Aki Törmäkangas. Sähkötoiminen putkitarttuja
|
|
|
- Esa Mattila
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 Metropolia Ammattikorkeakoulu Automaatiotekniikan koulutusohjelma Aki Törmäkangas Sähkötoiminen putkitarttuja Insinöörityö Ohjaaja: projektipäällikkö Arto Gustafsson Ohjaava opettaja: lehtori Timo Tuominen

2 Metropolia Ammattikorkeakoulu Insinöörityön tiivistelmä Tekijä Otsikko Sivumäärä Aika Koulutusohjelma Tutkinto Ohjaaja Ohjaava opettaja Aki Törmäkangas Sähkötoiminen putkitarttuja 44 sivua automaatiotekniikka insinööri (AMK) projektipäällikkö Arto Gustafsson lehtori Timo Tuominen Tämä insinöörityö tehtiin Thermo Fischer Scientific Oy:n TCAutomation-yksikölle. Työn tavoitteena oli etsiä tai suunnitella olemassa olevan pneumaattisen tarttujan tilalle sähkötoiminen. Työ aloitettiin vertailemalla olemassa olevan tarttujan hyviä ja huonoja puolia. Tällä tavalla saatiin aikaan vaatimuslista uudelle tarttujalle. Seuraavaksi etsittiin markkinoilla olevia valmiita vakiotarttujia, joita olisi muokattu tarpeen mukaan. Kun sopivaa vakiotarttujaa ei löytynyt, aloitettiin oman tarttujan suunnitteleminen. Tämän työn tuloksena syntyivät uuden tarttujan työkuvat, joiden pohjalta protolaitetta lähdettiin valmistamaan. Hakusanat Thermo Fischer Scientific, tarttuja, tarttujan suunnitteleminen

3 Helsinki Metropolia University of Applied Sciences Abstract Author Title Number of Pages Date Degree Programme Degree Instructor Supervisor Aki Törmäkangas Electrical tube gripper 44 pages 25 March 2010 Automation Technology Bachelor of Engineering Timo Tuominen, Lecturer Arto Gustafsson, Project Manager This final year project was conducted for the TCAutomation department of Thermo Fischer Scientific Oy. The aim of this project was to search for or design an electrical replacement for the existing pneumatic gripper. The first step of the project was to compare the positive and negative sides of the gripper and thus to identify requirements for the new gripper. The next step was to look for existing basic stock-grippers on the market, which would have been modified if necessary. Since a suitable stock-gripper was not found, we a decision was made to design a new gripper. This final year project resulted in workshop drawings of a new gripper, and a prototype is now being built on the basis of these drawings Keywords Thermo Fischer Scientific, gripper, gripper design

4 SISÄLLYS TIIVISTELMÄ ABSTRACT 1 JOHDANTO Thermo Fisher Scientific TCAUTOMATION-JÄRJESTELMÄN KUVAUS ES-Flex-syötönlajittelijamoduuli Syöttö automaatiojärjestelmään Poisto automaatiojärjestelmästä ROBOTTI TEHTÄVÄNASETTELU Tehtävä Määrittely ROBOTTITARRAIMET JA TYÖKALUT Tarraimet Mekaaniset tarraimet Vakiotarraimet Tarttujan suunnittelun ja valinnan lähtökohtia Esisuunnittelu Tartunta Mekaaninen rakenne Tartuntavoima Toimilaitteet Anturit Suunnittelu Turvallisen ja luotettavan järjestelmän kokonaissuunnittelu Viimeistely Anturoitu tarrain Ohjausjärjestelmä... 30

5 6 TYÖN TOTEUTUS Tarttujan mekanismi Rungon ja sormien rakenne Alumiini Anodisointi Kova-anodisointi Teflon-tiivistys Moottorin valinta Askelmoottorit Harjattomat tasavirtamoottorit Moottorin kiinnitys Ylikuormitussuoja Protolaite YHTEENVETO LÄHTEET LIITTEET Liite 1: Nykyinen tarttuja Liite 2: Vaatimusluettelo Liite 3: Sähkötoiminen tarttuja... 44

6 6 1 JOHDANTO Tarttuja on yksi yleisimmistä robottiin liitettävistä työkaluista. Robotti siirtelee sen avulla kappaleita paikasta toiseen. Tämän työn kohteena oleva tarttuja siirtää näyteputkia näytetelineestä kuljetinalustalle tai toisinpäin Tämän insinöörityön aiheena oli etsiä tai suunnitella olemassa olevan pneumaattisen tarttujan tilalle sähkötoiminen tarttuja. Idea työn toteuttamisesta lähti tarpeesta saada robottimoduuleista pneumaattiset toimilaitteet pois, koska tällä hetkellä moduulit tarvitsevat paineilmaa ainoastaan kyseisen pneumaattisen tarttujan takia. Työstä on rajattu pois aihealueen laajuuden vuoksi sähkö- ja ohjelmasuunnittelu. Insinöörityö tehtiin Thermo Fischer Scientific Oy:n TCAutomation-yksikölle. 1.1 Thermo Fisher Scientific Thermo Fisher Scientific on maailman johtava tiedettä ja tutkimustoimintaa palveleva yritys, joka toimittaa laitteita laboratorio- ja tuotantoympäristöihin sekä optiselle sektorille. Yritys tarjoaa täydellisen valikoiman analyyttisiä instrumentteja, reagensseja ja kulutustarvikkeita, laboratoriolaitteita, ohjelmistoja ja laboratorioiden prosesseja tehostavia palveluja. Konsernissa on noin työntekijää 150 maassa, jotka palvelevat yli asiakasta lääketeollisuuden ja biotekniikan alalla, sairaaloissa ja kliinisen diagnostiikan laboratorioissa, yliopistoissa, tutkimuskeskuksissa ja valtion laitoksissa sekä ympäristötekniikan ja teollisuuden laadun- ja prosessivalvonnan parissa. Vuoden 2008 liikevaihto oli yli 10 miljardia dollaria. [1]

7 7 Thermo Fisher Scientific Oy on osa kansainvälistä, New Yorkin pörssissä noteerattua Thermo Fisher Scientific -konsernia. Thermo Fisher Scientific Oy kehittää, valmistaa ja markkinoi tuotteita, järjestelmiä ja palveluja tutkimuksen, terveydenhuollon ja teollisuuden laboratorioille. Suomessa yhtiö kehittää ja valmistaa Finn-pipettejä ja pipetinkärkiä, kuoppalevyjä, kuoppalevyinstrumentteja, magneettipartikkeli-prosessoreita sekä Konelab-järjestelmiä ja automaatioratkaisuja kliiniseen kemiaan. Thermo Fisherin Vantaan ja Joensuun yksiköissä on yhteensä noin 550 työntekijää. Vuoden 2008 liikevaihto oli 123 miljoonaa euroa. [2] CDX:n (Clinical Diagnostics Finland) TCAutomation liiketoimintayksikkö myy ja valmistaa asiakkaan automatisointitarpeiden tyydyttämiseksi vakiomoduuleista koostuvia linjastoja potilasnäytteiden käsittelyyn. Oma tuotanto keskittyy ydinosaamiseen, isompien moduulien loppukokoonpanoon, asiakaskonfiguraation mukaisen linjan kokoonpanoon, testaamiseen ja pakkaamiseen niin, että kokonaisuus on asiakkaalla mahdollisimman nopeasti käyttöönotettavissa. [2]

8 8 2 TCAUTOMATION-JÄRJESTELMÄN KUVAUS TCAutomation-järjestelmä on suunniteltu kliinisen laboratorion näytteenkäsittelyprosessin automatisointiin. Se koostuu useista moduuleista, joista kukin automatisoi tietyn näytteen käsittelytehtävän. Kyseessä voi olla analyysiä edeltävä tai sen jälkeen toteutettava tehtävä tai tehtävä, joka yhdistää eri analysaattorit suoraan automaatiojärjestelmään. Moduuleja voidaan yhdistää siten, että saavutetaan tarvittava automatisoinnin ja tehon yhdistelmä. [3] 2.1 ES-Flex-syötönlajittelijamoduuli ES-Flex-syötönlajittelijamoduulia (Entry Sorter Flex) (kuva 1) käytetään sekä näytteiden syöttöön että poistoon automaatiojärjestelmästä. Moduuli tukee useita putkityyppejä ja -kokoja sekä eri valmistajien näytetelinetyyppejä. Robotti tunnistaa näyteputken korkeuden ja sen korkin. [3] Jokaiselle vetolaatikoissa olevalle alustalle kuuluu tietty näytetelinetyyppi. Telinetyyppi on kirjoitettu alustan viivakoodiin, jonka robotti lukee ennen toiminnan käynnistymistä. [3] Syöttö automaatiojärjestelmään Robotti lukee alustatyypin viivakoodista. Se aloittaa putkien purkamisen näytetelineestä kuljetusalustoille. Näyteputken viivakoodi luetaan ja reittitiedot kirjoitetaan kuljetusalustan tunnisteeseen. Reittikoodi on seuraavan moduulin osoite, ja se sisältää myös näytteen prioriteetin. Reittikoodin kirjoituksen jälkeen kuljetinalusta vapautuu kuljetushihnalle. [3] Jos telineiden paikat on määritelty STAT-paikoiksi, robotti purkaa kyseiset näytteet kuljetusalustoille ennen rutiinitoimenpiteiden jatkamista. [3]

9 Poisto automaatiojärjestelmästä Kun näyte tulee kuljetushihnalta, näytteen viivakoodi ja kuljetusalustan tunniste luetaan. Jos tiedot täsmäävät, robotti lataa putken kuljetusalustalta telineeseen ja vapauttaa kuljetusalustat automaatiojärjestelmään. Näyte lajitellaan näytettä varten tehdyn pyynnön mukaisesti. [3] Jos TCA-ohjausyksikkö vaatii moduulia lähettämään näyteputken takaisin automaatiojärjestelmään, robotti purkaa näytteen telineestä kuljetusalustalle. Näyte vapautuu takaisin kuljetushihnalle. [3] Kuva 1 ES-Flex-syötönlajittelijamoduuli.

10 10 3 ROBOTTI Moduulissa käytettävä robotti on tyypiltään karteesinen robotti, jossa robotin kolme pääakselia ovat x, y ja z. Tämän lisäksi robotissa on tarttujan pyöritysakseli (kuva 2). Karteesinen robotti on eräänlainen portaalirobotin muunnos. Karteesinen robotti on yhden tukijalan varassa, mutta liikkeet ovat suorakulmaisia, aivan kuten portaalirobotissa. Robotti siis liikkuu joko yhden tai kahden tukipylvään päällä ja kohtisuorasti vaakasuunnassa sekä pystysuunnassa. Tällä robotti mallilla ei pystytä samoihin kuormapainoihin kuin portaalirobotilla. Karteesinen robotti soveltuu hyvin erilaisten keveiden esineiden nosteluun ja pieniin kokoonpanotehtäviin. Kuva 2 Robotti.

11 11 4 TEHTÄVÄNASETTELU 4.1 Tehtävä Lopputyön tehtävänä on etsiä tai suunnitella olemassa olevan pneumaattisen tarttujan tilalle sähkötoiminen tarttuja. Tarttujasta haluttaan sähkötoiminen, koska moduulissa ei ole muita pneumaattisia toimilaitteita kuin nykyinen tarttuja sekä sormien liikkeen säädettävyyden takia. 4.2 Määrittely Tarttuja toimii useita kertoja päivässä, joten rakenteen tulee olla mahdollisimman yksinkertainen ja kestävä. Moduulin ja siinä olevan robotin rakenteesta johtuen, tarttujan tulee olla kooltaan pieni ja painoltaan kevyt. Muita vaatimuksia on esitetty vaatimusluettelossa, joka on liitteenä 2. Vaatimusluettelo on laadittu nykyisessä tarttujassa olevien hyvien puolien ja puutteiden pohjalta (liite 1). Tarttujan liukupinnat täytyy joko käsitellä jollakin liukkaalla, kiinteällä pinnoitteella tai olla suojattuja liukasteena olevan, mahdollisesti tippuvan öljyn tai rasvan varalta. Öljyn tai rasvan tippuessa näytteeseen, se aiheuttaa näytteen saastumisen (kontaminaation) ja näin tuloksesta tulee virheellinen.

12 12 5 ROBOTTITARRAIMET JA TYÖKALUT Robotin työkalulla tarkoitetaan sitä mekaanista osaa, jota robotti siirtää asemasta toiseen. Työkaluista tavallisin on tarrain. Toinen ryhmä on johonkin prosessiin osallistuvat työkalut, mm. hitsauspistooli, maalausruisku tai liimasuutin. Myös kombinaatioita esiintyy: esimerkiksi muovipuristinta palvelee robotti, jonka tarrain on varustettu valukanavan katkaisevalla laitteella ja puristinta liukastavalla ruiskusuuttimella. Robottisovelluksessa tarraimen suunnittelu on yksi järjestelmäsuunnittelun välttämättömimpiä osia. [4, s.60] 5.1 Tarraimet Tarraimen suunnittelussa ja valinnassa on tunnettava mahdolliset tarraintyypit ja tartuntatavat. Tarraimet voidaan jakaa seuraavanlaisiin ryhmiin [4, s.60]: Avautuvat ja sulkeutuvat tarraimet tarttuvan liikkeen mukaan; usein tartutaan eri kappaleisiin ulko- tai sisäpuolisella otteella Kiertyväsormiset ja rinnakkain suoraviivaisesti liikkuvilla sormilla varustetut tarttujat Pneumaattiset, hydrauliset tai sähköiset tarraimet toimilaitteen tyypin mukaan Liikkuvien sormien lukumäärän mukaan, kaksi-, kolmi- ja useampisormiset tarraimet Jäykät ja joustavat tarraimet Kappalekohtaiset tai yleistarraimet sen kappalemäärän mukaan, johon tarraimella voidaan tarttua. Mihin tahansa tarttuvaa tarrainta ei ole Keskittävät tarraimet, jotka siirtävät kappaletta otetta muodostaessaan vakioasemaan Magneettiset tarraimet Alipainetarraimet

13 13 Sisäisesti laajenevat tarraimet Yksittäiset, kaksois- tai revolveritarraimet (monitarrain) sen mukaan, kuinka monta sormiryhmää tarraimessa on Älykkäät anturoidut tarraimet, esimerkiksi servotarraimilla sormet saadaan ohjattua mielivaltaiseen avautumaan eli sormien väliseen etäisyyteen; yksittäisellä sormella voi olla oma servotoimilaite Erikoistarraimet Mekaaniset tarraimet Sormien liikkeet voidaan tuottaa erilaisilla mekanismeilla. Seuraavilla sivuilla esitellään useita erilaisia tarrainmekanismeja (kuva 3). [4, s.60 63] Mekaanisten tarraimien kinemaattiset rakenteet: Nivelmekanismit Hammaspyörä ja hammastanko Epäkesko Ruuvi Vaijeriväkipyörä Sekalaiset
. [4, s.")
14 14
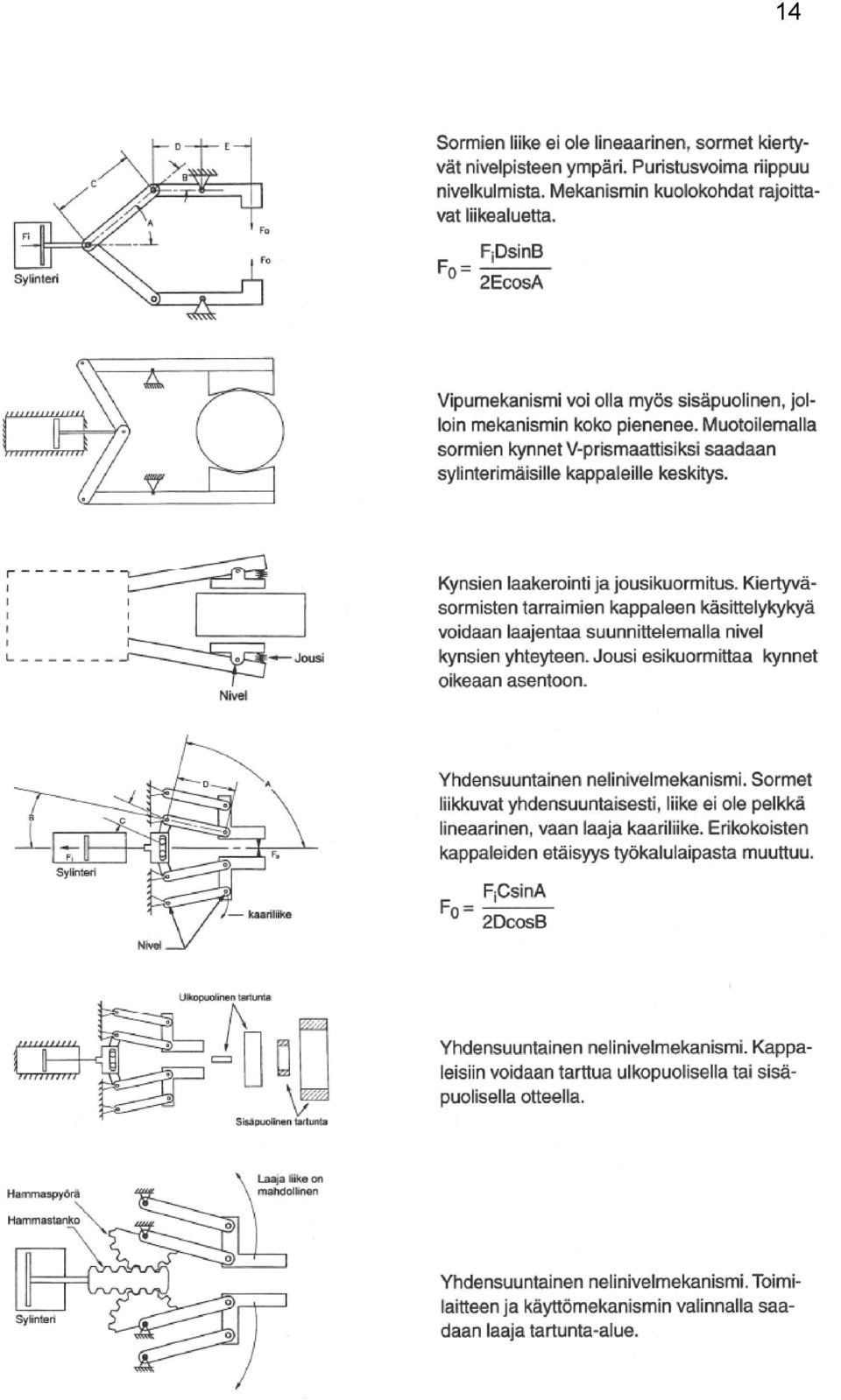
15 15
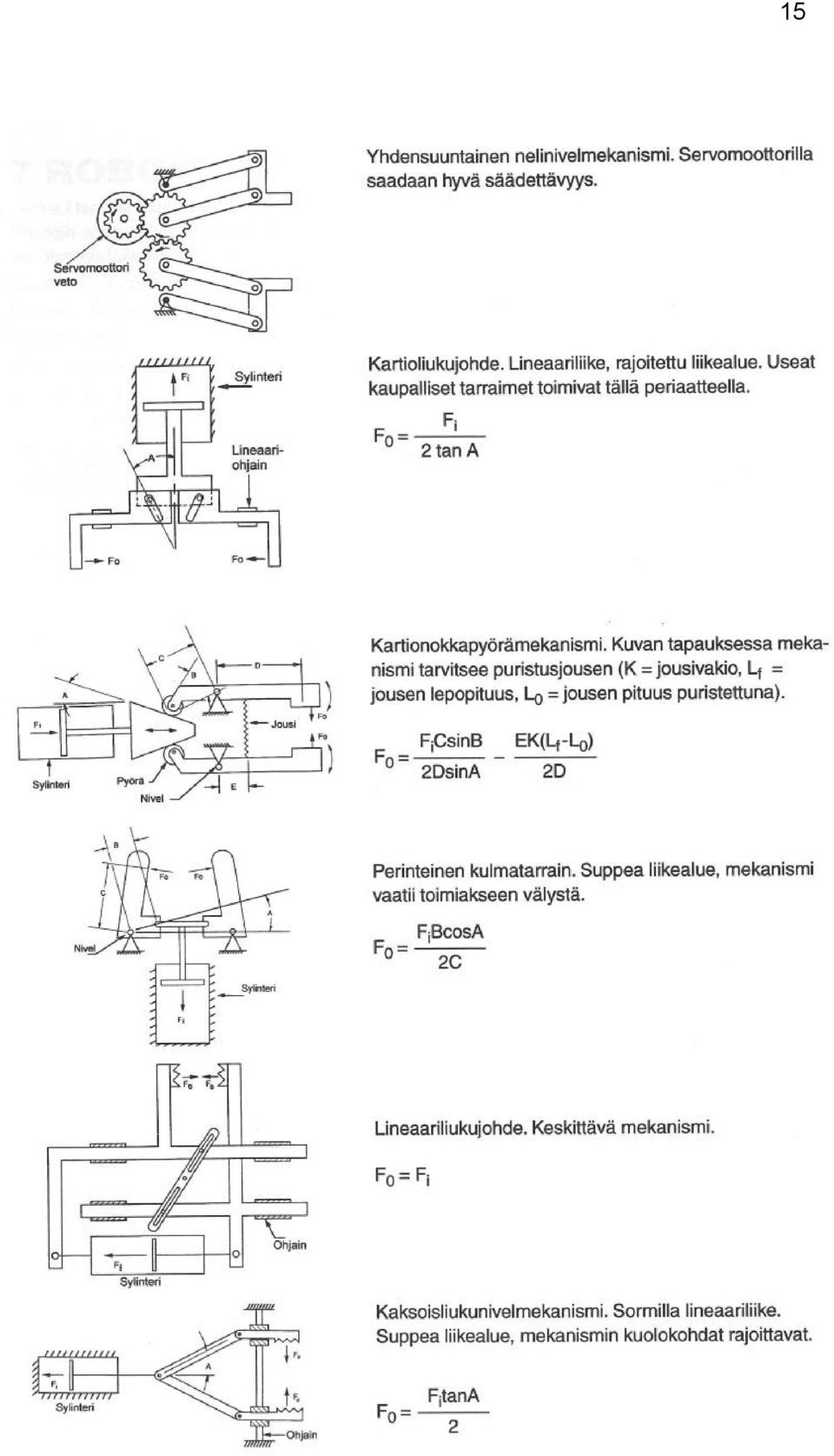
16 16 Kuva 3. Tarrainmekanismeja. [5, s.60 63] Kuvista havaitaan, että tarrain rakentuu toimilaitteesta, mekanismista, sormista ja kynsistä. Yksinkertaisissa tapauksissa voidaan osia yhdistää. Toimilaitteen ja mekanismin valinta vaikuttaa tarttujan liikealueeseen. [4, s.63] Vakiotarraimet Robottien valmistajat lisäävät usein tuotevalikoimiinsa erilaisia standarditarraimia tai niiden komponentteja, joista soveltaja voi helposti koota ja muokata haluamansa tarraimen. Markkinoilta löytyy myös robottitarraimien valmistajia. Yleensä tarrain joudutaan rakentamaan kuitenkin sovelluskohtaisesti, yksinkertaisimmillaan muotoilemalla vakiotarraimeen uudet tartuntapinnat. Vakiotarraimia on esitetty kuvassa 4. [4, s.64]

17 17 Kuva 4. Schunk-vakoitarraimia. [4, s.64] 5.2 Tarttujan suunnittelun ja valinnan lähtökohtia Robottijärjestelmän suunnittelun yksi vaihe on tarttujan suunnittelu, jonka kaksi nyrkkisääntöä on: Älä yritä matkia ihmisen toimintoja Mieti kokonaisuutta Robotilla ei ole ihmisen monipuolista aistijärjestelmää, eikä robottia ja ihmistä voi verrata työtehtävissä. Tarraimia ja työkaluja suunniteltaessa on katsottava koko automatisointitehtävää kokonaisuutena, jossa tarraimen tai työkalun suunnittelu on vain pieni, mutta tärkeä osa. Yleisiä toivomuksia ovat yksinkertainen rakenne, pieni koko ja paino, luotettava tartunta, tartuttavien kappaleiden keskitys ja perustilassa kiinni oleva tarrain (kuva 5). [4, s.64 65]

18 18 Kuva 5. Keskittävä ja ei-keskittävä tarttuja. [4, s.65] Tärkeimmät asiat luotettavan toiminnan kannalta ovat robotin hyötykuorma, tartuntamenetelmä, toleranssianalyysi, tarraimen luoksepäästävyys ja kunnossapitonäkökohdat. On huomattava, että tarrain ja siirrettävät kappaleet muodostavat yhdessä robotin kuorman - painava tarrain pienentää hyötykuormaa. [4, s.65] Suunnittelussa on tärkeää paneutua tehtävän määrittelyyn ja toiminnan suunnitteluun (kuva 6). Tehtävän määrittely perustuu prosessi- ja kappaleanalyysiin. On analysoitava erilaisia vaihtoehtoja: suunnitellaanko käsiteltäviin kappaleisiin yhtenevät tartuntapinnat, jolloin tarraimen kannalta kyseessä on samanlainen kappale, vai suunnitellaanko tarrain käsittelemään erilaisia kappaleita. Kappaleiden käsittelykyvyn laajentamiseksi voidaan käyttää monitarrainta tai työkalunvaihtojärjestelmää. On tehtävä toleranssianalyysi, etenkin kokoonpanotehtävissä on analysoitava sekä robotin että prosessin toleranssien ja epätarkkuuksien yhteisvaikutus. Kappaleista on toleroitava tartunta- ja muut prosessipinnat (taulukko 1). [4, s.65 66]
. Tehtävän määrittely perustuu prosessi- ja kappaleanalyysiin.")
19 19 Kuva 6. Tarttujan suunnittelu on iteratiivinen prosessi. [4, s.65] Taulukko 1. Tyypillisiä laitteiden toistotarkkuuksia. [4, s.66] Analyysiä seuraavassa esisuunnitteluvaiheessa haetaan mahdollisia tarraimen toimintaperiaatteita, tartuntapintoja ja määritellään tarvittava tarraimen älykkyys eli anturoinnin ja tiedonkäsittelyn tarve. Sen jälkeen on saatu vaatimuksia tarraimelle, prosessille ja kappaleille. Usein kannattaa tehdä prosessimuutoksia tai suunnitella kappaleet uudelleen ottaen huomioon tarraimen tai työkalun toiminta. Monesti järkevintä on tuotteen ja valmistusjärjestelmän samanaikainen
![66] Analyysiä seuraavassa esisuunnitteluvaiheessa haetaan mahdollisia tarraimen toimintaperiaatteita, tartuntapintoja ja määritellään tarvittava](/docs-images/44/6780236/images/page_19.jpg "tarraimen älykkyys eli anturoinnin ja tiedonkäsittelyn tarve. Sen jälkeen on saatu vaatimuksia tarraimelle, prosessille ja kappaleille.")
20 20 suunnittelu. Vanhaan tuotteeseen ei aina saada automaattisen käsittelyn tai kokoonpanon vaatimia piirteitä. [4, s.66] Tarraimen vaatimuslistan laadinnassa voidaan tukeutua taulukkoon 2. Tarkistuslista jakautuu neljään osaan: työkappaleeseen, prosessiin, tarraimeen ja taloudellisiin näkökohtiin. Tarkistuslistan päätaso voidaan puolestaan jakaa tarkempiin alemman tason tarkistuslistoihin. Luetteloa on täydennettävä sovelluskohteen mukaisesti. Listaa läpikäytäessä syntyy tarraimen vaatimuslista. Muistilista helpottaa systemaattisen lähestymistavan käyttöä tarraimen suunnittelussa. [4, s.66] Taulukko 2. Tarttujan valinnassa ja suunnittelussa huomioitavat asiat. [4, s.67]

21 21 Työkappaleeseen liittyviä ongelmia ovat koon, muodon ja massan vaihtelut sekä erilaiset materiaalit, samoin kappaleen epämääräinen asema. Tuotantoprosessiin liittyvät ongelmat voidaan jakaa tarraimen tehtävään liittyviin sekä ympäristön aiheuttamiin. Nämä edellä mainitut asiat asettavat omat reunaehtonsa tarraimen suunnittelulle. Tarrainta koskevat ongelmat voidaan jakaa toiminnallisiin ja rakenteellisiin ongelmiin. Taloudellisia näkökohtia ei pidä missään vaiheessa unohtaa. [4, s.66] Prosessia on mahdollisesti muutettava automatisoinnin helpottamiseksi. Oheislaitteiden sijaintia on mahdollisesti muutettava kappaleiden luoksepäästävyyden helpottamiseksi. Oheislaitteilla voidaan vähentää kappaleella olevia asemointiin liittyviä epämääräisyyksiä. Tarrain voi puolestaan tehdä osan aikaisemmin oheislaitteella tehdystä valmistusprosessiin kuuluvasta tehtävästä. Ympäristön vaikutukset on otettava huomioon. Kappaleiden uudelleen suunnittelulla nopeutetaan myös automaattista käsittelyä ja kokoonpanoa. [4, s.66] 5.3 Esisuunnittelu Tarraimen esisuunnittelun pohjana on prosessi- ja kappaleanalyysi. Analyysissä tutkitaan prosessia tarraimen kannalta. Esisuunnittelussa etsitään periaateratkaisuja ja luonnostellaan eri mahdollisuuksia. Kappaleen koko, muoto ja materiaali määräävät käytettävän mekanismin ominaisuudet: tartuntapisteet, voimanvälityksen liikealueen ja anturien liittämismahdollisuudet. Toisaalta ympäristö, jossa tarrain toimii robotin käsivarsi, valmistusprosessi, kokoonpano ja ympäristötekijät asettaa omat reunaehtonsa. [4, s.66 67]
22 Tartunta Itse tartuntatapahtuma on analysoitava tarkasti. Tartunta voi perustua kappaleessa oleviin muotoihin (muotosulkeinen tartunta) tai puristusvoimaan (kitkasulkeinen tartunta). [4, s.67] Kappaleessa olevia uria, kohoumia ja muita muotoja voidaan käyttää hyväksi muotosulkeisessa tartunnassa. Tartunta ei aina ole puhdas kitkatartunta, vaan kitka- ja muotosulkeisen tartunnan yhdistelmä. Tartuntavoiman täytyy olla riittävän suuri pitämään kappale luistamatta paikallaan. Tarpeettoman suuri tartuntavoima voi rikkoa kappaleen. Pieniin tai hauraisiin kappaleisiin tartuttaessa on parempi käyttää muotosulkeista tartuntaa. Tällöin voivat tartuntavoimat olla pienempiä eikä kappale vaurioidu. Puristusvoima voi kohdistua kappaleeseen piste-, viiva- tai pintakuormana. Tarraimen sormiin voidaan lisätä kitkamateriaalia, esimerkiksi kumia. Jos tarraimen sormet on muotoiltu keskittäviksi, liiallinen kitka on kuitenkin haitaksi. [4, s.67 68] Tartuntaperiaate voi olla myös magneettinen tai alipaineen aiheuttama imu; molemmat asettavat prosessille tai käsiteltävälle kappaleelle omat ehtonsa. [4, s.68 ] Mekaaninen rakenne Tarraimen suunnittelussa täytyy tehdä valintoja käyttöenergian, toimilaitteen, mekanismin ja sormien sekä kynsien muotoilun suhteen. Toiminnan kannalta tärkeät anturit integroidaan mekaaniseen rakenteeseen tai joissain tapauksissa, esimerkiksi näköjärjestelmä, sijoitetaan keskeiselle paikalle robotin liikeavaruutta. [4, s.68] Sormet muodostuvat joissakin tapauksissa vipumekanismeista. Kokonaismekanismi on yleensä yhdistelmä kahdesta erilaisesta mekanismista. On syytä pyr-
23 23 kiä mahdollisimman yksinkertaiseen rakenteeseen, sillä tarraimen monimutkaistuessa lisääntyvät myös toimintahäiriöt. Nivelmekanismeissa on aina muistettava nivelkitkojen vaikutus sekä mekanismin kuolokohdat. [4, s.68] Erilaisia tarraimissa käytettyjä mekanismeja on esitetty kuvassa Tartuntavoima Kitkasulkeisessa tartunnassa kappaletta paikallaan pitävän kitkavoiman on oltava suurempi kuin gravitaatiosta ja robotin liikkeistä aiheutuva voima. Kitkavoima kappaleen ja tarraimen välillä riippuu puristusvoimasta ja kitkakertoimesta (taulukko 3). [45, s.68] F k = µf p missä F k = kitkavoima kappaleen ja tarraimen välillä F p = kappaleeseen kohdistuva kohtisuora puristusvoima µ = pintojen välinen kitkakerroin Taulukko 3. Lepokitkakertoimia eri pintojen välillä. [4, s.68] Koskettavat pinnat Lepokitkakerroin µ teräs / teräs (kuiva) 0,6 teräs / teräs (rasvainen) 0,1 pronssi / teräs 0,5 teflon / teräs 0,04 kumi / kuiva betoni 0,9 Toimilaitteen sormiin välittämä puristusvoima voidaan laskea taulukossa 1 esitetyillä kaavoilla. Muille mekanismeille kaavat johdetaan esimerkiksi virtuaalisen työn periaatteen mukaan. Toimilaitetta mitoitettaessa on muistettava mekanismien kuolokohdat ja nivelkitkat. Toimilaitetta ja mekanismia mitoitettaessa on käytettävä varmuuskerrointa n = 1,5 2. [4, s.68]
24 24 Todellinen kitkakerroin saattaa muuttua % riippuen pintojen puhtaudesta, pintojen laadusta, paineesta, voitelusta ja nopeudesta. [4, s.68] Kappaleen massa ja massakeskipiste vaikuttavat tarvittavaan puristusvoimaan, samoin liikkeiden aikana vaikuttava hidastuvuus tai kiihtyvyys ja luonnollisesti maan vetovoiman kiihtyvyys g (g = 9,81 m/s2). Mitoitus on tehtävä suurimman kuormitusyhdistelmän eli painavimman kappaleen, maksimikiihdytyksen ja tartuntavoiman normaalin suuntaisen liikkeen mukaan. Robotin nopeassa pyörähdysliikkeessä kappaleen liikemassa ja momentti voivat tulla kolminkertaisiksi lepotilaan verrattuna. Tartuntaa mitoitettaessa kannattaa piirtää vapaakappalekuvio kappaleesta ja tarraimesta. Muotosulkeisissa tartunnoissa kappale ei ole vain kitkavoiman varassa. [4, s.68 69] Tarrain saattaa myös painua kiinnitintä tai syötintä vasten, asettaa kappaleen väärään paikkaan tai törmätä paletin reunaan, jolloin tarraimeen kohdistuu huomattavia voimia. Voimat voivat vääntää tarraimen sormia auki, jolloin kappale irtoaa tai liukuu tarraimessa. [4, s.69] Mekaanisesti tarrain voi myös rikkoutua törmäyksissä. Näihin kuormituksiin voi varautua rakentamalla tarraimeen ylikuormitussuojan tai suunnittelemalla rikkoutuvat osat helposti vaihdettaviksi. Ylimitoitus johtaa vain painaviin rakenteisiin. Ylikuormitussuoja on yleensä jousikuormitteinen laite, jossa mitataan jousien venymän avulla kuormitustilaa. Ylikuormitustilanteessa jouset joustavat, turvakytkin aukeaa ja robotti saa virhesignaalin. [4, s.69 ]
25 Toimilaitteet Nykytekniikalla voidaan kaikkia käyttölajeja, joista yleisimpiä ovat hydrauliikka, pneumatiikka ja sähköenergia, ohjata ja säätää riittävällä tarkkuudella. Tyypillisesti säädetään tarrainvoimaa, tarraimen avautumaa tai molempia. Älykkäissä tarraimissa sähköiset toimilaitteet ovat yleisimpiä hyvän ohjattavuutensa ansiosta. Servopneumatiikka on kehittynyt viime vuosina merkittävästi, ja pneumatiikkaa käytetään entistä enemmän. Hydrauliikkaa käytetään haluttaessa suuria tartuntavoimia. [4, s.69] Tarttujan toimilaitteelta vaaditaan hyvää ohjattavuutta pientä ja kompaktia kokoa helppoa liitettävyyttä mekanismiin [4, s.69 ] Anturit Tarraimen älykkyys perustuu kykyyn sopeutua joustavasti ympäristön muutoksiin ja tietoon oman toimintansa tilasta. Tiedon aistimiseen tarraimen ympäristöstä ja toiminnasta käytetään antureita eli aistimia. Vähimmäisvaatimuksena on, että tarraimella on kyky ilmoittaa ylemmälle ohjaustasolle tehtävän epäonnistumisesta. [4, s.69 70] Anturit jaetaan toimintansa mukaan tarraimen sisäistä ja ulkoista tilaa mittaaviin antureihin. Ensimmäiseen ryhmään kuuluvat anturit mittaavat tarraimen toimintaa ja tilaa esimerkiksi sormien avautumiskulman tai -nopeuden perusteella. Jälkimmäiset anturit mittaavat käsiteltävien kappaleiden ja toimintaympäristön suureita. [4, s.70]
26 26 Kappaleen tunnistus voi perustua tuotantojärjestelmältä saatuun tietoon, esim. saattomuistia hyväksikäyttämällä. [4, s.70] Eri toimintavaiheissa antureilla seurataan eri asioita (taulukko 4). [4, s.70] Taulukko 4. Anturoidun tarttujan tarkkailutehtäviä eri toimintavaiheissa. [4, s.70] Anturit on valittava ottaen huomioon tarraimen käyttö, ympäristövaatimukset sekä ohjausjärjestelmä. Käsiteltävän kappaleen materiaali on otettava huomioon anturin toimintaperiaatetta valittaessa. [4, s.70 ] Kuva 6. Anturin vaihtoehtoja kappaleen tunnistustehtävään. [4, s.69]
27 Suunnittelu Tarraimen suunnittelu voidaan jakaa kahteen vaiheeseen: kehittelyyn ja viimeistelyyn. Kehittelyvaiheessa jalostetaan edelleen esisuunnittelussa rajattuja vaihtoehtoja ja valitaan paras yhdistelmä. Kaupallisia komponentteja kannattaa yleensä käyttää, mikäli mahdollista. Vakiotarraimesta voi kehittää älykkään tarraimen anturoimalla ja muotoilemalla sormia. Älykkäitä kaupallisia servotarraimia löytyy jo valmiina, mutta ne ovat yleensä kalliita. Vakiotarraimia käytettäessä suunnittelutyö helpottuu ja toteutusriskit pienenevät. [4, s.70] Kehittely alkaa toiminnan, turvallisuuden ja luotettavuuden suunnittelulla. Viimeistelyssä valitaan tarvittavat komponentit ja mitoitetaan rakenne tarkemmin. Tarvittaessa on palattava edellisiin vaiheisiin. [4, s.70 ] Turvallisen ja luotettavan järjestelmän kokonaissuunnittelu Suunnittelun yhtenä tavoitteena on turvallisen ja luotettavan tuotteen kehittäminen taloudellisesti. Turvallisuustekijät on otettava huomioon suunnittelun kaikilla tasoilla. Tavoitteiden ja vaatimusten määrittelyssä vaikuttavat eri määräykset ja standardit (vrt. luku 14). Samoin tehtävänasettelua määrittävät toiminnoilta edellytetty tehokkuus, turvallisuusvaatimukset sekä taloudellisuus. Suunnittelumenetelmin saadut ehdotukset on arvioitava erilaisin turvallisuus- ja luotettavuusanalyysein, mahdollisesti kokeellisesti tai tietokonesimuloinnilla. Ristiriitavaatimukset ovat hallittavissa kriteerien arvottamisella ja arvoanalyysillä. [4, s.71] Turvallisesti vikaantuva tarrain [4, s.71]: Kappale pysyy tarraimessa myös energiakatkosten aikana (paineakku, jarru, itsepidättyvä mekanismi, jousivoimalla sulkeutuva tarrain) Hätä-seis-tilanteessa tai ohjaussignaalin katketessa tarrain säilyttää tar-
28 28 tunta- tai avautumatilansa. Turva-anturi ovat normaalisti suljettuja, jolloin myös kaapelivika katkaisee virtapiirin. Tarraimen luotettavuuteen vaikuttavat [4, s.71]: Tarraimen mekaaninen luotettavuus eli komponenttien toimintavarmuus, määrä ja järjestelmän rakenne Sisäiset häiriöt, esimerkiksi tiedonsiirron häiriöt ja mekaaniset viat Ulkoiset häiriö, esimerkiksi vialliset esineet tai poikkeavat olosuhteet Vaatimusmäärittelyn riittävyys ja oikeellisuus Tarrain ja teollisuusrobotti muodostavat yhdessä kokonaisjärjestelmän, jonka turvallisuus ja luotettavuus on suunniteltava kokonaisuutena. Tarraimen osalta turvallisuutta voidaan parantaa muotoilulla ja turvallisesti vikaantuvan toiminnan periaatteella. [4, s.71 ] Viimeistely Tarraimen viimeistelyssä on muistettava vaatimuslistassa esitetyt argumentit. Tarraimen tai työkalun pitäisi olla kevyt, joten alumiinia tai muoveja kannattaa käyttää. Kaupallisesti on jo saatavilla muovista valmistettuja tarraimia. Rakennetta voidaan keventää myös kevennysrei illä. Tarraimen on oltava pienikokoinen, mutta samalla halutaan kuitenkin laaja erikokoisten kappaleiden käsittelykapasiteetti. Tarraimen tulee olla riittävän jäykkä ja puristusvoimainen epävarmoissakin tapauksissa. Huolto- ja turvallisuusnäkökohdat on myös huomioitava. Hyvä tarrain on luotettava ja kestää kulutusta. Modulaarinen rakenne puolestaan helpottaa kunnossapitoa. [4, s.71]
29 29 Tarraimen täytyy olla tukeva ja välyksetön. Robotin 0,1 mm:n toistotarkkuudesta ei ole mitään hyötyä, jos tarraimessa on saman verran välystä tai tarrain ei keskitä kappaletta tartunnan aikana (kuva 5). [4, s.71] Antureita ja antureiden johtoja suojaava rakenne on tärkeä. Usein joudutaan siirtämään tietoja ja anturisignaaleja nivelten läpi. Johdot on suojattava sekä mekaaniselta kulumiselta että sähköisiltä häiriöiltä. Johdoissa on vältettävä pieniä taivutussäteitä ja johdot on parasta tehdä helposti vaihdettaviksi. Kustannukset on myös otettava huomioon. Yksinkertainen laite on usein luotettavin ja halvin. [4, s.71] Yksityiskohtien suunnittelussa on erityisen tärkeää huomata kokoonpantavuus, huollettavuus, valmistettavuus sekä kustannukset. Tuotekehittelijöillä ei aina ole riittävää asiantuntemusta valmistustekniikoista; valmistustekniikan asiantuntijoita kannattaa käyttää hyväksi. Yksityiskohtia kannattaa erikseen testata mahdollisemman varhaisessa vaiheessa, esimerkiksi antureiden tarkkuutta ja toimintaa voidaan testata käyttöolosuhteita vastaavassa ympäristössä. Suunnitelman hyväksymisen jälkeen tarttuja tai työkalu valmistetaan, testataan ja otetaan käyttöön. [4, s ] 5.5 Anturoitu tarrain Seuraavaksi esitetään anturoitujen teollisuustarraimien suunnitteluun ja valintaan liittyviä ja vaikuttavia asioita. Asiaa on käsitelty laajemmin MET:n Mekatroniikka-sarjan julkaisuissa Heilala et al. (1990), Ropponen & Airila (1989), Lehtinen & Ropponen (1989). Luvussa esitetään kaksi sovellusesimerkkiä anturoidusta tarraimesta. [4, s.72] Tarrain voidaan varustaa omalla ohjauksella, jotta se kykenee mukautumaan ympäristön tai prosessin muutoksiin vastaanottamalla, käsittelemällä ja lähettämällä edelleen tietoa omasta toiminnasta, ympäristöstä sekä muilta laitteilta.
30 30 Älykkäällä toiminnalla voidaan estää tuotantokatkoksia, sillä tarraimen välittämän tiedon perusteella tunnistetaan virhetilanteet ja selvitetään ne. [4, s.72] Tarraimen ja robottijärjestelmän suunnittelu vaatii usean tekniikan alan osaamista. Anturoidun tarraimen suunnittelun kannalta keskeisiä osa-alueita ovat tarrainmekaniikka, toimilaitteet, anturit ja ohjausjärjestelmät. Anturien integroiminen tarttujaan ja anturiviestin välitys ohjausyksikköön ovat älykkään toiminnan kannalta hyvin tärkeitä. Tarvittavien ohjaus- ja mittausmenetelmien on oltava tiedossa jo mahdollisimman varhaisessa suunnitteluvaiheessa. [4, s.72] Antureiden sijoitus, dimensiot, tehonsyöttö, kaapelointi ja suojaus on muistettava kaikissa suunnittelun vaiheissa. [4, s.72] Älykkäässä tarraimessa toimilaitetta, mekanismia, työkappaletta ja ympäristöä valvotaan aistimin. Toimilaitteen ja mekanismin asentoa sekä nopeutta mittaamalla saadaan takaisinkytkentätietoa tarttujan sisäisestä tilasta. Ulkoista tilatietoa käytetään ohjaamaan tarraimen ja koko robottijärjestelmän toimintaa. [4, s.72] Mekatroniselle tuotteelle on ominaista elektroniikan ja ohjelmiston kiinteä liittyminen mekaaniseen rakenteeseen. Näitä toimintoja, ohjausta ja mekaniikkaa on vaikea suunnitella onnistuneesti erillään. Tarraimen älykkyys asettaakin lisävaatimuksia suunnittelulle. Järjestelmällisestä lähestymistavasta on hyötyä myös turvallisuus- ja luotettavuussuunnittelussa. [4, s.72 ] Ohjausjärjestelmä Tarraimen ohjaimena voi toimia robotin ohjausjärjestelmä. Tarraimella voi olla erillinen ohjain tai tarrainta voi ohjata solun keskustietokone suoraan. Anturei-
31 31 den välittämän tiedon kasvaessa ja monipuolistuessa vaaditaan myös ohjaukselta enemmän. Tarraimen antureilta kerättyä tietoa käytetään tarraimen ja robotin ohjaamiseen. Robottijärjestelmän tilaa valvotaan myös muilla antureilla. [4, s.72] Valittu anturiratkaisu vaikuttaa tarraimen ohjauksen suunnitteluun. Tarraimen anturointitarve muuttuu tehtävän vaativuuden mukana. Kehittyneet anturit vaativat enemmän signaalien käsittelykykyä tietomäärän kasvaessa (kuva 7). [4, s.72] Älykkään tarttujan toiminnot [4, s.72]: Anturien luku ja signaalien käsittely Tarttujan toiminnan ohjaus Kommunikointi robotin kanssa Kommunikointi ympäristön kanssa Kuva 7. Ohjauksen vaativuus kasvaa signaalien käsittelyn monimutkaistuessa. [4, s.73]
32 32 6 TYÖN TOTEUTUS Työ aloitettiin perehtymällä olemassa olevan tarttujan hyviin ja huonoihin puoliin. Näin saatiin aikaiseksi vaatimuslista uudelle tarttujalle (liitteet 1 ja 2). Seuraavaksi tutustuttiin markkinoilla oleviin valmiisiin vakiotarttujiin, joita olisi muokattu tarpeen mukaan. Yhdellä valmistajalla olisi sopiva vakiotarttuja löytynyt, mutta hinta todettiin tarpeeseen nähden kalliiksi. Kun sopivaa vakiotarttujaa ei löytynyt, aloitettiin oman tarttujan suunnitteleminen. Tarttuja suunniteltiin siten, että vanhat tarttujan sormet käyvät myös uuteen tarttujaan. 6.1 Tarttujan mekanismi Tarttujan suunnitteleminen aloitettiin valitsemalla sopiva mekanismi sormien liikkeen aikaansaamiseksi. Vaihtoehtoina olivat kiertyväsorminen nivelmekanismi, kartioliukujohde, hammaspyörä ja hammastanko sekä hammashihnakäyttö. Mekanismiksi valittiin hammaspyörä ja hammastanko yksinkertaisen rakenteen aikaansaamiseksi. 6.2 Rungon ja sormien rakenne Tarttujan rungon, sivutukien ja sormien ym. valmistusmateriaaliksi valittiin alumiini, jonka valintaa puoltaa sen hyvä lujuus, keveys ja helppo työstettävyys. Tarttujaan ei haluttu erillisiä liukujohteita tai -laakereita kasvattamaan tarttujan kokoa ja painoa, vaan liukupinnat tehtiin suoraan rungon ja sormien välisiin pintoihin. Tästä syystä rungon ja sormien pintakäsittelyksi valittiin kova-anodisointi
33 33 joka jälkikäsiteltiin Teflon (PTFE) -käsittelyllä. Muiden alumiiniosien pintakäsittelyksi valittiin normaali anodisointi Alumiini Alumiinin keveys, lujuus, korroosion kestävyys, kierrätettävyys, kulutuskestävyys, sitkeys sekä sähkön- ja lämmönjohtavuus tekevät siitä ainutlaatuisen materiaalin käytettäväksi lukuisissa monipuolisissa sovellutuksissa. [5] Alumiini on erittäin kevyt metalli, jonka ominaispaino on 2,7 kg/dm 3 eli noin kolmannes teräksen ominaispainosta. Erilaisia alumiiniyhdisteitä hyväksikäyttäen sovellutuskohtaiset lujuusominaisuudet voidaan ottaa huomioon. [5] Alumiini kehittää reagoidessaan hapen ja veden kanssa metallin pintaa suojaavan oksidipinnan. Oksidi on erittäin kova ja hyvin kulutusta kestävä alumiinin suola, jota käytetään myös korkealujuusterästen työstämiseen. [5] Alumiini on täysin kierrätettävä materiaali, jonka kierrätys on teknisesti ja taloudellisesti kannattavaa. Suomessa ei ole alumiinin primäärituotantolaitosta. Kaikki Suomessa käytettävä alumiini on tuotua tai kierrätettyä. [5] Anodisointi Anodisointi on sähkökemiallinen prosessi, jossa alumiinin pintaan muodostetaan luontaisenkaltainen, halutun paksuinen, tiivis ja pysyvä oksidikerros. Anodisoinnilla lisätään alumiinin korroosiokestoa ja saadaan edullisesti miellyttävä ulkonäkö monin eri värein. Oksidikerros on myös erittäin kova ja antaa hyvän kulumista ehkäisevän pinnan. [6, 7]
34 Kova-anodisointi Kova-anodisointi on sähkökemiallisesti alumiiniseoksiin syntyvä alumiinioksidikerros Al 2 O 3, jonka kovuus on HRC ja pinnan paksuus µm. Kova-anodisointi antaa erinomaisen korroosiosuojan ja kulutuskestävyyden hankausta vastaan sekä tasaisen pinnoituksen myös reikiin ja kierteisiin. Kovaanodisointia käytetään kulutusta vaativissa osissa ja paikoissa. [8] Teflon-tiivistys Pinnoite voidaan kyllästää Teflon-liuoksella, jolloin pinnalle saadaan erinomaiset ja kestävät liukuominaisuudet, samalla korroosiosuoja paranee. [8] 6.3 Moottorin valinta Kun moottoria lähdetään valitsemaan sovellukseen, on hyvä miettiä, mitä moottorilta tarvitaan. Tarvittava käyttöikä, pyörimisnopeus, vääntömomentti, teho ja suojausluokka (IP-luokitus) ovat ensisijaisia valintakriteereitä. [9] Tarvittava vääntömomentti ja pyörimisnopeus saatiin suoraan Mekanex Oy:n laskentaohjelmalla Vääntömomentin laskenta hammastankokäytölle, ja tehon laskemiseksi on olemassa yksinkertainen laskukaava, joka antaa noin arvon. Kaava on seuraava: [9,11] Nopeus x vääntömomentti x 0,1 = tarvittava teho vaihteen akselilta (P2).
35 35 Oikea moottorityyppi valitaan aina sovelluksen mukaan. Perustiedoissa huomioidaan esim. toteutetaanko ohjauskäyttö kuularuuvilla, hammashihnalla vai hammastangolla? määritetään liikenopeus, liikeaika, paikoitustarkkuus, kiihtyvyys, hidastuvuus, käyttöjännite, massa, fyysinen koko lasketaan kuorman vaatima momentti sekä hitausmomentti moottorin akselilla Kuva 8. Moottorin valinta [10] valitaan käytön vaatimuksiin soveltuva AC-, DC-, BDC- tai askelmoottori. Tarttujan moottoriksi valittiin harjaton tasavirtamoottori, johon valittiin samalla vaihteisto sekä pulssianturi. Askelmoottori hylättiin kokoonsa nähden pienen vääntömomentin takia Askelmoottorit Askelmoottori on sähkömoottori, joka ei pyöri vapaasti, vaan jota ohjataan askelittain. Moottorin yksi kierros jaetaan siis useampaan askeleeseen, joiden mukaan moottori voi pyöriä. Askelmoottoria on ohjattava erillisellä ohjauspiirillä, joka säätelee mihin, suuntaan ja kuinka paljon moottori pyörii. Tällaista moottoria voidaan ohjata hyvinkin tarkasti, jopa puoli astetta kerrallaan. [12] Askelmoottorin toiminta perustuu sen sisällä oleviin sähkömagneetteihin. Niiden magneettikenttää muuttelemalla saadaan moottori liikkumaan. Kuhunkin magneettiin vuorollaan johdetaan virtaa, jolloin se vetää puoleensa moottorin sisällä pyörivää roottoria. [12] Askelmoottorit voidaan jakaa kolmeen ryhmään, jotka ovat seuraavat [12]: - kestomagneettiaskelmoottorit - reluktanssiaskelmoottorit - hybridiaskelmoottorit.
36 36 Askelmoottoreista ei saada kovinkaan suurta vääntömomenttia aikaan. Moottorin tuottama momentti on suurin, kun se pyörii hitaasti, ja momentti pienenee sitä mukaa, kuin moottorin kierrosnopeus kasvaa. Tämä johtuu siitä, että momentti on suurimmillaan silloin, kun sähkömagneettiin johdetaan eniten virtaa. Mitä nopeammin moottori pyörii, sitä vähemmän aikaa magneettiin johdetaan maksimivirtaa, jolloin ei tuoteta enää niin suurta momenttia. [12] Harjattomat tasavirtamoottorit Harjaton DC-moottori on kestomagneettimoottori, jossa kestomagneetit ovat roottorissa (= pyörijässä). Täten tässä moottorityypissä ei tarvita kommutaattorirakennetta. Tämän takia harjaton moottori on huoltovapaa. Ainoa harvoin huoltoa tarvitseva kohde on moottorin päätylaakerit. Lisäksi harjattomat moottorit ovat hyötysuhteeltaan erinomaisia harjallisiin moottoreihin verrattuna, koska harjattomassa moottorissa ainoa kitka on kuulalaakereissa. Tästä seuraa se, että moottorin teho ja ajoaika kasvavat huomattavasti. Hyötysuhteesta on myös se etu, että moottori lämpenee huomattavasti vähemmän, ja lämpö on yleensä helpommin siirrettävissä moottorista ulos kannussa olevan käämityksen takia. [13] Roottorin aseman takaisinkytkentä on tehty kolmella Hall-anturilla, jotka on asennettu moottoriin. Kaksinapainen säätömagneetti ja Hall-anturit muodostavat 120 vaihesiirron, antaen kuusi erilaista signaalikombinaatiota per kierros. [14]
37 Moottorin kiinnitys Harjattomassa moottorissa käämit voivat olla melkoisen lähellä moottorin asennuksessa käytettäviä ruuvinreikiä, joten asennusruuvien valinnassa täytyy olla tarkkana. Liian pitkä ruuvi tuhoaa helposti käämin ja täten myös moottorin. Moottorin ohjekirjasta on hyvä tarkastaa ennen moottorin asennusta oikean ruuvin pituus. Jos mainintaa ei löydy, kannattaa ruuviehdokas ruuvata kevyesti käsin moottoriin ennen sen asennusta. Heti kun ruuvi ottaa kevyestikin kiinni käämiin, niin ruuvaus lopetetaan ja tarkastetaan, että ulkona olevan ruuvin pituus on selvästi pienempi kuin moottoripukin paksuus. [15] 6.5 Ylikuormitussuoja Tarttujaan suunniteltiin myös ylikuormitussuoja, jonka tarkoituksena on estää tarttujassa olevan veriputken rikkoutuminen. Putken rikkoutuminen saattaa aiheuttaa kontaminaatiovaaran (muiden näytteiden saastumisen) tai tartuntatautiriskin. Ylikuormitussuojassa on kaksi jousta sekä anturi. Tarttujaan kohdistuessa liian suuren voiman, jouset painuvat kasaan ja anturi tunnistaa vastakappaleen, jolloin robotin liike pysäytetään. 6.6 Protolaite Ensimmäisenä osat mallinnettiin sekä käytettiin saatavilla olevia valmiita valmistajien tekemiä 3D-malleja. Osista tehtiin kokoonpanoja, joiden yhteydessä osien malleja päästiin tarkastelemaan ja tekemään loppusilaus. Kun mallit näyttivät sopivan yhteen, tehtiin malleista työkuvat. Työkuvien perusteella osat tilattiin alihankkijalta.
38 38 Tarttujan osien ja kokoonpanojen suunnittelu sekä työkuvien tekeminen tapahtui SolidWorks-ohjelmalla. SolidWorks on parametrinen 3D-mekaniikkasuunnitteluohjelmisto, joka sisältää tilavuus- ja pintamallinnustyökalut. Ohjelmalla voidaan tehdä kolmenlaisia perustiedostoja: osia, kokoonpanoja sekä valmistuspiirroksia. Nämä ovat toisiinsa sidoksissa siten, että muutettaessa osaa kokoonpanossa myös osatiedosto sekä sen piirustus muuttuvat, tai päinvastoin. [16]
39 39 7 YHTEENVETO Lopputyön aiheena oli etsiä tai suunnitella olemassa olevan pneumaattisen tarttujan tilalle sähkötoiminen tarttuja. Työn lähtökohta oli tarve saada robottimoduuleista pneumaattiset toimilaitteet pois, koska tällä hetkellä moduulit tarvitsevat paineilmaa ainoastaan kyseisen pneumaattisen tarttujan takia. Muita tarpeita oli sormien aukeamisen säädettävyys sekä putken halkaisijan mittaus. Työssä käsiteltiin tarttujan suunnittelun teoriaa ja varsinaista suunnittelua. Työssä vertailtiin DC- ja askelmoottoreita sekä erilaisia alumiinin pintakäsittelyjä ja niiden soveltuvuutta kyseiseen tarkoitukseen. Työstä rajattiin pois aihealueen laajuuden vuoksi sähköjen ja ohjelman suunnittelu. Työn ensisijainen tavoite, tarttujan suunnitteleminen ja työpiirustusten laatiminen, saavutettiin. Työn yhtenä tuloksena syntyi mallinnettu tarttuja. Kyseinen malli on vielä konsepti, ja sitä saatetaan suunnitella osittain uudelleen. Tämän opinnäytetyön tuloksena tehtiin työkuvat, joiden perusteella tilattiin alihankintaja osto-osat. Prototyypin kokoonpano sekä asennus tullaan tekemään kevään aikana. Tarttujaa testataan aluksi DC-moottorin ohjaimen omalla ohjelmalla, ja tulevaisuudessa sille tehdään ohjaus robottimoduulin ohjelman yhteyteen.
40 40 LÄHTEET 1. Thermo Fisher Scientific 2008 Annual Report. < Luettu Thermo Suomi Intranet ( ) 3. TCAutomaatio tuotannon kuvaus ver. 03 (2008) 4. Toim. Risto Kuivanen: Robotiikka. Talentum Oyj, ISBN Alumiini materiaalina (WWW-dokumentti). < Luettu Anodisointi (WWW-dokumentti). < Luettu Anodisointi (WWW-dokumentti). < Luettu Kova-anodisointi (WWW-dokumentti). < Luettu Moottorin valinta (WWW-dokumentti). < Luettu Moottorin valintaopas (WWW-dokumentti). < Luettu Vääntömomentin laskenta hammastankokäytölle (WWW-dokumentti). < Luettu Askelmoottorit (WWW-dokumentti). < Luettu Harjattomat tasavirtamoottorit (WWW-dokumentti). < 4hk%C3%B6moottorit_1.pdf>. Luettu Harjattomat tasavirtamoottorit (WWW-dokumentti). < Luettu
41 Sähkömoottorit (WWW-dokumentti). < Luettu SolidWorks (WWW-dokumentti). < Luettu
42 42 Liite 1: Nykyinen tarttuja Hyvät puolet: Putken korkeuden mittaus Korkintunnistus (tunnistetaan onko putkessa korkki) Vakiopuristusvoima Koko Huonot puolet: Ei putken halkaisijan mittausta Aukeama ei ole säädettävissä Vaatii paineilmatulon laitteisiin (sekä suodattimen, säätimen, venttiilin ym.)
43 43 Liite 2: Vaatimusluettelo Tarttuja: Koko (mahdollisimman pieni) Nykyinen tarttuja kooltaan 90x120x30 (p, l, k) Paino (mahdollisimman kevyt, mielellään alle 0,5 kg) Nykyisen tarttujan paino 0,2 kg Leukojen aukeama yli 14 mm (yli 7 mm/leuka) Nykyisen tarttujan leukojen aukeama 14 mm Säädettävä leukojen aukeama Puristusvoima (min 27 N, mielellään säädettävissä oleva) Nykyisessä tarttujassa puristusvoima 27 N 6 bar paineella Leukojen asennon tunnistus (putken halkaisijan mittaus) Tarttujakokonaisuus: Putken korkeuden mittaus (tunnistetaan putken/korkin reuna) Korkintunnistus (tunnistetaan, onko putkessa korkki)
44 44 Liite 3: Sähkötoiminen tarttuja Kuva 9. Sähkötoiminen tarttuja
Mekatroniikan peruskurssi Luento 1 / 15.1.2013
 Lappeenranta University of Technology, Finland Mekatroniikan peruskurssi Luento 1 / 15.1.2013 Rafael Åman LUT/Älykkäiden koneiden laboratorio Tehonsiirto voidaan toteuttaa: Mekaanisesti Hydraulisesti Pneumaattisesti
Lappeenranta University of Technology, Finland Mekatroniikan peruskurssi Luento 1 / 15.1.2013 Rafael Åman LUT/Älykkäiden koneiden laboratorio Tehonsiirto voidaan toteuttaa: Mekaanisesti Hydraulisesti Pneumaattisesti
Akselikytkimet & Kiinnitysholkit
 Akselikytkimet & Kiinnitysholkit Akselikytkimen valinnassa on hyvä ottaa huomioon seuraavat asiat: Akselikytkimet Onko radiaalista virhettä? Kuinka suurta momenttia siirretään? Kuinka suurta kierrosnopeutta
Akselikytkimet & Kiinnitysholkit Akselikytkimen valinnassa on hyvä ottaa huomioon seuraavat asiat: Akselikytkimet Onko radiaalista virhettä? Kuinka suurta momenttia siirretään? Kuinka suurta kierrosnopeutta
WGS - Pihtejä ja sylintereitä
 D:01 Yleistä WGS-järjestelmän pihdeistä ja -sylintereistä Pihtejä käytetään yleisesti valukanavien poimintaan, mutta niitä käytetään usein myös kappaleiden poimintaan, eritysesti kun kappaleessa ei ole
D:01 Yleistä WGS-järjestelmän pihdeistä ja -sylintereistä Pihtejä käytetään yleisesti valukanavien poimintaan, mutta niitä käytetään usein myös kappaleiden poimintaan, eritysesti kun kappaleessa ei ole
Pöytämallinen biojätteen vähennysyksikkö
 Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
OUM6410C4037 3-pisteohjattu venttiilimoottori 24 VAC
 OUM6410C4037 3-pisteohjattu venttiilimoottori 24 VAC TUOTETIEDOT YLEISTÄ OUM6410C venttiilimoottori soveltuu hitaiden säätöprosessien ohjaamiseen, esim. lämmityspiirien säätöön. Venttiilimoottori ei tarvitse
OUM6410C4037 3-pisteohjattu venttiilimoottori 24 VAC TUOTETIEDOT YLEISTÄ OUM6410C venttiilimoottori soveltuu hitaiden säätöprosessien ohjaamiseen, esim. lämmityspiirien säätöön. Venttiilimoottori ei tarvitse
TEKNISET TIEDOT Pakokaasukela sarja 865, jousipalautteinen
 TEKNISET TIEDOT Pakokaasukela sarja 865, jousipalautteinen No. 981117101 Kuvaus Turvalukitus mahdollistaa rummun lukitsemisen letkunvaihdon yhteydessä. Räikkämekanismi lukitsee uloskelatun letkun halutulle
TEKNISET TIEDOT Pakokaasukela sarja 865, jousipalautteinen No. 981117101 Kuvaus Turvalukitus mahdollistaa rummun lukitsemisen letkunvaihdon yhteydessä. Räikkämekanismi lukitsee uloskelatun letkun halutulle
MEHRER -Öljyvapaat kompressorit paineilmalle ja kaasuille
 MEHRER -Öljyvapaat kompressorit paineilmalle ja kaasuille Öljyvapaa paineilma 100% öljyvapaata paineilmaa Puhdas ja ehdottoman öljytön paineilma on elintärkeä käyttöhyödyke sairaaloiden ja terveyskeskusten
MEHRER -Öljyvapaat kompressorit paineilmalle ja kaasuille Öljyvapaa paineilma 100% öljyvapaata paineilmaa Puhdas ja ehdottoman öljytön paineilma on elintärkeä käyttöhyödyke sairaaloiden ja terveyskeskusten
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
WGS pihdit ja sylinterit
 WGS pihdit ja sylinterit Pihtejä käytetään tavallisesti valukanavien poimintaan, mutta usein myös itse kappaleille. Erityisesti jos kappaleessa ei ole riittävästi tasomaisia pintoja imukupeille. Pihdeillä
WGS pihdit ja sylinterit Pihtejä käytetään tavallisesti valukanavien poimintaan, mutta usein myös itse kappaleille. Erityisesti jos kappaleessa ei ole riittävästi tasomaisia pintoja imukupeille. Pihdeillä
FlyMarker PRO merkintälaite. Mark like a Professional
 FlyMarker PRO merkintälaite Mark like a Professional Mark like a Professional FlyMarker PRO Mobile Kannettavan FlyMarker PRO merkintälaitteen avulla suurten, raskaiden ja vaikeasti liikuteltavien kappaleiden
FlyMarker PRO merkintälaite Mark like a Professional Mark like a Professional FlyMarker PRO Mobile Kannettavan FlyMarker PRO merkintälaitteen avulla suurten, raskaiden ja vaikeasti liikuteltavien kappaleiden
KULMAVAIHTEET. Tyypit W 088, 110, 136,156, 199 ja 260 TILAUSAVAIN 3:19
 Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
AS-0.3200 Automaatio- ja systeemitekniikan projektityöt
 Teknillinen korkeakoulu Sähkö- ja tietoliikennetekniikan osasto AS-0.3200 Automaatio- ja systeemitekniikan projektityöt CeilBot 2DoF camera actuator Antti Riksman Sisältö 1 CeilBot 3 2 Projektin tämän
Teknillinen korkeakoulu Sähkö- ja tietoliikennetekniikan osasto AS-0.3200 Automaatio- ja systeemitekniikan projektityöt CeilBot 2DoF camera actuator Antti Riksman Sisältö 1 CeilBot 3 2 Projektin tämän
ERGOLATOR. Henkilökohtainen nostoapulaite. 15 200 kg. ERGOLATOR erilaisten rullien käsittelyyn
 Henkilökohtainen nostoapulaite 5 00 kg ERGOLATOR erilaisten rullien käsittelyyn Henkilökohtainen nostoapulaite Jokaiselle oikea työskentelykorkeus ei turhaa kumartelua tai kurottamista. Portaaton nostonopeus
Henkilökohtainen nostoapulaite 5 00 kg ERGOLATOR erilaisten rullien käsittelyyn Henkilökohtainen nostoapulaite Jokaiselle oikea työskentelykorkeus ei turhaa kumartelua tai kurottamista. Portaaton nostonopeus
Liukujärjestelmät Tuoteluettelo 2014
 Liukujärjestelmät Tuoteluettelo 2014 Alumiini Polyasetaali Tuoteluettelo 2014 Sisällysluettelo: 3 Käyttökohteita 4 C-kiskot C-30 5 Liukupalat LP-30 6 Liukuprofiilit LK-30 7 C-kiskot C-20 8 Liukupalat LP-20
Liukujärjestelmät Tuoteluettelo 2014 Alumiini Polyasetaali Tuoteluettelo 2014 Sisällysluettelo: 3 Käyttökohteita 4 C-kiskot C-30 5 Liukupalat LP-30 6 Liukuprofiilit LK-30 7 C-kiskot C-20 8 Liukupalat LP-20
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
LINEAARIKÄYTÖT. AT ja ATL hammashihnojen valmistusohjelma: AT AT3 AT5 AT10 AT20 ATL ATL5 ATL10 ATL20. Lineaarikäytöt AT ja ATL hammashihnoilla:
 LINEAARIKÄYTÖT Yleistä lineaarikäytöistä Pinoajat, lavaajat ja muut keräilyrobotit ovat tyypillisiä esimerkkejä lineaarikäytöistä. Perusajatuksena on käyttölaitteen pyörimisliikkeen muuttaminen pitkittäisliikkeeksi.
LINEAARIKÄYTÖT Yleistä lineaarikäytöistä Pinoajat, lavaajat ja muut keräilyrobotit ovat tyypillisiä esimerkkejä lineaarikäytöistä. Perusajatuksena on käyttölaitteen pyörimisliikkeen muuttaminen pitkittäisliikkeeksi.
FYSIIKKA. Mekaniikan perusteita pintakäsittelijöille. Copyright Isto Jokinen; Käyttöoikeus opetuksessa tekijän luvalla. - Laskutehtävien ratkaiseminen
 FYSIIKKA Mekaniikan perusteita pintakäsittelijöille - Laskutehtävien ratkaiseminen - Nopeus ja keskinopeus - Kiihtyvyys ja painovoimakiihtyvyys - Voima - Kitka ja kitkavoima - Työ - Teho - Paine LASKUTEHTÄVIEN
FYSIIKKA Mekaniikan perusteita pintakäsittelijöille - Laskutehtävien ratkaiseminen - Nopeus ja keskinopeus - Kiihtyvyys ja painovoimakiihtyvyys - Voima - Kitka ja kitkavoima - Työ - Teho - Paine LASKUTEHTÄVIEN
Hydrostaattinen tehonsiirto. Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla.
 Komponentit: pumppu moottori sylinteri Hydrostaattinen tehonsiirto Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla. Pumput Teho: mekaaninen
Komponentit: pumppu moottori sylinteri Hydrostaattinen tehonsiirto Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla. Pumput Teho: mekaaninen
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
KJR-C1001 Statiikka ja dynamiikka. Luento Susanna Hurme
 KJR-C1001 Statiikka ja dynamiikka Luento 16.3.2016 Susanna Hurme Päivän aihe: Translaatioliikkeen kinetiikka (Kirjan luvut 12.6, 13.1-13.3 ja 17.3) Oppimistavoitteet Ymmärtää, miten Newtonin toisen lain
KJR-C1001 Statiikka ja dynamiikka Luento 16.3.2016 Susanna Hurme Päivän aihe: Translaatioliikkeen kinetiikka (Kirjan luvut 12.6, 13.1-13.3 ja 17.3) Oppimistavoitteet Ymmärtää, miten Newtonin toisen lain
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA
 AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA Suomen teollisuuden kilpailukyky perustuu yhä enemmän tietotaitoon. Automaation avulla osaaminen voidaan hyödyntää tehostuvana tuotantona. Automaatiotekniikan koulutusohjelman
AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA Suomen teollisuuden kilpailukyky perustuu yhä enemmän tietotaitoon. Automaation avulla osaaminen voidaan hyödyntää tehostuvana tuotantona. Automaatiotekniikan koulutusohjelman
Tiivistimet. 1 Staattiset eli lepotiivistimet pyritään vuotamattomaan tiivistykseen. 2 Liiketiivistimet
 Tiivistimet 1 Staattiset eli lepotiivistimet pyritään vuotamattomaan tiivistykseen 2 Liiketiivistimet 2.1 Kosketustiivistimet 2.2 Kosketuksettomat tiivistimet usein pienehkö vuoto hyväksytään pyörimisliike
Tiivistimet 1 Staattiset eli lepotiivistimet pyritään vuotamattomaan tiivistykseen 2 Liiketiivistimet 2.1 Kosketustiivistimet 2.2 Kosketuksettomat tiivistimet usein pienehkö vuoto hyväksytään pyörimisliike
HAKLIFT MAGNEETTITARRAIN. Sisällys 1. Käyttötarkoitus ja ominaisuudet 2. Rakenne ja tekniset tiedot 3. Käyttö 4. Päätekijät 5. Huolto ja turvallisuus
 HAKLIFT MAGNEETTITARRAIN Sisällys 1. Käyttötarkoitus ja ominaisuudet 2. Rakenne ja tekniset tiedot 3. Käyttö 4. Päätekijät 5. Huolto ja turvallisuus KÄYTTÖOHJEET HUOMAUTUS: Lue käyttöohjeet huolellisesti
HAKLIFT MAGNEETTITARRAIN Sisällys 1. Käyttötarkoitus ja ominaisuudet 2. Rakenne ja tekniset tiedot 3. Käyttö 4. Päätekijät 5. Huolto ja turvallisuus KÄYTTÖOHJEET HUOMAUTUS: Lue käyttöohjeet huolellisesti
WGS - Quick-Lock-pikavaihtojärjestelmä
 B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
Liike ja voima. Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä
 Liike ja voima Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä Tasainen liike Nopeus on fysiikan suure, joka kuvaa kuinka pitkän matkan kappale kulkee tietyssä ajassa. Nopeus voidaan
Liike ja voima Kappaleiden välisiä vuorovaikutuksia ja niistä aiheutuvia liikeilmiöitä Tasainen liike Nopeus on fysiikan suure, joka kuvaa kuinka pitkän matkan kappale kulkee tietyssä ajassa. Nopeus voidaan
Sylinterit. (Visidon arkisto 1986) No 3
 No 3") Sylinterit (Visidon arkisto 1986) No 3 FLUID Finland 1-2003 Sylinterit Pääsääntöisesti sylintereitä on kahta perustyyppiä: yksitoimisia ja kaksitoimisia sylintereitä. Tavalliselle mattimeikäläiselle sylinteri
Sylinterit (Visidon arkisto 1986) No 3 FLUID Finland 1-2003 Sylinterit Pääsääntöisesti sylintereitä on kahta perustyyppiä: yksitoimisia ja kaksitoimisia sylintereitä. Tavalliselle mattimeikäläiselle sylinteri
Tehontarve Pito Mitoitus. Jousipalautus. Turvallisuus Suojausluokka II Eristetty Kotelointiluokka NEMA2, UL kotelotyyppi 2 EMC Pienjännitedirektiivi
 ekninen tuote-esite Jousipalautteinen toimilaite turvatoiminnolla rakennusten ilmanvaihtoja ilmastointijärjestelmien peltien säätöön. Ilmastointipelteihin, joiden koko n. 4 m 2 Vääntömomentti: 20 m imellisjännite
ekninen tuote-esite Jousipalautteinen toimilaite turvatoiminnolla rakennusten ilmanvaihtoja ilmastointijärjestelmien peltien säätöön. Ilmastointipelteihin, joiden koko n. 4 m 2 Vääntömomentti: 20 m imellisjännite
Harjoitustehtäviä kokeeseen: Sähköoppi ja magnetismi
 Harjoitustehtäviä kokeeseen: Sähköoppi ja magnetismi 3. Selitä: a. Suljettu virtapiiri Suljettu virtapiiri on sähkövirran reitti, jonka muodostavat johdot, paristot ja komponentit. Suljetussa virtapiirissä
Harjoitustehtäviä kokeeseen: Sähköoppi ja magnetismi 3. Selitä: a. Suljettu virtapiiri Suljettu virtapiiri on sähkövirran reitti, jonka muodostavat johdot, paristot ja komponentit. Suljetussa virtapiirissä
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit. Uusi moottorisukupolvi
 Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
DIARC-pintakäsittelyillä uusia ominaisuuksia tuotteisiin
 Nanoteknologiaa koneenrakentajille DIARC-pintakäsittelyillä uusia ominaisuuksia tuotteisiin Juha Viuhko 1 kehittää ja valmistaa älykkäitä pintaratkaisuja parantamaan asiakkaiden tuotteiden ja palveluiden
Nanoteknologiaa koneenrakentajille DIARC-pintakäsittelyillä uusia ominaisuuksia tuotteisiin Juha Viuhko 1 kehittää ja valmistaa älykkäitä pintaratkaisuja parantamaan asiakkaiden tuotteiden ja palveluiden
PASSION PROSYSTEM. Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI. Since 1912
 PASSION IN CRANES PROSYSTEM Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI Since 1912 PROSYSTEM Alumiininen piennosturijärjestelmä on maailman kehittynein työpajanosturi. Sen ainutlaatuiset
PASSION IN CRANES PROSYSTEM Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI Since 1912 PROSYSTEM Alumiininen piennosturijärjestelmä on maailman kehittynein työpajanosturi. Sen ainutlaatuiset
Koukku-kontti-vaihtolavasovitteinen AMPHITEC FLEX LOADER
 Koukku-kontti-vaihtolavasovitteinen AMPHITEC FLEX LOADER Kuivien ja nestemäisten aineiden puhallukseen ja imuun 14 m3 kippaavaan säiliöön, materiaalitilavuus 12 m3 Catepillar -moottori joka tuottaa max.
Koukku-kontti-vaihtolavasovitteinen AMPHITEC FLEX LOADER Kuivien ja nestemäisten aineiden puhallukseen ja imuun 14 m3 kippaavaan säiliöön, materiaalitilavuus 12 m3 Catepillar -moottori joka tuottaa max.
FYSIIKAN HARJOITUSTEHTÄVIÄ
 FYSIIKAN HARJOITUSTEHTÄVIÄ MEKANIIKKA Nopeus ja keskinopeus 6. Auto kulkee 114 km matkan tunnissa ja 13 minuutissa. Mikä on auton keskinopeus: a) Yksikössä km/h 1. Jauhemaalaamon kuljettimen nopeus on
FYSIIKAN HARJOITUSTEHTÄVIÄ MEKANIIKKA Nopeus ja keskinopeus 6. Auto kulkee 114 km matkan tunnissa ja 13 minuutissa. Mikä on auton keskinopeus: a) Yksikössä km/h 1. Jauhemaalaamon kuljettimen nopeus on
SPIRALAIR -KOMPRESSORIT K1-4 K6-8 COMBI KS1-4 KS6 5 MULTI PUHTAUS HILJAISUUS
 SPIRALAIR -KOMPRESSORIT K1-4 K6-8 COMBI KS1-4 KS6 5 MULTI PUHTAUS HILJAISUUS KYLMÄ KS / T Integroitu kuivain PUHTAUS PUHDASTA ILMAA Ilmaa puhtaimmassa muodossaan Teollisen prosessin tehokkuus ja tuotteiden
SPIRALAIR -KOMPRESSORIT K1-4 K6-8 COMBI KS1-4 KS6 5 MULTI PUHTAUS HILJAISUUS KYLMÄ KS / T Integroitu kuivain PUHTAUS PUHDASTA ILMAA Ilmaa puhtaimmassa muodossaan Teollisen prosessin tehokkuus ja tuotteiden
Pienjännitejohtoa voidaan kuvata resistanssin ja induktiivisen reaktanssin sarjakytkennällä.
 SÄHKÖJOHDOT Pienjännitejohtoa voidaan kuvata resistanssin ja induktiivisen reaktanssin sarjakytkennällä. R jx Resistanssit ja reaktanssit pituusyksikköä kohti saadaan esim. seuraavasta taulukosta. Huomaa,
SÄHKÖJOHDOT Pienjännitejohtoa voidaan kuvata resistanssin ja induktiivisen reaktanssin sarjakytkennällä. R jx Resistanssit ja reaktanssit pituusyksikköä kohti saadaan esim. seuraavasta taulukosta. Huomaa,
NAMUR-suuntaventtiilit, sarja NA
 NAMUR-suuntaventtiilit, sarja NA Pneumaattinen tai sähköpneumaattinen ohjaus 3/2-, 5/2- ja 5/3-tie Liitännät G1/4 Tekniset tiedot venttiilimallit 3/2-, 5/2- ja 5/3-tie/asento rakenne servo-ohjattu luistiventtiili
NAMUR-suuntaventtiilit, sarja NA Pneumaattinen tai sähköpneumaattinen ohjaus 3/2-, 5/2- ja 5/3-tie Liitännät G1/4 Tekniset tiedot venttiilimallit 3/2-, 5/2- ja 5/3-tie/asento rakenne servo-ohjattu luistiventtiili
OFIX. Lukitusholkit. Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177. Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344
 OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
Tehontarve Pito Mitoitus. Apukytkin Vääntömomentti Moottori Jousipalautus. Jousipalautus
 ekninen tuote-esite Jousipalautteinen toimilaite turvatoiminnolla rakennusten ilmanvaihtoja ilmastointijärjestelmien peltien säätöön. Ilmastointipelteihin, joiden koko n. 2 m 2 Vääntömomentti: 10 m imellisjännite
ekninen tuote-esite Jousipalautteinen toimilaite turvatoiminnolla rakennusten ilmanvaihtoja ilmastointijärjestelmien peltien säätöön. Ilmastointipelteihin, joiden koko n. 2 m 2 Vääntömomentti: 10 m imellisjännite
Magswitchin h y ö d y t :
 Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
KETJU- JA HIHNAKÄYTÖT 6. SKS-mekaniikka Oy. Martinkyläntie 50, PL 122, 01721 Vantaa, http://www.sks.fi, faksi 852 6824, puh.
 KIINNITYSHOKIT KORJATTU PAINOS maaliskuu 1998 KETJU- JA HIHNAKÄYTÖT 6 SKS-mekaniikka Oy artinkyläntie 50, P 122, 01721 Vantaa, http://www.sks.fi, faksi 852 6824, puh. *852 661 Etelä-Suomi artinkyläntie
KIINNITYSHOKIT KORJATTU PAINOS maaliskuu 1998 KETJU- JA HIHNAKÄYTÖT 6 SKS-mekaniikka Oy artinkyläntie 50, P 122, 01721 Vantaa, http://www.sks.fi, faksi 852 6824, puh. *852 661 Etelä-Suomi artinkyläntie
Pienet sähkötoimilaitteet 90 käännöllä
 Pienet sähkötoimilaitteet 90 käännöllä Rotork-toimilaitteet Yksi toimilaitetekniikan johtavista valmistajista Rotork on luotettava ja tuotteet ovat pitkälle kehitettyjä. Rotorkilla on yli neljänkymmenen
Pienet sähkötoimilaitteet 90 käännöllä Rotork-toimilaitteet Yksi toimilaitetekniikan johtavista valmistajista Rotork on luotettava ja tuotteet ovat pitkälle kehitettyjä. Rotorkilla on yli neljänkymmenen
Modulaatio-ohjauksen toimimoottori AME 85QM
 Modulaatio-ohjauksen toimimoottori AME 85QM Kuvaus AME 85QM -toimimoottoria käytetään AB-QM DN 200- ja DN 250 -automaattiisissa virtauksenrajoitin ja säätöventtiileissä. Ominaisuudet: asennon ilmaisu automaattinen
Modulaatio-ohjauksen toimimoottori AME 85QM Kuvaus AME 85QM -toimimoottoria käytetään AB-QM DN 200- ja DN 250 -automaattiisissa virtauksenrajoitin ja säätöventtiileissä. Ominaisuudet: asennon ilmaisu automaattinen
Tekninen tuote-esite. Yleiskuvaus. Tekniset tiedot. Turvallisuusohjeet
 Tekninen tuote-esite D6..W Läppäventtiili kierteettömillä korvakekiinnikkeillä Avoimiin ja suljettuihin kylmän ja lämpimän veden järjestelmiin Lämmitys- ja jäähdytyskojeiden auki-kiinni -sovelluksiin Yleiskuvaus
Tekninen tuote-esite D6..W Läppäventtiili kierteettömillä korvakekiinnikkeillä Avoimiin ja suljettuihin kylmän ja lämpimän veden järjestelmiin Lämmitys- ja jäähdytyskojeiden auki-kiinni -sovelluksiin Yleiskuvaus
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla
 Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
Asennus- ja käyttöohje EB 8310 FI. Pneumaattinen toimilaite Tyyppi 3271. Tyyppi 3271. Tyyppi 3271, varustettu käsisäädöllä.
 Pneumaattinen toimilaite Tyyppi 3271 Tyyppi 3271 Tyyppi 3271-5 Tyyppi 3271, varustettu käsisäädöllä Tyyppi 3271-52 Kuva 1 Tyypin 3271 toimilaitteet Asennus- ja käyttöohje EB 8310 FI Painos: lokakuu 2004
Pneumaattinen toimilaite Tyyppi 3271 Tyyppi 3271 Tyyppi 3271-5 Tyyppi 3271, varustettu käsisäädöllä Tyyppi 3271-52 Kuva 1 Tyypin 3271 toimilaitteet Asennus- ja käyttöohje EB 8310 FI Painos: lokakuu 2004
TIMCO TIMCO. Siirrettävä työpiste, jossa 7 vetolaatikkoa
 TIMCO Siirrettävä työpiste, jossa 7 vetolaatikkoa TIMCO Ominaisuudet Tilava siirrettävä työpiste auttaa pitämään työkalut järjestyksessä ja nopeuttaa työntekoa. Kestävät pyörät liikuttavat työpistettä
TIMCO Siirrettävä työpiste, jossa 7 vetolaatikkoa TIMCO Ominaisuudet Tilava siirrettävä työpiste auttaa pitämään työkalut järjestyksessä ja nopeuttaa työntekoa. Kestävät pyörät liikuttavat työpistettä
Yhtiön nimi: Luotu: Puhelin:
 1 SP 17-7 Tuote No.: 12A197 Porakaivoon asennettava uppopumppu soveltuu puhtaan veden pumppaukseen. Pumppu voidaan asentaa pysty- tai vaakasuuntaisesti. Kaikki teräskomponentit on valmistettu ruostumattomasta
1 SP 17-7 Tuote No.: 12A197 Porakaivoon asennettava uppopumppu soveltuu puhtaan veden pumppaukseen. Pumppu voidaan asentaa pysty- tai vaakasuuntaisesti. Kaikki teräskomponentit on valmistettu ruostumattomasta
Läppäventtiili Eurovalve
 Nimelliskoot PN Lämpötila-alue Materiaali DN 50-1600 10-16 -30-200 ºC Valurauta/pallografiittivalurauta Käyttökohteet Sulku- ja säätökäyttöön teollisuusprosesseihin nesteille ja kaasuille. Kylmälle ja
Nimelliskoot PN Lämpötila-alue Materiaali DN 50-1600 10-16 -30-200 ºC Valurauta/pallografiittivalurauta Käyttökohteet Sulku- ja säätökäyttöön teollisuusprosesseihin nesteille ja kaasuille. Kylmälle ja
Oviverhopuhaltimet FLOWAIR.COM
 Oviverhopuhaltimet FLOWAIR.COM ILMAN LÄMPÖTILAN JAKAUTUMINEN HUONEISSA Ilman oviverhopuhallinta Oviverhopuhaltimella -1 C 22 C 2 C 21 C 2 C 22 C -8 C -6 C -4 C -2 C 19 C C 1 C 1 C 6 C C C 6 C 1 C 1 C 18
Oviverhopuhaltimet FLOWAIR.COM ILMAN LÄMPÖTILAN JAKAUTUMINEN HUONEISSA Ilman oviverhopuhallinta Oviverhopuhaltimella -1 C 22 C 2 C 21 C 2 C 22 C -8 C -6 C -4 C -2 C 19 C C 1 C 1 C 6 C C C 6 C 1 C 1 C 18
OEM-tuotteet. Erillisliittimet teollisuussovelluksiin.
 OEM-tuotteet Erillisliittimet teollisuussovelluksiin. Optimaalinen liitos alusta loppuun. Hyvä käytettävyys: pistotulppa, liitosjärjestelmä pienjännitealueelle. Käytettävyys on keskeinen tekijä, kun arvioidaan
OEM-tuotteet Erillisliittimet teollisuussovelluksiin. Optimaalinen liitos alusta loppuun. Hyvä käytettävyys: pistotulppa, liitosjärjestelmä pienjännitealueelle. Käytettävyys on keskeinen tekijä, kun arvioidaan
Suuntaventtiilit, sarja E
 Suuntaventtiilit, sarja E Pohjalaatta-asenteisia, yksittäis- tai ryhmäasennukseen Koot 10.5, 16 ja 19 mm Tekniset tiedot rakenne luistiventtiili mallit 5/2 ja 5/3 materiaalit runko, luisti ja pohjalaatat
Suuntaventtiilit, sarja E Pohjalaatta-asenteisia, yksittäis- tai ryhmäasennukseen Koot 10.5, 16 ja 19 mm Tekniset tiedot rakenne luistiventtiili mallit 5/2 ja 5/3 materiaalit runko, luisti ja pohjalaatat
2.3 Voiman jakaminen komponentteihin
 Seuraavissa kappaleissa tarvitaan aina silloin tällöin taitoa jakaa voima komponentteihin sekä myös taitoa suorittaa sille vastakkainen operaatio eli voimien resultantin eli kokonaisvoiman laskeminen.
Seuraavissa kappaleissa tarvitaan aina silloin tällöin taitoa jakaa voima komponentteihin sekä myös taitoa suorittaa sille vastakkainen operaatio eli voimien resultantin eli kokonaisvoiman laskeminen.
People. Passion. Performance. Hydrauliset RX-iskuvasarat kovaan käyttöön
 People. Passion. Performance. Hydrauliset RX-iskuvasarat kovaan käyttöön KULJETUSAJONEUVOON KIINNITETTÄVÄT VANKKATEKOISET HYDRAULISET LUOTETTAVAT CHICAGO PNEUMATIC -ISKUVASARAT ON RAKENNETTU KESTÄMÄÄN.
People. Passion. Performance. Hydrauliset RX-iskuvasarat kovaan käyttöön KULJETUSAJONEUVOON KIINNITETTÄVÄT VANKKATEKOISET HYDRAULISET LUOTETTAVAT CHICAGO PNEUMATIC -ISKUVASARAT ON RAKENNETTU KESTÄMÄÄN.
TAURUS Speed Rivet-niittaustyökalut ja G-Speed -vetoniitit
 TAURUS Speed Rivet-niittaustyökalut ja G-Speed -vetoniitit GESIPA G-Speed GESIPA -uutuus, G-Speed -vetoniitti, tarjoaa nopeutta ja luotettavuutta liittessä metallia, muovia, komposiittimateriaaleja sekä
TAURUS Speed Rivet-niittaustyökalut ja G-Speed -vetoniitit GESIPA G-Speed GESIPA -uutuus, G-Speed -vetoniitti, tarjoaa nopeutta ja luotettavuutta liittessä metallia, muovia, komposiittimateriaaleja sekä
WALLMEK ERIKOIS TYÖKALUT
 WALLMEK ERIKOIS TYÖKALUT TYÖSKENTELY OHJE POLTTO-AINEEN TYHJENNYS/ TÄYTTÖLAITTEELLE WL1050-E HYVÄKSYTYT POLTTOAINEET: BENSIINI, DIESEL JA ETANOLI SÄILIÖN TILAVUUS 115 LITRAA Imu toiminto Suljettu Uudelleentäyttö
WALLMEK ERIKOIS TYÖKALUT TYÖSKENTELY OHJE POLTTO-AINEEN TYHJENNYS/ TÄYTTÖLAITTEELLE WL1050-E HYVÄKSYTYT POLTTOAINEET: BENSIINI, DIESEL JA ETANOLI SÄILIÖN TILAVUUS 115 LITRAA Imu toiminto Suljettu Uudelleentäyttö
YDINVOIMALANOSTURIT SATAMANOSTURIT RASKAAT HAARUKKATRUKIT KUNNOSSAPITO TYÖSTÖKONEHUOLTO. CLX-ketjunostin INNOVATIIVISTA KUORMANKÄSITTELYÄ
 TEOLLISUUSNOSTURIT YDINVOIMALANOSTURIT SATAMANOSTURIT RASKAAT HAARUKKATRUKIT KUNNOSSAPITO TYÖSTÖKONEHUOLTO TYÖPISTENOSTURIT CLX-ketjunostin INNOVATIIVISTA KUORMANKÄSITTELYÄ Konecranes CLX-ketjunostin UUDISTA
TEOLLISUUSNOSTURIT YDINVOIMALANOSTURIT SATAMANOSTURIT RASKAAT HAARUKKATRUKIT KUNNOSSAPITO TYÖSTÖKONEHUOLTO TYÖPISTENOSTURIT CLX-ketjunostin INNOVATIIVISTA KUORMANKÄSITTELYÄ Konecranes CLX-ketjunostin UUDISTA
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
VARISCO itseimevät keskipakopumput J
 VARISCO itseimevät keskipakopumput J Teollisuuskäyttökohteet Nesteensiirto: puhtaat tai likaiset nesteet, neutraalit nesteet, hapot, emäkset; hiekka, muta- tai kiintoainesuspensiot; puhtaat tai likaiset
VARISCO itseimevät keskipakopumput J Teollisuuskäyttökohteet Nesteensiirto: puhtaat tai likaiset nesteet, neutraalit nesteet, hapot, emäkset; hiekka, muta- tai kiintoainesuspensiot; puhtaat tai likaiset
ELECTROTORQUE MOMENTTIVÄÄNTIMET
 PAGE 19 ELECTROTORQUE MOMENTTIVÄÄNTIMET KÄYTTÄJÄN KÄSIKIRJA (OSA N:O 34131) EMC direktiivi 89/336/EEC ja korjattu 91/263/EEC & 92/31/EEC Standardit EN55014:1987, IEC 801-2, IEC 801-4, IEC 801-3 Matalajännite
PAGE 19 ELECTROTORQUE MOMENTTIVÄÄNTIMET KÄYTTÄJÄN KÄSIKIRJA (OSA N:O 34131) EMC direktiivi 89/336/EEC ja korjattu 91/263/EEC & 92/31/EEC Standardit EN55014:1987, IEC 801-2, IEC 801-4, IEC 801-3 Matalajännite
ThermiSol Platina Pi-Ka Asennusohje
 Platina Pi-Ka ThermiSol Platina Pi-Ka essa kerrotaan ThermiSol Platina Kattoelementin käsittelyyn, kiinnitykseen ja työstämiseen liittyviä ohjeita. Platina Pi-Ka 2 1. Elementin käsittely... 3 1.1 Elementtikuorman
Platina Pi-Ka ThermiSol Platina Pi-Ka essa kerrotaan ThermiSol Platina Kattoelementin käsittelyyn, kiinnitykseen ja työstämiseen liittyviä ohjeita. Platina Pi-Ka 2 1. Elementin käsittely... 3 1.1 Elementtikuorman
Etunimi. Sukunimi. Oppimistavoite: ymmärtää, kuinka positiiviset ja negatiiviset magneettiset navat tuottavat työntö- ja vetovoimaa.
 1 Magneettiset navat Oppimistavoite: ymmärtää, kuinka positiiviset ja negatiiviset magneettiset navat tuottavat työntö- ja vetovoimaa. 1. Nimeä viisi esinettä, joihin magneetti kiinnittyy. 2. Mitä magneetin
1 Magneettiset navat Oppimistavoite: ymmärtää, kuinka positiiviset ja negatiiviset magneettiset navat tuottavat työntö- ja vetovoimaa. 1. Nimeä viisi esinettä, joihin magneetti kiinnittyy. 2. Mitä magneetin
Induktiiviset FAG HEATER-lämmittimet. Optimoitu turvallisuus ja luotettavuus
 Induktiiviset FAG HEATER-lämmittimet Optimoitu turvallisuus ja luotettavuus Uuden sukupolven HEATER-lämmittimet Optimoitu turvallisuus ja luotettavuus! Schaefflerin uuden sukupolven induktiiviset FAG HEATER-lämmittimet
Induktiiviset FAG HEATER-lämmittimet Optimoitu turvallisuus ja luotettavuus Uuden sukupolven HEATER-lämmittimet Optimoitu turvallisuus ja luotettavuus! Schaefflerin uuden sukupolven induktiiviset FAG HEATER-lämmittimet
Vaihteen valinta moottori - taajuusmuuttaja
 Vaihteen valinta moottori - taajuusmuuttaja Teollisuuden liikkeelle paneva voima VEM MOTORS FINLAND OY Vaihteen valinta Mihin vaihdetta tarvitaan? > nopeuden ja momentin muuttaminen > suuri vääntömomentti
Vaihteen valinta moottori - taajuusmuuttaja Teollisuuden liikkeelle paneva voima VEM MOTORS FINLAND OY Vaihteen valinta Mihin vaihdetta tarvitaan? > nopeuden ja momentin muuttaminen > suuri vääntömomentti
Yhtiön nimi: Luotu: Puhelin:
 1 SP 17-7 Tuote No.: 12A197 Porakaivoon asennettava uppopumppu soveltuu puhtaan veden pumppaukseen. Pumppu voidaan asentaa pysty- tai vaakasuuntaisesti. Kaikki teräskomponentit on valmistettu ruostumattomasta
1 SP 17-7 Tuote No.: 12A197 Porakaivoon asennettava uppopumppu soveltuu puhtaan veden pumppaukseen. Pumppu voidaan asentaa pysty- tai vaakasuuntaisesti. Kaikki teräskomponentit on valmistettu ruostumattomasta
Tekninen tuote-esite. Yleiskuvaus. Tekniset tiedot
 Tekninen tuote-esite Läppäventtiili kierteettömillä korvakekiinnikkeillä Avoimiin ja suljettuihin kylmän ja lämpimän veden järjestelmiin Lämmitys- ja jäähdytyskojeiden auki-kiinni sovelluksiin Yleiskuvaus
Tekninen tuote-esite Läppäventtiili kierteettömillä korvakekiinnikkeillä Avoimiin ja suljettuihin kylmän ja lämpimän veden järjestelmiin Lämmitys- ja jäähdytyskojeiden auki-kiinni sovelluksiin Yleiskuvaus
F75E ALKUPERÄINEN OHJEKIRJA
 ALKUPERÄINEN OHJEKIRJA 2 KÄYTTÖ SWEPAC F75E Koneella tiivistetään soraa ja hiekkaa pienissä rakennustöissä, kuten valmistaessa alustaa betonikiville tai puutarhojen kivilaatoille. Koneen kompakti muotoilu
ALKUPERÄINEN OHJEKIRJA 2 KÄYTTÖ SWEPAC F75E Koneella tiivistetään soraa ja hiekkaa pienissä rakennustöissä, kuten valmistaessa alustaa betonikiville tai puutarhojen kivilaatoille. Koneen kompakti muotoilu
TUNTOREUNAT. Kuvaus. Ominaisuudet ja edut
 TUNTOREUNAT Kuvaus Tapeswitch tuntoreunat on kosketukseen perustuvia turvaantureita jotka on suunniteltu suojaamaan henkilöitä ja laitteita erilaisissa ympäristöissä. Tapeswitch tuntoreunojen toiminta
TUNTOREUNAT Kuvaus Tapeswitch tuntoreunat on kosketukseen perustuvia turvaantureita jotka on suunniteltu suojaamaan henkilöitä ja laitteita erilaisissa ympäristöissä. Tapeswitch tuntoreunojen toiminta
Valmis 8 m alumiinitelinepaketti
 Valmis 8 m alumiinitelinepaketti Ota peräkärry hinaukseen! www.ramirent.fi www.ramirent.fi Peräkärryn sisältö Telinepaketti koostuu Instant Span 300 7,9 m korkeasta alumiinitelineestä, joka on valmiiksi
Valmis 8 m alumiinitelinepaketti Ota peräkärry hinaukseen! www.ramirent.fi www.ramirent.fi Peräkärryn sisältö Telinepaketti koostuu Instant Span 300 7,9 m korkeasta alumiinitelineestä, joka on valmiiksi
WALTERSCHEID-NIVELAKSELI
 VA K OLA Postios. Helsinki Rukkila Puhelin Helsinki 43 48 1 2 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1960 Koetusselostus 344 WALTERSCHEID-NIVELAKSELI Koetuttaja: nuko Oy, Helsinki.
VA K OLA Postios. Helsinki Rukkila Puhelin Helsinki 43 48 1 2 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1960 Koetusselostus 344 WALTERSCHEID-NIVELAKSELI Koetuttaja: nuko Oy, Helsinki.
Elektroninen ohjaus helposti
 Elektroninen ohjaus helposti Koneiden vankka ja yksinkertainen ohjaus älykkään elektroniikan avulla IQAN-TOC2 oikotie tulevaisuuteen Helppo määritellä Helppo asentaa Helppo säätää Helppo diagnosoida Vankka
Elektroninen ohjaus helposti Koneiden vankka ja yksinkertainen ohjaus älykkään elektroniikan avulla IQAN-TOC2 oikotie tulevaisuuteen Helppo määritellä Helppo asentaa Helppo säätää Helppo diagnosoida Vankka
Läppäventtiili Eurovalve
 Internet_Description Nimelliskoot PN Lämpötila-alue Materiaali DN 50-1600 10-16 -30-200 ºC Valurauta/pallografiittivalurauta Käyttökohteet Sulku- ja säätökäyttöön teollisuusprosesseihin nesteille ja kaasuille.
Internet_Description Nimelliskoot PN Lämpötila-alue Materiaali DN 50-1600 10-16 -30-200 ºC Valurauta/pallografiittivalurauta Käyttökohteet Sulku- ja säätökäyttöön teollisuusprosesseihin nesteille ja kaasuille.
a) Piirrä hahmotelma varjostimelle muodostuvan diffraktiokuvion maksimeista 1, 2 ja 3.
 Piirrä hahmotelma varjostimelle muodostuvan diffraktiokuvion maksimeista 1, 2 ja 3.") Ohjeita: Tee jokainen tehtävä siististi omalle sivulleen/sivuilleen. Merkitse jos tehtävä jatkuu seuraavalle konseptille. Kirjoita ratkaisuihin näkyviin tarvittavat välivaiheet ja perustele lyhyesti käyttämästi
Ohjeita: Tee jokainen tehtävä siististi omalle sivulleen/sivuilleen. Merkitse jos tehtävä jatkuu seuraavalle konseptille. Kirjoita ratkaisuihin näkyviin tarvittavat välivaiheet ja perustele lyhyesti käyttämästi
HARJOITUS 4 1. (E 5.29):
:") HARJOITUS 4 1. (E 5.29): Työkalulaatikko, jonka massa on 45,0 kg, on levossa vaakasuoralla lattialla. Kohdistat laatikkoon asteittain kasvavan vaakasuoran työntövoiman ja havaitset, että laatikko alkaa
HARJOITUS 4 1. (E 5.29): Työkalulaatikko, jonka massa on 45,0 kg, on levossa vaakasuoralla lattialla. Kohdistat laatikkoon asteittain kasvavan vaakasuoran työntövoiman ja havaitset, että laatikko alkaa
Robotiikan tulevaisuus ja turvallisuus
 Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
SVE: Akustisen kääreen sisällä oleva linjaan asennettava hiljainen poistopuhallin
 : Akustisen kääreen sisällä oleva linjaan asennettava hiljainen poistopuhallin /PLUS Puhallin: Ääntä absorboivalla materiaalilla pinnoitettu akustinen kääre. Turbiini suihkuturbiinilavoilla, lukuun ottamatta
: Akustisen kääreen sisällä oleva linjaan asennettava hiljainen poistopuhallin /PLUS Puhallin: Ääntä absorboivalla materiaalilla pinnoitettu akustinen kääre. Turbiini suihkuturbiinilavoilla, lukuun ottamatta
LiuneDoor GDL-LIUKUOVIOBJEKTI
 LiuneDoor GDL-LIUKUOVIOBJEKTI LIUNE GDL-OBJEKTI Liune GDL-liukuoviobjekti on suunnittelijan työväline, jota käytetään ArchiCAD 13 tai sitä uudemmassa Windows- tai Macintosh-ohjelmaversiossa. Kirjastontoimivuus
LiuneDoor GDL-LIUKUOVIOBJEKTI LIUNE GDL-OBJEKTI Liune GDL-liukuoviobjekti on suunnittelijan työväline, jota käytetään ArchiCAD 13 tai sitä uudemmassa Windows- tai Macintosh-ohjelmaversiossa. Kirjastontoimivuus
Repijäuppopumppu. Paineviemärijärjestelmän sydän
 Repijäuppopumppu Paineviemärijärjestelmän sydän Parhaimmillaan paineen alla Kun korkeuserot ja välimatkat estävät viettoviemärin käytön, jää vain yksi kustannustehokas ja joustava ratkaisu jäljelle. Jopa
Repijäuppopumppu Paineviemärijärjestelmän sydän Parhaimmillaan paineen alla Kun korkeuserot ja välimatkat estävät viettoviemärin käytön, jää vain yksi kustannustehokas ja joustava ratkaisu jäljelle. Jopa
TEKNIIKAN YKSIKKÖ AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA AUT4SN TL7341, TL7321 OHJAUSLOGIIKAT 2 JA AUTOMAATIOJÄRJESTELMÄT 2 PROJEKTITYÖ
 TEKNIIKAN YKSIKKÖ AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA AUT4SN TL7341, TL7321 OHJAUSLOGIIKAT 2 JA AUTOMAATIOJÄRJESTELMÄT 2 PROJEKTITYÖ TERÄSRULLAN SIIRTO VARASTORAMPILTA PANIE- RINPOISTOON JA ASKELPALKILLE
TEKNIIKAN YKSIKKÖ AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA AUT4SN TL7341, TL7321 OHJAUSLOGIIKAT 2 JA AUTOMAATIOJÄRJESTELMÄT 2 PROJEKTITYÖ TERÄSRULLAN SIIRTO VARASTORAMPILTA PANIE- RINPOISTOON JA ASKELPALKILLE
DriveLineWIN. Lähtötiedot
 DriveLineWIN Tietokonekoneohjelma DriveLineWIN auttaa valitsemaan taka-akselin välityssuhde / rengaskoko yhdistelmän ajotehtävään sopivaksi. Samoin ohjelmalla voidaan tarkastella eri automallien nopeusalueiden
DriveLineWIN Tietokonekoneohjelma DriveLineWIN auttaa valitsemaan taka-akselin välityssuhde / rengaskoko yhdistelmän ajotehtävään sopivaksi. Samoin ohjelmalla voidaan tarkastella eri automallien nopeusalueiden
Palopelti ETPS-EI EI 60 S / EI 120 S
 Palopelti ETPS-EI EI 60 S / EI 120 S Kuva 1 ER1 Kuva 2 ER3 ETPS-EI on kantikas palopelti jota on saatavilla moottori- ja sulakemallina. Pellin vaippa on valmistettu kuumasinkitystä teräslevystä ja sulkupelti
Palopelti ETPS-EI EI 60 S / EI 120 S Kuva 1 ER1 Kuva 2 ER3 ETPS-EI on kantikas palopelti jota on saatavilla moottori- ja sulakemallina. Pellin vaippa on valmistettu kuumasinkitystä teräslevystä ja sulkupelti
Kverneland Taarup 9032 / 9035 / 9039
 Kverneland Taarup 9032 / 9035 / 9039 Yksiroottorinen karhotin Murtosokkasuojattu voimansiirto roottorille Säädettävä karhotinpressu Kokoon taitettavat turvakaiteet Korkealaatuiset Super-C piikit, 9 mm
Kverneland Taarup 9032 / 9035 / 9039 Yksiroottorinen karhotin Murtosokkasuojattu voimansiirto roottorille Säädettävä karhotinpressu Kokoon taitettavat turvakaiteet Korkealaatuiset Super-C piikit, 9 mm
ASENNUSOHJE MICROPROP DC2
 VERSIO: 201401 ASIAKIRJA: 841608 SUOMI ASENNUSOHJE MICROPROP DC2 ROTOTILTIN OHJAUS HALLINTAVIPUEMULOINNILLA SISÄLLYS 1. Turvallisuusmääräykset 5 1.1. Yleistä 5 1.2. Turvallisuuden tarkistuslista 5 2. Toimituksen
VERSIO: 201401 ASIAKIRJA: 841608 SUOMI ASENNUSOHJE MICROPROP DC2 ROTOTILTIN OHJAUS HALLINTAVIPUEMULOINNILLA SISÄLLYS 1. Turvallisuusmääräykset 5 1.1. Yleistä 5 1.2. Turvallisuuden tarkistuslista 5 2. Toimituksen
Pitkäikäinen ja luotettava ratkaisu. Ensto Auguste SF6-eristetty ilmajohtojen kuormanerotin
 Pitkäikäinen ja luotettava ratkaisu Ensto uguste SF6-eristetty ilmajohtojen kuormanerotin Ensto uguste SF6-eristetty ilmajohtojen kuormanerotin Ensto uguste kuormanerotin on suunniteltu enintään 630 :n
Pitkäikäinen ja luotettava ratkaisu Ensto uguste SF6-eristetty ilmajohtojen kuormanerotin Ensto uguste SF6-eristetty ilmajohtojen kuormanerotin Ensto uguste kuormanerotin on suunniteltu enintään 630 :n
Tulevaisuuden joustavan pakkauslinjaston muodonantolaitteen alaosan suunnittelu
 LUT Metalli Konetekniikan koulutusohjelma Tulevaisuuden joustavan pakkauslinjaston muodonantolaitteen alaosan suunnittelu Lappeenrannassa 12.08.2009 Sami Matthews 1 SISÄLLYSLUETTELO 1 JOHDANTO... 4 2 KÄYTETTÄVÄT
LUT Metalli Konetekniikan koulutusohjelma Tulevaisuuden joustavan pakkauslinjaston muodonantolaitteen alaosan suunnittelu Lappeenrannassa 12.08.2009 Sami Matthews 1 SISÄLLYSLUETTELO 1 JOHDANTO... 4 2 KÄYTETTÄVÄT
Modul-Express JAKELUAUTOIHIN
 Modul-Express JAKELUAUTOIHIN TAITTUVAT HYLLYT TAITTUVAT HYLLYT Järjestelmä on valmistettu erittäin lujasta teräksestä ja on sekä kevyt että kestävä. Järjestelmä sopii yrityksille, jotka tarvitsevat hyvää
Modul-Express JAKELUAUTOIHIN TAITTUVAT HYLLYT TAITTUVAT HYLLYT Järjestelmä on valmistettu erittäin lujasta teräksestä ja on sekä kevyt että kestävä. Järjestelmä sopii yrityksille, jotka tarvitsevat hyvää
Nostin- ja kuljetinkettingit
 Nostin- ja kuljetinkettingit 212 WWW.ERLATEK.FI RUD Nostinkettingit RUD on EN818-7 mukaisten nostinkettinkien suurin valmistaja maailmassa. Kettingit sopivat niin moottoroituihin nostimiin kuin käsitaljoihinkin.
Nostin- ja kuljetinkettingit 212 WWW.ERLATEK.FI RUD Nostinkettingit RUD on EN818-7 mukaisten nostinkettinkien suurin valmistaja maailmassa. Kettingit sopivat niin moottoroituihin nostimiin kuin käsitaljoihinkin.
Sähköiset tiedot Nimellisjännite AC V / DC V Nimellisjännitteen taajuus. Tehontarve ajossa Tehontarve pidossa Tehontarve mitoitus
 ekninen tuote-esite RFA oimilaite turvatoiminnolla palloventtiileille imellisvääntömomentti 10 m imellisjännite AC 24...240 V / DC 24...125 V Ohjaus Auki-kiinni Virrattomana kiinni (C) ekniset tiedot Sähköiset
ekninen tuote-esite RFA oimilaite turvatoiminnolla palloventtiileille imellisvääntömomentti 10 m imellisjännite AC 24...240 V / DC 24...125 V Ohjaus Auki-kiinni Virrattomana kiinni (C) ekniset tiedot Sähköiset
ei jakoventtiileinä. Laipallista venttiiliä M3P...FY on saatavana kahta eri kokoa: laipallinen venttiili DN100
 Magneettitoimimoottorilla varustetut moduloivat säätöventtiilit PN kylmä- ja lämminvesilaitoksia varten; varustettu asennon säädöllä ja asennon takaisinkytkennällä MP80FY MP00FY Magneettisella toimimoottorilla
Magneettitoimimoottorilla varustetut moduloivat säätöventtiilit PN kylmä- ja lämminvesilaitoksia varten; varustettu asennon säädöllä ja asennon takaisinkytkennällä MP80FY MP00FY Magneettisella toimimoottorilla
TEKNISET TIEDOT Moottoroitu pakokaasukela sarja 865
 TEKNISET TIEDOT Moottoroitu pakokaasukela sarja 865 No. 981118101 Kuvaus Rajakytkimet asennettu moottoriyksikköön. Estää letkun ylikelautumisen. Moottori ohjaa kelaa planeettavaihteiston ja rummun päädyn
TEKNISET TIEDOT Moottoroitu pakokaasukela sarja 865 No. 981118101 Kuvaus Rajakytkimet asennettu moottoriyksikköön. Estää letkun ylikelautumisen. Moottori ohjaa kelaa planeettavaihteiston ja rummun päädyn
Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR
 Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR Sarja i.comp 3 Mahdollisuuksien summa tekee siitä erilaisen. Uuden käyttökonseptin ansiosta i.comp 3 tuottaa yksilöllisesti työn vaatiman paineilman.
Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR Sarja i.comp 3 Mahdollisuuksien summa tekee siitä erilaisen. Uuden käyttökonseptin ansiosta i.comp 3 tuottaa yksilöllisesti työn vaatiman paineilman.
766323A Mekaniikka, osa 2, kl 2015 Harjoitus 4
 766323A Mekaniikka, osa 2, kl 2015 Harjoitus 4 0. MUISTA: Tenttitehtävä tulevassa päätekokeessa: Fysiikan säilymislait ja symmetria. (Tästä tehtävästä voi saada tentissä kolme ylimääräistä pistettä. Nämä
766323A Mekaniikka, osa 2, kl 2015 Harjoitus 4 0. MUISTA: Tenttitehtävä tulevassa päätekokeessa: Fysiikan säilymislait ja symmetria. (Tästä tehtävästä voi saada tentissä kolme ylimääräistä pistettä. Nämä
RUBBER. Elastinen pinnoite Helppo irrottaa!
 RUBBER comp Elastinen pinnoite Helppo irrottaa! RUBBERcomp KUMIMAALISPRAY RUBBERcomp kumimaalispray on helposti levitettävä, monikäyttöinen, ilmakuivuva erikoiskumipinnoite. Se suojaa käsiteltävän pinnan
RUBBER comp Elastinen pinnoite Helppo irrottaa! RUBBERcomp KUMIMAALISPRAY RUBBERcomp kumimaalispray on helposti levitettävä, monikäyttöinen, ilmakuivuva erikoiskumipinnoite. Se suojaa käsiteltävän pinnan
TIES530 TIES530. Moniprosessorijärjestelmät. Moniprosessorijärjestelmät. Miksi moniprosessorijärjestelmä?
 Miksi moniprosessorijärjestelmä? Laskentaa voidaan hajauttaa useammille prosessoreille nopeuden, modulaarisuuden ja luotettavuuden vaatimuksesta tai hajauttaminen voi helpottaa ohjelmointia. Voi olla järkevää
Miksi moniprosessorijärjestelmä? Laskentaa voidaan hajauttaa useammille prosessoreille nopeuden, modulaarisuuden ja luotettavuuden vaatimuksesta tai hajauttaminen voi helpottaa ohjelmointia. Voi olla järkevää
TKS Kuhn FeedMixerissä pystyruuvit synnyttävät hienojakoisen ja kevyen massan, jossa rehun rakenne säilyy ennallaan. Alhaisen kuivaainepitoisuuden
 kaikki edellytykset www.tks-as.no TKS ja Kuhn ovat yhteistyössä kehittäneet vahvan ja toimintavarman sekoitusratkaisun. on kehitetty tarjoamaan paras sekoitustulos mahdollisimman lyhyessä ajassa ja mahdollisimman
kaikki edellytykset www.tks-as.no TKS ja Kuhn ovat yhteistyössä kehittäneet vahvan ja toimintavarman sekoitusratkaisun. on kehitetty tarjoamaan paras sekoitustulos mahdollisimman lyhyessä ajassa ja mahdollisimman
We move everything. Tekniikan Trendit 2016
 We move everything 1 Monta teknologiaa. Yksi ratkaisu. 2 Hydrauliikka Koneikot Pumput Perusventtiilit Säätöventtiilit Venttiiliryhmät Venttiiliohjaimet Akseliohjaimet Sylinterit Nopeakäyntiset moottorit
We move everything 1 Monta teknologiaa. Yksi ratkaisu. 2 Hydrauliikka Koneikot Pumput Perusventtiilit Säätöventtiilit Venttiiliryhmät Venttiiliohjaimet Akseliohjaimet Sylinterit Nopeakäyntiset moottorit
Tuotetietoa. Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku
 Tuotetietoa Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku EWIKONin sähköinen neulasulkutekniikka EWIKONin sähkökäytöillä varustetut neulasulkujärjestelmät älykkäine ohjauksineen
Tuotetietoa Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku EWIKONin sähköinen neulasulkutekniikka EWIKONin sähkökäytöillä varustetut neulasulkujärjestelmät älykkäine ohjauksineen
kyvirtauksen säätöön Unique RV-ST Säätöventtiili
 . kyvirtauksen säätöön Unique RV-ST Säätöventtiili Konsepti Unique RV-ST on kolmannen sukupolven yksitoiminen Alfa Laval -säätöventtiili, joka on suunniteltu täyttämään prosessin tiukimmat hygieenisyyden
. kyvirtauksen säätöön Unique RV-ST Säätöventtiili Konsepti Unique RV-ST on kolmannen sukupolven yksitoiminen Alfa Laval -säätöventtiili, joka on suunniteltu täyttämään prosessin tiukimmat hygieenisyyden
-Motorracing Electronics. MAP KÄYTTÖOHJE Tuotenumero 1004, 1005 ja MAP Käyttöohje v1.0 11/2011 1/7
 MAP KÄYTTÖOHJE Tuotenumero 1004, 1005 ja 1006 1/7 SISÄLLYSLUETTELO 1. YLEISTÄ... 3 1.1. SPESIFIKAATIO...3 2. ASENNUS... 4 2.1. MEKAANINEN ASENNUS...4 2.2. SÄHKÖINEN ASENNUS...5 3. KÄYTTÖOHJE... 6 3.1.
MAP KÄYTTÖOHJE Tuotenumero 1004, 1005 ja 1006 1/7 SISÄLLYSLUETTELO 1. YLEISTÄ... 3 1.1. SPESIFIKAATIO...3 2. ASENNUS... 4 2.1. MEKAANINEN ASENNUS...4 2.2. SÄHKÖINEN ASENNUS...5 3. KÄYTTÖOHJE... 6 3.1.