyttöongelmia. Lohkeilleita pintoja ilmestyy erityisesti hauraissa matriisi materiaaleissa, kuten epoksihartsi (EP), kuidun liiallista pituutta esiintyy, jos kuitua ei ole tuettu riittävästi matriisissa tai työkalu ei voi lohkaista sitä irti. Yleisimmät syyt ovat tylsä tai voimakkaasti viistetty leikkaussärmä (riittämätön lohkaisuvaikutus), liian suuri veto tai paine johtuen työkalusta (nousu) tai värinät (työkalu iskee kappaleita hauraasta matriisista). Paineteknologia Ei ole mitään yleissääntöä parasta työkalua varten, koska lajit ja prosessin erikoisvaatimukset vaihtelevat liian paljon. Kuitenkin paineteknologian esimerkki, kuten tyypillinen FRP-työkalu, näyttää, analogian puun työstön kanssa olevan tehokkaampi tapa kuin metallintyöstöstä johdetut menetelmät. Painejyrsintätyökaluilla on työstösuuntaa vastaan toimiva nousu ja tämän vuoksi ne painavat työkalun ylä- tai alapuolta. Tämän vuoksi saavutetaan paras mahdollinen lohkaisuvaikutus, jonka avulla luodaan erittäin ideaalinen työkalun särmä. Lisäksi aksiaaliset voimat ovat melkein nollassa, mikä vähentää laminaation purkautumisen vaaraa ja minimoi värinät. Kuitenkin painetyökaluilla on rajoitettu lastunpoistokyky. Erityisesti jyrsittäessä täysiä uria ja pehmeillä materiaaleilla tämän tyyppisten työkalujen (katsokaa sivut 32, 35) käyttö on jonkin verran rajoitettua. Parhaaseen terämateriaaliin liittyviä yleistyksiä Kuituvahvistettujen materiaalien työstö olisi aina suoritettava kulutusta kestävillä työkaluilla. Parhaat terän materiaalit ovat PCD tai kovametalli timantti- tai hiilipinnoituksella. Lasikuituvahvistetut materiaalit tarvitsevat myös työkalun kulumisen suojausta: paras kustannus-hyötysuhde saavutetaan klassisella ohuella PVD-pinnoituksella (esim. AITiN). Vain lyhyillä kuiduilla vahvistetut kestomuovit, joilla on matala kuitutilavuus (<20 %) voidaan työstää kohtuullisesti pinnoittamattomilla materiaaleilla. 70
73 Suosituksia kuituvahvisteisten muovien työstöä varten Yleisiä seikkoja kuituvahvisteisten muovien työstöä varten Välttäkää lämmön muodostusta: - Valitkaa sopiva työkalun geometria ja - maksimoikaa syöttö hammasta kohden. Ilman puhallus ja jäähdytys: - tehokas ilman puhallus karalle ja - jäähdytys ilmalla (käyttäkää muuta jäähdytystä, joka soveltuu kyseiselle materiaalille). Työstö yhdellä valmistusaskeleella: - Optimaalisesti valitulla työkalulla ei ole tarpeen suorittaa rouhintaa + viimeistelyä, erillisinä ne vähentävät tuottavuutta. Hammassyötön ja lastuamissyvyyden maksimointi: - Määräävä tekijä on materiaalin poisto lastua kohden. - Kaikki muut työstöparametrit on optimoitava koneen ominaisuuksien mukaisesti Vastajyrsintä: - Poistaa lämpöä kappaleesta, - vähentää mekaanisen vaurion riskiä (ei kohtisuoraa painetta kappaleelle), - tuottaa paremman pinnan laadun (kuitu jää tuetuksi matriisiin) ja mahdollistaa tarkemman koneistuksen (ei kellumista ). Fres = resultattivoima Myötäjyrsintä vastajyrsintään verrattuna. Työstön aikana vastajyrsinnässä lastuava särmä työskentelee aina maksimaalisesti tuettua kuitua vasten, lastut ja näin myös lämpö poistetaan kappaleesta, lastuava särmä jäähtyy ennen kuin se saavuttaa uudestaan kappaleen, lastuavan särmän paine toimii samansuuntaisesti työstösuunnan kanssa. 71
74 Muita komposiittimateriaaleja: Sandwich, kerrosmateriaali, jne. Yleissäännöt valtavaa materiaaliyhdistelmien aluetta varten eivät ole järkeviä eivätkä ne voi koskaan olla täysin kattavia johtuen komposiittimateriaalin teknologian valtavasta dynaamisuudesta. LMT Tools:in sovellutusinsinöörit neuvovat mielellään teitä erikoissovellutuksissa. Seuraavassa löydätte kuitenkin eräitä lyhyitä ohjeita koskien termejä kerrosmateriaali (stack) ja sandwich : Kerrosmateriaali Tyypillinen sovellutus ilmailutekniikassa. Materiaali: - On yhdistetty useita kerroksia CFRP:tä tai yhdistelmiä CFRP:stä ja alumiinista ja/tai titaanista. - Sääntönä on, että kerroksia ei ole liimattu yhteen. Yleensä porausvaiheita (niitin uran porauksessa tai syvänreiän porauksessa ruuveja varten) seuraavien menetelmien avulla: - Käsiohjatut porausyksiköt, - paineilmakäyttöiset porausyksiköt, - robotit, - portaalikoneet. Pääongelmat työstön aikana - Metallilastut voivat vahingoittaa reikää CFRP materiaalissa tai liukua materiaalikerrosten välillä. - Erilaiset lämpölaajenemiskertoimet voivat johtaa toleranssista poikkeamiseen. - Laminaation purkautuminen reiän sisään syötössä tai ulostulossa. Tärkeitä tekijöitä työkalun valinnassa: - Kärjen kulman ja kartion säätö on tarpeen. - Ilman tuontia jäähdytysreikien kautta tarvitaan jäähdyttämään ja tukemaan lastunpoistoa. - Nousulliset urat ovat tarpeen melkein aina, vain CFRP/CFRP-yhdistelmät mahdollistavat työstön suorauraisilla työkaluilla. Sandwich Rakenne on yleensä lopullisten kerrosten, jotka ovat mitoitettu erityisesti vetolujuuden ja/tai ulkonäön mukaisesti, sekä yhden tai usean ydinmateriaalin monikerroksinen yhdistelmä, jolla on tilavuuteen nähden pieni paino. Tyypillisiä ydinkerroksia ovat: - Hunajakenno, joka muodostuu fenolihartsilla kyllästetystä paperista tai alumiinista, - vaahdot, esim. valmistettu polyuretaanista, polystyreenistä, polyetyleenistä tai myös, - puu Tyypillisiä päällyspinnan materiaaleja ovat esim.: - CFRP - GFRP - Alumiini - Lyhyillä kuiduilla vahvistetut kestomuovit Tyypillisiä työstöongelmia ovat esim.: - Yläkerroksen halkeamien välttäminen, - voimakkaasti suuntautuneiden materiaalien, kuten puu tai hunajakenno, 3D-työstö, - eri kerrosten voimakkaasti eroava kuluttava vaikutus,
75 Muuntotaulukko tuuma / metri 73
76 Piktogrammien yleiskatsaus 74
77 Kyselykaavake erikoisjyrsimiä varten Täyttäkää kaavake ja lähettäkää: 75
78 Kyselykaavake erikoisporia varten Täyttäkää kaavake ja lähettäkää: 76
79
80
UUDET TYÖKALUT PCD- JA YKSIKIDETIMANTTIMATERIAALEISTA
 UUDET TYÖKALUT PCD- JA YKSIKIDETIMANTTIMATERIAALEISTA LMT BELIN www.belin-y.com Les Cizes Service.Client@belin-y.com F-o1590 Lavancia Tel. +33 474758989 Fax +33 474758990 LMT BELIN on teknologiavetoinen
UUDET TYÖKALUT PCD- JA YKSIKIDETIMANTTIMATERIAALEISTA LMT BELIN www.belin-y.com Les Cizes Service.Client@belin-y.com F-o1590 Lavancia Tel. +33 474758989 Fax +33 474758990 LMT BELIN on teknologiavetoinen
KILPIEN VALMISTUS työkalut muovin ja kevytmetallien koneistukseen
 KILPIEN VALMISTUS työkalut muovin ja kevytmetallien koneistukseen Suorituskykyä erittäin tarkkaa koneistusta varten BELIN Yvon S.A. Les Cizes 01509 Lavancia-Epercy Ranska Perustettu: 1962 LMT-ryhmän jäsen:
KILPIEN VALMISTUS työkalut muovin ja kevytmetallien koneistukseen Suorituskykyä erittäin tarkkaa koneistusta varten BELIN Yvon S.A. Les Cizes 01509 Lavancia-Epercy Ranska Perustettu: 1962 LMT-ryhmän jäsen:
Täyskovametalliporat ja syvänreiän poraus
 Täyskovametalliporat ja syvänreiän poraus KOVAMETALLIPORIA JA PORAKALVAIMIA HAM - Täyskovametalliporat yleiskäyttöön - Superporat, Nirodrill ja syvänreiänporat - NC-porat - Keskiöporat A MAPAL MxF-monikerrospinnoite
Täyskovametalliporat ja syvänreiän poraus KOVAMETALLIPORIA JA PORAKALVAIMIA HAM - Täyskovametalliporat yleiskäyttöön - Superporat, Nirodrill ja syvänreiänporat - NC-porat - Keskiöporat A MAPAL MxF-monikerrospinnoite
Jabro Tools tuotevalikoima
 Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
WSX445. Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä
 WSX445 kevyttä koneistusta Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä DOUBLE-Z geometria 1. Matalat lastuamisvoimat 2. SOPII KAIKenlaisiin KONEISIIN 3. ERINOMAINEN lastunpoisto 4. Lastu
WSX445 kevyttä koneistusta Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä DOUBLE-Z geometria 1. Matalat lastuamisvoimat 2. SOPII KAIKenlaisiin KONEISIIN 3. ERINOMAINEN lastunpoisto 4. Lastu
WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ
 WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ Uusi kaksipuolinen Z -geometria, jossa yhdistyvät positiivisen ja negatiivisen kääntoterän parhaat ominaisuudet.terävä
WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ Uusi kaksipuolinen Z -geometria, jossa yhdistyvät positiivisen ja negatiivisen kääntoterän parhaat ominaisuudet.terävä
Lentokoneen runko Fokuksessa porausratkaisut
 Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
Uudet tuotteet
 Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET
 KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
KOTELOIDEN VALMISTUSMENETELMÄT JA NIIHIN LIITTYVÄT SUUNNITTELUOHJEET TkT Harri Eskelinen Elektroniikkasuunnittelijan ei tarvitse osata itse valmistaa koteloita, mutta mitä enemmän tietää valmistusmenetelmistä
KALVINTA, HIENOPORAUS JA SILOVALSSAUS
 KALVINTA, HIENOPORAUS JA SILOVALSSAUS UOP Pikateräskalvaimet MAPAL Kalvinta ja hienoporaus timanttityökalut BAUBLIES Silovalssaus Puh. 029 006 130 www.maantera.fi ax. 029 006 1130 e-mail: maantera@maantera.fi
KALVINTA, HIENOPORAUS JA SILOVALSSAUS UOP Pikateräskalvaimet MAPAL Kalvinta ja hienoporaus timanttityökalut BAUBLIES Silovalssaus Puh. 029 006 130 www.maantera.fi ax. 029 006 1130 e-mail: maantera@maantera.fi
OMAX VESILEIKKUUMATERIAALIT
 OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
KÄSISAHAT 2010 www.magnum-tools.com
 www.manum-tools.com Puulla on Suomessa pitkät perinteet rakentamisen ja teollisuuden raaka-aineena. Puu on edelleen ainutlaatuinen luonnonmateriaali, joka sopii moniin käyttökohteisiin. isäksi puun työstäminen
www.manum-tools.com Puulla on Suomessa pitkät perinteet rakentamisen ja teollisuuden raaka-aineena. Puu on edelleen ainutlaatuinen luonnonmateriaali, joka sopii moniin käyttökohteisiin. isäksi puun työstäminen
Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa.
 Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Materiaaliryhmien taksonomia
 Komposiitit Komposiitit Useamman materiaalin / materiaaliryhmän yhdistelmä Materiaalin ja rakenteen välimaastossa Matriisi lujite (tai funktionaalisesti valitut materiaalit) Materiaaliryhmien taksonomia
Komposiitit Komposiitit Useamman materiaalin / materiaaliryhmän yhdistelmä Materiaalin ja rakenteen välimaastossa Matriisi lujite (tai funktionaalisesti valitut materiaalit) Materiaaliryhmien taksonomia
Tuotannon taloudellisuus nousuun
 CoroDrill 880 Tuotannon taloudellisuus nousuun Kääntöteräporat ovat erittäin kustannustehokkaita, ja vahvistetun CoroDrill 880:n avulla voit todella parantaa tuotantosi taloudellisuutta. Parannettu porarunko
CoroDrill 880 Tuotannon taloudellisuus nousuun Kääntöteräporat ovat erittäin kustannustehokkaita, ja vahvistetun CoroDrill 880:n avulla voit todella parantaa tuotantosi taloudellisuutta. Parannettu porarunko
CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130
 CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130 Uudet, halkaisijaltaan pienet varsijyrsimet teräkoolla 07 tuovat CoroMill 390 -jyrsimen hyväksi todetun suorituskyvyn tarjolle töihin, joissa
CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130 Uudet, halkaisijaltaan pienet varsijyrsimet teräkoolla 07 tuovat CoroMill 390 -jyrsimen hyväksi todetun suorituskyvyn tarjolle töihin, joissa
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
VOITELUAINEET TYÖSTÖNESTEET
 Korroosiosuoja Ruostesuojan teho riippuu useimmiten suojan paksuudesta ja kestosta. Houghton Ensisvalikoimamme antaa luotettavan suojan mille tahansa käyttökohteelle. indeksi,9 885 24 2,9 84 65 4 86 38,5
Korroosiosuoja Ruostesuojan teho riippuu useimmiten suojan paksuudesta ja kestosta. Houghton Ensisvalikoimamme antaa luotettavan suojan mille tahansa käyttökohteelle. indeksi,9 885 24 2,9 84 65 4 86 38,5
CoroDrill 880 Fokuksessa ei-rauta-aineet
 CoroDrill 880 Fokuksessa ei-rauta-aineet 1 TRENDI: Kevyempi on taloudellisempi Mitä kevyempi auto on, sitä vähemmän etenkin sen kiihdyttämiseen vaaditaan energiaa. Kevyet materiaalit ovatkin keskiössä
CoroDrill 880 Fokuksessa ei-rauta-aineet 1 TRENDI: Kevyempi on taloudellisempi Mitä kevyempi auto on, sitä vähemmän etenkin sen kiihdyttämiseen vaaditaan energiaa. Kevyet materiaalit ovatkin keskiössä
Rakennesuunnittelu. Materiaali. Kudotut rakenteet. Komposiitit ALM. Functionally graded. Vaahdot
 Komposiitit Komposiitit Useamman materiaalin / materiaaliryhmän yhdistelmä Materiaalin ja rakenteen välimaastossa Matriisi lujite (tai funktionaalisesti valitut materiaalit) Materiaali Rakennesuunnittelu
Komposiitit Komposiitit Useamman materiaalin / materiaaliryhmän yhdistelmä Materiaalin ja rakenteen välimaastossa Matriisi lujite (tai funktionaalisesti valitut materiaalit) Materiaali Rakennesuunnittelu
Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma
 Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma Nopea, pehmeä ja helppo katkaisu Lähes jäysteetön ja värinätön katkaisu Taloudellinen katkaisu Täydellinen ohjelma Ohuet katkaisulaikat ovat hyvin
Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma Nopea, pehmeä ja helppo katkaisu Lähes jäysteetön ja värinätön katkaisu Taloudellinen katkaisu Täydellinen ohjelma Ohuet katkaisulaikat ovat hyvin
Super. Line SUPER LAATU SUPER HINTA SUPER SAATAVUUS 2016 LAAJENNETTU JULKAISU. SuperLine Oy Gühring AB Lämmittäjänkatu 4 A Helsinki
 PORAUS KIERTEITYS JYRSINTÄ KALVINTA PKD Super Line SUPER LAATU SUPER HINTA SUPER SAATAVUUS VIISTEITYS/JÄYSTEENPOISTO MODULAARISET TYÖKALUJÄRJESTELMÄT TYÖKALUAUTOMAATIT SuperLine 2016 ERIKOISTYÖKALUT 1687-V-20
PORAUS KIERTEITYS JYRSINTÄ KALVINTA PKD Super Line SUPER LAATU SUPER HINTA SUPER SAATAVUUS VIISTEITYS/JÄYSTEENPOISTO MODULAARISET TYÖKALUJÄRJESTELMÄT TYÖKALUAUTOMAATIT SuperLine 2016 ERIKOISTYÖKALUT 1687-V-20
LUONNON MATERIAALIT MUOVEISSA
 LUONNON MATERIAALIT MUOVEISSA Pentti Järvelä TkT, professori TTY, Materiaalioppi Muovi-ja elastomeeritekniikka 1 LUONNON MATERIAALIT MUOVEISSA Tässä esityksessä keskitytään luonnon materiaalien käyttöön
LUONNON MATERIAALIT MUOVEISSA Pentti Järvelä TkT, professori TTY, Materiaalioppi Muovi-ja elastomeeritekniikka 1 LUONNON MATERIAALIT MUOVEISSA Tässä esityksessä keskitytään luonnon materiaalien käyttöön
Reikäsahat: aina oikea reikäsaha
 Reikäsahat Back 208 Reikäsahat Yleiskatsaus Bosch-tarvikkeet 11/12 Reikäsahat: aina oikea reikäsaha Progressor Power Change -adaptereineen Sivu 212 Sheet Metal Power Change -adaptereineen Sivu 217 Multi
Reikäsahat Back 208 Reikäsahat Yleiskatsaus Bosch-tarvikkeet 11/12 Reikäsahat: aina oikea reikäsaha Progressor Power Change -adaptereineen Sivu 212 Sheet Metal Power Change -adaptereineen Sivu 217 Multi
Lastuavat työkalut A V A 2007/2008
 Lastuavat työkalut 2007/2008 Jyrsimiä Poranteriä Kierretappeja Maailmanlaajuisesti lastuavia työkaluja Pyöriviä viiloja YG-1 CO., LTD. SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-38
Lastuavat työkalut 2007/2008 Jyrsimiä Poranteriä Kierretappeja Maailmanlaajuisesti lastuavia työkaluja Pyöriviä viiloja YG-1 CO., LTD. SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-38
Kopadi Oy - Timanttilaikat ammattikäyttöön
 Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
TIMANTTIREIKÄSAHAT www.magnum-tools.com
 TIMANTTIREIKÄSAHAT www.magnum-tools.com Timanttireikäsahat Reikien työstäminen koviin keraamisiin materiaaleihin ei perinteisesti ole ollut mahdollista ilman kalliita erikoiskoneita ja -työkaluja. Tästä
TIMANTTIREIKÄSAHAT www.magnum-tools.com Timanttireikäsahat Reikien työstäminen koviin keraamisiin materiaaleihin ei perinteisesti ole ollut mahdollista ilman kalliita erikoiskoneita ja -työkaluja. Tästä
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
TEOLLISUUSPINNOITTEET
 TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
LUONNONMATERIAALIT/POLYMEE- RIT PUOLIVALMISTEET
 LUONNONMATERIAALIT/POLYMEE- RIT PUOLIVALMISTEET Pentti JÄRVELÄ TkT, professori Materiaalioppi Muoviryhmä 1 MIKSI LUONNON MATERIAALEJA Halutaan säästää fossiilisia materiaaleja (?) Biomateriaalien elinkaariarvio
LUONNONMATERIAALIT/POLYMEE- RIT PUOLIVALMISTEET Pentti JÄRVELÄ TkT, professori Materiaalioppi Muoviryhmä 1 MIKSI LUONNON MATERIAALEJA Halutaan säästää fossiilisia materiaaleja (?) Biomateriaalien elinkaariarvio
Lastuttavien aineiden jaottelu
 Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
3. VÄLJENTIMET, KALVAIMET 181-209
 Sisällysluettelo 3. VÄLJENTIMET, KALVAIMET 181-209 Väljentimet...182-183 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Konekalvaimet...184-193 DIN 212 Lieriövarsi...184-187 DIN 208 Kartiovarsi...
Sisällysluettelo 3. VÄLJENTIMET, KALVAIMET 181-209 Väljentimet...182-183 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Konekalvaimet...184-193 DIN 212 Lieriövarsi...184-187 DIN 208 Kartiovarsi...
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
Luotettavuutta syviin pistoihin
 Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA
 SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA JATKUVAA KEHITYSTÄ Aiempi T4-12-tuoteperhe kehitettiin tuottavuuden parantamiseen, mutta nyt sitä on kehitetty vieläkin paremmaksi. Entistä suuremmat
SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA JATKUVAA KEHITYSTÄ Aiempi T4-12-tuoteperhe kehitettiin tuottavuuden parantamiseen, mutta nyt sitä on kehitetty vieläkin paremmaksi. Entistä suuremmat
Luotettavuutta ja tarkkuutta
 CoroTap 100 -KM Luotettavuutta ja tarkkuutta CoroTap 100 -KM:tä suunniteltaessa tavoitteena oli kehittää kierretappi, joka helpottaisi ratkaisevasti valuraudan koneistusta. Se erottuu erinomaisilla tuloksillaan
CoroTap 100 -KM Luotettavuutta ja tarkkuutta CoroTap 100 -KM:tä suunniteltaessa tavoitteena oli kehittää kierretappi, joka helpottaisi ratkaisevasti valuraudan koneistusta. Se erottuu erinomaisilla tuloksillaan
Lastuavat työkalut - Sandvik Coromant. Pyörivät työkalut JYRSINTÄ PORAUS AVARRUS TYÖKALUJÄRJESTELMÄT 2012
 Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ AVARRUS TYÖKALUÄRSTLMÄT 2012 Sopivan poran valinta ROT - IN Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa
Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ AVARRUS TYÖKALUÄRSTLMÄT 2012 Sopivan poran valinta ROT - IN Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa
Fysikaaliset ominaisuudet
 Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
Kolme lineaaristen polyamidien valmistusmenetelmistä on kaupallisesti merkittäviä:
 POLYAMIDIT (PA) Tampereen teknillinen yliopisto Sanna Nykänen Yleistä Polyamidit ovat eniten käytettyjä teknisiä muoveja. Esimerkkinä yleisesti tunnettu nylon luokitellaan kemiallisesti polyamidiksi (PA66).
POLYAMIDIT (PA) Tampereen teknillinen yliopisto Sanna Nykänen Yleistä Polyamidit ovat eniten käytettyjä teknisiä muoveja. Esimerkkinä yleisesti tunnettu nylon luokitellaan kemiallisesti polyamidiksi (PA66).
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Muovin ja elastomeerin liimausopas
 Muovin ja elastomeerin liimausopas 3 Miksi käyttää Loctite ja Teroson liimoja muiden liitosmenetelmien sijaan Tämä esite opastaa valitsemaan oikean Loctite ja Teroson liimat Henkelin tuotevalikoimista
Muovin ja elastomeerin liimausopas 3 Miksi käyttää Loctite ja Teroson liimoja muiden liitosmenetelmien sijaan Tämä esite opastaa valitsemaan oikean Loctite ja Teroson liimat Henkelin tuotevalikoimista
Ammattitaitoisia KONEISTAJIA SAATAVILLA
 Ammattitaitoisia KONEISTAJIA SAATAVILLA Usein kuultu väite on, ettei ammattitaitoisia koneistajia ole riittävästi Osaamista on mahdollista parantaa asiantuntevalla koulutuksella. Koulutamme koneistajista
Ammattitaitoisia KONEISTAJIA SAATAVILLA Usein kuultu väite on, ettei ammattitaitoisia koneistajia ole riittävästi Osaamista on mahdollista parantaa asiantuntevalla koulutuksella. Koulutamme koneistajista
Selkeäjakoinen: Bosch-puukkosahanteräohjelma.
 Pisto- ja puukkosahat Yleiskatsaus 487 Selkeäjakoinen: Bosch-puukkosahanteräohjelma. Oikea puukkosahanterän valinta ratkaisee sahaustuloksen. Työstettävän materiaalin laatu ja sahausjäljen laatuvaatimukset
Pisto- ja puukkosahat Yleiskatsaus 487 Selkeäjakoinen: Bosch-puukkosahanteräohjelma. Oikea puukkosahanterän valinta ratkaisee sahaustuloksen. Työstettävän materiaalin laatu ja sahausjäljen laatuvaatimukset
Sopivan poran valinta
 pdrilling Content Sopivan poran valinta Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa lueteltujen porien halkaisija-alueet ja poraussyvyydet. 2 Valitse poramalli Valitse
pdrilling Content Sopivan poran valinta Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa lueteltujen porien halkaisija-alueet ja poraussyvyydet. 2 Valitse poramalli Valitse
MAPAL TRITAN KOVAMETALLIPORAT TUOTEKUVAUS
 MAPAL TRITAN KOVAMETALLIPORAT TUOTEKUVAUS Poraaminen kovametalli- ja vaihtokärkiporilla MAPAL on vuosikymmenien ajan tutkinut erilaisia poraamiseen liittyviä haasteita ja kartuttanut aiheeseen liittyvää
MAPAL TRITAN KOVAMETALLIPORAT TUOTEKUVAUS Poraaminen kovametalli- ja vaihtokärkiporilla MAPAL on vuosikymmenien ajan tutkinut erilaisia poraamiseen liittyviä haasteita ja kartuttanut aiheeseen liittyvää
MUOVIT VAATETUSTEKNIIKASSA 31.3.2010
 MUOVIT VAATETUSTEKNIIKASSA 31.3.2010 SISÄLLYSLUETTELO 3. MUOVITUOTTEIDEN ERI VALMISTUSTEKNIIKAT 3.1 Yleistä muovituotteiden valmistuksesta 3.2 Kalvojen valmistus 3.2.1 Yleistä kalvojen valmistuksesta 3.2.2
MUOVIT VAATETUSTEKNIIKASSA 31.3.2010 SISÄLLYSLUETTELO 3. MUOVITUOTTEIDEN ERI VALMISTUSTEKNIIKAT 3.1 Yleistä muovituotteiden valmistuksesta 3.2 Kalvojen valmistus 3.2.1 Yleistä kalvojen valmistuksesta 3.2.2
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
Syvänreiänporat Syväporaus 10xD:stä 3000mm:iinkanuunaja kierukkaporilla EB100 EB 80 ZB 80 EB 800 RT 100 T TKM mikroporat RT 150
 2011 Syväporaus 10xD:stä 3000mm:iinkanuunaja kierukkaporilla EB100 EB 80 ZB 80 EB 800 RT 100 T TKM mikroporat RT 150 Sisältö 1-leikkuinen kovametallinen kanuunapora EB 100 1-leikkuinen kanuunapora EB 80
2011 Syväporaus 10xD:stä 3000mm:iinkanuunaja kierukkaporilla EB100 EB 80 ZB 80 EB 800 RT 100 T TKM mikroporat RT 150 Sisältö 1-leikkuinen kovametallinen kanuunapora EB 100 1-leikkuinen kanuunapora EB 80
Pyöröviilat ja kärkiupottimet... 2
 Pyöröviilat ja kärkiupottimet... 2 - T ALU/RISTIKKÄIS LIERIÖ ETULEIKKUU... 2 - T RISTIKKÄIS LIERIÖ IP-PAKKAUS... 3 - T ALU/RISTIKKÄIS OVAALI... 4 - T ALU/RISTIKKÄIS PALLO... 5 - T ALU/RISTIKKÄIS PYÖRISTETTY
Pyöröviilat ja kärkiupottimet... 2 - T ALU/RISTIKKÄIS LIERIÖ ETULEIKKUU... 2 - T RISTIKKÄIS LIERIÖ IP-PAKKAUS... 3 - T ALU/RISTIKKÄIS OVAALI... 4 - T ALU/RISTIKKÄIS PALLO... 5 - T ALU/RISTIKKÄIS PYÖRISTETTY
HandlingTech. Automations-Systeme ENSIAPU TYÖKALUN RIKKOUTUESSA. www.handlingtech.de/eromobil
 HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
ALIPAINEKULJETINHIHNAT
 ALIPAINEKULJETINHIHNAT Jotkut kuljettimet vaativat hihnakäytöiltä enemmän kuin tavalliset. Suuret nopeudet, kiihtyvyydet ja hidastuvuudet, paikoitustarkkuus tai kappaleen keveys aiheuttavat sen että normaali
ALIPAINEKULJETINHIHNAT Jotkut kuljettimet vaativat hihnakäytöiltä enemmän kuin tavalliset. Suuret nopeudet, kiihtyvyydet ja hidastuvuudet, paikoitustarkkuus tai kappaleen keveys aiheuttavat sen että normaali
Erittäin lyhyt HSS-pora,TiN-kärki
 Erittäin lyhyt HSS-pora,TiN-kärki Ominaisuudet // Edut Poran A022 edut verrattuna erittäin lyhyeen vakioporaan: Testeissä on saavutettu jopa 33% parempi tuottavuus. Elinikä on merkittävästi pidempi. Kaikki
Erittäin lyhyt HSS-pora,TiN-kärki Ominaisuudet // Edut Poran A022 edut verrattuna erittäin lyhyeen vakioporaan: Testeissä on saavutettu jopa 33% parempi tuottavuus. Elinikä on merkittävästi pidempi. Kaikki
Nestekidemuovit (LCP)
") Nestekidemuovit (LCP) Tampereen teknillinen yliopisto Sanna Nykänen Nestekidemuovit voidaan luokitella kiteisiksi erikoismuoveiksi, jotka ovat suhteellisen kalliita materiaaleja. Niiden luokitteluperiaate
Nestekidemuovit (LCP) Tampereen teknillinen yliopisto Sanna Nykänen Nestekidemuovit voidaan luokitella kiteisiksi erikoismuoveiksi, jotka ovat suhteellisen kalliita materiaaleja. Niiden luokitteluperiaate
Quality Coated Abrasives. Joustavat hiomatuotteet metallien hiontaan
 Quality Coated Abrasives Joustavat hiomatuotteet metallien hiontaan Quality Coated Abrasives Varmin tapa täydelliseen pinnanlaatuun Ammattimaisesti hiotut työkappaleet erottuvat hyvän pinnanlaatunsa johdosta,
Quality Coated Abrasives Joustavat hiomatuotteet metallien hiontaan Quality Coated Abrasives Varmin tapa täydelliseen pinnanlaatuun Ammattimaisesti hiotut työkappaleet erottuvat hyvän pinnanlaatunsa johdosta,
UPOTUS, PURSEENPOISTO JA AVENTIMET
 UPOTUS, PURSEENPOISTO JA AVENTIMET UOP GRATTEC: WANCO: KOPAL: Kärkiupottimet Purseenpoistotyökalut Kiilauratyöntöaventimet Viisteytys- ja purseenpoistotyökalut G HEULE: Upotus poraus viisteet purseenpoisto
UPOTUS, PURSEENPOISTO JA AVENTIMET UOP GRATTEC: WANCO: KOPAL: Kärkiupottimet Purseenpoistotyökalut Kiilauratyöntöaventimet Viisteytys- ja purseenpoistotyökalut G HEULE: Upotus poraus viisteet purseenpoisto
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Inveio Uni-directional crystal orientation. GC4325 tehty kestämään. Pitkäkestoista teräksen sorvausta
 Inveio Uni-directional crystal orientation tehty kestämään Pitkäkestoista teräksen sorvausta Luotettavat teräsärmät Sandvik Coromantin spesialistien haasteena oli kehittää teräksen sorvaukseen terälaatu,
Inveio Uni-directional crystal orientation tehty kestämään Pitkäkestoista teräksen sorvausta Luotettavat teräsärmät Sandvik Coromantin spesialistien haasteena oli kehittää teräksen sorvaukseen terälaatu,
Tarvikkeet. P-81175 22-os ruuvikärkisarja. P-79778 17-os ruuvikärkisarja. D-34936 31-os ruuvikärkisarja. P-74740 13-os ruuvikärkisarja
 Tarvikkeet P-81175 22-os ruuvikärkisarja Torx/PH/PZ/Kuusio 25mm, magneettijatko, hylsyadapteri 1/4 0 88381 44726 3 9,95 8,02 alv 0% P-79778 17-os ruuvikärkisarja Torx/PH/PZ 25mm ja magneettihylsy 0 88381
Tarvikkeet P-81175 22-os ruuvikärkisarja Torx/PH/PZ/Kuusio 25mm, magneettijatko, hylsyadapteri 1/4 0 88381 44726 3 9,95 8,02 alv 0% P-79778 17-os ruuvikärkisarja Torx/PH/PZ 25mm ja magneettihylsy 0 88381
ERITTÄIN MONIPUOLINEN
 Monitoimityökalut BTM50 BTM40 TM3000 ERITTÄIN MONIPUOLINEN Laaja valikoima lisävarusteita eri käyttötarkoituksiin Oskilloiva monitoimityökalu BTM50 BTM40 Yhteensopiva kaikkien OIS (Oscillating Interface
Monitoimityökalut BTM50 BTM40 TM3000 ERITTÄIN MONIPUOLINEN Laaja valikoima lisävarusteita eri käyttötarkoituksiin Oskilloiva monitoimityökalu BTM50 BTM40 Yhteensopiva kaikkien OIS (Oscillating Interface
VOITELUAINEET TYÖSTÖNESTEET
 Korroosiosuoja Ruostesuojan teho riippuu useimmiten suojan paksuudesta ja kestosta. Houghton Ensis-valikoimamme antaa luotettavan suojan mille tahansa käyttökohteelle. Houghton Ensis Engine Oil 30 Voiteluöljy,
Korroosiosuoja Ruostesuojan teho riippuu useimmiten suojan paksuudesta ja kestosta. Houghton Ensis-valikoimamme antaa luotettavan suojan mille tahansa käyttökohteelle. Houghton Ensis Engine Oil 30 Voiteluöljy,
SISÄLLYSLUETTELO. Poranterät pikateräksestä ja kovametallista 2-42. Kierretapit 51-77. Jyrsinterät pikateräksestä 78-102
 SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-42 Kierretapit 51-77 Jyrsinterät pikateräksestä 78-102 Tank-Power jyrsinterät 103-116 K2 HM-jyrsimet 162-178 X-Power ja V7 HM-jyrsimet 117-161
SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-42 Kierretapit 51-77 Jyrsinterät pikateräksestä 78-102 Tank-Power jyrsinterät 103-116 K2 HM-jyrsimet 162-178 X-Power ja V7 HM-jyrsimet 117-161
Multiprint 3D Oy. www.rpcase.fi www.multiprint.fi
 Multiprint 3D Oy www.rpcase.fi www.multiprint.fi Multiprint 3D Oy 3D-tulostus tarkoittaa yksinkertaistettuna materiaalia lisäävää valmistusta. Markkinoilla on erilaisia 3D-tulostustekniikoita joista kukin
Multiprint 3D Oy www.rpcase.fi www.multiprint.fi Multiprint 3D Oy 3D-tulostus tarkoittaa yksinkertaistettuna materiaalia lisäävää valmistusta. Markkinoilla on erilaisia 3D-tulostustekniikoita joista kukin
Materiaaliryhmien taksonomia
 Komposiitit Komposiitit Useamman materiaalin / materiaaliryhmän yhdistelmä Materiaalin ja rakenteen välimaastossa Matriisi lujite (tai funktionaalisesti valitut materiaalit) Materiaaliryhmien taksonomia
Komposiitit Komposiitit Useamman materiaalin / materiaaliryhmän yhdistelmä Materiaalin ja rakenteen välimaastossa Matriisi lujite (tai funktionaalisesti valitut materiaalit) Materiaaliryhmien taksonomia
KJR-C2006 Lastuava työstö E. Niemi & P. Kyrenius & P. H. Andersson K2015 Kiitokset prof. Esko Niemelle materiaalista
 KJR-C2006 Lastuava työstö E. Niemi & P. Kyrenius & P. H. Andersson K2015 Kiitokset prof. Esko Niemelle materiaalista 22.1.2015 K213 Runkona: Luku 24 (Machining) Philip D. Rufe (ed.) Fundamentals of Manufacturing,
KJR-C2006 Lastuava työstö E. Niemi & P. Kyrenius & P. H. Andersson K2015 Kiitokset prof. Esko Niemelle materiaalista 22.1.2015 K213 Runkona: Luku 24 (Machining) Philip D. Rufe (ed.) Fundamentals of Manufacturing,
Luonnonkuitukomposiittien. ruiskuvalussa
 Luonnonkuitukomposiitit ruiskuvalussa Luonnonkuitukomposiittien mahdollisuudet -Roadshow 2008 Harri Välimäki Kareline Oy Ltd KARELINE OY LTD Sirkkalantie 12 B FIN-80100 Joensuu www.kareline.com Customers
Luonnonkuitukomposiitit ruiskuvalussa Luonnonkuitukomposiittien mahdollisuudet -Roadshow 2008 Harri Välimäki Kareline Oy Ltd KARELINE OY LTD Sirkkalantie 12 B FIN-80100 Joensuu www.kareline.com Customers
TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa.
 TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa. XD -teknologia TITEXiltä tulevaisuuden huipputeknologiaa, jo Syvän reiän porauksella jopa 30 x d syvyyteen ilman välinostoa Metallia työstävässä
TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa. XD -teknologia TITEXiltä tulevaisuuden huipputeknologiaa, jo Syvän reiän porauksella jopa 30 x d syvyyteen ilman välinostoa Metallia työstävässä
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
Avarrus. Teoriaa F 4. Valintaprosessi F 9. Valikoiman yleisesittely F 14. Käyttö F 21. Ongelmanratkaisu F 25 F 3
 2 on menetelmä, jossa pyörivällä työkalulla suurennetaan reikiä, jotka on valmistettu esim. koneistamalla, valamalla, takomalla, ekstruusiolla tai polttoleikkaamalla. Teoriaa 4 Valintaprosessi 9 Valikoiman
2 on menetelmä, jossa pyörivällä työkalulla suurennetaan reikiä, jotka on valmistettu esim. koneistamalla, valamalla, takomalla, ekstruusiolla tai polttoleikkaamalla. Teoriaa 4 Valintaprosessi 9 Valikoiman
ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko
 ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko Huomattavaa! Kun tallennat archicad:issä Stl tiedoston tarkasta että mallisi on oikeassa mittakaavassa (esim. mikäli ArchiCad malli mallinnettu metrimittakaavassa
ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko Huomattavaa! Kun tallennat archicad:issä Stl tiedoston tarkasta että mallisi on oikeassa mittakaavassa (esim. mikäli ArchiCad malli mallinnettu metrimittakaavassa
GluePRO. Kuumaliimausta alan ammattilaisille. Nopeasti ja täsmällisesti.
 GluePRO Kuumaliimausta alan ammattilaisille. Nopeasti ja täsmällisesti. Tervetuloa STEINEL Rubrikbezeichnung kuumaliimauksen uuteen ulottuvuuteen. Ylivoimaisesti paras kuumaliimapistooli! Tämän tavoitteen
GluePRO Kuumaliimausta alan ammattilaisille. Nopeasti ja täsmällisesti. Tervetuloa STEINEL Rubrikbezeichnung kuumaliimauksen uuteen ulottuvuuteen. Ylivoimaisesti paras kuumaliimapistooli! Tämän tavoitteen
UDDEHOLM VANADIS 10. Työvälineteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työvälineen suorituskyvyn kannalta
 1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
CHUCKING TOOLS TERASKONTTORI KIINNITTIMET. Hinnat ovat voimassa 31.3.2006 saakka. Paras osoite. www.roehm.biz
 CHUCKING TOOLS TERASKONTTORI KIINNITTIMET Hinnat ovat voimassa 31.3.2006 saakka Paras osoite www.roehm.biz NC-koneruuvipuristin RKG-M Edullinen vaihtoehto 125 mm leukaleveys - Perusrunko pallografiittivalua
CHUCKING TOOLS TERASKONTTORI KIINNITTIMET Hinnat ovat voimassa 31.3.2006 saakka Paras osoite www.roehm.biz NC-koneruuvipuristin RKG-M Edullinen vaihtoehto 125 mm leukaleveys - Perusrunko pallografiittivalua
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
PITKÄT KANTTIKONEET. Valmistettu Saksassa
 PITKÄT KANTTIKONEET Valmistettu Saksassa ASCO MASCHINENBAU GMBH ASCO Maschinenbau GmbH valmistaa Variobendmerkkisiä pitkiä kanttikoneita sekä Variobend kahteen suuntaan taivuttavia koneita. ASCO Maschinenbau
PITKÄT KANTTIKONEET Valmistettu Saksassa ASCO MASCHINENBAU GMBH ASCO Maschinenbau GmbH valmistaa Variobendmerkkisiä pitkiä kanttikoneita sekä Variobend kahteen suuntaan taivuttavia koneita. ASCO Maschinenbau
Ruuviliitokset. Yleistä tietoa ruuviliitoksista. Kitkaliitoksen ja muotoliitoksen yhdistelmä
 Yleistä tietoa ruuviliitoksista Yleistä tietoa ruuviliitoksista Ruuviliitokset voidaan tehdä kitkaliitoksina, muotoliitoksina tai näiden kahden yhdistelmänä. Kitkaliitos vaatii noin 10 kertaa enemmän ruuveja
Yleistä tietoa ruuviliitoksista Yleistä tietoa ruuviliitoksista Ruuviliitokset voidaan tehdä kitkaliitoksina, muotoliitoksina tai näiden kahden yhdistelmänä. Kitkaliitos vaatii noin 10 kertaa enemmän ruuveja
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Sandwich-paneelit (PIR)
") Sandwich-paneelit (PIR) Gór-Stal tarjoaa laajan valikoiman seinä-, katto- tai jäähdytyskerrostettuja levyjä, joiden ydin on valmistettu polyuretaanivaahdosta (PIR). Nämä levyt koostuvat kahdesta molemmilta
Sandwich-paneelit (PIR) Gór-Stal tarjoaa laajan valikoiman seinä-, katto- tai jäähdytyskerrostettuja levyjä, joiden ydin on valmistettu polyuretaanivaahdosta (PIR). Nämä levyt koostuvat kahdesta molemmilta
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin
 Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
3M -fiiberilaikat. Peli on avattu! Enemmän kuin keskivertofiiberilaikat
 3M -fiiberilaikat Peli on avattu! Enemmän kuin keskivertofiiberilaikat Lyömätön yhdistelmä suori tuskykyä ja kestävyyttä! Luokkansa parhaat 3M fiiberilaikat Vuonna 2009 3M asetti uuden standardin hiomatuotteen
3M -fiiberilaikat Peli on avattu! Enemmän kuin keskivertofiiberilaikat Lyömätön yhdistelmä suori tuskykyä ja kestävyyttä! Luokkansa parhaat 3M fiiberilaikat Vuonna 2009 3M asetti uuden standardin hiomatuotteen
FAG PowerPull SPIDER TRISECTION PLATE Hydrauliset ulosvetimet ja ulosvetolaipat vierintälaakereille ja muille koneenosille
 FAG PowerPull TRISECTION PLATE Hydrauliset ulosvetimet ja ulosvetolaipat vierintälaakereille ja muille koneenosille A Member of the Schaeffler Group FAG PowerPull Tehokas, helppo, nopea Käyttäjäystävällinen
FAG PowerPull TRISECTION PLATE Hydrauliset ulosvetimet ja ulosvetolaipat vierintälaakereille ja muille koneenosille A Member of the Schaeffler Group FAG PowerPull Tehokas, helppo, nopea Käyttäjäystävällinen
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
23. Yleistä valumalleista
 23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
23. Yleistä valumalleista Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Valumallien yleisin rakenneaine on puu. Sen etuja muihin rakenneaineisiin verrattuna ovat halpuus, keveys ja helppo lastuttavuus.
Kudosten ja viilun muodostamat komposiitit. Tutkimus koivuviilun ja hiilikuitu- sekä aramidikuitukudosten komposiittirakenteista
 Kudosten ja viilun muodostamat komposiitit Tutkimus koivuviilun ja hiilikuitu- sekä aramidikuitukudosten komposiittirakenteista Veeti Paju Materiaalitutkimus Muotoilun koulutusohjelma Muotoilun laitos
Kudosten ja viilun muodostamat komposiitit Tutkimus koivuviilun ja hiilikuitu- sekä aramidikuitukudosten komposiittirakenteista Veeti Paju Materiaalitutkimus Muotoilun koulutusohjelma Muotoilun laitos
Erikoistyökalut pikana.
 Erikoistyökalut _WALTER XPRESS Erikoistyökalut pikana. Poraus, avarrus, upotus ja jyrsintä Walter_Xpress_8_page_2013_FIN_WNO.indd 1 2013-04-18 10:11:21 PALVELU Walter Xpress Ideasta pikakelauksella valmiiksi
Erikoistyökalut _WALTER XPRESS Erikoistyökalut pikana. Poraus, avarrus, upotus ja jyrsintä Walter_Xpress_8_page_2013_FIN_WNO.indd 1 2013-04-18 10:11:21 PALVELU Walter Xpress Ideasta pikakelauksella valmiiksi
TAURUS Speed Rivet-niittaustyökalut ja G-Speed -vetoniitit
 TAURUS Speed Rivet-niittaustyökalut ja G-Speed -vetoniitit GESIPA G-Speed GESIPA -uutuus, G-Speed -vetoniitti, tarjoaa nopeutta ja luotettavuutta liittessä metallia, muovia, komposiittimateriaaleja sekä
TAURUS Speed Rivet-niittaustyökalut ja G-Speed -vetoniitit GESIPA G-Speed GESIPA -uutuus, G-Speed -vetoniitti, tarjoaa nopeutta ja luotettavuutta liittessä metallia, muovia, komposiittimateriaaleja sekä
Erikoisjyrsin karkaistuun teräkseen Suurnopeus- sekä kuivaan työstöön Viimeistelyyn Kovuuksiin UUSI PINNOITE! Kaikki hinnat ilman Alv.
 Erikoisjyrsin karkaistuun teräkseen Suurnopeus- sekä kuivaan työstöön Viimeistelyyn Kovuuksiin UUSI PINNOITE! 197 Kaikki hinnat ilman Alv. Leikkuunopeus Hapettumislämpötila (C ) Kovuus Kaikki hinnat ilman
Erikoisjyrsin karkaistuun teräkseen Suurnopeus- sekä kuivaan työstöön Viimeistelyyn Kovuuksiin UUSI PINNOITE! 197 Kaikki hinnat ilman Alv. Leikkuunopeus Hapettumislämpötila (C ) Kovuus Kaikki hinnat ilman
OMEGA kovametalliviilat
 02/09 7 OMEGA haastus 7 Myös AlTiN pinnoituksella Valmistusmaa USA OMEGA kovametalliviilat Varret Ø ja Ø Käytettävä suojalaseja suojalaseja UUDENLAINEN SYVÄ HIONTA HAMPAAN PROFIILI UUSITTU TEHOKAS JA AGRESSIIVINEN
02/09 7 OMEGA haastus 7 Myös AlTiN pinnoituksella Valmistusmaa USA OMEGA kovametalliviilat Varret Ø ja Ø Käytettävä suojalaseja suojalaseja UUDENLAINEN SYVÄ HIONTA HAMPAAN PROFIILI UUSITTU TEHOKAS JA AGRESSIIVINEN
vink passion for plastics PTFE Tekniset tiedot
 vink passion for plastics Tekniset tiedot Tekniset tiedot polytetrafluorieteeni tunnetaan paremmin nimellä Teflon. Amerikkalainen DuPont kehitti materiaalin toisen maailmansodan aikana ja siitä tuli strateginen
vink passion for plastics Tekniset tiedot Tekniset tiedot polytetrafluorieteeni tunnetaan paremmin nimellä Teflon. Amerikkalainen DuPont kehitti materiaalin toisen maailmansodan aikana ja siitä tuli strateginen
Nopeuden huippua Uusi harjaohjelma
 Nopeuden huippua Uusi harjaohjelma UUTUUS! Ratkaisut kaikkiin käyttösovelluksiin kaikille porakoneille ja kulmahiomakoneille 2 Teräslankaharjat Yleiskatsaus Metalli Inox Tuote Tyyppi Harja Teräslankaharjat
Nopeuden huippua Uusi harjaohjelma UUTUUS! Ratkaisut kaikkiin käyttösovelluksiin kaikille porakoneille ja kulmahiomakoneille 2 Teräslankaharjat Yleiskatsaus Metalli Inox Tuote Tyyppi Harja Teräslankaharjat
Termoplastiset polyesterit: Polyeteenitereftelaatti
 Termoplastiset polyesterit: Polyeteenitereftelaatti (PET) ja polybuteenitereftelaatti (PBT) Tampereen teknillinen yliopisto Sanna Nykänen Polyeteenitereftelaatti (PET) Polyeteenitereftelaatti on eniten
Termoplastiset polyesterit: Polyeteenitereftelaatti (PET) ja polybuteenitereftelaatti (PBT) Tampereen teknillinen yliopisto Sanna Nykänen Polyeteenitereftelaatti (PET) Polyeteenitereftelaatti on eniten
HT 800 WP JULKAISU 2011. UUTUUS vaihtokärki ruostumattomalle teräkselle
 JULKAISU 2011 UUTUUS vaitokärki ruostumattomalle teräkselle HT 800 WP Vaitokärki porajärjestelmä yvä toimintavarmuus alkaisija-alue 11,0 25,5 poraussyvyydet 1,5xD, 3xD, 5xD, 7xD ja 10xD vaitokärjet teräkselle,
JULKAISU 2011 UUTUUS vaitokärki ruostumattomalle teräkselle HT 800 WP Vaitokärki porajärjestelmä yvä toimintavarmuus alkaisija-alue 11,0 25,5 poraussyvyydet 1,5xD, 3xD, 5xD, 7xD ja 10xD vaitokärjet teräkselle,
Metallin lisäävän valmistuksen näkymiä
 Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Pikaterässahajyrsimet alkaen Ø 15 mm... 4 Pyörösahanterät... 5 Kuumasahanterät...6 Vannesahan terät...7 BRICUT TOOLS OY
 BRICUT TOOLS OY BriCut Tools Oy on erikoistunut lastuavien työkalujen myyntiin, erikoistyökaluratkaisuihin sekä työstökoneiden jälleenmyyntiin. Myymme tuotteet suoraan loppukäyttäjille, joita ovat Suomen
BRICUT TOOLS OY BriCut Tools Oy on erikoistunut lastuavien työkalujen myyntiin, erikoistyökaluratkaisuihin sekä työstökoneiden jälleenmyyntiin. Myymme tuotteet suoraan loppukäyttäjille, joita ovat Suomen
VASARAT 2008 www.magnum-tools.com
 VSRT 2008 www.manum-tools.com VSRT 2008 VSROIDEN VRSIEN TEKNIIKK Vasarat kuuluvat vanhimpiin ihmisten käyttämiin työkaluihin ja vasaroiden varret ovat perinteisesti olleet puuta vuosituhansien ajan. Erilaiset
VSRT 2008 www.manum-tools.com VSRT 2008 VSROIDEN VRSIEN TEKNIIKK Vasarat kuuluvat vanhimpiin ihmisten käyttämiin työkaluihin ja vasaroiden varret ovat perinteisesti olleet puuta vuosituhansien ajan. Erilaiset
KLINGER ramikro. Tinankuja 3, 02430 MASALA Puhelin 010 400 1 015 Fax 010 400 1 550
 KLINGER ramikro Tinankuja 3, 02430 MASALA Puhelin 010 400 1 015 Fax 010 400 1 550 O-renkaita valmistetaan DIN 3770 ja DIN ISO 3601 mukaisesti. Lisäksi käytössä ovat amerikkalainen standardi MS 29513, ranskalainen
KLINGER ramikro Tinankuja 3, 02430 MASALA Puhelin 010 400 1 015 Fax 010 400 1 550 O-renkaita valmistetaan DIN 3770 ja DIN ISO 3601 mukaisesti. Lisäksi käytössä ovat amerikkalainen standardi MS 29513, ranskalainen
IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE
 R Improving your workspace IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE Terveydelle haitallinen pöly tulisi poistaa suoraan sieltä, missä sitä syntyy. Konekohtaiset imuhuuvat auttavat poistamaan pölyn työkalulta,
R Improving your workspace IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE Terveydelle haitallinen pöly tulisi poistaa suoraan sieltä, missä sitä syntyy. Konekohtaiset imuhuuvat auttavat poistamaan pölyn työkalulta,
Advanced Materials Araldite 2048 TUOTESELOSTE
 Advanced Materials Araldite 2048 TUOTESELOSTE Araldite 2048 Kaksikomponenttinen metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Hyvä tartunta moniin metalleihin ja muoveihin Ei vaadi täydellistä
Advanced Materials Araldite 2048 TUOTESELOSTE Araldite 2048 Kaksikomponenttinen metakrylaattiliima Ominaispiirteet Nopeasti kovettuva Hyvä tartunta moniin metalleihin ja muoveihin Ei vaadi täydellistä
TARVIKESARJAT. MA00680_Finnish.indd 1 06/09/2013 10:17
 TARVIKESARJAT 2013 MA00680_Finnish.indd 1 06/09/2013 10:17 DEWALT-tarvikkeista on nyt koottu tarvikesarjat täyttämään tarpeesi riippumatta siitä, mitä sähkötyökalua käytät. Käytätpä sitten akkukonetta
TARVIKESARJAT 2013 MA00680_Finnish.indd 1 06/09/2013 10:17 DEWALT-tarvikkeista on nyt koottu tarvikesarjat täyttämään tarpeesi riippumatta siitä, mitä sähkötyökalua käytät. Käytätpä sitten akkukonetta