NAUHALIITOKSEN LASERHITSAUKSEN KEHITTÄMINEN
|
|
|
- Juha-Pekka Mäkinen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 SAIMAAN AMMATTIKORKEAKOULU Tekniikka, Lappeenranta Kone- ja tuotantotekniikan koulutusohjelma Tuotantotekniikan ja kunnossapidon sv. Ismo Tynkkynen NAUHALIITOKSEN LASERHITSAUKSEN KEHITTÄMINEN Opinnäytetyö 2010
2 TIIVISTELMÄ Ismo Tynkkynen Nauhaliitoksen laserhitsauksen kehittäminen 58 sivua, 5 liitettä. Saimaan ammattikorkeakoulu, Lappeenranta Kone- ja tuotantotekniikan koulutusohjelma Tuotantotekniikka ja kunnossapito Opinnäytetyö 2010 Ohjaaja: Lehtori Veli Pekka Jurvanen Tavoitteena oli löytää Compomec Oy:lle toimittaja laserhitsauslaitteistolle kaapelin pitkittäisnauhoituksessa käytettävien metallilaminaattien päittäisliitoksen suorittamiseen. Teoriaosassa käsiteltiin hitsausprosesseja ja laserhitsausta. Ensin käsiteltiin hitsausta liitosprosessina yleisesti. Laserhitsauksen käsittely aloiteltiin perehtymällä laservalon ominaisuuksiin ja työstölaserin kehitykseen. Laserhitsauksella saavutettavia etuja, selvitettiin perinteisiin hitsausprosesseihin verrattuna. Seuraavaksi tutustuttiin yleisimpiin laserhitsausprosesseihin ja niiden hitsausparametreihin. Erilaisiin laserhitsauksen teholähteisiin tutustuttiin ja verrattiin niiden ominaisuuksia toisiinsa. Lopuksi perehdyttiin laserhitsauspäiden erilaisiin rakenteisiin ja niiden toimintaan. Empiriaosassa tutustuttiin kaapelin pitkittäisnauhoitusprosessiin sekä pitkittäisnauhoituksessa käytettäviin materiaaleihin ja niiden päittäisliitokseen. Compomec Oy:n kehittämään MaxiPad konseptiin perehdyttiin, konseptin kehittäminen on luonut tarpeen nauhaliitoksen kehitystyölle. Suunniteltavana olevan nauhanliitoskoneen spesifikaatioihin tutustuttiin. Kirjattiin ylös liitokselta vaadittavat ominaisuudet, jotka Compomec Oy määritteli. Näillä lähtötiedoilla etsittiin toimittajia laserhitsauslaitteistolle. Toimittajia etsittiin Internetistä sekä lähdemateriaalina käytetyistä lehdistä ja kirjoista. Tiedustelu laserhitsauslaitteistosta lähetettiin sähköpostilla 11 yritykselle. Yrityksistä neljä oli kiinnostunut suorittamaan koehitsauksia ja niille lähetettiin testimateriaalia koehitsausta varten. Vain yksi yritys pystyi toimittamaan onnistuneet koehitsausnäytteet pyydetyssä ajassa. Ensimmäisistä koehitsauksista voitiin havaita liitoksen onnistuneen. Hitsatut nauhat olivat kuitenkin liian lyhyitä soveltuakseen vetokokeeseen. Uudet koehitsaukset suoritettiin pidemmillä nauhoilla ja saaduille hitsausnäytteille tehtiin visuaalinen tarkistus ja vetokokeet. Koehitsaukset oli tehty Rofinin sovelluslaboratoriossa Saksassa. Käytetty laitteisto oli Rofinin Star Pulse 150, joka on pulssitettu Nd:YAG laser. Tulosten perusteella voitiin päätellä kyseisen laserhitsausprosessin soveltuvan nauhojen päittäisliitoksen suorittamiseen. Avainsanat: laserhitsaus, pitkittäisnauhoitus
3 ABSTRACT Ismo Tynkkynen Development of laser welding in tape jointing process 58 pages, 5 appendices Saimaa University of Applied Scieces, Lappeenranta Degree Procramme in Mechanical Engineering Production technology and Maintenance Bachelor s Thesis 2010 Instructor: lecturer Veli Pekka Jurvanen The purpose of this research was to find out a supplier for laser welding equipment to butt jointing metallic tapes which are used in longitudinal tape applications. In the theoretical part of the study main issues were welding processes and laser welding. Firstly, welding was studied generally as a jointing process. Processing the laser welding was started by exploring the properties of laser light and the history of laser processing. The benefits gained by laser welding were compared against the conventional welding. Secondly the most common laser welding processes and their welding parameters were reviewed. Also the different kind of laser welding power supplies and their properties were examined. Finally the dissimilar structures of laser weldingheads and their functions were studied. In the empirical part of the study was to get acquainted with longitudinal tape application of cables as well as materials used in longitudinal tape applications and their jointing by butt welding. The MaxiPad concept, which was developed by Compomec Oy that has created a reguirement for a development of a tape jointing process, was explored. Then a study of specification of a tape jointing machine which is under drafting was made. The properties of tape jointing, which were determined by Compomec Oy were documented. These are the specifications that are used to find a supplier for the laser welding equipment. Suppliers were searched from the internet and from the publications and literature. An inquiry for the laser welding equipment was sent via to eleven companies. Four of them were interested in performing trial welds and they were sent test materials for trial welding. Only one company managed to provide trial welding samples in the requested timeframe. From these weldings it was discovered that actual jointing was successful. Unfortunately the welded tapes were too short to be used in tensile test. New trial welds were performed with longer tapes and weld samples were visually inspected and tested with tensile test. Trial welds were made at Rofin application laboratory in Germany. The equipment that was used is Rofinin Star Pulse 150, which is pulsed Nd:YAG laser. Based on gained results the conclusion can be drawn a that the laser welding process in question is suitable for butt jointing of metallic tapes. Keywords: laser welding, longitudinal tape application
4 SISÄLTÖ 1 JOHDANTO HITSAUS LASERHITSAUS Laservalo Työstölaserin kehitys Laserhitsauksen edut Laserhitsausprosessit Avaimenreikähitsaus Sulattava hitsaus Pulssihitsaus Laserhitsausparametrit Laserparametrit Prosessiparametrit Perusaineen parametrit Laserhitsauksen tehonlähteet CO 2 -laser Nd:YAG-laser Diodilaser Kuitulaser CO 2 -, Nd:YAG-, kuitu- ja diodilaserin ominaisuuksien vertailu Laserhitsauspää COMPOMEC OY NAUHANLIITOS Pitkittäisnauhoitus MaxiPad-konsepti Liitosprosessi Hitsattavat materiaalit HITSAUKSELTA VAADITTAVAT OMINAISUUDET TOIMITTAJAN VALINTA Koehitsaukset Koehitsausten tulokset VALITTU TOIMITTAJA Corelase Oy:n koehitsaukset Teräsnauha Kuparinauha Alumiininauha Koehitsaus laserleikatuilla nauhoilla KOEHITSAUSTEN TESTAUS Alumiininauhojen vetokoe Kuparinauhojen vetokoe Teräsnauhojen vetokoe Vetokokeiden yhteenveto PÄÄTELMÄT LÄHTEET LIITTEET Liite 1 Nauhan tuote-esite Liite 2 Sähköpostiviesti suomenkielinen Liite 3 Sähköpostiviesti englanninkielinen
5 Liite 4 Application report welding Liite 5 Vetokokeen tulokset
6 1 JOHDANTO Opinnäyte työ tehtiin Imatralla toimivalle Compomec Oy:lle. Tehtävänä oli etsiä toimittajia laserhitsauslaitteistolle. Compomec Oy kehittää kaapelin pitkittäisnauhoitukseen käytettävien metallinauhojen liitoskonetta. Nauhan jatkamiselle on tarvetta, koska kaapeliytimet ovat yleensä pidempiä kuin niiden päälle ajettavien nauhojen toimituspituus. Nauhan liitos voidaan suorittaa vastushitsauksella, TIG-hitsauksella tai laserhitsauksella kaapelityypistä riippuen. Liitos voidaan tehdä limi- tai päittäisliitoksena. Tässä työssä keskitytään laserhitsauksella tehtävään päittäisliitokseen. Lisäksi keskitytään vain itse laserhitsaukseen eikä muuten liitoskoneen kehitystyöhön. Käytettävät nauhat ovat alumiini-, kupari- ja teräslaminaatteja. Pinnoitteena käytetään polyeteeniä. Liitos tehdään ilman pinnoitteen poistoa. Nauhanliitoskoneesta on tarkoitus tulla puoliautomaattinen. Liitettävien nauhojen päät leikataan mekaanisella leikkauksella ja asemoidaan vastakkain, jonka jälkeen liitos suoritetaan laserhitsauksena. Näillä lähtötiedoilla oli tarkoitus löytää laserhitsauslaitteistolle toimittajia. Teorian aineisto on kerätty kirjoista, ammattilehdistä ja internetistä. Teoriaosassa on perehdytty laserhitsaukseen. Työhön liittyvä aineisto on kerätty haastatteluiden avulla. Toimittajiin on pidetty yhteyttä sähköpostitse. Alkukontaktin jälkeen toimittajien kanssa on käyty myös puhelinkeskusteluja. Toimittajille, jotka olivat kiinnostuneet suorittamaan koehitsauksia, lähetettiin nauhoja testejä varten. Saadut koehitsaukset arvioitiin silmämääräisesti. Koehitsauksille ja liittämättömälle nauhalle suoritettiin vetokoe. Saatuja tuloksia verrattiin toisiinsa ja nauhanliitokselta vaadittaviin ominaisuuksiin. Koehitsausten perusteella valittiin toimittaja, jonka kanssa kehitystyötä jatketaan. 6
 Kuvassa 1 on esitetty hitsauksen sijoittuminen liitosmenetelmiin. Hitsaus on yleisemmin käytetty ja tärkein metallien liittämismenetelmä.")
7 2 HITSAUS Metallituotteiden valmistusmenetelmät voidaan jakaa valamiseen, työstämiseen, liittämiseen ja sintraukseen. Hitsaus on liitosmenetelmä (kuva 1). Kuva 1 Liittämismenetelmät (Lukkari 1997, 15) Kuvassa 1 on esitetty hitsauksen sijoittuminen liitosmenetelmiin. Hitsaus on yleisemmin käytetty ja tärkein metallien liittämismenetelmä. Hitsaamalla voidaan liittää myös monia, ei metallisia materiaaleja, kuten muoveja ja keraameja. (Lukkari 1997, ) Hitsauksen määritelmä standardin SFS 3052 (1996) mukaan on: Valmistusmenetelmä, jolla osia liitetään tai päällystetään käyttämällä hyväksi lämpöä ja / tai puristusta siten, että osat muodostavat jatkuvan yhteyden. Hitsauksessa voidaan käyttää lisäainetta, jonka sulamispiste on suunnilleen sama kuin perusaineen. 7

8 Liitoksen aikaansaaminen vaatii energiaa. Kaikki hitsausprosessit vaativat energialähteen. Energialähteenä voidaan käyttää sähköenergiaa, kemiallista reaktiota, fokusoitua sädettä, mekaanista energiaa ja diffuusiota. (Lukkari 1997,13 23.) Hitsausprosessien pääryhmittely standardin SFS 3052 mukaan on: Puristushitsaus: Hitsaus, jossa hitsi saadaan aikaan puristamalla osien liitospinnat toisiinsa mahdollisesti kuumennusta käyttäen. Sulahitsaus: Hitsaus, jossa hitsi saadaan aikaan ilman puristusta sulattamalla osien liitospinnat käyttäen tai käyttämättä lisäainetta. Puristushitsaus jaetaan pääryhmiin, joita ovat hitsaus sähkövirralla, nestemäisen sulan avulla, kaasulla ja kiinteällä kappaleella sekä hitsaus kaasussa tapahtuvan sähköpurkauksen avulla. Teollisuudessa tärkeimmät puristushitsausprosessit ovat vastushitsaus, ultraäänihitsaus ja kitkahitsaus. Puristushitsausta ei käsitellä tämän tarkemmin. (Lukkari 1997, ) Sulahitsausprosesseja on noin 70 erilaista (kuva 2). Kuva 2 Sulahitsausprosessit (Lukkari 1997,21.) 8
9 Kuvan 2 mukaan suurin ja tärkein ryhmä on kaarihitsaus. Kaarihitsauksessa sähköenergia muutetaan elektrodin ja työkappaleen välissä palavan valokaaren avulla lämmöksi, joka sulattaa työkappaleen ja mahdollisen lisäaineen. Kaarihitsausprosessit voidaan jakaa kahteen ryhmään valokaaren näkyvyyden perusteella. Jauhekaarihitsaus kuuluu hitsaukseen peitetyllä valokaarella ja muut kaarihitsausprosessit kuuluvat hitsaukseen näkyvällä valokaarella. Tärkeimmät kaarihitsausprosessit ovat MIG / MAG-, puikko-, täytelanka-, jauhekaari-, TIG-, ja plasmahitsaus. Sädehitsausprosesseja ovat valonsädehitsaus, laserhitsaus ja elektronisuihkuhitsaus. Laserhitsausta käsitellään tarkemmin luvussa 3. (Lukkari 1997, ) 3 LASERHITSAUS 3.1 Laservalo Laser on lyhenne englannin kielen sanoista Light Amblified by Stimulated Emission of Radiation. Laservalo on valoa, joka on vahvistettu stimuloidun emission avulla. Lasersäde muodostuu kuvan 3 mukaan. Kuva 3 Laseroinnin periaate (Kujanpää, Salminen, Vihinen, 2005,35; alkuperäinen lähde Dawes 1992 ) Säteen muodostumiseen tarvitaan pumppausenergia, laseroiva väliaine ja kaksi peiliä. Säde muodostuu, kun laseroivaa väliaineetta pumpataan ulkoisella energialähteellä. Säde syntyy peilien väliin, ja valo kulkee edestakaisin peilien välissä ja voimistaa stimuloitua emissiota. Toinen peileistä on osittain heijastava ja päästää osan säteestä ulos resonaattorista. 9
.")
10 Laservalo on kollimoitua eli yhdensuuntaista valoa, joten säde ei laajene juurikaan matkan funktiona. Laservalo on myös monokromaattista eli yksiväristä, koska sillä on vain yksi aallonpituus (kuva 4). Kuva 4 Laservalon ominaisuuksia (LaserCo) Kuvasta 4 käy ilmi yleisimpien työstölaserin aallonpituudet. Laservalo on myös koherenttia eli samanvaiheista. Aaltojen ollessa samanvaiheisia ne voivat vahvistaa toisiaan eli interferoida. ( Kujanpää ym 2005, ) Kun laservalo osuu materiaalin, osa säteestä heijastuu takaisin, osa taittuu materiaalin sisään ja kulkee sen läpi tai absorptoituu materiaaliin eli materiaali ottaa vastaan laservalon energian ja muuttaa sen lämmöksi (kuva 5). 10
 Laservalon energia jakautuu seuraavasti sen osuessa materiaalin pintaan (kaava 1): P = P + P + P (1) L R")
11 Kuva 5 Laserprosessin energiatase (Kujanpää ym. 2005,43; alkuperäinen lähde Hugel and Dausinger, 1995) Laservalon energia jakautuu seuraavasti sen osuessa materiaalin pintaan (kaava 1): P = P + P + P (1) L R A r P L = laserteho P R = heijastunut osa tehosta P A = absorptoitunut osa tehosta P T = läpäisevä osa tehosta 11
12 Absorptoitunut teho muodostuu seuraavasti(kaava 2): P + P = P P + P + P (2) A ch proc r con c P A = P ch = P proc = P r = P con = P c = absorptoitunut teho kemiallisista reaktioista syntynyt tai kulunut teho prosessiteho lämpösäteily häviö konventiolla pois siirtynyt teho johtumalla pois siirtynyt teho Materiaalin läpäisevyys laservalolle riippuu materiaalista ja laservalon aallonpituudesta. Metallit ovat laservalon aallonpituuksille läpinäkymättömiä. Tärkeimmät absorptioon vaikuttavat tekijät ovat materiaali, lämpötila, valon aallonpituus ja absorptioitavan pinnan laatu. (Kujanpää ym. 2005, ) Kuvasta 6 on esitetty eräiden metallien absorption riippuvuus aallonpituudesta. Kuva 6 Erilaisten aallonpituuksien absoptoituminen joihinkin teknisiin materiaaleihin (Salminen) 12
13 Kuvasta 6 nähdään, kuinka eri materiaalit absorptiotuvat CO 2 -, Nd:YAG- ja diodilaserin aallonpituuksilla. Absorptiolla on suuri merkitys valittaessa laserhitsausmenetelmää materiaalille. Huoneenlämpötilassa metallien absorptio on varsin alhainen kaikilla aallonpituuksilla. Pienikin absorptio riittää materiaalin pinnan lämpötilan nousuun. Lämpötilan noustessa absorptio kasvaa voimakkaasti, jolloin materiaali kuumenee, sulaa ja lopulta höyrystyy. Absorptioon lasertyöstössä vaikuttaa säteen intensiteetti ja säteen laatu. Intensiteettiä käsitellään tarkemmin luvussa Absorptioon vaikuttaa myös säteen tulokulma ja polarisaatio. (Kujanpää ym. 2005, ) 3.2 Työstölaserin kehitys Albert Einstein esitti laserin periaatteen vuonna 1917, vuosiluku vaihtelee lähteestä riippuen. Ensimmäisen toimivan rubiinilaserin rakensi vuonna 1960 Theodore Maiman. Vuonna 1963 kehitettiin CO 2 -laser Bellin laboratoriossa, ja ensimmäinen teollinen sovellus CO 2 -laserista kehitettiin vuonna 1966 Coherentin laboratoriossa. Hitsaukseen ja pintakäsittelyyn soveltuvat suuritehoiset laserit ovat olleet käytössä 1970-luvun puolivälistä lähtien. (Moisio 1989, 1) Optisten kuitujen yleistyminen 1980-luvulla edesauttoi laserien kehittämistä. Optiset kuidut ovat hyvä apuväline lasersäteen siirtämiseen. Lasertyöstön kehityksessä uusi laite on tuonut uusia sovellutuksia ja uudet sovellukset ovat lisänneet painetta laserien kehitykseen. Laserhitsaus on lasertyöstösovellus. (Kujanpää ym. 2005, 15 16) 3.3 Laserhitsauksen edut Laserhitsauksella saadaan useita etuja perinteisiin hitsausmenetelmiin verrattuna. Hitsistä saadaan kapea ja syvä. Tunkeuman syvyyttä rajoittaa vain laserteho. Laserhitsauksen lämmöntuonti on alhaisempi kuin perinteisissä hitsausmenetelmissä. Se vähentää loppukoneistuksen tarvetta, vähentää perusaineen metallurgisia muutoksia, kuten voimakasta rakeen kasvua sekä mahdollistaa hitsien sijoittamisen lähelle lämpöherkkiä komponentteja. (Kujanpää ym. 2005, ) 13
 Laserhitsaus antaa mahdollisuuden vapaampaan liitosten sijoitteluun verrattuna perinteisiin hitsausmenetelmiin.")
14 Laserhitsaus mahdollistaa hyvin monenlaisten liitosten valmistamisen. Kuvassa 7 on esitetty laserhitsauksessa käytettäviä liitosmuotoja. Kuva 7 Laserhitsauksessa käytettäviä liitosmuotoja (Martikainen& Meuronen 1991, 22) Laserhitsaus antaa mahdollisuuden vapaampaan liitosten sijoitteluun verrattuna perinteisiin hitsausmenetelmiin. Hitsit voidaan sijoittaa lähelle nurkkia ja kulmia sekä ahtaisiin väleihin kuten esimerkiksi kuvan 9 kohdassa d 2 oleva putkien reunahitsi. (Martikainen& Meuronen 1991, ) 3.4 Laserhitsausprosessit Laserhitsaus voidaan jakaa avaimenreikähitsaukseen, sulattavaan laserhitsaukseen, pulssihitsaukseen, lisäaineelliseen laserhitsaukseen, monipalkohitsaukseen ja hybridihitsaukseen. Seuraavaksi käsitellään lyhyesti avaimenreikähitsausta, sulattavaa laserhitsausta ja pulssihitsausta. (Kujanpää ym. 2005, ) 14
. Materiaaliin höyrystyy reikä, joka johtuu säteen suuresta tehotiheydestä. Terästä hitsattaessa on tehotiheyden ylitettävä 10 6 W /cm 2, että avaimenreikä muodostuu. (Kujanpää ym.")
15 3.4.1 Avaimenreikähitsaus Avaimenreikähitsauksessa eli syvätunkemahitsauksessa säde fokusoidaan työkappaleen pinnalle tai noin 25 % aineenpaksuudesta pinnan alapuolelle, yleensä pinnan normaalin suuntaisena (kuva 8). Materiaaliin höyrystyy reikä, joka johtuu säteen suuresta tehotiheydestä. Terästä hitsattaessa on tehotiheyden ylitettävä 10 6 W /cm 2, että avaimenreikä muodostuu. (Kujanpää ym s ) Kuva 8 Avaimenreiän muodostuminen (Laser Kinetics) Kuvasta 10 nähdään avaimenreiän muodostuminen. Kohdassa A suurin osa säteistä heijastuu takaisin. Kohdassa B kappaleen pinta alkaa sulaa. Kohdassa C sula metalli absorboi huomattavasti enemmän valoa kuin kiinteä metalli. Metalli alkaa kiehua ja muodostaa metallihöyryä. Kohdassa D metallihöyryn paine on avannut käytävän lasersäteelle, jota kutsutaan avaimenreiäksi. Tuloksena on syvä ja kapea hitsi. (Migliore 1998) 15
 Materiaalin pinta kuumenee lasersäteen vaikutuksesta ja sulaa. Hitsi on matalampi ja leveämpi kuin avaimenreikähitsauksessa.")
16 3.4.2 Sulattava hitsaus Sulattavassa hitsauksessa tehotiheys jää alle avainreikähitsauksen raja-arvon. Sulattava hitsaus muistuttaa kaarihitsausta (kuva 9). Kuva 9 Sulattava laserhitsaus ( Hitsaustekniikka 5 / 2003, 32) Materiaalin pinta kuumenee lasersäteen vaikutuksesta ja sulaa. Hitsi on matalampi ja leveämpi kuin avaimenreikähitsauksessa. Absorption vaikutus on suuri sulattavassa hitsauksessa. Kun käytetään hyvin absorptoituvaa aallonpituutta, voidaan sulaa leventää, jolloin railon toleranssit voivat olla lievemmät kuin avaimenreikähitsauksessa. (Kujanpää ym. 2005, 50, 159.) Pulssihitsaus Pulssihitsauksessa lasersäteen teho vaihtelee säännöllisesti ajan mukaan. Pulssihitsauksella saadaan jatkuvaan hitsaukseen verrattuna suurempi tehontiheys, syvempi tunkeuma, kapeampi lämpövyöhyke, suurempi polttopiste sekä voidaan käyttää pidempää polttoväliä. Suurempi tehontiheys helpottaa heijastavien materiaalien, kuten alumiinin, kuparin, kullan ja hopean hitsausta. Pulssihitsauksen heikkous jatkuvaan hitsaukseen verrattuna on pienempi hitsausnopeus, mikä lisää kustannuksia. Lisäksi tehomuutoksista johtuen hitsausprosessi ei ole yhtä vakaa, mikä lisää hitsausvirheiden riskiä. (Kujanpää ym. 2005, ) 16

17 3.5 Laserhitsausparametrit Laserhitsausparametrit voidaan jakaa sädeparametreihin, prosessiparametreihin ja materiaaliparametreihin. Sädeparametrit ovat laitekohtaisia. Prosessiparametrit voidaan säätää jokaisen hitsaustapahtumaan erikseen. Materiaaliparametrit ovat materiaalikohtaisia, lisäksi hitsattavien kappaleiden muoto vaikuttaa hitsauksen lopputulokseen. (Väisänen 2008, 10.) Laserparametrit Sädeparametrit ovat yleensä vakioita laserhitsaussysteemissä, eikä niitä muuteta hitsausprosessin aikana. Lasersäteen ominaisuuksista polarisaatiolla ja intensiteetillä on vaikutusta hitsauksen lopputulokseen. Polarisaatio vaikuttaa tunkeuman syvyyteen. Polarisaatio tarkoittaa valon, joka on pitkittäistä aaltoliikettä, aallon sähkökentän värähtelyä tietyssä suunnassa (Inkinen, Manninen &Tuohi 2006, 378). Polarisaatioon voidaan vaikuttaa vaihtamalla erikoispeilejä, jolloin peilit on suunnattava uudelleen. Lasersäteen intensiteetti eli teho muuttuu säteen poikkileikkauksessa. Muutosta kutsutaan moodiksi. Säteen fokusoituvuus paranee kun moodiluku pienenee. Kuvassa 10 on esitetty hitsauslaserissa käytettäviä moodeja. Kuva 10 Laserhitsauksessa käytettäviä moodeja. (Salminen&Kujanpää 1997, 8.) 17
18 Laserhitsaussovelluksissa käytettään usein multimoodia TEM 01 -TEM 02 tarvittavan tunkeuman saavuttamiseksi. Lasersäteen tullessa ulos laserista säteen poikkileikkauksen pinta-ala alkaa kasvaa. Säteen poikkileikkauksen halkaisijan muutosta määritellään divergensillä. Divergenssi on säteen leviämiskulman puolikas. Hyvälaatuisen lasersäteen divergenssi on tyypillisesti 1 1,5 milliradiaania. (Salminen & Kujanpää 1997, 7-8.) Prosessiparametrit Tärkeimpiä prosessiparametreja ovat teho ja hitsausnopeus. Tehoa voidaan tarkastella ulostulotehona ja tehona kappaleen pinnalla. Kappaleen pinnalle tuleva teho on käytännössä tärkeää tietää. Tehon kasvaessa kasvaa tunkeuma. Tunkeumaan vaikuttaa myös hitsausnopeus. Kun tehoa ei muuteta ja hitsausnopeutta kasvatetaan, tulee hitsistä kapeampi ja matalampi. Hitsausnopeuden alarajan määrää avaimenreiän auki pysyminen ja ylärajan haluttu tunkeuma. (Salminen & Kujanpää 1997, 9.) Säteen fokusoinnilla saadaan raakasäteen koko pienennettyä optiikan avulla polttopisteen säteen kokoiseksi (kuva 11). Kuva 11 Polttovälin vaikutus polttopisteen halkaisijaan. (Kujanpää ym. 2005, 81) 18
19 Polttoväli on fokusointilinssin ja polttopisteen välinen etäisyys. Polttovälin pidentäminen kasvattaa polttopisteen halkaisijaa ja pienentää tehotiheyttä. (Väisänen 2008, 11.) Polttopisteen asema on polttopisteen etäisyys hitsattavan kappaleen pinnasta (kuva 12). Kuva 12 Polttopisteen asema ja työetäisyys Oletusarvona polttopiste on hitsattavan kappaleen pinnalla, jolloin polttopisteen arvo on 0 mm. Polttopiste voi olla myös kappaleen pinnan alapuolella, jolloin polttopisteen arvo on miinusmerkkinen kuvan 14 mukaan. Työetäisyydellä tarkoitetaan hitsauspään ja hitsattavan kappaleen välistä etäisyyttä. Työetäisyys pyritään pitämään vakiona hitsauksen aikana. ( Salminen&Kujanpää 1997, 12.) Liitoksen toleranssivaatimuksia voidaan väljentää lasersäteen poikkeutuksella (kuva 13). 19

20 Kuva 13 Lasersäteen poikkeutus (Salminen&Kujanpää 1997, 13;Alkuperäinen lähde Dawes 1992) Poikkeutuksella voidaan lisäksi vaikuttaa hitsin energiajakaumaan ja muotoilla hitsiä. Poikkeutus voidaan tehdä pyöritys- tai lineaariliikkeellä. Poikkeutus suoritetaan optisella apuvälineellä, jolla poikkeutus saadaan tehdyksi riittävän suurella nopeudella. Poikkeutus muuttaa laserhitsauksen lähemmäs kaarihitsausmenetelmiä (Kujanpää ym. 2005, 168). Suojakaasulla on laserhitsauksessa kaksi päätarkoitusta. Se suojaa hitsiä hapettumiselta ja estää säteen absorboitumisen avainreiän plasmaan. Säteen absoptoituminen plasmaan leventää hitsiä. Suojakaasun tarve riippuu hitsausprosessista. CO 2 laserhitsauksessa käytetään aina suojakaasua. Nd: YAGlaserhitsauksessa suojakaasua käytetään, mikäli hitsin laatu sitä vaatii. Diodilaserhitsauksessa suojakaasua käytetään vain, jos hitsi ei saa hapettua. Suojakaasuna käytetään heliumia, argonia, typpeä, hiilidioksidia ja näiden seoksia. (Kujanpää ym. 2005, ) Perusaineen parametrit Aineenpaksuus vaikuttaa läpihitsaukseen tarvittavan lasertehon määrään. Käytännössä vakioteholla hitsattaessa hitsausnopeus laskee ainepaksuuden kas- 20

21 vaessa. Työkappaleen pinnanlaatu vaikuttaa hitsin laatuun. Mitä puhtaampia hitsattavat pinnat ovat, sitä parempi on hitsin laatu. Pinnoitteet, kuten sinkki, alumiini ja maali, aiheuttavat ongelmia etenkin limiliitoksissa. Hitsistä voi tulla huokoinen. Liitoksen ilmarako ei saa olla päittäisliitoksessa juurikaan polttopisteen halkaisijaa suurempi. Mikäli näin on, mahtuu lasersäde kulkemaan liitoksen läpi koskematta railopintoja. Railopintojen laadun on oltava laadultaan niin hyvät, että pinnat voidaan asettaa koko liitoksen matkalta riittävän lähelle toisiaan. Materiaalin koostumus on tärkein laserhitsattavuuteen vaikuttava tekijä. ( Salminen&Kujanpää 1997, ) 3.6 Laserhitsauksen tehonlähteet Laserhitsauksessa voidaan käyttää useita eri teholähteitä. Tehon lähteitä kehitetään jatkuvasti. Seuraavaksi käsitellään CO 2 -, Nd:YAG-kuitu- ja diodilaseria CO 2 -laser CO 2 eli hiilidioksidilaserissa säde syntyy resonaattorissa kuvan 14 mukaisesti. Kuva 14 CO 2 -laserin resonaattori (Kujanpää ym. 2005, 56) Kun optista väliainetta, joka CO 2 -laserissa koostuu heliumista, hiilidioksidista ja typestä, viritetään sähköenergialla, saadaan aikaan lasersäde. Saatavan säteen aallonpituus on 10,6 µm. CO 2 -laserilla päästään 5-20 %:n hyötysuhteeseen. CO 2 -lasereita, jotka soveltuvat hitsaussovelluksiin on kolmea tyyppiä, nopea pitkittäisvirtauslaser, poikittaisvirtauslaser ja diffuusiojäähdytetty laser. (Kujanpää ym. 2005, 56.) 21

 Taulukosta 1 nähdään eräiden materiaalien CO 2 -laserhitsattavuus.")
22 CO 2 -laserin käyttöä rajoittaa se, ettei sädettä voi ohjata kuitua pitkin. Johtuen säteen aallonpituudesta CO 2 -laserin säde absorptoituu lasiin ja yleisimpiin muoveihin, eikä näin ollen läpäise niitä. Sädettä suuntaamalla ja manipuloimalla saadaan CO 2 -laserin säde soveltumaan hitsaukseen. (Salminen&Kujanpää 1997, ) Taulukosta 1 nähdään eräiden materiaalien CO 2 -laserhitsattavuus. Taulukko 1 Materiaalien CO 2 -laserhitsattavuus (Salminen&Kujanpää 1997, 29) Taulukosta 1 nähdään, että CO 2 -laser soveltuu huonosti materiaaleille, joiden valon heijastuskyky on suuri Nd:YAG-laser Nd:YAG-laserissa säde syntyy YAG-kiteessä. Kuvassa 15 on Nd:YAG-laserin resonaattori. Kuva 15 Nd:YAG-laserin resonaattori (Kujanpää ym. 2005, 59) 22
 ND:YAG-laserin tehoa voidaan kasvattaa yhdistämällä kiteitä sarjaan (kuva 16).")
23 Tangon muotoista kidettä viritetään kryptonlampuilla. Lamput on sijoitettu elliptisten heijastimien optiselle akselille. Peilit heijastavat suurimman osan lampun valosta kiteeseen. Säteen aallon pituus on 1064 nm, joten sädettä voidaan kuljettaa kuitua pitkin. (Kujanpää ym. 2005, ) ND:YAG-laserin tehoa voidaan kasvattaa yhdistämällä kiteitä sarjaan (kuva 16). Kuva 16 Nd:YAG-laser resonaattorien konstruktioita (Kujanpää ym.2005, 61; alkuperäinen lähde Skirfors et al, 1995) Kiteet voidaan asettaa peräkkäin. Rakennetta käytetään jatkuvatoimisessa laserissa, kuten nähdään kuvan 18 kohdassa 1. Pulssisovelluksissa käytetään kohdan 2 rakennetta, jossa osa kiteistä toimii vahvistimena. Kiteiden tuottama teho voidaan myös yhdistää kohdan 3 mukaan kuitujen avulla vasta työstökohteessa. (Kujanpää ym s ) Jatkuvatoimisen Nd:YAG-laserin kokonaishyötysuhde on noin 2-3 %. Se soveltuu hitsaukseen ja leikkaukseen. Pulssitettavan Nd:YAG-laserin perusrakenne on periaatteeltaan samanlainen kuin jatkuvatoimisen. Lamppuina käytetään salamalamppuja, joihin syötetään virtapulsseja. Pulssin tehoa, pulssiaikaa, pulssin muotoa ja toistoa voidaan säätää. Hyötysuhde on jatkuvatoimisen Nd:YAG-laserin tasoa. Slab Nd:YAG-laserissa kide on suorakaiteen muotoinen. Ulossaatava teho on suurempi ja säteen laatu hyvä. Se on noin 50 % kalliimpi 23

24 kuin perinteinen Nd:YAG-laser. Diodipumpatussa Nd:YAG-laserissa lamput on korvattu diodeilla. Kokonaishyötysuhteeksi saadaan %. Lisäksi pumppausdiodien käyttöikä on jopa tuntia, kun pumppauslamppujen käyttöikä on vain tuntia. Tankomaisen kiteen rinnalle on kehitetty ohut kiekkomainen kide. Kiekkomaisen kiteen jäähdytys on tehokkaampaa kuin tankomaisen. Säteen laatu on parempi tankomaisella kiteellä saatuun säteeseen verrattuna. (Kujanpää ym. 2005, ) Diodilaser Suuritehoinen diodilaser koostuu useista pienistä 1-2 W:n diodilasereista. Laserointi tapahtuu diodien kiillotettujen päätyjen välillä (kuva 17). Kuva 17 Diodilaserin pakan rakenne (Jansson & Salminen 2001, 50) Diodit kootaan noin 20 kappaleen nippuihin. Diodilasernipun tehoa rajoittaa sen lämpiäminen. Kiinnittämällä nippu kupariseen lämmönvaihtimeen saadaan tehoa nostettua. Sen jälkeen nippuun asennetaan mikrolinssi, jolla säde kollimoidaan eli säde saadaan yhdensuuntaiseksi. Diodilaserin teho saadaan nostettua lasertyöstön vaatimalle tasolle liittämälle edellä mainittuja nippuja peräkkäin noin kappaletta. Näin saadaan moduuli eli pakka, jonka teho on W. 24
 Tehon lisäys tapahtuu liittämällä säteet samalla optiselle akselille polarisaation avulla ja yhdistämällä eri aallonpituuksia.")
25 Diodilaserin tehoa saadaan kasvatettua kuvan 18 mukaan. Kuva 18 Diodilaser-pakkojen yhdistäminen (Jansson & Salminen 2001, 51) Tehon lisäys tapahtuu liittämällä säteet samalla optiselle akselille polarisaation avulla ja yhdistämällä eri aallonpituuksia. Rakenteesta johtuen voi diodilaseria päivittää suurempitehoiseksi vaihtamalla pakat suurempitehoisiksi tai lisäämällä niiden määrää. Jansson & Salminen 2001, ) Laserista ulostulevan säteen polttopisteen koko riippuu laserin tehosta ja rakenteesta, mutta on paljon suurempi kuin muiden perinteisten laserien. Suuritehoisessa diodilaserissa päästään noin 30 %:n hyötysuhteeseen. Diodien eliniäksi on arvioitu tuntia. Diodit ovat rakenteen ainoita kuluvia osia. Kuten Nd:YAG-laserin sädettä, voidaan myös diodilaserin sädettä siirtää optisen kuidun avulla. Kuitu mahdollistaa laserin joustavamman käytön. (Kujanpää ym. 2005, ) 25
 Kuvassa 19 diodilaser on sijoitettu teollisuusrobotin käsivarteen.")
26 Diodilaserit ovat pienikokoisia ja kevyitä ja niitä voidaan liikutella nopeasti (kuva 19). Kuva 19 Diodilaserhitsausta teollisuusrobotilla (Laser Co) Kuvassa 19 diodilaser on sijoitettu teollisuusrobotin käsivarteen. Diodilaser voidaan sijoittaa myös robotin runkoon ja tuoda säde kohteeseen kuidun avulla. Diodilaser toimii parhaiten ohuiden materiaalien sulattavassa hitsauksessa. Diodilaserilla voidaan hitsata samoja materiaaleja kuin perinteisillä sulattavilla menetelmillä. (Venkat 2008.) Diodilaserilla voidaan hitsata myös muoveja kuten HDPE:tä (high density polyethylene) (Kujanpää ym. 2005, 65 67) Kuitulaser Kuitulaserissa säde synnytetään suoraan optisen kuidun muodostaman resonaattorin sisään (kuva 20). 26

27 Kuva 20 Kuitulaser (Rofin) Pumppausenergia tuodaan kuidun päästä sisään, jolloin se läpäisee laseroivan kerroksen edessään useita kertoja kokonaisheijastuksen ansiosta. Syntynyt säde on pieni halkaisijaltaan ja säteen laatu hyvä. Kuitulaser on vasta tekemässä tuloaan teollisiin sovelluksiin, nyt sitä käytetään lähinnä merkkaussovelluksiin. (Kujanpää ym. 2005, 68.) Kuitulaserin säteen laatu on ylivoimainen muihin lasereihin verrattuna. Sen aallonpituutta voi säätää. Valotehoa on mahdollista kasvattaa kuituvahvistimella, joka on suhteellisen helppo liittää laserosaan. Verrattaessa eri laserlähteiden hintaa valotehoa kohti ( / W), kuitulaser on ND:YAG- ja CO 2 -laseria edullisempi ja diodilaseria kalliimpi. Hankintahinnaltaan kuitulaser on CO 2 -lasereita kalliimpi. (Pessa 2004, ) 3.7 CO 2 -, Nd:YAG-, kuitu- ja diodilaserin ominaisuuksien vertailu Taulukossa 2 on vertailtu CO 2 -, Nd:YAG- ja diodilaserien ominaisuuksia. Taulukko 2 Eri laserien ominaisuuksien vertailu (Salminen 2002) 27

28 CO 2 -laserin vahvuuksia ovat suuri teho, pieni polttopiste ja suuri tehontiheys. Heikkoutena on huonoin absorptio metalliin ja alhainen hyötysuhde. Nd:YAGlaserilla on suurin tehontiheys ja pienin hyötysuhde. Diodilaserilla on paras hyötysuhde ja absorptio metallin. Diodilaserin tehontiheys on pienin ja polttopisteen halkaisija suurin. Taulukossa 3 on vertailtu CO 2 -, Nd:YAG- ja diodilaserien soveltuvuutta teollisuuden käyttöön. Taulukko 3 Eri laserien soveltuvuus teolliseen käyttöön (Salminen 2002) CO 2 -laser on suurikokoisin suhteessa tehoon ja vaikeimmin integroitavissa. Käyttökustannuksiltaan se on keskitasoa ja hankintahinnaltaan se on diodilaserin luokkaa. Nd:YAG-laser on hankintahinnaltaan ja käyttökustannuksiltaan kallein. Diodilaser on käyttökustannuksiltaan edullisin, pienikokoisin suhteessa tehoon ja on helpoimmin integroitavissa. 28
 Kuitulaserin kokonaiskäyttökustannukset ovat kaikkein edullisimmat.")

29 Kuvassa 21 on vertailtu lasertyyppien käyttökustannuksia. Kuva 21 Lasertyyppien käyttökustannukset (Salminen 2006) Kuitulaserin kokonaiskäyttökustannukset ovat kaikkein edullisimmat. Kuvasta huomataan myös kuitulaserin käyttökustannusten edullisuus. Vertailussa ei ole ollut mukana diodilaseria. Kiekkolaser on Nd:YAG-laserin sovellus. Kuvassa 22 on esitetty CO 2 -, Nd:YAG- ja diodilaserien hitsausnopeuksia aineenpaksuuden funktiona. Kuva 22 Hitsausnopeuden suhde materiaalin paksuuteen (Salminen 2002) 29
30 Kuvaaja on tehty sinkityn teräslevyn hitsauksesta. Diodilaserin hitsausnopeus on alhaisempi kuin CO 2 - ja Nd:YAG-laserin, mikä johtuu pääasiassa sulattavan hitsauksen ja avaimenreikähitsauksen eroista. Diodilaser on hyvä sulattavassa hitsauksessa. CO 2 - laserin käyttö sulattavaan hitsaukseen edellyttää pienen tehotiheyden käyttöä suhteessa hitsausnopeuteen, mikä heikentää hyötysuhdetta. Nd:YAG-laseria voidaan käyttää sulattavassa hitsauksessa kasvattamalla polttopisteen kokoa. Se ei ole kuitenkaan taloudellisesti kilpailukykyinen diodilaserin kanssa. (Salminen 2002.) 3.8 Laserhitsauspää Lasertyöstöpää on prosessikohtaan sijoittuva fokusointiyksikkö. Siihen on sijoitettu suoja- ja prosessikaasun syöttö, lisäaineen syöttö ja korkeuden seurannassa tarvittavat laitteet. Suurin ero lasertyöstöprosessien välillä tulee niissä käytettävistä työstöpäistä. Laserhitsauspäässä säteen fokusointi voidaan toteuttaa peileillä tai linssillä (kuva 23). Kuva 23 Laserhitsauspään optinen järjestely (Kujanpää, ym 2005, 123) Kohdassa A fokusointi on toteutettu linssillä ja kohdassa B peileillä. Metallipeilien tehokas jäähdytys on helpompaa kuin linssien, mikä lisää tehontiheyden kestävyyttä. Linssi on peiliä herkempi epäpuhtauksille ja roiskeille, jotka lisäävät 30


31 linssin lämpenemistä. Linssi voidaan suojata suojaikkunalla, joka likaantuu linssin asemasta. Hitsaussovelluksissa prosessikaasu ei puhalla pois hitsauksessa syntyviä roiskeita. Parempi keino linssin suojaamiseen on linssin ja prosessin väliin sijoitettu, nopea poikittainen kaasuvirtaus. Kaasuvirtaus kuljettaa syntyneet huurut ja roiskeet pois linssistä. Hitsauspää tuo suojakaasun prosessiin. Suojakaasu voidaan tuoda koaksiaalisesti lasersäteen ympärillä (kuva 24) tai ulkopuolisella suuttimella (kuva 25). (Kujanpää ym. 2005, ) Kuva 24 Peilioptiikalla toteutettu CO 2 -laserin hitsauspää (Precitec) Kuva25 Linssioptiikalla toteutettu Nd:YAG -,ja diodilaserin hitsauspää (Precitec) 31
32 Kuvassa 24 on peilioptiikalla toteutettu CO 2 -laserin hitsauspää, jossa suojakaasu tuodaan erillisillä suuttimilla. Kuvassa 25 on linssioptiikalla toteutettu Nd:YAG- ja diodilaserin hitsauspää, jossa suojakaasu tuodaan koaksiaalisesti. 4 COMPOMEC OY Compomec Oy on koneautomaatioyritys, joka on perustettu 1993 Imatralla. Se on erikoistunut kaapelikoneiden suunnitteluun ja valmistukseen. Vuoteen 1996 saakka yritys toimi yhden miehen suunnittelutoimistona. Vuonna 1996 Compomec Oy solmi alihankintasopimuksen Nokia-Maillefer Oy:n (myöh. Nextrom Technologies Oy) kanssa. Sopimus sisälsi valokuitukaapelikoneiden suunnittelun, tuotekehityksen ja valmistuksen. Valmistettavat koneet olivat kaapelilinjan alkupäässä olevat valokuidun aukirullaajat, loppupäässä olevat vastaanottopuolaajat sekä nauhan aukirullaajat. Ensimmäisinä vuosina liikevaihto kaksinkertaistui vuosittain. Nopeasta kasvusta johtuen henkilöstön määrä kasvoi nopeasti, suurimmillaan henkilömäärä oli vuonna 2002 noin 30 henkilöä, joista puolet tuotannossa ja puolet suunnittelussa ja hallinnossa. Valokuitukaapelialan taantuman vuoksi tilauskanta väheni merkittävästi vuonna Vuonna 2004 Compomec Oy osti Jipka Oy:ltä paperipinonkääntäjien liiketoiminnan. Vuonna 2005 sopimus Nextrom Technologies Oy:n kanssa loppui, ja Compomec Oy jatkoi toimintaa itsenäisenä kaapelikonevalmistajana. Vuonna 2006 paperipinonkääntäjä liiketoiminta myytiin Astex Oy:lle ja aloitettiin yhteistyö Maillefer Extrusion Oy:n kanssa kaapelikoneiden valmistuksesta. Vuonna 2007 alkoi yhteistyö hollantilaisen Inhol BV:n kanssa kutistemuoviletkukoneiden valmistuksessa. 32

33 Kuvassa 26 on esitetty Compomec Oy:n organisaatio vuonna Kuva 26. Compomec Oy:n organisaatio vuonna 2010 Matti Mursun, henkilöstö- ja talousjohtajan, toimenkuvaan kuuluu operatiivisen johtamisen lisäksi markkinointi. Mika Aunola on Compomec Oy:n pääomistaja. Hänen tehtäviään ovat tuotekehitys ja sähkösuunnittelu. Compomec Oy:n taloushallintoa hoitaa Arja Halonen. Jarmo Malinen vastaa mekaniikkasuunnittelusta. Vuonna 2010 tuotannossa on 4 henkilöä. 5 NAUHANLIITOS 5.1 Pitkittäisnauhoitus Seuraava aineisto on koottu puhelinhaastattelusta Pekka Silvennoisen kanssa. Silvennoisella on 25 vuoden kokemus kaapelikoneista ja kaapelin valmistuksesta. Hän työskentelee tällä hetkellä projektipäällikkönä Maillefer Exturusion Oy:ssä Vantaalla. Kaapelin valmistuksessa käytetään nauhamaisia materiaaleja esimerkiksi kaapeliytimen ja päällysmateriaalin välissä. Nauha voidaan laittaa kaapelin päälle kiertämällä tai pitkittäisnauhoituksena. Päälle kiertäminen on hidas prosessi ja 33

34 vaati raskaita koneita. Nauha toimii mekaanisena suojana, häiriö- ja / tai kosteussuojana. Nauha voi olla muovia tai metallia kaapelin käyttötarkoituksesta riippuen. Metallinauhat ovat terästä, ruostumatonta terästä, kuparia tai alumiinia. Metallinauhat voivat olla myös laminaatteja eli ne on pinnoitettu esimerkiksi polyeteenillä. Pinnoitus voi toisella puollella nauhaa tai molemmin puolin. Pinnoitus helpottaa nauhan liimausta. Alumiinin pinnoitus pienentää kitkaa. Pinnoittamaton alumiini voi leikata kiinni muotoilutyökaluihin tai puristinpäähän. Pinnoitus vaikeuttaa hitsausta, juottamista ja heikentää sähköisiä ominaisuuksia. Kuvassa 27 on esitetty Nestor Cables Oy:n valmistaman kanava- ja maavalokaapelin rakenne. Kuva 27 Valokuitukaapelin rakenne (Nestor Cables) Kuvassa 27 numerolla 5 merkitty nauha on keskiöputken ympärillä oleva pituussuuntainen paisuva nauhoitus. Kaapelinkuoren rikkoutuessa vesi imeytyy kapilaari-ilmiöstä johtuen kaapeliin. Paisuva nauhoitus paisuu vedestä ja estää veden kulkeutumisen pidemmälle. Kuvassa numerolla 6 merkitty nauha on muovipäällysteinen, poimutettu eli korrukoitu teräsnauha limityksellä, joka toimii mekaanisena suojana. Teräsnauhan nimellispaksuus 0,15 m (Nestor Cables.) Teräsnauhaa käytetään mekaanisena vahvikkeena. Teräsnauha täytyy korrukoida, muuten nauhavaippa voi lommahtaa kaapelia taivuttaessa. Korrukointi voidaan tehdä nauhaan valmiiksi ennen sen taivuttamista kaapelin päälle tai kaapeli voidaan korrukoida, kun nauha on taivutettu kaapelin ympärille. Kuparilla on hyvät sähköiset ominaisuudet, ja sitä on helppo liittää ja muotoilla. Sen huonona puolena on kallis hinta. Alumiininauha on helppo muotoilla, ja sillä on hyvät sähköiset ominaisuudet. Muovinauhaa käytetään joustavana välikerroksena lisäämään liiman tarttuvuut- 34

35 ta. Muovinauhaa käytetään myös vesieristeenä alumiininauhan kanssa. Muovinauha voi olla esimerkiksi pehmeää PE-muovia (polyethylene) tai kovaa PET- muovia (polyethylene terephthalate). Helposti muovailtavat nauhat esimerkiksi PE-nauhat voidaan muotoilla rengasmaisten silmukoiden avulla putken muotoisiksi ennen puristinpäätä. Metallinauhan taivutetaan kaapelin päälle muotoilutyökalujen avulla. Kuvissa on kuvattu alumiininauhan pitkittäisnauhoitus prosessi. Nauha tulee kaapelilinjaan aukirullaimelta (kuva 28). Kuva 28 Nauhan aukirullaaja (Compomec Oy) Aukirullaaja purkaa nauhaa kaapelilinjaan linjanopeuden mukaan. Kuvassa näkyvien rullien avulla säädetään nauhan kireyttä. Nauha ohjataan taittorullien avulla kaapeliytimen kanssa muotoilutyökalulle (kuva 29). 35


.")

36 Kuva 29 Nauha ja kaapeliydin (Compomec Oy) Kaapeliydin kulkee nauhan päällä muotoilutyökalulle. Muotoilutyökalun koko muuttuu kaapelin halkaisijan mukaan. Muotoilutyökalu taivuttaa nauhan kaapelin ympärille putkeksi (kuva 30). Kuva 30 Nauha muotoutuu putkeksi (Compomec Oy) Nauhan leveys on valittu niin, että saadaan haluttu limitys. Muotoilutyökalu on kartion muotoinen, joten se taivuttaa nauhan vaiheittain putkeksi (kuva 31) 36

.")
37 Kuva 31 Muotoilutyökalu (Compomec Oy) Muotoilutyökaluja on useita eri tyyppejä. Limitys voi olla jopa 720 astetta eli nauha kiertää kaapelin kaksi kertaa. Muotoilutyökalu voi olla myös kaksikerroksinen eli kaapelin päälle ajetaan kaksi nauhaa samanaikaisesti. Muotoilutyökalun jälkeen limitykseen pursotetaan kuumaliima (kuva 32). Kuva 32 Kuumaliiman pursotus (Compomec Oy) Kuumaliima tekee liitoksesta vesitiiviin. Kuvassa vasemmalla näkyvä supistusholkki kiristää liitosta ennen puristinpäätä. 37


38 Puristinpäässä kaapelin ympärille pursotetaan suojaava muovikerros (kuva 33). Kuva 33 Puristinpää (Compomec Oy) Kuvassa 33 kaapeli tulee ulos puristinpäästä. Muovi on vielä plastisessa muodossa. Seuraavaksi kaapeli kulkee vesialtaassa, missä muovi kovettuu. Valmis kaapeli kelataan vastaanottopuolaimella kaapelikelalle. 5.2 MaxiPad-konsepti Metallinauhat toimitetaan yleensä 1,5-4 kilometrin pituisina, riippuen kelan halkaisijasta ja nauhan paksuudesta. Kun tehdään tätä pidempiä kaapeleita, nauhaan on tehtävä liitos. Hitsauksen suorittaminen prosessin aikana edellyttää nauhavaraajan, ylimääräisen aukirullaajan ja liitoskoneen lisäämistä kaapelilinjaan, mikä pidentää linjaa jopa kymmenen metriä. Kymmenen kilometrin kaapeliin voi tulla jopa viisi liitosta. Liitoksen tekoon on rajoitettu aika, jota voidaan kasvattaa vähentämällä linjanopeutta. Nopeuden vähentäminen lisää riskiä kaapelin halkaisijan muutoksille ja vähentää tuottavuutta. Compomec on kehittänyt ratkaisun valmistaa km pitkiä kaapeleita ilman online-hitsausta. 38
 Liitokset voidaan tehdä ja tarkistaa ennen kaapelin valmistusprosessia. Näin saadaan yhtämittainen nauha, eikä liitosta tarvitse tehdä kaapelin valmistuksen yhteydessä.")
39 MaxiPad-konsepti sisältää yhden tai kaksi CTA 940 -nauhanaukirullaajaa, liitoskoneen ja CTA nauhan vastaanottopuolaajan (kuva34). Kuva 34 MaxiPad (Compomec Oy) Liitokset voidaan tehdä ja tarkistaa ennen kaapelin valmistusprosessia. Näin saadaan yhtämittainen nauha, eikä liitosta tarvitse tehdä kaapelin valmistuksen yhteydessä. Lisäksi säästetään tilaa, koska kaapelilinjaan tarvitaan vain yksi CTA aukirullaaja, jonka mm:n kelaan mahtuu km nauhaa, paksuudeltaan 0,3 0,1 mm. (Compomec Oy) 5.3 Liitosprosessi Liitos tehdään laserhitsauksella 60 asteen kulmassa päittäisliitoksena ilman ilmaväliä. ( kuva 35). Kuva 35 Nauhan liitos 39

40 Liitos tehdään kulmassa, koska silloin saadaan hitsiin lisää pinta-alaa. Pintaalan kasvattaminen vähentää hitsiin kohdistuvaa normaalijännitystä nauhaa vedettäessä. Kulmaksi on valittu 60 astetta. Kyseisellä kulmalla on saatu kompromissi hitsin pinta-alan ja liitoksen pituuden välillä. Kun liitos on kulmassa, ei hitsaussauma tule yhteen kohtaan kaapelin ympärille, kun nauha taivutetaan putkeksi. Olin kesällä 2008 Compomec Oy.ssä projektiharjoittelussa. Tehtävänä oli laserhitsauskoneen esisuunnittelu. Kuvassa 36 on 3D-malli suunnitteilla olevasta laserhitsauskoneesta. Kuva 36 ComLaser -laserhitsauskone (Compomec Oy) Kuvassa 36 olevasta hitsauskoneesta puuttuvat hitsausprosessin säteilysuojat ja hitsauskaasuimurit. Hitsauskone on varustettu pyörillä, joten se voidaan tarvittaessa siirtää toiseen kaapelilinjaan. Kuvissa 37 ja 38 on esitetty leikkaus- ja hitsausmekanismit ilman suojapeltejä ja runkoa. 40

41 Kuva 37. Nauhan leikkaus (Compomec Oy) Kuvassa 37 on esitetty liitettävien nauhojen katkaisu. Liitoksessa operaattori asettaa nauhat vastetta vasten ja kiinnittää nauhat pneumaattisella painimella. Leikkausterät on kiinnitetty pystysuunnassa liikkuvaan palkkiin, ja ne leikkaavat nauhojen päät poikki. Kuvassa 38 on esitetty hitsausprosessi. Kuva 38. Nauhan hitsaus (Compomec Oy) Leikkauspalkki ajetaan ala-asentoon, jolloin hitsausyksikkö laskeutuu oikeaan korkeuteen hitsausta varten. Nauhan päät asetetaan vastakkain ilman ilmaväliä ja lukitaan paikalleen. Hitsaus suoritetaan liikuttamalla hitsauspäätä liitoksen 41
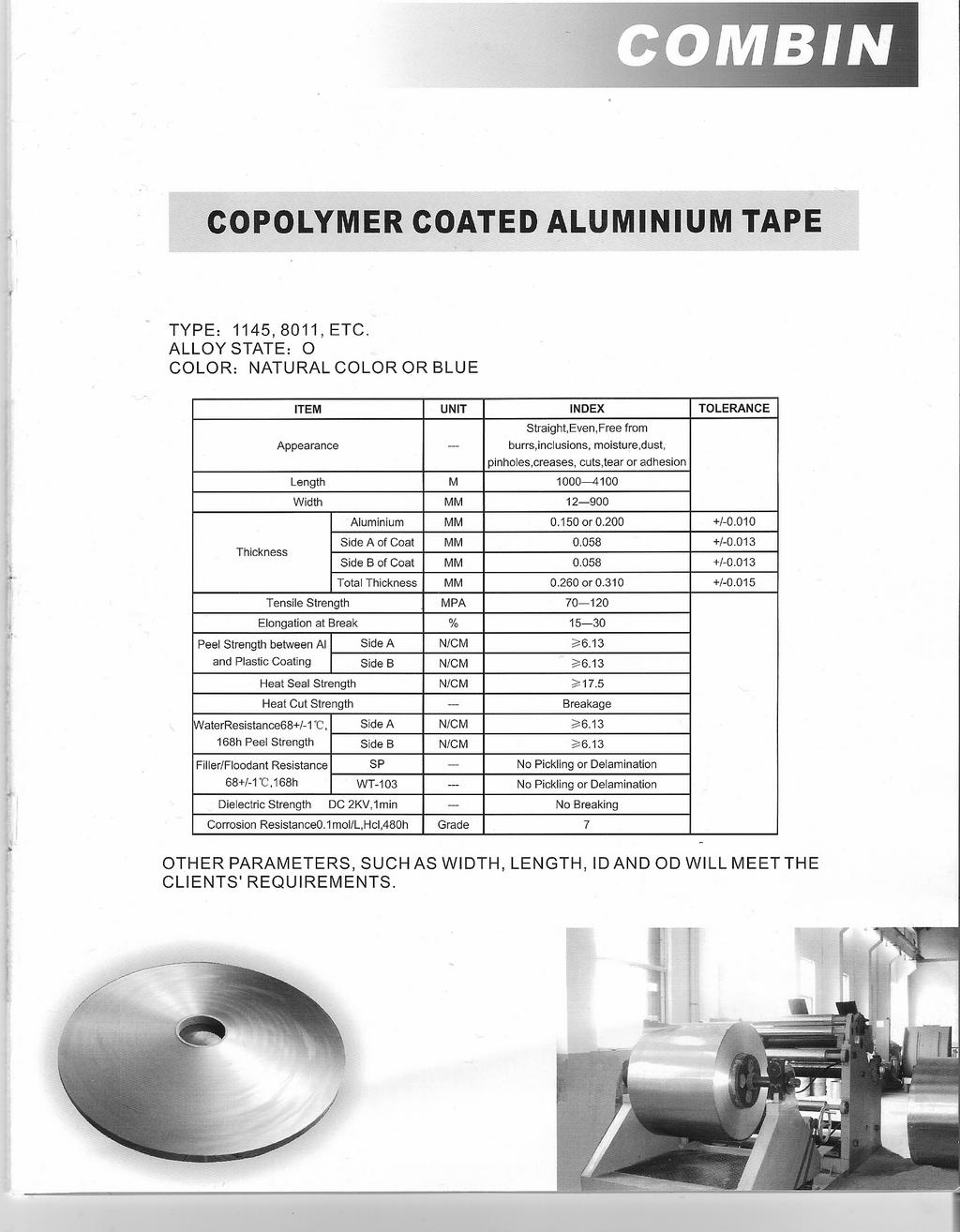
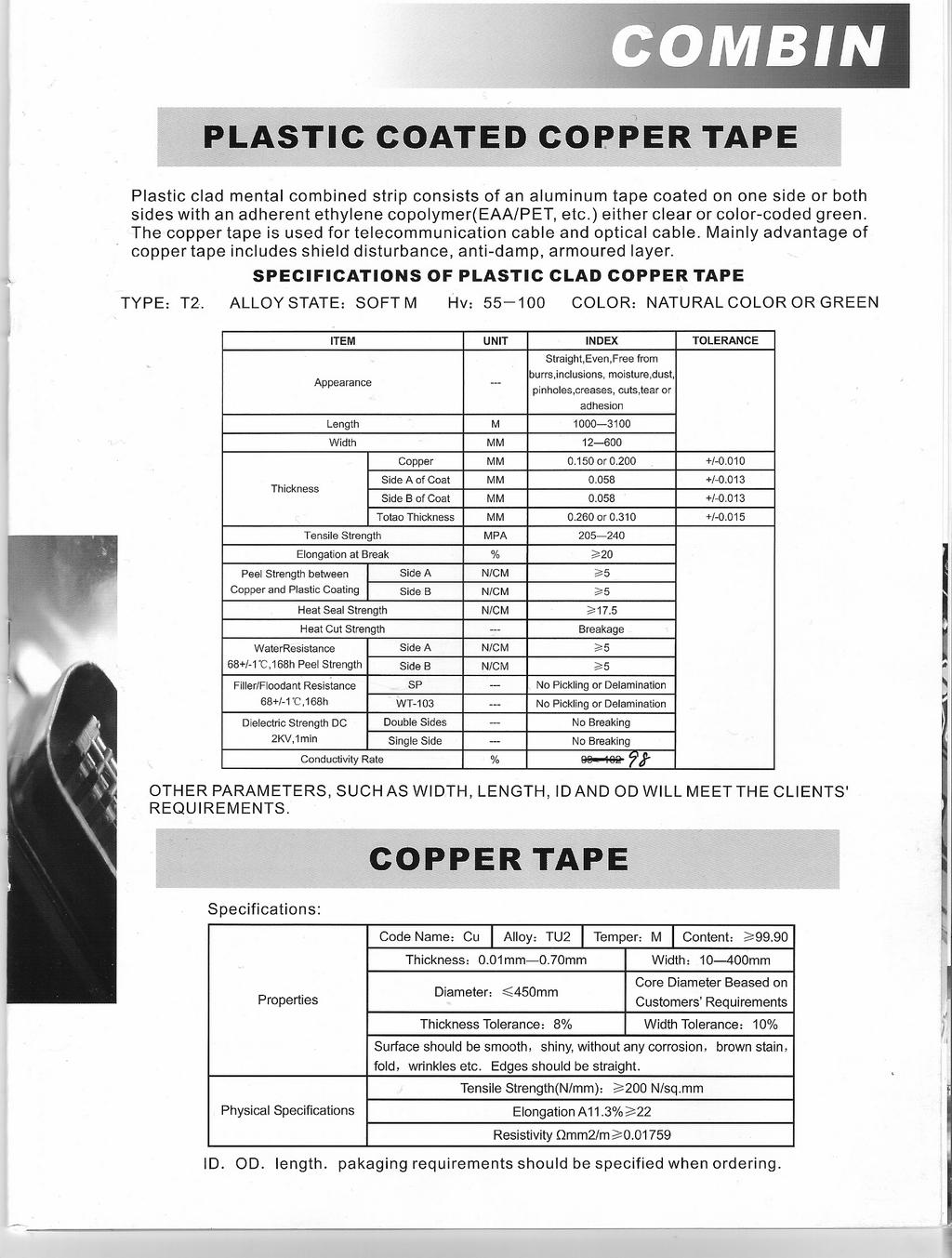
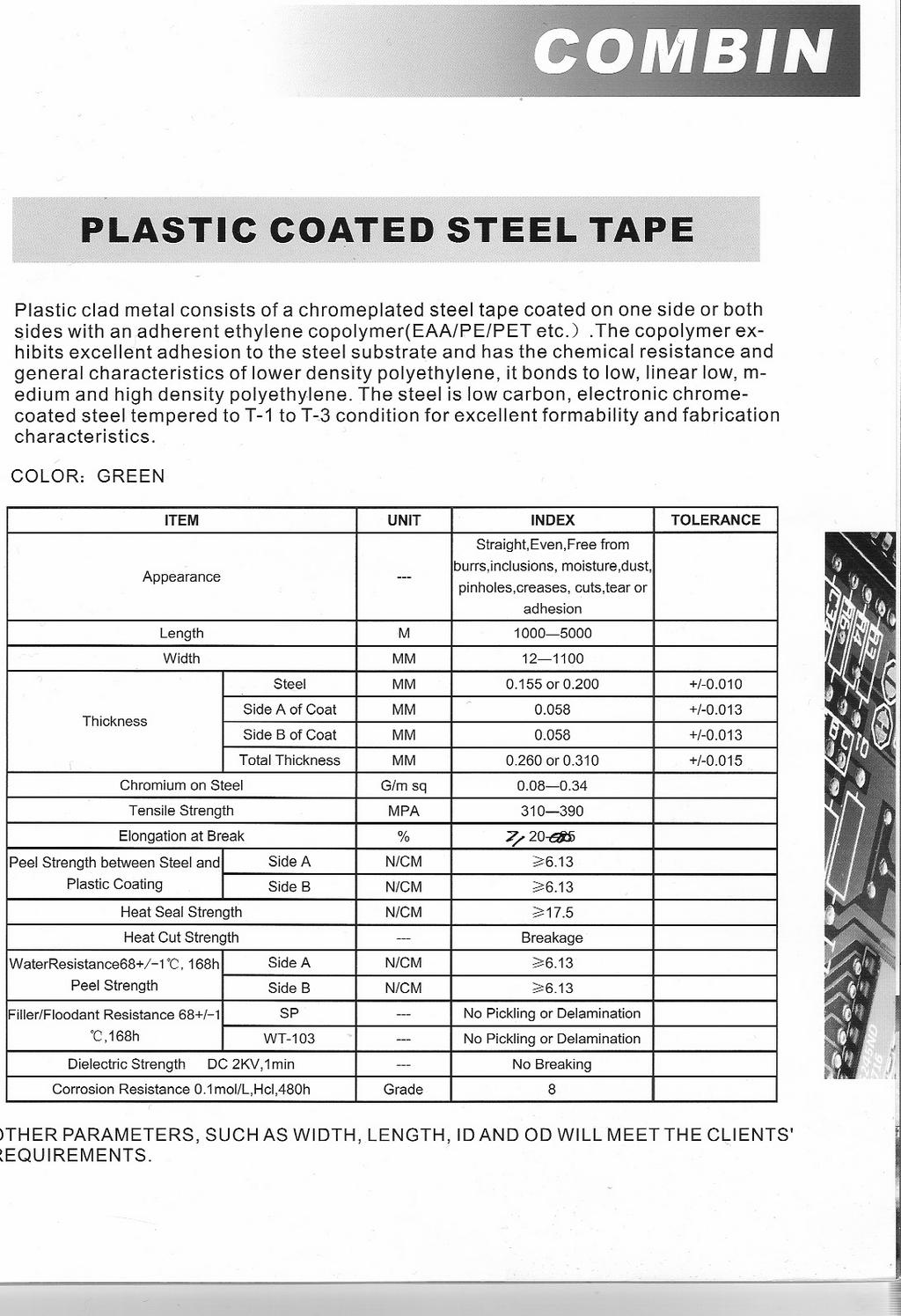
42 suunnassa. Hitsauspää on kuvassa näkyvä punainen osa. Hitsaus suoritetaan ilman lisäainetta. Nauhanpainimet vapautetaan ja liitos on valmis. 5.4 Hitsattavat materiaalit Hitsattavien materiaalin ainevahvuudet vaihtelevat 0,1-0,3 mm:n ja nauhan leveydet mm:n välillä. Seuraavat nauhat ovat Wuxi Quantontong Cable Material Co., Ltd nimisen yrityksen tuoteluettelosta. Kyseisiä valmistajan nauhoja on tarkoitus käyttää koehitsauksissa. Kupari-, alumiini ja teräsnauhan esitteet ovat liitteenä (liite 1). Kuparinauhan ainevahvuudet ovat 0,15 ja 0,20 mm. Nauha voi olla pinnoittamaton tai pinnoitettu yhdeltä puolelta tai molemmin puolin. Pinnoitteena käytetään esimerkiksi PET-, EAA-muovia (ethylene-acrylic acid). Pinnoitteen paksuus on mm. Kuparin tyyppi on T2 ja sen toimitustila on Soft M. Materiaalin vetolujuus on MPa(N/mm 2 ). Kromipinnoitettu teräsnauha on pinnoitettu yhdeltä puolelta tai molemmin puolin. Ainevahvuudet ovat 0,155 tai 0,200 mm. Pinnoitteena käytetään esimerkiksi PET-, PE -, tai EAA - muoveja. Pinnoitteen paksuus on 0,058 mm. Materiaali on matalahiilistä terästä. Se on lämpökäsitelty T-1 T-3 -tilaan muovauksen helpottamiseksi. Materiaalin vetolujuus on MPa. Alumiininauha on pinnoitettu yhdeltä puolelta tai molemmin puolin. Ainevahvuudet ovat 0,150 ja 0,200 mm. Pinnoitteena käytetään esimerkiksi PET-, EAA-, tai PE- muovia. Pinnoitteen paksuus on 0,058 mm. Materiaalin tyyppi on 1145 tai 8011 ja toimitustila 0. Materiaalin vetolujuus on MPa. 42
43 6 HITSAUKSELTA VAADITTAVAT OMINAISUUDET Liitokselta vaadittavat ominaisuudet riippuvat suuresti kaapelin käyttötarkoituksesta. Joissakin sovelluksissa nauha voidaan liittää limiliitoksella, TIG- tai vastushitsauksella. Mikäli nauha toimii mekaanisena suojana, se täytyy liittää päittäisliitoksena. Tässä työssä käsitellään vain laserhitsattua päittäisliitosta. Pitkittäisnauhoituksen vaatimuksista ei ole standardia. Kaapeleilta vaadittavat ominaisuudet vaihtelevat maakohtaisesti. Seuraavassa kappaleessa esitetyt liitoksen ominaisuudet ovat Compomec Oy:n määrittelemiä. Liitokselta vaadittivat ominaisuudet Liitoksen on kestettävä nauhaan kohdistuva veto. Liitetyn nauhan lujuuden täytyy olla vähintään 80 % liittämättömän nauhan lujuudesta. Liitoksen täytyy johtaa sähköä. Nauhan toimiessa häiriösuojana, täytyy koko kaapelin vaipan olla sähköisessä yhteydessä. Joissakin tapauksissa liitoksen on oltava myös vesitiivis, esimerkiksi vedenalaisissa kaapeleissa. Hitsaussauman on kestettävä nauhan taivutus putkeksi, joten hitsi ei saa olla juurikaan aineenvahvuutta paksumpi. Hitsi ei saa jäädä reunoista vajaaksi, koska nauhan reunassa oleva lovi voi tarttua puristinpään reunoihin, jolloin nauha rikkoutuu. (Compomec Oy) 7 TOIMITTAJAN VALINTA Etsin toimittajia netistä sekä lähteenä käytetyistä kirjoista ja ammattilehdistä. Lähetin potentiaalisille toimittajille sähköpostitse tiedustelun. Sähköpostiviestit, suomen- ja englanninkieliset ovat liitteenä (liitteet 2 ja 3). Sähköpostin liitteenä on lähetetty kupari-, alumiini- ja teräsnauhojen tuote-esitteet. Esitteet ovat Wuxi Quantontong Cable Material Co., Ltd:n yrityksen tuoteluettelosta. Compomec on ollut aiemmin yhteydessä Apricon Oy:n kanssa nauhan liittämiseen liittyen. Lähetin tiedustelun 11 yritykseen. Kuusi yritystä vastasi tiedusteluun. Näistä neljä oli kiinnostunut suorittamaan koehitsauksia. 43
.")
44 7.1 Koehitsaukset Lähetin koehitsaukseen alumiini-, kupari- ja teräsnauhoja, jokaista kolme kappaletta. Nauhat ovat 300 mm pitkiä, jotka on katkaistu keskeltä 30 :n kulmassa. Pituus on valittu siten, että kappaleille voidaan suorittaa vetokoe. Laitoin mukaan myös ylimääräistä materiaalia hitsausparametrien selvittämistä varten (kuva 39). Kuva 39 Koehitsattavat nauhat Kuparinauhat ovat pinnoittamattomia. Nauhan leveys on 28 mm ja aineenvahvuus on 0,1 mm. Alumiininauha on pinnoitettu molemmin puolin polyeteenillä. Nauhan leveys on 32 mm ja aineenvahvuus on 0,2 mm pinnoitteen kanssa. Teräsnauha on pinnoitettu molemmin puolin polyeteenillä. Nauhan leveys on 38 mm ja aineenvahvuus on 0,2 mm pinnoitteen kanssa. Leikatut nauhat on numeroitu, millä varmistetaan liitettävien pintojen sopivuus toisiinsa. Lähetin nauhoja seuraaviin yrityksiin: Kilt Oy, Lumics GmbH, Corelase Oy ja Industrial Laser Systems LLC. 7.2 Koehitsausten tulokset Industrial Laser Systems LLC palautti koehitsaukset Nauhoihin oli suoritettu päällehitsaus. James McDowellin mukaan he eivät saaneet nauhoja kiinnitettyä siten, että päittäisliitos pystytään suorittamaan. Lumics GmbH pa- 44

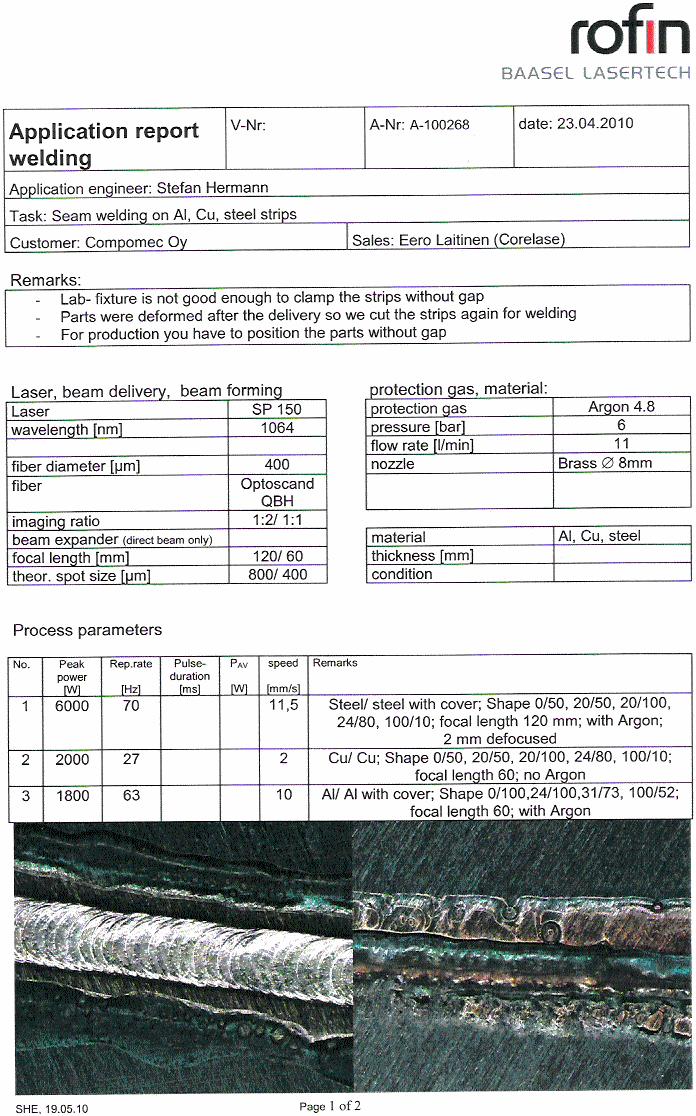
45 lautti koenauhat , he eivät myöskään onnistuneet hitsaamaan päittäisliitosta. Kilt Oy:lle laitoin tiedustelun koehitsausten edistymisestä. Koehitsaukset luvattiin huhtikuun loppuun mennessä mennessä koehitsauksia ei ole saatu suoritettua. Corelase Oy:n Eero Laitinen tuli Compomec Oy:n esittelemään koehitsauksia. Hitsaukset oli suoritettu päittäisliitoksena. Corelase Oy:n koehitsauksista on kerrottu tarkemmin luvussa VALITTU TOIMITTAJA Compomec Oy on päättänyt jatkaa nauhanliitoksen laserhitsauksen kehitystyötä Corelase Oy:n kanssa. Corelase Oy on luvannut teknisen tuen laserhitsauksen osalta pilottiprojektiin. Pilottiprojekti on tarkoitus toteuttaa kotimaisen kaapelitehtaan kanssa, joten Corelase Oy:n kotimaisuus on eduksi. Lisäksi Corelase Oy:n edustamilla Rofin-lasereilla on maailman laajuinen huoltoverkosto. 8.1 Corelase Oy:n koehitsaukset Nauhat olivat vaurioituneet kuljetuksessa, joten vetokokeeseen soveltuvia kappaleita ei pystytty valmistamaan. Käytetty laser on Rofin StarPulse 150 (kuva 40). Kuva 40 Star Pulse 150 (Rofin) 45

46 Star Pulse 150 on 150 W:n tehoinen pulssitettu Nd:YAG-laser. Koehitsauksissa käytetty aallonpituus oli 1064 nm. Suojakaasuna käytettiin argonia. Koehitsaukset tehtiin Rofinin sovelluslaboratoriossa Saksassa. Ongelmana on ollut saada liitettävät pinnat kohdistettua toisiinsa ilman ilmaväliä. Seuraavassa on esitetty ne koehitsauksissa käytetyt prosessiparametrit, jotka Corelase Oy on antanut käyttöön. Parametrit ovat Rofinin testiraportista (liite 4) ja Eero Laitisen kanssa käydystä puhelinkeskustelusta Teräsnauha Teräsnauha on hitsattu seuraavilla prosessiparametreilla: Keskimääräinen teho Huipputeho Hitsausnopeus Polttoväli 90 W 6 kw 11,5 mm/s 120 mm Työskentelypiste on ollut 2 mm polttopisteen yläpuolella. Kuvassa 41 on teräsnauhan koehitsaus. Kuva 41 Teräsnauhan koehitsaus 46

47 Hitsaus on palanut läpi muutamasta kohtaa, johtuen ilmavälin vaihtelusta. Muuten hitsi on siisti ja tasainen molemmin puolin. Pinnoite on palanut noin 1 mm etäisyydeltä saumasta Kuparinauha Kuparinauha on hitsattu seuraavilla prosessiparametreilla: Keskimääräinen teho Huipputeho Hitsausnopeus Polttoväli 100 W 2 kw 2 mm/s 60 mm Kuparinauha on hitsattu ilman suojakaasua. Kuvassa 42 on kuparinauhan koehitsaus. Kuva 42 Kuparinauhan koehitsaus Kuparin hitsaus oli onnistunut erittäin hyvin, sauma on tasainen molemmin puolin, eikä läpipalamista ole tapahtunut. Johtuen kuparin heikosta absorptiosta Nd:YAG- laserin aallonpituudella, kuten luvun 3.1 kuvasta 6 nähtiin, on hitsausnopeus huomattavasti hitaampi kuin teräksellä ja alumiinilla. 47

48 8.1.3 Alumiininauha Alumiininauha on hitsattu seuraavilla prosessiparametreilla: Keskimääräinen teho Huipputeho Hitsausnopeus Polttoväli 63 W 1,8 kw 10 mm/s 60 mm Kuvassa 43 on alumiininauhan koehitsaus. Kuva 43 Alumiininauhan koehitsaus Hitsi on siisti ja tasainen molemmin puolin. Pinnoite on palanut noin 1 mm etäisyydeltä saumasta. 8.2 Koehitsaus laserleikatuilla nauhoilla Corelase Oy:n Eero Laitinen suositteli nauhan liitospintojen leikkaamista laserilla. Laserleikkauksella saadaan laadultaan paremmat ja tarkemmat railon reunat. Seuraavat koehitsaukset suoritettiin laserleikatuilla nauhoilla. Nauhat oli hitsattu 90 :n kulmassa, koska Rofinin sovelluslaboratoriossa ei ollut sopivia 48

49 kiinnittimiä hitsauksen suorittamiseen 30 :n kulmassa. Näistä koehitsauksista ei saatu testiraporttia. 9 KOEHITSAUSTEN TESTAUS Koehitsauksille tehtiin vetokoe. Vastaavat kokeet suoritettiin liittämättömille nauhoille. Vetokokeet suoritettiin Saimaan ammattikorkeakoulun konelaboratoriossa Olli Orkamaan avustuksella. Vetokokeessa käytettiin Matertest FMT ST-laitetta. Vetokokeissa käytettiin nauhojen nimellisdimensioita, minkä takia liittämättömien nauhojen lujuudet eroavat valmistajan ilmoittamista. Asialla ei ole kuitenkaan käytännön merkitystä, tärkeintä oli verrata liittämättömän nauhan lujuutta liitytetyn nauhan lujuuteen. Vetokokeen tulokset ovat liitteenä (liite 5). 9.1 Alumiininauhojen vetokoe Vetokoe suoritettiin kolmelle 90 :n kulmassa hitsatulle alumiininauhalle (kuva 44). Kuva 44 Liitetyt alumiininauhat vetokokeeseen Kuvassa 44 nauhassa 1 oli onnistunein liitos. Nauhassa 2 liitetyt nauhat eivät olleet aivan yhdensuuntaiset. Nauhassa 3 nauhojen reunoissa oli noin 1mm:n pykälä. 49

50 Liittämättömien nauhojen vetolujuus oli 101,4 104,8 N/mm 2. Liitetyn nauhan 1 vetolujuus oli 93,3 N/mm 2, liitetyn nauhan 2 vetolujuus oli 85,8 N/mm 2 ja liitetyn nauhan 3 vetolujuus oli 86,7 N/mm 2. Kaikki nauhat repesivät hitsaussauman vierestä. Kun verrataan lujinta liittämätöntä nauhaa heikoimpaan liitettyyn nauhaan, saadaan liitetyn nauhan kestävyydeksi liittämättömään verrattuna 82 %. 9.2 Kuparinauhojen vetokoe Vetokoe suoritettiin kahdelle 90 :n kulmassa hitsatulle Kuparinauhalle (kuva 45). Kuva 45 Liitetyt kuparinauhat vetokokeeseen Kuvassa 45 nauhassa 1 nauhojen reunoissa oli noin 0,5 mm:n pykälä ja toinen reuna oli jäänyt vajaaksi. Nauhassa 2 reunat olivat jääneet vajaaksi, toinen noin 2mm. Nauhassa 3 nauhojen reunoissa oli n. 1mm:n pykälä ja nauha oli muita lyhyempi. Kuparinauhalle tehtiin vain neljä vetokoetta, kaksi nauhoista oli liian lyhyitä luotettavaan kiinnitykseen. Liittämättömien nauhojen vetolujuuksiksi saatiin 164,5 ja 166,6 N/mm 2. Liitettyjen nauhojen vetolujuuksiksi saatiin 123,7 ja 125,1 N/mm 2. 50
.")
51 Kaikki nauhat repesivät hitsaussauman vierestä. Kun verrataan lujinta liittämätöntä nauhaa heikoimpaan liitettyyn nauhaan, saadaan liitetyn nauhan kestävyydeksi liittämättömään verrattuna 75 %. 9.3 Teräsnauhojen vetokoe Vetokoe suoritettiin kolmelle 90 :n kulmassa hitsatulle teräsnauhalle (kuva 46). Kuva 46 Liitetyt teräsnauhat vetokokeeseen Kuvassa 46 nauhassa 1 nauhojen reunat olivat jääneet vajaiksi. Nauhassa 2 oli toinen reuna jäänyt vajaaksi. Nauhassa 3 nauhojen reunoissa oli noin 1 mm:n pykälä ja toinen reuna oli jäänyt vajaaksi. Liittämättömien nauhojen vetolujuus oli 382,9 384,5 N/mm 2. Liitetyn nauhan 1 vetolujuus oli 331 N/mm 2, liitetyn nauhan 2 vetolujuus oli 372,8 N/mm 2 ja liitetyn nauhan 3 vetolujuus oli 362,7 N/mm 2. Kaikki nauhat repesivät hitsaussauman vierestä. Kun verrataan lujinta liittämätöntä nauhaa heikoimpaan liitettyyn nauhaan, saadaan liitetyn nauhan kestävyydeksi liittämättömään verrattuna 86 %. 51
52 9.4 Vetokokeiden yhteenveto Koska vedettyjen nauhojen lukumäärä oli suhteellisen pieni, ovat tulokset suuntaa-antavia. Lujuudessa päästiin kuparia lukuun ottamatta asetteluihin arvoihin. Tarkkailemalla nauhan repeämistä vedon aikana, huomattiin nauhan katkeamisen alkavan hitsin päissä olevista koloista. Vajaat hitsit lisäävät myös nauhan repeämisen riskiä muotoiluvaiheessa. Tästä johtuen ovat hitsien aloitus ja lopetuskohdat erittäin tärkeässä asemassa. Kuparia lukuun ottamatta päästiin tavoiteltuun 80 % lujuuteen liittämättömään nauhaan verrattuna. Kun nauha liitetään 30 :n kulmassa saadaan hitsille lisää pinta-alaa, jolloin sen lujuus kasvaa. 10 PÄÄTELMÄT Teoriaan tutustuminen ennen tiedustelujen suorittamista helpotti toimittajien esittämiin kysymyksiin vastaamista. Tietoa eri materiaalien hitsattavuudesta erityyppisille lasereille oli vaikea löytää. Tämän takia päädyttiin kysymään toimittajilta laserhitsaussovellusta ilmoitetuille materiaaleille. Lähtötiedot olivat osittain puutteelliset. Nauhavalmistajan esitteissä materiaalien koostumusta ei ole ilmoitettu kovin tarkkaan. Nauhanliitokselle ei ole olemassa standardia. Tästä johtuen Compomec Oy määritteli omat vaatimuksensa liitokselle. Laserhitsaus mekaanisesti leikatuille nauhoille tiedettiin haasteelliseksi teoriaan perehtymisen jälkeen. Myös nauhan hitsauskiinnittimen puuttumisen tiedettiin voivan aiheuttaa ongelmia. Tilanne oli ristiriitainen, hitsauskiinnittimiä ei haluttu valmistaa ennen kuin tiedetään, onnistuuko nauhojen liittäminen laserhitsauksella. Koehitsaukset onnistuttiin tekemään vain 90 :n kulmaan leikatuille nauhoille. Kiinnittimien puuttumisesta ja mekaanisen leikkauksen vaatimuksesta johtuen ei onnistuneita koehitsauksia saatu kuin yhdeltä toimittajalta. Ensimmäisten koehitsausten jälkeen havaittiin, että laserleikatuilla nauhoilla voidaan saada laadul- 52
53 taan parempia liitoksia. Tästä johtuen päätettiin teettää uudet koehitsaukset. Uusille koehitsauksille suoritettiin vetokokeet. Samat testaukset suoritettiin myös liittämättömille nauhoille. Vetokokeiden tulosten perusteella voidaan todeta laserhitsauksen soveltuvan nauhan liittämiseen. Vetokokeissa saatiin liitettyjen nauhojen lujuudeksi liittämättömään verrattuna seuraavat tulokset: alumiininauha 82 %, kuparinauha 75 % ja teräsnauha 86 %. Kuparia lukuun ottamatta päästiin tavoiteltuun 80 % lujuuteen liittämättömään nauhaan verrattuna. Kun nauha liitetään 30 :n kulmassa, saadaan hitsille lisää pinta-alaa, jolloin sen lujuus kasvaa. Compomec Oy on testannut myös Tig-hitsattua alumiininauhaa. Nauha on liitetty 30 :n kulmassa. Hitsi on ollut parhaimmillaan vahvempi kuin perusaine. Huomattiin myös hitsien repeämän alkavan hitsin alussa ja lopussa olevista virheistä. Virheet voivat aiheuttaa myös nauhan repeämisen muotoiluvaiheessa. Tästä johtuen ovat hitsien aloitus- ja lopetuskohdat erittäin tärkeässä asemassa. Mielestäni toimittajan kartoitus onnistui hyvin ottaen huomioon lähtötiedot. Opinnäytetyön aloituspalaveri viivästyi noin kuukauden Mika Aunolan ulkomaan matkan takia. Myös Compomec Oy:n neuvottelut pilottiasiakkaan kanssa etenivät, joten toiseen kyselykierrokseen ei ollut aikaa. Compomec Oy aikoo jatkaa yhteistyötä Corelase Oy:n kanssa. 53
54 KUVAT Kuva 1 Liittämismenetelmät (Lukkari 1997s.15) s. 7 Kuva 2 Sulahitsausprosessit (Lukkari 1997 s.21) s.8 Kuva 3 Laseroinnin periaate (Kujanpää ym s. 35) (alkuperäinen lähde Dawes 1992 ) s.9 Kuva 4 Laservalon ominaisuuksia (LaserCo) s.10 Kuva 5 Laserprosessin energiatase (Kujanpää ym s. 43) (alkuperäinen lähde Hugel and Dausinger, 1995) s.11 Kuva 6 Erilaisten aallonpituuksien absoptoituminen joihinkin teknisiin materiaaleihin (Salminen s.12 Kuva 7 Laserhitsauksessa käytettäviä liitosmuotoja (Martikainen& Meuronen 1991 s. 22) s.14 Kuva 8 Avaimenreiän muodostuminen (Laser Kinetics newsletters/index.html) s.15 Kuva 9 Sulattava laserhitsaus ( hitsaustekniikka 5 / 2003s. 32) s.16 Kuva 10 Laserhitsauksessa käytettäviä moodeja. ( Salminen&Kujanpää s. 8) s.17 Kuva 11 Polttovälin vaikutus polttopisteen halkaisijaan. (Kujanpää ym s.81) s.18 Kuva 12 Polttopisteen asema ja työetäisyys s.19 Kuva 13 Lasersäteen poikkeutus( Salminen&Kujanpää 1997 s.13) (Alkuperäinen lähde Dawes 1992) s.20 Kuva 14 CO 2 - laserin resonaattori (Kujanpää ym s. 56) s.21 Kuva 15 Nd:YAG- laserin resonaattori (Kujanpää ym s. 59) s.22 Kuva 16 Nd: YAG- laser resonaattorien konstruktioita (Kujanpää ym.2005 s. 61) (alkuperäinen lähde Skirfors et al, 1995) s.23 Kuva 17 Diodilaserin pakan rakenne (Jansson & Salminen 2001/ Hitsaustekniikka 1/2001s.50) s.24 Kuva 18 Diodilaser pakkojen yhdistäminen (Jansson & Salminen 2001/ Hitsaustekniikka 1/2001s.51) s.25 Kuva 19 Diodilaserhitsausta teollisuus robotilla (LaserCo) s.26 54
55 Kuva 20 kuitulaser (Rofin) s.27 Kuva 21 Lasertyyppien käyttökustannukset (S.L. Ream. Icaleo 2004) s.29 Kuva 22 Hitsausnopeuden suhde materiaalin paksuuteen (Salminen s.29 Kuva 23 Laserhitsauspään optinen järjestely (Kujanpää, ym 2005 s.123) s.30 Kuva 24 Peilioptiikalla toteutettu CO2 laserin hitsauspää ( s.31 Kuva25 linssioptiikalla toteutettu Nd:YAG -, ja diodilaserin hitsauspää ( s.31 Kuva 26. Compomec Oy:n organisaatio vuonna 2010 s.33 Kuva 27 Valokuitukaapelin rakenne ( ) s.34 Kuva 28 Nauhan aukirullaaja (Compomec Oy) s.35 Kuva 29 Nauha ja kaapeliydin (Compomec Oy) s.36 Kuva 30 Nauha muotoutuu putkeksi (Compomec Oy) s.36 Kuva 31 Muotoilutyökalu (Compomec Oy) s.37 Kuva 32 Kuumaliiman pursotus (Compomec Oy) s.37 Kuva 33 Puristinpää (Compomec Oy) s.38 Kuva 34 MaxiPad (Compomec Oy) s.39 Kuva 35 Nauhan liitos s.39 Kuva 36 ComLaser laserhitsauskone (Compomec Oy) s.40 Kuva 37. Nauhan leikkaus (Compomec Oy) s.41 Kuva 38. Nauhan hitsaus (Compomec Oy) s.41 Kuva 39 Koehitsattavat nauhat s.44 Kuva 40 Star Pulse 150 (Rofin) s.45 Kuva 41 Teräsnauhan koehitsaus s.46 Kuva 42 Kuparinauhan koehitsaus s.47 Kuva 43 Alumiininauhan koehitsaus s.48 55
56 Kuva 44 Liitetyt alumiininauhat vetokokeeseen s.49 Kuva 45 Liitetyt kuparinauhat vetokokeeseen s.50 Kuva 46 Liitetyt teräsnauhat vetokokeeseen s.51 Taulukot Taulukko 1 Materiaalien CO 2 - laserhitsattavuus (Salminen&Kujanpää 1997 s.29) s.22 Taulukko 2 Eri laserien ominaisuuksien vertailu ( Salminen) s.27 Taulukko 3 Eri laserien soveltuvuus teolliseen käyttöön ( Salminen) s.28 56
57 LÄHTEET Compomec Oy kuva-arkisto Dawes, C Laserwelding. Abington, Woodhead Publishing Ldt Hitsaustekniikka 5 / 2003, s 32. Inkinen P, Manninen R& Tuohi J Momentti 2 Insinöörifysiikka. Helsinki: Otava Jansson A, Salminen A. Diodilaserin käyttösovellukset konepajateollisuudessa. Hitsaustekniikka 2/ 2001 s Kujanpää V. Salminen A. Vihinen J Lasertyöstö. Helsinki:Teknologiainfo Teknova Oy Laser Co luettu Laser Kinetics newsletters/index.html luettu ( luettu Lukkari, j Hitsaustekniikka, perusteet ja kaarihitsaus. Helsinki: Opetushallitus Martikainen, J. Meuronen, I Elektronisuihku- ja laserhitsauksen tuotesuunnittelulle tarjoamat mahdollisuudet. Helsinki: Metalliteollisuuden Kustannus Oy Migliore L. Welding with Lasers luettu Moisio, T Laserityöstö. Helsinki, Tekes Nestor Cables Oy (luettu ) Pessa M Ultralyhyitä laserpulsseja. Prosessori 25. s Precitec luettu Rofin luettu
58 SFS-käsikirja 54 Hitsaussanasto painos. Salminen A Uudet laserhitsaustekniikat ja niiden sovellukset. luettu Salminen A luettu Salminen A, Kujanpää V CO 2 -laserhitsaus konepajateollisuudessa. Helsinki : Metalliteollisuuden Kustannus Oy Venkat S. Welding with diode lasers (luettu ) Väisänen T 2008 Hybridihitsaus diodilaserin ja kuitulaserin yhdistelmällä. Hämeenammattikorkeakoulun e-julkaisuja. ulkaisupalvelut/kirjat/tekniikka_liikenne/hybridihitsaus_diodilaserin_ja_kuitulaseri_yhdistel malla.pdf luettu Wuxi Quantontong Cable Material Co., Ltd tuoteluettelo 2008 Hugel, H. Dausinger, F. Interraction phenomena and energy coupling in laser treatment processes. Euro Laser Academy 1995, Kurssimoniste Module 1 Process Fundementals Part 58
59
60
61
62 Liite 2 Hei! Olemme kehittämässä metallinauhan hitsauskonetta kaapelin valmistuksessa käytettävien nauhojen liittämiseen ja tarvitsemme siihen sopivan laserhitsaus laitteen. Hitsattavat materiaalit ovat kupari, teräs ja alumiini. Materiaalit voivat olla myös pinnoitettuja yhdeltä tai molemmilta puolilta polyeteenillä. Hitsaus on tarkoitus tehdä ilman pinnoitteen poistoa, mikäli mahdollista. Materiaalin paksuudet ovat 0,1-0,3mm. Nauhavalmistajan tuotetiedot ovat liitteenä. Hitsaus tehdään päittäisliitoksena, ilman lisäainetta. Nauhojen päät on tarkoitus katkaista suorateräisellä leikkauksella ja asemoida nauhojen päät niin että ne ovat vastakkain ilman ilmaväliä. Toivomme pikaista yhteydenottoa mikäli teillä on ratkaisu tarpeisiimme. Terveisin Ismo Tynkkynen ismo.tynkkynen@compomec.fi Compomec Oy Sukkulakatu 3 FI IMATRA FINLAND Int.telephone Int.telefax
63 Liite 3 Dear Sir's We are looking for laser welding equipment for following application. We are developing a metal tape welding machine. Materials to be welded are copper, aluminium and mild steel. Materials could be also coated on one side or both sides with polyethylene. Welding should be able to do without removing the coating, if possible. Thicknesses of tapes are between 0, 1 and 0, 3 mm. Tape product info is attached. Welding is to be made as butt joint, without filler material. Tape will be cut with cutting shear. Tape ends will be positioned without air cap. Looking forward to hear from you as soon as possible Best Regards Ismo Tynkkynen ismo.tynkkynen@compomec.fi Compomec Oy Sukkulakatu 3 FI IMATRA FINLAND Int.telephone Int.telefax
64

65
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
Laser-kuumennus. Janne Komi 0336621. Petteri Mustonen 0371444
 Laser-kuumennus Janne Komi 0336621 Petteri Mustonen 0371444 2 SISÄLLYS 1. 2. 3. Johdanto... 3 Laser... 3 Sovelluskohteita... 4 3.1 Laserhitsaus... 5 3.2 Laserleikkaus... 6 3.3 Kirurgia... 7 3.4 Sotilaskäyttö...
Laser-kuumennus Janne Komi 0336621 Petteri Mustonen 0371444 2 SISÄLLYS 1. 2. 3. Johdanto... 3 Laser... 3 Sovelluskohteita... 4 3.1 Laserhitsaus... 5 3.2 Laserleikkaus... 6 3.3 Kirurgia... 7 3.4 Sotilaskäyttö...
Essee Laserista. Laatija - Pasi Vähämartti. Vuosikurssi - IST4SE
 Jyväskylän Ammattikorkeakoulu, IT-instituutti IIZF3010 Sovellettu fysiikka, Syksy 2005, 5 ECTS Opettaja Pasi Repo Essee Laserista Laatija - Pasi Vähämartti Vuosikurssi - IST4SE Sisällysluettelo: 1. Laser
Jyväskylän Ammattikorkeakoulu, IT-instituutti IIZF3010 Sovellettu fysiikka, Syksy 2005, 5 ECTS Opettaja Pasi Repo Essee Laserista Laatija - Pasi Vähämartti Vuosikurssi - IST4SE Sisällysluettelo: 1. Laser
KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510 ville.hevonkorpi@kilt.fi www.kilt.fi
 Käsissäsi on lasertyöstöä käsittelevä lyhyt opas, joka on tarkoitettu tueksi laserin soveltamiseen teollisessa tuotannossa. KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510
Käsissäsi on lasertyöstöä käsittelevä lyhyt opas, joka on tarkoitettu tueksi laserin soveltamiseen teollisessa tuotannossa. KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510
Koneteknologiakeskus Turku Oy
 LASERHITSAUKSEN HYÖDYNTÄMINEN TEKNOLOGIATEOLLISUUDESSA Antti Salminen 15.3.2010 Työstölaserit Laserlaitemarkkinat 4 Laser Suljin Takapeili Laseroiva väliaine Ulostuloikkuna Tehokaivo Lasersäde syntyy resonaattorissa,
LASERHITSAUKSEN HYÖDYNTÄMINEN TEKNOLOGIATEOLLISUUDESSA Antti Salminen 15.3.2010 Työstölaserit Laserlaitemarkkinat 4 Laser Suljin Takapeili Laseroiva väliaine Ulostuloikkuna Tehokaivo Lasersäde syntyy resonaattorissa,
Laserhitsauksen työturvallisuus
 Laserhitsauksen työturvallisuus 4.11. Satelliittiseminaari Joonas Pekkarinen, TkT LUT Laser Turku Lasertyöstön riskit Lasersäde, silmät ja kudokset Korkeajännitteiset piirit Työstössä vapautuvat aineet:
Laserhitsauksen työturvallisuus 4.11. Satelliittiseminaari Joonas Pekkarinen, TkT LUT Laser Turku Lasertyöstön riskit Lasersäde, silmät ja kudokset Korkeajännitteiset piirit Työstössä vapautuvat aineet:
Hybridihitsaus diodilaserin ja kuitulaserin yhdistelmällä
 Tapio Väisänen Tapio Väisänen Hämeen ammattikorkeakoulu Tapio Väisänen Hybridihitsaus diodilaserin ja kuitulaserin yhdistelmällä ISBN 978-951-784-459-8 ISSN 1795-424X HAMKin e-julkaisuja 2/2008 Hämeen
Tapio Väisänen Tapio Väisänen Hämeen ammattikorkeakoulu Tapio Väisänen Hybridihitsaus diodilaserin ja kuitulaserin yhdistelmällä ISBN 978-951-784-459-8 ISSN 1795-424X HAMKin e-julkaisuja 2/2008 Hämeen
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Konetekniikka. Teemu Hiltunen OHUTLEVYJEN LASERHITSAUS.
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Konetekniikka Teemu Hiltunen OHUTLEVYJEN LASERHITSAUS Työn tarkastajat: TkT Antti Salminen DI Timo Kankala Työn ohjaaja: Ins. Jarkko
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Konetekniikka Teemu Hiltunen OHUTLEVYJEN LASERHITSAUS Työn tarkastajat: TkT Antti Salminen DI Timo Kankala Työn ohjaaja: Ins. Jarkko
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Professori Veli Kujanpää
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone Konetekniikan koulutusohjelma Reima Kokko LASERHITSATTAVAN TUOTTEEN SUUNNITTELU Työn tarkastajat Professori Antti Salminen Professori
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone Konetekniikan koulutusohjelma Reima Kokko LASERHITSATTAVAN TUOTTEEN SUUNNITTELU Työn tarkastajat Professori Antti Salminen Professori
esteittä valumaan kappaleiden ja putkien sisään eikä ilmalukkoja pääse syntymään.
 1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Laser- ja hybridihitsauksen käyttökohteet. TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy
 Laser- ja hybridihitsauksen käyttökohteet TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy LASER- JA HYBRIDIHITSAUKSEN KÄYTTÖKOHTEET Sisältö 1. Työstölaserin
Laser- ja hybridihitsauksen käyttökohteet TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy LASER- JA HYBRIDIHITSAUKSEN KÄYTTÖKOHTEET Sisältö 1. Työstölaserin
LASER APPLICATION LAL LABORATORY
 LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
POLTTOPISTEEN ASEMAN VAIKUTUS TERÄKSEN KUITULASERHITSAUKSESSA THE EFFECT OF FOCAL POINT POSITION IN FIBER LASER WELDING OF STEEL
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari POLTTOPISTEEN ASEMAN VAIKUTUS TERÄKSEN KUITULASERHITSAUKSESSA THE EFFECT OF FOCAL POINT POSITION
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari POLTTOPISTEEN ASEMAN VAIKUTUS TERÄKSEN KUITULASERHITSAUKSESSA THE EFFECT OF FOCAL POINT POSITION
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA TEHTÄVÄN OHUTLEVYTUOTTEEN KOKOONPANOSSA
 LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA TEHTÄVÄN OHUTLEVYTUOTTEEN KOKOONPANOSSA Jyrki Ahtonen 2011 Oulun seudun ammattikorkeakoulu LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA
LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA TEHTÄVÄN OHUTLEVYTUOTTEEN KOKOONPANOSSA Jyrki Ahtonen 2011 Oulun seudun ammattikorkeakoulu LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
Lasermerkkauslaite Arctic Steel and Mining (ASM) tutkimusryhmään
 tutkimusryhmään") Lumen 1/2016 ARTIKKELI Lasermerkkauslaite Arctic Steel and Mining (ASM) tutkimusryhmään Raimo Ruoppa, DI, erityisasiantuntija, Teollisuus ja luonnonvarat, Arctic Steel and Mining (ASM), Lapin ammattikorkeakoulu
Lumen 1/2016 ARTIKKELI Lasermerkkauslaite Arctic Steel and Mining (ASM) tutkimusryhmään Raimo Ruoppa, DI, erityisasiantuntija, Teollisuus ja luonnonvarat, Arctic Steel and Mining (ASM), Lapin ammattikorkeakoulu
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
SUOJAKAASUN VAIKUTUS LASERHITSAUKSESSA THE EFFECT OF SHIELDING GASES IN LASER WELDING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari SUOJAKAASUN VAIKUTUS LASERHITSAUKSESSA THE EFFECT OF SHIELDING GASES IN LASER WELDING Juuso
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari SUOJAKAASUN VAIKUTUS LASERHITSAUKSESSA THE EFFECT OF SHIELDING GASES IN LASER WELDING Juuso
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet tuotesuunnittelussa
 www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
LASERBOY LASER- OSAAMISTA VUODESTA 1989
 LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Linssin kuvausyhtälö (ns. ohuen linssin approksimaatio):
:") Fysiikan laboratorio Työohje 1 / 5 Optiikan perusteet 1. Työn tavoite Työssä tutkitaan valon kulkua linssisysteemeissä ja perehdytään interferenssi-ilmiöön. Tavoitteena on saada perustietämys optiikasta
Fysiikan laboratorio Työohje 1 / 5 Optiikan perusteet 1. Työn tavoite Työssä tutkitaan valon kulkua linssisysteemeissä ja perehdytään interferenssi-ilmiöön. Tavoitteena on saada perustietämys optiikasta
heating wedge = kuumakiila liitettävät materiaalit hot air = kuuma ilma hot air tape welding = kuuma ilma teippaus ultrasonic = ultraääni
 PFAFF tuotevalikoimassa on teknisten tekstiilien ja suodattimien valmistamiseen tarkoitettuja automaatteja. Pfaff rakentaa myös räätälöityjä ratkaisuja. heating wedge = kuumakiila liitettävät materiaalit
PFAFF tuotevalikoimassa on teknisten tekstiilien ja suodattimien valmistamiseen tarkoitettuja automaatteja. Pfaff rakentaa myös räätälöityjä ratkaisuja. heating wedge = kuumakiila liitettävät materiaalit
Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa
 Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa (Sisäinen raportti) 1 Johdanto Yleisiä kaarihitsausmenetelmiä harvinaisempi liittämismenetelmä, laserhitsaus, voi tarjota uusia ratkaisuja
Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa (Sisäinen raportti) 1 Johdanto Yleisiä kaarihitsausmenetelmiä harvinaisempi liittämismenetelmä, laserhitsaus, voi tarjota uusia ratkaisuja
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
LASER-, HYBRIDI- JA KAARIHITSAUSMENETELMIEN VERTAILU ESIMERKKITUOTTEENAVULLA
 LAPPEENRANTA UNIVERSITY OF TECHNOLOGY LUT School of Energy Systems LUT Kone Milla-Riina Turunen LASER-, HYBRIDI- JA KAARIHITSAUSMENETELMIEN VERTAILU ESIMERKKITUOTTEENAVULLA Työn tarkastaja(t): Professori
LAPPEENRANTA UNIVERSITY OF TECHNOLOGY LUT School of Energy Systems LUT Kone Milla-Riina Turunen LASER-, HYBRIDI- JA KAARIHITSAUSMENETELMIEN VERTAILU ESIMERKKITUOTTEENAVULLA Työn tarkastaja(t): Professori
LAADUNVARMISTUS KUITULASERHITSAUKSESSA
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2015 Mikko Pikanen LAADUNVARMISTUS KUITULASERHITSAUKSESSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka
Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2015 Mikko Pikanen LAADUNVARMISTUS KUITULASERHITSAUKSESSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Metallien 3D-tulostuksen trendit
 Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
LaserTec Parempaa listoituslaatua laserteknologian avulla
 LaserTec Parempaa listoituslaatua laserteknologian avulla Sebastian Tamminen Projecta Oy Listoitus LaserTec teknologialla 1. Liimattava pinta sulatetaan lasertecillä juuri ennen listan ja työkappaleen
LaserTec Parempaa listoituslaatua laserteknologian avulla Sebastian Tamminen Projecta Oy Listoitus LaserTec teknologialla 1. Liimattava pinta sulatetaan lasertecillä juuri ennen listan ja työkappaleen
Laserpinnoitus. Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola
 Laserpinnoitus Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola Esityksen sisältö Laserpinnoituksen ja pintakäsittelyn periaatteet Pinnoitemateriaalit
Laserpinnoitus Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola Esityksen sisältö Laserpinnoituksen ja pintakäsittelyn periaatteet Pinnoitemateriaalit
Prosessiparametrien vaikutus polymeerien diodilaserhitsaukseen
 Lappeenrannan teknillinen yliopisto Konetekniikan osasto Prosessiparametrien vaikutus polymeerien diodilaserhitsaukseen Diplomityön aihe on hyväksytty Konetekniikan osaston osastoneuvostossa 2.4.2003.
Lappeenrannan teknillinen yliopisto Konetekniikan osasto Prosessiparametrien vaikutus polymeerien diodilaserhitsaukseen Diplomityön aihe on hyväksytty Konetekniikan osaston osastoneuvostossa 2.4.2003.
Kon 15.4119 Tuotantoautomaatio. Laserhitsausrobotit 21.10.2015
 Kon 15.4119 Tuotantoautomaatio Laserhitsausrobotit 21.10.2015 Sami Puustinen 356615 Sauli Larkiala 349693 Aleksi Niskanen 297994 Juho Leinonen 297677 Marianne Berg 347200 Sisällys 1 Johdanto 2 Laserhitsaus
Kon 15.4119 Tuotantoautomaatio Laserhitsausrobotit 21.10.2015 Sami Puustinen 356615 Sauli Larkiala 349693 Aleksi Niskanen 297994 Juho Leinonen 297677 Marianne Berg 347200 Sisällys 1 Johdanto 2 Laserhitsaus
Kuten aaltoliikkeen heijastuminen, niin myös taittuminen voidaan selittää Huygensin periaatteen avulla.
 FYS 103 / K3 SNELLIN LAKI Työssä tutkitaan monokromaattisen valon taittumista ja todennetaan Snellin laki. Lisäksi määritetään kokonaisheijastuksen rajakulmia ja aineiden taitekertoimia. 1. Teoriaa Huygensin
FYS 103 / K3 SNELLIN LAKI Työssä tutkitaan monokromaattisen valon taittumista ja todennetaan Snellin laki. Lisäksi määritetään kokonaisheijastuksen rajakulmia ja aineiden taitekertoimia. 1. Teoriaa Huygensin
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Tuotanto. Lankojen valmistus tapahtuu kylmävetämällä, käyttäen raakaaineena
 Jokioisten lankatehdas Oy:n juuret ulottuvat vuoteen 1804, jolloin Jokioisten kartanoiden silloinen omistaja Gustaf von Willebrand perusti Loimijoen varteen kankirautapajan. Jokioisten Lankatehdas Oy jatkaa
Jokioisten lankatehdas Oy:n juuret ulottuvat vuoteen 1804, jolloin Jokioisten kartanoiden silloinen omistaja Gustaf von Willebrand perusti Loimijoen varteen kankirautapajan. Jokioisten Lankatehdas Oy jatkaa
C. Hiilikaaritalttaus
 C. Hiilikaaritalttaus Pekka Niemi Tampereen ammattiopisto Hiilikaaritalttaus on nopea ja tehokas tapa poistaa materiaalia valukappaleesta. Talttaustapahtumassa sulatetaan materiaalia valokaarella ja syntynyt
C. Hiilikaaritalttaus Pekka Niemi Tampereen ammattiopisto Hiilikaaritalttaus on nopea ja tehokas tapa poistaa materiaalia valukappaleesta. Talttaustapahtumassa sulatetaan materiaalia valokaarella ja syntynyt
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
Professori Antti Salminen
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Hitsaustekniikan ja lasertyöstön laboratorio Joonas Pekkarinen LASERHITSAUSPARAMETRIEN VAIKUTUS RUOSTUMATTOMIEN TERÄSTEN HITSIN MIKRORAKENTEESEEN
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Hitsaustekniikan ja lasertyöstön laboratorio Joonas Pekkarinen LASERHITSAUSPARAMETRIEN VAIKUTUS RUOSTUMATTOMIEN TERÄSTEN HITSIN MIKRORAKENTEESEEN
Ratkaisu: Maksimivalovoiman lauseke koostuu heijastimen maksimivalovoimasta ja valonlähteestä suoraan (ilman heijastumista) tulevasta valovoimasta:
 tulevasta valovoimasta:") LASKUHARJOITUS 1 VALAISIMIEN OPTIIKKA Tehtävä 1 Pistemäinen valonlähde (Φ = 1000 lm, valokappaleen luminanssi L = 2500 kcd/m 2 ) sijoitetaan 15 cm suuruisen pyörähdysparaboloidin muotoisen peiliheijastimen
LASKUHARJOITUS 1 VALAISIMIEN OPTIIKKA Tehtävä 1 Pistemäinen valonlähde (Φ = 1000 lm, valokappaleen luminanssi L = 2500 kcd/m 2 ) sijoitetaan 15 cm suuruisen pyörähdysparaboloidin muotoisen peiliheijastimen
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
Laserhitsauksen absorption mittaus kalorimetrillä Measurement of absorption with calorimeter in laser welding
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari Laserhitsauksen absorption mittaus kalorimetrillä Measurement of absorption
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari Laserhitsauksen absorption mittaus kalorimetrillä Measurement of absorption
Laserhitsaus Hakaniemen Metalli Oy:ssä
 Laserhitsaus Hakaniemen Metalli Oy:ssä High Metal Production Oy Sustainable success Esityksen sisältö 1. Yritysesittely 2. Toiminta 3. Tunnuslukuja 4. Asiakasreferenssejä 5. Laserhitsausesimerkkejä 6.
Laserhitsaus Hakaniemen Metalli Oy:ssä High Metal Production Oy Sustainable success Esityksen sisältö 1. Yritysesittely 2. Toiminta 3. Tunnuslukuja 4. Asiakasreferenssejä 5. Laserhitsausesimerkkejä 6.
3. Optiikka. 1. Geometrinen optiikka. 2. Aalto-optiikka. 3. Stokesin parametrit. 4. Perussuureita. 5. Kuvausvirheet. 6. Optiikan suunnittelu
 3. Optiikka 1. Geometrinen optiikka 2. Aalto-optiikka 3. Stokesin parametrit 4. Perussuureita 5. Kuvausvirheet 6. Optiikan suunnittelu 3.1 Geometrinen optiikka! klassinen optiikka! Valoa kuvaa suoraan
3. Optiikka 1. Geometrinen optiikka 2. Aalto-optiikka 3. Stokesin parametrit 4. Perussuureita 5. Kuvausvirheet 6. Optiikan suunnittelu 3.1 Geometrinen optiikka! klassinen optiikka! Valoa kuvaa suoraan
Kopadi Oy - Timanttilaikat ammattikäyttöön
 Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
KEMPPI K5 HITSAUSLAITTEET. Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
WAMETA MINIMIG 180 SYNERGIC
 WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
Polarisaatio. Timo Lehtola. 26. tammikuuta 2009
 Polarisaatio Timo Lehtola 26. tammikuuta 2009 1 Johdanto Lineaarinen, ympyrä, elliptinen Kahtaistaittuvuus Nicol, metalliverkko Aaltolevyt 2 45 Polarisaatio 3 Lineaarinen polarisaatio y Sähkökentän vaihtelu
Polarisaatio Timo Lehtola 26. tammikuuta 2009 1 Johdanto Lineaarinen, ympyrä, elliptinen Kahtaistaittuvuus Nicol, metalliverkko Aaltolevyt 2 45 Polarisaatio 3 Lineaarinen polarisaatio y Sähkökentän vaihtelu
Hitsauksen konenäköpohjainen. laadunvarmistus konepajasovelluksissa. TkT IWE KTM Anna Fellman / Weldcon (tmi)
") Hitsauksen konenäköpohjainen on-line laadunvarmistus konepajasovelluksissa TkT IWE KTM Anna Fellman / Weldcon (tmi) Weldcon (tmi) lyhyesti Asiantuntija-palvelua tarjoava yritys Toiminut vuodesta 2008 lähtien
Hitsauksen konenäköpohjainen on-line laadunvarmistus konepajasovelluksissa TkT IWE KTM Anna Fellman / Weldcon (tmi) Weldcon (tmi) lyhyesti Asiantuntija-palvelua tarjoava yritys Toiminut vuodesta 2008 lähtien
ESITTELY: Kuva -1 (koneen yleisnäkymä)
") ESITTELY: NUKON Laser Machine Metal Sanayi ve Tic. A.S. tytäryritys yhtiölle NURI KORUSTAN Machine Metal A.S., jolla on korkealuokkainen ja pitkäaikainen kokemus ohutlevytekniikasta ja -valmistuksesta
ESITTELY: NUKON Laser Machine Metal Sanayi ve Tic. A.S. tytäryritys yhtiölle NURI KORUSTAN Machine Metal A.S., jolla on korkealuokkainen ja pitkäaikainen kokemus ohutlevytekniikasta ja -valmistuksesta
Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009 51016
 U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - P a i n e p u t k i - j ä r j e s t e l m ä P V C Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009
U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - P a i n e p u t k i - j ä r j e s t e l m ä P V C Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009
Valon havaitseminen. Näkövirheet ja silmän sairaudet. Silmä Näkö ja optiikka. Taittuminen. Valo. Heijastuminen
 Näkö Valon havaitseminen Silmä Näkö ja optiikka Näkövirheet ja silmän sairaudet Valo Taittuminen Heijastuminen Silmä Mitä silmän osia tunnistat? Värikalvo? Pupilli? Sarveiskalvo? Kovakalvo? Suonikalvo?
Näkö Valon havaitseminen Silmä Näkö ja optiikka Näkövirheet ja silmän sairaudet Valo Taittuminen Heijastuminen Silmä Mitä silmän osia tunnistat? Värikalvo? Pupilli? Sarveiskalvo? Kovakalvo? Suonikalvo?
4 Optiikka. 4.1 Valon luonne
 4 Optiikka 4.1 Valon luonne 1 Valo on etenevää aaltoliikettä, joka syntyy sähkökentän ja magneettikentän yhteisvaikutuksesta. Jos sähkömagneettinen aalto (valoaalto) liikkuu x-akselin suuntaan, värähtelee
4 Optiikka 4.1 Valon luonne 1 Valo on etenevää aaltoliikettä, joka syntyy sähkökentän ja magneettikentän yhteisvaikutuksesta. Jos sähkömagneettinen aalto (valoaalto) liikkuu x-akselin suuntaan, värähtelee
Asennusohje ColoRex SD och EC
 Asennusohje ColoRex SD och EC ColoRex on sähköä johtava PVC-laatta, jonka mitat ovat 610 x 610 x 2 mm. ColoRex on ESD-hyväksytty (Sveriges Provnings- och Forskningsinstitut). ColoRex-asennuksessa käytetään
Asennusohje ColoRex SD och EC ColoRex on sähköä johtava PVC-laatta, jonka mitat ovat 610 x 610 x 2 mm. ColoRex on ESD-hyväksytty (Sveriges Provnings- och Forskningsinstitut). ColoRex-asennuksessa käytetään
Putkenhiomakoneet & putkenpaanmuotoilijat
 Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
Ohjeita FZVD2PMU Flex maavalokaapelin päättämiseen ODF-telineisiin ja kytkentäkaappeihin
 Seppo Marttila 17.11.2015 1/9 Ohjeita FZVD2PMU Flex maavalokaapelin päättämiseen ODF-telineisiin ja kytkentäkaappeihin Kaapelin rakenne FZVD2PMU Flex 2 / 4 / 8 / 16 / 24 x 12 x SML Seppo Marttila 17.11.2015
Seppo Marttila 17.11.2015 1/9 Ohjeita FZVD2PMU Flex maavalokaapelin päättämiseen ODF-telineisiin ja kytkentäkaappeihin Kaapelin rakenne FZVD2PMU Flex 2 / 4 / 8 / 16 / 24 x 12 x SML Seppo Marttila 17.11.2015
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Rei itys kuumasinkittäviin kappaleisiin
 Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Rei itys kuumasinkittäviin kappaleisiin Onnistuneen kuumasinkitys rei ityksen teko vaatii, että ymmärtää missä asennossa kappale on mahdollista sinkitä Rei itys kuumasinkittäviin tuotteisiin on periaatteessa
Säde-, hybridi- ja kitkahitsauksen laatukysymykset
 Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
Säde-, hybridi- ja kitkahitsauksen laatukysymykset Hitsauksen laatu päivät Turku, 31.10 1.11.2018 Mika Sirén, VTT Oy 31.10.2018 VTT beyond the obvious 1 Sisältö 1. Kaari- ja sädehitsaus, laserhybridihitsaus
Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42
 KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select
KON-C3001 Koneenrakennustekniikka A Syksy 2017 Harjoitus 5: Hitsausmerkinnät Viikko 41, palautus viikko 42 Versio 1: Opiskelijanumeron viimeinen numero pariton (All English speaking students, please select
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN
 1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
SYÖTTÖ- JA POISTOYHTEEN VALMISTETTAVUUS LASERHITSAAMALLA JA SUURPAINEMUOVAAMALLA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari SYÖTTÖ- JA POISTOYHTEEN VALMISTETTAVUUS LASERHITSAAMALLA JA SUURPAINEMUOVAAMALLA
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari SYÖTTÖ- JA POISTOYHTEEN VALMISTETTAVUUS LASERHITSAAMALLA JA SUURPAINEMUOVAAMALLA
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
Asennusohje SureStep PUR, SafeStep, SafeStep Grip & SafeStep R12
 Kaikkein paraskaan lattiapäällyste ei ole hyvännäköinen tai toimiva, jos sitä ei asenneta ja hoideta oikein tai jos alusta ei ole ihanteellinen. Lue tämän vuoksi asennusohje huolellisesti, ennen kuin aloitat
Kaikkein paraskaan lattiapäällyste ei ole hyvännäköinen tai toimiva, jos sitä ei asenneta ja hoideta oikein tai jos alusta ei ole ihanteellinen. Lue tämän vuoksi asennusohje huolellisesti, ennen kuin aloitat
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Robottien etäohjelmointiprojektin toteutus
 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Pienoisopas. Alumiinihitsaus.
 Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY WITH SHIELDING GAS CHOICES
 Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
Hitsauksen kevytmekanisoinnilla voidaan saavuttaa melko pienin kustannuksin monia etuja. Suurimmat hyödyt voidaan jaotella seuraavasti:
 HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Annatko otsonin vaarantaa terveytesi?
 3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
3 ODOROX MISON suojakaasu odorized oxygen Annatko otsonin vaarantaa terveytesi? 02 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina
Työ 2324B 4h. VALON KULKU AINEESSA
 TURUN AMMATTIKORKEAKOULU TYÖOHJE 1/5 Työ 2324B 4h. VALON KULKU AINEESSA TYÖN TAVOITE Työssä perehdytään optisiin ilmiöihin tutkimalla valon kulkua linssisysteemeissä ja prismassa. Tavoitteena on saada
TURUN AMMATTIKORKEAKOULU TYÖOHJE 1/5 Työ 2324B 4h. VALON KULKU AINEESSA TYÖN TAVOITE Työssä perehdytään optisiin ilmiöihin tutkimalla valon kulkua linssisysteemeissä ja prismassa. Tavoitteena on saada
ALUMIININ JA TERÄKSEN SEKALIITOS UUDET MENETELMÄT JA METALLURGIA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK 10A0400 Kandidaatintyö ja seminaari ALUMIININ JA TERÄKSEN SEKALIITOS UUDET MENETELMÄT JA METALLURGIA Kouvolassa
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK 10A0400 Kandidaatintyö ja seminaari ALUMIININ JA TERÄKSEN SEKALIITOS UUDET MENETELMÄT JA METALLURGIA Kouvolassa
4 Optiikka. 4.1 Valon luonne
 4 Optiikka 4.1 Valon luonne 1 Valo on etenevää aaltoliikettä, joka syntyy sähkökentän ja magneettikentän yhteisvaikutuksesta. Jos sähkömagneettinen aalto (valoaalto) liikkuu x-akselin suuntaan, värähtelee
4 Optiikka 4.1 Valon luonne 1 Valo on etenevää aaltoliikettä, joka syntyy sähkökentän ja magneettikentän yhteisvaikutuksesta. Jos sähkömagneettinen aalto (valoaalto) liikkuu x-akselin suuntaan, värähtelee
Hitsin hyvä jo yli 4o vuotta
 Hitsin hyvä jo yli 4o vuotta Kuluminen aiheuttaa huomattavan kustannuserän teollisuuden käyttökustannuksista. Pintojen kuluminen vaatii säännöllistä kunnossapitoa laitoksen käytön varmistamiseksi. Uusien
Hitsin hyvä jo yli 4o vuotta Kuluminen aiheuttaa huomattavan kustannuserän teollisuuden käyttökustannuksista. Pintojen kuluminen vaatii säännöllistä kunnossapitoa laitoksen käytön varmistamiseksi. Uusien
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Pistoolit ja polttimet FI
 Pistoolit ja polttimet FI Laadukkaat materiaalit ja käytännöllinen muotoilu Tärkeimmät ominaisuudet Pistoolin keveys ja sen optimaalinen tasapainotus varmistavat, että hitsaaja pystyy väsymättä tuottamaan
Pistoolit ja polttimet FI Laadukkaat materiaalit ja käytännöllinen muotoilu Tärkeimmät ominaisuudet Pistoolin keveys ja sen optimaalinen tasapainotus varmistavat, että hitsaaja pystyy väsymättä tuottamaan
Taivutus ja muotoilu
 Taivutus ja muotoilu Laaja valikoima erilaisiin taivutus- ja muotoilutarpeisiin. Luotettavaa laatua. Mallien Putkikoot määrä mm Sivu Putkentaivutuspihdit Putkityöt 7 5 8-4 10-18 8.2 Taivutuspihti 8 16-1
Taivutus ja muotoilu Laaja valikoima erilaisiin taivutus- ja muotoilutarpeisiin. Luotettavaa laatua. Mallien Putkikoot määrä mm Sivu Putkentaivutuspihdit Putkityöt 7 5 8-4 10-18 8.2 Taivutuspihti 8 16-1
Valon luonne ja eteneminen. Valo on sähkömagneettista aaltoliikettä, ei tarvitse väliainetta edetäkseen
 Valon luonne ja eteneminen Valo on sähkömagneettista aaltoliikettä, ei tarvitse väliainetta edetäkseen 1 Valonlähteitä Perimmiltään valon lähteenä toimii kiihtyvässä liikkeessä olevat sähkövaraukset Kaikki
Valon luonne ja eteneminen Valo on sähkömagneettista aaltoliikettä, ei tarvitse väliainetta edetäkseen 1 Valonlähteitä Perimmiltään valon lähteenä toimii kiihtyvässä liikkeessä olevat sähkövaraukset Kaikki
Taiter Oy. Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje
 Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
d sinα Fysiikan laboratoriotyöohje Tietotekniikan koulutusohjelma OAMK Tekniikan yksikkö TYÖ 8: SPEKTROMETRITYÖ I Optinen hila
 Fysiikan laboratoriotyöohje Tietotekniikan koulutusohjelma OAMK Tekniikan yksikkö TYÖ 8: SPEKTROMETRITYÖ I Optinen hila Optisessa hilassa on hyvin suuri määrä yhdensuuntaisia, toisistaan yhtä kaukana olevia
Fysiikan laboratoriotyöohje Tietotekniikan koulutusohjelma OAMK Tekniikan yksikkö TYÖ 8: SPEKTROMETRITYÖ I Optinen hila Optisessa hilassa on hyvin suuri määrä yhdensuuntaisia, toisistaan yhtä kaukana olevia
PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS
 1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
1 PYP I / TEEMA 8 MITTAUKSET JA MITATTAVUUS Aki Sorsa 2 SISÄLTÖ YLEISTÄ Mitattavuus ja mittaus käsitteinä Mittauksen vaiheet Mittausprojekti Mittaustarkkuudesta SUUREIDEN MITTAUSMENETELMIÄ Mittalaitteen
Wallgard asennusohje 2014
 Wallgard asennusohje 2014 1. Alusta 1.1 Alustan on oltava luja, puhdas, kuiva ja tasainen, imukykyinen, eikä halkeamia ei saa esiintyä. Kiinnitystä heikentävät maali- ja öljytahrat sekä pöly poistetaan.
Wallgard asennusohje 2014 1. Alusta 1.1 Alustan on oltava luja, puhdas, kuiva ja tasainen, imukykyinen, eikä halkeamia ei saa esiintyä. Kiinnitystä heikentävät maali- ja öljytahrat sekä pöly poistetaan.
Futura kuivaimen edut takaavat patentoidut tekniset ratkaisut
 Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
RATKAISUT: 16. Peilit ja linssit
 Physica 9 1 painos 1(6) : 161 a) Kupera linssi on linssi, jonka on keskeltä paksumpi kuin reunoilta b) Kupera peili on peili, jossa heijastava pinta on kaarevan pinnan ulkopinnalla c) Polttopiste on piste,
Physica 9 1 painos 1(6) : 161 a) Kupera linssi on linssi, jonka on keskeltä paksumpi kuin reunoilta b) Kupera peili on peili, jossa heijastava pinta on kaarevan pinnan ulkopinnalla c) Polttopiste on piste,
Hitsausmerkinnät rakentamisessa Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.
 Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Unto Kalamies, diplomi-insinööri Teknillinen asiamies, Teräsrakenneyhdistys unto.kalamies@rtt.ttliitot.fi Piirustuksissa käytettäviä hitsausmerkintöjä käsitellään standardissa SFS-EN 22553. Tähän kirjoitukseen
Nestekaasuputkistot LPG. Asennusohje. LPG-liitin teräsvahvistenauhojen 8.04.01 kiinnityksellä 04.08
 SISÄLTÖ 1.0 Johdanto 1.1 Yleisohjeita 1.2 Putkityypit 1.3 Liittimet 2.0 Putken pään valmistelu 2.1 Putken pään oikaisu 2.2 PE-vaipan poistaminen 2.3 Terässidosnauhan lyhentäminen 2.4 Kiristyslaipan asettaminen
SISÄLTÖ 1.0 Johdanto 1.1 Yleisohjeita 1.2 Putkityypit 1.3 Liittimet 2.0 Putken pään valmistelu 2.1 Putken pään oikaisu 2.2 PE-vaipan poistaminen 2.3 Terässidosnauhan lyhentäminen 2.4 Kiristyslaipan asettaminen
MUOVIN TYÖSTÖ HYVÄ TIETÄÄ MUOVISTA MUOTTIPUHALLUS, EKSTRUUSIO, KALVOPUHALLUS OSA 10
 HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset
HYVÄ TIETÄÄ MUOVISTA OSA 10 MuoviPlast-lehti jatkaa tässä numerossa 10-osaista artikkelisarjaa Hyvä Tietää Muovista. Siinä esitellään perustietoa tavallisimmista muoveista, kuten valtamuovit, tekniset