Robottihitsaus ja lujat
|
|
|
- Joonas Kahma
- 10 vuotta sitten
- Katselukertoja:
Transkriptio
1 1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj

2 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet Hitsauksen valmistelu Lämmöntuonnista hitsauksessa Robottien hitsausarvojen määritys Lujien terästen hitsausarvot Hitsien viimeistely ja tarkastus Huomioita lujien terästen hitsauksesta Yhteenveto

3 3 Ponsse-konserni Ponsse Oyj on tavaralajimenetelmän metsäkoneiden myyntiin, tuotantoon, huoltoon ja teknologiaan erikoistunut yritys. Yhtiö kehittää ja valmistaa kestävän kehityksen mukaisia, innovatiivisia puunkorjuuratkaisuja asiakastarpeiden mukaisesti. Ponsse lyhyesti Kotipaikka Vieremä Koneiden valmistus Vieremällä, ohjausjärjestelmien valmistus Seinäjoella Osakkeet noteerataan Nasdaq OMX:n pohjoismaisella listalla Liikevaihto ,4 (146,7) MEUR ja liiketulos 21,7 (-15,7) MEUR Tytäryhtiöitä 11 Jälleenmyyjäverkostossa 26 jälleenmyyjää Palveluksessa noin 800 työntekijää Päämarkkinat Suomi, Ruotsi, Venäjä, Pohjois-Amerikka, Ranska ja Saksa
 MEUR ja liiketulos 21,7 (-15,7) MEUR Tytäryhtiöitä 11 Jälleenmyyjäverkostossa 26 jälleenmyyjää Palveluksessa noin 800")
4 4 Vieremän tehdas vuodesta 1970

5 5

6 6 Hitsaustuotanto Hitsareita n. 75 henkilöä Robottihitsausasemia 7 kpl, operaattoreita 17 kpl Hitsarit ja operaattorit pätevöitettyjä Roboteilla sulatetaan n. 50% kaikesta käytetystä hitsauslisäaineesta ja niiden käyttöaika vuodessa on noin h. Runkohitsausrobotit ovat osa tuotantolinjaa, linjan tahtiaika määrää käyttöasteen. Rungot silloitetaan ja varustellaan käsinhitsauksena ennen robottia. Robottihitsauksen jälkeen rungot viimeistellään käsin. SFS-EN ISO 5817-C käytössä. Hitsauksen laatukäsikirja on käytössä. SFS-EN ISO mukaan tehty. Jalkauttaminen jatkuu edelleen. Lean SixSigma laatutyökalujen käyttöönotto hitsaustuotannossa etenee.

7 7 Hitsattavat lujat teräkset Erikoislujat rakenneteräkset: QT-teräkset Weldox 700 Dillimax 690 Naxtra 700 RQT 701 Optim 700 QL Kulutusteräkset: QT-teräkset Hardox 400 Dillidur 400 Abrazo 400 Raex 400 C E <0.54, suurin osa C E <0.41 TM-teräkset Optim 700MC (Plus tulossa) Optim 650 MC Optim 500 ML/MC Domex 640
 Optim 650 MC Optim 500 ML/MC Domex")
8 8 Hitsauslisäaineet ja -laitteet Lisäaineen määritys: ISO A-G 46 5M G3Si1 Suojakaasun määritys: SFS-EN ISO (M20/M21) Synergiset 500A virtalähteet käsi- ja robottihitsauksessa Roboteilla virtalähde ohjaa prosessia, myös aloitukset sekä lopetukset Robotti parhaimmillaan polttimen kuljetuksessa, robotilla ohjataan virtalähteellä kaari päälle/pois Roboteilla käytetään railonhakua ja seurantaa

9 9

10 10 Hitsauksen valmistelu Suunnittelussa pyritään sijoittelemaan hitsit oikein, muistaen myös liitosmuodot ja rakenteen juohevuuden. Simuloinnilla varmistetaan tuotteen robottihitsattavuus suunnittelun aikana, ennen levyosien tilausta. Robottihitsausaste n. 80% uusilla rungoilla. Levyaihiot ostetaan valmiina leikkeinä, jotka on myös särmätty, viisteytetty ja raepuhallettu. Silloitus suoritetaan kiinnittimissä ja ylisuuret raot pohjataan. Esilämmitystä ei tehdä, sillä hitsattavat lujat teräkset ovat alle 20 mm paksuisia. Hitsien järjestyksen määrittäminen on tärkeää jäännösjännitysten ja rakenteen vetelyn minimoimiseksi.

11 11 Robottien ohjelmoinnista 100% etäohjelmointi vuodesta 2005 lähtien Käytössä Delfoi UltraArc ja ABB RobotStudio Tuotteiden hitsattavuuden tutkimus Hitsausaikojen määritys Tuotekustannusten määritys Ohjelmien suoritusajat rungoilla n. 2-3 h Tavoitteena vakioitu ohjelmankierto, jonka suorituksesta syntyy vain vähän variaatiota

12 12 Lämmöntuonnista hitsauksessa MAG-hitsauksen tuottavuusvaatimus on suuri; lisäainetta on sulatettava mahdollisimman paljon tunnissa Pienemmällä lämmöntuonnilla saatavat edut; lujuus, sitkeys, pienemmät muodonmuutokset ja jäännösjännitykset sekä kapeampi HAZ ovat tuotteen kannalta tärkeitä Menetelmäkokeissamme kiinnitetään erityistä huomioita HAZ:in iskusitkeyteen Iskusitkeyden testaus tehdään -40 C lämpötilassa Charpy-V iskukokeena hitsille ja HAZ:ille. Myös CTOD-kokeita on tehty -40 C lämpötilassa Aliluja hitsiaine lujittuu hitsauksen yhteydessä hyvin lähelle vaatimuksia ja täyttää hyvin iskusitkeysvaatimukset

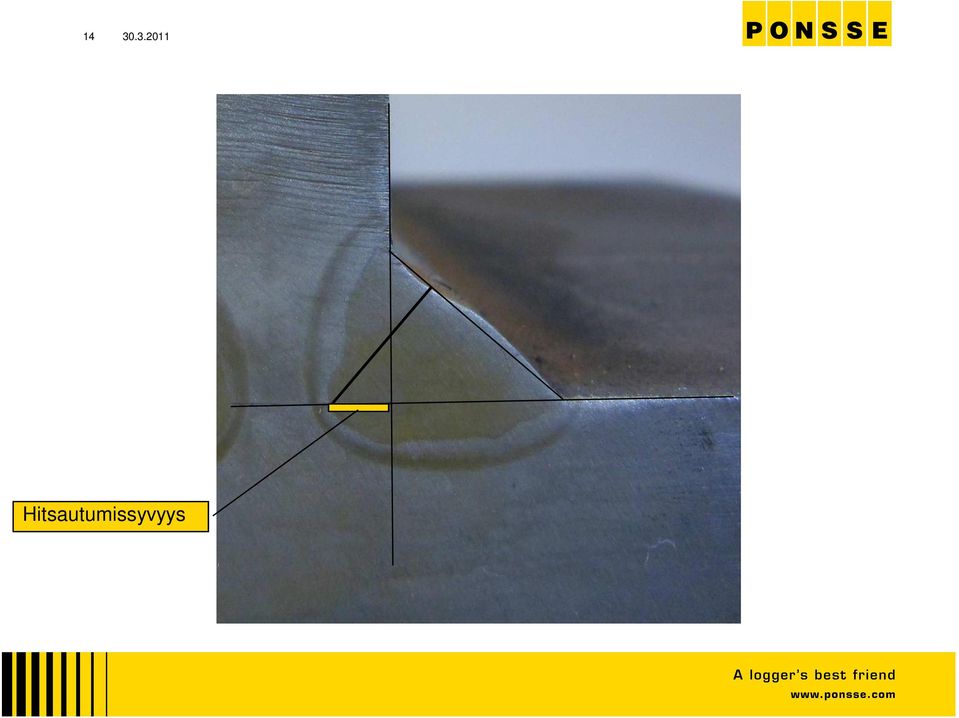
13 13 Robottien hitsausarvojen määritys Hitsausarvojen määrityksen perusteena teräsvalmistajien suositukset, hitsin mitoitus ja hitsausasento Määritys hitsauskokeilla; visuaalinen tarkastus, a-mitan mittaus ja makrohie tunkeuman muodon määrittämiseksi Samaan a-mittaan pyritään suurella ja pienellä teholla Roboteilla hitsataan lähes aina käyttäen railonseurantaa, joten sitä käytetään myös hitsausarvoja määritettäessä Tunkeumalla haetaan suurta hitsautumissyvyyttä ja sitä kautta alkusärön pienenemistä Juohevat hitsin liittymät tavoitteena

14 14 Hitsautumissyvyys
15 15 Author / Subject Lujien terästen hitsausarvot Käsihitsauksessa lämmöntuonti n. 0,8-1,4 kj/mm Yksilankahitsauksessa a-mitat 3-7 mm, lämmöntuonti n. 0,5-1,5 kj/mm, sulatuskyky n. 6,2-10,4 kg/h Tandemhitsauksessa a-mitat 5-7 mm, lämmöntuonti n. 0,8-1,6 kj/mm, sulatuskyky n. 13,4-19,8 kg/h. Rakenneteräksillä myös a-mitat 8-10 mm. Tandemhitsauksen lämmöntuonti n. 0,1 kj/mm pienempi vrt. yksilankahitsaukseen samalla a-mitalla CMT+pulssi-hitsaus soveltuu hyvin lujien terästen hitsaukseen käsihitsauksessa ja roboteilla ohuilla ainepaksuuksilla. Prosessin hallittavuus ja roiskeettomuus ovat omaa luokkaansa Pulssituksella dynaamisesti säädellyllä kuumakaarella on saatu hyviä tuloksia tunkeuman ja hitsauksen aloituksen/lopetuksen suhteen. Mahdollistaa kevyen pulssituksen käytön railonseurannan kanssa! Robottioperaattorit eivät muuta hitsausarvoja, vaan käyttävät vain sallittuja arvoja

16 16 Hitsien viimeistely ja tarkastus Lujilla teräksillä entistä pienemmät virheet hitseissä ja epäjatkuvuuskohdat rakenteessa ovat merkitseviä Hitsien jälkikäsittely suoritetaan Tig-hitsauksena (puomit). Hiontaa kulmahiomakoneella (lamellilaikka) tehdään myös, hionta kuormituksen suuntaan Hitsien NDT-tarkastusta pyritään lisäämään
 tehdään myös, hionta kuormituksen")
17 17 Huomioita lujien terästen hitsauksesta Lujien terästen käyttö ohentaa hitsattavaa materiaalia Jäykkyyden lisäämiseksi suurin osa levyistä särmätään profiileiksi Sovitusvirheet levyjen ja särmättyjen osien välillä Railomuodoista suunnitellaan helposti hankalia Hitsattavat reunat matalia Hitsien pohjaamistarve Lisäaineen määrä pienenee, hitsaus suoritettava tarkemmin Tunkeuman hyväksikäyttö vaatii kunnollisen railonvalmistuksen sekä robotin.

18 18 Ongelmia robottihitsauksessa Levyleikkeiden laatu, särmättyjen kappaleiden toistotarkkuus Sovitusvirheet sekä hitsauksen aiheuttamat muodonmuutokset Levyjen valssihilse -> käytettävä raepuhallettuja levyjä Hitsauspoltinongelmat suurilla hitsausarvoilla Magneettinen puhallus tandemhitsauksessa

19 19 Yhteenveto Luja teräs tuo mukanaan paremman suorituskyvyn ja painoedut, myös kustannusten aleneminen on mahdollista Hitsattavan tuotteen suunnitteluun on panostettava Lujasta teräksestä valmistettujen särmättyjen levyjen laadunvalvontaan kiinnitettävä huomiota Hitsausarvojen valintaan ja koehitsauksiin on panostettava riittävästi HAZ:in iskusitkeysarvoilla on suuri vaikutus väsytettävän rakenteen kestävyyteen pakkasessa

20 20 Author / Subject A logger s best friend PONSSE PLC Ponssentie 22 FI Vieremä, Finland Tel Fax

Simulaattoriavusteinen ohjelmistotestaus työkoneympäristössä. Simo Tauriainen
 Simulaattoriavusteinen ohjelmistotestaus työkoneympäristössä Simo Tauriainen www.ponsse.com 25.8.2011 Ponsse-konserni Ponsse Oyj on tavaralajimenetelmän metsäkoneiden myyntiin, tuotantoon, huoltoon ja
Simulaattoriavusteinen ohjelmistotestaus työkoneympäristössä Simo Tauriainen www.ponsse.com 25.8.2011 Ponsse-konserni Ponsse Oyj on tavaralajimenetelmän metsäkoneiden myyntiin, tuotantoon, huoltoon ja
Talousjohtamisen uusi rooli
 1 25.4.2013 Author / Subject Talousjohtamisen uusi rooli - case Ponsse Oyj Petri Härkönen, Ponsse Oyj 25.4.2013 Sanomatalo, Helsinki 2 Ponsse Oyj Talousjohtamisen muuttunut ja täydentyvä rooli Talousjohtaminen
1 25.4.2013 Author / Subject Talousjohtamisen uusi rooli - case Ponsse Oyj Petri Härkönen, Ponsse Oyj 25.4.2013 Sanomatalo, Helsinki 2 Ponsse Oyj Talousjohtamisen muuttunut ja täydentyvä rooli Talousjohtaminen
19.9.2014 Author / Subject PONSSE TYÖURIEN JATKAJANA
 1 19.9.2014 Author / Subject PONSSE TYÖURIEN JATKAJANA 2 Ponsse-konserni Ponsse Oyj on tavaralajimenetelmän metsäkoneiden myyntiin, tuotantoon, huoltoon ja teknologiaan erikoistunut yritys. Yhtiö kehittää
1 19.9.2014 Author / Subject PONSSE TYÖURIEN JATKAJANA 2 Ponsse-konserni Ponsse Oyj on tavaralajimenetelmän metsäkoneiden myyntiin, tuotantoon, huoltoon ja teknologiaan erikoistunut yritys. Yhtiö kehittää
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Tasalujat hitsauslangat ultralujille teräksille
 Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita
 Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
11/24/2011. MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen
 MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA
 WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
Hitsauksen automatisointimahdollisuuksien huomiointi
 Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
8. Vuoden 2014 tilinpäätöksen, sisältäen konsernitilinpäätöksen, sekä toimintakertomuksen esittäminen
 PONSSE OYJ PÖRSSITIEDOTE YHTIÖKOKOUSKUTSU Ponsse Oyj:n osakkeenomistajat kutsutaan varsinaiseen yhtiökokoukseen, joka järjestetään tiistaina 14.4.2015 klo 11.00 yhtiön asiakaspalvelukeskuksen auditoriossa
PONSSE OYJ PÖRSSITIEDOTE YHTIÖKOKOUSKUTSU Ponsse Oyj:n osakkeenomistajat kutsutaan varsinaiseen yhtiökokoukseen, joka järjestetään tiistaina 14.4.2015 klo 11.00 yhtiön asiakaspalvelukeskuksen auditoriossa
FastMig X Intelligent
 KEMPPI K7 HITSAUSLAITTEET FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN 27.01.2018 FastMig X Intelligent LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN
KEMPPI K7 HITSAUSLAITTEET FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN 27.01.2018 FastMig X Intelligent LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Kaivosteollisuuden C-Mn terästen hitsaus. Marko Lehtinen sr. welding specialist Knowledge Service Center
 Kaivosteollisuuden C-Mn terästen hitsaus Rikasta Pohjoista 2016, 14.4.2016 Kemi Marko Lehtinen sr. welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö
Kaivosteollisuuden C-Mn terästen hitsaus Rikasta Pohjoista 2016, 14.4.2016 Kemi Marko Lehtinen sr. welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla. Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia
 Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
AWS A5.20/A5.20M : E70T-9C-H8 / E70T-9M-H8 EN 758 : T 46 0 R C 3 H10 / T 46 0 R M 3 H10
 Luokittelu Suojakaasullinen täytelanka käsihitsaukseen tai mekanisoituun hitsaukseen jalkoasennossa Vähän roiskeita, hyvä kuonan irtoaminen, juoheva ulkonäkö, erinomainen hitsattavuus Hyvä tuotto ja syvä
Luokittelu Suojakaasullinen täytelanka käsihitsaukseen tai mekanisoituun hitsaukseen jalkoasennossa Vähän roiskeita, hyvä kuonan irtoaminen, juoheva ulkonäkö, erinomainen hitsattavuus Hyvä tuotto ja syvä
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :[email protected] Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :[email protected] Prosessikuvaus
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat
 Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Liite 5 RR - ja RD -paalut Suunnittelu- ja asennusohjeet RR- ja RD-paalut Hitsien esilämmitys ja jäähdytysajat 6/19 SISÄLTÖ Yleistä... 2... 2 Taulukot ja kuvaajat esilämmityksen määrittämiseksi... 3 Hitsien
Optim erikoisluja teräs. Nostureiden uusi sukupolvi - teoriasta käytäntöön. www.ruukki.fi
 Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus
 Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus Severi Anttila Oulun yliopiston terästutkimuskeskus,konetekniikan osasto, Materiaalitekniikan laboratorio Johdanto Ferriittiset
Ferriittisten ruostumattomien terästen hitsattavuus ja hitsialueen muovattavuus Severi Anttila Oulun yliopiston terästutkimuskeskus,konetekniikan osasto, Materiaalitekniikan laboratorio Johdanto Ferriittiset
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
Terästyöasteen vaikutus pintakäsittelyssä saatavaan korroosionsuojaan
 1 27.9.2014 Terästyöasteen vaikutus pintakäsittelyssä saatavaan korroosionsuojaan Pintakäsittelymestari Hannu Tarvainen Toimittajalaatuinsinööri Mielikki Härmä Tässä dokumentissa olevien tekstien, kuvien
1 27.9.2014 Terästyöasteen vaikutus pintakäsittelyssä saatavaan korroosionsuojaan Pintakäsittelymestari Hannu Tarvainen Toimittajalaatuinsinööri Mielikki Härmä Tässä dokumentissa olevien tekstien, kuvien
Kokemuksia hitsausautomaation käyttöönotosta
 Kokemuksia hitsausautomaation käyttöönotosta Savonia-ammattikorkeakoulu 11.05.2004 Automatisoinnin haasteita Kevyet ja väsymiskuormituksen alaiset rakenteet lujat materiaalit varsin monimutkaiset rakenteet
Kokemuksia hitsausautomaation käyttöönotosta Savonia-ammattikorkeakoulu 11.05.2004 Automatisoinnin haasteita Kevyet ja väsymiskuormituksen alaiset rakenteet lujat materiaalit varsin monimutkaiset rakenteet
A.6 Hitsauksen suoritus 1
 Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Hitsauksen teoriaopetus A6 Hitsauksen suorittaminen 1 A.6 Hitsauksen suoritus 1 A.6.1 Hitsausohje, WPS Hitsausohje on asiakirja, jossa yksityiskohtaisesti esitetään tiettyyn hitsaussovellutuksen vaadittavat
Tehokkaammin lujilla teräksillä
 Tehokkaammin lujilla teräksillä SHY Oulu 50v juhlaseminaari Marko Lehtinen welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö 2 Visiomme on 3 Näin
Tehokkaammin lujilla teräksillä SHY Oulu 50v juhlaseminaari Marko Lehtinen welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö 2 Visiomme on 3 Näin
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku
 Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon OHUTLEVY- JA JOUSITUOTEKUMPPANISI
 PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
Laserhitsausta Koneteknologiakeskuksessa
 60-VUOTISJUHLASEMINAARI Laserhitsausta Koneteknologiakeskuksessa IWE Timo Kankala 7.11.2013 Turku Koneteknologiakeskus Turku Oy Moderni teknologiateollisuuden yritysten tarpeita vastaava oppimis- ja kehittämisympäristö,
60-VUOTISJUHLASEMINAARI Laserhitsausta Koneteknologiakeskuksessa IWE Timo Kankala 7.11.2013 Turku Koneteknologiakeskus Turku Oy Moderni teknologiateollisuuden yritysten tarpeita vastaava oppimis- ja kehittämisympäristö,
Seppo Saarela
 Seppo Saarela 040 500 7721 [email protected] Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 [email protected] Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
vakioteräsosat rakmk:n Mukainen suunnittelu
 vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
HITSAUS HARDOX. Hitsaus Hardox
 HITSAUS HARDOX Hitsaus Hardox 1 HITSAA HELPOSTI Hardox-kulutuslevyjen hitsaaminen Hardox -kulutuslevyissä yhdistyvät toisiinsa ainutlaatuinen suorituskyky ja poikkeuksellisen hyvä hitsattavuus. Tätä terästä
HITSAUS HARDOX Hitsaus Hardox 1 HITSAA HELPOSTI Hardox-kulutuslevyjen hitsaaminen Hardox -kulutuslevyissä yhdistyvät toisiinsa ainutlaatuinen suorituskyky ja poikkeuksellisen hyvä hitsattavuus. Tätä terästä
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Tandem-MAG-hitsaus vaaka-asennossa
 Teknillinen tiedekunta LUT Metalli BK10A0400 Kandidaatintyö ja seminaari Tandem-MAG-hitsaus vaaka-asennossa Tandem-MAG-Welding in Horizontal Position Lappeenrannassa 30.3.2009 Jari Tervolin [email protected]
Teknillinen tiedekunta LUT Metalli BK10A0400 Kandidaatintyö ja seminaari Tandem-MAG-hitsaus vaaka-asennossa Tandem-MAG-Welding in Horizontal Position Lappeenrannassa 30.3.2009 Jari Tervolin [email protected]
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
KEMPPI K5 HITSAUSLAITTEET. Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
KEMPPI K5 HITSAUSLAITTEET. MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA
 KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen.
 Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
Pienoisopas. Ruostumattoman teräksen MIG/MAGhitsaukseen. 2 Sisällys. 3 Ruostumaton teräs 4 Ruostumattomien terästen lujuus ja korroosionkestävyys 4 Ruostumattomien terästen hitsaus - käytännön ohjeita
Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen. Kirjallisuusselvitys
 Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2013 Austeniittiset lisäaineet
Kimmo Keltamäki Austeniittiset lisäaineet kulutusterästen hitsaukseen Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2013 Austeniittiset lisäaineet
Tietoa hitsarin takataskuun
 Tietoa hitsarin takataskuun Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. ihkoseen on koottu yleisiin käytetyt
Tietoa hitsarin takataskuun Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. ihkoseen on koottu yleisiin käytetyt
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Annatko otsonin vaarantaa terveytesi?
 3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Eurokoodien mukainen suunnittelu
 RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN
 1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
Raex kulutusterästen hitsaus ja terminen leikkaus
 www.ruukki.fi Raex kulutusterästen hitsaus ja terminen leikkaus KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Sisältö 0 Johdanto 1 Kulumista hyvin kestävät Raex-teräkset 2 Kulutusterästen hitsattavuus 2.1 Kylmähalkeilualttius
www.ruukki.fi Raex kulutusterästen hitsaus ja terminen leikkaus KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Sisältö 0 Johdanto 1 Kulumista hyvin kestävät Raex-teräkset 2 Kulutusterästen hitsattavuus 2.1 Kylmähalkeilualttius
www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Hitsausprosessin valinta Hitsausprosessia valittaessa on huomioitava terästen lämmöntuontirajoitukset ja hitsauksen suoritustapa.
www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Hitsausprosessin valinta Hitsausprosessia valittaessa on huomioitava terästen lämmöntuontirajoitukset ja hitsauksen suoritustapa.
Tietoa hitsarin takataskuun
 Tietoa hitsarin takataskuun XA00153012 Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. Vihkoseen on koottu yleisimmin
Tietoa hitsarin takataskuun XA00153012 Tietoa hitsarin takataskuun -vihkonen on tarkoitettu helpottamaan päivittäistä työskentelyäsi lisäaineiden valinnassa ja hitsaustyössä. Vihkoseen on koottu yleisimmin
Robottien etäohjelmointiprojektin toteutus
 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
HIGH PERFORMANCE WELDING. / CMT Twin, Time, LaserHybrid ja TimeTwin teknologiat.
 HIGH PERFORMANCE WELDING. CMT Twin, Time, LaserHybrid ja TimeTwin teknologiat. 2 Yrityksestä Korkean suorituskyvyn hitsaus 3 Vuodesta 1950 lähtien olemme kehittäneet innovatiivisia kokonaisratkaisuja kaarihitsaukseen
HIGH PERFORMANCE WELDING. CMT Twin, Time, LaserHybrid ja TimeTwin teknologiat. 2 Yrityksestä Korkean suorituskyvyn hitsaus 3 Vuodesta 1950 lähtien olemme kehittäneet innovatiivisia kokonaisratkaisuja kaarihitsaukseen
SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET
 www.ruukki.fi SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Johdanto Raex on erinomaisen kova ja luja kulutusteräs, jota toimitamme karkaistuna nauhalevynä
www.ruukki.fi SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Johdanto Raex on erinomaisen kova ja luja kulutusteräs, jota toimitamme karkaistuna nauhalevynä
SSAB:n ultralujien terästen käyttö ja konepajaprosessit
 Tiina Rissanen SSAB:n ultralujien terästen käyttö ja konepajaprosessit Tekninen raportti Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2011 SSAB:n ultralujien terästen
Tiina Rissanen SSAB:n ultralujien terästen käyttö ja konepajaprosessit Tekninen raportti Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 7/2011 SSAB:n ultralujien terästen
1 31.5.2013 www.ruukki.com Marko Haapala INTERNAL
 1 2 Ruukki lyhyesti Ruukki 3 Ruukki Metals Oulainen Works Rakennukset Harbour & Satamat construction Paineputket RR paalut Tukiseinät Vesilinja RD pora paalut Isohalkaisijaiset putket Kaukolämpöput ket
1 2 Ruukki lyhyesti Ruukki 3 Ruukki Metals Oulainen Works Rakennukset Harbour & Satamat construction Paineputket RR paalut Tukiseinät Vesilinja RD pora paalut Isohalkaisijaiset putket Kaukolämpöput ket
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
FastMig M. Uuden sukupolven työjuhta teollisuuskäyttöön
 FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön Taattua luotettavuutta hitsausteknologian huipulta Ensiluokkaista laatua teolliseen MIG/MAGhitsaukseen
FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön Taattua luotettavuutta hitsausteknologian huipulta Ensiluokkaista laatua teolliseen MIG/MAGhitsaukseen
Pirkka Mellanen Lahden Tasopalvelu Oy
 Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen
 Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen Mallinnus rakenteesta, tuotekortteina kuvatusta sisällöstä ja toteutuksen vuosikellosta Henkilökohtaistamisen ja osaamisen arvioinnin
Oppilaitoksen tarjonta hitsaajan ammattitutkintoon valmistavaan koulutukseen Mallinnus rakenteesta, tuotekortteina kuvatusta sisällöstä ja toteutuksen vuosikellosta Henkilökohtaistamisen ja osaamisen arvioinnin
Hitsaustalous ja tuottavuus
 2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
2 Hitsaustalous ja tuottavuus Juha Lukkari Hitsattavien tuotteiden valmistuksen pitää olla kannattavaa. Hitsauskustannukset kertovat, missä ovat suurimmat kustannuserät ja mihin kannattaa paneutua kustannusten
UUTISET 1 2007 HITSAUS GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE. Hitsausuutiset 40 vuotta. 1, 2, 3... hitsaus. Kuinka QSet toimii.
 1 2007 HITSAUS UUTISET GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE Hitsausuutiset 40 vuotta 1, 2, 3... hitsaus Kuinka QSet toimii. 2 HITSAUSUUTISET NRO 1 2007 Hitsausuutiset täyttää 40 vuotta 1 2007
1 2007 HITSAUS UUTISET GLOBAL SOLUTIONS FOR LOCAL CUSTOMERS EVERYWHERE Hitsausuutiset 40 vuotta 1, 2, 3... hitsaus Kuinka QSet toimii. 2 HITSAUSUUTISET NRO 1 2007 Hitsausuutiset täyttää 40 vuotta 1 2007
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
Tuotantosolun simulointi
 Antti Alonen RFID -Tekniikan soveltaminen tuotantoteollisuudessa -hanke Tuotantosolun simulointi Konetekniikan TKI-yksikkö Tutkimus- ja kehityspalveluja sekä perusopetusta tukevaa toimintaa Toimialueet
Antti Alonen RFID -Tekniikan soveltaminen tuotantoteollisuudessa -hanke Tuotantosolun simulointi Konetekniikan TKI-yksikkö Tutkimus- ja kehityspalveluja sekä perusopetusta tukevaa toimintaa Toimialueet
LISÄMODULI. PSS Ruostumattomat teräkset ja niiden hitsaus
 LISÄMODULI PSS Ruostumattomat teräkset ja niiden hitsaus PSS 1: Ruostumattomat teräkset ja niiden ominaisuudet PSS 1.1: Määritelmä PSS 1.2: Passiivikalvo PSS 1.3: Ruostumattomien terästen merkinnät PSS
LISÄMODULI PSS Ruostumattomat teräkset ja niiden hitsaus PSS 1: Ruostumattomat teräkset ja niiden ominaisuudet PSS 1.1: Määritelmä PSS 1.2: Passiivikalvo PSS 1.3: Ruostumattomien terästen merkinnät PSS
Erikoistuminen ja automaatio teknologiateollisuudessa. Pemamek Oy Ltd Kimmo Ruottu. Sales Director, Scandinavia & Germany
 Erikoistuminen ja automaatio teknologiateollisuudessa Pemamek Oy Ltd Kimmo Ruottu Sales Director, Scandinavia & Germany [email protected] www.pemamek.com 16.9.2014 Pemamek Oy Johtava yritys hitsausautomaatioratkaisuissa,
Erikoistuminen ja automaatio teknologiateollisuudessa Pemamek Oy Ltd Kimmo Ruottu Sales Director, Scandinavia & Germany [email protected] www.pemamek.com 16.9.2014 Pemamek Oy Johtava yritys hitsausautomaatioratkaisuissa,
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
RAHANARVOISTA SUORITUSKYKYÄ
 Hardox wear plate. product is made of genuine This sign confirms that this of SSAB. www.hardox.com Hardox is a registered trademark RAHANARVOISTA SUORITUSKYKYÄ Jos haluat teräsrakenteen, joka on sekä kova,
Hardox wear plate. product is made of genuine This sign confirms that this of SSAB. www.hardox.com Hardox is a registered trademark RAHANARVOISTA SUORITUSKYKYÄ Jos haluat teräsrakenteen, joka on sekä kova,
SBKL-KIINNITYSLEVYT EuroKoodIEN mukainen SuuNNITTELu
 SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
2.2 RAKENNETERÄSTUOTTEET
 2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
3/2005. Maailman kestävin hitsi s. 3. Maailman tuottoisin hitsi s. 5. Maailman lujin hitsi s. 6. Uusia ruostumattomia asentopuikkoja s.
 3/2005 Maailman kestävin hitsi s. 3 Maailman tuottoisin hitsi s. 5 Maailman lujin hitsi s. 6 Uusia ruostumattomia asentopuikkoja s. 18 Hitsausuutiset 3/2005 1 Profi t from Productivity HITSAUSUUTISET Nro
3/2005 Maailman kestävin hitsi s. 3 Maailman tuottoisin hitsi s. 5 Maailman lujin hitsi s. 6 Uusia ruostumattomia asentopuikkoja s. 18 Hitsausuutiset 3/2005 1 Profi t from Productivity HITSAUSUUTISET Nro
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
WAMETA MINIMIG 180 SYNERGIC
 WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
OK AristoRod 12.50 -langalla
 HITSAUS = Helvetica Neue 87 Heavy Condensed 137 pt tracking: -10 UUTISET= Helvetica Neue 87 Heavy Condensed 37 pt tracking: -22 3 2011 STRENGTh THROUGH COOPERATION Ponsse hitsaa OK AristoRod 12.50 -langalla
HITSAUS = Helvetica Neue 87 Heavy Condensed 137 pt tracking: -10 UUTISET= Helvetica Neue 87 Heavy Condensed 37 pt tracking: -22 3 2011 STRENGTh THROUGH COOPERATION Ponsse hitsaa OK AristoRod 12.50 -langalla
Koska tämä on vuoden 2005 ensimmäinen
 1/2005 Ammutaanhan hevosiakin... s. 3 Alas, alas kustannukset! s. 8 Kestääkö Duplex lämpöä? s. 12 Mitä on 3.1.B-todistuksessa? s. 14 Alumiinilanka ja uudet nimet s. 16 Uusia tuulia ESABin organisaatiossa
1/2005 Ammutaanhan hevosiakin... s. 3 Alas, alas kustannukset! s. 8 Kestääkö Duplex lämpöä? s. 12 Mitä on 3.1.B-todistuksessa? s. 14 Alumiinilanka ja uudet nimet s. 16 Uusia tuulia ESABin organisaatiossa
Puikkojen oikea valinta
 Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : [email protected] Puikkohitsauksessa
Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : [email protected] Puikkohitsauksessa
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
Anne-Maria Peitsalo, 14.3.2012
 MATERIAALI TEHOKKUUS TUTKIMUS CASE KIDEX Anne-Maria Peitsalo, 14.3.2012 MARTELA LYHYESTI Martela Oyj on työympäristöjen ja julkitilojen muutosten toteuttaja. Martelan sisustusratkaisut tukevat asiakkaan
MATERIAALI TEHOKKUUS TUTKIMUS CASE KIDEX Anne-Maria Peitsalo, 14.3.2012 MARTELA LYHYESTI Martela Oyj on työympäristöjen ja julkitilojen muutosten toteuttaja. Martelan sisustusratkaisut tukevat asiakkaan
Hitsaustuotanto haltuun globaalisti. Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.
 Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys [email protected].
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys [email protected] Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys [email protected] Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen