Koneteknologiakeskus Turku Oy
|
|
|
- Mari Karvonen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1
2 LASERHITSAUKSEN HYÖDYNTÄMINEN TEKNOLOGIATEOLLISUUDESSA Antti Salminen

3 Työstölaserit
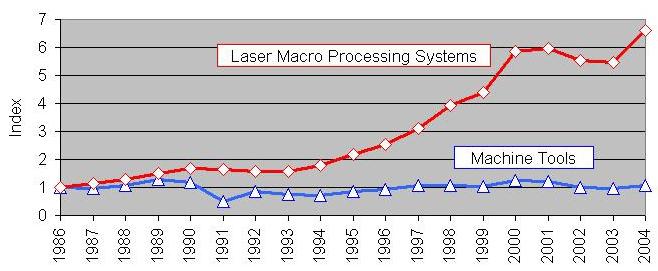
4 Laserlaitemarkkinat 4
5 Laser Suljin Takapeili Laseroiva väliaine Ulostuloikkuna Tehokaivo Lasersäde syntyy resonaattorissa, jonka päissä on peilit. Peilien välissä on laseroiva väliaine, joka on kaasua, kiinteää tai nestettä. Ulostuloikkuna on osittain läpäisevä ASA 5
6 Laser Ulkoinen energia: sähkövirta, valo Suljin Takapeili Laseroiva väliaine Ulostuloikkuna Tehokaivo Ulkoinen energia virittää laseroivan väliaineen molekyylit tai atomit, jotka palautuvat välittömästi normaali energia tasolle ja luovuttavat fotonin ASA 6
7 Laser Ulkoinen energia: sähkövirta, valo Suljin Takapeili Laseroiva väliaine Ulostuloikkuna Tehokaivo Fotonin törmätessä virittyneeseen atomiin lähtee siitä fotoni, jolla on sama suuta ja vaihe kuin törmänneellä fotonilla. Hyvin nopeasti jäljellä on vain optisen akselin suuntaisia fotoneita ASA 7
8 Laser Ulkoinen energia: sähkövirta, valo Suljin Takapeili Laseroiva väliaine Ulostuloikkuna Tehokaivo Lasersäde syntyy resonaattoriin. Ulostuloikkunan läpäisevä energia ohjataan tehokaivoon. Työstössä suljin avataan ja säde pääsee työasemaan ASA 8

9 Valo ASA 9

10 Laservalo ASA 10

11 Fokusointi Valo Laservalo Linssi Polttopiste?? Polttopiste ASA 11

12 Laserien kehitystrendit Suurempia tehoja Parempi säteenlaatu teholuokassa Laitteen pienempi fyysinen koko Luotettavuus Integroitavuus Hintojen lasku ASA 12
13 Materiaalintyöstölaserit Mikrotyöstösovellukset Röntgen Ultravioletti Näkyvä Infrapuna Konepajasovellukset Lähi Keski Pitkä Röntgen Ultravioletti Näkyvä Infrapuna Lähi Keski Pitkä 0,1nm µ m 10µ m 30µ m Pieni teho Suuri teho Excimer laserit F2 laser( λ=157nm) ArF laser ( λλ =193 nm) KrF laser ( =248nm) XeCl laser ( λ=308nm) Diodipumpattu YAG ( λ=266, 354, 532, 1064 nm) Er-yag (λ=3000nm) HeNe ( λ=632,8nm) CO 2 laser ( λ =9,2, 9.4, 9,6, 10,6 µ m) Kuitulaser ( λ=1070, 1550, 2000 nm) Kiekkolaser ( λ=1070 nm) Nd:YAG Diodilaser ( λ=1064 nm) ( λ=808, 940, 980nm) Rubiinilaser ( λ=694m3 nm) Titaani-safiiri (λ=730 nm) Kuparihöyry (λ=530 nm)
14 Uuden sukupolven laserit Diodilaser DPY diodipumpattu YAG Kiekkolaser (disc laser, thin disc laser) Kuitulaser Ominaisuudet: Aallonpituus, jolla on hyvä absorptio Hyvä säteenlaatu Kuituoptiikan käyttö 14
15 Lasertyöstöprosessit Sädeparametritulo, mm mrad Painotekniika CO 2 -Laser Juotto Muovin hitsaus Sulattava hitsaus Sintraus Ei metallien leikkaus Kiekkolaser Kovajuotto Karkaisu Pinnoitus Nd:YAG laser Poraus Kuitulaser Laserteho, W 15
16 Laserhitsaus
17 Laserhitsaus Laserhitsausta on pidetty potentiaalisena tulevaisuuden tekniikkana. Viime aikoina se on saavuttanut tason, jolla se voi ottaa suomalaisen hitsaavan teollisuuden haasteet vastaan. Uudet laserit voivat tarjota modernin ratkaisualustan hitsaavan teollisuuden tarpeisiin. Laserhitsaus parantaa tuottavuutta ja ratkaisee ongelmia. 17
18 Kilpailukykytekijät 1. Laserhitsaus tuottaa korkeaa laatua, on kustannustehokas ja tuottava menetelmä ja edellyttää osaamista. 2. Tuottavuus ja pieni lämmöntuonti alentavat kuluja ja edellyttävät uutta toimintamallia. 3. Kustannussäästöt saavutetaan tuottavuutena, lyhyempänä läpäisyaikana ja vähäisempinä jälkikäsittelyinä. 18
19 Laserin mahdollisuudet 1. Laser sopii piensarjatuotantoon kunhan laitteiston käyttösuhde on hyvä 2. Laserhitsaus on aina automatisoitua 3. Laserhitsauksen tuottavuus on korkea (>> m/h) 4. Laserhitsaus on korkeanteknologian tuotantomenetelmä, joka nostaa työn kiinnostavuutta. 5. Uusien lasereiden luotettavuus ja koko mahdollistavat työstön erilaisissa ympäristöissä. 19
20 Laserin mahdollisuudet 1. Laser on ympäristöystävällinen laitteisto, joka tuottaa korkeaa laatua 2. Laseriin perustuvat tuotanto edellyttää ja kannustaa verkottumista 3. Kokoonpano voi kehittyä laserleikkauksen ja hitsauksen luovalla käytöllä ja muodonmuutoksen pienuuden hyödyntämisellä. 4. Laserprojektit kehittävät sekä teknologiaa että automatisointia. 20

21 Kilpailukykytekijät Tunkeuman syvyys, mm Niukkaseosteinen teräs Hitsausnopeus, m/min 21


22 Avaimenreikähitsaus Hitsaus CO2 laserilla Ruostumaton teräs Hitsausnopeus, m/min 8kW, 4 mm, 10 m/min 12kW, 4mm, 9 m/min Tunkeuma, mm 22
23 Avaimenreikähitsaus Hitsaus 1070nm Tunkeuman syvyys, mm y = -4,9ln(x) + 15,395 R² = 0,9782 Ruostumaton teräs y = -3,067ln(x) + 13,48 R² = 0, Hitsausnopeus, m/min 166μm 333μm Laserteho 8kW 23



24 Avaimenreikähitsaus Avaimenreikähitsejä Moniteräs 355 Paksuus 6 mm Laserteho 5 kw Säteen Ø 0,34 mm PP. paikka -3 mm Argon 9l/min Hitsin leveys: Pinta 1,35 0,95 mm Keskeltä 0,70 0,51 mm Juuri 1,12 0,67 mm 1,35 0,70 1,12 1,25 0,58 0,75 0,95 0,51 0, m/min 3.00 m/min 3.75 m/min 24


25 Ohutlevyosien hitsaus 25


26 Ohutlevyosien hitsaus 26


27 Räätälöidyt levyt Osavalmistus Muovaus Hitsaus Tuote 27
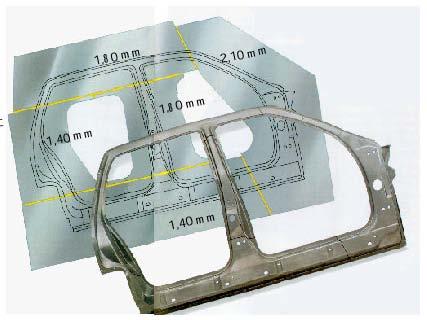

28 Räätälöidyt levyt Lähde: Rofin-Sinar 28

29 Räätälöityjä tuotteita Thyssen Engineered Blanks Thyssen Tailored Strips Thyssen Tailored Tubes 29
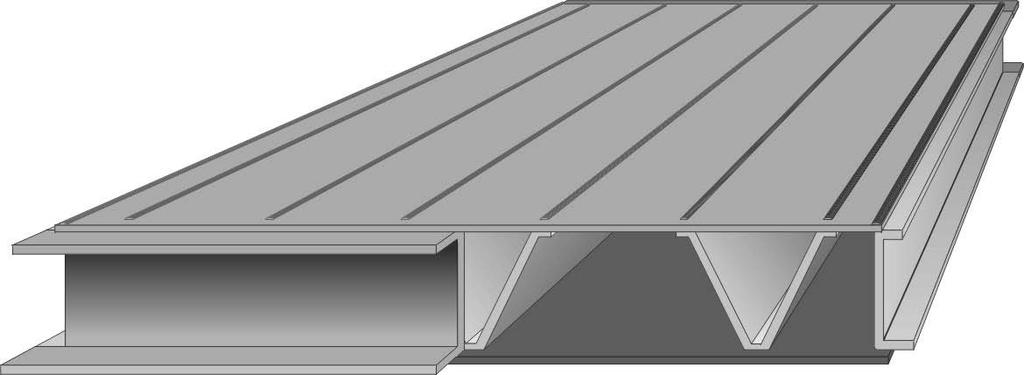

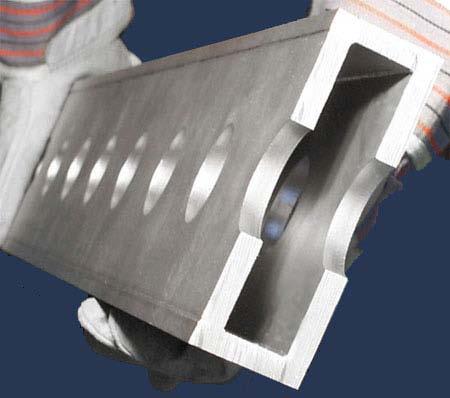
30 Kennorakenteet 30

31 Kennorakenteet 31


32 Avaimenreikähitsaus Voimansiirron sovelluksia Voimansiirron akselin ja kauluksen liitos TruDisk 6002 Laserteho 3 kw Hitsausnopeus 3 m/min Säteen kohdistus 83 o Hitsin halkaisija 65 mm Tunkeuma 3 mm 32



33 Avaimenreikähitsaus Voimansiirron sovelluksia Henkilöauton vaihdelaatikon Synkronointirenkaiden hitsaus 33
34 Suurteholaser 35 YLR / YLR Tunkeuman syvyys, mm Penetration mm kw 20 kw 15 kw 12 kw 10 kw Stainless Steel (10-20 kw) X70 (30 kw) Spot size 420 µm Hitsausnopeus, Welding Speed m/min mm 34
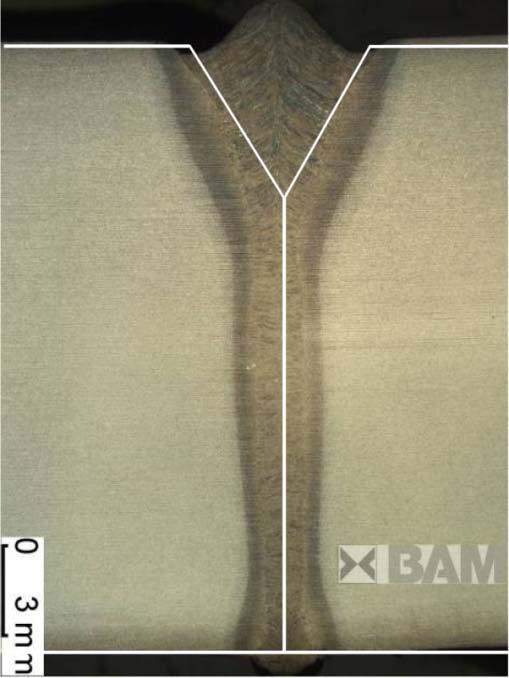

35 17 19 kw Ei esikuumennusta Y-railo Esikuumennus n. 160 o C Y-railo I-railo 35


36 Hitsaus Laser Kuitulaser Teho 10 kw Liitos Limiliitos Paksuus 1+1 mm Nopeus 10,7 m/min Laser Kuitulaser Teho 15 kw Paksuus 11,2 mm Liitos päittäisliitos Polttoväli 500 mm Nopeus 2,9 m/min Lämmöntuonti 3,2 kj/cm Asetusvirhe 0,3 mm 36


37 Syvätunkeumahitsaus Laserhitsaus Teho 20kW Paksuus 26,5 mm 1 palko Hitsausnopeus 1 m/min Hitsausaika lyhenee 1/20 Jauhekaarihitsaus t=31mm, 8 palkoa Hitsausnopeus 0,5m/min/palko Liitoksen hitsaus 0,06m/min Langan kulutus 2kg/m 37


38 Eripariliitos Laivan lastiluukku 38
39 Eripariliitos 39



40 Kevytmekanisointi Laser MAG hybridihitsaus hitsaustraktorilla Kuitulaser 10 kw Fronius TPS9000 hitsausvirtalähde 1.6 mm lisäainelanka 125 mm kollimointi 250 mm polttoväli T-liitoksen hitsausta Navantiassa, Espanjassa Jäykkääjän paksuus 10 mm Hitsausnopeus 1,5 m/min 40



41 Hybridihitsaus Laserhitsaus telakalla 10kW kuitulaser-hybridihitsausasema Fincantieri, Monfalcone,

42 Laserhitsausasema 20kW laser Teollisuusrobotti 42

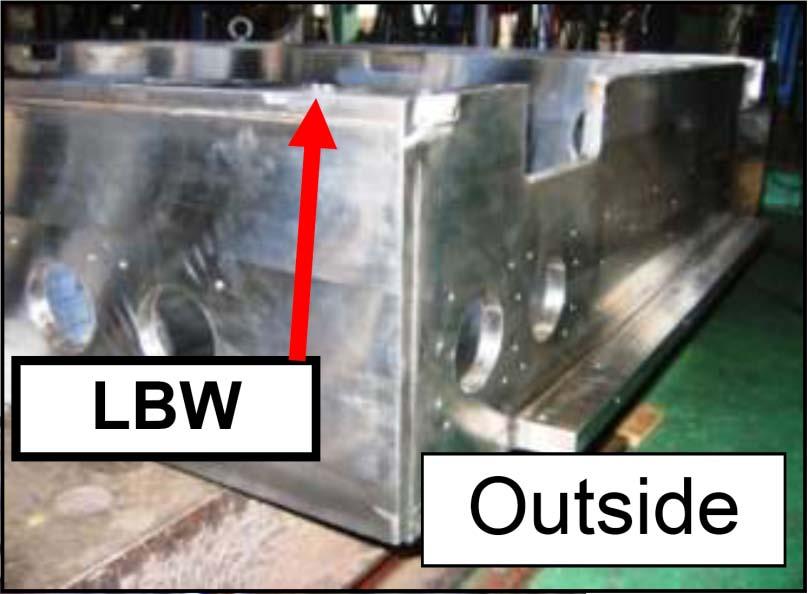
43 Laserhitsattu kotelo Teräskotelo ,2x1,65x0,4 m 43
44 Etähitsauslaite Y-akseli X-akseli Lasersäde Tasolinssi Polttopiste Työkappale 44





45 Etähitsaus Hitsin muodon optimointi Liitos voidaan optimoida hitsin geometriaa muuttamalla: Hitsien paikka Asento Muoto 45

46 Etähitsaus Osakokoonpanon hitsaus Tekniikka Vastuspistehitsaus Laserhitsaus Etähitsaus aika 30s 23s 5s 46 Lähde: BMW




47 Etähitsaus Sovelluksia Autoteollisuuden osakokoonpanot Vahvistusosat, sinkitystä Pulttien ja muttereiden liittäminen Lähde: Trumpf 47




48 Räätälöidyt palkit Airbus Alumiinipalkit Audi A2 Mayer Werft telakka, myös kennot Thyssen, räätälöidyt palkit 48


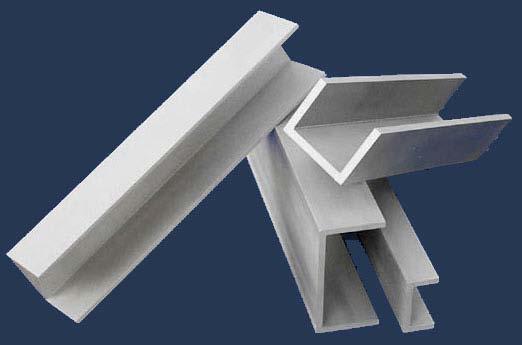

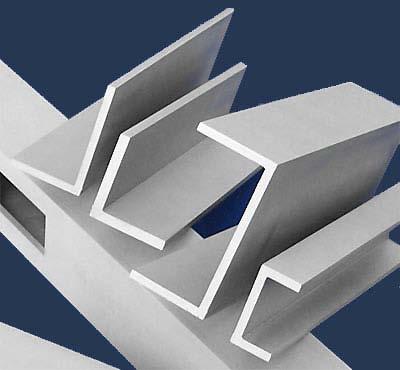
49 Räätälöidyt U-, L-profiilit INNOSTAHL 49

50 Muuntajakotelo 1,25 m 50
")
")



51 Asentohitsaus Asento PA (0 ) Asento PB (45 ) Asento PC (90 ) Teho: 10,2 kw Nopeus: 2,2 m/min E: 2,8 kj/cm Teräs: X70 S: 11,2 mm Lähde: Vietz GmbH Asento PD (135 ) Asento PE (180 ) 51

52 Kaasuputken hitsaus Täyttöpalot (jopa 5 asemaa) Juuripalko ja 1. täyttöpalko Railonvalmistus ja esikuumennus Pintapalko Lähde: Vietz GmbH 52

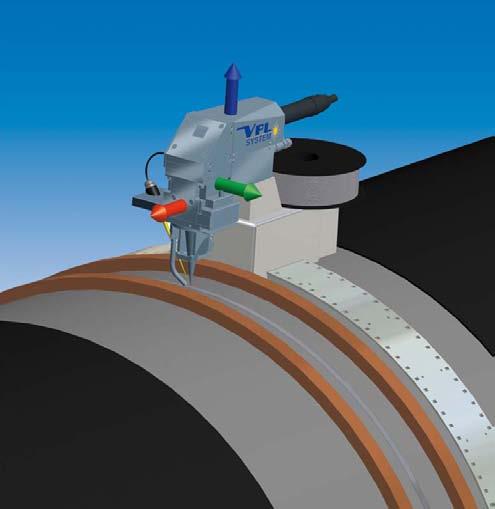
53 Kaasuputken laserhitsaus Lähde: Vietz GmbH 53


54 Cu-metallien laserhitsaus Uuden sukupolven laserit tuovat mahdollisuuksia myös kuparimetallien laserhitsaukseen. Nopeus, kapea hitsi ja syvä tunkeuma mahdollistavat ensimmäistä kertaa näiden materiaalien tuotannollisen laserhitsauksen Laser IPG 4kW Kuitu 100μm Polttoväli 250 mm Hitsausnopeus 3 m/min Tunkeuma 2,5 mm Hitsi Sähköinen säädin 54
55 Miksi laserhitsaus? 55

56 Miksi laserhitsaus? Otettu sähköteho suhteessa tunkeuman syvyyteen ja hitsausnopeuteen Tunkeuman syvyys 56


57 LUTLaser palvelut Prosessin, tuotannon ja tuotteen kehittämispalvelut Yrityskohtaiset kehityshankkeet Opinnäytteet Käynnissä olevien projektien puitteissa joustavasti jopa 50% tuella tuettua T&K toimintaa Uudet projektit (Tekes, EU, EAKR) asiakkaan tarpeiden mukaan Lisätietoja: Professori Antti Salminen, puh , Tutkija Heidi Piili, TkL, puh , Tutkija Tuomas Purtonen, DI, puh , 57

58 Lisää lasertyöstöistä: Lasertyöstöseminaari
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
Laser- ja hybridihitsauksen käyttökohteet. TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy
 Laser- ja hybridihitsauksen käyttökohteet TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy LASER- JA HYBRIDIHITSAUKSEN KÄYTTÖKOHTEET Sisältö 1. Työstölaserin
Laser- ja hybridihitsauksen käyttökohteet TAKEOFF! -seminaari Savonia-ammattikorkeakoulu, Kuopio, 21.5.2015 Ilkka Lappalainen, Ionix Oy LASER- JA HYBRIDIHITSAUKSEN KÄYTTÖKOHTEET Sisältö 1. Työstölaserin
Laser-kuumennus. Janne Komi 0336621. Petteri Mustonen 0371444
 Laser-kuumennus Janne Komi 0336621 Petteri Mustonen 0371444 2 SISÄLLYS 1. 2. 3. Johdanto... 3 Laser... 3 Sovelluskohteita... 4 3.1 Laserhitsaus... 5 3.2 Laserleikkaus... 6 3.3 Kirurgia... 7 3.4 Sotilaskäyttö...
Laser-kuumennus Janne Komi 0336621 Petteri Mustonen 0371444 2 SISÄLLYS 1. 2. 3. Johdanto... 3 Laser... 3 Sovelluskohteita... 4 3.1 Laserhitsaus... 5 3.2 Laserleikkaus... 6 3.3 Kirurgia... 7 3.4 Sotilaskäyttö...
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
LASER APPLICATION LAL LABORATORY
 LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
Laserhitsausta Koneteknologiakeskuksessa
 60-VUOTISJUHLASEMINAARI Laserhitsausta Koneteknologiakeskuksessa IWE Timo Kankala 7.11.2013 Turku Koneteknologiakeskus Turku Oy Moderni teknologiateollisuuden yritysten tarpeita vastaava oppimis- ja kehittämisympäristö,
60-VUOTISJUHLASEMINAARI Laserhitsausta Koneteknologiakeskuksessa IWE Timo Kankala 7.11.2013 Turku Koneteknologiakeskus Turku Oy Moderni teknologiateollisuuden yritysten tarpeita vastaava oppimis- ja kehittämisympäristö,
Laserhitsauksen työturvallisuus
 Laserhitsauksen työturvallisuus 4.11. Satelliittiseminaari Joonas Pekkarinen, TkT LUT Laser Turku Lasertyöstön riskit Lasersäde, silmät ja kudokset Korkeajännitteiset piirit Työstössä vapautuvat aineet:
Laserhitsauksen työturvallisuus 4.11. Satelliittiseminaari Joonas Pekkarinen, TkT LUT Laser Turku Lasertyöstön riskit Lasersäde, silmät ja kudokset Korkeajännitteiset piirit Työstössä vapautuvat aineet:
Essee Laserista. Laatija - Pasi Vähämartti. Vuosikurssi - IST4SE
 Jyväskylän Ammattikorkeakoulu, IT-instituutti IIZF3010 Sovellettu fysiikka, Syksy 2005, 5 ECTS Opettaja Pasi Repo Essee Laserista Laatija - Pasi Vähämartti Vuosikurssi - IST4SE Sisällysluettelo: 1. Laser
Jyväskylän Ammattikorkeakoulu, IT-instituutti IIZF3010 Sovellettu fysiikka, Syksy 2005, 5 ECTS Opettaja Pasi Repo Essee Laserista Laatija - Pasi Vähämartti Vuosikurssi - IST4SE Sisällysluettelo: 1. Laser
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Konetekniikka. Teemu Hiltunen OHUTLEVYJEN LASERHITSAUS.
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Konetekniikka Teemu Hiltunen OHUTLEVYJEN LASERHITSAUS Työn tarkastajat: TkT Antti Salminen DI Timo Kankala Työn ohjaaja: Ins. Jarkko
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Konetekniikka Teemu Hiltunen OHUTLEVYJEN LASERHITSAUS Työn tarkastajat: TkT Antti Salminen DI Timo Kankala Työn ohjaaja: Ins. Jarkko
KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510 ville.hevonkorpi@kilt.fi www.kilt.fi
 Käsissäsi on lasertyöstöä käsittelevä lyhyt opas, joka on tarkoitettu tueksi laserin soveltamiseen teollisessa tuotannossa. KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510
Käsissäsi on lasertyöstöä käsittelevä lyhyt opas, joka on tarkoitettu tueksi laserin soveltamiseen teollisessa tuotannossa. KILT Oy Kauhakorvenkatu 52, Tampere puh. +358 20 785 1515 fax +358 20 785 1510
Hybridihitsaus diodilaserin ja kuitulaserin yhdistelmällä
 Tapio Väisänen Tapio Väisänen Hämeen ammattikorkeakoulu Tapio Väisänen Hybridihitsaus diodilaserin ja kuitulaserin yhdistelmällä ISBN 978-951-784-459-8 ISSN 1795-424X HAMKin e-julkaisuja 2/2008 Hämeen
Tapio Väisänen Tapio Väisänen Hämeen ammattikorkeakoulu Tapio Väisänen Hybridihitsaus diodilaserin ja kuitulaserin yhdistelmällä ISBN 978-951-784-459-8 ISSN 1795-424X HAMKin e-julkaisuja 2/2008 Hämeen
Professori Veli Kujanpää
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone Konetekniikan koulutusohjelma Reima Kokko LASERHITSATTAVAN TUOTTEEN SUUNNITTELU Työn tarkastajat Professori Antti Salminen Professori
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone Konetekniikan koulutusohjelma Reima Kokko LASERHITSATTAVAN TUOTTEEN SUUNNITTELU Työn tarkastajat Professori Antti Salminen Professori
Lisää kilpailukykyä laserhitsauksen avulla. Jukka Siltanen SSAB
 Lisää kilpailukykyä laserhitsauksen avulla Jukka Siltanen SSAB Sisältö Laserhitsaus SSAB:llä Yleistä laserhitsauksesta Laserhitsauksella saavuteltavat hyödyt + esimerkit 2 Laserhitsaus SSAB:llä 3 Laserhitsaus
Lisää kilpailukykyä laserhitsauksen avulla Jukka Siltanen SSAB Sisältö Laserhitsaus SSAB:llä Yleistä laserhitsauksesta Laserhitsauksella saavuteltavat hyödyt + esimerkit 2 Laserhitsaus SSAB:llä 3 Laserhitsaus
Laserhitsauksen sovelluksia konepajoissa. Jukka Siltanen SSAB
 Laserhitsauksen sovelluksia konepajoissa Jukka Siltanen SSAB Sisältö Historiaa SSAB ja laserhitsaus (Uudenkaupungin teräspalvelukeskus) Markkinakatsaus Laserhitsaussovellukset Yhteenveto 2 Historiaa 3
Laserhitsauksen sovelluksia konepajoissa Jukka Siltanen SSAB Sisältö Historiaa SSAB ja laserhitsaus (Uudenkaupungin teräspalvelukeskus) Markkinakatsaus Laserhitsaussovellukset Yhteenveto 2 Historiaa 3
ESITTELY: Kuva -1 (koneen yleisnäkymä)
") ESITTELY: NUKON Laser Machine Metal Sanayi ve Tic. A.S. tytäryritys yhtiölle NURI KORUSTAN Machine Metal A.S., jolla on korkealuokkainen ja pitkäaikainen kokemus ohutlevytekniikasta ja -valmistuksesta
ESITTELY: NUKON Laser Machine Metal Sanayi ve Tic. A.S. tytäryritys yhtiölle NURI KORUSTAN Machine Metal A.S., jolla on korkealuokkainen ja pitkäaikainen kokemus ohutlevytekniikasta ja -valmistuksesta
POLTTOPISTEEN ASEMAN VAIKUTUS TERÄKSEN KUITULASERHITSAUKSESSA THE EFFECT OF FOCAL POINT POSITION IN FIBER LASER WELDING OF STEEL
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari POLTTOPISTEEN ASEMAN VAIKUTUS TERÄKSEN KUITULASERHITSAUKSESSA THE EFFECT OF FOCAL POINT POSITION
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari POLTTOPISTEEN ASEMAN VAIKUTUS TERÄKSEN KUITULASERHITSAUKSESSA THE EFFECT OF FOCAL POINT POSITION
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Tutkija Heidi Piili, TkT Lappeenrannan teknillinen yliopisto (LUT) Lasertyöstön laboratorio (LUT Laser) Rysä 2013, 8.10.
 Lasertyöstön laboratorio (LUT Laser) Rysä 2013, 8.10.") Lasertekniikan käyttö ja mahdollisuudet muotoilussa Tutkija Heidi Piili, TkT Lappeenrannan teknillinen yliopisto (LUT) Lasertyöstön laboratorio (LUT Laser) Rysä 2013, 8.10.2013, Rauma LUT Laser Lappeenrannan
Lasertekniikan käyttö ja mahdollisuudet muotoilussa Tutkija Heidi Piili, TkT Lappeenrannan teknillinen yliopisto (LUT) Lasertyöstön laboratorio (LUT Laser) Rysä 2013, 8.10.2013, Rauma LUT Laser Lappeenrannan
LaserWorkShop 2006. ProMetal. Ohutlevytuotteen lasertyöstö: suunnittelu ja sovellukset 03.04.2006 Jari Tirkkonen
 LaserWorkShop 2006 ProMetal Ohutlevytuotteen lasertyöstö: suunnittelu ja sovellukset 03.04.2006 Jari Tirkkonen ProMetal -projekti Hankkeen tarkoitus: Metallituoteteollisuuden kehityksen edistäminen ja
LaserWorkShop 2006 ProMetal Ohutlevytuotteen lasertyöstö: suunnittelu ja sovellukset 03.04.2006 Jari Tirkkonen ProMetal -projekti Hankkeen tarkoitus: Metallituoteteollisuuden kehityksen edistäminen ja
Laserpinnoitus. Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola
 Laserpinnoitus Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola Esityksen sisältö Laserpinnoituksen ja pintakäsittelyn periaatteet Pinnoitemateriaalit
Laserpinnoitus Petri Vuoristo Tampereen teknillinen yliopisto, materiaaliopin laitos ja Teknologiakeskus KETEK Oy, Kokkola Esityksen sisältö Laserpinnoituksen ja pintakäsittelyn periaatteet Pinnoitemateriaalit
LASERBOY LASER- OSAAMISTA VUODESTA 1989
 LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
LASER- OSAAMISTA VUODESTA 1989 VESLATEC MONIPUOLINEN LASEROSAAJA Laserleikkaus Laserhitsaus Laserporaus Lasermikrotyöstö Lasermerkintä Särmäys Rummutus LASEROSAAMISTA VUODESTA 1989 Nyt jos koskaan kannattaa
SUOJAKAASUN VAIKUTUS LASERHITSAUKSESSA THE EFFECT OF SHIELDING GASES IN LASER WELDING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari SUOJAKAASUN VAIKUTUS LASERHITSAUKSESSA THE EFFECT OF SHIELDING GASES IN LASER WELDING Juuso
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari SUOJAKAASUN VAIKUTUS LASERHITSAUKSESSA THE EFFECT OF SHIELDING GASES IN LASER WELDING Juuso
NAUHALIITOKSEN LASERHITSAUKSEN KEHITTÄMINEN
 SAIMAAN AMMATTIKORKEAKOULU Tekniikka, Lappeenranta Kone- ja tuotantotekniikan koulutusohjelma Tuotantotekniikan ja kunnossapidon sv. Ismo Tynkkynen NAUHALIITOKSEN LASERHITSAUKSEN KEHITTÄMINEN Opinnäytetyö
SAIMAAN AMMATTIKORKEAKOULU Tekniikka, Lappeenranta Kone- ja tuotantotekniikan koulutusohjelma Tuotantotekniikan ja kunnossapidon sv. Ismo Tynkkynen NAUHALIITOKSEN LASERHITSAUKSEN KEHITTÄMINEN Opinnäytetyö
Lasehitsauksen tulevaisuus! WinNovan Teknologiapalvelut LASEPRO
 Lasehitsauksen tulevaisuus! WinNovan Teknologiapalvelut LASEPRO Mikko Huttunen WinNova Lasepron toiminta-ajatus Tuotamme korkeatasoisia osaamisen ja tuotannonkehittämisen palveluja, ajanmukaisia koulutus-
Lasehitsauksen tulevaisuus! WinNovan Teknologiapalvelut LASEPRO Mikko Huttunen WinNova Lasepron toiminta-ajatus Tuotamme korkeatasoisia osaamisen ja tuotannonkehittämisen palveluja, ajanmukaisia koulutus-
Laserhitsaus Hakaniemen Metalli Oy:ssä
 Laserhitsaus Hakaniemen Metalli Oy:ssä High Metal Production Oy Sustainable success Esityksen sisältö 1. Yritysesittely 2. Toiminta 3. Tunnuslukuja 4. Asiakasreferenssejä 5. Laserhitsausesimerkkejä 6.
Laserhitsaus Hakaniemen Metalli Oy:ssä High Metal Production Oy Sustainable success Esityksen sisältö 1. Yritysesittely 2. Toiminta 3. Tunnuslukuja 4. Asiakasreferenssejä 5. Laserhitsausesimerkkejä 6.
Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät
 Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät Dosentti Heidi Piili, TkT Tutkimusapulainen Atte Heiskanen LUT-yliopisto Lasertyöstön tutkimusryhmä Lisäävän valmistuksen mahdollisuudet-tapahtuma,
Metallien 3D-tulostuksen tulevaisuuden trendit ja näkymät Dosentti Heidi Piili, TkT Tutkimusapulainen Atte Heiskanen LUT-yliopisto Lasertyöstön tutkimusryhmä Lisäävän valmistuksen mahdollisuudet-tapahtuma,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA TEHTÄVÄN OHUTLEVYTUOTTEEN KOKOONPANOSSA
 LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA TEHTÄVÄN OHUTLEVYTUOTTEEN KOKOONPANOSSA Jyrki Ahtonen 2011 Oulun seudun ammattikorkeakoulu LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA
LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA TEHTÄVÄN OHUTLEVYTUOTTEEN KOKOONPANOSSA Jyrki Ahtonen 2011 Oulun seudun ammattikorkeakoulu LASERHITSAUKSEN KANNATTAVUUSEDELLYTYKSET PIENSARJATUOTANTONA
SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN
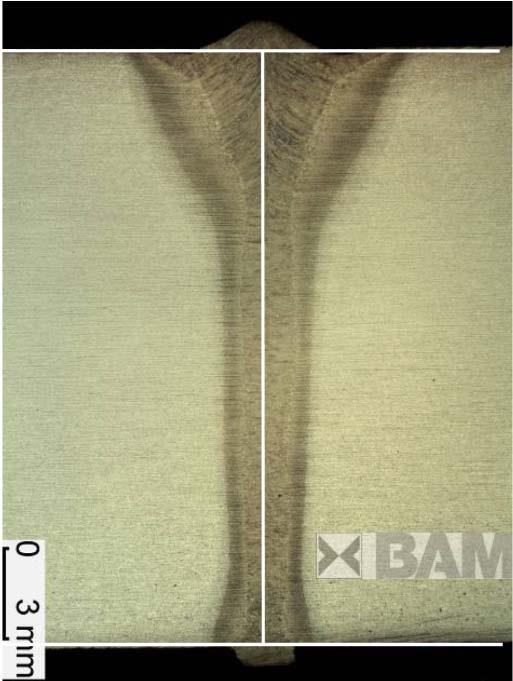
 1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
1 SUOJAKAASUN VAIKUTUS FERRIITTISEN RUOSTUMATTOMAN TERÄKSEN LASERHITSIN OMINAISUUKSIIN 2 FERRIITTINEN EN 1.4521 RUOSTUMATON TERÄS -Titaanistabiloitu -Haponkestävä 3 LASERHITSAUS -Pieni lämmöntuonti ei
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
LAADUNVARMISTUS KUITULASERHITSAUKSESSA
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2015 Mikko Pikanen LAADUNVARMISTUS KUITULASERHITSAUKSESSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka
Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2015 Mikko Pikanen LAADUNVARMISTUS KUITULASERHITSAUKSESSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
Skannerilaserhitsaus - uusi ohutlevyjen hitsausmenetelmä
 Skannerilaserhitsaus - uusi ohutlevyjen hitsausmenetelmä Skannerilaserhitsausta pidetään yhtenä tulevaisuuden huipputeknologioista hitsaavassa ohutlevyteollisuudessa Viimeisimpien ennusteiden mukaan tällä
Skannerilaserhitsaus - uusi ohutlevyjen hitsausmenetelmä Skannerilaserhitsausta pidetään yhtenä tulevaisuuden huipputeknologioista hitsaavassa ohutlevyteollisuudessa Viimeisimpien ennusteiden mukaan tällä
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Työkalujen Laserkorjauspinnoitus
 Työkalujen Laserkorjauspinnoitus Laser Workshop 2008, Nivala Markku Keskitalo Oulun yliopiston Oulun Eteläisen instituutin elektroniikan mekaniikan ja metallin tutkimusryhmä Työkalujen laserpinnoitus Kuluneiden
Työkalujen Laserkorjauspinnoitus Laser Workshop 2008, Nivala Markku Keskitalo Oulun yliopiston Oulun Eteläisen instituutin elektroniikan mekaniikan ja metallin tutkimusryhmä Työkalujen laserpinnoitus Kuluneiden
LaserTec Parempaa listoituslaatua laserteknologian avulla
 LaserTec Parempaa listoituslaatua laserteknologian avulla Sebastian Tamminen Projecta Oy Listoitus LaserTec teknologialla 1. Liimattava pinta sulatetaan lasertecillä juuri ennen listan ja työkappaleen
LaserTec Parempaa listoituslaatua laserteknologian avulla Sebastian Tamminen Projecta Oy Listoitus LaserTec teknologialla 1. Liimattava pinta sulatetaan lasertecillä juuri ennen listan ja työkappaleen
Professori Antti Salminen
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Hitsaustekniikan ja lasertyöstön laboratorio Joonas Pekkarinen LASERHITSAUSPARAMETRIEN VAIKUTUS RUOSTUMATTOMIEN TERÄSTEN HITSIN MIKRORAKENTEESEEN
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Metalli Hitsaustekniikan ja lasertyöstön laboratorio Joonas Pekkarinen LASERHITSAUSPARAMETRIEN VAIKUTUS RUOSTUMATTOMIEN TERÄSTEN HITSIN MIKRORAKENTEESEEN
Laserhitsauksen absorption mittaus kalorimetrillä Measurement of absorption with calorimeter in laser welding
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari Laserhitsauksen absorption mittaus kalorimetrillä Measurement of absorption
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari Laserhitsauksen absorption mittaus kalorimetrillä Measurement of absorption
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Ohutlevyalan uudet menetelmät
 Ohutlevyalan uudet menetelmät Miltä maailma näyttää Nivalan ELME Studion tutkimuksen näkökulmasta 1 Taustaa: Oulun Eteläisen ohutlevyteollisuus Vaativat kotelomaiset ohutlevyrakenteet Valtakunnallisesti
Ohutlevyalan uudet menetelmät Miltä maailma näyttää Nivalan ELME Studion tutkimuksen näkökulmasta 1 Taustaa: Oulun Eteläisen ohutlevyteollisuus Vaativat kotelomaiset ohutlevyrakenteet Valtakunnallisesti
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
LASERIN HYÖDYNTÄMINEN POLTTOMOOTTORIN VALMISTUKSESSA LASERS IN COMPUSTION ENGINE MANUFACTURING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari LASERIN HYÖDYNTÄMINEN POLTTOMOOTTORIN VALMISTUKSESSA LASERS IN COMPUSTION
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari LASERIN HYÖDYNTÄMINEN POLTTOMOOTTORIN VALMISTUKSESSA LASERS IN COMPUSTION
TURUN AMMATTIKORKEAKOULU TYÖOHJE 1 TEKNIIKKA FYSIIKAN LABORATORIO V
 TURUN AMMATTIKORKAKOUU TYÖOHJ 1 3A. asertyö 1. Työn tarkoitus Työssä perehdytään interferenssi-ilmiöön tutkimalla sitä erilaisissa tilanteissa laservalon avulla. 2. Teoriaa aser on lyhennys sanoista ight
TURUN AMMATTIKORKAKOUU TYÖOHJ 1 3A. asertyö 1. Työn tarkoitus Työssä perehdytään interferenssi-ilmiöön tutkimalla sitä erilaisissa tilanteissa laservalon avulla. 2. Teoriaa aser on lyhennys sanoista ight
Prosessiparametrien vaikutus polymeerien diodilaserhitsaukseen
 Lappeenrannan teknillinen yliopisto Konetekniikan osasto Prosessiparametrien vaikutus polymeerien diodilaserhitsaukseen Diplomityön aihe on hyväksytty Konetekniikan osaston osastoneuvostossa 2.4.2003.
Lappeenrannan teknillinen yliopisto Konetekniikan osasto Prosessiparametrien vaikutus polymeerien diodilaserhitsaukseen Diplomityön aihe on hyväksytty Konetekniikan osaston osastoneuvostossa 2.4.2003.
LASER-, HYBRIDI- JA KAARIHITSAUSMENETELMIEN VERTAILU ESIMERKKITUOTTEENAVULLA
 LAPPEENRANTA UNIVERSITY OF TECHNOLOGY LUT School of Energy Systems LUT Kone Milla-Riina Turunen LASER-, HYBRIDI- JA KAARIHITSAUSMENETELMIEN VERTAILU ESIMERKKITUOTTEENAVULLA Työn tarkastaja(t): Professori
LAPPEENRANTA UNIVERSITY OF TECHNOLOGY LUT School of Energy Systems LUT Kone Milla-Riina Turunen LASER-, HYBRIDI- JA KAARIHITSAUSMENETELMIEN VERTAILU ESIMERKKITUOTTEENAVULLA Työn tarkastaja(t): Professori
Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa
 Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa (Sisäinen raportti) 1 Johdanto Yleisiä kaarihitsausmenetelmiä harvinaisempi liittämismenetelmä, laserhitsaus, voi tarjota uusia ratkaisuja
Kevyet kiinnittimet ja laserheftaus kulmaliitoksen laserhitsauksessa (Sisäinen raportti) 1 Johdanto Yleisiä kaarihitsausmenetelmiä harvinaisempi liittämismenetelmä, laserhitsaus, voi tarjota uusia ratkaisuja
Linssin kuvausyhtälö (ns. ohuen linssin approksimaatio):
:") Fysiikan laboratorio Työohje 1 / 5 Optiikan perusteet 1. Työn tavoite Työssä tutkitaan valon kulkua linssisysteemeissä ja perehdytään interferenssi-ilmiöön. Tavoitteena on saada perustietämys optiikasta
Fysiikan laboratorio Työohje 1 / 5 Optiikan perusteet 1. Työn tavoite Työssä tutkitaan valon kulkua linssisysteemeissä ja perehdytään interferenssi-ilmiöön. Tavoitteena on saada perustietämys optiikasta
RUOSTUMATTOMIEN TERÄSTEN KUITULASERLEIKKAUS FIBER LASER CUTTING OF STAINLESS STEEL
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto RUOSTUMATTOMIEN TERÄSTEN KUITULASERLEIKKAUS FIBER LASER CUTTING OF STAINLESS STEEL Lappeenranta 24.9.2008 Aki Piiroinen SISÄLLYSLUETTELO
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto RUOSTUMATTOMIEN TERÄSTEN KUITULASERLEIKKAUS FIBER LASER CUTTING OF STAINLESS STEEL Lappeenranta 24.9.2008 Aki Piiroinen SISÄLLYSLUETTELO
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
Hitsauksen konenäköpohjainen. laadunvarmistus konepajasovelluksissa. TkT IWE KTM Anna Fellman / Weldcon (tmi)
") Hitsauksen konenäköpohjainen on-line laadunvarmistus konepajasovelluksissa TkT IWE KTM Anna Fellman / Weldcon (tmi) Weldcon (tmi) lyhyesti Asiantuntija-palvelua tarjoava yritys Toiminut vuodesta 2008 lähtien
Hitsauksen konenäköpohjainen on-line laadunvarmistus konepajasovelluksissa TkT IWE KTM Anna Fellman / Weldcon (tmi) Weldcon (tmi) lyhyesti Asiantuntija-palvelua tarjoava yritys Toiminut vuodesta 2008 lähtien
Metallien laserporaus
 Lappeenrannan Teknillinen Yliopisto Konetekniikan Osasto Metallien laserporaus Diplomityön aihe on hyväksytty Konetekniikan osaston osastoneuvostossa 2.6.2004. Työn 1. tarkastaja Työn 2. tarkastaja Työn
Lappeenrannan Teknillinen Yliopisto Konetekniikan Osasto Metallien laserporaus Diplomityön aihe on hyväksytty Konetekniikan osaston osastoneuvostossa 2.6.2004. Työn 1. tarkastaja Työn 2. tarkastaja Työn
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily , SHY Turku. Jyrki Honkanen Oy AGA Ab
 Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
YLI 8 MM PAKSUJEN TERÄSTEN LASERHITSAAMINEN
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari YLI 8 MM PAKSUJEN TERÄSTEN LASERHITSAAMINEN CO 2 -, KUITU- JA KIEKKOLASERILLA Valkeakoskella
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari YLI 8 MM PAKSUJEN TERÄSTEN LASERHITSAAMINEN CO 2 -, KUITU- JA KIEKKOLASERILLA Valkeakoskella
LYHENTEET JA SYMBOLIT 5 1 JOHDANTO... 6 KIRJALLISUUS OSA... 7 2 LASERIN HISTORIAA... 7
 1 LYHENTEET JA SYMBOLIT 5 1 JOHDANTO... 6 KIRJALLISUUS OSA... 7 2 LASERIN HISTORIAA... 7 3 LASERTEKNIIKAN PERUSTEET... 8 3.1 Laservalon muodostuminen... 8 3.1.1 Stimuloitu emissio... 8 3.1.2 Populaatioinversio...
1 LYHENTEET JA SYMBOLIT 5 1 JOHDANTO... 6 KIRJALLISUUS OSA... 7 2 LASERIN HISTORIAA... 7 3 LASERTEKNIIKAN PERUSTEET... 8 3.1 Laservalon muodostuminen... 8 3.1.1 Stimuloitu emissio... 8 3.1.2 Populaatioinversio...
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
O U L U N E T E L Ä I S E N I N S T I T U U T T I. Laserhitsaus särmätyn kotelorakenteen kannen liittämisessä. Materiaalina 1 mm:n AISI 430 BA
 O U L U N E T E L Ä I S E N I N S T I T U U T T I Laserhitsaus särmätyn kotelorakenteen kannen liittämisessä 1. Tiivistelmä Materiaalina 1 mm:n AISI 430 BA Jarmo Mäkikangas 1 (Jarmo.Makikangas@Oulu.fi),
O U L U N E T E L Ä I S E N I N S T I T U U T T I Laserhitsaus särmätyn kotelorakenteen kannen liittämisessä 1. Tiivistelmä Materiaalina 1 mm:n AISI 430 BA Jarmo Mäkikangas 1 (Jarmo.Makikangas@Oulu.fi),
Lasertyöstö Kaakkois-Suomessa Markkinointitutkimus
 Vesa Tiihonen Lasertyöstö Kaakkois-Suomessa Markkinointitutkimus Opinnäytetyö Materiaalitekniikan koulutusohjelma Marraskuu 2015 KUVAILULEHTI Opinnäytetyön päivämäärä 1.11.2015 Tekijä(t) Koulutusohjelma
Vesa Tiihonen Lasertyöstö Kaakkois-Suomessa Markkinointitutkimus Opinnäytetyö Materiaalitekniikan koulutusohjelma Marraskuu 2015 KUVAILULEHTI Opinnäytetyön päivämäärä 1.11.2015 Tekijä(t) Koulutusohjelma
Pistehitsauskoneet ja pistehitsauspihdit. liitäntäjännite 230 V, sulake 10 A hidas tai liitäntäjännite 400 V, sulake 16 A hidas
 koneet ja pistehitsauspihdit pihti 8415 liitäntäjännite 230 V, sulake 10 A hidas tai liitäntäjännite 400 V, sulake 16 A hidas teho 2,5 kva varret L=125 mm, teho 2+2 hitsausaika ja teho säädettävissä paino
koneet ja pistehitsauspihdit pihti 8415 liitäntäjännite 230 V, sulake 10 A hidas tai liitäntäjännite 400 V, sulake 16 A hidas teho 2,5 kva varret L=125 mm, teho 2+2 hitsausaika ja teho säädettävissä paino
FastMig X. Hitsauksen uusi tulevaisuus
 FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
ULT- LAS. laserkäryn poistoon. Puh. (03. Puhdas ilma, tehokas tuotanto. LAS -sarja on suunniteltu erityisesti laserprosesseihin.
 Puh. (03 ULT- LAS laserkäryn poistoon Puhdas ilma, tehokas tuotanto. LAS -sarja on suunniteltu erityisesti laserprosesseihin. Mäkirinteentie 3 36220 Kangasala puh. 03-212 8000 fax 03-212 8158 Marianrannankatu
Puh. (03 ULT- LAS laserkäryn poistoon Puhdas ilma, tehokas tuotanto. LAS -sarja on suunniteltu erityisesti laserprosesseihin. Mäkirinteentie 3 36220 Kangasala puh. 03-212 8000 fax 03-212 8158 Marianrannankatu
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
HIGH PERFORMANCE WELDING. / CMT Twin, Time, LaserHybrid ja TimeTwin teknologiat.
 HIGH PERFORMANCE WELDING. CMT Twin, Time, LaserHybrid ja TimeTwin teknologiat. 2 Yrityksestä Korkean suorituskyvyn hitsaus 3 Vuodesta 1950 lähtien olemme kehittäneet innovatiivisia kokonaisratkaisuja kaarihitsaukseen
HIGH PERFORMANCE WELDING. CMT Twin, Time, LaserHybrid ja TimeTwin teknologiat. 2 Yrityksestä Korkean suorituskyvyn hitsaus 3 Vuodesta 1950 lähtien olemme kehittäneet innovatiivisia kokonaisratkaisuja kaarihitsaukseen
Keuruu (Kotipaikka) Tornio Vieremä Vaasa Jyväskylä Tampere Kaarina Lappeenranta Elekmerk Oy, Keuruu Poznan, Puola
 Tornio Vieremä Vaasa Jyväskylä Tampere Kaarina Lappeenranta Elekmerk Oy, Keuruu Poznan, Puola") HT LASER OY HT Laser on vuonna 1989 perustettu teollisuuden järjestelmätoimittaja ja joustavasti palveleva kumppani. Erikoisosaamistamme ovat kokoonpanot ja komponenttivalmistus sekä tarpeiden mukaan optimoidut
HT LASER OY HT Laser on vuonna 1989 perustettu teollisuuden järjestelmätoimittaja ja joustavasti palveleva kumppani. Erikoisosaamistamme ovat kokoonpanot ja komponenttivalmistus sekä tarpeiden mukaan optimoidut
Ultralujien terästen konepajakäytettävyys
 Särmättävyyden ja lastuttavuuden tutkiminen Oulun yliopisto Tutkimuksen sisältö tutkii ja kehittää yhteistyössä teräksenvalmistajien kanssa lujia kuumavalssattuja teräksiä keskittyen niiden särmättävyyteen,
Särmättävyyden ja lastuttavuuden tutkiminen Oulun yliopisto Tutkimuksen sisältö tutkii ja kehittää yhteistyössä teräksenvalmistajien kanssa lujia kuumavalssattuja teräksiä keskittyen niiden särmättävyyteen,
LASER-HYBRIDIHITSAUSPROSESSIEN KÄYTTÖ SÄILIÖNVALMISTUKSESSA USING HYBRID LASER-ARC WELDING IN VESSEL MANUFACTURING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari LASER-HYBRIDIHITSAUSPROSESSIEN KÄYTTÖ SÄILIÖNVALMISTUKSESSA USING HYBRID LASER-ARC WELDING IN VESSEL
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari LASER-HYBRIDIHITSAUSPROSESSIEN KÄYTTÖ SÄILIÖNVALMISTUKSESSA USING HYBRID LASER-ARC WELDING IN VESSEL
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA
 WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
WiseSteel ÄLYKÄSTÄ TERÄKSEN HITSAUSTA 5.10.2017 WiseSteel ENEMMÄN TEHOA JA VÄHEMMÄN ROISKEITA NIUKKAHIILISTEN TERÄSTEN HITSAUKSESSA WiseSteel tekee hiiliteräksen MIG-hitsauksesta helppoa ja tehokasta,
Kuitulaserin suojauksen kehittäminen
 TEKNILLINEN TIEDEKUNTA Kuitulaserin suojauksen kehittäminen Janne Aro Diplomityö, jonka aihe on hyväksytty Oulun yliopiston Konetekniikan koulutusohjelmassa 3.5.2016 Ohjaaja: Prof. Juhani Niskanen TIIVISTELMÄ
TEKNILLINEN TIEDEKUNTA Kuitulaserin suojauksen kehittäminen Janne Aro Diplomityö, jonka aihe on hyväksytty Oulun yliopiston Konetekniikan koulutusohjelmassa 3.5.2016 Ohjaaja: Prof. Juhani Niskanen TIIVISTELMÄ
Välkky työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus
 SO STANDARDI TULOSSA 2017 työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus Mika Haapalainen Liiketoimintaa 3D-tulostuksella Aika Tapahtuma 8.30-9.00 Kahvitarjoilu 9.00-9.15 Tilaisuuden avaus
SO STANDARDI TULOSSA 2017 työpaja 2: Liiketoimintaa 3D-tulostuksella Tilaisuuden avaus Mika Haapalainen Liiketoimintaa 3D-tulostuksella Aika Tapahtuma 8.30-9.00 Kahvitarjoilu 9.00-9.15 Tilaisuuden avaus
HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY WITH SHIELDING GAS CHOICES
 Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
KEHITTYNYT PUTKJÄRJESTELMÄ TYHJIÖPUTKIKERÄIMIÄ VARTEN
 KEHITTYNYT PUTKJÄRJESTELMÄ TYHJIÖPUTKIKERÄIMIÄ VARTEN Powered by TCPDF (www.tcpdf.org) Jopa lämpötilaltaan +220 C:n käyttökohteisiin Integroitu lämpötila-anturin johto Tuottaa hyvän UV-säteilyn kestävyyden
KEHITTYNYT PUTKJÄRJESTELMÄ TYHJIÖPUTKIKERÄIMIÄ VARTEN Powered by TCPDF (www.tcpdf.org) Jopa lämpötilaltaan +220 C:n käyttökohteisiin Integroitu lämpötila-anturin johto Tuottaa hyvän UV-säteilyn kestävyyden
Kon 15.4119 Tuotantoautomaatio. Laserhitsausrobotit 21.10.2015
 Kon 15.4119 Tuotantoautomaatio Laserhitsausrobotit 21.10.2015 Sami Puustinen 356615 Sauli Larkiala 349693 Aleksi Niskanen 297994 Juho Leinonen 297677 Marianne Berg 347200 Sisällys 1 Johdanto 2 Laserhitsaus
Kon 15.4119 Tuotantoautomaatio Laserhitsausrobotit 21.10.2015 Sami Puustinen 356615 Sauli Larkiala 349693 Aleksi Niskanen 297994 Juho Leinonen 297677 Marianne Berg 347200 Sisällys 1 Johdanto 2 Laserhitsaus
eli HUOM! - VALEASIAT OVAT AINA NEGATIIVISIA ; a, b, f, r < 0 - KOVERALLE PEILILLE AINA f > 0 - KUPERALLE PEILILLE AINA f < 0
 PEILIT KOVERA PEILI JA KUPERA PEILI: r = PEILIN KAAREVUUSSÄDE F = POLTTOPISTE eli focus f = POLTTOVÄLI eli polttopisteen F etäisyys pelin keskipisteestä; a = esineen etäisyys peilistä b = kuvan etäisyys
PEILIT KOVERA PEILI JA KUPERA PEILI: r = PEILIN KAAREVUUSSÄDE F = POLTTOPISTE eli focus f = POLTTOVÄLI eli polttopisteen F etäisyys pelin keskipisteestä; a = esineen etäisyys peilistä b = kuvan etäisyys
Valon luonne ja eteneminen. Valo on sähkömagneettista aaltoliikettä, ei tarvitse väliainetta edetäkseen
 Valon luonne ja eteneminen Valo on sähkömagneettista aaltoliikettä, ei tarvitse väliainetta edetäkseen 1 Valonlähteitä Perimmiltään valon lähteenä toimii kiihtyvässä liikkeessä olevat sähkövaraukset Kaikki
Valon luonne ja eteneminen Valo on sähkömagneettista aaltoliikettä, ei tarvitse väliainetta edetäkseen 1 Valonlähteitä Perimmiltään valon lähteenä toimii kiihtyvässä liikkeessä olevat sähkövaraukset Kaikki
Laserkarkaisu ja laseravusteinen lastuaminen
 Tapio Väisänen Tapio Väisänen Hämeen ammattikorkeakoulu Tapio Väisänen Laserkarkaisu ja laseravusteinen lastuaminen ISBN 978-951-784-516-8 ISSN 1795-424X HAMKin e-julkaisuja 6/2010 Hämeen ammattikorkeakoulu
Tapio Väisänen Tapio Väisänen Hämeen ammattikorkeakoulu Tapio Väisänen Laserkarkaisu ja laseravusteinen lastuaminen ISBN 978-951-784-516-8 ISSN 1795-424X HAMKin e-julkaisuja 6/2010 Hämeen ammattikorkeakoulu
LASER- PLASMA- HYBRIDIHITSAUKSEN KÄYTETTÄVYYS TEOLLISUUDESSA USABILITY OF LASER- PLASMA- HYBRID WELDING IN INDUSTRY
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari LASER- PLASMA- HYBRIDIHITSAUKSEN KÄYTETTÄVYYS TEOLLISUUDESSA USABILITY OF LASER- PLASMA-
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari LASER- PLASMA- HYBRIDIHITSAUKSEN KÄYTETTÄVYYS TEOLLISUUDESSA USABILITY OF LASER- PLASMA-
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Erikoistutkija, TkT Petteri Jernström
 LAPPEENRANNAN TEKNILLINEN KORKEAKOULU Konetekniikan osasto SUOJAKAASUSEOKSEN KOOSTUMUKSEN VAIKUTUS CO 2 -LASER-MAG-HYBRIDIHITSAUKSESSA Diplomityön aihe on hyväksytty konetekniikan osaston osastoneuvoston
LAPPEENRANNAN TEKNILLINEN KORKEAKOULU Konetekniikan osasto SUOJAKAASUSEOKSEN KOOSTUMUKSEN VAIKUTUS CO 2 -LASER-MAG-HYBRIDIHITSAUKSESSA Diplomityön aihe on hyväksytty konetekniikan osaston osastoneuvoston
STW STEEL VERKKOLEVYT
 STW STEEL VERKKOLEVYT EXPERTS IN EXPANDED METAL STW Steel tuotteet, jatkojalostus ja projektin hallinta Suunnittelu Hitsaus Määrämittaan leikkaus Sinkitys Muotoon leikkaus Pintakäsittely Kanttaus Logistiikka
STW STEEL VERKKOLEVYT EXPERTS IN EXPANDED METAL STW Steel tuotteet, jatkojalostus ja projektin hallinta Suunnittelu Hitsaus Määrämittaan leikkaus Sinkitys Muotoon leikkaus Pintakäsittely Kanttaus Logistiikka
LS-sarjan isot laserleikkauskoneet
 1/6 LS-sarjan isot laserleikkauskoneet 2/6 Airwell TECOI:n edustajaksi AirWell Oy on solminut maahantuonti- ja markkinointisopimuksen espanjalaisen TECOI:n valmistamista leikkauslaitteista. TECOI on ylivoimainen
1/6 LS-sarjan isot laserleikkauskoneet 2/6 Airwell TECOI:n edustajaksi AirWell Oy on solminut maahantuonti- ja markkinointisopimuksen espanjalaisen TECOI:n valmistamista leikkauslaitteista. TECOI on ylivoimainen
Wise. Tuottavampaan tulokseen
 Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
Tehokkaammin lujilla teräksillä
 Tehokkaammin lujilla teräksillä SHY Oulu 50v juhlaseminaari Marko Lehtinen welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö 2 Visiomme on 3 Näin
Tehokkaammin lujilla teräksillä SHY Oulu 50v juhlaseminaari Marko Lehtinen welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö 2 Visiomme on 3 Näin
763306A JOHDATUS SUHTEELLISUUSTEORIAAN 2 Ratkaisut 3 Kevät E 1 + c 2 m 2 = E (1) p 1 = P (2) E 2 1
 p 1 = P (2) E 2 1") 763306A JOHDATUS SUHTLLISUUSTORIAAN Ratkaisut 3 Kevät 07. Fuusioreaktio. Lähdetään suoraan annetuista yhtälöistä nergia on suoraan yhtälön ) mukaan + m ) p P ) m + p 3) M + P 4) + m 5) Ratkaistaan seuraavaksi
763306A JOHDATUS SUHTLLISUUSTORIAAN Ratkaisut 3 Kevät 07. Fuusioreaktio. Lähdetään suoraan annetuista yhtälöistä nergia on suoraan yhtälön ) mukaan + m ) p P ) m + p 3) M + P 4) + m 5) Ratkaistaan seuraavaksi
Tutkija Erno Salmela Tuotantotalouden tiedekunta. Lasertyöstön laboratorio (LUT Laser) Lappeenrannan teknillinen yliopisto (LUT) FIRPA SEMINAARI
 Lappeenrannan teknillinen yliopisto (LUT) FIRPA SEMINAARI") Digikorujen nopea kehittäminen ainetta lisäävän valmistustekniikan avulla Tutkija Erno Salmela Tuotantotalouden tiedekunta Tutkija Heidi Piili Lasertyöstön laboratorio (LUT Laser) Lappeenrannan teknillinen
Digikorujen nopea kehittäminen ainetta lisäävän valmistustekniikan avulla Tutkija Erno Salmela Tuotantotalouden tiedekunta Tutkija Heidi Piili Lasertyöstön laboratorio (LUT Laser) Lappeenrannan teknillinen
Lasertyöstöparametrien määrittäminen muovimateriaaleille
 Lasertyöstöparametrien määrittäminen muovimateriaaleille LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Muovitekniikka Opinnäytetyö Syksy 2015 Elena Holopainen Lahden ammattikorkeakoulu Koulutusohjelma
Lasertyöstöparametrien määrittäminen muovimateriaaleille LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Muovitekniikka Opinnäytetyö Syksy 2015 Elena Holopainen Lahden ammattikorkeakoulu Koulutusohjelma
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
Metallivaahtolujitteiset ballistiset suojausmateriaalit, osa III Tilanne 31.10.2011 Mikko Nieminen ja Tuomo Tiainen
 Metallivaahtolujitteiset ballistiset suojausmateriaalit, osa III Tilanne 31.10.2011 Mikko Nieminen ja Tuomo Tiainen 1 Kolmivuotinen Matinen rahoittama tutkimushanke, käynnissä kolmas vuosi Toteuttajatahot:
Metallivaahtolujitteiset ballistiset suojausmateriaalit, osa III Tilanne 31.10.2011 Mikko Nieminen ja Tuomo Tiainen 1 Kolmivuotinen Matinen rahoittama tutkimushanke, käynnissä kolmas vuosi Toteuttajatahot:
10. LASERIT (Light Amplification by Stimulated Emission of Radiation = LASER)
") 10. LASERIT (Light Amplification by Stimulated Emission of Radiation = LASER) Laservalon ominaisuuksia: - kapea säteinen - monokromaattinen - koherentti Laservalo voi olla: - jatkuvaa, CW - pulssittaista
10. LASERIT (Light Amplification by Stimulated Emission of Radiation = LASER) Laservalon ominaisuuksia: - kapea säteinen - monokromaattinen - koherentti Laservalo voi olla: - jatkuvaa, CW - pulssittaista
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Aimo Tiainen 3D LASERSOLUN KÄYTTÖOHJEET
 Aimo Tiainen 3D LASERSOLUN KÄYTTÖOHJEET Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Tammikuu 2008 2 KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka TIIVISTELMÄ
Aimo Tiainen 3D LASERSOLUN KÄYTTÖOHJEET Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Tammikuu 2008 2 KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka TIIVISTELMÄ
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
1. Lujitusvalssaus 2. Materiaalin ominaisuudet 3. Sovellukset 4. Standardit 5. Outokumpu Tornio Worksin lujitetut tuotteet
 Lujat ruostumattomat teräkset, ominaisuudet ja käyttösovelluksia October 25, 2012 (Nordic Welding Expo 2012 - Tampere) Hannu-Pekka Heikkinen, tutkimusinsinööri, IWE Outokumpu Stainless Oy www.outokumpu.com
Lujat ruostumattomat teräkset, ominaisuudet ja käyttösovelluksia October 25, 2012 (Nordic Welding Expo 2012 - Tampere) Hannu-Pekka Heikkinen, tutkimusinsinööri, IWE Outokumpu Stainless Oy www.outokumpu.com