JÄYSTEENPOISTOASEMAN SUUNNITTELU JA TOTEUTUS
|
|
|
- Katariina Lahtinen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2010 Santtu Suhonen JÄYSTEENPOISTOASEMAN SUUNNITTELU JA TOTEUTUS
2 OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Koneautomaatio Jan Jansson Santtu Suhonen Jäysteenpoistoaseman suunnittelu ja toteutus Tämä insinöörityö käsittelee jäysteenpoistoa. Insinöörityön tavoitteena oli suunnitella jäysteenpoistoasema, jolla pystyttään poistamaan mahdollisimman monipuolisesti jäysteet kaikenlaisista kappaleista. Monipuolisuus saatiin aikaan käyttämällä viittä erilaista hiomakaraa, joissa oli eri pyörimisnopeuksia ja tehoja. Hiomakaroista yksi oli varustettu kulmapäällä, joka mahdollistaa risteävien kanavien jäysteenpoiston. Sopiva hiomakara voidaan vaihtaa ohjelman avulla. Vaihto tehdään kääntämällä oikea hiomakara robotin ulottuville. Jokaisessa hiomakarassa on joustojärjestelmä, joka estää robotin törmäykset jäysteenpoistoasemaan ja kompensoi hiomapäiden kulumisen. Hiomakaroissa on kahdenlaisia joustojärjestelmiä. Toisessa joustojärjestelmässä jousto on lineaarista ja toisessa radiaalista. Insinöörityö tehtiin koneteknologiakeskus Turku Oy:ssä. Insinöörityö oli osa Turun ammattikorkeakoulun koordinoimaa PANOSTE-projektia. PANOSTE-projektin tavoitteena oli lisätä robotin käyttöä. Robotin käyttöä lisättiin antamalla sille lisää tehtäviä. Näihin tehtäviin kuului merkkaus, mittaus ja jäysteenpoisto. Robotti olisi ilman näitä lisätehtäviä käyttämättä sen aikaa, kun työstökone työstää kappaletta. Tällä tavalla myös vähennetään kappaleen valmistusaikaa, koska muuten edellä mainitut tehtävät jouduttaisiin tekemään sen jälkeen, kun kappale on poistunut solusta. ASIASANAT: tietokoneavusteinen suunnittelu, mallintaminen, robotiikka, automaatio, lastuava työstö, jäysteenpoisto, jäyste
3 BACHELOR S THESIS ABSTRACT UNIVERSITY OF APPLIED SCIENCES Mechanical and Production Engineering Machine Automation Date: Jan Jansson Santtu Suhonen Engineering and making of the deburring station This bachelor s thesis concerns deburring. The aim of the thesis was to design a deburring station which is able to remove the burrs from all kinds of parts. Versatility was achieved by using five different kinds of grinding spindles, which all have different rotating speeds and power values. One grinding spindle was equipped with an angled head, which allows cross channel deburring. Grinding spindles can be changed through the software. The change is done by rotating the correct grinding spindle within the robot's reach. Each grinding spindle has a flexible system, which prevents the robot from collisioning with the deburring station and to compensate grinding head wear. The grinding spindles have two kinds of flexible systems, a linear system and a radial system. The thesis was made in Machine Technology Centre Turku Ltd. It was part of a PANOSTE project which is coordinated by Turku University of Applied Sciences. The intent of the PANOSTE project was to increase the robot's use. Robot use was added by giving it additional functions. These tasks included marking, measuring and deburring. The robot would have been without any use while the lathe is working on a part, without these additional tasks. This way we can also reduce the manufacturing time, because otherwise the aforementioned tasks would have been completed once the part was removed from the cell. KEYWORDS: computer aided design, modeling, robotics, automation, machining, deburring, burr
4 SISÄLTÖ 1 JOHDANTO 6 2 PANOSTE-PROJEKTI Johdanto Tutkittavat aiheet Tausta ja tavoitteet Toteutus 9 3 JÄYSTE JA SEN HAITAT TUOTANNOSSA 10 4 JÄYSTEENPOISTOMENETELMIÄ Manuaalinen jäysteenpoisto Robotisoitu jäysteenpoisto Jäysteenpoistouuni Jäysteenpoisto raepuhaltamalla Jäysteenpoisto jäysteenpoistoasemalla 15 5 JÄYSTEENPOISTOASEMAN SUUNNITTELU Asetetut vaatimukset Vaihtoehtojen kartoitus Yleinen rakenne Joustojen rakenne Osien piirtäminen 17 6 MATERIAALIEN JA AIHIOIDEN VALINTA Runko Kannet Laipat Karahiomakoneiden kiinnikkeet Yläsuojus Muut osat 19
5 7 SOLUN PÄÄOSAT Runko Hiomakarat Indeksipöytä Pneumatiikka venttiilit Joustojärjestelmä Jäysteenpoistotyökalujen kiinnitys Sähköosat Jalusta 27 8 LAITTEISTON OHJAUS 30 9 TESTAUS YHTEENVETO 33 LÄHTEET 34 LIITTEET 35 Liitteet Liite 1. Leikkaus jäysteenpoistoasemasta Liite 2. Joustojärjestelmä radiaalisella liikkeellä Liite 3. Joustojärjestelmä lineaarisella liikkeellä Liite 4. Piirustus Alakansi Liite 5. Piirustus Karanpidin osa Liite 6. Piirustus Karanpidin osa Liite 7. Piirustus Laippa Liite 8. Piirustus L-palkki Liite 9. Piirustus Pidin Liite 10. Piirustus Runko Liite 11. Piirustus Yläkansi Liite 12. Piirustus Yläsuojus Liite 13. Piirustus Yläsuojuksen alakansi Liite 14. Piirustus Yläsuojuksen yläkansi Liite 15. Osaluettelo Liite 16. Sähkökaavio Liite 17. Pöydän ohjauksen rakenne robotin logiikassa Liite 18. Jäysteenpoistoaseman ohjauksen rakenne robotin logiikassa... 53
6 5 KUVAT Kuva 1. Jäysteen muodostumismekanismit (Gillespie 1999) Kuva 2. Runko Kuva 3. Hiomakara ES 280 ER ( 21 Kuva 4. Indeksipöytä DHTG-220 ( 22 Kuva 5. Venttiili CPE14-M1BH-5J-QS-6 ( 23 Kuva 6. Venttiili HEE-3/8-D-MINI-24 ( 23 Kuva 7. Paineilmapalje ( 24 Kuva 8. Paineilmasylinteri johteilla ( 24 Kuva 9. Joustojärjestelmät Kuva 10. Sähkökeskus Kuva 11. Jalusta Kuva 12. Jäysteenpoistoasema Kuva 13. Viisteet Kuva 14. Jäysteenpoistoa TAULUKOT Taulukko 1. Valitut karahiomakoneet: Taulukko 2. Osien käyttötarkoitukset KUVIOT Kuvio 1. Ohjelman eteneminen
7 6 1 Johdanto Tämä insinöörityö tehtiin PANOSTE-projektille. Insinöörityö käsittelee jäysteenpoistoa. PANOSTE-projekti on koneteknologiakeskus Turku Oy:ssä toteutettava projekti, jossa yritetään saada nostettua panostusrobotin työtehoa ja käyttöä. Panoste-prjekti on Turun ammattikorkeakoulun koordinoima. Robotin halutaan suorittavan muita tehtäviä sillä aikaa, kun työstökone työstää kappaletta. Tällöin robotti voi suorittaa kappaleelle jäysteenpoiston, tarkistusmittaukset ja merkinnän. Tällä saadaan merkittävä säästö pienillä investoinneilla, sillä kappale on valmis tai melkein valmis, kun se poistuu työpisteeltä. Näin säästytään kalliilta käsityöltä. Insinöörityön tavoitteena oli suunnitella jäysteenpoistoasema, jolla pystyttään poistamaan mahdollisimman monipuolisesti jäysteet kaikenlaisista kappaleista. Jäysteenpoistoasemassa oli viisi paineilmakäyttöistä hiomakonetta. Yksi hiomakone oli kulmapäällä varustettu. Kaksi konetta on tarkoitettu harjakäyttöön ja toiset kaksi konetta oli tarkoitettu viilakäyttöön. Harjakäyttöön tarkoitetuissa oli hitaampi pyörimisnopeus ja viilakäyttöön tarkoitetuissa nopeampi pyörimisnopeus, mutta teho oli kuitenkin sama sekä harja- että viilakäyttöön tarkoitetuissa koneissa. Kulmapäällä varustettu hiomakone oli tarkoitettu risteävien kanavien hiontaan. Sopiva hiomakara voidaan vaihtaa ohjelman avulla. Vaihto tehdään kääntämällä oikea hiomakara robotin ulottuville. Jokaisessa hiomakarassa on joustojärjestelmä, joka estää robotin törmäykset jäysteenpoistoasemaan ja kompensoi hiomapäiden kulumisen. Hiomakaroissa on kahdenlaisia joustojärjestelmiä. Toisessa joustojärjestelmässä jousto on lineaarista ja toisessa radiaalista. Jäysteenpoistoasemien käyttö on vielä harvinaista maailmalla, ja siksi opinnäytetyö antaa arvokasta tietoa tästä aiheesta.
8 7 2 Panoste-projekti 2.1 Johdanto Panoste-projekti vastaa konepajateollisuuden automatisoinnin haasteisiin tutkimalla ja kehittämällä ratkaisuja työkappaleiden käsittelyyn, kiinnittämiseen ja asetusvaihtojen nopeuttamiseen. Projekti pyrkii tuomaan automaatiorajapinnan mahdollisimman lähelle työkappaletta. Tällöin työkappaleiden panostamiseen ja purkamiseen käytetty aika saadaan automaation avulla vähennettyä minimiin. Lisäksi projekti tutkii ja kehittää ratkaisun joustavasti konfiguroitavasta tuotantosolusta, jossa kappaleet valmistetaan mahdollisimman valmiiksi, jolloin kappaleiden jatkokäsittelyn tarve pienenee ja yrityksen sisäinen logistiikka vähenee. (Reunanen 2010, 99) 2.2 Tutkittavat aiheet Tuotantosolun tutkittaviksi aiheiksi on valittu automatisoitu panostus, nollapiste tekniikka (elementit ja ajatusanalogia), automatisoitu jäysteenpoisto, automatisoitu merkkaus sekä tuotannon aikainen mittaus. Nollapisteelementtien ja nollapiste-ajatusanalogian hyväksikäyttö mahdollistaa konfiguroitavan tuotantosolun kehittämisen siten, että toistuvien sarjojen automatisointi kannattaa hyvin pienelläkin sarjakoolla. Yritykset saavat tästä joustavuutta tuotantoonsa ja kykenevät vastamaan kysyntään nopeammin ja tehokkaammin.
9 8 Koneistavalta laitteelta pyritään poistamaan kaikki ns. avustavat työt kuten jäysteenpoisto ja merkkaus. Nämä työt siirretään panostusta hoitavalle käsivarsirobotille ja erikseen suunnitelluille laitteille siten, että molemmissa työvaiheissa robotti liikuttaa työkappaletta ja jäysteenpoistolaite sekä merkkauslaite ovat soluun tuotavia paikoillaan pysyviä ratkaisuja, jotka voidaan siirtää joustavasti solusta toiseen tuotannon vaatimusten mukaan. Tällöin koneistavan laitteen todellinen hyötykäyttöaika suurenee ja robotin panostuksen ja purun välinen joutoaika saadaan hyötykäyttöön. Miehittämättömän ajon aikaisen laadunvarmistamiseen tarvitaan ulkoinen mittausratkaisu, jolla varmistetaan valmistettavien työkappaleiden oikeellisuus ja tarvittaessa takaisinkytkennän kautta korjataan koneistavan laitteen parametrejä. (Reunanen 2010, 99) 2.3 Tausta ja tavoitteet Projektin taustalla on yritysten tarve saada tehostettua koneistuksen panostamisen menetelmiä, kehittää kustannustehokkaita automatisoituja ratkaisuja koneistavaan metalliteollisuuteen, vähentää inhimillisistä virheistä johtuvia kiinnitysvirheitä, saada tietoa alan uusimmista tekniikoista ja sovellusvaihtoehdoista sekä saada objektiivista tietoa eri menetelmien vahvuuksista ja heikkouksista. Projektin tavoitteena on saada konkreettinen ratkaisumalli automatisoidusta tuotantosolusta, jonka avulla yritykset voivat kustannustehokkaasti siirtyä tuotantomalliin, jossa yksi operaattori/koneistaja pystyy operoimaan useampaa tuotantosolua samaan aikaan. Lisäksi ratkaisumalli mahdollistaa ainakin osittaisen täysin miehittämättömän tuotannon. (Reunanen 2010, 99)
10 9 2.4 Toteutus Projekti toteutetaan Turun ammattikorkeakoulun johdolla Turun Koneteknologiakeskus Oy:n tiloissa yhteistyössä hankkeessa mukana olevien yritysten kanssa. Turun Koneteknologiakeskus Oy:öön on hankittu ennen projektin alkua monitoimisorvi ja lineaariradalla varustettu käsivarsirobotti. Projektin tutkimuslaitteet sekä kehitettävät sovellukset integroidaan osaksi solua, jossa monitoimisorvi ja käsivarsirobotti ovat. Projekti toteutetaan projektihenkilöstön, yritysten henkilöstön ja ammattikorkeakoulun opiskelijoiden yhteistyöllä. Yritysten henkilöstö varmistaa yritysnäkökulman huomioimisen ja avustaa ongelmien tietoon saattamisessa, ja ratkaisujen hyväksymisessä. Projektihenkilöstö toteuttaa tutkimusta ja vastaa tutkimuksen oikeellisuudesta sekä yritysnäkökulman ja tutkimuksen objektiivisuuden säilymisestä. Projektihenkilöstö myös valvoo ja opastaa opiskelijoiden työtä. Opiskelijat toimivat pääosin toteuttavana osapuolena, jonka vastuulla on koeajojen, testien ja kirjallisten vertailuiden toteuttaminen sekä osa tuote- ja toimintatapa kehityksestä. Kaikki koeajot ja testit pyritään toteuttamaan yhteistyöyritysten todellisilla kappaleilla, jotka on katsottu yrityksissä ja projektin näkökulmasta hyödyllisiksi. (Reunanen 2010, 100)
11 10 3 Jäyste ja sen haitat tuotannossa Lastuavassa työstössä työkappaleen särmiin plastisen muodonmuutoksen seurauksena syntyneitä ei-toivottuja materiaalimuodostumia kutsutaan jäysteeksi. Jäystettä on kaikki se materiaali, joka ulottuu työkappaleen kahden leikkaavan pinnan muodostaman laskennallisesti määritellyn särmän ulkopuolelle (Gillespie 1999, 36) Haitat tuotannossa Leikkaa haavoja Kokoonpantaessa tai purettaessa tuotetta. Aiheuttaa yhteensovitus vaikeuksia kokoonpanossa. Saattaa jumittaa mekanismit. Naarmuttaa pintoja aiheuttaen tiivistevuotoja. Lisää tai muuttaa kitkaa. Aiheuttaa oikosulkuja. (Gillespie 1999, 1)

12 11 Lastun repeytyessä irti työkappaleesta leikkautumisen sijaan työkappaleeseen kiinni jäävä osuus lastusta on jäystettä. Plastiseen muodonmuutokseen perustuvien jäysteen muodostumismekanismien lisäksi jäystettä syntyy mm. materiaalin virratessa työkalun syöttösuuntaa vastakkaiseen suuntaan, terän tunkeutuessa työkappaleeseen sekä työkappaleen irrotessa aihiosta ennen katkaisun loppuun vientiä (Gillespie 1999, 53). Terän tunkeutuessa työkappaleeseen kappaleen pinnalle syntyvää muodostumaa kutsutaan sisäänmenojäysteeksi. Eri lastuavan työstön menetelmissä jäysteen synty perustuu joko yhteen tai useampaan muodostumismekanismiin (Gillespie 1999, 61). Jäysteen eri muodostumismekanismeja on havainnollistettu kuvassa 1. Kuva 1. Jäysteen muodostumismekanismit (Gillespie 1999).
13 12 4 Jäysteenpoistomenetelmiä 4.1 Manuaalinen jäysteenpoisto Manuaalinen jäysteenpoisto on ehkä yleisin tällä hetkellä käytössä oleva menetelmä. Jäysteenpoisto tehdään joko käsikäyttöisellä hiomakoneella tai kaapimella. Huonoja puolia manuaalisessa jäysteenpoistossa ovat meluisuus likaisuus työn yksitoikkoisuus työntekijän käden jälki. Hyviä puolia manuaalisessa jäysteenpoistossa ovat Osaava ihminen saa manuaalisesti jäysteen poistetuksi nopeasti ja siististi. Käsikaapimella pääsee suhteellisen helposti myös hankaliin paikkoihin. Manuaalinen jäysteenpoisto on helposti toteutettavissa myös pieniin sarjoihin. Ihmisen on helppo ottaa huomioon muuttuvat kappaleen ja jäysteen muodot.
14 Robotisoitu jäysteenpoisto Robotisoitu jäysteenpoisto on nopeasti yleistynyt jäysteenpoistomenetelmä. Robotti suorittaa jäysteenpoiston yleensä silloin, kun robotti olisi muuten käyttämätön. Robotisoitua jäysteenpoistoa on käytetty jo pitkään, mutta yleensä niin, että jäysteytettävä kappale pysyy paikallaan ja robotti suorittaa koneen liikkeen. Tässä opinnäytetyössä kehitettiin jäysteenpoistoasema, jossa kappaletta liikutetaan ja kone pysyy paikallaan. Huonoja puolia tällä hetkellä robotisoidussa jäysteenpoistossa on se, että joka jäysteenpoistotyökalulle tulee olla oma koneensa ja robotti vaihtaa koko koneen aina työvaiheen vaihtuessa. Tästä johtuen tämä on suhteellisen kallis vaihtoehto. Lisäksi jäysteenpoistoon ja ohjelmointiin tarvittava aika lisääntyy. Robotisoidun jäysteenpoiston hyviä puolia ovat Robotisoitu jäysteenpoisto on suunniteltu miehittämättömään tuotantoon. Se vapauttaa työvoimaa tuottavampaan työhön ja kun vähän lisäarvoa tuottavan työn tekee robotti, voidaan ammattitaitoista henkilökuntaa käyttää vaativammissa tehtävissä. Sillä saadaan aikaan tasainen laatu. Automaatio parantaa työturvallisuutta. Henkilöstön työolosuhteet paranevat.
15 Jäysteenpoistouuni Prosessi perustuu lämpöön, jonka avulla poistettava materiaali poltetaan pois. Lämpötila vaihtelee 2500 ja 3300 C välillä. Lämpötila saavutetaan polttamalla hapen ja polttokaasun seosta. Hapella on myös toinen tehtävä sillä se reagoi poistettavan materiaalin kanssa. Menetelmällä saadaan poistettua jäysteet kappaleen sisä- ja ulkopuolelta. Huonoin puoli tämän vaihtoehdon kohdalla on sen hinta. Jäysteenpoistouunit ovat erittäin kalliita. Ne maksavat satoja tuhansia euroja. Uunilla käsiteltävien kappaleiden koko on rajoitettu. Kappaleen koko on suurimmillaankin alle neliömetrin luokkaa pinta-alaltaan. Lisäksi kappaleiden pinnalle jää ohut oksidikerros, ja ne vaativat jatkokäsittelyä. Uuni yleensä hankitaan siksi, että uunilla voidaan poistaa tarkasti myös erittäin monimutkaisten kappaleiden jäysteet, kuten esimerkiksi hydrauliikkaventtiilien rungot, joissa on paljon risteäviä kanavia. Menetelmänä jäysteenpoistouuni on erittäin nopea. Kappaleet on tosin pestävä käsittelyn jälkeen, mikä lisää hieman koko prosessiin kuluvaa aikaa. 4.4 Jäysteenpoisto raepuhaltamalla Raepuhallukseen sopivia aineita ovat alumiinioksidi, lasikuulat ja teräsrakeet. Raepuhalluksessa rakeet puhalletaan paineilman avulla kappaleeseen, josta jäystettä poistetaan. Huonoina puolia on esimerkiksi, että raepuhallus ei sovellu hienomekaniikkaan, sillä se muuttaa kappaleenpintaa tehden siitä karhean ja on suhteellisen tehoton tiettyjen materiaalien jäysteenpoistoon.
16 Jäysteenpoisto jäysteenpoistoasemalla Jäysteenpoisto jäysteenpoistoasemalla on varmasti yksi uusimpia jäysteenpoistomenetelmiä, sillä maailmalta löytyy hyvin vähän esimerkkejä tästä tavasta. Hyviä puolia verrattuna tavanomaisempaan robotilla tehtävään jäysteenpoistoon ovat Helppo tehon tuonti työkaluille, koska työkalut eivät liiku robotin mukana. Kappale on valmiiksi robotin tarttujassa, kun robotti poistaa kappaleen työstökoneesta. Helposti tapahtuva työkalun vaihto, joka saadaan aikaan kääntämällä jäysteenpoistoasemaa. Voidaan laittaa useampi nopeasti kuluva työkalu, jolloin vaihtoväli pitenee. Laajat joustot työkaluissa, jos verrataan tavallisiin robotteihin kiinnitettäviin koneisiin. Huonoja puolia ovat ainakin seuraavat asiat Robotin täytyy irrottaa kappale kuitenkin tarttujasta, jos työstökoneeseen on laitettava seuraava kappale. Huonompi ulottuvuus kuin perinteisellä robottiin kiinnitettävällä jäysteenpoistolaitteella. Vaatii käyttäjältä enemmän perehtymistä kuin perinteiset jäysteenpoisto tavat. Eri jäysteenpoistomenetelmiä harkittaessa on tarkasteltava minkälaisista kappaleista ja millaista jäystettä halutaan poistaa. Lisäksi sarjojen koko on tärkeä tekijä valittaessa sopivaa menetelmää.
17 16 5 Jäysteenpoistoaseman suunnittelu 5.1 Asetetut vaatimukset Asetettuina vaatimuksina oli, että laitteessa olisi useampi kuin yksi hiomakone. Hiomakoneissa tulisi olla jousto, jolla vältettäisiin robotin törmäykset jäysteenpoistoasemaan ja saataisiin kompensoitua hiomapäiden kuluminen. Lisäksi säädettävällä joustolla voidaan vaikuttaa viisteen muotoon ja laatuun. Joustojen haluttiin olevan sekä lineaarisia ja radiaalisia. Lisäksi laitteeseen tulisi voida kiinnittää erilaisia hiomapäitä, joita voisi vaihtaa robotin ohjauksen avulla irrottamatta niitä asemasta. 5.2 Vaihtoehtojen kartoitus Yleinen rakenne Vaihtoehtojen kartoituksen aloitettiin miettimällä solun yleistä rakennetta. Aluksi hahmoteltiin miten kaikki hiomakoneet saataisiin hyvin sijoitettua ilman että ne olisivat toistensa tiellä ja niin että robotti mahtuisi työskentelemään. Työssä päädyttiin sylinterin muotoiseen runko ratkaisuun. Lisäksi mietittiin miten laite sijoitetaan tuotantosoluun. Vaihtoehtoina olivat aseman sijoittaminen lattialle tai seinälle. Lopulta päädyttiin lattialle tulevaan ratkaisuun, koska ei katsottu seinälle sijoittamisesta olevan merkittävää hyötyä ja lattialle tuleva laite on helpompi toteuttaa.
18 Joustojen rakenne Joustojen suunnittelu aloitettiin siitä lähtökohdasta, että radiaaliseksi joustoelementiksi tulisi paineilmapalje ja lineaariseksi joustoelementiksi paineilmasylinteri. Paineilmapalkeen arveltiin tarvitsevan tuentaa ja ohjausta. Tuentaa arveltiin tarvittavan, jotta hiontakara olisi aina samassa paikassa ja jotta se ei oman painon johdosta roikkuisi, kun palkeessa on vain vähän painetta. Hiontakaran paikan säilyvyys on tärkeä, jotta toistettavuus robotin ohjelmoinnissa on helpompaa. Tähän haettiin ratkaisua aika kauan ja tehtiin useita erilaisia ehdotuksia. Hahmottelu aloitettiin siltä pohjalta että sekä kallistumista ja pituutta tulee voida rajoittaa. Lisäksi arveltiin jonkinlaisten johteiden olevan tarpeen. 5.3 Osien piirtäminen Aseman suunnitteluun ja osien piirtämiseen käytettiin Solidworks tietokonemallinnusohjelmaa. Ohjelma sopi tähän työhön hyvin, koska ohjelmalla voidaan suunnitella kolmiulotteisesti. Kolmiulotteisesta mallista voidaan katsoa miltä laite näyttää valmiina ja varmistaa että osat sopivat yhteen. Lisäksi ohjelmalla voidaan tehdä suunnitelluista osista myös lopulliset kaksiulotteiset valmistuspiirustukset. Kaikki piirretyt osat ovat liitteinä Lisäksi käytettiin levytyökeskukselle menevien osien ja sähkökuvien piirtämiseen Autocad-ohjelmaa. Joitakin osia, kuten pneumatiikkakomponentit, saatiin valmistajien sivuilta valmiiksi piirrettyinä ja mallinnettuina. Osien piirtäminen aloitettiin hahmottelemalla paperille tai miettimällä minkälainen osasta pitäisi tulla. Tämän jälkeen mietittiin miten osa sopisi kokonaisuuteen. Kun uusi osa saatiin suunniteltua, jouduttiin usein muita osia muuttamaan hieman tai uutta osaa jouduttiin sovittamaan muiden osien mukaan. Aluksi tämä oli haastavaa, koska näin toimittaessa koko suunnitelma eli jatkuvasti.
19 18 6 Materiaalien ja aihioiden valinta Kaikki tarvittavat materiaalit ja osat on merkitty osaluetteloon toimittajineen (liite 15). 6.1 Runko Runko oli aluksi tarkoitus valmistaa muoviputkesta, mutta näin iso halkaisijaista putkea sai vain 5m erissä. Jäysteenpoistoasemaan tarvittiin vain 30cm, joten ei ollut tarkoituksenmukaista tilata näin isoa määrää. Joten runko päätettiin valmistaa teräsputkesta. Teräsputki oli standardi kokoa D n = 350 mm S=8,8 mm D o =355,6 mm (D n = nimellismitta, S= seinämäpaksuus, D o = ulkohalkaisija). Runko oli 300mm pitkä. 6.2 Kannet Kaikki kannet valmistettiin alumiinista kevyen painon takia. Kansien valmistus aloitettiin vesileikkauksella, jossa alumiinilevystä leikattiin ympyrän malliset aihiot. Koneistusta jatkettiin jyrsimällä ja poraamalla CNC-jyrsimessä (CNC= Computerized Numerical Control, tietokoneistettu numeerinen ohjaus). Aihiona oli 20 mm paksu alumiinilevy. 6.3 Laipat Laipat valmistettiin samalla tavalla kuin kannet, mutta aihiona oli 10 mm paksu alumiinilevy. 6.4 Karahiomakoneiden kiinnikkeet Karahiomakoneiden kiinnikkeet oli myös tarkoitus valmistaa alumiinista, mutta ilman sen tarkempia laskelmia heräsi epäilys niiden kestävyydestä ja ne päätettiin toteuttaa teräksestä. Aihiona oli 50 mm teräksinen pyörötanko.
20 Yläsuojus Yläsuojuksen ala- ja yläkannet valmistettiin samalla tavalla ja samasta materiaalista kuin laipat. Koneistusta jatkettiin jyrsimisen jälkeen, sorvauksella jossa kierteitettiin kansiin kierre yläsuojusta varten. Yläsuojus itsessään tuli muoviputkesta. Muoviputki oli standardikokoa D u = 140 mm D i = 126,6 mm (D u =ulkohalkaisija, D i = sisähalkaisija). Muoviputkeen tehtiin kierteet sorvilla. 6.6 Muut osat Jäysteenpoistoasemassa käytettiin mahdollisimman paljon helposti saatavissa olevia valmiita standardiosia. Se miksi haluttiin käyttää valmiita osia, johtui siitä että näin usein päästään halvemmalla kuin itse tekemällä. Työhön tuli kuitenkin myös paljon itse valmistettavia osia, koska näitä osia ei saanut mistään valmiina.

21 20 7 Solun pääosat 7.1 Runko Runkona toimivaan teräputkeen tehtiin reiät kansien kiinnitystä ja hiomakarojen läpivientiä varten. Runko tehtiin putkesta, koska tämän ajateltiin olevan helppo ratkaisu, josta saataisiin samalla runko ja suoja muille osille. Näin ei kuitenkaan ollut, koska ohut seinämäinen putki on haastava koneistettava. Alun perin suunnitelmassa olevan muoviputken kanssa tätä ongelmaa ei olisi ollut. Muoviputkeen olisi saatu tarvittavat reiät tehtyä vaikka käsityökaluilla. Rungon rakenne on esitetty kuvassa 2. Kuva 2. Runko

22 Hiomakarat Hiomakaroiksi valittiin Mannesmannin valmistamat teollisuuskäyttöön tarkoitetut hiomakarat. Näiden etuina oli sylinterimäinen muoto joka mahdollisti helpon kiinnityksen. Lisäksi teollisuuskäyttöön tarkoitettujen hiomakarojen kestävyys arvioitiin paremmaksi. Valitut karat selviävät taulukosta 1. Hiomakaroja ostettiin aluksi vain kaksi, joiden katsottiin riittävän testi käyttöä varten. Näin toimittiin siksi, että pystyttiin varmistumaan laitteiden sopivuudesta. Sopivuus haluttiin varmistaa, koska hiomakarat olivat kalliita. Taulukossa 1 ovat lihavoituna testikäyttöön hankitut hiomakarat. Lisäksi tarkoitus olisi tulevaisuudessa kokeilla näiden rinnalla jotain halvempaa hiomakaraa. Hiomakaran rakenne selviää kuvasta 3. Taulukko 1. Valitut karahiomakoneet: hiomakoneen malli Pyörimis nopeus Teho Es 280 Er W Es 200 Er W Ebm 5200 s W Ebm 2400 s W MRDW W Kuva 3. Hiomakara ES 280 ER (

23 Indeksipöytä Indeksipöytä tilattiin valmiina Festolta. Se on mallia DHTG-220. Pöydässä on kahdeksan asemaa, jotka on sijoitettu 45 välein. Pöytä on lukittavissa jokaisessa asemassa. Pöytä toimii paineilmakäyttöisesti. Siinä on anturointi, jolla selviää onko pöytälukittu ja mikä on pöytää kääntävien mäntien asento. Mäntien asennon tietäminen on tärkeää pöydän kääntämisen kannalta, koska suunnanmuutokset ja kääntö tehdään mäntien asentoa muuttamalla. Kuva 4. Indeksipöytä DHTG-220 ( 7.4 Pneumatiikka venttiilit Paineilmaventtiilit hankittiin Festolta. Niillä ohjataan indeksipöytää ja hiomakaroja. Paineilmapalkeelle ja sylintereille ohjauspaine otettiin aikaisemmin rakennetusta järjestelmästä, jossa oli kolme eri asetus painetta joustolle. Näin toimittiin jotta nähtäisiin miten tämä soveltuu joustojärjestelmälle. Tämä haluttiin testata, jotta voitaisiin soveltaa toisenlaista järjestelmää, mikäli säätö olisi liian karkea. Festolta tilatut venttiilit olivat mallia CPE14-M1BH-5J-QS-6 ja HEE-3/8- D-MINI-24. CPE14-M1BH-5J-QS-6 on sähköisesti ohjattu 5/2-venttiili, jota tarvittiin kaksi kappaletta pöydän ohjaukseen. Tämä venttiili on esitetty kuvassa 5. HEE-3/8-D-MINI-24 on sähköisesti ohjattu 3/2-venttiili, missä on rakenteesta johtuen pieni virtausvastus. Näitä hankittiin kolme kappaletta hiomakaroja varten. Tämä venttiili on esitetty kuvassa 6. Todellisuudessa näitä venttiileitä tarvittaisiin viisi kappaletta, mutta testaus vaiheessa hankittiin venttiilit vain kolmea hiomakaraa varten.
 Kuva 6. Venttiili HEE-3/8-D-MINI-24 (www.festo.")
24 23 Kuva 5. Venttiili CPE14-M1BH-5J-QS-6 ( Kuva 6. Venttiili HEE-3/8-D-MINI-24 (

25 Joustojärjestelmä Joustot koostuvat kahdesta erilaisesta järjestelmästä. Ensimmäisessä järjestelmässä jousto koostuu yhdestä paineilmapalkeesta, jossa jousto on radiaalista. Tässä järjestelmässä on jousto elementtinä paineilmapalje WSR 20, jonka valmistaja on Weforma. Paineilmapalje näkyy kuvassa 7. Toisessa Järjestelmässä jousto tulee pienestä paineilmasylinteristä ja jousto on lineaarista. Sylinterissä on johteet lineaarista liikettä varten. Sylinterin rakenne selviää kuvasta 8. Sylinteri on Feston valmistama ja mallia SLS P-A. Siinä sylinterin halkaisija on 16 mm ja iskunpituus 25 mm. Liitteistä 2 ja 3 selviää eri joustojärjestelmien kokoonpanot. Molemmat joustot ovat säädettäviä. Joustoja säädetään painetta laskemalla ja nostamalla. Ihanne tilanne olisi, että jousto saataisiin robotin ohjauksella säädettäväksi niin, että joustoa voitaisiin portaattomasti muuttaa kesken liikkeen. Tässä kokoonpanossa oli käytettävissä kolme erilaista paineasetusta, joista kaikkia voitiin säätää välillä 0-0,8 MPa. Kuva 7. Paineilmapalje ( Kuva 8. Paineilmasylinteri johteilla (

26 25 Kuva 9. Joustojärjestelmät 7.6 Jäysteenpoistotyökalujen kiinnitys Jäysteenpoistotyökalujen kiinnitys asemaan tuli olla sellainen, että se mahdollistaa myös erilaisten jäysteenpoistotyökalujen käytön, kuin joille asema on alun perin suunniteltu. Kiinnityksen suunnittelu aloitettiin tältä pohjalta. Asemaan tuli laippa johon palje ja laakerit kiinnitettiin. Lisäksi laippaan kiinnitettiin hiomakaran pidin keskittävällä ohjauksella. Tätä pidintä vaihtamalla on helppo toteuttaa toisenlaisen koneen kiinnitys. Jäysteenpoistotyökalujen kiinnitykset on havainnollistettu liitteissä 2 ja 3.

27 Sähköosat Sähkösuunnittelu aloitettiin piirtämällä sähkökaavio (Liite 16). Sähkökeskukseksi hankittiin automaattisulakkeelle tarkoitettu sähkörasia, josta muokattiin sellainen että siihen mahtuivat riviliittimet. Kaikki venttiilit ja anturit kytkettiin sähkökeskukseen, joka oli kiinnitetty jäysteenpoistoaseman jalustaan. Sähkökeskukseen on sijoitettu riviliittimet, jotka ovat kiinnitetty DIN-kiskolle. Sähkökeskukselta johdettiin kaapeli robotin sähkökeskukseen. Jäysteenpoistoasemaan ei tullut lainkaan kytkimiä tai käyttöliittymää, vaan kaikki hallinta tapahtuu robotin ohjelmalla. Kuva 10. Sähkökeskus

28 Jalusta Jäysteenpoistoasemalle tehtiin jalusta. Levytyökeskuksessa valmistettiin levyosa, johon indeksipöytä kiinnitettiin. Jalat valmistettiin kulmaraudoista. Jalusta koottiin hitsaamalla. Levytyökeskuksessa valmistettiin myös levyosa, johon venttiilit kiinnitettiin. Jalusta on esitetty kuvassa 11. Kuva 11. Jalusta
29 28 Taulukko 2. Osien käyttötarkoitukset
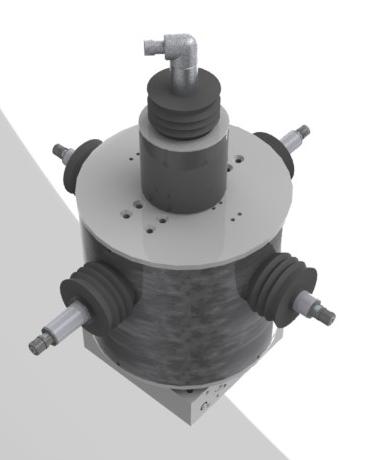
30 29 Kuva 12. Jäysteenpoistoasema
31 30 8 Laitteiston ohjaus Laitteiston ohjaus toteutettiin sähköisesti ohjatuilla pneumaattisilla venttiileillä ja robotin ohjelmoitavalla logiikalla. Kuviosta 1 selviää ohjelman eteneminen yksinkertaisesta tikapuukaaviosta. Lisäksi liitteestä 17 ja 18 nähdään ohjelmiston todellinen rakenne sellaisena kuin ohjelma näyttää robotinlogiikassa. Kuvio 1. Ohjelman eteneminen.

32 31 9 Testaus Laitetta testattiin Koneteknologiakeskus Turku Oy:n tiloissa. Laitetta testattiin kiinnittämällä robottiin erilaisia kappaleita, joita työstettiin jäysteenpoistoasemalla. Molemmat joustojärjestelmät toimivat suunnitellusti. Joustojärjestelmiin syötettävän paineen suuruudella oli suuri merkitys viisteen laatuun. Viisteestä tuli helposti liian iso. Lisäksi viisteen alkuun ja loppuun tuli helposti kuoppa, koska robotin ohjelmoinnin vuoksi työkalu viipyi näissä kohdissa kauemmin. Tämän takia robotin lähestymiskulma ja nopeus on saatava oikeaksi. Lähestymiskulma pitää olla loiva ja nopeuden suuri. Kuvasta 13 nähdään liikkeen nopeuden ja joustojärjestelmän paineen vaikutukset viisteen laatuun. Lisäksi kuvassa näkyy robotin pysähtymiset liikkeen alussa ja lopussa. Näissä kohdissa on selvät kuopat. Tämä kuitenkin saadaan säätötoimenpiteillä poistettua. Suuremmalla joustojärjestelmän paineella myös hiomakaran värinä väheni huomattavasti. Kuva 14 on ensimmäisestä testi tilanteesta, jossa laitteen runko on vielä maalaamatta. Runko maalattiin testien jälkeen. Kuva 13. Viisteet

33 32 Kuva 14. Jäysteenpoistoa
34 33 10 Yhteenveto Tavoitteena oli rakentaa jäysteenpoistolaite, joka olisi helposti toteutettavissa ja kohtuullisen hintainen. Lisäksi jäysteenpoistolaitteen piti olla monipuolinen ja toimiva kokonaisuus. Laitteen rakentaminen ja suunnittelu onnistui hyvin, koska laite toimii suunnitellusti ja tavoitteet täyttyivät. Tietysti löytyy myös asioita, jotka nyt tekisin toisin. Jäysteenpoistoasemassa oli sellaisia kappaleita, joita itse pidin helposti valmistettavina, eivtkä ne sitä todellisuudessa olleet. Työssä olisi ollut hyötyä koneistuskokemuksesta, varsinkin NC-työstökoneilla (NC= numerical control, numeerinen ohjaus). Minun mielestäni olisi tärkeää lisätä insinööriopintoihin kuuluviin valmistustekniikan kursseihin enemmän käytännön tekemistä. Tällöin koneiden mahdollisuudet ja rajoitukset tulisivat paremmin esille. Käyttöinsinöörikoulutuksessa koneisiin pääsee tutustumaan, mutta koulutukseen pääsee vain osa oppilaista. Osien hankkiminen projektia varten oli todella opettavaista. Oli opettavaista huomata, kuinka hankalaa osien hankkiminen voi toisinaan olla. Usein tiesin mitä tarvitsen, mutta en sitä, että mistä sen hankkisin. Toinen ongelma osien hankkimisessa oli suuret toimituserät. Joissain tapauksissa työhön tarvittiin vain yksi kappale jotain osaa, mutta pienin toimituserä oli kymmenen kappaletta. Suurin osa ajasta meni osien piirtämiseen. Tein joka osasta useita versioita. Usein yhden osan muuttaminen johti siihen, että kokoonpano piti piirtää melkein kokonaan uudestaan, koska osien liitokset muuttuivat.
35 34 Lähteet Gillespie, LaRoux K, 1999, Deburring and edge finishing handbook. Reunanen, Tero, 2010, Tekesin ohjelmaraportti 1/ viitattu viitattu viitattu
36 35 Liitteet Liite 1. Leikkaus jäysteenpoistoasemasta Liite 2. Joustojärjestelmä radiaalisella liikkeellä Liite 3. Joustojärjestelmä lineaarisella liikkeellä Liite 4. Piirustus Alakansi Liite 5. Piirustus Karanpidin osa 1 Liite 6. Piirustus Karanpidin osa 2 Liite 7. Piirustus Laippa Liite 8. Piirustus L-palkki Liite 9. Piirustus Pidin Liite 10. Piirustus Runko Liite 11. Piirustus Yläkansi Liite 12. Piirustus Yläsuojus Liite 13. Piirustus Yläsuojuksen alakansi Liite 14. Piirustus Yläsuojuksen yläkansi Liite 15. Osaluettelo Liite 16. Sähkökaavio Liite 17. Pöydän ohjauksen rakenne robotin logiikassa Liite 18. Jäysteenpoistoaseman ohjauksen rakenne robotin logiikassa
37 36 Liite 1.
38 37 Liite 2.
39 38 Liite 3.
40 39 Liite 4.
41 40 Liite 5.
42 41 Liite 6.
43 42 Liite 7.
44 43 Liite 8.
45 44 Liite 9.
46 45 Liite 10.
47 46 Liite 11.
48 47 Liite 12.
49 48 Liite 13.
50 49 Liite 14.
51 50 Liite 15.
52 51 Liite 16.
53 52 Liite 17. 2: ; 3: LBL[1] ; 4: ; 5: DO[65:Jayste A avaa]=off ; 6: DO[66:Jayste B lukitse ]=ON ; 7: DO[67:Jayste C suunta1]=off ; 8: DO[68:Jayste D suunta2]=off ; 9: WAIT DI[58:Jayste lukittu]=on ; 10: ; 11: IF R[18:Tornin nyk.asema]>r[19:tornin seur. as.],jmp LBL[20] ; 12: IF R[18:Tornin nyk.asema]=r[19:tornin seur. as.],jmp LBL[999] ; 13: ; 14: LBL[10: Suunta 1] ; 15: DO[67:Jayste C suunta1]=off ; 16: DO[68:Jayste D suunta2]=on ; 17: WAIT DI[59:Jayste 2 kuittaus]=on ; 18: DO[68:Jayste D suunta2]=off ; 19: DO[66:Jayste B lukitse ]=OFF ; 20: DO[65:Jayste A avaa]=on ; 21: WAIT DI[58:Jayste lukittu]=off ; 22: DO[65:Jayste A avaa]=off ; 23: DO[67:Jayste C suunta1]=on ; 24: WAIT DI[57:Jayste 1 kuittaus]=on ; 25: DO[66:Jayste B lukitse ]=ON ; 26: WAIT DI[58:Jayste lukittu]=on ; 27: R[18:Tornin nyk.asema]=r[18:tornin nyk.asema]+1 ; 28: ; 29: JMP LBL[1] ; 30: ; 31: LBL[20: Suunta 2] ; 32: DO[68:Jayste D suunta2]=off ; 33: DO[67:Jayste C suunta1]=on ; 34: WAIT DI[57:Jayste 1 kuittaus]=on ; 35: DO[67:Jayste C suunta1]=off ; 36: DO[66:Jayste B lukitse ]=OFF ; 37: DO[65:Jayste A avaa]=on ; 38: WAIT DI[58:Jayste lukittu]=off ; 39: DO[65:Jayste A avaa]=off ; 40: DO[68:Jayste D suunta2]=on ; 41: WAIT DI[59:Jayste 2 kuittaus]=on ; 42: DO[66:Jayste B lukitse ]=ON ; 43: WAIT DI[58:Jayste lukittu]=on ; 44: R[18:Tornin nyk.asema]=r[18:tornin nyk.asema]-1 ; 45: ; 46: JMP LBL[1] ; 47: ; 48: LBL[999] ;
54 53 Liite 18 7: Kaanna torni(2) ; 8:J P[1] 10% FINE ; 9:J P[3] 10% FINE ; 10:J P[2] 10% FINE ; 11: DO[54:Paine 3]=OFF ; 12: DO[53:Paine 2]=OFF ; 13: DO[55:Tyhjennys]=PULSE,1.0sec ; 14: DO[52:Paine 1]=ON ; 15: DO[69:Jayste V1]=ON ; 16:J P[4] 10% FINE ; 17:L P[5] 100mm/sec FINE ; 18:L P[6] 100mm/sec CNT100 ; 19:L P[7] 100mm/sec CNT100 ; 20:L P[8] 100mm/sec CNT100 ; 21:L P[5] 100mm/sec CNT100 ; 22: WAIT 1.00(sec) ; 23:L P[4] 100mm/sec CNT100 ; 24: DO[69:Jayste V1]=OFF ; 25:J P[9] 100% FINE ; 26: Kaanna torni(0) ; 27: ; 28: DO[71:Jayste V3]=ON ; 29:J P[10] 10% FINE ; 30:L P[11] 100mm/sec CNT100 ; 31:L P[12] 100mm/sec FINE ; 32:L P[13] 100mm/sec CNT5 ; 33:L P[15] 100mm/sec CNT5 ; 34:L P[16] 100mm/sec CNT100 ; 35: DO[71:Jayste V3]=OFF ; 36:L P[14] 100mm/sec CNT100 ;
ROBOTISOITU JÄYSTEENPOISTO
 OPPIMATERIAALEJA PUHEENVUOROJA RAPORTTEJA 109 TUTKIMUKSIA Tero Reunanen (toim.) ROBOTISOITU JÄYSTEENPOISTO Panoste-projektin julkaisu 2/4 Panoste-projektin julkaisut: Tero Reunanen (toim.) Nollapistekiinnitysteknologioiden
OPPIMATERIAALEJA PUHEENVUOROJA RAPORTTEJA 109 TUTKIMUKSIA Tero Reunanen (toim.) ROBOTISOITU JÄYSTEENPOISTO Panoste-projektin julkaisu 2/4 Panoste-projektin julkaisut: Tero Reunanen (toim.) Nollapistekiinnitysteknologioiden
START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus. Tokan reiän hionta
 START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus Tokan reiän hionta - ruvetaan hiomaa reikää - lisätään y-arvoa joka kierroksen jälkeen Kierrenousun alku - rekisterien nollaus
START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus Tokan reiän hionta - ruvetaan hiomaa reikää - lisätään y-arvoa joka kierroksen jälkeen Kierrenousun alku - rekisterien nollaus
Robotiikan tulevaisuus ja turvallisuus
 Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Strong expertise in HINNASTO. tool grinding. Pro Grinding AM Oy
 HINNASTO Strong expertise in tool grinding Pro Grinding AM Oy www.progrinding.fi Tarkkuus Jokaisen työkalun huollamme ja valmistamme itse. Meillä on kokemusta ja erikoisosaamista, sekä uusimmat työkalut
HINNASTO Strong expertise in tool grinding Pro Grinding AM Oy www.progrinding.fi Tarkkuus Jokaisen työkalun huollamme ja valmistamme itse. Meillä on kokemusta ja erikoisosaamista, sekä uusimmat työkalut
( ) B-B 142 `0,3 28-0,2. 36 Ra1.6. 2x45. 1x45. 2x45. Keskiöporaus sallitaan. 0,5x0,5. Ra3.2. Ra1.6. Koneistusnäyttö Aihio: D50x145 S355
 B-B 142 `0,3 28-0,2. 36 Ra1.6. 2x45. 1x45. 2x45. Keskiöporaus sallitaan. 0,5x0,5. Ra3.2. Ra1.6. Koneistusnäyttö Aihio: D50x145 S355") 142 `0,3 50 80 M 40 x2 A 20 Ø35 5 n50-0,1 40-0,3 Ø 26-0,05 +0 Ø B + 0,3 55-0 36 Ra1.6 6 2x45 B +0 28-0,2 1x45 0,5x0,5 2x45 b 0,1 A Keskiöporaus sallitaan B-B Ra3.2 Ra1.6 ( ) 3 Designed by Checked by Approved
142 `0,3 50 80 M 40 x2 A 20 Ø35 5 n50-0,1 40-0,3 Ø 26-0,05 +0 Ø B + 0,3 55-0 36 Ra1.6 6 2x45 B +0 28-0,2 1x45 0,5x0,5 2x45 b 0,1 A Keskiöporaus sallitaan B-B Ra3.2 Ra1.6 ( ) 3 Designed by Checked by Approved
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma
 Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla
 Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
KONE JA METALLIALAN PERUSTUTKINTO 2014 Aineistoluettelo päivitetty 25.6.2015 TUTKINTOVALMIUSTEHTÄVÄT KOMEPT TVT 14 2.1 PAKOLLISET TUTKINNON OSAT
 TUTKINTOVALMIUSTEHTÄVÄT KOMEPT TVT 14 Tutkintovalmiustehtävällä voidaan selvittää suorittajan vahvuudet osaamisalaa valittaessa voidaan varmistaa, että tutkinnon suorittajalla on valmiudet osallistua varsinaiseen
TUTKINTOVALMIUSTEHTÄVÄT KOMEPT TVT 14 Tutkintovalmiustehtävällä voidaan selvittää suorittajan vahvuudet osaamisalaa valittaessa voidaan varmistaa, että tutkinnon suorittajalla on valmiudet osallistua varsinaiseen
WGS - Quick-Lock-pikavaihtojärjestelmä
 B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN &
 NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
NC-koneet ja niiden ohjelmointi
 NC-koneet ja niiden ohjelmointi Koordinaattisysteemit Inkrementaalinen Absoluuttinen NC-koneen koordinaatisto Akselien suunnat on määritelty ns. "oikean käden säännön" mukaan (DIN 66217). Koneen edessä
NC-koneet ja niiden ohjelmointi Koordinaattisysteemit Inkrementaalinen Absoluuttinen NC-koneen koordinaatisto Akselien suunnat on määritelty ns. "oikean käden säännön" mukaan (DIN 66217). Koneen edessä
Fastems Oy Ab. Vaasa Kuopio Jyväskylä TAMPERE Pori Vantaa Salo. Perustettu 1901 Omistaja Helvar Merca Oy Ab
 Fastems Oy Ab Vaasa Kuopio Jyväskylä TAMPERE Pori Akaa Lahti Vantaa Salo Perustettu 1901 Omistaja Helvar Merca Oy Ab Asiakassegmentit Koneenrakennus Ilmailuteollisuus Kaivos- ja rakennusteollisuus Osavalmistus
Fastems Oy Ab Vaasa Kuopio Jyväskylä TAMPERE Pori Akaa Lahti Vantaa Salo Perustettu 1901 Omistaja Helvar Merca Oy Ab Asiakassegmentit Koneenrakennus Ilmailuteollisuus Kaivos- ja rakennusteollisuus Osavalmistus
Hyvinvointiteknologiaan painottuva koulutusohjelma- /osaamisalakokeilu TUTKINNON PERUSTEET KOKEILUA VARTEN
 Hyvinvointiteknologiaan painottuva koulutusohjelma- /osaamisalakokeilu TUTKINNON PERUSTEET KOKEILUA VARTEN Hyvinvointiteknologian koulutuskokeilujen yhteistyöpäivä 26.9.2014 Voimarinne, Sastamalan Karkku
Hyvinvointiteknologiaan painottuva koulutusohjelma- /osaamisalakokeilu TUTKINNON PERUSTEET KOKEILUA VARTEN Hyvinvointiteknologian koulutuskokeilujen yhteistyöpäivä 26.9.2014 Voimarinne, Sastamalan Karkku
HandlingTech. Automations-Systeme ENSIAPU TYÖKALUN RIKKOUTUESSA. www.handlingtech.de/eromobil
 HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
KESKITY! KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! S O R V A U S. Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät.
 Koneiden taulut: SORVI RECORD 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! Koneiden taulut: SORVI RECORD 2 K
Koneiden taulut: SORVI RECORD 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! Koneiden taulut: SORVI RECORD 2 K
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
FOCUS 650 KÄYTTÖOHJE
 FOCUS 650 KÄYTTÖOHJE Oikeus teknisiin muutoksiin pidätetään Z oom työtelineet ovat paljon enemmän kuin pelkkä työteline. Telineen kiinniytspaloja voidaan liikuttaa portaattomasti pöytäurissa ja pöydän
FOCUS 650 KÄYTTÖOHJE Oikeus teknisiin muutoksiin pidätetään Z oom työtelineet ovat paljon enemmän kuin pelkkä työteline. Telineen kiinniytspaloja voidaan liikuttaa portaattomasti pöytäurissa ja pöydän
Asennus- ja huolto-ohjeet HEATEX lämmöntalteenottokaivolle
 1 Asennus- ja huolto-ohjeet HEATEX lämmöntalteenottokaivolle 1. Asennus a. Kaivon asennus betoni lattiaan : a.1 Kaivon asennus - Kaivo on kiinnitettävä tukevasti ennen valua. Kaivo kiinnitetään ympärillä
1 Asennus- ja huolto-ohjeet HEATEX lämmöntalteenottokaivolle 1. Asennus a. Kaivon asennus betoni lattiaan : a.1 Kaivon asennus - Kaivo on kiinnitettävä tukevasti ennen valua. Kaivo kiinnitetään ympärillä
Advanced Test Automation for Complex Software-Intensive Systems
 Advanced Test Automation for Complex Software-Intensive Systems Aiheena monimutkaisten ohjelmistovaltaisten järjestelmien testauksen automatisointi Mistä on kyse? ITEA2-puiteohjelman projekti: 2011-2014
Advanced Test Automation for Complex Software-Intensive Systems Aiheena monimutkaisten ohjelmistovaltaisten järjestelmien testauksen automatisointi Mistä on kyse? ITEA2-puiteohjelman projekti: 2011-2014
KALVOVENTTIILIT OMINAISUUDET: YLEISIMMÄT KÄYTTÖKOHTEET: Kemianteollisuus, vesilaitokset, elintarviketeollisuus sekä paperiteollisuus
 KALVOVENTTIILIT Fluorotechin toimitusohjelmassa on kolmen tyyppisiä kalvoventtiileitä: normaalisti teollisuudessa käytettävä VM-sarjan kalvoventtiili, tiiviimmässä muodossa oleva pienempi CM-sarjan kalvoventtiili
KALVOVENTTIILIT Fluorotechin toimitusohjelmassa on kolmen tyyppisiä kalvoventtiileitä: normaalisti teollisuudessa käytettävä VM-sarjan kalvoventtiili, tiiviimmässä muodossa oleva pienempi CM-sarjan kalvoventtiili
AutoCAD-natiiviobjektin toteutus
 AutoCAD-natiiviobjektin toteutus Kontiotuote OY Maailman toiseksi suurin hirsitalotoimittaja Aloittanut toimintansa 70-luvulla Liikevaihto vuonna 2003-37,355 Milj. euroa josta vientiä 7,376 Milj. euroa
AutoCAD-natiiviobjektin toteutus Kontiotuote OY Maailman toiseksi suurin hirsitalotoimittaja Aloittanut toimintansa 70-luvulla Liikevaihto vuonna 2003-37,355 Milj. euroa josta vientiä 7,376 Milj. euroa
Millainen on menestyvä digitaalinen palvelu?
 Millainen on menestyvä digitaalinen palvelu? TOIMIVA ÄLYKÄS ILAHDUTTAVA Ohjelmistokehitys Testaus ja laadunvarmistus Ohjelmistorobotiikka Tekoäly Käyttöliittymäsuunnittelu Käyttäjäkokemussuunnittelu 1
Millainen on menestyvä digitaalinen palvelu? TOIMIVA ÄLYKÄS ILAHDUTTAVA Ohjelmistokehitys Testaus ja laadunvarmistus Ohjelmistorobotiikka Tekoäly Käyttöliittymäsuunnittelu Käyttäjäkokemussuunnittelu 1
74 cm - 89 cm ASENNUSOHJEET KOMPACT
 74 cm - 89 cm Suomi ASENNUSOHJEET KOMPACT KOMPACT - www.arke.ws Ennenkuin ryhdyt asennustyöhön, pura portaiden kaikki osat pakkauksistaan. Aseta kaikki osat tilavalle alustalle ja tarkista osien lukumäärä
74 cm - 89 cm Suomi ASENNUSOHJEET KOMPACT KOMPACT - www.arke.ws Ennenkuin ryhdyt asennustyöhön, pura portaiden kaikki osat pakkauksistaan. Aseta kaikki osat tilavalle alustalle ja tarkista osien lukumäärä
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
3.2 Työstöratojen luonti
 3.2 Työstöratojen luonti Luodaan aluksi työstöradat kahdelle akselille. 3.2.1 Olakkeen sorvaus Piirretään aluksi yksinkertainen kappale, johon luodaan työstöradat. Kuva 3.2.1 Koneistettava kappale Kyseisen
3.2 Työstöratojen luonti Luodaan aluksi työstöradat kahdelle akselille. 3.2.1 Olakkeen sorvaus Piirretään aluksi yksinkertainen kappale, johon luodaan työstöradat. Kuva 3.2.1 Koneistettava kappale Kyseisen
Käyttöliittymät II. Käyttöliittymät I Kertaus peruskurssilta. Keskeisin kälikurssilla opittu asia?
 Käyttöliittymät II Sari A. Laakso Käyttöliittymät I Kertaus peruskurssilta Keskeisin kälikurssilla opittu asia? 1 Käyttöliittymät II Kurssin sisältö Käli I Käyttötilanteita Käli II Käyttötilanteet selvitetään
Käyttöliittymät II Sari A. Laakso Käyttöliittymät I Kertaus peruskurssilta Keskeisin kälikurssilla opittu asia? 1 Käyttöliittymät II Kurssin sisältö Käli I Käyttötilanteita Käli II Käyttötilanteet selvitetään
Ammattitaitoisia KONEISTAJIA SAATAVILLA
 Ammattitaitoisia KONEISTAJIA SAATAVILLA Usein kuultu väite on, ettei ammattitaitoisia koneistajia ole riittävästi Osaamista on mahdollista parantaa asiantuntevalla koulutuksella. Koulutamme koneistajista
Ammattitaitoisia KONEISTAJIA SAATAVILLA Usein kuultu väite on, ettei ammattitaitoisia koneistajia ole riittävästi Osaamista on mahdollista parantaa asiantuntevalla koulutuksella. Koulutamme koneistajista
KONEISTUSKOKOONPANON TEKEMINEN NX10-YMPÄRISTÖSSÄ
 KONEISTUSKOKOONPANON TEKEMINEN NX10-YMPÄRISTÖSSÄ https://community.plm.automation.siemens.com/t5/tech-tips- Knowledge-Base-NX/How-to-simulate-any-G-code-file-in-NX- CAM/ta-p/3340 Koneistusympäristön määrittely
KONEISTUSKOKOONPANON TEKEMINEN NX10-YMPÄRISTÖSSÄ https://community.plm.automation.siemens.com/t5/tech-tips- Knowledge-Base-NX/How-to-simulate-any-G-code-file-in-NX- CAM/ta-p/3340 Koneistusympäristön määrittely
CAD/CAM Software with world class precision and control. What s Uusi
 What s Uusi SURFCAM V5.2 Mitä Uutta Page 1 of 19 Toukokuu 2011 Mitä uutta - SURFCAM V5.2 Sisällysluettelo 1) Uusi - Millturn valikko 3 2) Uusi HSM Z-rouhinta rata 4 3) Uusi - Valintojen multi maskaus 6
What s Uusi SURFCAM V5.2 Mitä Uutta Page 1 of 19 Toukokuu 2011 Mitä uutta - SURFCAM V5.2 Sisällysluettelo 1) Uusi - Millturn valikko 3 2) Uusi HSM Z-rouhinta rata 4 3) Uusi - Valintojen multi maskaus 6
S11-09 Control System for an. Autonomous Household Robot Platform
 S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
A7 TIG Orbital System 150
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA 1.10.2017 A7 TIG Orbital System 150 NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG- ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA 1.10.2017 A7 TIG Orbital System 150 NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG- ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit. Uusi moottorisukupolvi
 Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Täydellinen tehovalikoima
 Ammattilaisen yhteistyökumppani Paineilmakäyttöiset tehdastyökalut Paineilmamoottorit Erikoisratkaisut b Hionta b Piikkaus b Jäysteenpoisto b Poraus b Katkaisu b Ruuvaus Täydellinen tehovalikoima Metallintyöstö
Ammattilaisen yhteistyökumppani Paineilmakäyttöiset tehdastyökalut Paineilmamoottorit Erikoisratkaisut b Hionta b Piikkaus b Jäysteenpoisto b Poraus b Katkaisu b Ruuvaus Täydellinen tehovalikoima Metallintyöstö
Korjaamopuristimet. Alapalkki MITAT. H (Sylinteri palautettuna) mm. J mm
 mm. J mm") -runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
-runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
 Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Teollinen Internet, IoT valimoissa ja konepajoissa
 Teollinen Internet, IoT valimoissa ja konepajoissa Case: Aalto-yliopisto Valmistus- ja materiaalitekniikka, FIN3D Kalle Jalava 28.3.2019 FIN3D-tutkimus IIoT haasteita Teknisiä toteutuksia Aallossa Hyötyjä?
Teollinen Internet, IoT valimoissa ja konepajoissa Case: Aalto-yliopisto Valmistus- ja materiaalitekniikka, FIN3D Kalle Jalava 28.3.2019 FIN3D-tutkimus IIoT haasteita Teknisiä toteutuksia Aallossa Hyötyjä?
Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi?
 1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
A7 TIG Orbital System 150
 A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Efficiency change over time
 Efficiency change over time Heikki Tikanmäki Optimointiopin seminaari 14.11.2007 Contents Introduction (11.1) Window analysis (11.2) Example, application, analysis Malmquist index (11.3) Dealing with panel
Efficiency change over time Heikki Tikanmäki Optimointiopin seminaari 14.11.2007 Contents Introduction (11.1) Window analysis (11.2) Example, application, analysis Malmquist index (11.3) Dealing with panel
Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa.
 Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
KONE JA METALLIALAN PERUSTUTKINTO 2014 Aineistoluettelo ( )
") 2.1 PAKOLLISET TUTKINNON OSAT... 2 2.2.1 KONEISTUS... 2 2.2.2 LEVY- JA HITSAUSTYÖT... 2 2.2.3 KONEENASENNUS... 2 2.2.4 TYÖVÄLINEVALMISTUS... 3 2.3.1 SÄHKÖMEKAANISET ASENNUKSET... 3 2.3.2 AUTOMAATIOASENNUS...
2.1 PAKOLLISET TUTKINNON OSAT... 2 2.2.1 KONEISTUS... 2 2.2.2 LEVY- JA HITSAUSTYÖT... 2 2.2.3 KONEENASENNUS... 2 2.2.4 TYÖVÄLINEVALMISTUS... 3 2.3.1 SÄHKÖMEKAANISET ASENNUKSET... 3 2.3.2 AUTOMAATIOASENNUS...
kykäsikäyttöinen tai automaattinen - voit valita itse
 . kykäsikäyttöinen tai automaattinen - voit valita itse LK utomaattinen tai käsikäyttöinen läppäventtiili Konsepti LK on hygieeninen automaattinen tai käsikäyttöinen läppäventtiili ruostumattomiin teräsputkijärjestelmiin.
. kykäsikäyttöinen tai automaattinen - voit valita itse LK utomaattinen tai käsikäyttöinen läppäventtiili Konsepti LK on hygieeninen automaattinen tai käsikäyttöinen läppäventtiili ruostumattomiin teräsputkijärjestelmiin.
Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009 51016
 U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - P a i n e p u t k i - j ä r j e s t e l m ä P V C Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009
U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - P a i n e p u t k i - j ä r j e s t e l m ä P V C Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009
Työsylinteri. 41 2-6 Kytkimen käyttölaitteet. Työsylinteri, muutettu malli. Yleistä
 41 2-6 Kytkimen käyttölaitteet Työsylinteri Yleistä Työsylinteri on rengasmainen hydraulisylinteri, joka on sijoitettu kytkimen koteloon kytkinakselin ympärille. Työsylinteri muodostuu ulkopuolella olevasta
41 2-6 Kytkimen käyttölaitteet Työsylinteri Yleistä Työsylinteri on rengasmainen hydraulisylinteri, joka on sijoitettu kytkimen koteloon kytkinakselin ympärille. Työsylinteri muodostuu ulkopuolella olevasta
C++11 seminaari, kevät Johannes Koskinen
 C++11 seminaari, kevät 2012 Johannes Koskinen Sisältö Mikä onkaan ongelma? Standardidraftin luku 29: Atomiset tyypit Muistimalli Rinnakkaisuus On multicore systems, when a thread writes a value to memory,
C++11 seminaari, kevät 2012 Johannes Koskinen Sisältö Mikä onkaan ongelma? Standardidraftin luku 29: Atomiset tyypit Muistimalli Rinnakkaisuus On multicore systems, when a thread writes a value to memory,
Tekijä: Markku Savolainen. STIRLING-moottori
 Tekijä: Markku Savolainen STIRLING-moottori Perustietoa Perustietoa Palaminen tapahtuu sylinterin ulkopuolella Moottorin toiminta perustuu työkaasun kuumentamiseen ja jäähdyttämiseen Työkaasun laajeneminen
Tekijä: Markku Savolainen STIRLING-moottori Perustietoa Perustietoa Palaminen tapahtuu sylinterin ulkopuolella Moottorin toiminta perustuu työkaasun kuumentamiseen ja jäähdyttämiseen Työkaasun laajeneminen
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
Merkittävä energiansäästö & Mukavan huoleton ja turvallinen asuminen. - Älykäs, hallittu talotekniikka -
 Merkittävä energiansäästö & Mukavan huoleton ja turvallinen asuminen - Älykäs, hallittu talotekniikka - Agenda Mistä on kyse? Hyödyt Älykäs talotekniikan ohjaus käytännössä Miksi HomeSoft? Tekninen ratkaisu
Merkittävä energiansäästö & Mukavan huoleton ja turvallinen asuminen - Älykäs, hallittu talotekniikka - Agenda Mistä on kyse? Hyödyt Älykäs talotekniikan ohjaus käytännössä Miksi HomeSoft? Tekninen ratkaisu
LEVYLUISTIVENTTIILIT Sarjat 200 ja 300
 LEVYLUISTIVENTTIILIT Sarjat 200 ja 300 OMINAISUUDET AVS-levyluistiventtiileitä valmistetaan vakiorakenteisena joko haponkestävästä teräksestä tai valuraudasta, tilauksesta myös hastelloista, titaanista
LEVYLUISTIVENTTIILIT Sarjat 200 ja 300 OMINAISUUDET AVS-levyluistiventtiileitä valmistetaan vakiorakenteisena joko haponkestävästä teräksestä tai valuraudasta, tilauksesta myös hastelloista, titaanista
LÄPPÄVENTTIILI hiiliterästä WAFER tyyppi 311- (310-312) sarjat
 sarjat") Operation hiiliterästä WAFER tyyppi 311- (310-312) sarjat C ont R o L Käyttö ja rakenne Versio 23-07-2015 Wafer tyyppi 311 (310-312) läppäventtiiliä käytetään teollisuusputkistoissa vaativiin sulku- ja
Operation hiiliterästä WAFER tyyppi 311- (310-312) sarjat C ont R o L Käyttö ja rakenne Versio 23-07-2015 Wafer tyyppi 311 (310-312) läppäventtiiliä käytetään teollisuusputkistoissa vaativiin sulku- ja
Matopeli C#:lla. Aram Abdulla Hassan. Ammattiopisto Tavastia. Opinnäytetyö
 Matopeli C#:lla Aram Abdulla Hassan Ammattiopisto Tavastia Opinnäytetyö Syksy 2014 1 Sisällysluettelo 1. Johdanto... 3 2. Projektin aihe: Matopeli C#:lla... 3 3. Projektissa käytetyt menetelmät ja työkalut
Matopeli C#:lla Aram Abdulla Hassan Ammattiopisto Tavastia Opinnäytetyö Syksy 2014 1 Sisällysluettelo 1. Johdanto... 3 2. Projektin aihe: Matopeli C#:lla... 3 3. Projektissa käytetyt menetelmät ja työkalut
SUOMI VIKA TURVALLISUUS
 SUOMI TURVALLISUUS Kaikki pöytälevyt, pukkijalat ja jalusta on testattu ja hyväksytty enintään 50 kg:n kuormitukselle. Käsittele karkaistua lasia varovasti! Vaurioitunut reuna tai naarmuuntunut pinta voi
SUOMI TURVALLISUUS Kaikki pöytälevyt, pukkijalat ja jalusta on testattu ja hyväksytty enintään 50 kg:n kuormitukselle. Käsittele karkaistua lasia varovasti! Vaurioitunut reuna tai naarmuuntunut pinta voi
Tarttujan pikavaihtojärjestelmän
 WGS - Quick-Lock Tarttujan pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS-QLRD) asennetaan robottiin ja toiseen ( WGS- QLGD) rakennetaan tarttuja. Kun haluat
WGS - Quick-Lock Tarttujan pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS-QLRD) asennetaan robottiin ja toiseen ( WGS- QLGD) rakennetaan tarttuja. Kun haluat
TigerStop Standard Digitaalinen Syöttölaite / Stoppari
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Modulaatio-ohjauksen toimimoottori AME 85QM
 Modulaatio-ohjauksen toimimoottori AME 85QM Kuvaus AME 85QM -toimimoottoria käytetään AB-QM DN 200- ja DN 250 -automaattiisissa virtauksenrajoitin ja säätöventtiileissä. Ominaisuudet: asennon ilmaisu automaattinen
Modulaatio-ohjauksen toimimoottori AME 85QM Kuvaus AME 85QM -toimimoottoria käytetään AB-QM DN 200- ja DN 250 -automaattiisissa virtauksenrajoitin ja säätöventtiileissä. Ominaisuudet: asennon ilmaisu automaattinen
LEVYLUISTIVENTTIILIT Sarjat 200 ja 300 Tecofi VG ja VGT
 LEVYLUISTIVENTTIILIT Sarjat 200 ja 300 Tecofi VG ja VGT OMINAISUUDET AVS-levyluistiventtiileitä valmistetaan vakiorakenteisena joko haponkestävästä teräksestä tai valuraudasta. Venttiilit toimitetaan joko
LEVYLUISTIVENTTIILIT Sarjat 200 ja 300 Tecofi VG ja VGT OMINAISUUDET AVS-levyluistiventtiileitä valmistetaan vakiorakenteisena joko haponkestävästä teräksestä tai valuraudasta. Venttiilit toimitetaan joko
TEKNISET TIEDOT. Volvo Trucks. Driving Progress. Vetopöytä ja asennus
 Volvo Trucks. Driving Progress TEKNISET TIEDOT Puoliperävaunu kytketään sitä vetävään kuorma-autoon vetopöydän avulla. Vetopöytä on tavallisesti kiinnitetty vetoauton alustaan asennuslevyn avulla. Saatavana
Volvo Trucks. Driving Progress TEKNISET TIEDOT Puoliperävaunu kytketään sitä vetävään kuorma-autoon vetopöydän avulla. Vetopöytä on tavallisesti kiinnitetty vetoauton alustaan asennuslevyn avulla. Saatavana
PAALINKÄSITTELY. www.mchale.net. Ammattilaisen valinta
 PAALINKÄSITTELY www.mchale.net Ammattilaisen valinta 691 BH Yksinkertainen, monipuolinen ja luja paalinkantolaite etukuormaimeen käsiteltäessä lappeelleen pudotettuja paaleja. Piikkien ympärillä pyörivät
PAALINKÄSITTELY www.mchale.net Ammattilaisen valinta 691 BH Yksinkertainen, monipuolinen ja luja paalinkantolaite etukuormaimeen käsiteltäessä lappeelleen pudotettuja paaleja. Piikkien ympärillä pyörivät
POHJOIS-KARJALAN AMMATTIKORKEAKOULU Tietotekniikan koulutusohjelma. Mikael Partanen VAATIMUSMÄÄRITTELYT
 POHJOIS-KARJALAN AMMATTIKORKEAKOULU Tietotekniikan koulutusohjelma Mikael Partanen VAATIMUSMÄÄRITTELYT Opinnäytetyö Syyskuu 2011 SISÄLTÖ 1 JOHDANTO... 3 2 KÄSITTEET... 3 2.1 Kiinteistöautomaatio... 3 2.2
POHJOIS-KARJALAN AMMATTIKORKEAKOULU Tietotekniikan koulutusohjelma Mikael Partanen VAATIMUSMÄÄRITTELYT Opinnäytetyö Syyskuu 2011 SISÄLTÖ 1 JOHDANTO... 3 2 KÄSITTEET... 3 2.1 Kiinteistöautomaatio... 3 2.2
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
Teollinen Muotoilu. Haastaa Valmistuksen
 Teollinen Muotoilu Haastaa Valmistuksen Jussi Salojärvi Teollinen muotoilija: Valmistunut Kymenlaakson AMK:sta 2001 Teollisena muotoilijana 5D Muotoilutoimisto Oy:ssä 1999-2007 Metso Paperin Jyväskylän
Teollinen Muotoilu Haastaa Valmistuksen Jussi Salojärvi Teollinen muotoilija: Valmistunut Kymenlaakson AMK:sta 2001 Teollisena muotoilijana 5D Muotoilutoimisto Oy:ssä 1999-2007 Metso Paperin Jyväskylän
Green Light Machining
 Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
kyturvallinen valinta erittäin puhtaisiin sovelluksiin
 . kyturvallinen valinta erittäin puhtaisiin sovelluksiin LK UltraPure utomaattinen tai käsikäyttöinen läppäventtiili Konsepti LK UltraPure on automaatti- tai käsikäyttöinen läppäventtiili. UltraPure-venttiili
. kyturvallinen valinta erittäin puhtaisiin sovelluksiin LK UltraPure utomaattinen tai käsikäyttöinen läppäventtiili Konsepti LK UltraPure on automaatti- tai käsikäyttöinen läppäventtiili. UltraPure-venttiili
LASERBOY LASER- OSAAMISTA VUODESTA 1989
 LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
Suunnittelumallit (design patterns)
") Suunnittelumallit (design patterns) Ohjelmoinnissa Rakennusarkkitehtuurissa Käyttöliittymäsuunnittelussa Sear ch Ohjelmointi Suunnittelumallit Usein toistuvia ohjelmointiongelmia ja niiden ratkaisuja:
Suunnittelumallit (design patterns) Ohjelmoinnissa Rakennusarkkitehtuurissa Käyttöliittymäsuunnittelussa Sear ch Ohjelmointi Suunnittelumallit Usein toistuvia ohjelmointiongelmia ja niiden ratkaisuja:
Uudet säädettävät koje- ja remonttirasiat Joustavuutta erilaisiin asennustilanteisiin
 Uudet säädettävät koje- ja remonttirasiat Joustavuutta erilaisiin asennustilanteisiin Runsaasti asennustilaa Soveltuu haastavissakin asennustilanteissa Rasiayhdistelmien teko entistä helpompaa 2 UUDET
Uudet säädettävät koje- ja remonttirasiat Joustavuutta erilaisiin asennustilanteisiin Runsaasti asennustilaa Soveltuu haastavissakin asennustilanteissa Rasiayhdistelmien teko entistä helpompaa 2 UUDET
Hyvinvointiteknologiaan painottuva osaamisalakokeilu TUTKINTOJEN PERUSTEET KOKEILUA VARTEN
 Hyvinvointiteknologiaan painottuva osaamisalakokeilu TUTKINTOJEN PERUSTEET KOKEILUA VARTEN Väinehuollon, perustason ensihoidon ja hyvinvointiteknologian koulutuskokeilujen verkostopäivä 21.11.2014 Stadin
Hyvinvointiteknologiaan painottuva osaamisalakokeilu TUTKINTOJEN PERUSTEET KOKEILUA VARTEN Väinehuollon, perustason ensihoidon ja hyvinvointiteknologian koulutuskokeilujen verkostopäivä 21.11.2014 Stadin
IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE
 R Improving your workspace IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE Terveydelle haitallinen pöly tulisi poistaa suoraan sieltä, missä sitä syntyy. Konekohtaiset imuhuuvat auttavat poistamaan pölyn työkalulta,
R Improving your workspace IMUHUUVAT SÄHKÖ- JA PAINEILMATYÖKALUILLE Terveydelle haitallinen pöly tulisi poistaa suoraan sieltä, missä sitä syntyy. Konekohtaiset imuhuuvat auttavat poistamaan pölyn työkalulta,
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA. Kemppi K5 Hitsauslaitteet. KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta
 KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
Perustietoa yrityksestä
 1 Perustietoa yrityksestä Perustettu 1996 nimellä Koneistus Kailan Oy Perheyritys Liikevaihto 2015 5,6Meur Henkilöstöä tällä hetkellä 64 Tuotteet Erilaiset sorvaus- ja jyrsintäkappaleet Hydrauliikkalohkot
1 Perustietoa yrityksestä Perustettu 1996 nimellä Koneistus Kailan Oy Perheyritys Liikevaihto 2015 5,6Meur Henkilöstöä tällä hetkellä 64 Tuotteet Erilaiset sorvaus- ja jyrsintäkappaleet Hydrauliikkalohkot
CHUCKING TOOLS TERASKONTTORI KIINNITTIMET. Hinnat ovat voimassa 31.3.2006 saakka. Paras osoite. www.roehm.biz
 CHUCKING TOOLS TERASKONTTORI KIINNITTIMET Hinnat ovat voimassa 31.3.2006 saakka Paras osoite www.roehm.biz NC-koneruuvipuristin RKG-M Edullinen vaihtoehto 125 mm leukaleveys - Perusrunko pallografiittivalua
CHUCKING TOOLS TERASKONTTORI KIINNITTIMET Hinnat ovat voimassa 31.3.2006 saakka Paras osoite www.roehm.biz NC-koneruuvipuristin RKG-M Edullinen vaihtoehto 125 mm leukaleveys - Perusrunko pallografiittivalua
Opetusmateriaali. Tarvittavat välineet: KUVA 1. Rullakko 1. KUVA 2. Rullakko 2, jossa kiekoissa on kuhmu
 Opetusmateriaali Tämän materiaali on suunniteltu yhdensuuntaisuuden käsitteen opettamiseen. Yhdensuuntaisuuden käsitettä tarkastellaan ympyrän käsitteen kautta tutkimalla sitä, miten ympyrän kaikki halkaisijat
Opetusmateriaali Tämän materiaali on suunniteltu yhdensuuntaisuuden käsitteen opettamiseen. Yhdensuuntaisuuden käsitettä tarkastellaan ympyrän käsitteen kautta tutkimalla sitä, miten ympyrän kaikki halkaisijat
Helppo hiominen laitetta vaihtamatta
 Uudenveroiseksi...... kädenkäänteessä Helppo hiominen laitetta vaihtamatta Make it your home. Kotisi parhaaksi. Maailmanuutuus Bosch-rullahiomakone PRR 250 ES. Sen helposti vaihdettavat erilaisille materiaaleille
Uudenveroiseksi...... kädenkäänteessä Helppo hiominen laitetta vaihtamatta Make it your home. Kotisi parhaaksi. Maailmanuutuus Bosch-rullahiomakone PRR 250 ES. Sen helposti vaihdettavat erilaisille materiaaleille
Metallien 3D-tulostuksen trendit
 Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
VA K 0 LA. 1960 Koetusselostus 371. Tehonmittauskoe 1 )
") VA K 0 LA 4A' Helsinki Rukkila 2 Helsinki 43 48 12 Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Finnish Research Institute of Agricultural Engineering 1960 Koetusselostus 371 Tehonmittauskoe 1
VA K 0 LA 4A' Helsinki Rukkila 2 Helsinki 43 48 12 Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS Finnish Research Institute of Agricultural Engineering 1960 Koetusselostus 371 Tehonmittauskoe 1
A7 TIG Orbital System 300
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
3s-ge venttiilien koneistus
 3s-ge venttiilien koneistus Tässä olisi tarkoitus selventää hieman perusteita niille, ketkä eivät ole ikinä tehneet kannen venttiilien koneistusta. Venttiilien pintojen hiontaanhan on myös paljon helpompi
3s-ge venttiilien koneistus Tässä olisi tarkoitus selventää hieman perusteita niille, ketkä eivät ole ikinä tehneet kannen venttiilien koneistusta. Venttiilien pintojen hiontaanhan on myös paljon helpompi
Salasanan vaihto uuteen / How to change password
 Salasanan vaihto uuteen / How to change password Sisällys Salasanakäytäntö / Password policy... 2 Salasanan vaihto verkkosivulla / Change password on website... 3 Salasanan vaihto matkapuhelimella / Change
Salasanan vaihto uuteen / How to change password Sisällys Salasanakäytäntö / Password policy... 2 Salasanan vaihto verkkosivulla / Change password on website... 3 Salasanan vaihto matkapuhelimella / Change
Akselikytkimet & Kiinnitysholkit
 Akselikytkimet & Kiinnitysholkit Akselikytkimen valinnassa on hyvä ottaa huomioon seuraavat asiat: Akselikytkimet Onko radiaalista virhettä? Kuinka suurta momenttia siirretään? Kuinka suurta kierrosnopeutta
Akselikytkimet & Kiinnitysholkit Akselikytkimen valinnassa on hyvä ottaa huomioon seuraavat asiat: Akselikytkimet Onko radiaalista virhettä? Kuinka suurta momenttia siirretään? Kuinka suurta kierrosnopeutta
FDV -Fire Valve FDV. Palonrajoitinventtiili
 FDV Palonrajoitinventtiili Yhdistetty poistoilmaventtiili ja palonrajoitinventtiili pyöreisiin kanaviin. Tyyppihyväksytty ja standardien EN 1366-2 ja EN 13501-3 mukainen palonrajoitinventtiili. Palonrajoitinventtiilin
FDV Palonrajoitinventtiili Yhdistetty poistoilmaventtiili ja palonrajoitinventtiili pyöreisiin kanaviin. Tyyppihyväksytty ja standardien EN 1366-2 ja EN 13501-3 mukainen palonrajoitinventtiili. Palonrajoitinventtiilin
Pakkausten sulkeminen ja. kuumasaumauksessa
 KAIKO OY Perustettu vuonna 1948 Liikevaihto 3,4 Meur Vakavarainen Kotimainen, yksityinen Henkilökuntaa 14 Päätoimipaikka Helsingissä Myyntikonttori Rovaniemellä Päätoimialueena vedenkäsittely Ulkomaankaupan
KAIKO OY Perustettu vuonna 1948 Liikevaihto 3,4 Meur Vakavarainen Kotimainen, yksityinen Henkilökuntaa 14 Päätoimipaikka Helsingissä Myyntikonttori Rovaniemellä Päätoimialueena vedenkäsittely Ulkomaankaupan
Pohjalaatat ja ryhmäasennuslaatat venttiilisarjalle E
 Pohjalaatat ja ryhmäasennuslaatat venttiilisarjalle E Tekniset tiedot rakenne materiaalit asennus liitännät Pneumaattiset tiedot väliaine koneistettu alumiiniprofiili alumiini ruuveilla katso seuraava
Pohjalaatat ja ryhmäasennuslaatat venttiilisarjalle E Tekniset tiedot rakenne materiaalit asennus liitännät Pneumaattiset tiedot väliaine koneistettu alumiiniprofiili alumiini ruuveilla katso seuraava
Teräsrakenne
 Teräsrakenne 4 2016 1 2 Teräsrakenne 4 2016 Teräsrakenne 4 2016 1 1. Artikkelit Rakenteiden optimoinnista entistä helpompaa Maailman kolmanneksi suurin ruostumattomien neliö- ja suorakaideputkien valmistaja
Teräsrakenne 4 2016 1 2 Teräsrakenne 4 2016 Teräsrakenne 4 2016 1 1. Artikkelit Rakenteiden optimoinnista entistä helpompaa Maailman kolmanneksi suurin ruostumattomien neliö- ja suorakaideputkien valmistaja
45 90 45 30 mm mm mm mm 305 305 x 335 305 x 305. Moottori Nopeus Pienin Ø kw AC m/min mm
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Meba Eco-Line 335 DGA 600 45 90 45 30 305 305 x 335 305 x 305 335 500 x 335 335 x 335 330 320 x 335 320
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Meba Eco-Line 335 DGA 600 45 90 45 30 305 305 x 335 305 x 305 335 500 x 335 335 x 335 330 320 x 335 320
UUSI. parempi suojata kuin katua!
 UUSI Paras tapa suojautua vaarallista vuotosuihkua vastaan -> UUSI Laippatiivisteen äkillisen vaurion riski on jatkuva uhka ihmisille, laitteille ja ympäristölle. Nyt saatavilla:, paras suojaus vaarallisia
UUSI Paras tapa suojautua vaarallista vuotosuihkua vastaan -> UUSI Laippatiivisteen äkillisen vaurion riski on jatkuva uhka ihmisille, laitteille ja ympäristölle. Nyt saatavilla:, paras suojaus vaarallisia
Istukkaventtiilit (PN 16) VS 2 2-tieventtiili, ulkokierre
 VS 2 2-tieventtiili, ulkokierre") Tekninen esite Istukkaventtiilit (PN 16) VS 2 2-tieventtiili, ulkokierre Kuvaus jolloin ne takaavat pitkän ja huolettoman käytön. Ominaisuudet: Jaettu ominaiskäyrä kehitetty vaativimpiin sovelluksiin (DN
Tekninen esite Istukkaventtiilit (PN 16) VS 2 2-tieventtiili, ulkokierre Kuvaus jolloin ne takaavat pitkän ja huolettoman käytön. Ominaisuudet: Jaettu ominaiskäyrä kehitetty vaativimpiin sovelluksiin (DN
Katve-Hufcor Classic 7600 siirtoseinän asennusohje
 Katve-Hufcor Classic 7600 siirtoseinän asennusohje 2 (5) 1 Yleisesti Jokainen asennuspaikka on erilainen, joten ohjeet eivät välttämättä ole yksiselitteiset kaikissa tapauksissa. Etene asennuksessa ohjeen
Katve-Hufcor Classic 7600 siirtoseinän asennusohje 2 (5) 1 Yleisesti Jokainen asennuspaikka on erilainen, joten ohjeet eivät välttämättä ole yksiselitteiset kaikissa tapauksissa. Etene asennuksessa ohjeen
kysulkuventtiili vaikeisiin sovelluksiin
 . kysulkuventtiili vaikeisiin sovelluksiin MH-venttiili Konsepti MH Koltek -venttiili on käsikäyttöinen tai pneumaattinen venttiili, joka on suunniteltu käytettäväksi elintarvike-, kemian-, lääke- ja muussa
. kysulkuventtiili vaikeisiin sovelluksiin MH-venttiili Konsepti MH Koltek -venttiili on käsikäyttöinen tai pneumaattinen venttiili, joka on suunniteltu käytettäväksi elintarvike-, kemian-, lääke- ja muussa
PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK
 PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK Vastuunrajaus PC vai Yoshbox Kirjoittaja on kirjoittanut
PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK Vastuunrajaus PC vai Yoshbox Kirjoittaja on kirjoittanut
Automaatio ja robotiikka arjessa
 Automaatio ja robotiikka arjessa Jari Saarinen Aalto yliopisto, sähkötekniikan korkeakoulu Automaatio ja systeemitekniikan laitos Geneeristen älykkäiden koneiden huippuyksikkö Aalto University, based on
Automaatio ja robotiikka arjessa Jari Saarinen Aalto yliopisto, sähkötekniikan korkeakoulu Automaatio ja systeemitekniikan laitos Geneeristen älykkäiden koneiden huippuyksikkö Aalto University, based on
Katve-Hufcor Classic 7500 siirtoseinän asennusohje
 Katve-Hufcor Classic 7500 siirtoseinän asennusohje 2 (5) 1 Yleisesti Jokainen asennuspaikka on erilainen, joten ohjeet eivät välttämättä ole yksiselitteiset kaikissa tapauksissa. Lue ensin koko ohje lävitse,
Katve-Hufcor Classic 7500 siirtoseinän asennusohje 2 (5) 1 Yleisesti Jokainen asennuspaikka on erilainen, joten ohjeet eivät välttämättä ole yksiselitteiset kaikissa tapauksissa. Lue ensin koko ohje lävitse,
LÄPPÄVENTTIILI haponkestävä teräs WAFER tyyppi 411- (41000) sarjat
 sarjat") Operation haponkestävä teräs WAFER tyyppi 11- (1000) sarjat C ont R o L Käyttö ja rakenne Versio 07-09-011 Wafer tyyppi 11 (1000) läppäventtiileitä käytetään vaativiin sulku- ja säätötehtäviin. Venttiili
Operation haponkestävä teräs WAFER tyyppi 11- (1000) sarjat C ont R o L Käyttö ja rakenne Versio 07-09-011 Wafer tyyppi 11 (1000) läppäventtiileitä käytetään vaativiin sulku- ja säätötehtäviin. Venttiili
Asiantuntijasi rikkojen torjunnassa
 Asiantuntijasi rikkojen torjunnassa Kun viljelykasvien valikoima on laaja, kasvit ovat eri kasvuasteilla ja rivivälit erilevyisiä, ei oikean koneen löytäminen ole helppoa. Usein huomaat etteivät valmistajien
Asiantuntijasi rikkojen torjunnassa Kun viljelykasvien valikoima on laaja, kasvit ovat eri kasvuasteilla ja rivivälit erilevyisiä, ei oikean koneen löytäminen ole helppoa. Usein huomaat etteivät valmistajien
Täyttää painelaitedirektiivin 97/23/EC vaatimukset. Kaasu, ryhmä 1.
 Operation haponkestävä teräs WAFER tyyppi C ont R o L Käyttö ja rakenne Versio Wafer tyyppi 411 (410) läppäventtiileitä käytetään vaativiin sulku- ja säätötehtäviin. Venttiili on tiivis molempiin virtaussuuntiin.
Operation haponkestävä teräs WAFER tyyppi C ont R o L Käyttö ja rakenne Versio Wafer tyyppi 411 (410) läppäventtiileitä käytetään vaativiin sulku- ja säätötehtäviin. Venttiili on tiivis molempiin virtaussuuntiin.