KJR-C2006 Lastuava työstö E. Niemi & P. Kyrenius & P. H. Andersson K2015 Kiitokset prof. Esko Niemelle materiaalista
|
|
|
- Marika Hukkanen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 KJR-C2006 Lastuava työstö E. Niemi & P. Kyrenius & P. H. Andersson K2015 Kiitokset prof. Esko Niemelle materiaalista K213 Runkona: Luku 24 (Machining) Philip D. Rufe (ed.) Fundamentals of Manufacturing, 3 rd Ed. [2013] Dearborn, Mich. : SME, Society of Manufacturing Engineers

2 Lastuava työstö Johdanto Lastuamisen perusteita Menetelmiä Lastuamisen suunnittelu ja kustannukset

3 Menetelmän valinta Tekninen analyysi Kappaleen muodon ja ja materiaalin asettamat rajoitteet Tarkkuus- ja ja pinnanlaatuvaatimusten asettamat rajoitteet Potentiaaliset menetelmät Kustannusvertailu Taloudellinen analyysi Valinta /Paul H. Andersson/

4 Valmistusmenetelmän kannalta tärkeitä tuotteiden ominaisuuksia Materiaali vahva vaikutus valmistusmenetelmän valintaan, toisaalta menetelmä vaikuttaa materiaalin ominaisuuksiin työstön jälkeen Mekaaniset ominaisuudet: lujuus, kovuus, sitkeys, väsymisen kesto, lämpötilan kesto, jäännösjännitykset Muut fysikaaliset ominaisuudet: adheesio, kitka, kuluminen, sähköiset ja magneettiset ominaisuudet, termodynaamiset ominaisuudet, optiset ominaisuudet Kemialliset ominaisuudet: korroosion kesto Geometriset ominaisuudet: Muoto ja koko, mittatoleranssit, muoto-, suunta-, sijainti- ja heittotoleranssit, pinnanlaatu

5 Muita menetelmän valintaan vaikuttavia tekijöitä menetelmien mahdollisuudet ja rajoitukset menetelmän saatavuus (missä voidaan valmistaa??) valmistusmäärä tuotteen variaatioiden määrä toimitusaikatekijät materiaalin varastointi- ja saatavuuskysymykset olemassa oleva tuotantoprosessi alihankintamahdollisuudet (make or buy). Jos valmistusprosessin vaiheita koskevat valinnat vaikuttavat toisiinsa, on kannattavuuslaskelmissa verrattava kokonaiskustannuksia. Esim.: Valukappaleen konstruktio on erilainen kuin umpitangosta tai ainesputkesta valmistetun komponentin. Lastuttava materiaali, ainemäärä ja jopa menetelmä ovat erilaiset kussakin vaihtoehdossa.

6 Lastuaminen esimerkki vaihtoehtoisista aihionvalmistustavoista Umpitanko tai ainesputki Vaakavalu Pystyvalu Lähde: Schey Vaakatae Pystytae Hitsattu

7 Valmistusmenetelmät prosessiketjut Raaka-aine Sula Billetti Tanko Profiili Levy Muut Valumenetelmät Taonta Pursotus Taivutus Leikkaus Muovaus Sintraus RP-menetelmät Muovien prosessointi Koneistus Liittäminen Lämpökäsittely Pintakäsittely Kokoonpano Tuote

8 Lastuaminen Lastuamisen edullisuus valmistusmenetelmänä perustuu yleensä seuraaviin kahteen tekijään: 1. Lastuamalla päästään yleensä edullisesti parempaan mittatarkkuuteen ja pinnanlaatuun kuin muilla valmistusmenetelmillä. 2. Lastuaminen on pitkälti riippumaton raaka-aineen valmistusmenetelmästä: Standardimuotoinen ja mittainen tanko tai levy kelpaa yhtä hyvin kuin valu, tae tai hitsattu rakenne. Tällöin standardimateriaalin edullinen yksikköhinta ja ennen kaikkea sen sitoutumattomuus tiettyyn tuotteeseen ovat suuria etuja. Lastuavien menetelmien kehitys on erityisesti terämateriaalien ja NC-tekniikan kehittymisen kautta jatkuvaa. Käytännössä kehitystä jarruttaa konekannan hidas uusiutuminen.

9 Lastuavat työstömenetelmät (ja kipinätyöstö) Jyrsintä Sorvaus Porausmenetelmät Hionta Kipinätyöstö Komponentin muoto Taso, lieriöpinta, ura, tasku, veistospinta Kohtuullisesta hyvään, Ra 1,6-6,3 m Pyörähdyspinnat Reiät Kohtuullisesta Kohtuullinen, erittäin hyvään, tyypillinen Ra Ra 0,4-6,3 m 3,2 (1,6) m Tasot ja pyörähdyspinnat Erinomainen, tyypillinen Ra 0,4 m Vähän rajoituksia Hyvä, tyypillinen Ra 1,6 m Pinnanlaatu Mahdollinen toleranssi +/- 0,01 mm +/- 0,005 mm +/- 0,02 mm Tyypillinen toleranssi +/- 0,03 mm +/- 0,03 mm +/- 0,1 mm +/- 0,003 mm +/- 0,005 mm Laaja kirjo, 1 m kuutio yleinen mutta voi olla hyvin suuri Laaja kirjo, 300 mm halkaisija yleinen mutta voi olla hyvin suuri -> 30 mm halkaisija yleinen, harvoin yli 80 mm Komponentin koko Kuten jyrsintä ja sorvaus Yleensä < 500 mm Suhteellinen kustannus Keskisuuri Matala Keskisuuri Korkea Hyvin korkea

10 (Lastuavat) työstömenetelmät Muita: Avarrus pyörähdyssymmetristen reikien sisäpinnat Väljennys ja kalvinta reikien viimeistely Hienotyöstömenetelmät hoonaus, läppäys, hivellys, kiillotus, silovalssaus... Sahaaminen pyörö-, kaari-, vanne-, pisto- Avennus ja pisto ei-pyörähdyssymmetriset muodot rei issä Kuorinta suuret kierremuodot Hammastusmenetelmät terällä lastuavat ja hionta sekä kaavinta Kierteitysmenetelmät tapilla, leuoilla, sorvaamalla, jyrsimällä, muovaamalla Sähkökemiallinen työstö superseokset, hankalat muodot niissä Kemiallinen työstö elektroniikka, MEMS, lentokoneiden osien kevennykset Ultraäänityöstö kovat ja hauraat materiaalit ym. Käsikirja: Tool and Manufacturing Engineers Handbook, Vol 1: Machining, T. J. Drozda (toim.), SME. (Amazon: $124,00)

11 Lastunmuodostus Lastunirrottamisessa olennaisia asioita: Lastuamisvoimat Työkappaleen ja työkalun lämpötilat Työkalun kuluminen Lastun muoto Ja niihin vaikuttavat: Terät Terämateriaalit Lastuamisarvot

12 Terien kuluminen Viistekuluminen abraasio Kuoppakuluminen hapettuminen, diffuusio

13 Kulumismekanismit vs. lastuamislämpötila Kuluminen Adheesio Diffuusio Abraasio Hapettuminen v c, t, f yms. Lähde: Vieregge 1949

14 VT n f m = k kestoaikamalli k = 240 m/min n = 0,21 m = 0,47 T ,1 0,2 0,3 f 0,4 0,5 0,6 0,7 0, V

15 Viistekulumisen vaiheet V B Terärikko Alkukuluminen Lineaarinen kuluminen Työstöaika t

16 Terämateriaalit kovuus sitkeys -kentässä 1. Hiiliteräkset 2. Stelliitit 3. Pikateräkset 4. Pulveripikateräkset 5. TiN pinnoitettu HSS 6. Kovametalli 7. Pinnoitettu kovametalli 8. Hienorae -kovametalli 9. Cermetit 10. Valetut karbidit 11. Ucon 12. Oksidikeramiikat 13. Muut keramiikat 14. Kuutiohilainen boorinitridi 15. Timantit 16. Ideaali aine Lähde: Kauppinen

17 Vaiheistus, työstöoperaatioiden suoritusjärjestys millaisella työkalulla voidaan työstää haluttu piirre muoto, ulottuvuus, työkalun kiinnitys, saatavuus, konekanta mikä on aihion lähtötilanne miten työkappale kiinnitetään ja irrotetaan eri vaiheiden välissä

18 Sorvaus

19 Muotojen sorvausta

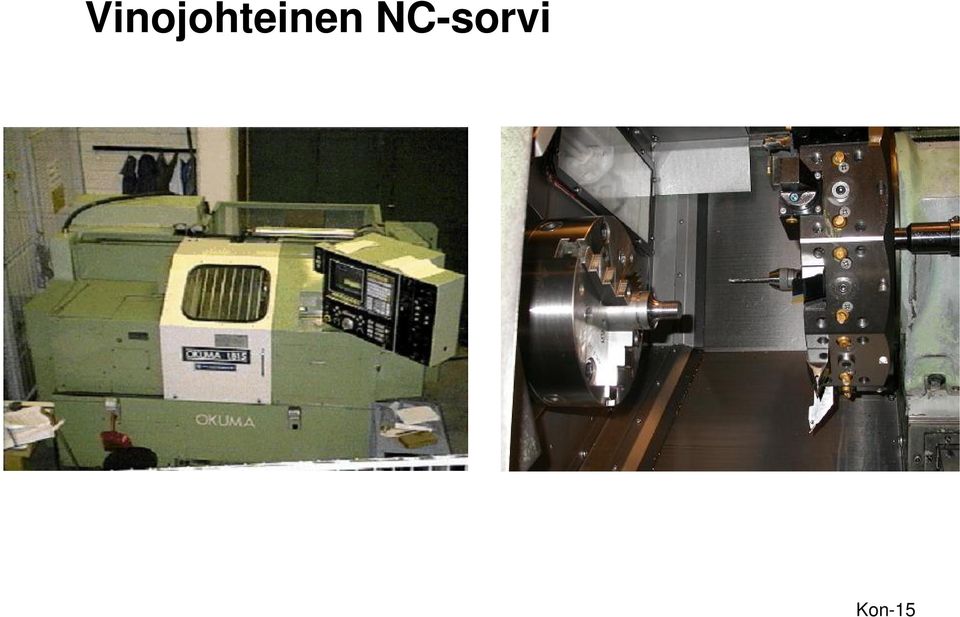
20 Vinojohteinen NC-sorvi
21 Monitoimisorveja Tukilaakeri
22 Työkalujen ja lastuamisarvojen valinta käytännössä - sorvaus 1. Selvitetään lähtötiedot 2. Suunnitellaan lastuamisliikket ja työkalut pääpiirteittäin 3. Teräpalan muoto 4. Teräpalan koko 5. Teränpidin 6. Nirkonsäde 7. Teräpälan geometria ja materiaali 8. Lastuamisarvot Käytännössä parhaan tuloksen kannalta kaikki lastuamisliikkeet ja muut yo. asiat tulisi käydä läpi jo komponentin suunnitteluvaiheessa Sandvik
23 Jyrsintä Sorvauksen ja jyrsinnän ero Lastunmurto Kääntöterän ja työkalun kuormitus
24 Tasojyrsintä
25 Kulma (nurkka-) jyrsintä
26 Urajyrsintä Kiekkojyrsimet
27 Ura- ja muotojyrsintä
28 Kopiojyrsintä
29 Viistejyrsintä
30 Sädejyrsintä
31 Aksiaalijyrsintä
32 Kierteen jyrsintä
33 Pystykarainen koneistuskeskus
34 Koneistuskeskus
35 Kiinnityspaletti
36 5-akselinen pystykarainen koneistuskeskus
37 Työkalujen ja lastuamisarvojen valinta käytännössä - jyrsintä Määritellään lastuttava materiaali, työstötapa (viimeistely/rouhinta), lastuttavat muodot ja olosuhteet (kone, työkalujärjestelmä ym.). Suunnitellaan työstöliikkeet pääpiirteissään ja valitaan työkalun tyyppi 1-2. Taso otsajyrsin 3-5. Olake, avoin ura, reuna kulmajyrsin, varsijyrsin 6. Tasku, umpiura varsijyrsin 7. Muoto pallopäinen varsijyrsin 8. Syvä ura, katkaisu kiekkojyrsin 9. Viiste kulma-, varsi tai otsajyrsin Valitaan suuri työkalun halkaisija ja pieni pituus Huomioidaan tarvittava lastuamissyvyys jyrsintä ja teräpalaa valittaessa Särmien lukumäärään vaikuttavat koneen teho, tukevuusolosuhteet ja lastutilan riittävyys. Valitaan terä(pala) ja lastuamisarvot valmistajan suositusten mukaan.
38 Poraaminen Syvänreiänporausmenetelmät
39 Poran valinta Poran valinta perustuu ensisijaisesti halkaisijaan, reiän syvyyteen ja työkappaleen materiaaliin. Alla on suuntaa antava valintataulukko normaaleille työkappalemateriaaleille. Paras tuottavuus saadaan kovametalli-, ja erityisesti kääntöpalaporilla ja lastuamisnestekanavilla varustetuilla malleilla. Lisäksi on otettava huomioon mm.: aloitus ei-kohtisuoraan tai epätasaiseen pintaan paketinporaus porras- ja viisteporausmahdollisuus vasenkätinen pyörimissuunta D (mm) L R a (mm) IT Tyyppi 0, (-10) x D Pikateräskierukkapora 0, (-10) x D 3 9 Kovametallikierukkapora (-10) x D Kierukkapora kovametalliteräpalalla ,5 (-5) x D Kääntöpalapora > 60 2,5 x D Ydinpora x D Syvänreiänporausmenetelmät
40 Suuria avarrustyökaluja
41 Vierintäjyrsintä
42 Aventaminen Työkalu (HSS) on monimutkainen ja kallis, mutta avennusoperaatio on yksinkertainen ja nopea Tulos on tarkkamittainen, jopa IT 5, ja laatu tasainen Työkalu on pitkäikäinen johtuen monista teräsärmistä ja suhteellisen pienestä lastuamisnopeudesta
43 Sahaaminen Sahaamisen pääsovellus on katkaiseminen. Kuviovannesahoja käytetään vähenevässä määrin leikkaamiseen.
44 Lastuaminen hiomarakeella Hiomarakeella lastuaminen eroaa terällä tapahtuvasta lastuamisesta olennaisesti, mm. seuraavien piirteiden osalta: lastuamisnopeus on suuri lastuamissyvyys on pieni materiaalitilavuusyksikön irrottamiseen tarvittava energiamäärä on suuri lastuamislämpötila on korkea suurin osa syntyvästä lämmöstä siirtyy työkappaleeseen, osa laikkaan, ja lastuihin vain vähäisessä määrin työkappaleen pinnan normaalin suuntainen lastuamisvoima on tyypillisesti n. kaksi kertaa suurempi kuin päälastuamisvoima v c a p
45 Hiomatyökaluja
46 Pyöröhiontaa
47 Hiomakoneita
48 Uppokipinätyöstöä Työstön aikana työkappale ja elektrodi ovat nesteen pinnan alla AT-Tools
49 Lankasahaus Yläpuolinen ohjain Uutta lankaa Työkappale Alapuolinen ohjain Käytettyä lankaa Paineistettua ja jäähdytettyä nestettä
50 Lankasahattuja kappaleita
51 Valmistuksen suunnittelu - lastuaminen Geneerinen koneistuksen suunnittelu voi edistyä esim. seuraavaa karkeaa järjestystä noudattaen: 1. Käytettävien lastuamismenetelmien päättely 2. Työkalujen valinta 3. Kiinnitysten ja kiinnittimien valinta Kiinnitykset pyritään valitsemaan siten, että keskenään tarkasti toleroidut muodot syntyvät samalla kiinnityksellä, tai ainakin niin, että yhtä näistä voidaan käyttää kiinnityspintana muita työstettäessä. Kustannusten vähentämiseksi ja tarkkuuden takaamiseksi on pyrittävä käyttämään mahdollisimman vähiä kiinnityksiä. Suositaan vakiokiinnittimiä, huomioidaan kiinnitysvoimien aiheuttamat muodonmuutokset ja lastuamisvoimat. 4. Käytettävien työstökoneiden valinta pyritään käyttämään mahdollisimman harvoja koneita 5. Yksittäisten lastujen ja käytettävien lastuamisarvojen määrittely
52 Lastuaminen 10. Vältä piirteitä jotka edellyttävä hoikkien työkalujen käyttöä ja luoksepääsyä haittaavia esteitä ylipäänsä. 11. Yritä selvitä pienellä työkaluvalikoimalla. Työkalumakasiinit ovat pieniä ja työkalunvaihto vie aikaa! 12. Minimoi lastuttavat pinnat. 13. Suunnittele tankokappaleet siten että toista kiinnitystä ei tarvita. 14. Sorvattujen ja lieriöjyrsittyjen sisäsäteiden tulisi olla suurempia kuin työkalun standardisäde. Otsajyrsittävän sisäsäteen tulee olla sama kuin työkalun nirkossa. Kuvat: Boothroyd
53 Akselin ja reiän koneistaminen Lapinleimun mukaan Akselinkoneistus IT Ra 0,1 0,2 0,4 0,8 1,6 3,2 6,4 12,5 25 Veto, kuorinta Pyörtöhonta Pyörtöhonta Sorvaus Sorvaus Timanttisorvaus Pyöröhionta Pyöröhionta Hiveltäminen Hiveltäminen Kiillotus Istukkakappaleen reiän koneistus Kääntöteräporaus Kääntöteräporaus Sorvaus Sorvaus Timanttisorvaus Avennnus Avennnus Hionta Hionta Hoonaus Hoonaus Kotelokappaleen reiän koneistus Kierukkaporaus Kierukkaporaus Väljennys Väljennys Kalvinta Kalvinta Ratajyrsintä D > 120 Ratajyrsintä Avarrus Avarrus Uiva kalvinta Hoonaus Hoonaus = helppo = vaikea esityöstö
54 Lastuamisarvojen valinta Rouhinnassa Pyritään mahdollisimman tehokkaaseen lastunpoistoon Valitaan työkalun, kiinnityksen ja kappaleen sallimissa rajoissa suuri lastuamissyvyys ja syöttö tässä järjestyksessä Optimoidaan lastuamisnopeutta kustannusten minimoimiseksi Viimeistelytyöstössä Tavoitellaan hyvää pinnanlaatua ja suurta tarkkuutta Rouhinnan jättämä työvara määrää lastuamissyvyyden, jonka tulee olla pieni tarkkuuden kannalta ja toisaalta pienen syötön ja suuren lastuamisnopeuden mahdollistamiseksi Valitaan syöttö vaaditun pinnanlaadun edellyttämäksi Optimoidaan lastuamisnopeutta kustannusten ja pinnanlaadun kannalta
55 Konekustannukset - esimerkki Mazak FH 480 Vaakakarainen koneistuskeskus työalue (x,y,z) 560*560*510 karateho max 22 kw karanopeus r/min pikaliikenopeus 32 m/min syöttönopeus max 32 m/min ohjaus: Mazatrol M Plus työkalunvaihtoaika 1,3 s CAT #40 työkalukartio / 30 kpl työkappaleen paino max 400 kg
56 Keskimääräiset konekustannukset Mazak FH 480 Vaakakarainen koneistuskeskus 2 työvuoroa, á 1500 tehtyä työtuntia Hankintahinta euroa Kustannuslaji euro/h Työ 21,8 Poisto 8,3 Korko 2,5 Vuokra 3,2 Energia 0,7 Huolto 2,7 Työnjohto 1,3 NC-ohjelmointi 2,7 Työkalut 10,0 ATK, YK-aineet ym. 2,0 Yhteensä 55,3 =13*1,68 =250000/(10*1500*2) =250000/2*0,06/(1500*2) =8*100*12/(1500*2) =22*0,2*0,1/0,6 =8000/(1500*2) =0,1*40000/(1500*2) =0,2*40000/(1500*2) =10 =2 =SUM()
57 Työstökustannukset Työstökustannukset voidaan jaotella seuraavasti: 1. Kiinteät kustannukset (poisto, vuokra jne.) kappalekohtainen kustannus riippuu tuotantovolyymista. 2. Suoraan tuotantovolyymista riippuvat muuttuvat kustannukset (energia, huolto, kappaleenvaihto jne.) kappalekohtainen kustannus jotakuinkin vakio. 3. Välittömästi tuotantoajasta riippuvat muuttuvat kustannukset (lähinnä palkat) periaatteessa kappalekohtainen kustannus on vakio, riippuu kuitenkin työstön nopeudesta. 4. (Muuttuvat) työkalu- ja mahdollisesti työkalunvaihtokustannukset kasvavat progressiivisesti työstöarvoja nostettaessa.
58 Työstökustannusten optimointi Koneistuskustannukset ja tuotantomäärä Kustannus, [EUR/kpl] Konekust. Työk. vaihto Työkaluk. Yht. kpl/vuoro Tuotantomäärä, [kpl/vuoro] Lastuamisnopeus, [m/min]
59 Työstökustannukset (VT n f m =k) 500,0 450,0 400,0 350,0 300, kustannus/kpl 250,0 200,0 150,0 100,0 50,0 0, Lastuamisnopeus ,05 0,25 0,45 0,65 syöttö 0,
60 Menetelmien tarkkuudet
61 Menetelmillä saavutettavat pinnankarheudet Source: Chryssolouris
62 Tarkkuuden ja pinnankarheuden yhteys eri menetelmillä Lähde: Schey
Avarrus. Teoriaa F 4. Valintaprosessi F 9. Valikoiman yleisesittely F 14. Käyttö F 21. Ongelmanratkaisu F 25 F 3
 2 on menetelmä, jossa pyörivällä työkalulla suurennetaan reikiä, jotka on valmistettu esim. koneistamalla, valamalla, takomalla, ekstruusiolla tai polttoleikkaamalla. Teoriaa 4 Valintaprosessi 9 Valikoiman
2 on menetelmä, jossa pyörivällä työkalulla suurennetaan reikiä, jotka on valmistettu esim. koneistamalla, valamalla, takomalla, ekstruusiolla tai polttoleikkaamalla. Teoriaa 4 Valintaprosessi 9 Valikoiman
Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa.
 Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Jabro Tools tuotevalikoima
 Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
Katkaisu ja uransorvaus
 2 ovat sorvauksen alalajeja. Ne kattavat monenlaisia töitä, joihin tarvitaan tarkoitukseen kehitettyjä työkaluja. Samoja työkaluja voidaan jossain määrin käyttää myös yleissorvaukseen. Teoriaa 4 Valintaprosessi
2 ovat sorvauksen alalajeja. Ne kattavat monenlaisia töitä, joihin tarvitaan tarkoitukseen kehitettyjä työkaluja. Samoja työkaluja voidaan jossain määrin käyttää myös yleissorvaukseen. Teoriaa 4 Valintaprosessi
UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN &
 NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
2 Materiaalitekniikka. 6 CNC- tekniikan perusteet
 KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
Ignition to spark erosion KIPINÄTYÖSTÖTARVIKKEET
 Ignition to spark erosion KIPINÄTYÖSTÖTARVIKKEET Suodattimet SUODATTIMET KIPINÄTYÖSTÖÖN TUOTERYHMÄ 4300 VARASTOITAVAT MALLIT H15190/6 =150 mm H=365 mm D=32 mm Suod.kyky=
Ignition to spark erosion KIPINÄTYÖSTÖTARVIKKEET Suodattimet SUODATTIMET KIPINÄTYÖSTÖÖN TUOTERYHMÄ 4300 VARASTOITAVAT MALLIT H15190/6 =150 mm H=365 mm D=32 mm Suod.kyky=
CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130
 CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130 Uudet, halkaisijaltaan pienet varsijyrsimet teräkoolla 07 tuovat CoroMill 390 -jyrsimen hyväksi todetun suorituskyvyn tarjolle töihin, joissa
CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130 Uudet, halkaisijaltaan pienet varsijyrsimet teräkoolla 07 tuovat CoroMill 390 -jyrsimen hyväksi todetun suorituskyvyn tarjolle töihin, joissa
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Luotettavuutta syviin pistoihin
 Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
KYMENLAAKSON AMMATTIKORKEAKOULU Energiatekniikan koulutusohjelma / kunnossapito. Mika Lallukka KONEISTUKSEN PERUSTEIDEN OPETUSMATERIAALIEN LAADINTA
 KYMENLAAKSON AMMATTIKORKEAKOULU Energiatekniikan koulutusohjelma / kunnossapito Mika Lallukka KONEISTUKSEN PERUSTEIDEN OPETUSMATERIAALIEN LAADINTA Opinnäytetyö 2014 TIIVISTELMÄ KYMENLAAKSON AMMATTIKORKEAKOULU
KYMENLAAKSON AMMATTIKORKEAKOULU Energiatekniikan koulutusohjelma / kunnossapito Mika Lallukka KONEISTUKSEN PERUSTEIDEN OPETUSMATERIAALIEN LAADINTA Opinnäytetyö 2014 TIIVISTELMÄ KYMENLAAKSON AMMATTIKORKEAKOULU
Uudet tuotteet
 Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
SISÄLTÖ. BRICUT TOOLS OY. Kalvintatyökalut
 Työkalut BRICUT TOOLS OY BriCut Tools Oy on erikoistunut lastuavien työkalujen myyntiin, erikoistyökaluratkaisuihin sekä työstökoneiden jälleenmyyntiin. Myymme tuotteet suoraan loppukäyttäjille, joita
Työkalut BRICUT TOOLS OY BriCut Tools Oy on erikoistunut lastuavien työkalujen myyntiin, erikoistyökaluratkaisuihin sekä työstökoneiden jälleenmyyntiin. Myymme tuotteet suoraan loppukäyttäjille, joita
SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA
 SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA JATKUVAA KEHITYSTÄ Aiempi T4-12-tuoteperhe kehitettiin tuottavuuden parantamiseen, mutta nyt sitä on kehitetty vieläkin paremmaksi. Entistä suuremmat
SECO NEWS YHTEENVETO 2016-1 TYÖKALUT MENESTYKSEN TAKANA JATKUVAA KEHITYSTÄ Aiempi T4-12-tuoteperhe kehitettiin tuottavuuden parantamiseen, mutta nyt sitä on kehitetty vieläkin paremmaksi. Entistä suuremmat
UDDEHOLM VANADIS 6. Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta
 1 (7) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työkalun ennenaikainen rikkoutuminen Hyvä kulumiskestävyys
1 (7) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työkalun ennenaikainen rikkoutuminen Hyvä kulumiskestävyys
Lastuttavien aineiden jaottelu
 Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
Lastuttavien aineiden jaottelu Konepajateollisuudessa tuotetaan lastuavilla menetelmillä valtava kirjo erilaisia tuotteita kaikenlaisista materiaaleista. Materiaalien ominaisuuksiin vaikuttavat merkittävästi
REIÄNVALMISTUS TUOTELUETTELO JA TEKNINEN OPAS 2008
 DANMARK Seco Tools A/S Park Allé 350A 2605 Brøndby Tel. +45 43447600 Fax. +45 43445030 www.secotools.com/dk FINLAND Seco Tools OY Kirvesmiehenkatu 4 00880 Helsinki Tel. +358 (0)9 2511 7200 Fax. +358 (0)9
DANMARK Seco Tools A/S Park Allé 350A 2605 Brøndby Tel. +45 43447600 Fax. +45 43445030 www.secotools.com/dk FINLAND Seco Tools OY Kirvesmiehenkatu 4 00880 Helsinki Tel. +358 (0)9 2511 7200 Fax. +358 (0)9
WSX445. Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä
 WSX445 kevyttä koneistusta Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä DOUBLE-Z geometria 1. Matalat lastuamisvoimat 2. SOPII KAIKenlaisiin KONEISIIN 3. ERINOMAINEN lastunpoisto 4. Lastu
WSX445 kevyttä koneistusta Uuden sukupolven tasojyrsimellä kaksipuoleisilla kääntöterillä DOUBLE-Z geometria 1. Matalat lastuamisvoimat 2. SOPII KAIKenlaisiin KONEISIIN 3. ERINOMAINEN lastunpoisto 4. Lastu
WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ
 WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ Uusi kaksipuolinen Z -geometria, jossa yhdistyvät positiivisen ja negatiivisen kääntoterän parhaat ominaisuudet.terävä
WSX445 KEVYTTÄ KONEISTUSTA UUDEN SUKUPOLVEN TASOJYRSIMELLÄ KAKSIPUOLEISILLA KÄÄNTÖTERILLÄ Uusi kaksipuolinen Z -geometria, jossa yhdistyvät positiivisen ja negatiivisen kääntoterän parhaat ominaisuudet.terävä
LUJIEN JA ULTRALUJIEN TERÄSTEN OPTIMAALISET TYÖSTÖPARAMETRIT KONEPAJAVALMISTUKSESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö LUJIEN JA ULTRALUJIEN TERÄSTEN OPTIMAALISET TYÖSTÖPARAMETRIT KONEPAJAVALMISTUKSESSA OPTIMAL PARAMETERS
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö LUJIEN JA ULTRALUJIEN TERÄSTEN OPTIMAALISET TYÖSTÖPARAMETRIT KONEPAJAVALMISTUKSESSA OPTIMAL PARAMETERS
UDDEHOLM VANADIS 10. Työvälineteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työvälineen suorituskyvyn kannalta
 1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
UDDEHOLM CALDIE 1 (6) Yleistä. Ominaisuudet. Fysikaaliset ominaisuudet. Käyttökohteet. Puristuslujuus. Lohkeilunkestävyys. Kylmätyöstösovellukset
 Yleistä. Ominaisuudet. Fysikaaliset ominaisuudet. Käyttökohteet. Puristuslujuus. Lohkeilunkestävyys. Kylmätyöstösovellukset") 1 (6) Yleistä Uddeholm Caldie on kromi/molybdeeni/vanadiini seosteinen teräs, jonka ominaisuuksia ovat erittäin hyvä lohkeilun- ja halkeilun kestävyys hyvä kulumiskestävyys suuri kovuus (> 60 HRC) korkeassa
1 (6) Yleistä Uddeholm Caldie on kromi/molybdeeni/vanadiini seosteinen teräs, jonka ominaisuuksia ovat erittäin hyvä lohkeilun- ja halkeilun kestävyys hyvä kulumiskestävyys suuri kovuus (> 60 HRC) korkeassa
3.2 Työstöratojen luonti
 3.2 Työstöratojen luonti Luodaan aluksi työstöradat kahdelle akselille. 3.2.1 Olakkeen sorvaus Piirretään aluksi yksinkertainen kappale, johon luodaan työstöradat. Kuva 3.2.1 Koneistettava kappale Kyseisen
3.2 Työstöratojen luonti Luodaan aluksi työstöradat kahdelle akselille. 3.2.1 Olakkeen sorvaus Piirretään aluksi yksinkertainen kappale, johon luodaan työstöradat. Kuva 3.2.1 Koneistettava kappale Kyseisen
Lastuavat työkalut - Sandvik Coromant. Pyörivät työkalut JYRSINTÄ PORAUS AVARRUS TYÖKALUJÄRJESTELMÄT 2012
 Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ AVARRUS TYÖKALUÄRSTLMÄT 2012 Sopivan poran valinta ROT - IN Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa
Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ AVARRUS TYÖKALUÄRSTLMÄT 2012 Sopivan poran valinta ROT - IN Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa
UDDEHOLM VANADIS 60. Käyttökohteet. Yleistä. Ominaisuudet. Erityisominaisuudet. Taivutuslujuus. Fysikaaliset ominaisuudet 1 (5)
") 1 (5) Käyttökohteet Uddeholm Vanadis 60 on runsasseosteinen jauhemetallurgisesti valmistettu pikateräs, joka sisältää kobolttia. Se sopii erittäin hyvin vaativiin kylmätyösovelluksiin, joissa vaaditaan
1 (5) Käyttökohteet Uddeholm Vanadis 60 on runsasseosteinen jauhemetallurgisesti valmistettu pikateräs, joka sisältää kobolttia. Se sopii erittäin hyvin vaativiin kylmätyösovelluksiin, joissa vaaditaan
Super. Line SUPER LAATU SUPER HINTA SUPER SAATAVUUS 2016 LAAJENNETTU JULKAISU. SuperLine Oy Gühring AB Lämmittäjänkatu 4 A Helsinki
 PORAUS KIERTEITYS JYRSINTÄ KALVINTA PKD Super Line SUPER LAATU SUPER HINTA SUPER SAATAVUUS VIISTEITYS/JÄYSTEENPOISTO MODULAARISET TYÖKALUJÄRJESTELMÄT TYÖKALUAUTOMAATIT SuperLine 2016 ERIKOISTYÖKALUT 1687-V-20
PORAUS KIERTEITYS JYRSINTÄ KALVINTA PKD Super Line SUPER LAATU SUPER HINTA SUPER SAATAVUUS VIISTEITYS/JÄYSTEENPOISTO MODULAARISET TYÖKALUJÄRJESTELMÄT TYÖKALUAUTOMAATIT SuperLine 2016 ERIKOISTYÖKALUT 1687-V-20
UDDEHOLM VANCRON 40 1 (6) Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta
 Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta") 1 (6) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta Monissa kylmätyösovelluksissa työkalut on pintakäsitelty kiinnileikkautumisen ja adhesiivisen kulumisen estämiseksi. Ennenaikaisen
1 (6) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta Monissa kylmätyösovelluksissa työkalut on pintakäsitelty kiinnileikkautumisen ja adhesiivisen kulumisen estämiseksi. Ennenaikaisen
Sorvauskäsikirja. Yleissorvaus Katkaisu ja uransorvaus Kierresorvaus
 Sorvauskäsikirja Yleissorvaus Katkaisu ja uransorvaus Kierresorvaus Omat olosuhteet Ennen koneistuksen aloittamista on käytävä läpi työn perusteet. Työkappale Työvaihe Kappaleen malli (esim. iso, hoikka)
Sorvauskäsikirja Yleissorvaus Katkaisu ja uransorvaus Kierresorvaus Omat olosuhteet Ennen koneistuksen aloittamista on käytävä läpi työn perusteet. Työkappale Työvaihe Kappaleen malli (esim. iso, hoikka)
8% Co-pulveripikateräs (ASP50) Tank-Power pinnoite vaikeasti työstettäviä aineita varten.
 Tank-Power pinnoite vaikeasti työstettäviä aineita varten.") Tank-Power Jyrsimet 8% Co-pulveripikateräs () Tank-Power pinnoite vaikeasti työstettäviä aineita varten. 103 Kaikki hinnat ilman Alv. Sisällysluettelo Tank-Power jyrsimet 103-116 GA 936 2-leikk., lyhyt
Tank-Power Jyrsimet 8% Co-pulveripikateräs () Tank-Power pinnoite vaikeasti työstettäviä aineita varten. 103 Kaikki hinnat ilman Alv. Sisällysluettelo Tank-Power jyrsimet 103-116 GA 936 2-leikk., lyhyt
OSA A. MITTATOLERANSSIT
 BK50A0200 TEKNINEN PIIRUSTUS II HARJOITUKSET / KEVÄT 2015/ viikko 11 / TOLERANSSIT Pj/Varapj: Tulosta tehtäväpaperi ja palauta tehtävien ratkaisut luennoitsijalle oman harjoitusajan loppuun mennessä. RYHMÄN
BK50A0200 TEKNINEN PIIRUSTUS II HARJOITUKSET / KEVÄT 2015/ viikko 11 / TOLERANSSIT Pj/Varapj: Tulosta tehtäväpaperi ja palauta tehtävien ratkaisut luennoitsijalle oman harjoitusajan loppuun mennessä. RYHMÄN
Tuotannon taloudellisuus nousuun
 CoroDrill 880 Tuotannon taloudellisuus nousuun Kääntöteräporat ovat erittäin kustannustehokkaita, ja vahvistetun CoroDrill 880:n avulla voit todella parantaa tuotantosi taloudellisuutta. Parannettu porarunko
CoroDrill 880 Tuotannon taloudellisuus nousuun Kääntöteräporat ovat erittäin kustannustehokkaita, ja vahvistetun CoroDrill 880:n avulla voit todella parantaa tuotantosi taloudellisuutta. Parannettu porarunko
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
18 Hakemisto. Hakemisto
 18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
JYRSINTÄ 2 TUOTELUETTELO JA TEKNINEN OPAS 2008
 DANMARK Seco Tools A/S Park Allé 350A 2605 Brøndby Tel. +45 43447600 Fax. +45 43445030 www.secotools.com/dk FINLAND Seco Tools OY Kirvesmiehenkatu 4 00880 Helsinki Tel. +358 (0)9 2511 7200 Fax. +358 (0)9
DANMARK Seco Tools A/S Park Allé 350A 2605 Brøndby Tel. +45 43447600 Fax. +45 43445030 www.secotools.com/dk FINLAND Seco Tools OY Kirvesmiehenkatu 4 00880 Helsinki Tel. +358 (0)9 2511 7200 Fax. +358 (0)9
UUTUUS. KULMA EXTREME Tehokkaampaan jyrsintään. UUSI TUOTE. Tasojyrsintä. Kulmajyrsintä. Urajyrsintä. Nousuinterpolaatio.
 UUTUUS KULMA EXTREME Tehokkaampaan jyrsintään. UUSI TUOTE Tasojyrsintä Kulmajyrsintä Urajyrsintä Nousuinterpolaatio Pistojyrsintä KULMA EXTREME Tuotteen ominaisuudet Kääntöpalajyrsin KULMA malleilla saavutetaan
UUTUUS KULMA EXTREME Tehokkaampaan jyrsintään. UUSI TUOTE Tasojyrsintä Kulmajyrsintä Urajyrsintä Nousuinterpolaatio Pistojyrsintä KULMA EXTREME Tuotteen ominaisuudet Kääntöpalajyrsin KULMA malleilla saavutetaan
KALVINTA, HIENOPORAUS JA SILOVALSSAUS
 KALVINTA, HIENOPORAUS JA SILOVALSSAUS UOP Pikateräskalvaimet MAPAL Kalvinta ja hienoporaus timanttityökalut BAUBLIES Silovalssaus Puh. 029 006 130 www.maantera.fi ax. 029 006 1130 e-mail: maantera@maantera.fi
KALVINTA, HIENOPORAUS JA SILOVALSSAUS UOP Pikateräskalvaimet MAPAL Kalvinta ja hienoporaus timanttityökalut BAUBLIES Silovalssaus Puh. 029 006 130 www.maantera.fi ax. 029 006 1130 e-mail: maantera@maantera.fi
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Tekninen artikkeli. Katkaisu & uransorvaus: Miten 2000-luvulla saadaan lisää suorituskykyä ja laatua ja pidempi terän kestoikä.
 Tekninen artikkeli Toukokuu 2015 Katkaisu & uransorvaus: Miten 2000-luvulla saadaan lisää suorituskykyä ja laatua ja pidempi terän kestoikä Katkaisu- ja uransorvauksen haasteiden parissa työskentelevät
Tekninen artikkeli Toukokuu 2015 Katkaisu & uransorvaus: Miten 2000-luvulla saadaan lisää suorituskykyä ja laatua ja pidempi terän kestoikä Katkaisu- ja uransorvauksen haasteiden parissa työskentelevät
Objective Marking. Taitaja 2014 Lahti. Skill Number 603 Skill Koneistus Competition Day 1. Competitor Name
 Objective ing Skill Number 603 Skill Koneistus Competition Day 1 Sub Criterion CNC-SORVAUS1 / KARTIO PÄÄTY A / 3,5 h Sub Criterion A1 ing Scheme Lock 28-03-2014 14:25:38 Entry Lock 08-04-2014 18:21:18
Objective ing Skill Number 603 Skill Koneistus Competition Day 1 Sub Criterion CNC-SORVAUS1 / KARTIO PÄÄTY A / 3,5 h Sub Criterion A1 ing Scheme Lock 28-03-2014 14:25:38 Entry Lock 08-04-2014 18:21:18
MVX TOOLS NEWS. Viimeisellä teknologialla suunniteltu erittäin tukevarunkoinen pora. Suuret halkaisijat ø 33.5 ~ ø 63.0 nyt saatavana B202FI
 TOOLS NEWS 2015.4 Päivitys B202FI Kääntöteräpora Viimeisellä teknologialla suunniteltu erittäin tukevarunkoinen pora. Suuret halkaisijat ø 33.5 ~ ø 63.0 nyt saatavana Kääntöteräpora 4 leikkuusärmää Taloudellinen
TOOLS NEWS 2015.4 Päivitys B202FI Kääntöteräpora Viimeisellä teknologialla suunniteltu erittäin tukevarunkoinen pora. Suuret halkaisijat ø 33.5 ~ ø 63.0 nyt saatavana Kääntöteräpora 4 leikkuusärmää Taloudellinen
Erikoisjyrsin karkaistuun teräkseen Suurnopeus- sekä kuivaan työstöön Viimeistelyyn Kovuuksiin UUSI PINNOITE! Kaikki hinnat ilman Alv.
 Erikoisjyrsin karkaistuun teräkseen Suurnopeus- sekä kuivaan työstöön Viimeistelyyn Kovuuksiin UUSI PINNOITE! 197 Kaikki hinnat ilman Alv. Leikkuunopeus Hapettumislämpötila (C ) Kovuus Kaikki hinnat ilman
Erikoisjyrsin karkaistuun teräkseen Suurnopeus- sekä kuivaan työstöön Viimeistelyyn Kovuuksiin UUSI PINNOITE! 197 Kaikki hinnat ilman Alv. Leikkuunopeus Hapettumislämpötila (C ) Kovuus Kaikki hinnat ilman
ONGELMAT ROUHINTASORVAUKSESSA JA -JYRSINNÄSSÄ PROBLEMS IN ROUGH TURNING AND MILLING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari ONGELMAT ROUHINTASORVAUKSESSA JA -JYRSINNÄSSÄ PROBLEMS IN ROUGH TURNING AND
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari ONGELMAT ROUHINTASORVAUKSESSA JA -JYRSINNÄSSÄ PROBLEMS IN ROUGH TURNING AND
Sacotec Day verkkokoulutus. HINTAKOMPONENTIT ja TARJOUSPYYNTÖ,
 Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Sacotec Day verkkokoulutus HINTAKOMPONENTIT ja TARJOUSPYYNTÖ, Kappaleen tuotannon hintakomponentit TEKNISET VAATIMUKSET JA OMINAISUUDET TYÖKALUN TUOTANTO KAPPALEMÄÄRÄ VAHAPUUSSA 3D- TULOSTEET KPL-PAINO
Suunnitteluohjeita tarkkuusvalukappaleelle
 Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
Lastuavat työkalut - Sandvik Coromant. Pyörivät työkalut JYRSINTÄ PORAUS AVARRUS TYÖKALUJÄRJESTELMÄT 2012
 Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ PORAUS TYÖKALUÄRSTLMÄT 2012 Avarrustyökalun valitseminen Avarrustyökalun valitseminen 1 Valitse käytettävä menetelmä: Valitse käytettävä
Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ PORAUS TYÖKALUÄRSTLMÄT 2012 Avarrustyökalun valitseminen Avarrustyökalun valitseminen 1 Valitse käytettävä menetelmä: Valitse käytettävä
Lastuavat työkalut A V A 2007/2008
 Lastuavat työkalut 2007/2008 Jyrsimiä Poranteriä Kierretappeja Maailmanlaajuisesti lastuavia työkaluja Pyöriviä viiloja YG-1 CO., LTD. SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-38
Lastuavat työkalut 2007/2008 Jyrsimiä Poranteriä Kierretappeja Maailmanlaajuisesti lastuavia työkaluja Pyöriviä viiloja YG-1 CO., LTD. SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-38
Luotettavuutta ja tarkkuutta
 CoroTap 100 -KM Luotettavuutta ja tarkkuutta CoroTap 100 -KM:tä suunniteltaessa tavoitteena oli kehittää kierretappi, joka helpottaisi ratkaisevasti valuraudan koneistusta. Se erottuu erinomaisilla tuloksillaan
CoroTap 100 -KM Luotettavuutta ja tarkkuutta CoroTap 100 -KM:tä suunniteltaessa tavoitteena oli kehittää kierretappi, joka helpottaisi ratkaisevasti valuraudan koneistusta. Se erottuu erinomaisilla tuloksillaan
30 Opetussuunnitelma OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. suorittaja osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä koneistamalla piirustusten mukaisia koneenosia eri työstötavoilla (sorvaus, jyrsintä, poraus). Työtä tehdään
Hyväksymismerkinnät 1 (5) Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä koneistamalla piirustusten mukaisia koneenosia eri työstötavoilla (sorvaus, jyrsintä, poraus). Työtä tehdään
Turun Aikuiskoulutuskeskus
 Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Läppäventtiilinpesä D40 02032012-1002 Suorittaja: Päiväys: Kone- ja metallialan
Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Läppäventtiilinpesä D40 02032012-1002 Suorittaja: Päiväys: Kone- ja metallialan
Strong expertise in HINNASTO. tool grinding. Pro Grinding AM Oy
 HINNASTO Strong expertise in tool grinding Pro Grinding AM Oy www.progrinding.fi Tarkkuus Jokaisen työkalun huollamme ja valmistamme itse. Meillä on kokemusta ja erikoisosaamista, sekä uusimmat työkalut
HINNASTO Strong expertise in tool grinding Pro Grinding AM Oy www.progrinding.fi Tarkkuus Jokaisen työkalun huollamme ja valmistamme itse. Meillä on kokemusta ja erikoisosaamista, sekä uusimmat työkalut
3. VÄLJENTIMET, KALVAIMET 181-209
 Sisällysluettelo 3. VÄLJENTIMET, KALVAIMET 181-209 Väljentimet...182-183 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Konekalvaimet...184-193 DIN 212 Lieriövarsi...184-187 DIN 208 Kartiovarsi...
Sisällysluettelo 3. VÄLJENTIMET, KALVAIMET 181-209 Väljentimet...182-183 Puh. (09) 838 6260 www.tkp-toolservice.fi Kaikki hinnat Alv 0% Konekalvaimet...184-193 DIN 212 Lieriövarsi...184-187 DIN 208 Kartiovarsi...
VALUKAPPALEEN KONEISTUKSEN OPTIMOINTI THE OPTIMIZATION OF A CASTED PRODUCT S MANUFACTURING PROCESS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari VALUKAPPALEEN KONEISTUKSEN OPTIMOINTI THE OPTIMIZATION OF A CASTED PRODUCT
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari VALUKAPPALEEN KONEISTUKSEN OPTIMOINTI THE OPTIMIZATION OF A CASTED PRODUCT
Uppokipinätyöstö. http://www.valuatlas.fi ValuAtlas & CAE DS Muotin osien valmistus. Tampereen teknillinen yliopisto Tuula Höök
 Uppokipinätyöstö Tampereen teknillinen yliopisto Tuula Höök Uppokipinätyöstö on työstömenetelmä, jolla on mahdollista 1. Valmistaa pienisäteisiä sisäpuolisia pyöristyksiä. 2. Valmistaa päästöllisiä syviä
Uppokipinätyöstö Tampereen teknillinen yliopisto Tuula Höök Uppokipinätyöstö on työstömenetelmä, jolla on mahdollista 1. Valmistaa pienisäteisiä sisäpuolisia pyöristyksiä. 2. Valmistaa päästöllisiä syviä
Kierresorvaus. Teoriaa C 4. Valintaprosessi C 9. Valikoiman yleisesittely C 13. Käyttö C 19. Ongelmanratkaisu C 25 C 3
 2 Kierresorvauksessa työkappaletta lastutaan kääntöteräisellä työkalulla usealla ylimenolla kunnes haluttu kierremuoto saavutetaan. Lastuamalla kierre usealla ylimenolla vältetään kierreterän herkän kärjen
2 Kierresorvauksessa työkappaletta lastutaan kääntöteräisellä työkalulla usealla ylimenolla kunnes haluttu kierremuoto saavutetaan. Lastuamalla kierre usealla ylimenolla vältetään kierreterän herkän kärjen
UDDEHOLM VANADIS 30. Käyttökohteet. Ominaisuudet. Yleistä. Kylmätyöstö 1 (5)
") 1 (5) Käyttökohteet Uddeholm Vanadis 30 on kobolttiseosteinen, pulverimetallurgisesti valmistettu pikateräs. Noin 8,5 %:n kobolttipitoisuus parantaa kuumalujuutta, kuumakovuutta, päästönkestävyyttä ja
1 (5) Käyttökohteet Uddeholm Vanadis 30 on kobolttiseosteinen, pulverimetallurgisesti valmistettu pikateräs. Noin 8,5 %:n kobolttipitoisuus parantaa kuumalujuutta, kuumakovuutta, päästönkestävyyttä ja
CoroDrill 880 Fokuksessa ei-rauta-aineet
 CoroDrill 880 Fokuksessa ei-rauta-aineet 1 TRENDI: Kevyempi on taloudellisempi Mitä kevyempi auto on, sitä vähemmän etenkin sen kiihdyttämiseen vaaditaan energiaa. Kevyet materiaalit ovatkin keskiössä
CoroDrill 880 Fokuksessa ei-rauta-aineet 1 TRENDI: Kevyempi on taloudellisempi Mitä kevyempi auto on, sitä vähemmän etenkin sen kiihdyttämiseen vaaditaan energiaa. Kevyet materiaalit ovatkin keskiössä
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
Valkoinen kirja. Valjasta lastuamisnesteen edut katkaisussa ja uransorvauksessa
 Valkoinen kirja Valjasta lastuamisnesteen edut katkaisussa ja uransorvauksessa Katkaisu ja uransorvaus ei perinteisesti ole ollut koneistajien suosikkitöitä. Kapean terän ja pitimen sekä toisaalta vaativien
Valkoinen kirja Valjasta lastuamisnesteen edut katkaisussa ja uransorvauksessa Katkaisu ja uransorvaus ei perinteisesti ole ollut koneistajien suosikkitöitä. Kapean terän ja pitimen sekä toisaalta vaativien
CHUCKING TOOLS TERASKONTTORI KIINNITTIMET. Hinnat ovat voimassa 31.3.2006 saakka. Paras osoite. www.roehm.biz
 CHUCKING TOOLS TERASKONTTORI KIINNITTIMET Hinnat ovat voimassa 31.3.2006 saakka Paras osoite www.roehm.biz NC-koneruuvipuristin RKG-M Edullinen vaihtoehto 125 mm leukaleveys - Perusrunko pallografiittivalua
CHUCKING TOOLS TERASKONTTORI KIINNITTIMET Hinnat ovat voimassa 31.3.2006 saakka Paras osoite www.roehm.biz NC-koneruuvipuristin RKG-M Edullinen vaihtoehto 125 mm leukaleveys - Perusrunko pallografiittivalua
Sopivan poran valinta
 pdrilling Content Sopivan poran valinta Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa lueteltujen porien halkaisija-alueet ja poraussyvyydet. 2 Valitse poramalli Valitse
pdrilling Content Sopivan poran valinta Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa lueteltujen porien halkaisija-alueet ja poraussyvyydet. 2 Valitse poramalli Valitse
Monitoimisorvien NC-ohjelmointi. Kari Kuutela Pathtrace Oy www.cam.fi
 Monitoimisorvien NC-ohjelmointi Kari Kuutela Pathtrace Oy www.cam.fi Monitoimisorvaus 2008 2008 www.cam.fi Turku Pathtrace Oy, vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNCliitännät, NC-ohjelmoinnin
Monitoimisorvien NC-ohjelmointi Kari Kuutela Pathtrace Oy www.cam.fi Monitoimisorvaus 2008 2008 www.cam.fi Turku Pathtrace Oy, vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNCliitännät, NC-ohjelmoinnin
TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa.
 TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa. XD -teknologia TITEXiltä tulevaisuuden huipputeknologiaa, jo Syvän reiän porauksella jopa 30 x d syvyyteen ilman välinostoa Metallia työstävässä
TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa. XD -teknologia TITEXiltä tulevaisuuden huipputeknologiaa, jo Syvän reiän porauksella jopa 30 x d syvyyteen ilman välinostoa Metallia työstävässä
PVD-pinnoite Pidentää työkalujen käyttöikää, mutta parantaa myös luotettavuutta ja tuottavuutta!
 MAX 2012-10-26 PVD-pinnoite Pidentää työkalujen käyttöikää, mutta parantaa myös luotettavuutta ja tuottavuutta! Susanna Weinberger Tekninen päällikkö, Oerlikon Balzers Sandvik Coating AB PVD-pinnoite PVD
MAX 2012-10-26 PVD-pinnoite Pidentää työkalujen käyttöikää, mutta parantaa myös luotettavuutta ja tuottavuutta! Susanna Weinberger Tekninen päällikkö, Oerlikon Balzers Sandvik Coating AB PVD-pinnoite PVD
UDDEHOLM ORVAR SUPREME 1 (6) Yleistä. Käyttökohteet. Työkalun suorituskykyä parantavat ominaisuudet
 Yleistä. Käyttökohteet. Työkalun suorituskykyä parantavat ominaisuudet") 1 (6) Yleistä Käyttökohteet Uddeholm Orvar Supreme on kromi/molybdeeni/vanadiini -seosteinen teräs, jonka ominaisuuksia ovat: hyvä lämpökuormituksen ja termisen väsymisen kestävyys suuri lujuus korkeissa
1 (6) Yleistä Käyttökohteet Uddeholm Orvar Supreme on kromi/molybdeeni/vanadiini -seosteinen teräs, jonka ominaisuuksia ovat: hyvä lämpökuormituksen ja termisen väsymisen kestävyys suuri lujuus korkeissa
Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin.
 Pystykarainen koneistuskeskus DIGIMA BM VM 35 Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin. VM-30/35 on paras valinta isoille ja raskaille muoteille.
Pystykarainen koneistuskeskus DIGIMA BM VM 35 Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin. VM-30/35 on paras valinta isoille ja raskaille muoteille.
Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan.
 Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan. Noudatamme ISO9001:2015 laatustandardia Kumppanuutta kellon ympäri Korkeaa laatua yksilöllisesti Aivan kuten laadukkaat tuotteemme,
Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan. Noudatamme ISO9001:2015 laatustandardia Kumppanuutta kellon ympäri Korkeaa laatua yksilöllisesti Aivan kuten laadukkaat tuotteemme,
SISÄLLYSLUETTELO. Poranterät pikateräksestä ja kovametallista 2-42. Kierretapit 51-77. Jyrsinterät pikateräksestä 78-102
 SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-42 Kierretapit 51-77 Jyrsinterät pikateräksestä 78-102 Tank-Power jyrsinterät 103-116 K2 HM-jyrsimet 162-178 X-Power ja V7 HM-jyrsimet 117-161
SISÄLLYSLUETTELO Poranterät pikateräksestä ja kovametallista 2-42 Kierretapit 51-77 Jyrsinterät pikateräksestä 78-102 Tank-Power jyrsinterät 103-116 K2 HM-jyrsimet 162-178 X-Power ja V7 HM-jyrsimet 117-161
SAHAT. Rensi Finland Oy Yrittäjäntie 28 01800 KLAUKKALA www.rensi.fi
 SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
Lastuavat työkalut - Sandvik Coromant. Sorvaustyökalut YLEISSORVAUS KATKAISU & URANSORVAUS KIERRESORVAUS TYÖKALUJÄRJESTELMÄT
 Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 KATKASU A URANSORVAUS Miten valitset oikean työkalun katkaisuun ja uransorvaukseen
Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 KATKASU A URANSORVAUS Miten valitset oikean työkalun katkaisuun ja uransorvaukseen
UPOTUS, PURSEENPOISTO JA AVENTIMET
 UPOTUS, PURSEENPOISTO JA AVENTIMET UOP GRATTEC: WANCO: KOPAL: Kärkiupottimet Purseenpoistotyökalut Kiilauratyöntöaventimet Viisteytys- ja purseenpoistotyökalut G HEULE: Upotus poraus viisteet purseenpoisto
UPOTUS, PURSEENPOISTO JA AVENTIMET UOP GRATTEC: WANCO: KOPAL: Kärkiupottimet Purseenpoistotyökalut Kiilauratyöntöaventimet Viisteytys- ja purseenpoistotyökalut G HEULE: Upotus poraus viisteet purseenpoisto
8% Co-pulveripikateräs (ASP50) Tank-Power pinnoite vaikeasti työstettäviä aineita varten.
 Tank-Power pinnoite vaikeasti työstettäviä aineita varten.") Tank-Power Jyrsimet 8% Co-puveripika (ASP50) Tank-Power pinnoite vaikeasti työstettäviä aineita varten. Kaikki hinnat iman Av. 92 Sisäysuetteo Tank-Power jyrsimet 93-104 93 Kaikki hinnat iman Av. Jyrsin
Tank-Power Jyrsimet 8% Co-puveripika (ASP50) Tank-Power pinnoite vaikeasti työstettäviä aineita varten. Kaikki hinnat iman Av. 92 Sisäysuetteo Tank-Power jyrsimet 93-104 93 Kaikki hinnat iman Av. Jyrsin
Sisällysluettelo. Sorvaus. Jyrsintä. Kierteitys. Varsijyrsimet. Solid. Reikien valmistus. Tooling
 Sisällysluettelo Sorvaus Työkalunpitimet, ulkopuoliset, Seco-Capto... 2 Kääntöterät... 3-5 Jyrsintä Tasojyrsintä... 6-11 Kiekkojyrsimet... 12-17 Minimaster Plus... 18-22 Kääntöterät... 23-40 Sorvaus Kierteitys
Sisällysluettelo Sorvaus Työkalunpitimet, ulkopuoliset, Seco-Capto... 2 Kääntöterät... 3-5 Jyrsintä Tasojyrsintä... 6-11 Kiekkojyrsimet... 12-17 Minimaster Plus... 18-22 Kääntöterät... 23-40 Sorvaus Kierteitys
Lentokoneen runko Fokuksessa porausratkaisut
 Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
Metallin lisäävän valmistuksen näkymiä
 Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Metallin lisäävän valmistuksen näkymiä Esityksen sisältö 3D-tulostuksesta yleisesti Yleinen käsitys 3D-tulostuksesta: 3D-tulostus on helppoa ja hauskaa Voidaan tulostaa mitä tahansa muotoja 3D-mallin pohjalta
Työkalut tehokkaaseen katkaisuun ja uransorvaukseen
 Työkalut tehokkaaseen katkaisuun ja uransorvaukseen Varustettu katkomaan CoroCut QD on markkinoiden tukevin ja edistyksellisin katkaisu- ja uransorvausjärjestelmä. Se on ihanteellinen valinta varmaan katkaisuun
Työkalut tehokkaaseen katkaisuun ja uransorvaukseen Varustettu katkomaan CoroCut QD on markkinoiden tukevin ja edistyksellisin katkaisu- ja uransorvausjärjestelmä. Se on ihanteellinen valinta varmaan katkaisuun
LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS
 LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS o Kuivasolu KJS (kansijyrsinsolu) valun pintojen jyrsintä ja viimeistely, ryhmäpuolen pinnan viimeistely jää Johnfordille.
LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS o Kuivasolu KJS (kansijyrsinsolu) valun pintojen jyrsintä ja viimeistely, ryhmäpuolen pinnan viimeistely jää Johnfordille.
Ammattitaitoisia KONEISTAJIA SAATAVILLA
 Ammattitaitoisia KONEISTAJIA SAATAVILLA Usein kuultu väite on, ettei ammattitaitoisia koneistajia ole riittävästi Osaamista on mahdollista parantaa asiantuntevalla koulutuksella. Koulutamme koneistajista
Ammattitaitoisia KONEISTAJIA SAATAVILLA Usein kuultu väite on, ettei ammattitaitoisia koneistajia ole riittävästi Osaamista on mahdollista parantaa asiantuntevalla koulutuksella. Koulutamme koneistajista
Uudet työkalut ja ratkaisut 2015.1
 Uudet työkalut ja ratkaisut 2015.1 Tervetuloa! Tällä kertaa julkaisemme ylpeänä kaksi täysin uutta jyrsinkonseptia: Raskaaseen koneistukseen tarkoitetut CoroMill Plura -varsijyrsimet asettavat mittapuun
Uudet työkalut ja ratkaisut 2015.1 Tervetuloa! Tällä kertaa julkaisemme ylpeänä kaksi täysin uutta jyrsinkonseptia: Raskaaseen koneistukseen tarkoitetut CoroMill Plura -varsijyrsimet asettavat mittapuun
www.alteams.com Global partner local commitment
 www.alteams.com Global partner local commitment yleinen käsitys ja ehkäpä osittainen totuuskin Miksi kallis, miksi pitkä toimitusaika? Pitääkö olla näin? Hinta on suhteellista, toimitusaika ei Mitä olisi
www.alteams.com Global partner local commitment yleinen käsitys ja ehkäpä osittainen totuuskin Miksi kallis, miksi pitkä toimitusaika? Pitääkö olla näin? Hinta on suhteellista, toimitusaika ei Mitä olisi
UDDEHOLM DIEVAR 1 (7) Yleistä. Ominaisuudet. Suulakepuristustyövälineet. Kuumataontatyövälineet. Työvälineensuorituskykyä parantavat ominaisuudet
 Yleistä. Ominaisuudet. Suulakepuristustyövälineet. Kuumataontatyövälineet. Työvälineensuorituskykyä parantavat ominaisuudet") 1 (7) Yleistä Uddeholm Dievar on suorituskykyinen kromi/molybdeeni/ vanadiini- seosteinen kuumatyöteräs, jolla on erittäin hyvä kestävyys kuumahalkeilua, yksittäisiä suuria halkeamia, kuumakulumista ja
1 (7) Yleistä Uddeholm Dievar on suorituskykyinen kromi/molybdeeni/ vanadiini- seosteinen kuumatyöteräs, jolla on erittäin hyvä kestävyys kuumahalkeilua, yksittäisiä suuria halkeamia, kuumakulumista ja
PINNANLAADUN MÄÄRITYSTEKNIIKAT JA MITTAUSLAITTEET VIIMEISTELYSORVAUKSEN YHTEYDESSÄ
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari PINNANLAADUN MÄÄRITYSTEKNIIKAT JA MITTAUSLAITTEET VIIMEISTELYSORVAUKSEN YHTEYDESSÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari PINNANLAADUN MÄÄRITYSTEKNIIKAT JA MITTAUSLAITTEET VIIMEISTELYSORVAUKSEN YHTEYDESSÄ
KILPIEN VALMISTUS työkalut muovin ja kevytmetallien koneistukseen
 KILPIEN VALMISTUS työkalut muovin ja kevytmetallien koneistukseen Suorituskykyä erittäin tarkkaa koneistusta varten BELIN Yvon S.A. Les Cizes 01509 Lavancia-Epercy Ranska Perustettu: 1962 LMT-ryhmän jäsen:
KILPIEN VALMISTUS työkalut muovin ja kevytmetallien koneistukseen Suorituskykyä erittäin tarkkaa koneistusta varten BELIN Yvon S.A. Les Cizes 01509 Lavancia-Epercy Ranska Perustettu: 1962 LMT-ryhmän jäsen:
Sisällysluettelo. Aakkosnumeerinen hakemisto Työkalut... 2. Kierteen sorvaus Hakemisto... 5. Kierteen sorvaus. Kierteytys MDT Hakemisto...
 Sisällysluettelo Aakkosnumeerinen hakemisto Työkalut......................................... 2 IKääntöterät...................................... 3 Kierteen sorvaus Hakemisto........................................
Sisällysluettelo Aakkosnumeerinen hakemisto Työkalut......................................... 2 IKääntöterät...................................... 3 Kierteen sorvaus Hakemisto........................................
Ultralujien terästen konepajakäytettävyys
 Särmättävyyden ja lastuttavuuden tutkiminen Oulun yliopisto Tutkimuksen sisältö tutkii ja kehittää yhteistyössä teräksenvalmistajien kanssa lujia kuumavalssattuja teräksiä keskittyen niiden särmättävyyteen,
Särmättävyyden ja lastuttavuuden tutkiminen Oulun yliopisto Tutkimuksen sisältö tutkii ja kehittää yhteistyössä teräksenvalmistajien kanssa lujia kuumavalssattuja teräksiä keskittyen niiden särmättävyyteen,
Lastuavat työkalut - Sandvik Coromant. Sorvaustyökalut YLEISSORVAUS KATKAISU & URANSORVAUS KIERRESORVAUS TYÖKALUJÄRJESTELMÄT
 Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 TURN - FN Sisällysluettelo Käyttöalueet ohdanto Tuotteet Yleisesittely 2 5 Vaihdettavat
Lastuavat työkalut - Sandvik oromant Sorvaustyökalut YLESSORVAUS KATKASU & URANSORVAUS KERRESORVAUS TYÖKALUÄRESTELMÄT 2012 TURN - FN Sisällysluettelo Käyttöalueet ohdanto Tuotteet Yleisesittely 2 5 Vaihdettavat
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Polarputki kumppanina takaa korkean laadun pyöröteräsvalinnoissa Polarputki on toimittanut pyöröteräksiä suomalaisille
 www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]
![Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]](/thumbs/24/3392447.jpg "Kuva 1. Kiillotuksen periaate. 1=alkuperäinen profiili, 2= virtaus, 3=ideaalinen profiili, 4=rekristallisoitunut kohta [Bladergroen 1974]") Muotin kiillotus Heikki Tikka Tampereen teknillinen yliopisto Periaate Varsin usein kiillotus sekoitetaan hiontaan, jolla pyritään ainetta poistamalla parantamaan työkappaleen mittatarkkuutta ja pinnanlaatua.
Muotin kiillotus Heikki Tikka Tampereen teknillinen yliopisto Periaate Varsin usein kiillotus sekoitetaan hiontaan, jolla pyritään ainetta poistamalla parantamaan työkappaleen mittatarkkuutta ja pinnanlaatua.
Koneistajan ammattitutkinto
 Koneistajan ammattitutkinto Koneistajan ammattitutkinto Tutkinnon suorittanut osaa työstää monimuotoisia kappaleita tarvittaessa erittäin mittatarkasti ja pinnanlaadultaan ja viimeistelyltään korkeatkin
Koneistajan ammattitutkinto Koneistajan ammattitutkinto Tutkinnon suorittanut osaa työstää monimuotoisia kappaleita tarvittaessa erittäin mittatarkasti ja pinnanlaadultaan ja viimeistelyltään korkeatkin
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
HandlingTech. Automations-Systeme ENSIAPU TYÖKALUN RIKKOUTUESSA. www.handlingtech.de/eromobil
 HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
Silent Tools TM Hoikkien työkalujen tuottava käyttö
 Silent Tools TM Hoikkien työkalujen tuottava käyttö Fokus värinöiden vähentämisessä Värinäalttiit työt vaarantavat koneistuksen tuottavuuden ja varmuuden, etenkin pitkillä vapaapituuksilla ja syviä taskuja
Silent Tools TM Hoikkien työkalujen tuottava käyttö Fokus värinöiden vähentämisessä Värinäalttiit työt vaarantavat koneistuksen tuottavuuden ja varmuuden, etenkin pitkillä vapaapituuksilla ja syviä taskuja
Keskeiset aihepiirit
 TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
Turun Aikuiskoulutuskeskus
 Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Sylinterin pohja 26012012-1048 Suorittaja: Päiväys: Kone- ja metallialan
Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Sylinterin pohja 26012012-1048 Suorittaja: Päiväys: Kone- ja metallialan
Green Light Machining
 Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä