Pasi Valtala URAKKALASKENTAOHJELMA HITSAUSTYÖLLE
|
|
|
- Karoliina Salo
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Pasi Valtala URAKKALASKENTAOHJELMA HITSAUSTYÖLLE Kone- ja tuotantotekniikan koulutusohjelma 2013

2 URAKKALASKELMAOHJELMA HITSAUSTYÖLLE Valtala, Pasi Satakunnan ammattikorkeakoulu Kone- ja tuotantotekniikan koulutusohjelma Maaliskuu 2013 Ohjaaja: Teinilä, Teuvo Sivumäärä:19 Liitteitä:1 Asiasanat: Hitsaustyö, Hitsausasennot, Hiljainentieto, Jälkilaskenta, Hitsauskustannus, Urakkalaskelmaohjelma Opinnäytetyön aiheena oli helppokäyttöisen urakkalaskelmaohjelman toteutus hitsaustyölle. Suomen metalliteollisuuden näkymät tuotannon ja työllisyyden kannalta ovat melko hyvät, koska teollisuuden tuotannosta noin puolet menee vientiin. Viime vuosina on kasvanut mielenkiinto hitsaustalouteen kasvavien vaatimusten ja kustannusten pienentämiseksi. Tarpeen kyseisen ohjelman kehittämiselle olen saanut työelämäni varrelta. Urakkalaskeminen yrityksissä usein perustuu jo tehtyjen töiden hintavertailuun, jälkilaskentaan ja hiljaisentiedon hyväksi käyttämiseen. Hitsaustyö voidaan pilkkoa moniin eri vaiheisiin, sahaus, leikkaus, reititys, kokoonpano ja varsinainen hitsaus. Näin saadaan hyvin jo tehtyjen urakoiden hinnat selville ja niitä voidaan verrata tulleen urakkatarjouksen laskemiseen jo tehdyn työn kustannuksia vertailemalla. Ohjelman toteutus perustuu edullisuuteen ja helppokäyttöisyyteen.

3 O COST CALCULATION TOOL FOR CONTRACTING WELDING WORK Valtala, Pasi Satakunta University of Applied Sciences Mechanical and Production Engineering March 2013 Supervisor: Teinilä, Teuvo Number of pages: 19 Appendices: 1 Keywords: Welding, Welding Positions, Tacit Knowledge, Post-work Calculations, Welding Expenses, Calculation Tool for Contracting The purpose of this thesis was to create a user friendly cost calculation tool for contracting welding work. Due to the fact that nearly half of the production of Finnish metal industry is exported, the prospects for manufacturing and employment are rather good. In the past years there has been a growing interest in welding efficiency as a solution to meet new qualifications and to reduce general costs. I have obtained the necessity to create a suitable tool for this use within my extensive work experience. The calculation of contracting rates is often based on comparison with costs of recently executed work and on post-work calculations, as well as on the use of tacit knowledge. Contracting welding work may be divided into several phases, such as sawing, cutting, punching, assembly and welding. By calculating the cost of every phase individually, it is easy to find out the actual final cost of any executed contracting work which can be used as a reference in a new cost estimate calculation. The most emphasis in the implementation of this tool was given to affordability and to ease of use.

4 SISÄLLYS 1 JOHDANTO HITSAUS TAUSTAA HITSAUKSEN TOTEUTUS HITSAUSASENNOT HITSAUSSAUMOJEN KOKO TARJOUSLASKENTA HITSAUSKUSTANNUKSET URAKKALASKELMAOHJELMA MARKKINOINTITUTKIMUS TOTEUTUNUT URAKKALASKUOHJELMA OHJELMAN ANALYSOINTI YHTEENVETO LÄHTEET... 19

5 5 1 JOHDANTO Suomen metalliteollisuuden näkymät työläisyyden kannalta ovat melko hyvät, koska teollisuuden tuotannosta noin puolet menee vientiin. Ala kuitenkin elää murrosvaihetta materiaalien, laitteiden ja tuotantotekniikoiden koko ajan parantuessa. Metalliteollisuus tulee tulevaisuudessakin olemaan merkittävä työllistäjä suurien ikäpolvien siirtyessä eläkkeelle. Viime vuosina on kasvanut mielenkiinto hitsaustalouteen kasvavien vaatimusten ja kustannusten pienentämisen vuoksi. Uuden teknologian ja kiristyvän kilpailu halvan palkkatason maiden kanssa. Hitsaustuotannon optimointi, hitsausprosessien valinta tuotantotaloudelliselta näkökulmalta, sekä kustannuslaskelmat hitsaustuotannolle. Oma kokemukseni metalliteollisuudesta on luokkaa vuotta tämä tuo näkemyksen alalla vaikuttavaan tilanteeseen. Urakkatarjousten osalta minuakin on työelämänvarrella lähestytty kysymällä: viitsisitkö katsoa kuinka kauan tämän työn hitsaus kestää. Kyselyt ovat urakkalaskentaohjelman toteutukseen johtaneita asioita. Ohjelman pitäisi mielestäni olla helppokäyttöinen ja edullinen. 2 HITSAUS 2.0 TAUSTAA Metallialan kehitysnäkymät ovat pitkällä tähtäyksellä hyvät. Varsinkin perinteiseen metalliteollisuuteen tarvitaan paljon uusia osaajia. Myös metallialan yritysten määrän voidaan olettaa kasvavan. Metalliala on muutenkin mainettaan monipuolisempi. Esimerkiksi tuotantotekniikan kehittyessä jatkuvasti alan työntekijöiden työnkuva elää murroksessa. Metallialaan kuuluu koneiden ja laitteiden toiminnan ja rakenteen tuntemus, piirustusten lukutaito sekä työkalujen hallinta. Alalla edellytetään erilaisten valmistustekniikoiden osaamista ja asennus- ja kokoonpanotöiden hallitsemista sekä käyttö- ja kunnossapitotaitoja. Eräs edellä kuvatun kaltaista metallialan koneiden ja laitteiden toiminnan tuntemusta sekä työkalujen hallintaa edellyttävä toiminto on hitsaus. Sitä käytetään uusien tuotteiden valmistamisessa ja erilaisten vaurioiden

6 6 korjauksissa. Tyypillisiä korjaushitsaussovelluksia ovat erilaisten repeämien ja halkeamien hitsaaminen ja valuvikojen korjaaminen. Uusia tuotteita valmistettaessa yleisiä sovelluskohteita ovat erilaisten levyjen, putkien ja palkkien liitokset. Voidaan siis todeta hitsauksen olevan sekä toiminnoiltaan että kohteiltaan monipuolista. Kohteiden monipuolisuus nostaakin hitsauspalveluita tarjoaville yrityksille melkoisia haasteita. 2.1 HITSAUKSEN TOTEUTUS Hitsaus on kahden tai useamman kappaleen liitämistä yhteen energiaa ja lisäainetta käyttämällä. Lisäaineita on materiaalien koostumukseen ja rakenteeseen sopivia vaihtoehtoja. Kaarihitsaus menetelmiä ovat MIG-, TIG-, puikko-, plasma-, jauhekaari- ja kaasukaarimuottihitsaus. Kaarihitsauksen etuja ovat menetelmästä riippuen laitteiston edullisuus, saatavuus ja siirrettävyys. Kaarihitsauksella voidaan hitsata kaikkia tärkeimpiä metalleja. Kaarihitsauksella saavutetaan suhteellisen pieni lämmöntuonti ja kapea hitsi. Termit MIG ja MAG tulevat englanninkielisistä sanoista Metal- Arc Inert Gas Welding ja Metal-Arc Active Gas Welding. Usein näistä hitsausprosesseista käytetään vain yhtä yleisnimitystä Mig-hitsaus. MIG/MAG-hitsaus eli metallikaasukaarihitsaus on kaasukaarihitsausprosessi, jossa valokaari palaa suojakaasun ympäröimänä hitsauslangan ja työkappaleen välissä. Sula metalli siirtyy pieninä pisaroina langan päästä hitsisulaan. Langansyöttölaite syöttää tasaisella nopeudella hitsauslankaa hitsauspistooliin ja siitä edelleen valokaareen. Hitsaaja valitsee hitsauslaiteesta virran / lisäainelangan syöttönopeuden kyseisille materiaaleille sopivaksi ja ammatintaitonsa osalta / WPS-määräyksen mukaan pitää kuljetusnopeuden oikeana. MIG/MAG-hitsausta käytetään lähes kaikkialla hitsaavassa teollisuudessa, mm. maatalouskoneita, metsäkoneita, kuljetusvälineitä, laivoja, teräsrakenteita ja paineastioita valmistavassa teollisuudessa. Se on tyypillisesti myös ohutlevyjä hitsaavan teollisuuden prosessi, mm. autokorjaamot ja autoteollisuus. /2/ Kappaleiden muoto ja koko vaikuttavat hitsaustyön suorittamiseen huomattavasti, missä asennossa kappaletta voidaan hitsata. Markkinoilla tällä hetkellä olevat käsiteltypöydät myös helpottavat hitsauksen toteutusta. Koska kappale kiinnitetään pöytään ja pöytää kääntämällä / pyörittämällä saavutetaan optimaalinen hitsausasento näin voidaan nostaa tuottavuutta huomattavasti samalla koska hitsaajan työergonomia pa-

7 7 ranee. Suunnieluvaiheessa olevaa kappaletta pitäisi myös tarkastella hitsaajan näkökulmasta hitsaustyön suoritusta ajatellen. 2.2 HITSAUSASENNOT PÄITTÄIS- JA PIENAHITSIT Hitsausasennoista käytetään nimikkeitä: jalkohitsaus, pystyhitsaus, vaakahitsaus ja lakihitsaus. Jalkohitsaus on yleisin hitsasento jonka totutus on asennoista nopein ja vähiten virheherkkä. Pystyhitsin toteutuksessa hitsaaja hitsaa kappaleet hitsauspistoolia liikuttaen alhaalta ylöspäin tai ylhäältä alas, samaan aikaan tehtävän levitysliikkeen kanssa. Virheherkkyys tässä asennossa on hieman suurempi jalkosaumaan verrattuna. Vaakahitsissä hitsattava sauma on vaaka-asennossa. Hitsaus tapahtuu sivusuuntaan ja on eritäin virheherkkä hitsausasento. Lakisauman hitsaus tapahtuu ylöspäin, toteutus jalkosaumaa vastaava. Ylöspäin hitsaus vie enemmän aikaa kun jalkoasento. Pienahitsi on erilainen liitoksen osalta kuin päittäishitsi. Kappale kiinnitetään toisen kappaleen kylkeen kiinni. hitsausasentojen nimitykset päittäisliitoksissa hitsausasentojen nimitykset pienahitsauksessa

8 8 2.3 HITSAUSSAUMOJEN KOKO Hitsaussauman koko ilmoitetaan a-mittana, tasa- tai kupuhitsinä. Pienahitsauksissa a- mitta on hitsin poikkileikkaukseen piirretyn suuriman tasakylkisen kolmion korkeus. Hitsaussauma on joko tasa - tai kupuhitsi. Päittäishitsauksessa a-mitta muodostuu levyn vahvuuden perusteella ja myös sen toteutus voi olla tasa - tai kupuhitsi. Ohjelmassani käytän kupuhitsiä saumakoon tarkkailussa. Sauman koon riittävän a-mitan, muodon ja lujuuden on suunnittelija laskenut ja se ilmoitetaan piirustuksissa hitsausmerkintöiden yhteydessä. Ohjelmassani paneudun v-hitsiin ja pienahitsiin. V-hitsin - ja pienahitsin muoto

9 9 hitsausauman a-mitta 2.4 TARJOUSLASKENTA Useat tuotteet ostetaan keskenään kilpailevien tarjousten perusteella eli kilpailuttamalla, jolloin yleensä hinta ratkaisee. Tarjoushinnoittelu on yrityksille haastavaa, sillä liian alhainen hinta tuottaa tappiota, kun taas liian korkea hinta tietää sitä, että työn tekee joku toinen. Tarjouksen pohjana tulee pitää yrityksen omia kustannuksia, joten hinnoittelua pidetään kustannusperusteisena. Tarjoushinnoittelu vaatii tehokasta kustakustannuslaskentaa, koska kustannukset pitää pystyä ennakoimaan nopeasti ja luotettavasti. Tarjouslaskenta on usein yrityksen eniten aikaa vievä toiminto, ja onnistuminen eli tilauksen saaminen on epävarmaa. Monissa tapauksissa tarjouksen kustannusten selvittämiseksi on otettu toimintolaskenta apuvälineeksi. Kustannusten arvioinnin lisäksi tarjoushinnoitteluun liittyy useita muitakin tekijöitä. Muutamia vaikuttavia tekijöitä ovat muun muassa kilpailijoiden tuntemattomat hinnat, yrityksen tarjousstrategia ja kapasiteetti. /6/ 2.5 HITSAUSKUSTANNUKSET Hitsauskustannus koostuu osittain lisäainemenekistä, joka muodostaa noin (5-10 %) kustannuksesta. Yrityksessä toteutuvasta kaariajasta / paloajasta (hitsarin työskentely

10 10 vauhti ja ammatintaito) noin 60 80% kustannuksista, hitsattavan kappaleen muodosta sekä toteutettavasta hitsausasennosta. Hitsauskoneen käyttökustannukset ja energiakustannusten osuus on noin (1-2 %). Urakkalaskeminen yrityksissä usein perustuu jo tehtyjen töiden hintavertailuun, jälkilaskentaan ja hiljaisentiedon hyväksi käyttämiseen. Hiljaisellatiedolla tarkoitan osaamista, jota ei voida ilmaista luonnollisella kielellä. Seuraavassa laskentakaavoja kustannusten laskentaan: Työkustannus (K ty ) muodostuu hitsausainemäärän (M), hitsaajan työtunnin hinnasta (H ty ), hitsausaineentuotosta (T), sekä paloaikasuhteesta (e), työkustannus lasketaan kaavalla: K ty =(M*T)*(100/e)*H ty Työkustannus Lisäainekustannus (K li ) muodostuu lisäainekustannuksista (H li ), hitsausjauhekustannuksista (K ja ), juuritukikustannuksista (Kju), lisäainekustannus lasketaan kaavalla: K li =M*(100/N)*H li Lisäainekustannus Suojakaasukustannus (K su ) muodostuu kertoimesta 0,06 kaasuvirtaukselle, kaasunvirtauksesta (V), suojakaasunhinnasta (H su ), suojakaasukustannus lasketaan kaavalla: K su =(M*0,06*V*H su )/T Suojakaasukustannus Hitsausjauhekustannus (K ja ) muodostuu jauheen ominaiskulutuksesta (J), hitsausjauheenhinnasta (H ja ), hitsausjauhekustannus lasketaan kaavalla: K ja =J*M*H ja Hitsausjauhekustannus Konekustannus (K ko ) muodostuu koneentuntihihnasta (H ko ), konekustannus lasketaan kaavalla: K ko =(M/T)*(100/e)*H ko Konekustannukset

11 11 Energiakustannus (K en ), energian ominaiskulutuksesta (E), energian ostohinnasta (H en ), energiakustannus lasketaan kaavalla: K en =E*M*H en Energiakustannus Kokonaiskustannus (K H ) lasketaan kaavalla: K H =K ty +K li +K su +K ja +K k +K en Kokonaiskustannus /4/ Kaariaika (T ka ) on se aika, jona hitsaaja hitsaa ja on hitsausprosessikohtainen esim. verrattaessa MIG/MAG-hitsaus ja puikkohitsausta keskenään (yksi lankakeränvaihto, monta puikon vaihtoa). Kaariaikaan vaikuttavat railon koko, hitsausasento, hitsausparametrit ja työkohteesta riippuvat seikat. Kaariaikakustannus lasketaan kaavalla: T ka =M/T Kaariaika /4/ Hitsauskustannuksiin vaikuttavia tuotantoaikoja ovat myös, Asetusaika (T as ) joka kuluu työn saamiseksi käyntiin. Näitä ovat kappaleenkappaleen asettelu hitsattavaan asentoon taikka käsiteltypöydälle asettelu. Kaarisivuaika (T si ) joka ei suoranaisesti liity hitsaukseen mutta vaikuttaa suoritukseen, lankakeränvaihto, kaasupullonvaihto, suuttimenvaihto ja kuonanpoisto. Käsittelyaika (T kä ) käsittää kappaleen kiinnitys ja irrotus ajan ja esivalmistelun. Apuaika (T ap ) aika jota ei voida suoranaisesti liittää hitsausaikaan. Vaiheaika (T va ) on näiden summa joka siis vaikuttaa toteutuvaan hitsauskustannukseen. Vaiheaika lasketaan kaavalla: T va =T ka +T as +T si +T kä +T ap Vaiheaikakustannus Vaiheaikakustannuksien vaikutusta en ole ottanut huomioon urakkalaskentaohjelmaa tehdessäni vaikutus vähäinen noin. 1-2 %:tia. Paloaikasuhde (T va ) on kaariajan ja hitsaustyöhön käytetyn kokonaisajan välinen suhdeluku (e)lasketaan seuraavasti:

12 12 e=t ka /T va Paloaikasuhde /4/ 3 URAKKALASKELMAOHJELMA 3.0 MARKKINOINTITUTKIMUS Markkinointitutkimuksen avulla lähdin suunnittelemaan urakkalaskentaohjelman toteutusta. Tutkimuksen tein nettikyselynä. Markkinointikyselyyn vastasi 26 henkilöä, joista 18 oli kiinnostunut hitsauksen tarjouslaskentaohjelmasta ja 20 jätti yhteystietonsa myöhemmin toteutettavaa yhteydenottoa silmällä pitäen. 6 vastanneista ei ollut kiinnostunut kyseisestä ohjelmasta, mutta vastasi kyselyyn. Kyselylomake oli toteutettu siten, että vastanneilla oli mahdollisuus esittää omin sanoin toiveita niistä asioista, joita hitsauksen urakkatarjouslaskentaohjelman pitäisi sisältää. Loput kysymyksistä oli laadittu siten, että vastanneilla oli mahdollisuus valita yksi tarjotuista vaihtoehdoista. Esitettyjä toiveita urakkatarjouslaskentaohjelman sisällöstä oli hyvin paljon ja ne toimivat hyvänä lähtökohtana lopullista ohjelmaversiosta kehitettäessä. Myös ne vastaukset, joissa valittiin yksi vaihtoehto monesta, antavat tukea ohjelman suunnittelulle ja sen kehittämiselle. (LIITE 1). Kotimaan ja Pohjoismaiden markkinoilla huomioitavia kilpailijoita kyseiselle ohjelmalle on useita, suomalainen Carelsoft Oy, norjalainen e-weld, yhdysvaltalainen Mruchek Welding Engineering ja globaali suuryritys ESAB, joka operoi viidellä eri maantieteellisellä alueella. Hitsauksen urakkatarjouslaskentaohjelman tärkeimmät kohdemarkkinat ovat aluksi kotimaan markkinat ja jatkossa keskeisimmät muiden Pohjoismaiden markkinat. Tuotteen potentiaali kotimaan ja muiden keskeisimpien Pohjoismaisten markkinoiden näkökulmasta on kuitenkin kiistaton, koska asiakasyrityksien määrä on kohtuullinen ja määrän voidaan jopa odottaa olevan hienoisessa kasvussa lähitulevaisuudessa. /1/

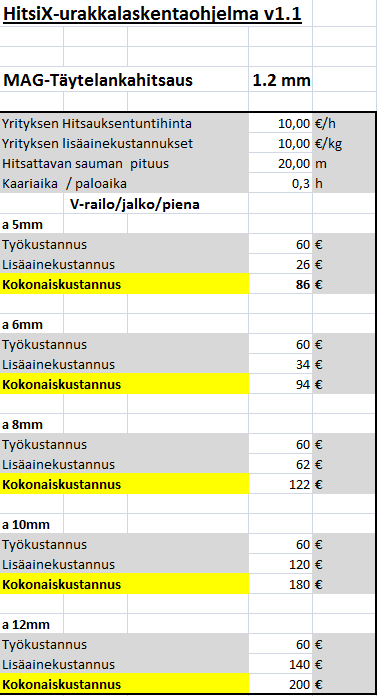
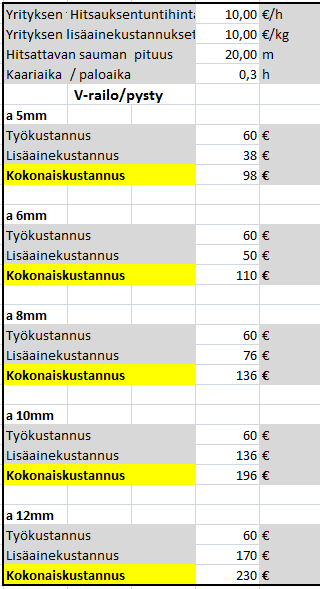
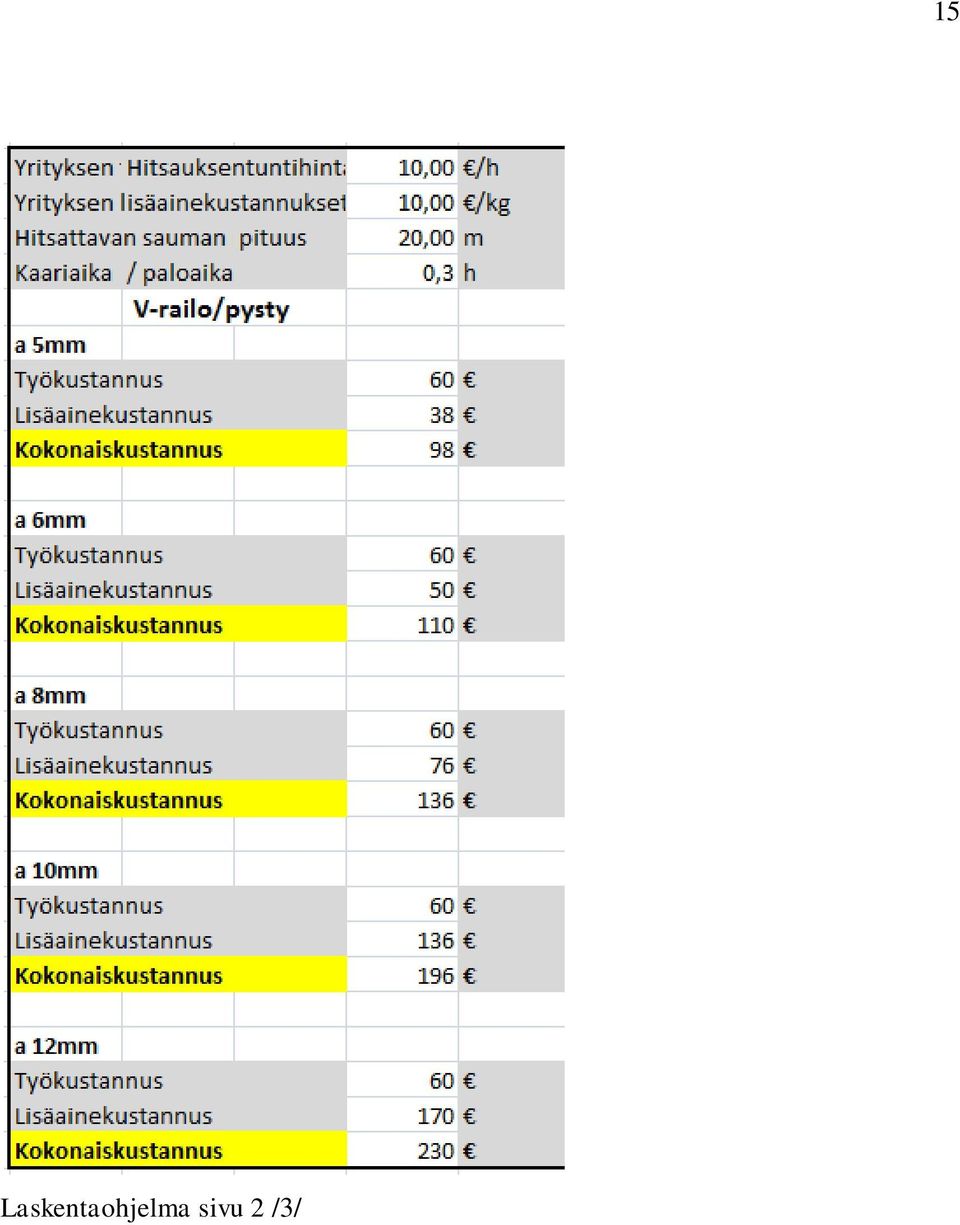
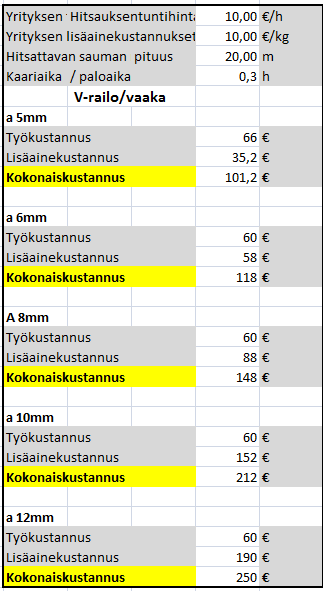
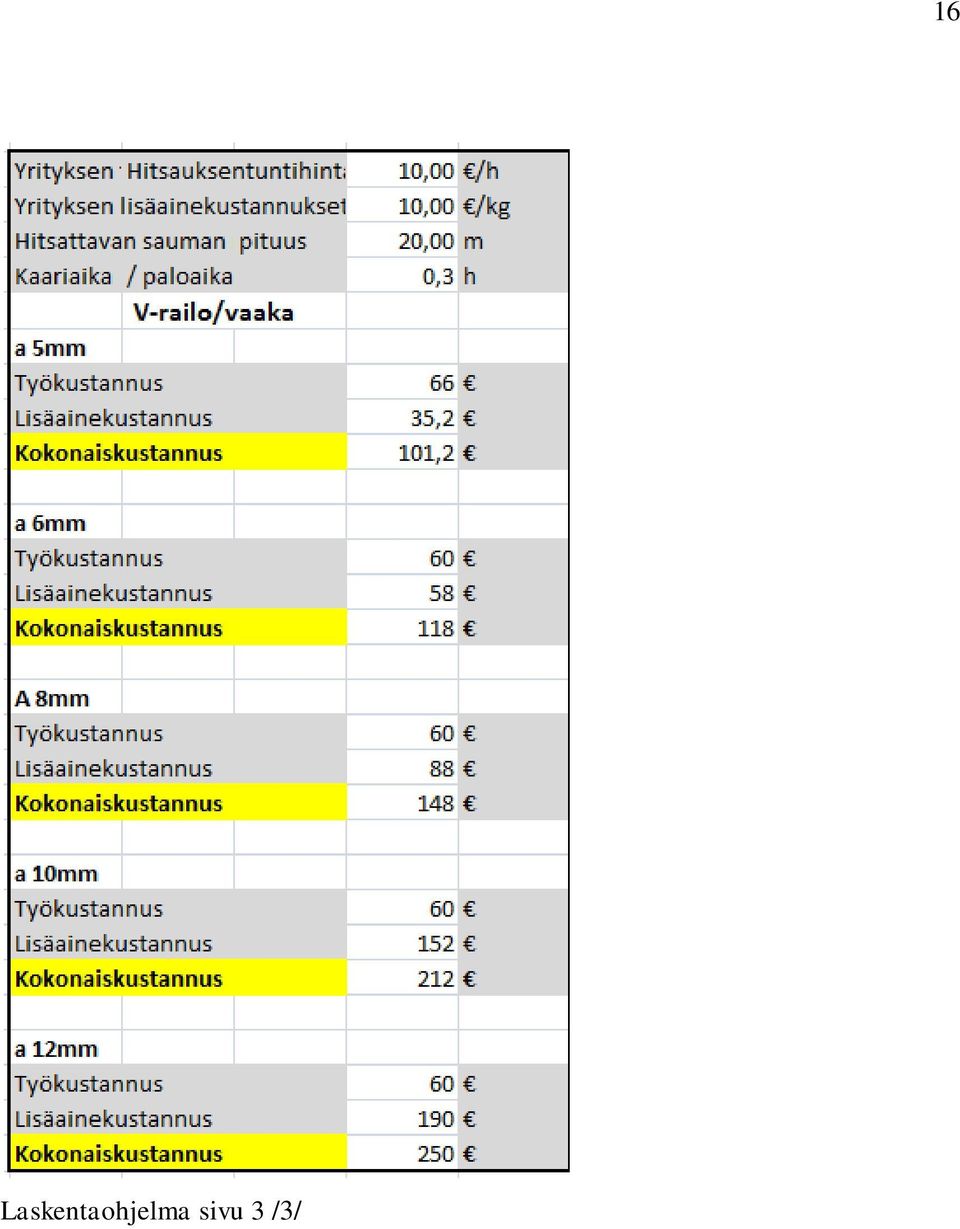
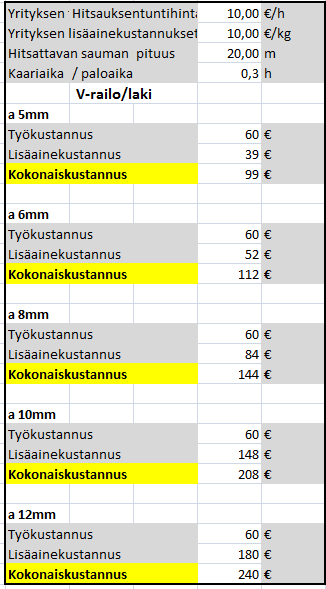
13 TOTEUTUNUT URAKKALASKUOHJELMA Tutkimuksen perusteella 96 % vastanneista piti kustannuslaskentaohjelmaa tarpeellisena hitsaustöiden osalta. Toteuttamani ohjelma on tehty kustannussäästöä silmälläpitäen Excel ohjelmalla, MAG-täytelankahitsaukselle koko 1.2 mm esim. OK Tubrod /5/ Ohjelman valmistumisvaiheessa laskin eri saumakokojen kuutiotilavuudet yhtä metriä kohden ja siihen kuluvan lisäaineen menekin. Tarkoitukseni on tehdä myös puikohitsaukselle ohjelma. Toteuttamassani ohjelmassa yritys syöttää hitsauksen tuntihinnan, lisäainekustannusten hinnan, hitsattavan sauman metrimäärä, joka saadaan tarjouskyselyn mukana tulleista piirustuksesta sekä yrityksessä toteutuvasta kaari- / paloajasta ohjelman sarakkeisiin. Ohjelma laskee kustannusten hinnan jonka jälkeen valitaan oikea saumankoko ja nähdään kustannus hinta. Olen esimerkin vuoksi syöttänyt arvot ohjelmaan, tuntihinnaksi 10, lisäainekustannuksiin 10, saumanmääräksi 20m ja kaariajaksi 0,3h kokonaiskustannukset näkyvät ohjelman sivulla. Urakkalaskentaohjelma helpottaa arvioitavien tarjouskyselyiden läpimenoaikaa hitsaustyön osalta.

14 Laskentaohjelma sivu 1 /3/ 14

15 Laskentaohjelma sivu 2 /3/ 15
16 Laskentaohjelma sivu 3 /3/ 16
17 Laskentaohjelma sivu 4 /3/ 17

18 OHJELMAN ANALYSOINTI Ohjelman tuloksia tarkastelemalla selviää hitsattavien saumojen kokonaiskustannus. Kyseisestä ohjelmasta on myös helppo vertailla eri hitsausasentojen kustannuksia keskenään. Hitsausasentojen osalta voidaan todeta vaakasauman olevan kallein toteutusasento, jalkiosauman edullisin. Huomioitavaa on myös materiaalin vahvuus, joka on myös vaikuttava tekijä hitsauskustannuksiin. Kyseinen ohjelma helpottaa urakkatarjouksien läpimenoa huomattavasti hitsaustyön kustannusten laskemisen osalta. Ohjelman helppokäyttöisyys on myös suuresti vaikuttava tekijä käyttöä ajatellessa. 3.3 YHTEENVETO Voidaan siis todeta hitsauskustannusten urakkatarjousvaiheessa oleva melkoista arpapeliä. Hitsauskustannusten laskeminen on erittäin haastavaa, monien eri asioiden vaikutusten nostaessa hitsauskustannuksia sekä urakkatarjouskyselyiden kiireellisyyden vuoksi. Jälkilaskentaperiaate on oikeastaan ainoa oikea tapa ratkaista tämä ongelma. Kehittämäni ohjelman tarkoitus on helpottaa urakanlaskemisesta aiheutuvia aikataulutus ja hinnoittelussa syntyviä ongelmia ja helpottaa tarjousten laskemista.

19 19 LÄHTEET 1. markkinapotentiaali tutkimus Fortuna Partners creating prosperity:llä HitsiX laskentaohjelma V1.1 Pasi Valtala 4. Hitsaustalous ja tuottavuus Nils Stenbacka 2011 Suomen Hitsausteknillinen yhdistys Eräsalon kirjapaino Oy Esab hitsauslisäaineet 2003 Dark Oy Vantaa 6. Laitinen, Erkki K Kilpailukykyä hinnoittelulla. Jyväskylä: Talentum Media Oy.

20 LIITE 1 Pasi Valtala VIESTINTÄPROJEKTIRAPORTTI PASI VALTALAN OPINNÄYTETYÖHÖN LIITTYVÄSTÄ MARKKINOINTIKYSELYSTÄ Kone- ja tuotantotekniikan koulutusohjelma 2011

21 VIESTINTÄPROJEKTIRAPORTTI PASI VALTALAN OPINNÄYTETYÖHÖN LIITTYVÄSTÄ MARKKINOINTIKYSELYSTÄ Valtala, Pasi Satakunnan ammattikorkeakoulu Automaatiotekniikan koulutusohjelma Kone- ja tuotantotekniikan koulutusohjelma Joulukuu 2011 Ohjaaja: Vallin, Eeva-Liisa Sivumäärä:7 Liitteitä:3 Viestintäprojektin aiheena oli Pasi Valtalan opinnäytetyöhön liittyvä markkinointikysely, joka toteutettiin yrityksille sähköpostilla lähetetyn kyselylomakelinkin avulla. Sähköpostiosoitteet etsittiin Internetistä yritysten kotisivuilta. Kohteena olivat pääasiassa pienet sekä keskisuuret yritykset. Saatuja kyselyvastauksia hyödynnetään Pasi Valtalan opinnäytetyönä suorittaman hitsauksen urakkatarjouslaskentaohjelman kehittämiseen. Projekti onnistui saatujen vastauksien muodossa, mutta kehitettävääkin jäi kyselyn toteutustapaan.
22 SISÄLLYS 1 JOHDANTO ALOITUS TOTEUTUS Toteutustavan valinta Sähköpostiviesti Kyselylomake Yritysten sähköpostiosoitteet Sähköpostiviestien lähetys Muistutusviestit Kyselyvastaukset TULOKSET YHTEENVETO JOHDANTO Tämän viestintäprojektit kurssiin liittyvän markkinointikyselyn tarkoituksena oli kartoittaa erilaisien pienien ja keskisuurien konepaja-alalla toimivien yritysten kiinnostusta ja tarvetta hitsauksen urakkatarjouslaskentaa varten kehitettävään tietokoneohjelmaan. Kyselyn toteuttamiseksi laadittiin yrityksien edustajille lähetettävä sähköpostiviesti, johon liitettiin linkki oppilaitoksen käyttämän e-lomake-palvelun avulla laadittuun kyselylomakkeeseen. Kyselyn toteuttamisajankohdan aikana täytetyt kyselyvastaukset analysoitiin ja niistä koostettiin yhteenveto projektin kontaktitunneilla esitettäväksi. Pasi Valtalan opinnäytetyöhön taustatutkimusaineistona käytettäväksi.
23 2. ALOITUS Viestintäprojektin-kurssin ensimmäisellä kontaktitunnilla esiteltiin toteutettavat projektit ja Pasi Valtalan opinnäytetyöhön liitettäväksi toteutettava markkinointikysely oli yksi niistä. Projekti aloitettiin suunnittelemalla toteutettavat vaiheet, joita olivat 1. Kyselyn toteutustavan valinta 2. Yrityksille lähetettävä kyselyyn liittyvä sähköpostiviesti, johon lisättiin kyselylomakkeeseen viittaava linkki 3. E-lomakkeen avulla laadittu kyselylomake 4. Yritysten sähköpostiosoitteiden etsintä niiden kotisivuilta 5. Sähköpostiviestien lähetys 6. Kyselyn kestoajan puolessa välissä lähetettävän kyselyyn vastaamisesta muistuttavan sähköpostiviestin laadinta 7. Kyselyyn vastaamisesta muistuttavan viestin laadinta 8. Vastausajan umpeutumisen jälkeen saapuneiden vastausten tarkastus 9. Vastauksien perusteella tehtävä yhteenveto saapuneista vastauksista 10. Projektin tulosten esitys ja raportin palautus sekä projektiin käytetyn ajan raportointi Vaiheiden laatimisen jälkeen sovittiin projektin työnjaosta sekä sen toteutusaikataulusta. 3. TOTEUTUS 3.1. Toteutustavan valinta Markkinointikyselyn suorittamiseksi päätettiin toteutustavaksi valita yrityksille lähetettävä sähköpostiviesti, jossa oli mukana linkki varsinaiseen kyselylomakkeeseen.
24 3.2. Sähköpostiviesti Lähetettävä viesti laadittiin siten, että siinä kerrottiin kyselyn tavoitteesta, toteuttajista sekä tavasta, miten kyseinen sähköpostiosoite oli hankittu. 3.3.Kyselylomake Kyselylomake toteutettiin oppilaitoksessa yleisesti käytettävällä E-lomakeohjelmalla. Sen avulla lomakkeeseen määriteltiin ne asiat, joista oli tärkeätä saada lisätietoa hitsauksen urakkalaskentaohjelman toteuttamiseksi opinnäytetyönä. 3.4.Yritysten sähköpostiosoitteet Kyselyn toteuttamiseksi halutulla tavalla oli tärkeätä löytää eri yrityksien ja niiden avainhenkilöiden sähköpostiosoitteita viestin lähettämiseksi. Tässä vaiheessa apuna käytettiin Internetiä, josta etsittiin pienien ja keskisuurten metallialan yritysten kotisivuja. Kotisivujen kautta etsittiin yritysten tuotannosta tai suunnittelusta vastaavien henkilöiden sähköpostiosoitteita. Yritykset pyrittiin valitsemaan siten, että niiden toimialaan kuului erilaisten kokoonpanojen valmistus hitsausta hyväksi käyttämällä. 3.5.Sähköpostiviestien lähetys Ensimmäiset sähköpostiviestit kyselyyn valituille yrityksille lähetettiin Vastaamisaikaa annettiin hieman yli kaksi viikkoa asti. Valituista sähköpostiosoitteista kaksitoista palautui takaisin virheellisenä. 3.6.Muistutusviestit Koska kyselyyn vastaamisaika oli yli kaksi viikkoa, päätettiin lähettää muistutussähköpostit muistuttamaan kyselyyn vastaamisesta. Lähetetty viesti muotoiltiin siten, että se muistuttaisi kyselyyn vastaamisesta ja samalla korostaisi saatujen vastausten tärkeyttä. Muistutussähköpostit lähetettiin yrityksille Kyselyvastaukset
25 toteutettuun markkinointikyselyyn saapuneet vastaukset tarkastettiin ja niiden pohjalta laadittiin graafinen yhteenveto esitettäväksi kontaktitunneilla. Saapuneiden vastausten perusteella markkinointikyselyn tilaaja voi kehittää tuotettaan vastaamaan yritysten tarpeita. 4. TULOKSET Markkinointikyselyyn vastasi 26 henkilöä, joista 18 oli kiinnostunut hitsauksen tarjouslaskentaohjelmasta ja 20 jätti yhteystietonsa myöhemmin toteutettavaa yhteydenottoa silmällä pitäen. 6 vastanneista ei ollut kiinnostunut kyseisestä ohjelmasta, mutta vastasi kyselyyn. Kyselylomake oli toteutettu siten, että vastanneilla oli mahdollisuus esittää omin sanoin toiveita niistä asioista, joita hitsauksen urakkatarjouslaskentaohjelman pitäisi sisältää. Loput kysymyksistä oli laadittu siten, että vastanneilla oli mahdollisuus valita yksi tarjotuista vaihtoehdoista. Esitettyjä toiveita urakkatarjouslaskentaohjelman sisällöstä oli hyvin paljon ja ne toimivat hyvänä lähtökohtana lopullista ohjelmaversiosta kehitettäessä. Myös ne vastaukset, joissa valittiin yksi vaihtoehto monesta, antavat tukea ohjelman suunnittelijalle sen kehitysvaiheessa. 5. YHTEENVETO Markkinointikyselyn toteuttaminen projektiluontoisena etukäteen esitettyjen toiveiden mukaisesti on haastavaa. Toteutustavan valinta, kyselylomakkeen laadinta, viestien laatiminen ym. asiat tuntuivat aluksi yksinkertaisilta ja helpoilta. Totuus on kuitenkin toisenlainen.
26 Kohderyhmän määrittäminen ja oikeille henkilöille suunnatun kampanjan toteuttaminen vie oman aikansa. Sähköisesti toteutettavassa kyselyssä pitäisi erottua massasta saadakseen vastaanottajat huomioimaan heille tullut sähköpostiviesti sekä saada heidät vakuuttuneeksi siitä, ettei kyseessä ole mahdollisesti harmillinen roskapostitai viruksenkantajaviesti. Myös viestin sisältämään sanomaan tulisi kiinnittää huomiota valitsemalla käytettävät sanat ja sanamuodot mahdollisimman huolellisesti ja tarkasti. Viestin lukijalle pitäisi myydä ajatus, että tähän kannattaa vastata. Markkinointikyselymme onnistui omalla tavallaan, koska kyselyvastausten perusteella saatiin tietoa yritysten tarpeista hitsausurakoita laskettaessa ja sitä kautta urakkatarjouslaskentaohjelmaa kehitettäessä. Kiinnittämällä hieman enemmän huomiota lähetetyn viestin sanalliseen muotoiluun ja ulkoasuun sekä viestin otsikkoon, kyselyn antamat tulokset olisivat voineet olla paremmat. Toteutettavaan projektiin varattu aika kului yllättävän nopeasti, sillä osa vaiheista vei enemmän aikaa kuin etukäteen oli arvioitu. Sähköpostiosoitteiden etsiminen Internetin kautta yritysten kotisivuilta oli hankalaa, sillä monet yritykset ovat panostaneet yllättävän vähän kotisivuihinsa sekä niistä löytyviin tietoihin. Hienoiltakin kotisivuilta ei välttämättä löytynyt muuta yhteystietoa sähköpostin välityksellä lähestyttäväksi kuin tyyliin Nykyaikaisella sähköisen markkinoinnin aikakaudella pitäisi yrityksen kotisivut olla kunnossa sekä niiltä löytyvän tiedon ajankohtaista.
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Hitsauksen kevytmekanisoinnilla voidaan saavuttaa melko pienin kustannuksin monia etuja. Suurimmat hyödyt voidaan jaotella seuraavasti:
 HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Kemppi K7 Hitsauslaitteet
 FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA Kemppi K7 Hitsauslaitteet 1(9) MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja tuottavuusodotukset voivat
FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA Kemppi K7 Hitsauslaitteet 1(9) MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja tuottavuusodotukset voivat
Hitsaustalous ja tuottavuus
 2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
MIG/MAG-hitsaus. Sisällysluettelo. MIG/MAG-hitsausta.
 MIG/MAG-hitsaus MIG/MAG-hitsausta. MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla aikaansaatava valokaari palaa lisäainelangan
MIG/MAG-hitsaus MIG/MAG-hitsausta. MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla aikaansaatava valokaari palaa lisäainelangan
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
B6 Yleiskatsaus hitsausprosesseihin
 B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT
 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT 25.07.2019 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT 25.07.2019 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
X8 MIG Guns TEHOA JA TARKKUUTTA
 X8 MIG Guns TEHOA JA TARKKUUTTA 24.12.2018 X8 MIG Guns ERGONOMISESTI MUOTOILLUT JA TEHOKKAAT HITSAUSPISTOOLIT TEOLLISEEN MIG-HITSAUKSEEN X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
X8 MIG Guns TEHOA JA TARKKUUTTA 24.12.2018 X8 MIG Guns ERGONOMISESTI MUOTOILLUT JA TEHOKKAAT HITSAUSPISTOOLIT TEOLLISEEN MIG-HITSAUKSEEN X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
KOPAR GROUP EN 1090:n ja ISO :n soveltaminen ja käytännön kokemuksia. Samuli Saarela, Q&D Manager, IWE, IWI-C
 KOPAR GROUP EN 1090:n ja ISO 9606-1:n soveltaminen ja käytännön kokemuksia Samuli Saarela, Q&D Manager, IWE, IWI-C 5.11.2014 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä
KOPAR GROUP EN 1090:n ja ISO 9606-1:n soveltaminen ja käytännön kokemuksia Samuli Saarela, Q&D Manager, IWE, IWI-C 5.11.2014 Perustietoa Koparista Suomalainen suunnittelu ja valmistus konepaja, jolla neljä
KEMPPI K7 HITSAUSLAITTEET. FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA
 KEMPPI K7 HITSAUSLAITTEET FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA 25.04.2019 FastMig X Pipe MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja
KEMPPI K7 HITSAUSLAITTEET FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA 25.04.2019 FastMig X Pipe MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja
Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN
 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN 9.09.2019 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN Minarcin kohdalla erinomainen suorituskyky ei ole liioittelua. Minarc Evo
Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN 9.09.2019 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN Minarcin kohdalla erinomainen suorituskyky ei ole liioittelua. Minarc Evo
EN 1090 kokemuksia kentältä
 EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
KEMPPI K5 HITSAUSLAITTEET. Minarc Evo 180 ERITTÄIN PIENIKOKOINEN
 KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
FPC+manuaali" XXXX"Oy" Tämä"FPC+manuaali"sisältää"kuvauksen"yrityksemme"standardin"SFS+EN"1090+ 1"mukaisesta"laadunhallintajärjestelmästä.
 ! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
! FPC+manuaali XXXXOy TämäFPC+manuaalisisältääkuvauksenyrityksemmestandardinSFS+EN1090+ 1mukaisestalaadunhallintajärjestelmästä. FPC-Manuaali SFS+EN1090+1+A1 FPCmanuaali! XXXXOy Tuotantolaitoksenosoite
Kemppi K7 Hitsauslaitteet
 FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
FastMig X Intelligent
 KEMPPI K7 HITSAUSLAITTEET FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN 27.01.2018 FastMig X Intelligent LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN
KEMPPI K7 HITSAUSLAITTEET FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN 27.01.2018 FastMig X Intelligent LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Magswitchin h y ö d y t :
 Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Kemppi K5 Hitsauslaitteet
 Minarc Evo 180 ERITTÄIN PIENIKOKOINEN Kemppi K5 Hitsauslaitteet 1(5) PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen uusin malli.
Minarc Evo 180 ERITTÄIN PIENIKOKOINEN Kemppi K5 Hitsauslaitteet 1(5) PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen uusin malli.
Welding procedure and qualification management
 Welding procedure and qualification management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Hitsaajan ammatti on yksi niistä hyvin harvoista ammateista, joissa pätevyyttä arvioidaan kuuden kuukauden välein.
Welding procedure and qualification management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI "Hitsaajan ammatti on yksi niistä hyvin harvoista ammateista, joissa pätevyyttä arvioidaan kuuden kuukauden välein.
HITSAUSMENETELMÄT. Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia
 HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
FastMig X. Hitsauksen uusi tulevaisuus
 FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
KEMPPI K7 HITSAUSLAITTEET. FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE
 KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
Oppimisvaikeudet pohjoismaisilla työpaikoilla kyselyn tuloksia
 Oppimisvaikeudet pohjoismaisilla työpaikoilla kyselyn tuloksia Tutkija Jouni Puumalainen 20.01.2015 27.1.2015 1 Selvityksen toteuttaminen - Sähköinen kysely - Neljässä maassa: Suomi, Norja, Ruotsi, Islanti
Oppimisvaikeudet pohjoismaisilla työpaikoilla kyselyn tuloksia Tutkija Jouni Puumalainen 20.01.2015 27.1.2015 1 Selvityksen toteuttaminen - Sähköinen kysely - Neljässä maassa: Suomi, Norja, Ruotsi, Islanti
Wise. Tuottavampaan tulokseen
 Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen. Tekniset tiedot: MinarcMig 170 MinarcMig 180
 MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen Helppokäyttöinen Kevyt ja helppo liikutella Hyvät hitsausominaisuudet myös pitkillä liitäntäkaapeleilla Turvallinen ja luotettava Ohutlevyteollisuus Asennus
MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen Helppokäyttöinen Kevyt ja helppo liikutella Hyvät hitsausominaisuudet myös pitkillä liitäntäkaapeleilla Turvallinen ja luotettava Ohutlevyteollisuus Asennus
Lapin Rovaniemen moduuli 2 verkko-opiskelijoiden kysymyksiä tetoimiston virkailijoiden tapaamiseen AC-huoneessa:
 Lapin Rovaniemen moduuli 2 verkko-opiskelijoiden kysymyksiä tetoimiston virkailijoiden tapaamiseen AC-huoneessa: Koulutukseen ja Te-toimiston rooliin liittyviä kysymykset: 1. Olen yli 30-vuotias mutta
Lapin Rovaniemen moduuli 2 verkko-opiskelijoiden kysymyksiä tetoimiston virkailijoiden tapaamiseen AC-huoneessa: Koulutukseen ja Te-toimiston rooliin liittyviä kysymykset: 1. Olen yli 30-vuotias mutta
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Suvi Junes Tampereen yliopisto / Tietohallinto 2013
 Palaute Palaute työkalulla opettaja voi rakentaa kyselyn, johon opiskelijat vastaavat joko anonyymisti tai nimellään. Opettaja voi tarkastella vastauksia koosteena tai yksitellen. Asetukset Nimeä palaute
Palaute Palaute työkalulla opettaja voi rakentaa kyselyn, johon opiskelijat vastaavat joko anonyymisti tai nimellään. Opettaja voi tarkastella vastauksia koosteena tai yksitellen. Asetukset Nimeä palaute
Näytöslajit. Muoviala. Lajivastaava. Finalistit. Asko Hänninen Koulutuskeskus Salpaus asko.hanninen(at)salpaus.fi puh. 044 708 0148.
salpaus.fi puh. 044 708 0148.") Näytöslajit Muoviala Lajivastaava Asko Hänninen Koulutuskeskus Salpaus asko.hanninen(at)salpaus.fi puh. 044 708 0148 Finalistit 1 / 8 Aatu Hiltunen Savon ammattija aikuisopisto Joona Reittu Savon ammattija
Näytöslajit Muoviala Lajivastaava Asko Hänninen Koulutuskeskus Salpaus asko.hanninen(at)salpaus.fi puh. 044 708 0148 Finalistit 1 / 8 Aatu Hiltunen Savon ammattija aikuisopisto Joona Reittu Savon ammattija
Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding Procedure and Qualification Management HELPPOKÄYTTÖINEN OHJELMISTO HITSAAVILLE VALMISTAJILLE
Welding Procedure and Qualification Management WELDEYE-HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding Procedure and Qualification Management HELPPOKÄYTTÖINEN OHJELMISTO HITSAAVILLE VALMISTAJILLE
A7 TIG Orbital System 300
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Muovituotevalmistaja valmistaa työturvallisuutta noudattaen muoviraakaaineista/puolivalmisteista
 NÄYTÖSLAJI, MUOVIALA Yleiskuvaus kilpailulajista Muovituotevalmistaja valmistaa työturvallisuutta noudattaen muoviraakaaineista/puolivalmisteista erilaisia muovituotteita ja muovituotteiden osia erilaisten
NÄYTÖSLAJI, MUOVIALA Yleiskuvaus kilpailulajista Muovituotevalmistaja valmistaa työturvallisuutta noudattaen muoviraakaaineista/puolivalmisteista erilaisia muovituotteita ja muovituotteiden osia erilaisten
Hyvinvointikyselyjen toteuttaminen sähköisesti oppilaitoksissa
 Hyvinvointikyselyjen toteuttaminen sähköisesti oppilaitoksissa - Ohjeet ryhmien ja luokkien hyvinvointikyselyjen toteuttamiseen sähköisesti - Toimintamalli kehitetty osana pääkaupunkiseudun LAPE-hanketta
Hyvinvointikyselyjen toteuttaminen sähköisesti oppilaitoksissa - Ohjeet ryhmien ja luokkien hyvinvointikyselyjen toteuttamiseen sähköisesti - Toimintamalli kehitetty osana pääkaupunkiseudun LAPE-hanketta
KEMPPI K5 HITSAUSLAITTEET. Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA
 KEMPPI K5 HITSAUSLAITTEET Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA 22.12.2018 Master MLS 3500 KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA
KEMPPI K5 HITSAUSLAITTEET Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA 22.12.2018 Master MLS 3500 KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
Keski-Karjalan maaseutupalveluiden asiakastyytyväisyyskysely 1 (5) Yhteenvetoraportti N=107 Julkaistu: 10.12.2012
 Yhteenvetoraportti N=107 Julkaistu: 10.12.2012") Keski-Karjalan maaseutupalveluiden asiakastyytyväisyyskysely 1 (5) Vertailuryhmä: Kaikki vastaajat Millä tavoin haluaisit saada ajankohtaista tietoa maaseutupalveluista? Laita järjestykseen, mikä tavoittaa
Keski-Karjalan maaseutupalveluiden asiakastyytyväisyyskysely 1 (5) Vertailuryhmä: Kaikki vastaajat Millä tavoin haluaisit saada ajankohtaista tietoa maaseutupalveluista? Laita järjestykseen, mikä tavoittaa
Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin.
 TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
TkT Harri Eskelinen Johdanto Luennon tavoite on oppia ymmärtämään oheisen kuvan kaltaisia hitsausmerkintöjä sekä laatimaan hitsausmerkintöjä omiin valmistusdokumentteihin. 3 Hitsatuille rakenteille laadituissa
Luku 1. Johdanto 1.1. LMC 320. 1.2. Käyttötarkoitus
 LMC 320 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 320 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
LMC 320 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 320 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
Ajatuksia hinnoittelusta. Hinta on silloin oikea, kun asiakas itkee ja ostaa, mutta ostaa kuitenkin.
 Ajatuksia hinnoittelusta Hinta on silloin oikea, kun asiakas itkee ja ostaa, mutta ostaa kuitenkin. Hinnoittelu Yritystoiminnan tavoitteena on aina kannattava liiketoiminta ja asiakastyytyväisyys. Hinta
Ajatuksia hinnoittelusta Hinta on silloin oikea, kun asiakas itkee ja ostaa, mutta ostaa kuitenkin. Hinnoittelu Yritystoiminnan tavoitteena on aina kannattava liiketoiminta ja asiakastyytyväisyys. Hinta
A5 MIG Orbital System 1500
 A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA Kemppi K5 Hitsauslaitteet 1(9) TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG-ORBITAALIHITSAUKSEEN A5 MIG Orbital System 1500 on kattava
A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA Kemppi K5 Hitsauslaitteet 1(9) TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG-ORBITAALIHITSAUKSEEN A5 MIG Orbital System 1500 on kattava
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Souru Oy, Kahitie Nurmijärvi
 Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Souru Petteri, IWE/IWI-C Vuodesta 2009 (>70 asiakasta) Hitsauksen koordinointipalvelut Hitsausohjeet (WPS) ja menetelmäkokeet (WPQR) SFS-EN ISO 1090, SFS-EN ISO 3834, SFS-EN 15085 Valmistuksen valvonta
Valtakunnallinen vuokratyöntekijätutkimus 2007. Promenade Research Oy Pekka Harjunkoski Tutkimuspäällikkö 050-599 0079 pekka.harjunkoski@promenade.
 Valtakunnallinen vuokratyöntekijätutkimus 2007 Promenade Research Oy Pekka Harjunkoski Tutkimuspäällikkö 050-599 0079 pekka.harjunkoski@promenade.fi Esityksen sisältö: Toteutus ja menetelmä 3 Tutkimuksen
Valtakunnallinen vuokratyöntekijätutkimus 2007 Promenade Research Oy Pekka Harjunkoski Tutkimuspäällikkö 050-599 0079 pekka.harjunkoski@promenade.fi Esityksen sisältö: Toteutus ja menetelmä 3 Tutkimuksen
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Kehittämiskysely 2012. Tulokset
 Kehittämiskysely 2012 Tulokset Tausta Kehittämiskysely toteutettiin eteläpohjalaisissa kaluste- ja asumisteollisuuden yrityksissä loka-marraskuussa 2012 Kyselyn tavoitteena oli kartoittaa kohderyhmään
Kehittämiskysely 2012 Tulokset Tausta Kehittämiskysely toteutettiin eteläpohjalaisissa kaluste- ja asumisteollisuuden yrityksissä loka-marraskuussa 2012 Kyselyn tavoitteena oli kartoittaa kohderyhmään
Tuotantolaitos työpöydälläsi Katsaus kotimaiseen 3D-tulostusosaamiseen
 Tuotantolaitos työpöydälläsi Katsaus kotimaiseen 3D-tulostusosaamiseen Kuka olen? Ville Piispanen, minifactory Oy Ltd:n brändipäällikkö Ensisijaiset opinnot tuotantotalousinsinööriksi, valmistumisaika
Tuotantolaitos työpöydälläsi Katsaus kotimaiseen 3D-tulostusosaamiseen Kuka olen? Ville Piispanen, minifactory Oy Ltd:n brändipäällikkö Ensisijaiset opinnot tuotantotalousinsinööriksi, valmistumisaika
Pk-instrumentti: Mitä komissio haluaa? Elina Holmberg EUTI, Tekes 3.6.2015
 Pk-instrumentti: Mitä komissio haluaa? Elina Holmberg EUTI, Tekes 3.6.2015 Komissio haluaa löytää kasvuhaluiset ja -kykyiset pk-yritykset ja auttaa niitä nopeampaan kansainväliseen kasvuun rahoituksen
Pk-instrumentti: Mitä komissio haluaa? Elina Holmberg EUTI, Tekes 3.6.2015 Komissio haluaa löytää kasvuhaluiset ja -kykyiset pk-yritykset ja auttaa niitä nopeampaan kansainväliseen kasvuun rahoituksen
KEVYTMEKANISOINTI HITSAUKSESSA LOW-COST MECHANIZATION IN WELDING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0400 Kandidaatintyö ja seminaari KEVYTMEKANISOINTI HITSAUKSESSA LOW-COST MECHANIZATION IN WELDING Jaakko Salonpää 09.04.2014 Professori
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0400 Kandidaatintyö ja seminaari KEVYTMEKANISOINTI HITSAUKSESSA LOW-COST MECHANIZATION IN WELDING Jaakko Salonpää 09.04.2014 Professori
Puualan perustutkinto
 Puualan perustutkinto Sisällys 2.1 Pakolliset tutkinnon osat, 45 osp... 4 2.1.1 Materiaali- ja valmistustekniikka, 30 osp... 4 2.1.2 Asiakaslähtöinen valmistustoiminta, 15 osp... 6 2.2 Valinnaiset tutkinnon
Puualan perustutkinto Sisällys 2.1 Pakolliset tutkinnon osat, 45 osp... 4 2.1.1 Materiaali- ja valmistustekniikka, 30 osp... 4 2.1.2 Asiakaslähtöinen valmistustoiminta, 15 osp... 6 2.2 Valinnaiset tutkinnon
Kemppi K5 Hitsauslaitteet
 Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA Kemppi K5 Hitsauslaitteet 1(6) KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA JOTKA OVAT RAKENTEELTAAN
Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA Kemppi K5 Hitsauslaitteet 1(6) KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA JOTKA OVAT RAKENTEELTAAN
JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
") LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
17.3.2014 RAPORTTI LIIKUNNAN VAPAAEHTOISTOIMIJOIDEN ITE-ARVIOINNISTA 2013
 Suomen Parkinson-liitto ry Liikuntatoiminta Taina Piittisjärvi Raportti 17.3.2014 1(4) RAPORTTI LIIKUNNAN VAPAAEHTOISTOIMIJOIDEN ITE-ARVIOINNISTA 2013 TULOKSIA Tämä on raportti Suomen Parkinson-liiton
Suomen Parkinson-liitto ry Liikuntatoiminta Taina Piittisjärvi Raportti 17.3.2014 1(4) RAPORTTI LIIKUNNAN VAPAAEHTOISTOIMIJOIDEN ITE-ARVIOINNISTA 2013 TULOKSIA Tämä on raportti Suomen Parkinson-liiton
Oman työn hinnoittelu. Hinta ja hinnoittelu. Hinnoittelussa huomioitavia tekijöitä. Oikean hinnan määritteleminen
 Oman työn hinnoittelu Oikean hinnan määritteleminen Hinta ja hinnoittelu Hinta ilmoittaa tuotteen arvon ( ) luo tuotteelle arvoa (käyttöarvo, status, brandi) on aktiivisinen kilpailun osatekijöitä oma
Oman työn hinnoittelu Oikean hinnan määritteleminen Hinta ja hinnoittelu Hinta ilmoittaa tuotteen arvon ( ) luo tuotteelle arvoa (käyttöarvo, status, brandi) on aktiivisinen kilpailun osatekijöitä oma
A5 MIG Orbital System 1500
 KEMPPI K5 HITSAUSLAITTEET A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA 3.02.2018 A5 MIG Orbital System 1500 TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG- ORBITAALIHITSAUKSEEN A5
KEMPPI K5 HITSAUSLAITTEET A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA 3.02.2018 A5 MIG Orbital System 1500 TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG- ORBITAALIHITSAUKSEEN A5
Heini Salo. Tuotannonohjauksen kehittäminen digitaalipainossa. EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma. Insinöörityö 15.5.
 EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
EVTEK-ammattikorkeakoulu Mediatekniikan koulutusohjelma Tuotannonohjauksen kehittäminen digitaalipainossa Insinöörityö 15.5.2008 Ohjaaja: tuotantopäällikkö Markku Lohi Ohjaava opettaja: yliopettaja Seija
Hitsaustuotanto haltuun globaalisti. Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.
 Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
E U R O O P P A L A I N E N
 E U R O O P P A L A I N E N A N S I O L U E T T E L O M A L L I HENKILÖTIEDOT Nimi SERGEI AZAROV Osoite K. KÄRBERI 4-129, TALLINN 13812, ESTONIA Puhelin 0037255999964 Faksi Sähköposti serjoga79a@mail.ru
E U R O O P P A L A I N E N A N S I O L U E T T E L O M A L L I HENKILÖTIEDOT Nimi SERGEI AZAROV Osoite K. KÄRBERI 4-129, TALLINN 13812, ESTONIA Puhelin 0037255999964 Faksi Sähköposti serjoga79a@mail.ru
Riku Koski HITSAUKSEN TUOTTAVUUDEN TEHOSTAMINEN
 Riku Koski HITSAUKSEN TUOTTAVUUDEN TEHOSTAMINEN Kone- ja tuotantotekniikan koulutusohjelma 2012 HITSAUKSEN TUOTTAVUUDEN TEHOSTAMINEN Koski, Riku Satakunnan ammattikorkeakoulu Kone- ja tuotantotekniikan
Riku Koski HITSAUKSEN TUOTTAVUUDEN TEHOSTAMINEN Kone- ja tuotantotekniikan koulutusohjelma 2012 HITSAUKSEN TUOTTAVUUDEN TEHOSTAMINEN Koski, Riku Satakunnan ammattikorkeakoulu Kone- ja tuotantotekniikan
Kempin EN ratkaisut
 Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Welding quality management
 Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
HITSAUSSANASTOA. Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen
 HITSAUSSANASTOA Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen Sisällysluettelo Hitsausasennot... 3 Railotyypit... 3 Hitsin osat... 3 Hitsausvirheet... 3 Kaasuhitsaus... 4 Puikkohitsaus...
HITSAUSSANASTOA Amma-projekti, Vakes 2005 Anja Keipi, Janne Saari, Mauri Immonen Sisällysluettelo Hitsausasennot... 3 Railotyypit... 3 Hitsin osat... 3 Hitsausvirheet... 3 Kaasuhitsaus... 4 Puikkohitsaus...
Sonyn suomenkielisen Web-portaalin käyttöohjeet
 Sonyn suomenkielisen Web-portaalin käyttöohjeet Sonyn Web-portaalin käyttöohjeet Seuraavilla sivuilla esiteltävien käyttöohjeiden yhteenveto: Sisäänkirjautuminen Uuden tai vaihtosalasanan hankkiminen.
Sonyn suomenkielisen Web-portaalin käyttöohjeet Sonyn Web-portaalin käyttöohjeet Seuraavilla sivuilla esiteltävien käyttöohjeiden yhteenveto: Sisäänkirjautuminen Uuden tai vaihtosalasanan hankkiminen.
Kemppi K5 Hitsauslaitteet
 FastMig M Synergic JÄREÄÄN RASKAAN SARJAN HITSAUKSEEN Kemppi K5 Hitsauslaitteet 1(8) ENSILUOKKAISTA TEOLLISTA MIG/MAG- JA PUIKKOHITSAUSTA Teollinen moniprosessihitsausratkaisu modulaarisessa muodossa.
FastMig M Synergic JÄREÄÄN RASKAAN SARJAN HITSAUKSEEN Kemppi K5 Hitsauslaitteet 1(8) ENSILUOKKAISTA TEOLLISTA MIG/MAG- JA PUIKKOHITSAUSTA Teollinen moniprosessihitsausratkaisu modulaarisessa muodossa.
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku
 Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen
 Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Universaalit hitsausohjepaketit MIG/MAG- ja puikkohitsaukseen Ota EN 1090 -standardi haltuun yhdessä Kempin kanssa Hyödyt Markkinoiden monipuolisin ratkaisu, joka sopii konepajoihin ja työmaille sekä MIG/MAG-
Sepelitie 15 40320 Jyväskylä Puh. 020 798 9210 Fax 020 798 9219 www.stancon.fi PARASTA LAATUA AMMATTILAISILLE
 Sepelitie 15 40320 Jyväskylä Puh. 020 798 9210 Fax 020 798 9219 www.stancon.fi PARASTA LAATUA AMMATTILAISILLE TIIMIMME PALVELEE SINUA KOKONAISVALTAISESTI Stancon Oy on vuodesta 1994 toiminut yritys, joka
Sepelitie 15 40320 Jyväskylä Puh. 020 798 9210 Fax 020 798 9219 www.stancon.fi PARASTA LAATUA AMMATTILAISILLE TIIMIMME PALVELEE SINUA KOKONAISVALTAISESTI Stancon Oy on vuodesta 1994 toiminut yritys, joka
Ajankäyttötutkimuksen satoa eli miten saan ystäviä, menestystä ja hyvän arvosanan tietojenkäsittelyteorian perusteista
 Ajankäyttötutkimuksen satoa eli miten saan ystäviä, menestystä ja hyvän arvosanan tietojenkäsittelyteorian perusteista Harri Haanpää 18. kesäkuuta 2004 Tietojenkäsittelyteorian perusteiden kevään 2004
Ajankäyttötutkimuksen satoa eli miten saan ystäviä, menestystä ja hyvän arvosanan tietojenkäsittelyteorian perusteista Harri Haanpää 18. kesäkuuta 2004 Tietojenkäsittelyteorian perusteiden kevään 2004
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme