Robottien etäohjelmointiprojektin toteutus
|
|
|
- Hilja Jurkka
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja

2 Esitelmän sisältö Mikä on off-line ohjelmointijärjestelmä eli OLP Onnistuneen projektin edellytykset Hankinnan perusteet vs. saavutettavat hyödyt Tekniset edellytykset Toimituskokonaisuus Projektin toteuttamisen eri vaiheet Suunnitelu Käyttöönotto Projektiorganisaatio Miten OLP-järjestelmä muuttaa yrityksen toimintamallia tapauksia tien varrelta

3 Mikä on off-lineohjelmointijärjestelmä eli OLP? 1/3 robottien tai NCkoneiden ohjelmointi ja ohjelmien testaus etukäteen tuotannon ulkopuolella olevalla PC:llä CAD in ja valmistuksen välissä CAD OLP TUOTANTO

4 Mikä on OLP?...se on CAM 2/3 erimerkkiset CAD-järjestelmät erimerkkiset robotit



5 Mikä on OLP? Robotti ja NC-kone 3/3

6 Onnistuneen projektin edellytykset ja taloudelliset perusteet

7 Onnistuneen projektin edellytykset Ohjelmistohankinnalle on perusteet asiakasohjautuva tuotanto > varioituvat tuotteet toimitusvarmuus on yritykselle kriittinen tekijä laadun ylläpitäminen Toimittaja kykenee ottamaan ohjelmiston käyttöön asiakkaan sovellukselle (prosessikokemus) Asiakas sitoutuu ohjelmiston hankintaan ja käyttöönottoon projektille osoitetaan yrityksen sisältä vastuullinen vetäjä ohjelmiston käyttäjiksi koulutetaan sekä pääohjelmoija että hänelle vähintään yksi varahenkilö sekä koulutetaan CAD-yhdyshenkilö (tuotekehityksen sitouttaminen) TUKI: yhteistyö jatkuu käyttöönoton jälkeen!
 TUKI: yhteistyö jatkuu")
8 Hankinnan perusteet vs. saavutettavat hyödyt Perusteet Saavutetut hyödyt Sarjat ovat pienet ja tuotanto asiakasohjautuvaa Tuotteiden myöhästyminen on kriittinen tekijä Työvoiman saatavuus on ongelma ja toisaalta robotti-investointi kannattamaton (pienet sarjat)! Ohjelmointi lattialla on vaikeaa, hidasta tai vaarallista Nollasarjat: halutun laadun saavuttaminen maksaa Laadun ylläpitäminen riippuu robottioperaattorista Tuotteen muutos ei aiheuta robotin seisottamista ohjelmoinnin ajaksi Robottien ohjelmointi tapahtuu etukäteen > nopea Ramp-Up Opettamalla ohjelmoitava robotti on kannattamaton: sen käyttösuhdetta heikentää toistuva ohjelmointi Isot kappaleet, ahtaat tilat, suuret pinnat tai vaaralliset olosuhteet ja suuri hitsimäärä Laadun saavuttamiseksi ei tarvita koekappaleita Ei riipu robottioperaattorista

9 Tekniset edellytykset Laitteet ja varusteet: PC: Windows 2000 tai XP, joka on varustettu muistia vähintään 512 MB keskusyksikkö vähintään 600 MHz 3D näytönohjain, Open GL miellään 3D CAD-ohjelmisto (ei vällttämätön alihankkijalle) tietoliikenneyhteydet robotti on varustettu tiedonsiirto-ohjelmistolla soluohjaimella tai massamuistiohjelmalla robottiohjelmien tallenntamiseksi railonseurannalla ja haulla (kaarihitsaus) kalibrointipiikillä
")
10 Tekniset edellytykset Asennustyöt; ulkopuoliset palvelut Robotti, sen oheislaitteet ja ulkopuoliset radat on asennettu normaalia huolellisuutta noudattaen Suurten asemien kalibrointi vaatii ulkopuolisen mittauslaitteen, jos asennustyö tehty huolimattomasti > esim. Leica Laser Tracker

11 Saavutetut hyödyt $ Nopea Ramp-up $ seisokki keskimäärin 1/10 osaan $ tuotteen arvoa lisäämättömien työvaiheiden karsiminen; 40 h online 3 h prototuotannon karsiminen $ parantunut tasainen laatu: Robot IGRIP vapaan langan pituuden vakiointi ja poltinkulman muutosten esto 40 h offline

12 Nopea ramp-up suomeksi: tuotannon nopea ylösajo OLP 100% $ Robotti opetetaan tuotannossa, jona aikana tuotanto seisoo. t 2 t t 0 t 1 Suunnittelu Valmistus 12

13 Toimituskokonaisuus
14 Ohjelmoinnin vaatimuksia Tuotemallien helppo kiinnitettävyys jigeihin ja käsittelylaitteisiin Robotin paikoituspisteiden ( hitsien ja hakujen ) helppo ja nopea luonti Käyttäjäkoordinaatistojen helppo käyttö Käytettävän polttimen ja työkalupisteen helppo käyttö Prosessiparametrien joustava määrittely ( nopeudet, liiketyypit, hitsausparametrit / -aloitus ja - lopetustaulukot... ) Aliohjelmakutsujen helppo käytettävyys ( hakurutiinit, putsari, langankatkaisu, IO-liikenne... ) Ohjelman automaattinen kirjoitus Automaattinen törmäystarkastelu Virheetön ohjelman siirto robotille Robottiasemakohtaiset ohjelmointityökalut
 Aliohjelmakutsujen helppo käytettävyys ( hakurutiinit, putsari, langankatkaisu, IO-liikenne.")


15 Off-line ohjelmointijärjestelmä Kalibroitu robottisolun simulointimalli Robottiasemakohtaiset ohjelmointityökalut (makrot)



16 Hitsausasema ja tuotemalli Hitsausaseman lataus Hitsattavan tuotteen lataus Tuotteen kiinnitys valittuun jigiin automaattisesti topparien avulla tai vakiokiinnityskohtaan



17 Hitsit ja hitsiryhmät Hitsien piirrepohjainen luonti Hitsiryhmien kopiointi, peilaus ja siirto, automaattinen ulkoisten akselien uudelleenlaskenta



18 Haut ja robotin käsittely Hakupisteiden automaattinen luonti valitun menetelmän perusteella Tuoterakenteeseen perustuva automaattihaku; ulko- ja sisänurkan tunnistus Hakujen liittäminen hitseihin Ulkoisten akselien ja hakuasennon hallinta Robotin manuaali-ajo, ohjauspaneeli


19 Ohjelmointi ja simulointi Prosessiparametrien määritys ( liiketyypit, nopeudet, hitsausparametrit/ aloitus- ja lopetustaulukko Automaattinen simulointiohjelman luonti Robottiohjelman simulointityökalut Törmäystarkastelu


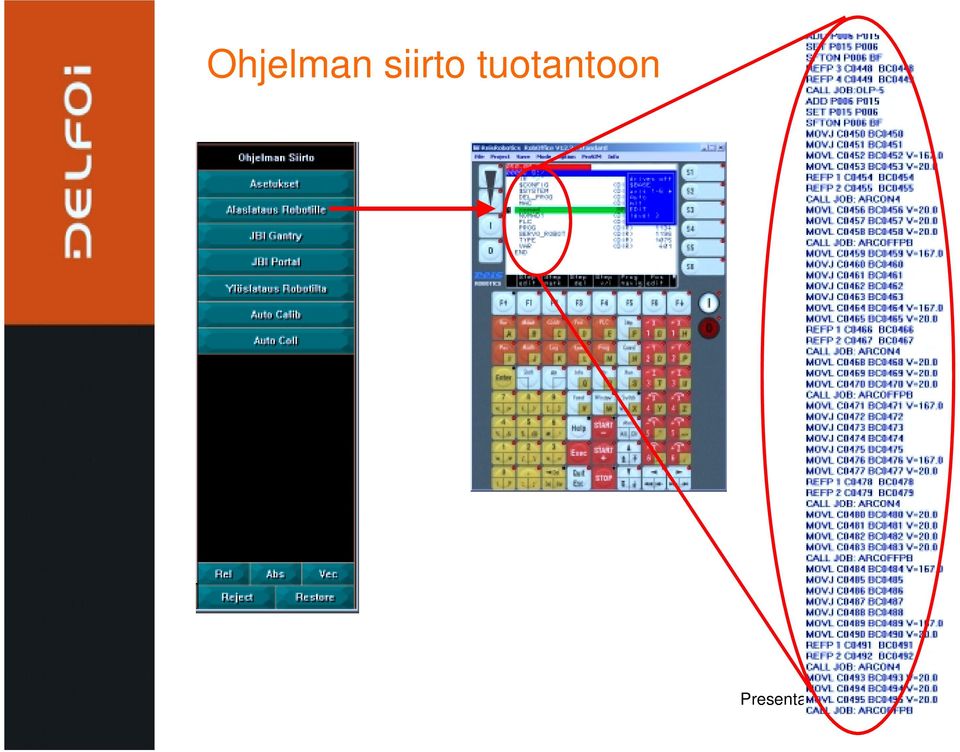
20 Ohjelman siirto tuotantoon
21 Ari Lylynoja Delfoi Hitsausrobotin ohjelmointi
22 Ohjelmoinnin vaiheet 1. Ladataan hitsausaseman malli 2. Ladataan kiinnitin ja tuote hitsausaseman simulointimalliin 3. Tehdään hitsiradat parametrisesti valmiita hitsityyppejä käyttäen 4. Määritetään hitsausjärjestys, jonka perusteella tehdään hitsausohjelma robotille 5. Ajetaan ohjelma ( ottaa huomioon törmäykset, nivelrajat, kiihtyvyys- ja nopeusrajat, singulariteetit ) 6. Käännetään ohjelma robottikohtaiselle kielelle ja siirretään tuotantorobotille
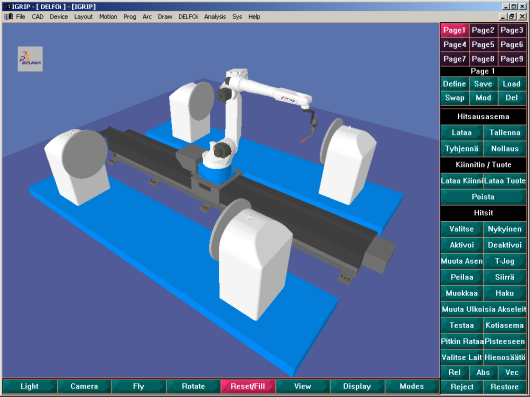
23 1) Hitsausasema

24 2) Kiinnitin ja tuote
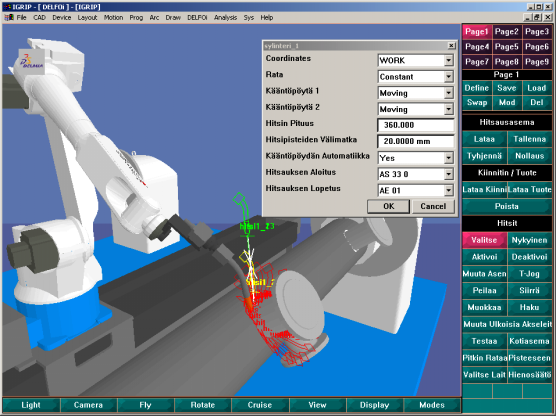
25 3) Hitsit
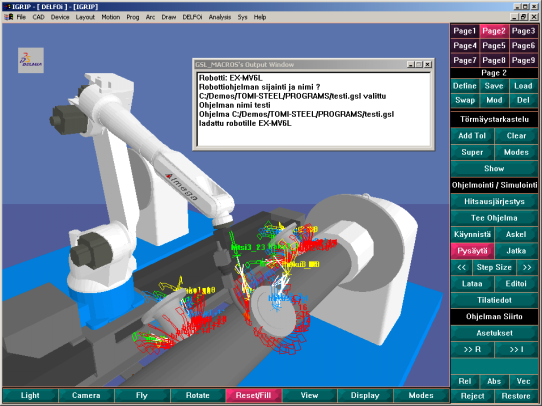
26 4) Ohjelmointi

27 5) Ohjelman ajo
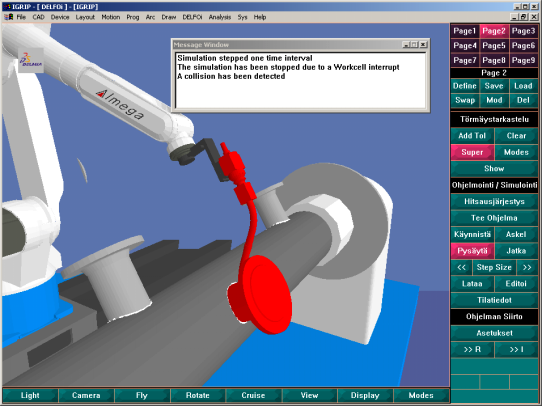
28 5) Törmäystarkastelu

29 6) Ohjelman siirto tuotantoon
30 Projektin toteuttamisen eri vaiheet - suunnittelu - käyttöönotto ja - koulutus
31 vaihe 1. Suunnittelu, uusi solu Tuote ja menetelmäanalyysi Hitsattavan tuotteen ja hitsityyppien sekä nykyisen valmistusmenetelmän läpikäyminen asiakkaan kanssa Robottisolun malli (lay-out): tuotemalli > solun malli Tehdään tarkka simulointimalli lähtien liikkeelle tuotteista, jotka solussa tullaan hitsaamaan Ulottuvuustarkastelu Törmäystarkastelut Valitaan toimilaitteiden tyypit ja dimensiot, liikealueet > Tiedot Asiakkaalle/Tiedot Robottitoimittajalle Huom. analogia: solusuunnittelu vs. tuotesuunnittelu - ensin malli sitten toteutus
32 vaihe 2. Käyttöönotto, uusi solu Suunnitellaan valmistusmenetelmän mukaiset makrot Makrojen testaus ja tarkastus Asiakkaan kanssa Robottisolun kalibrointi!!! TÄRKEÄ TYÖVAIHE!!! esimerkkiohjelmat, ohjelmien siirto tuotantoon hyväksyttämistesti
33 Koulutus, 4 henkilöä (1. malli) Projektipäällikkö, 1 hlö vastaa ohjelmiston vastaanotosta ja käyttöönotosta yrityksessä vastaa aikataulunseurannasta yrityksen sisällä vastaa ohjelmoijaresursseista hallitsee ohjelmiston käytön Ohjelmoija, 2 hlöä (vähintään), toinen pääkäyttäjä molemmat hallitsevat ohjelmiston käytön, toinen päätoiminen osaavat valmistusprosessin, mieluiten robottioperaattoreita tai valmistuksesta valittuja jatkokoulutukseen CAD yhdyshenkilö, 1 hlö vastaa valmistuksen tarpeiden välittämisestä tuotekehitykselle ja päinvastoin hallitsee ohjelmiston käytön pääpiirteet, kuten CAD-tiedonsiirron, ulottuvuus- ja törmäystarkastelun, kiinnitinsimuloinnin
34 Ohjelmoijien roolit Pääohjelmoija, 1 hlö, pääkäyttäjänä aluksi valmistusprosessin osaava, esim. kokenut robottihitsaaja vastaa ohjelmoijaresursseista hallitsee ohjelmiston käytön kykene tarvittaessa kouluttamaan itselleen varamiehen toimii myös CAD-yhdyshenkilönä Varaohjelmoija, 1 hlö (vähintään) pääkäyttäjän varamiehenä aluksi > myöhemmin käyttäjä osaa valmistusprosessin, mieluiten robottioperaattoreita tai valmistuksesta valittuja jatkokoulutukseen
35 Miten OLP muuttaa hitsauksen suunnittelua ja tuotantoa
36 Perinteinen tapa toimia Nykytilanne: tuotekehitys toimii erillään valmistuksesta CAD Tuoteprojektiryhmä kokoontuu, mutta siltä puuttuu varsinaiset työkalut tuotteen ja sen valmistuksen rinnakkaisesta suunnittelusta Valmistus saa tehtävän valmistaa tuotetta, kun se on loppuun asti suunniteltu!... ja tämän jälkeen muutokset maksavat! TUOTANTO
37 Miten OLP-järjestelmä muuttaa yrityksen toimintamallia? CAD suunnittelija saa tietoa tuoteen valmistettavuudesta etukäteen onko joku kappaleen osa valmistettavissa valitulla robotilla, tarvitaanko konstruktioon muutoksia OLP in käyttäjä saa tuotemallin käyttöönsä hyvissä ajoin ja voi aloittaa robotin ohjelmoinnin uudelle tuotteelle etukäteen CAD OLP Tuotanto käynnistyy ajoissa, konstruktiovirheet havaitaan etukäteen tuoteen vaihtuminen ei tarkoita robotin pysäyttämistä! hyväksyttävän laadun saavuttamiseksi ei tarvita koekappaleita TUOTANTO Tuotanto
38 Yhteenveto
39 Muistakaa! Tehkää (teetättäkää) simulointimalli ennen, kuin kone on pultattu lattiaan Muodostakaa joukkue, jossa on pelaajia suunnittelusta aina hitsareihin asti, huom. hitsareita ei saa jättää rannalle! Ohjelmisto on kuitenkin vain aputyökalu ihmiset ovat avainsasemassa Vaatikaa toimittajalta käyttöönotto, jossa ohjelmiston toiminta testataan
40 LISÄTIETOJA Heikki Aalto GSM:
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla. Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia
 Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku
 Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Hitsauksen kevytmekanisoinnilla voidaan saavuttaa melko pienin kustannuksin monia etuja. Suurimmat hyödyt voidaan jaotella seuraavasti:
 HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
Koneenrakennuksen ja talonrakennuksen digitaalisten tuoteprosessien vertailu. Seminaariesitelmä 30.3.2011, Tampere
 Koneenrakennuksen ja talonrakennuksen digitaalisten tuoteprosessien vertailu Seminaariesitelmä 30.3.2011, Tampere WinWind Oy Normet Oy Tuotteita joiden suunnittelussa hyödynnetään digitaalista tuoteprosessia
Koneenrakennuksen ja talonrakennuksen digitaalisten tuoteprosessien vertailu Seminaariesitelmä 30.3.2011, Tampere WinWind Oy Normet Oy Tuotteita joiden suunnittelussa hyödynnetään digitaalista tuoteprosessia
Esityksen sisältö. 1. Delfoi lyhyesti 2. Valmistuksen suunnittelu ja etäohjelmointi 3. Lyhyt ohjelmiston esittely. Confidential 2009 Delfoi
 Robottien etäohjelmointi - Suunnittelusta valmistukseen Robotiikan ja CNC-työstön esittelypäivä 25.2.2010, Kokkola Juha Kytöharju Delfoi Oy Esityksen sisältö 1. Delfoi lyhyesti 2. Valmistuksen suunnittelu
Robottien etäohjelmointi - Suunnittelusta valmistukseen Robotiikan ja CNC-työstön esittelypäivä 25.2.2010, Kokkola Juha Kytöharju Delfoi Oy Esityksen sisältö 1. Delfoi lyhyesti 2. Valmistuksen suunnittelu
 Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Toimittajavaatimukset. Kalle Luojus 10.2.2015
 Toimittajavaatimukset Kalle Luojus 10.2.2015 2 Date Author Title INTERNAL 3 Date Author Title INTERNAL 4 Date Author Title Toimittajavaatimukset INTERNAL 1. On asiakkaan valitsema ja/tai hyväksymä 2. ISO/TS
Toimittajavaatimukset Kalle Luojus 10.2.2015 2 Date Author Title INTERNAL 3 Date Author Title INTERNAL 4 Date Author Title Toimittajavaatimukset INTERNAL 1. On asiakkaan valitsema ja/tai hyväksymä 2. ISO/TS
Liikkuva työ pilotin julkinen raportti 30.06.2014
 Liikkuva työ pilotin julkinen raportti 30.06.2014 2 / 9 Green ICT pilotin raportti SISÄLLYSLUETTELO 1. Tiivistelmä koekäytöstä... 3 2. Toteutus... 4 2.1.Tavoite... 4 2.2.Mobiilisovellus... 4 2.3.Käyttöönotto...
Liikkuva työ pilotin julkinen raportti 30.06.2014 2 / 9 Green ICT pilotin raportti SISÄLLYSLUETTELO 1. Tiivistelmä koekäytöstä... 3 2. Toteutus... 4 2.1.Tavoite... 4 2.2.Mobiilisovellus... 4 2.3.Käyttöönotto...
Teemat. Vaativien säätösovellusten käyttövarmuus automaation elinkaarimallin näkökulmasta. 3.11.2005 Tampere. Vaativat säätösovellukset
 PROGNOS vuosiseminaari Kymenlaakson ammattikorkeakoulu Lappeenrannan teknillinen yliopisto Vaativien säätösovellusten käyttövarmuus automaation elinkaarimallin näkökulmasta Tampere Teemat Vaativat säätösovellukset
PROGNOS vuosiseminaari Kymenlaakson ammattikorkeakoulu Lappeenrannan teknillinen yliopisto Vaativien säätösovellusten käyttövarmuus automaation elinkaarimallin näkökulmasta Tampere Teemat Vaativat säätösovellukset
Kokemuksia hitsausautomaation käyttöönotosta
 Kokemuksia hitsausautomaation käyttöönotosta Savonia-ammattikorkeakoulu 11.05.2004 Automatisoinnin haasteita Kevyet ja väsymiskuormituksen alaiset rakenteet lujat materiaalit varsin monimutkaiset rakenteet
Kokemuksia hitsausautomaation käyttöönotosta Savonia-ammattikorkeakoulu 11.05.2004 Automatisoinnin haasteita Kevyet ja väsymiskuormituksen alaiset rakenteet lujat materiaalit varsin monimutkaiset rakenteet
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA. Kemppi K5 Hitsauslaitteet. KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta
 KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
Tuotemallintamisohjeet 2006. Rakennetyyppitietokannan prototyyppi
 Tuotemallintamisohjeet 2006 Rakennetyyppitietokannan prototyyppi Hannu Penttilä Sampsa Nissinen Tuotemallintaminen rakentamisessa piirustus- ja dokumenttikeskeinen rakentaminen muuttuu vähitellen v tuotemallikeskeiseksi,,
Tuotemallintamisohjeet 2006 Rakennetyyppitietokannan prototyyppi Hannu Penttilä Sampsa Nissinen Tuotemallintaminen rakentamisessa piirustus- ja dokumenttikeskeinen rakentaminen muuttuu vähitellen v tuotemallikeskeiseksi,,
Erikoistuminen ja automaatio teknologiateollisuudessa. Pemamek Oy Ltd Kimmo Ruottu. Sales Director, Scandinavia & Germany
 Erikoistuminen ja automaatio teknologiateollisuudessa Pemamek Oy Ltd Kimmo Ruottu Sales Director, Scandinavia & Germany kimmo.ruottu@pemamek.com www.pemamek.com 16.9.2014 Pemamek Oy Johtava yritys hitsausautomaatioratkaisuissa,
Erikoistuminen ja automaatio teknologiateollisuudessa Pemamek Oy Ltd Kimmo Ruottu Sales Director, Scandinavia & Germany kimmo.ruottu@pemamek.com www.pemamek.com 16.9.2014 Pemamek Oy Johtava yritys hitsausautomaatioratkaisuissa,
1 Muutokset piirilevylle
 1 Muutokset piirilevylle Seuraavat muutokset täytyvät olla piirilevylle tehtynä, jotta tätä käyttöohjetta voidaan käyttää. Jumppereiden JP5, JP6, JP7, sekä JP8 ja C201 väliltä puuttuvat signaalivedot on
1 Muutokset piirilevylle Seuraavat muutokset täytyvät olla piirilevylle tehtynä, jotta tätä käyttöohjetta voidaan käyttää. Jumppereiden JP5, JP6, JP7, sekä JP8 ja C201 väliltä puuttuvat signaalivedot on
LaserWorkShop 2006. ProMetal. Ohutlevytuotteen lasertyöstö: suunnittelu ja sovellukset 03.04.2006 Jari Tirkkonen
 LaserWorkShop 2006 ProMetal Ohutlevytuotteen lasertyöstö: suunnittelu ja sovellukset 03.04.2006 Jari Tirkkonen ProMetal -projekti Hankkeen tarkoitus: Metallituoteteollisuuden kehityksen edistäminen ja
LaserWorkShop 2006 ProMetal Ohutlevytuotteen lasertyöstö: suunnittelu ja sovellukset 03.04.2006 Jari Tirkkonen ProMetal -projekti Hankkeen tarkoitus: Metallituoteteollisuuden kehityksen edistäminen ja
EN 1090 kokemuksia kentältä
 EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
EN 1090 kokemuksia kentältä Mitä kaikkea vaatii? (vaatinut ) Tuotannolle (työohjeita) Toimihenkilöille (lomakkeita) Yritykselle (uusi toimintatapa) Paljonko tähän kaikkeen menee aikaa? Mitä siis konepajoissa
Pirkka Mellanen Lahden Tasopalvelu Oy
 Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
Pirkka Mellanen Lahtelainen, vuonna 1998 toimintansa aloittanut, teräsrakenteisiin erikoistunut metallialan yritys. Henkilökuntaa n. 40hlö Asiakkaita pääasiassa rakennusliikkeet. Sertifionti SFS-EN 1090-2
11/24/2011. MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen
 MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
Digitaalinen valmistus. Teknologiademot on the Road
 Digitaalinen valmistus Teknologiademot on the Road 29.11.2016 CAM, Computer-aided Manufacturing Koneistus: 3D-mallin käyttö työstökoneiden ohjelmoinnissa (CAM) Ohjelmistoja käytetään erilaisten työstökeskusten
Digitaalinen valmistus Teknologiademot on the Road 29.11.2016 CAM, Computer-aided Manufacturing Koneistus: 3D-mallin käyttö työstökoneiden ohjelmoinnissa (CAM) Ohjelmistoja käytetään erilaisten työstökeskusten
Hitsauksen automatisointimahdollisuuksien huomiointi
 Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
9. Luento: Ohjelmistotyö. Tommi Mikkonen, tommi.mikkonen@tut.fi
 9. Luento: Ohjelmistotyö Tommi Mikkonen, tommi.mikkonen@tut.fi Agenda Johdanto Ristikäännös Testaus ja virheen jäljitys Yleensä Kehitysympäristössä Käyttöympäristössä Laitteiston testaus Iteratiivisesta
9. Luento: Ohjelmistotyö Tommi Mikkonen, tommi.mikkonen@tut.fi Agenda Johdanto Ristikäännös Testaus ja virheen jäljitys Yleensä Kehitysympäristössä Käyttöympäristössä Laitteiston testaus Iteratiivisesta
HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS Lappeenrannassa 14.5.2010
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS Lappeenrannassa 14.5.2010
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
A7 TIG Orbital System 300
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
Automaattinen regressiotestaus ilman testitapauksia. Pekka Aho, VTT Matias Suarez, F-Secure
 Automaattinen regressiotestaus ilman testitapauksia Pekka Aho, VTT Matias Suarez, F-Secure 2 Mitä on regressiotestaus ja miksi sitä tehdään? Kun ohjelmistoon tehdään muutoksia kehityksen tai ylläpidon
Automaattinen regressiotestaus ilman testitapauksia Pekka Aho, VTT Matias Suarez, F-Secure 2 Mitä on regressiotestaus ja miksi sitä tehdään? Kun ohjelmistoon tehdään muutoksia kehityksen tai ylläpidon
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet tuotesuunnittelussa
 www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
S11-09 Control System for an. Autonomous Household Robot Platform
 S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
S11-09 Control System for an Autonomous Household Robot Platform Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Quang Doan Lauri T. Mäkelä 1 Kuvaus Projektin tavoitteena on
Miten piensarjatuotantoon saadaan joustavuutta?
 Miten piensarjatuotantoon saadaan joustavuutta? Jyrki Latokartano, Tampereen teknillinen yliopisto Modernin robottitekniikan mahdollisuudet tuotannossa SeAMK 4.4.2017 kello 12.30-16.00 Miten piensarjatuotantoon
Miten piensarjatuotantoon saadaan joustavuutta? Jyrki Latokartano, Tampereen teknillinen yliopisto Modernin robottitekniikan mahdollisuudet tuotannossa SeAMK 4.4.2017 kello 12.30-16.00 Miten piensarjatuotantoon
Helppokäyttöistä ja joustavaa robotiikkaa
 Helppokäyttöistä ja joustavaa robotiikkaa Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Takeoff! Seminaari, Savonia, Kuopio Jyrki Latokartano - Takeoff! Robottiautomaation
Helppokäyttöistä ja joustavaa robotiikkaa Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Takeoff! Seminaari, Savonia, Kuopio Jyrki Latokartano - Takeoff! Robottiautomaation
Väyläliitännät Linkkirakenne DDL DDL-X-Tool. Luetteloesite
 Väyläliitännät Linkkirakenne DDL Luetteloesite 2 Väyläliitännät Linkkirakenne DDL V-muotoilu, Lisävarusteena saatava työkalu DDL-komponenttien käyttöönoton helpottamiseksi 3 Väyläliitännät Linkkirakenne
Väyläliitännät Linkkirakenne DDL Luetteloesite 2 Väyläliitännät Linkkirakenne DDL V-muotoilu, Lisävarusteena saatava työkalu DDL-komponenttien käyttöönoton helpottamiseksi 3 Väyläliitännät Linkkirakenne
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Hyvinvointiteknologiaan painottuva koulutusohjelma- /osaamisalakokeilu TUTKINNON PERUSTEET KOKEILUA VARTEN
 Hyvinvointiteknologiaan painottuva koulutusohjelma- /osaamisalakokeilu TUTKINNON PERUSTEET KOKEILUA VARTEN Hyvinvointiteknologian koulutuskokeilujen yhteistyöpäivä 26.9.2014 Voimarinne, Sastamalan Karkku
Hyvinvointiteknologiaan painottuva koulutusohjelma- /osaamisalakokeilu TUTKINNON PERUSTEET KOKEILUA VARTEN Hyvinvointiteknologian koulutuskokeilujen yhteistyöpäivä 26.9.2014 Voimarinne, Sastamalan Karkku
Maventa Connector Käyttöohje
 Maventa Connector Käyttöohje 17.4.2015 Sisällys 1. Esittely... 2 1.1. Käytön edellytykset... 2 1.2. Tuetut aineistomuodot... 2 2. Asennustiedosto... 3 2.1. Sisäänkirjautuminen... 7 3. Asetuksien määrittäminen...
Maventa Connector Käyttöohje 17.4.2015 Sisällys 1. Esittely... 2 1.1. Käytön edellytykset... 2 1.2. Tuetut aineistomuodot... 2 2. Asennustiedosto... 3 2.1. Sisäänkirjautuminen... 7 3. Asetuksien määrittäminen...
Miten oppilaitokset luovat puitteet hyvälle keskinäiselle yhteistyölle ja verkostoitumiselle yritysten kanssa?
 Miten oppilaitokset luovat puitteet hyvälle keskinäiselle yhteistyölle ja verkostoitumiselle yritysten kanssa? Insinöörikoulutus Aikuiskoulutus, täydennyskoulutus TKI-hanketoiminta Tutkimus- ja yrityspalvelutoiminta
Miten oppilaitokset luovat puitteet hyvälle keskinäiselle yhteistyölle ja verkostoitumiselle yritysten kanssa? Insinöörikoulutus Aikuiskoulutus, täydennyskoulutus TKI-hanketoiminta Tutkimus- ja yrityspalvelutoiminta
VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS
 MASINA loppuseminaari 14.5.2008 Tampere talo Timo Malm VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS PUOLIAUTOMAATIORATKAISUT IHMINEN KONE JÄRJESTELMISSÄ (PATRA) Kesto: 5/2006 12/2007 Resurssit: n. 39 htkk;
MASINA loppuseminaari 14.5.2008 Tampere talo Timo Malm VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS PUOLIAUTOMAATIORATKAISUT IHMINEN KONE JÄRJESTELMISSÄ (PATRA) Kesto: 5/2006 12/2007 Resurssit: n. 39 htkk;
WGS - Quick-Lock-pikavaihtojärjestelmä
 B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
Elektroniikkalajin semifinaalitehtävien kuvaukset
 Elektroniikkalajin semifinaalitehtävien kuvaukset Kilpailija rakentaa ja testaa mikrokontrollerilla ohjattavaa jännitereferenssiä hyödyntävän sovelluksen. Toteutus koostuu useasta elektroniikkamoduulista.
Elektroniikkalajin semifinaalitehtävien kuvaukset Kilpailija rakentaa ja testaa mikrokontrollerilla ohjattavaa jännitereferenssiä hyödyntävän sovelluksen. Toteutus koostuu useasta elektroniikkamoduulista.
Antimikrobiaaliset jauhemaalit - case Abloy
 Antimikrobiaaliset jauhemaalit - case Abloy Harry Kouri Helsinki 10.09.2014 Teknos jauhemaalin valmistajana Jauhemaalien markkinointi aloitettiin 60-luvun lopussa ja valmistus 70-luvun alussa yhteistyössä
Antimikrobiaaliset jauhemaalit - case Abloy Harry Kouri Helsinki 10.09.2014 Teknos jauhemaalin valmistajana Jauhemaalien markkinointi aloitettiin 60-luvun lopussa ja valmistus 70-luvun alussa yhteistyössä
KONE: FANUC HITSAUSROBOTTISOLU
 KONE: FANUC HITSAUSROBOTTISOLU Valmistusvuosi: 2009 HITSAUS Fanuc-teollisuushitsausrobotti M-10iA (ARC Mate 100iC) Teknisiä tietoja: - vapausasteita 6 kpl - kappaleenkäsittelykyky 6 kg - toistotarkkuus
KONE: FANUC HITSAUSROBOTTISOLU Valmistusvuosi: 2009 HITSAUS Fanuc-teollisuushitsausrobotti M-10iA (ARC Mate 100iC) Teknisiä tietoja: - vapausasteita 6 kpl - kappaleenkäsittelykyky 6 kg - toistotarkkuus
Teemu Rantala, ABB Oy, Robotics YuMi - Robotti ja ihminen yhdessä
 Teemu Rantala, ABB Oy, Robotics YuMi - Robotti ja ihminen yhdessä 3.11.2016 YuMi - Robotti ja ihminen yhdessä Digitalisaatio ja robotiikka teollisuudessa ABB Oy, Robotics YuMi-yhteistyörobotti Sovelluskohteita
Teemu Rantala, ABB Oy, Robotics YuMi - Robotti ja ihminen yhdessä 3.11.2016 YuMi - Robotti ja ihminen yhdessä Digitalisaatio ja robotiikka teollisuudessa ABB Oy, Robotics YuMi-yhteistyörobotti Sovelluskohteita
Virtuoosi POS-järjestelmien joukossa
 Virtuoosi POS-järjestelmien joukossa Menestyvä liiketoiminta muistuttaa monin osin huippuunsa viritettyä orkesteria jossa eri osien sopusuhtainen vuorovaikutus ja integrointi luovat sykähdyttävän esityksen.
Virtuoosi POS-järjestelmien joukossa Menestyvä liiketoiminta muistuttaa monin osin huippuunsa viritettyä orkesteria jossa eri osien sopusuhtainen vuorovaikutus ja integrointi luovat sykähdyttävän esityksen.
GSRELE ohjeet. Yleistä
 GSRELE ohjeet Yleistä GSM rele ohjaa Nokia 3310 puhelimen avulla releitä, mittaa lämpötilaa, tekee etähälytyksiä GSM-verkon avulla. Kauko-ohjauspuhelin voi olla mikä malli tahansa tai tavallinen lankapuhelin.
GSRELE ohjeet Yleistä GSM rele ohjaa Nokia 3310 puhelimen avulla releitä, mittaa lämpötilaa, tekee etähälytyksiä GSM-verkon avulla. Kauko-ohjauspuhelin voi olla mikä malli tahansa tai tavallinen lankapuhelin.
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Digiajan menestyksekäs toimitusketju / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab
 Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Etelä Digiajan menestyksekäs toimitusketju 24.10.2018 / Expak Materiaalivirtojen ohjaus ja optimointi Caset - Vilpe Oy, Airam Electric Oy Ab Expak Systems Oy Tommi Hyyrynen WWW.EXPAK.FI Suomen Osto- ja
Digitaalinen ratkaisu hitsausprosessien automatisointiin. Robottiintegrointi
 Digitaalinen ratkaisu hitsausprosessien automatisointiin Robottiintegrointi Integrointiratkaisu MIG, TIG ja hitsausprosessien automatiso Migatronic on yksi Euroopan johtavista hitsausratkaisujen kehittäjistä
Digitaalinen ratkaisu hitsausprosessien automatisointiin Robottiintegrointi Integrointiratkaisu MIG, TIG ja hitsausprosessien automatiso Migatronic on yksi Euroopan johtavista hitsausratkaisujen kehittäjistä
ADE Oy Hämeen valtatie 144 20540 TURKU. Tuotekonfigurointi. ADE Oy Ly Tunnus: 1626957-3
 Tuotekonfigurointi ADE Oy lyhyesti Asiakkaiden tarpeisiin suunnattua innovatiivista ja toimivaa ohjelmisto- ja 3d animaatiopalvelua. Ade Oy on toteuttanut vuodesta 2000 alkaen haastavaa interaktiivista
Tuotekonfigurointi ADE Oy lyhyesti Asiakkaiden tarpeisiin suunnattua innovatiivista ja toimivaa ohjelmisto- ja 3d animaatiopalvelua. Ade Oy on toteuttanut vuodesta 2000 alkaen haastavaa interaktiivista
WAMETA MINIMIG 180 SYNERGIC
 WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
We move everything. Tekniikan Trendit 2016
 We move everything 1 Monta teknologiaa. Yksi ratkaisu. 2 Hydrauliikka Koneikot Pumput Perusventtiilit Säätöventtiilit Venttiiliryhmät Venttiiliohjaimet Akseliohjaimet Sylinterit Nopeakäyntiset moottorit
We move everything 1 Monta teknologiaa. Yksi ratkaisu. 2 Hydrauliikka Koneikot Pumput Perusventtiilit Säätöventtiilit Venttiiliryhmät Venttiiliohjaimet Akseliohjaimet Sylinterit Nopeakäyntiset moottorit
No Sweat. SIGMA KOJACOOL OY. SIGMA - sarjan mallit. KOJACOOL-SIGMA - suoritusarvot (nelirivinen puhallinpatteri)
") Sigm KOJACOOL-SIGMA - suoritusarvot (nelirivinen puhallinpatteri) MALLIT Kokonaisjäähdytysteho kw Ilma C 0 % Vesi /7 C Tuntuva jäähdytysteho kw Ilma C 0 % Vesi /7 C Vesivirta l/h Painehäviö kpa Ilmamäärä
Sigm KOJACOOL-SIGMA - suoritusarvot (nelirivinen puhallinpatteri) MALLIT Kokonaisjäähdytysteho kw Ilma C 0 % Vesi /7 C Tuntuva jäähdytysteho kw Ilma C 0 % Vesi /7 C Vesivirta l/h Painehäviö kpa Ilmamäärä
Ohjelmiston testaus ja laatu. Ohjelmistotekniikka elinkaarimallit
 Ohjelmiston testaus ja laatu Ohjelmistotekniikka elinkaarimallit Vesiputousmalli - 1 Esitutkimus Määrittely mikä on ongelma, onko valmista ratkaisua, kustannukset, reunaehdot millainen järjestelmä täyttää
Ohjelmiston testaus ja laatu Ohjelmistotekniikka elinkaarimallit Vesiputousmalli - 1 Esitutkimus Määrittely mikä on ongelma, onko valmista ratkaisua, kustannukset, reunaehdot millainen järjestelmä täyttää
30 Opetussuunnitelma OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. järjestelmätyöt: työskentely
 Hyväksymismerkinnät 1 (7) Näytön kuvaus: Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä toimimalla tieto- ja tietoliikennealan yrityksissä erilaisissa työkokonaisuuksissa ja tehtävissä sekä
Hyväksymismerkinnät 1 (7) Näytön kuvaus: Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä toimimalla tieto- ja tietoliikennealan yrityksissä erilaisissa työkokonaisuuksissa ja tehtävissä sekä
Refecor Oy. Jyrki Portin. Sensoriverkot Massamarkkinoille Suunnittelun ja valmistuksen haasteita
 Refecor Oy Jyrki Portin Sensoriverkot Massamarkkinoille Suunnittelun ja valmistuksen haasteita Esittelyni 11 vuotta suunnittelukokemusta RF, antennit ja radioteknologiat Systeemisuunnittelu Elektroniikka,
Refecor Oy Jyrki Portin Sensoriverkot Massamarkkinoille Suunnittelun ja valmistuksen haasteita Esittelyni 11 vuotta suunnittelukokemusta RF, antennit ja radioteknologiat Systeemisuunnittelu Elektroniikka,
Rakennusteollisuus BIM+MES-OHJELMISTO
 Rakennusteollisuus BIM+MES-OHJELMISTO SISÄLLYS 1. BIM+MES-OHJELMISTO BIM+MES-ohjelmisto...3 Edut...4 Ominaisuudet...5 Yhteyshenkilö...6 2 BIM+MES-ohjelmisto esite - 27.01.2019 www.makron.com BIM+MES-OHJELMISTO
Rakennusteollisuus BIM+MES-OHJELMISTO SISÄLLYS 1. BIM+MES-OHJELMISTO BIM+MES-ohjelmisto...3 Edut...4 Ominaisuudet...5 Yhteyshenkilö...6 2 BIM+MES-ohjelmisto esite - 27.01.2019 www.makron.com BIM+MES-OHJELMISTO
VALMET VOIMANSIIRTO OY:N HITSAAMON MODERNISOINTI. Modernization of the welding workshop at Valmet Power Transmission Ltd.
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Hitsaustekniikan laboratorio Olli Raiski Kandidaattityö VALMET VOIMANSIIRTO OY:N HITSAAMON MODERNISOINTI Modernization
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma Hitsaustekniikan laboratorio Olli Raiski Kandidaattityö VALMET VOIMANSIIRTO OY:N HITSAAMON MODERNISOINTI Modernization
Robottihitsaus ja lujat
 1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
Koneinvestoinnit Antti Vilenius 23.10.2009
 1 Koneinvestoinnit Antti Vilenius 23.10.2009 2 Luennon kulku Lyhyt yritysesittely SEW Industrial Gears Oy SEW yleisesti Hammaspyörän / -akselin valmistusprosessi yksinkertaistetusti Teoriaosuus Hankintaprosessi
1 Koneinvestoinnit Antti Vilenius 23.10.2009 2 Luennon kulku Lyhyt yritysesittely SEW Industrial Gears Oy SEW yleisesti Hammaspyörän / -akselin valmistusprosessi yksinkertaistetusti Teoriaosuus Hankintaprosessi
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
3. Laajakaistaliittymän asetukset / Windows XP
 3. Laajakaistaliittymän asetukset / Windows XP 3.1 Laajakaistaliittymän asetusten tarkistus / Windows XP Seuraavien ohjeiden avulla tarkistat Windows XP -käyttöjärjestelmien asetukset ja luot Internet-yhteyden.
3. Laajakaistaliittymän asetukset / Windows XP 3.1 Laajakaistaliittymän asetusten tarkistus / Windows XP Seuraavien ohjeiden avulla tarkistat Windows XP -käyttöjärjestelmien asetukset ja luot Internet-yhteyden.
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
SYNKRONOITU SUUNNITTELU
 SYNKRONOITU SUUNNITTELU www.liftrailer.com SYNKRONOIDUSSA SUUNNITTELUSSA OTETAAN VALMISTUS HUOMIOON Valmistuksen synkronoitu suunnittelu KONSEPTISUUNNITTELU + alustava MALLINNUS, SIMULOINTI ja MODULOINTI
SYNKRONOITU SUUNNITTELU www.liftrailer.com SYNKRONOIDUSSA SUUNNITTELUSSA OTETAAN VALMISTUS HUOMIOON Valmistuksen synkronoitu suunnittelu KONSEPTISUUNNITTELU + alustava MALLINNUS, SIMULOINTI ja MODULOINTI
FMT aineenkoetuslaitteet
 FMT aineenkoetuslaitteet PC-ohjatut testaussylinterijärjestelmät MATERTEST OY PC-ohjatut servohydrauliset testaussylinterijärjestelmät 1-5000 kn Käyttösovellutukset Testaussylintereitä käytetään säätöä
FMT aineenkoetuslaitteet PC-ohjatut testaussylinterijärjestelmät MATERTEST OY PC-ohjatut servohydrauliset testaussylinterijärjestelmät 1-5000 kn Käyttösovellutukset Testaussylintereitä käytetään säätöä
TIE-20200 Ohjelmistojen suunnittelu. Luento 2: protot sun muut
 TIE-20200 Ohjelmistojen suunnittelu Luento 2: protot sun muut 1 Tämän päivän ohjelmaa Ryhmääntymisjutuista, ilmoittautumiskäytäntöä, Popista Työohjeen esivilkaisu Viime viikolla, erikoistamista, dynaamista
TIE-20200 Ohjelmistojen suunnittelu Luento 2: protot sun muut 1 Tämän päivän ohjelmaa Ryhmääntymisjutuista, ilmoittautumiskäytäntöä, Popista Työohjeen esivilkaisu Viime viikolla, erikoistamista, dynaamista
SIMULOINTIYMPÄRISTÖJEN SOVELTAMINEN OPETUKSESSA SIMULOINNILLA TUOTANTOA KEHITTÄMÄÄN-SEMINAARI TIMO SUVELA
 SOVELTAMINEN OPETUKSESSA SIMULOINNILLA TUOTANTOA KEHITTÄMÄÄN-SEMINAARI 2.12. TIMO SUVELA KUKA OLEN? Timo Suvela lehtori, sähkö- ja automaatiotekniikka (timo.suvela@samk.fi, 044-7103275) Nykyisyys SAMK:iin
SOVELTAMINEN OPETUKSESSA SIMULOINNILLA TUOTANTOA KEHITTÄMÄÄN-SEMINAARI 2.12. TIMO SUVELA KUKA OLEN? Timo Suvela lehtori, sähkö- ja automaatiotekniikka (timo.suvela@samk.fi, 044-7103275) Nykyisyys SAMK:iin
Jani Roukala. Hitsaussolun kehittäminen. Wärtsilä oil sump
 Jani Roukala Hitsaussolun kehittäminen Wärtsilä oil sump Opinnäytetyö Kevät 2013 Tekniikan yksikkö Kone- ja tuotantotekniikan koulutusohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Jani Roukala Hitsaussolun kehittäminen Wärtsilä oil sump Opinnäytetyö Kevät 2013 Tekniikan yksikkö Kone- ja tuotantotekniikan koulutusohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Testaus ja säästöt: Ajatuksia testauksen selviämisestä lama-aikana
 Testaus ja säästöt: Ajatuksia testauksen selviämisestä lama-aikana Muutamia ajatuksia siitä, miten testaus pärjää lama-ajan säästötalkoissa. Laman patologioita ja mahdollisuuksia. Säästämisen strategioita.
Testaus ja säästöt: Ajatuksia testauksen selviämisestä lama-aikana Muutamia ajatuksia siitä, miten testaus pärjää lama-ajan säästötalkoissa. Laman patologioita ja mahdollisuuksia. Säästämisen strategioita.
RATKI 1.0 Käyttäjän ohje
 RATKI RATKI 1.0 Käyttäjän ohje Ohje 0.5 Luottamuksellinen Vastuuhenkilö Petri Ahola Sisällysluettelo 1. Yleistä... 3 1.1. Kuvaus... 3 1.2. Esitiedot... 3 1.3. RATKIn käyttöoikeuksien hankinta... 3 1.4.
RATKI RATKI 1.0 Käyttäjän ohje Ohje 0.5 Luottamuksellinen Vastuuhenkilö Petri Ahola Sisällysluettelo 1. Yleistä... 3 1.1. Kuvaus... 3 1.2. Esitiedot... 3 1.3. RATKIn käyttöoikeuksien hankinta... 3 1.4.
Mirkan kokonaisratkaisut. rakentamiseen ja remontointiin
 Mirkan kokonaisratkaisut rakentamiseen ja remontointiin RAKENTAMINEN JA REMONTOINTI Mirkan tuotteet rakentamiseen ja remontointiin Tervetuloa pölyttömän hionnan uuteen maailmaan. Mirkan kokonaisratkaisu
Mirkan kokonaisratkaisut rakentamiseen ja remontointiin RAKENTAMINEN JA REMONTOINTI Mirkan tuotteet rakentamiseen ja remontointiin Tervetuloa pölyttömän hionnan uuteen maailmaan. Mirkan kokonaisratkaisu
Kemppi K5 Hitsauslaitteet
 KempArc SYN 500 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(10) SYNERGINEN MIG/MAG- HITSAUSAUTOMAATIOJÄRJESTELMÄ Jos etsit tuottavaa ja varmatoimista robottihitsausratkaisua, meiltä
KempArc SYN 500 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(10) SYNERGINEN MIG/MAG- HITSAUSAUTOMAATIOJÄRJESTELMÄ Jos etsit tuottavaa ja varmatoimista robottihitsausratkaisua, meiltä
Tuotantosolun simulointi
 Antti Alonen RFID -Tekniikan soveltaminen tuotantoteollisuudessa -hanke Tuotantosolun simulointi Konetekniikan TKI-yksikkö Tutkimus- ja kehityspalveluja sekä perusopetusta tukevaa toimintaa Toimialueet
Antti Alonen RFID -Tekniikan soveltaminen tuotantoteollisuudessa -hanke Tuotantosolun simulointi Konetekniikan TKI-yksikkö Tutkimus- ja kehityspalveluja sekä perusopetusta tukevaa toimintaa Toimialueet
SÄHKÖTEKNIIKAN KOULUTUSOHJELMA 2010
 SÄHKÖTEKNIIKAN KOULUTUSOHJELMA 2010 Sähkötekniikan koulutusohjelman toimintaympäristö ja osaamistavoitteet Sähkötekniikan koulutusohjelma on voimakkaasti poikkialainen ja antaa mahdollisuuden perehtyä
SÄHKÖTEKNIIKAN KOULUTUSOHJELMA 2010 Sähkötekniikan koulutusohjelman toimintaympäristö ja osaamistavoitteet Sähkötekniikan koulutusohjelma on voimakkaasti poikkialainen ja antaa mahdollisuuden perehtyä
1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen
 TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
Käyttökokemuksia vedenlaatumittareista ja aineistojen käsittelystä
 Käyttökokemuksia vedenlaatumittareista ja aineistojen käsittelystä Marjo Tarvainen Asiantuntija, FT MITTARI hankkeen workshop 14.5.2013 Pyhäjärvi-instituutti 1 Mittarit Vedenlaatumittareita käytössä vuodesta
Käyttökokemuksia vedenlaatumittareista ja aineistojen käsittelystä Marjo Tarvainen Asiantuntija, FT MITTARI hankkeen workshop 14.5.2013 Pyhäjärvi-instituutti 1 Mittarit Vedenlaatumittareita käytössä vuodesta
Betonivalmisosien valmistus ja toimitukset. Hemmo Sumkin PARMA Oy
 Betonivalmisosien valmistus toimitukset Hemmo Sumkin PARMA Oy Ontelolaatastojen uusi uusi suunnitteluohje Ontelolaattojen uusi uusi suunnitteluohje Ontelolaattojen uusi uusi suunnitteluohje Nämä Nämäkäyrästöt
Betonivalmisosien valmistus toimitukset Hemmo Sumkin PARMA Oy Ontelolaatastojen uusi uusi suunnitteluohje Ontelolaattojen uusi uusi suunnitteluohje Ontelolaattojen uusi uusi suunnitteluohje Nämä Nämäkäyrästöt
LASERBOY LASER- OSAAMISTA VUODESTA 1989
 LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
KEMPPI K5 HITSAUSLAITTEET. MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA
 KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
EMVHost Online SUBJECT: EMVHOST ONLINE CLIENT - AUTOMAATTISIIRROT COMPANY: EMVHost Online Client sovelluksen käyttöohje AUTHOR: DATE: 15.03.
 EMVHost Online SUBJECT: COMPANY: COMMENTS: AUTHOR: EMVHOST ONLINE CLIENT - AUTOMAATTISIIRROT NETS OY EMVHost Online Client sovelluksen käyttöohje NETS OY DATE: 15.03.2011 VERSION: 1.0 1 SISÄLLYS SISÄLLYS...
EMVHost Online SUBJECT: COMPANY: COMMENTS: AUTHOR: EMVHOST ONLINE CLIENT - AUTOMAATTISIIRROT NETS OY EMVHost Online Client sovelluksen käyttöohje NETS OY DATE: 15.03.2011 VERSION: 1.0 1 SISÄLLYS SISÄLLYS...
www.kastowin.com Sahaus. Varastointi. Ja enemmän.
 Uusi KASTOwin Mestariteos sarjatuotantona www.astowin.com Sahaus. Varastointi. Ja enemmän. Enemmän uin ainutlaatuinen: Uusi KASTOwin. Kannattavan automaattisahausen asi täreintä teijää ovat: suuri leuuteho
Uusi KASTOwin Mestariteos sarjatuotantona www.astowin.com Sahaus. Varastointi. Ja enemmän. Enemmän uin ainutlaatuinen: Uusi KASTOwin. Kannattavan automaattisahausen asi täreintä teijää ovat: suuri leuuteho
Koneteknologiakeskus SeAMK
 Koneteknologiakeskus SeAMK KONETEKNIIKAN LABORATORIO TUOTE- JA TUOTANNONKEHITYSTÄ YRITYSTEN TARPEISIIN SeAMK Tekniikalla on mahdollisuus tarjota huippulaboratorioitaan ja osaamistaan yritysten tarpeisiin
Koneteknologiakeskus SeAMK KONETEKNIIKAN LABORATORIO TUOTE- JA TUOTANNONKEHITYSTÄ YRITYSTEN TARPEISIIN SeAMK Tekniikalla on mahdollisuus tarjota huippulaboratorioitaan ja osaamistaan yritysten tarpeisiin
20 SYYTÄ, MIKSI JOKAISEN SEURAAVAN TIETOKONEEN TULISI OLLA THINKPAD TAI THINKCENTRE
 20 SYYTÄ, MIKSI JOKAISEN SEURAAVAN TIETOKONEEN TULISI OLLA THINKPAD TAI THINKCENTRE THINKVANTAGE TECHNOLOGY AND DESIGN Napsauta tästä ThinkVantage Technology and Design -ominaisuudet ovat ThinkPad -kannettaviin
20 SYYTÄ, MIKSI JOKAISEN SEURAAVAN TIETOKONEEN TULISI OLLA THINKPAD TAI THINKCENTRE THINKVANTAGE TECHNOLOGY AND DESIGN Napsauta tästä ThinkVantage Technology and Design -ominaisuudet ovat ThinkPad -kannettaviin
TURVALLISUUS- JÄRJESTELMÄ
 TURVALLISUUS- JÄRJESTELMÄ Jukka Routtu + -historia Osoitteellinen vuodesta 1987 edelliset keskusmallit - HHL-10,30,70,160, 320 - HHL-16,32,128,256,512 - PAK-3000, PAK-30, PAK-100 Laitteiden ja ohjelmistojen
TURVALLISUUS- JÄRJESTELMÄ Jukka Routtu + -historia Osoitteellinen vuodesta 1987 edelliset keskusmallit - HHL-10,30,70,160, 320 - HHL-16,32,128,256,512 - PAK-3000, PAK-30, PAK-100 Laitteiden ja ohjelmistojen
ULLA SANNIKKA. SENIORIN TIETOKONEOPAS Windows 10
 ULLA SANNIKKA SENIORIN TIETOKONEOPAS Windows 10 TALENTUM Helsinki 2015 11., uudistettu painos Talentum Media Oy ja Ulla Sannikka ISBN 978-952-14-2582-0 ISBN 978-952-14-2583-7 (sähkökirja) ISBN 978-952-14-2584-4
ULLA SANNIKKA SENIORIN TIETOKONEOPAS Windows 10 TALENTUM Helsinki 2015 11., uudistettu painos Talentum Media Oy ja Ulla Sannikka ISBN 978-952-14-2582-0 ISBN 978-952-14-2583-7 (sähkökirja) ISBN 978-952-14-2584-4
Miten loppusijoitushanke etenee toteutukseen? Tiina Jalonen Posiva Oy
 Miten loppusijoitushanke etenee toteutukseen? Tiina Jalonen Posiva Oy Posivan ohjelma Asennukset, koekäyttö Käyttötoiminnan aloitus noin 2020 Laitosten rakentaminen Käyttölupahakemus ONKALOn rakentaminen
Miten loppusijoitushanke etenee toteutukseen? Tiina Jalonen Posiva Oy Posivan ohjelma Asennukset, koekäyttö Käyttötoiminnan aloitus noin 2020 Laitosten rakentaminen Käyttölupahakemus ONKALOn rakentaminen
A7 TIG Orbital System 150
 A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
A7 TIG Orbital System 150
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA 1.10.2017 A7 TIG Orbital System 150 NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG- ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA 1.10.2017 A7 TIG Orbital System 150 NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG- ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
DNA Netti. Sisältö. DNA Netti - Käyttöohje v.0.1
 DNA Netti DNA Netti on Mokkuloiden yhteysohjelma. Ohjelman avulla voit hallita Mokkulan asetuksia sekä luoda yhteyden internetiin Mokkulan, WLANin tai Ethernet -yhteyden avulla. Sisältö DNA Netti - Testaa
DNA Netti DNA Netti on Mokkuloiden yhteysohjelma. Ohjelman avulla voit hallita Mokkulan asetuksia sekä luoda yhteyden internetiin Mokkulan, WLANin tai Ethernet -yhteyden avulla. Sisältö DNA Netti - Testaa
konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ.
 konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ. Toimintaperiaatteemme Maailma kehittyy koko ajan. Yksi menestyksekkään liiketoiminnan kulmakivistä on tämän kehityksen mukana
konsultointia parhaasta päästä TYÖMME ON ETSIÄ SÄÄSTÖJÄ. HALUATKO SINÄ SÄÄSTÖJÄ. Toimintaperiaatteemme Maailma kehittyy koko ajan. Yksi menestyksekkään liiketoiminnan kulmakivistä on tämän kehityksen mukana
MavaSoft-ohjelmistolla voidaan hoitaa lähes kaikki tarpeet, mitä pk-yrityksellä on. MavaSoft hallitsee uusimmat standardit, SEPA ja Web Services.
 MavaSoft-ohjelmisto MavaSoft-ohjelmistolla voidaan hoitaa lähes kaikki tarpeet, mitä pk-yrityksellä on. MavaSoft hallitsee uusimmat standardit, SEPA ja Web Services. MavaSoft pitää sisällään myynnistä
MavaSoft-ohjelmisto MavaSoft-ohjelmistolla voidaan hoitaa lähes kaikki tarpeet, mitä pk-yrityksellä on. MavaSoft hallitsee uusimmat standardit, SEPA ja Web Services. MavaSoft pitää sisällään myynnistä
TA-Slider 160. Toimilaitteet Digitaalisesti määriteltävä, suhteellisesti säätävä, yksitoiminen (push) toimilaite 160/200 N
 toimilaite 160/200 N") TA-Slider 160 Toimilaitteet Digitaalisesti määriteltävä, suhteellisesti säätävä, yksitoiminen (push) toimilaite 160/200 N TA-Slider 160 Digitaalisesti määriteltävät toimilaitteet usealla asettelumahdollisuudella
TA-Slider 160 Toimilaitteet Digitaalisesti määriteltävä, suhteellisesti säätävä, yksitoiminen (push) toimilaite 160/200 N TA-Slider 160 Digitaalisesti määriteltävät toimilaitteet usealla asettelumahdollisuudella
Verkko-opetus arvon yhteistuotannon ympäristönä Ari-Matti Auvinen
 Verkko-opetus arvon yhteistuotannon ympäristönä Ari-Matti Auvinen Aalto-yliopisto, HEMA-instituutti ama.auvinen@aalto.fi http://www.hema.aalto.fi Mistä arvontuotannossa on kysymys? arvontuotannon tutkimus
Verkko-opetus arvon yhteistuotannon ympäristönä Ari-Matti Auvinen Aalto-yliopisto, HEMA-instituutti ama.auvinen@aalto.fi http://www.hema.aalto.fi Mistä arvontuotannossa on kysymys? arvontuotannon tutkimus
Hitsaavan tuotannon tehostaminen SUUNNITTELEE JA VALMISTAA
 Hitsaavan tuotannon tehostaminen SUUNNITTELEE JA VALMISTAA Hitsaavan tuotannon tehostaminen TEHDASSUUNNITTELU / HITSAUKSEN TYÖPISTEET / KOKOONPANON TYÖPISTEET Miksi Suomessa ei ole taantuma, vaan menossa
Hitsaavan tuotannon tehostaminen SUUNNITTELEE JA VALMISTAA Hitsaavan tuotannon tehostaminen TEHDASSUUNNITTELU / HITSAUKSEN TYÖPISTEET / KOKOONPANON TYÖPISTEET Miksi Suomessa ei ole taantuma, vaan menossa
Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö. www.outokumpu.com
 Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö www.outokumpu.com Koulutuksen tavoite Koulutuksen tavoitteena on antaa osallistujille valmiudet:
Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö www.outokumpu.com Koulutuksen tavoite Koulutuksen tavoitteena on antaa osallistujille valmiudet:
Ohje WILE 200 PC-ohjelman käyttöön
 Ohje WILE 200 PC-ohjelman käyttöön Page 1/9 1. Sisällysluettelo Ohje WILE 200 PC-ohjelman käyttöön... 1 1. Sisällysluettelo... 2 2. Asennus... 3 2.1 Ohjelman asennus... 3 2.2 Laiteajurin asennus... 3 3.
Ohje WILE 200 PC-ohjelman käyttöön Page 1/9 1. Sisällysluettelo Ohje WILE 200 PC-ohjelman käyttöön... 1 1. Sisällysluettelo... 2 2. Asennus... 3 2.1 Ohjelman asennus... 3 2.2 Laiteajurin asennus... 3 3.
septima tuotannon uusi elämä
 septima tuotannon uusi elämä 1 2 3 4 5 6 7 Lupaus Septima-palvelutuotteella saamme seitsemässä päivässä aikaan yrityksesi tuotannolle uuden elämän. Uuden tehokkaamman elämän, jossa kustannukset saadaan
septima tuotannon uusi elämä 1 2 3 4 5 6 7 Lupaus Septima-palvelutuotteella saamme seitsemässä päivässä aikaan yrityksesi tuotannolle uuden elämän. Uuden tehokkaamman elämän, jossa kustannukset saadaan
TW-LTE 4G/3G. USB-modeemi (USB 2.0)
") TW-LTE 4G/3G USB-modeemi (USB 2.0) Tiedonsiirtonopeus: 100 Mbps/50 Mbps LTE: 1800/2100/2600 MHz GSM/GPRS/EDGE: 850/900/1800/1900 MHz UMTS: 900/2100 MHz Pikaohje (Finnish) CE Käyttöönotto- ohje SIM- kortin
TW-LTE 4G/3G USB-modeemi (USB 2.0) Tiedonsiirtonopeus: 100 Mbps/50 Mbps LTE: 1800/2100/2600 MHz GSM/GPRS/EDGE: 850/900/1800/1900 MHz UMTS: 900/2100 MHz Pikaohje (Finnish) CE Käyttöönotto- ohje SIM- kortin