Joonas Jusi KONEISTUKSEN ASETUKSEN OPTIMOINTI: CASE ORAS OY
|
|
|
- Onni Niko Hiltunen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio

1 Joonas Jusi KONEISTUKSEN ASETUKSEN OPTIMOINTI: CASE ORAS OY Kone- ja tuotantotekniikan koulutusohjelma 2016
2 KONEISTUKSEN ASETUKSEN OPTIMOINTI: CASE ORAS OY Jusi, Joonas Satakunnan ammattikorkeakoulu Kone- ja tuotantotekniikan koulutusohjelma Marraskuu 2015 Ohjaaja: Juhola, Jarmo Sivumäärä: 25 Liitteitä: 2 Asiasanat: lean-ajattelu, RFID, optimointi Tämän tutkimuksen aiheena oli tutkia Oras Oy:n hanojen valmistusta sekä koneiden toimintaa ja sen avulla tutkia miten koneistuksen asetukset saataisiin optimoitua parhaalla mahdollisella tavalla, eli mahdollisimman tuottavasti. Tavoitteena oli saada asetusajat lyhyemmäksi, koska niitä tulee imuohjauksessa tapahtumaan useasti. Teoriaosuus jaetaan kahteen päälukuun, ensimmäisessä osassa käydään läpi koneistusta ja erilaisia työstömenetelmiä yleisesti. Toisessa teoriaosassa tarkastellaan asetuksen optimointia. Tiedonkeruumenetelmänä käytettiin henkilökohtaisia- ja sähköpostihaastatteluja sekä havainnointia tehtaalla. Haastateltavina oli neljä Oraksen työntekijää menetelmäsuunnittelija, mittahuoneen esimies, kunnossapidon asettaja ja koneistuksen esimies. Tutkimuksen pohjalta laadittiin Orakselle koneistukseen asetusohje sekä erilaisia parannusehdotuksia asetuksien vaihdon optimointiin.
3 OPTIMISATION OF MACHINING SETUP: CASE ORAS COMPANY Jusi, Joonas Satakunta University of Applied Sciences Degree Programme in mechanical and production engineering November 2016 Supervisor: Juhola, Jarmo Number of pages: 25 Appendices: 2 Keywords: lean thinking, RFID, optimization The purpose of this thesis was to examine the manufacture of faucets by the Oras Company as well as to study the operations of the company's machinery, and to use the information to investigate how the machining setup could be optimized to reach maximum profitability. The aim was to reduce setup times, as they frequently occur in pull control. The theory section is divided into two main chapters, first of which provides a general outlook on machining and various working methods. The second theory section is concerned with the optimization of machining setup. Personal and interviews as well as on-site observations made at the company's factory were used as the data collection methods. Four employees of the Oras Company were interviewed: a process designer, the supervisor of the measurement room, a maintenance technician and a supervisor of the machinery. Based on this study, setup instructions for machining as well as different improvement suggestions for optimizing the change of the setups were compiled to Oras.
4 SISÄLLYS 1 JOHDANTO OPINNÄYTETYÖN TAVOITTEET Tavoitteet Oras Oy KONEET JA LAITTEET Koneistus Ohjaustyypit Koordinaatisto Numeerinen ohjaus Lastuavat työstömenetelmät Poraus Jyrsiminen Sorvaaminen ASETUKSEN OPTIMOINTI RFID Lean Every Part Every Interval (EPEI) Single Minute Exchange of Dies (SMED) Optimaalinen eräkoko S Ohjelma TUTKIMUKSEN TOTEUTTAMINEN Tutkimusmenetelmät Haastattelut Laitteiden testaaminen käytännössä TUTKIMUSTULOKSET Koneistuksen asetusohje Mittahuone RFID Parannusehdotukset YHTEENVETO LÄHTEET LIITTEET
5 5 1 JOHDANTO Tämän tutkimuksen tarkoituksena on parantaa asetuksen optimointia koneistuksissa sekä etsiä parempia vaihtoehtoja asetuksiin ja nopeuttaa toimenpidettä. Tutkimus tehdään toimeksiantona hanoja valmistavalle Oras Oy:lle. Oras Oy on siirtymässä imuohjaukseen, jossa tehdään tuotteita tilausten mukaan, jossa keskeneräisten tuotteiden pääoma pienenee ja tämän seurauksena asetusten vaihtoja tapahtuu todella useasti. Imuohjauksella kappaleita valmistetaan vain tarpeiden mukaan eikä kerätä varastoon joten raha, mikä on kiinni varastossa, on käytettävissä muihin kohteisiin imuohjauksessa. Asetuksien vaihtojen yhteydessä ensimmäiset kappaleet mitataan toleranssivirheiden estämiseksi. Tämän toimenpiteen kesto on melko lyhyt, ellei toleranssia ole. Tarkoituksena on löytää keinoja, joilla asetusten vaihtojen aikoja voitaisiin lyhentää tai muilla tavoilla parantaa asettajan toimenpiteitä. Orakselta annettiin kolme erilaista aihetta opinnäytetyöhön, joista sai valita mieluisimman. Aiheeksi valittiin asetuksen optimointi, koska se vaikutti mielenkiintoisimmalta. Aihe on tarpeeksi haastava eikä vastaavasta aiheesta ole tehty montaa opinnäytetyötä Satakunnan ammattikorkeakoulussa. Työskentelen itse Oras Oy:llä, joten on luontevaa tehdä tutkimus juuri kyseiselle yritykselle.

6 6 2 OPINNÄYTETYÖN TAVOITTEET 2.1 Tavoitteet Tutkimuksen tavoitteena on tutkia Oras Oy:n hanojen valmistusta sekä koneiden toimintaa ja sen avulla tutkia miten koneistuksen asetukset saataisiin optimoitua parhaalla mahdollisella tavalla, eli mahdollisimman tuottavasti. Tavoitteena saada asetusajat lyhyemmäksi, koska niitä tulee imuohjauksessa tapahtumaan useasti. Opinnäytetyön tutkimusongelmaksi muodostui: Miten koneistuksen asetukset saadaan optimoitua mahdollisimman tuottavaksi Oras Oy:llä? 2.2 Oras Oy Oras Oy on osa Oras Group-konsernia. Oras on merkittävä talotekniikan vesikalustetoimittaja. Oras on markkinajohtaja alallaan Pohjoismaissa sekä johtava yritys Manner-Euroopassa. (Oras Group:in www-sivut 2016.) Konsernin pääkonttori sijaitsee Raumalla ja tehtaita Oraksella on Rauman lisäksi Saksassa, Tšekissä sekä Puolassa. Oras on perustettu vuonna 1945 ja se työllistää tällä hetkellä yli 1400 työntekijää. Oraksen liikevaihto oli vuonna miljoonaa euroa. (Oras Group:in www-sivut 2016.) Kuva 1. Oraksen Rauman tehdas. (Oras Oy:n www-sivut 2016.)
7 7 3 KONEET JA LAITTEET 3.1 Koneistus Koneistustyö on nykyään yksi teollisuuden keskeisimmistä osa-alueista. Yleisimmin koneet ovat soluissa automaattisesti ohjattavia. Yhdellä koneistajalla saattaa siis olla useita eri koneita samanaikaisesti käytössä. Koneistettavien osien tarkkuus on yleensä sadasosamillien sisällä. Materiaalit eli raaka-aineet voivat olla levyinä, tankoina, valettuina tai taottuina aihioina. Oraksella raaka-aineena juoksuputkissa toimii messinki. (Maaranen 2012, ) Koneistaja on metallialan perustutkinnon tutkintonimike. Työnkuvat ovat yleensä erilaisten tuotteiden valmistus NC- ja CNC-koneilla. (Wikipedian www-sivut 2016.) NC-Työstö Manuaalisen ja NC-työstökoneen erona on ohjaustapa. Automatisointi on yleistynyt huomattavasti lastuavassa työstössä. Ihminen ohjaa manuaalista työstökonetta ja tietokone NC-työstökonetta. Kaikki toiminta tapahtuu automaattisesti ja ohjauksesta vastaa ohjausyksikkö, jossa on tiedot terien liikeradoista, työstöjärjestyksestä, työstöarvoista ja työvälineistä. Ohjelmassa on siis kaikki tieto, mitä tarvitaan kappaleen valmistamiseen. Koneenkäyttäjältä ei vaadita niin paljon lastuavan työstön hallintaa kuin ohjelmoijalta. (Maaranen 2012, ) Automatisoinnin etuja: - työstöaikojen lyheneminen - asetusaikojen lyheneminen - hyvä mitta/laatu tuotteessa Automatisoinnin haittoja: - hankintakustannukset - häiriöt - koneistajan tarve vähenee (Maaranen 2012, )
8 Ohjaustyypit Erilaisia ohjaustyyppejä ovat muun muassa piste-, jana- tai rataohjaus. Pisteohjauksessa täytyy tietää reikien koordinaatit ja pora siirtyy pisteestä toiseen pikaliikkeillä. Rataohjauksessa työstöä voidaan tehdä myös liikkeen aikana ja liike voi olla usean koordinaattiakselin suuntainen. Janaohjauksessa työstöä voidaan tehdä myös liikkeen aikana, mutta vain yhden koordinaattiakselin suunnassa. (Maaranen 2009, 251.) Koordinaatisto Liikkeitä kuvataan koordinaateilla X, Y ja Z. Kolme kohtisuoraa suuntaa avaruudessa. Pitkittäisliike on Z, poikittaisliike X ja pystyliike Y. Leikkauspiste on origo eli nollapiste. Ohjelman nollapiste on se piste jonka suhteen mitat annetaan. (Maaranen 2012, ) Numeerinen ohjaus NC (Numerical Control) Numeerinen ohjaus on työstökoneen ohjaamista symboleilla, jotka koneen ohjauselektroniikka muuttaa servo-ohjattujen moottorien liikkeiksi. Numeerista ohjausta käytetään metalliteollisuudessa ohjaamaan jyrsimiä, poria, sorveja ja polttoleikkauskoneita. (Wikipedian www-sivut 2016.) 3.2 Lastuavat työstömenetelmät Lastuava työstö on kappaleen valmistamista lastuavilla työstömenetelmillä, poraamalla, sorvaamalla tai jyrsimällä. Lastuaminen tapahtuu terällä tai hiomarakeilla. Yleisimmin lastuamalla valmistetaan tarkkamittaisia koneiden osia. Koneet ovat nykyään varustettu paikanmittauksella ja tietokoneohjauksella. (Wikipedian www-sivut 2016.)
9 9 Lastuavan työstön aikaansaamiseksi on terän ja kappaleen liikuttava oikein toisiaan nähden ja nämä liikkeet ovat päätyöstöliike ja syöttöliike. Päälastuaminen saa lastun irrotettua kappaleesta. Syöttöliike tarvitaan suunnan ohjaamiseen. Syötön suuruuteen vaikuttaa syöttöliikkeen nopeus. (Wikipedian www-sivut 2016.) Rintapinta on terän pinta, jota pitkin lastu liikkuu työstön aikana. Päästöpinta on työkappaleen pintaa vastaan, josta on irrotettu lastu. Terän särmä, joka leikkaa lastua on teräsärmä. Terien muodot riippuvat käyttötarkoituksista. (Wikipedian www-sivut 2016.) Lastuamisneste jäähdyttää ja voitelee työkalua ja kappaletta. Yleisin lastuamisneste on öljyn ja veden emulsio. Työstökoneissa on laitteet, jotka ruiskuttavat lastuamisnestettä työstettävään kohtaan. (Wikipedian www-sivut 2016.) Poraus Porauksessa tehdään reikä materiaalin joko työkappaletta tai työkalua pyörittämällä reiän akselin ympäri. Poraus on lastuava työstömenetelmä. Porausmenetelmän valintaan vaikuttavat tekijät ovat halkaisija, syvyys ja materiaali. Materiaali määrää kierrosnopeuden, työstöparametrit ja syötön. Poraaminen tehdään yleensä lastuamisnestettä käyttäen. Lastuamisnesteen syöttäminen tapahtuu sisällä olevien kanavien avulla. (Wikipedia www-sivut 2016.) Poraamisessa käytetään yleisimmin kierukkaporaa, joka pyöriessään työstää kappaleeseen pyöreän reiän. Poralla on kaksi liikettä, syöttöliike ja pyörimisliike. Nimi kierukkapora tulee lastu-urista joista lastu nousee pois porattavasta kappaleesta. (Maaranen 2012, ) Jyrsiminen Jyrsinnässä työkalu pyörii akselinsa ympäri työstettävään pintaan nähden. Konepajojen yleisimmät jyrsimet ovat: runkotyyppiset, polvityyppiset, kopiojyrsinkoneet ja koneistuskeskukset. (Wikipedian www-sivut 2016.)
10 10 Jyrsintä on lastuava työstömenetelmä, jolla irrotetaan lastuja työstettävästä kappaleesta. Jyrsimällä voidaan tehdä käyriä tai tasomaisia pintoja. Pöytä tekee syöttöliikkeen ja terä lastuamisen. Jyrsinkonetyyppejä on monenlaisia ja ne voidaan ryhmitellä kolmeksi osa-alueeksi: polvimalliset jyrsinkoneet, erikoisjyrsinkoneet ja runkomalliset jyrsinkoneet. NC-työstökeskus toimii numeerisella ohjauksella sekä siinä on automaattinen työkaluvaihto. Työkalut sijaitsevat työkalumakasiinissa ja vaihtaja hakee työkalun ja kiinnittää sen työstökaraan. Työstökeskukset ovat kalliita. Työstökeskukset pystytään ohjelmoimaan tietokoneen avulla. (Maaranen 2012, ) Sorvaaminen Sorvaamalla voidaan valmistaa monia erilaisia piirustuksen mukaisia kappaleita, kuten holkkeja ja akseleita ja niihin uria sekä kierteitä. Sorvatuilla kappaleilla on yleensä ympyrän muotoinen poikkileikkaus. Kappale kiinnitetään sorvissa istukkaan, joka tekee pyörivää liikettä. Työkaluna sorvissa on teräkelkkaan kiinnitetty terä, joka suorittaa syöttöliikkeen. (Maaranen 2010, ) Kärkisorvi on yleinen konepajoilla käytetty manuaalinen sorvityyppi. Tuotannollisessa työssä NC-sorvit ovat kuitenkin numeerisesti ohjattavia ja tietokoneella ohjattavia. NC-sorveja käytetään teollisuuden sarjatuotannossa pääasiassa silloin, kun kappaleen tuotantovaiheessa on useita työvaiheita sekä tarvetta useille työkaluille. (Maaranen 2010, ) 4 ASETUKSEN OPTIMOINTI 4.1 RFID Radio Frequence Identification eli RFID on radiotaajuinen etätunnistus menetelmä tiedon etälukuun. Sen avulla lukija ja tunniste voivat niin sanotusti kommunikoida
11 11 keskenään. RFID-lukijalla voidaan lukea sekä kirjoittaa tagit eli tunnisteet ilman kosketusta tai näköyhteyttä, riippuen tagin lukuetäisyydestä. Etätunnistuksessa käytetään erilaisia tageja. RFID-tunniste on pieni laite, joka voidaan kiinnittää kappaleeseen valmistusvaiheessa liimalla tai jälkikäteen tarralla. Tunniste sisältää antennin vastaanottoa ja lähetystä varten. (GS1:n ) RFID-teknologiaa käytetään usein myös kulunvalvonnassa. Kulunvalvonnassa perinteiset avaimet korvataan tageilla ja lukijoilla. RFID-järjestelmä on todella turvallinen, koska sen avulla pystytään helposti seuraamaan rakennuksessa, esimerkiksi tehtaassa kulkemista. RFID tagi on kohteeseen liimattava tarra, lappu, nappi, kortti tai implantti, joka sisältää pienen mikropiirin ja antennin. RFID tageja on monen kokoisia, pienin RFID tagi on vain 2mm x 2mm. Ensimmäiset RFID kaupalliset sovellukset tulivat vuonna (GS1:n ) RFID koostuu kolmesta komponentista: tagi, lukija sekä antenni tageissa ja lukijassa. RFID ei vaadi suoraa yhteyttä tagin ja lukijan välille. Tunnisteita on kolmenlaisia: passiivisia, puolipassiivisia ja aktiivisia. RFID lukijalla voidaan lisätä, poistaa ja muokata tietoa tagista. (Wikipedian www-sivut 2016.) RFID-teknonologian tuomia etuja: - paperityön väheneminen - nopeampi toiminta - tiedon kerääminen tapahtumista, uudet kehitysmahdollisuudet - varastohallinnan tehostuminen - poikkeavan tilanteen helppo selvitys (RFIDlab ry:n www-sivut 2016.) 4.2 Lean Lean- ajattelu on johtamistyyli, jonka tarkoituksena on poistaa esimerkiksi teollisuudesta kaikki turha. Leanin avulla pyritään parantamaan asiakastyytyväisyyttä, parantamaan laatua, minimoimaan toiminnan kustannuksia
 Lean:issa pyritään seitsemän erilaisen tuottamattoman toiminnan poistamiseen (Kuvio 2)")
12 12 sekä lyhentämään tuotannon läpimenoaikoja. Lean-ajattelutapa on käytössä Oraksella. (Wikipedian www-sivut 2016.) Lean:issa pyritään seitsemän erilaisen tuottamattoman toiminnan poistamiseen (Kuvio 2). Kuvio 2. Lean menestyksen malli. (Tuominen 2010, 7) Every Part Every Interval (EPEI) EPEI:n peruidea on jakaa kysyntä tasaisesti ajan jaksoille.
13 13 Kuvio 3. EPEI:n kaava. (LeanMath:in www-sivut 2016.) jossa: T i = sisäinen vaihto j = määrä T a = käytettävissä oleva aika Single Minute Exchange of Dies (SMED) SMED on käytäntö, joka vähentää aikaa asetuksien vaihdoissa. Nimi Single-Minute Exchange of Dies tulee asetusajan lyhentämisestä alle kymmeneen minuuttiin. Jokainen elementti analysoidaan, jos se voitaisiin eliminoida, siirtää, yksinkertaistaa tai virtaviivaistaa. (LEANproductionin www-sivut 2016.) SMED:in ydin on muuntaa niin monta siirtymisen vaihetta kuin mahdollista, kun laite on käynnissä. (LEANproductionin www-sivut 2016.) Onnistunut SMED käytäntö sisältää seuraavia etuja: - pienemmät eräkoot - parempi kyky vastata asiakkaiden kysyntään - alemmat varastotasot (LEANproductionin www-sivut 2016.) Optimaalinen eräkoko EOQ-malli on lyhenne sanoista Economic Order Quantity eli tilausmäärä, joka minimoi varastointi- ja tilauskustannuksia. Optimaalinen eräkoko voidaan laskea Wilsonin kaavalla. (Aalto Univeristy wikin www-sivut 2016.)
14 14 Kuvio 4. Wilsonin kaava. (Wikipedian www-sivut 2016.) Q = optimaalinen tilauserän koko D = tuotteen vuotuinen kulutus S = eräkohtainen kiinteä tilauskustannus H = yhden tilattavan yksikön vuotuiset varastointikustannukset Internetistä löytyy myös laskuri, johon voi syöttää arvot ja laskuri laskee optimaalisen eräkoon automaattisesti. Nettilaskuri löytyy esimerkiksi osoitteesta: (Aalto University wikin www-sivut 2016.) 4.3 5S Ohjelma 5S-ohjelma on Japanissa kehitetty työpaikkoihin ja työmenetelmiin keskittyvä menetelmä, jonka tavoitteena on työn tuottavuus. (Wikipedia 2016.) 5S ohjelma - kehitetään käytännöt ja periaatteet järjestykselle, puhtaudelle ja siisteydelle - kaikki otetaan mukaan järjestyksen, puhtauden ja siisteyden kehittämiseen sekä ylläpitämiseen - työkaluille ja materiaaleille suunnitellaan omat paikat - kaikki hoitavat oman osuuden järjestyksestä, puhtaudesta ja siisteydestä - suunnitellaan toimenpiteitä, että tuloksista saadaan pysyviä - kasvatetaan yrityksen kilpailuetuja sekä kannattavuutta. (Tuominen 2010, 7.) 5S-ohjelman keskeisiä tavoitteita on mm. työpisteen siisteys, turvallisuus, tehokkuus sekä aiheuttaa mahdollisimman vähän työtapaturmia, hylkyjä, tuotantoseisokkeja sekä virheitä. Näiden tarkoituksena on lisätä työntekijöiden viihtyvyyttä ja helpottaa työn kehittämistä sekä lisätä tuottavuutta ja antaa hyvä vaikutelma asiakkaille. (Tuominen 2010, 7.)
15 15 Vaiheet: 1. Seiri-Erottele Tavaroiden erottelu välttämättömistä turhiin ja luovu muista. 2. Seiton-Järjestele Loput tavarat järjestetään niin, että ne on löydettävissä. 3. Seiso-Puhdista Lattiat,koneet ja työpisteet ovat pidettävä siisteinä ja puhtaina. 4. Seiketsu-Vakioi Standardien luonti erottelulle,järjestykselle ja vakioinnille. 5. Shitsuke-Ylläpidä ja kehitä edelleen Standardien mukainen toiminta ja niiden kehittäminen. (Tuominen 2010, 8.) 5 TUTKIMUKSEN TOTEUTTAMINEN 5.1 Tutkimusmenetelmät Haastattelut Tutkimusmenetelmänä käytettiin haastatteluja. Kunnossapidon asettajaa haastateltiin paikanpäällä tehtaalla ja lisäkysymyksiä lähetettiin sähköpostitse. Lisäksi haastateltiin Oraksen menetelmäsuunnittelijaa mittausasiantuntijaa sekä koneistuksen esimiestä. Haastatteluja käytettiin tiedonkeruumenetelmänä, koska se on joustava tiedonkeruumenetelmä ja sopii hyvin moniin erilaisiin tutkimustarkoituksiin.
16 16 Tarkoituksena oli tehdä kaikki haastattelut henkilökohtaisina haastatteluina, mutta ajan puutteen vuoksi osa tehtiin sähköpostihaastatteluina. Sähköpostihaastattelu on vaivaton menetelmä niin haastattelijalle, kuin haastateltavalle. Sähköpostihaastattelussa on se haittana, että kysymykset on mietittävä todella tarkkaan etukäteen, kun henkilökohtaisessa haastattelussa haastattelija pystyy muokkaamaan kysymyksiä haastattelun aikana. (Liikenteen tutkimuskeskus Vernen www-sivut 2016.) Ensimmäiseksi haastateltiin asettajaa. Avoimet kysymykset oli tehty etukäteen valmiiksi. Haastattelu järjestettiin toukokuussa ja se pidettiin Oraksella. Haastattelu suoritettiin asetuksen vaihdon jälkeen tuotannon tiloissa, jotta pystyttiin samalla havainnollistamaan asetuksen vaihdon ongelmat ulkopuolisen silmin. Haastattelu sujui erittäin hyvin ja niiden pohjalta sai hyvän käsityksen asetuksen vaihdon pääpiirteistä. Asettajan kanssa sovittiin, että lisäkysymyksiä voi lähettää sähköpostitse. Menetelmäsuunnittelijan kanssa käytiin Oraksen tehtaalla katsomassa koneistuslaitteita. Hän kertoi mielestään kaikkea tarpeellista tutkimukseen liittyen ja ja sen lisäksi sai esittää kysymyksiä. Tämä oli hyvä lisä tutkimukseen, siitä sai paljon ns. konkreettista tietoa Oraksen koneista ja laitteista. Hän antoi myös myöhemmin parannusehdotuksia Oraksen asetuksen optimoinnin kehittämiseen. Mittausasiantuntijan kanssa sovittiin haastattelu tehtaan mittahuoneeseen toukokuussa. Kysymykset olivat valmiina ja ne käytiin yhdessä läpi. Lisäksi hän kertoi mielestään tärkeitä asioita tutkimukseen liittyen. Koneistuksen esimiehen kanssa käytiin läpi koneistuksen asetuksen vaihtoa sekä ongelmia suoraan tehtaalla. Kaikki haastattelut sujuivat todella hyvin. Haastateltavat löytyivät helposti ja he olivat kaikki todella yhteistyöhaluisia. Haastattelujen pohjalta sai hyvän käsityksen Oraksen asetuksien optimoinnin ongelmakohdista ja niiden perusteella oli hyvä lähteä tekemään tutkimusta.
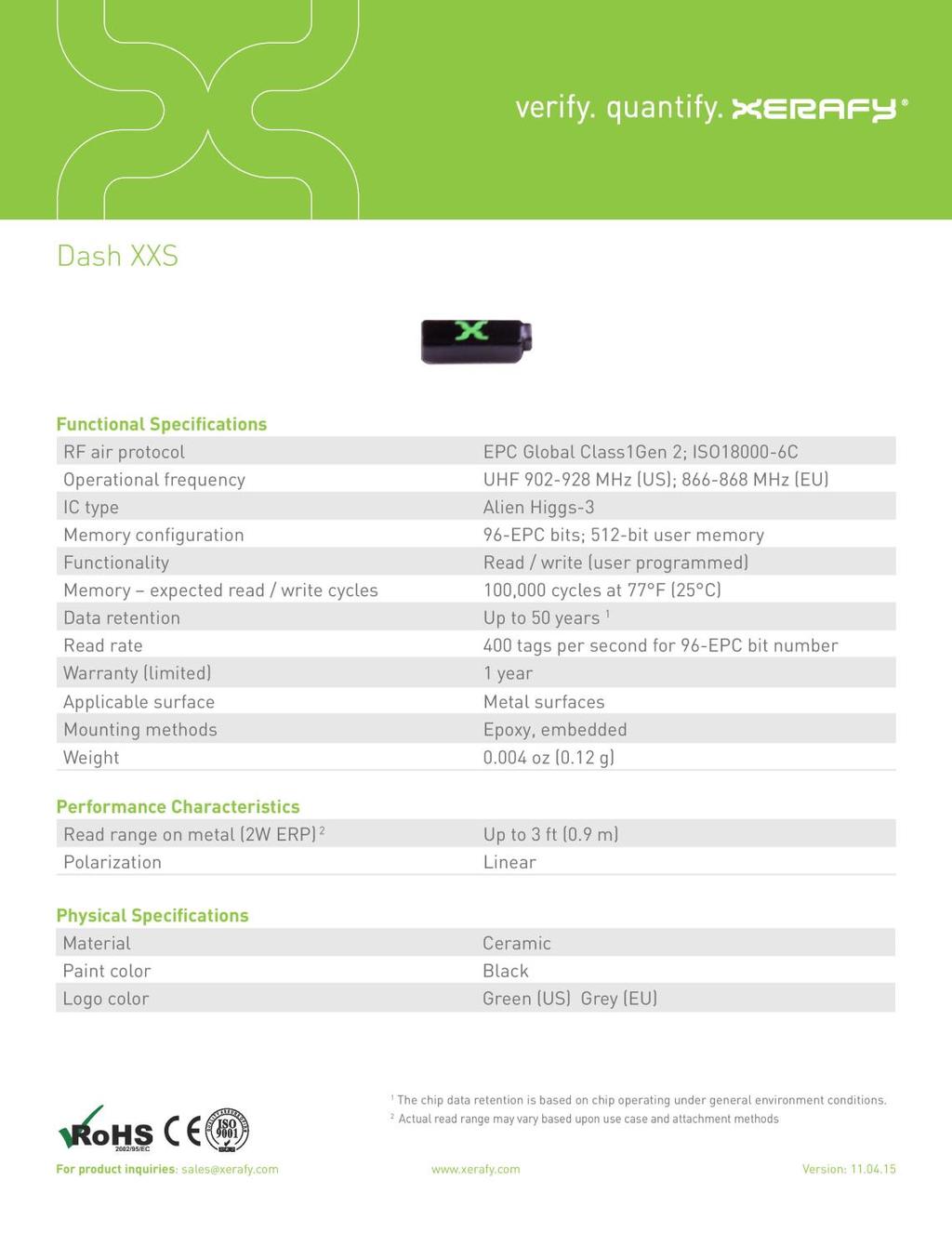
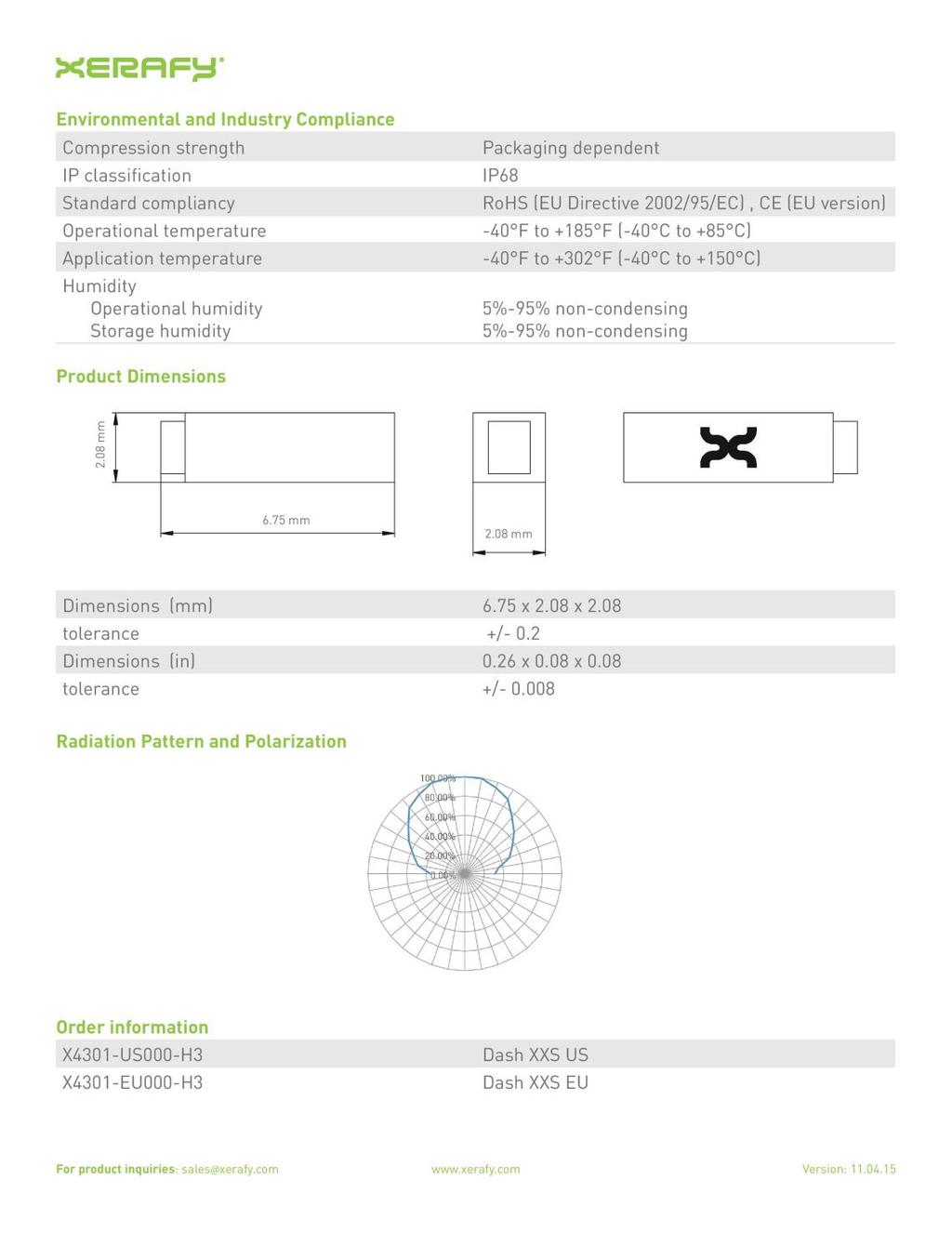
17 Laitteiden testaaminen käytännössä Salolainen yritys Nordic ID antoi testattavaksi RFID lukijan ja erilaisia tageja. Tageista käyttöön valittiin Dash XXS. Lisää tietoa Dash XXS:stä löytyy liitteestä numero 2. Dash XXS valittiin sen optimaallisen koon sekä metalleihin soveltuvan tagin vuoksi. Oras Oy otti laitteen testaukseen kuukauden ajaksi. Kuukauden aikana oli tarkoitus selvittää muun muassa laitteen soveltuvuus ja tagien lukuetäisyydet. Dash XXS on maailman pienin metallinen tagi. Painoa sillä on vain 0,12 grammaa. Se on erittäin kestävä, se kestää muun muassa kemikaalisia pesuja sekä lämpötilaa - 40 asteesta jopa +85 asteeseen. Tagin lukuetäisyys on ainakin 0,9 metriä. Se liitetään kappaleeseen joko liimalla tai sulautetaan siihen kiinni.

18 Kuva 2. RFID-lukija ja tagit. 18
19 19 6 TUTKIMUSTULOKSET 6.1 Koneistuksen asetusohje Orakselta ei löytynyt asetusohjetta koneistuksen asetuksien vaihtoon, joten tein asettajan työtä tarkkailemalla ja kyselemällä yleisohjeen asetuksien vaihtoon. Ohjeen hyötyjä ovat varmasti ainakin rutiininomaisuus ja uusien työntekijöiden perehdyttämisen helpottaminen. Ohjeet: 1. Tuote mitä valmistetaan -Terät,kiinnittimet ja työkalut -(esivalmisteluna terien kunto) 2. Pöytä vaakatasoon -Paine pois -Pinnatapit irti -Pöydän pultit irti -Pinnatapit määrittävät pöydän paikan, jos pöydän alle jää lastua pöytä asemoituu vinoon ja kappaleen asento ja mitat muuttuu. Lika ja lastut aiheuttaa turhaa asetuksen säätämistä. 3. Pöydän vaihto nostimella -Tukipylkän siirto oikeaan paikkaan (kiinnittimen pituus) -Pinnatapit paikoilleen -Pulttien kiristys -Paine päälle -Kiinnittimen tarkistus 4. Terien asennus (oikeat terät terälapusta) -Automaattinen ohjelma terille -Pienten terien mittaus (sisarnumeron puuttuminen) -Loppujen terien asennus -Vanhat terät pois makasiinista 5. Uudet terät merkataan koneelle -Tietojen lähetys -Silmämääräinen tarkistus
20 20 -Ajetaan ensimmäiset ajot pienemmillä nopeuksilla 6. Työkalut ja vanhat terät paikoilleen -Mittaus 1kpl (jos mittaus ei ole ok, säätö ja mitataan uudestaan) -Terien vaihdon tarpeen näkee valmistettavista kappaleista silmämääräisesti 6.2 Mittahuone Mittahuoneen esimiehen haastattelun perusteella selvisi, että asetuksien vaihdon yhteydessä ensimmäinen kappale mitataan aina. Kappaleet mitataan, jotta ne ovat suunnittelijan piirrustusten mukaiset. Tästä hyötynä nopea tieto siitä, mitä täytyy korjata ja mihin suuntaan, onko esimerkiksi terä väärä, rikki tai väärä halkaisija. Mittalaitteena on käytössä Mitutoyo BN710 (Kuva 3). Laitteen anturikapaseetti on 12 kappaletta. Mittauksien nopeus vaihtelee 8 ja 20 minuutin välillä. Yksinkertaisen tuotteen mittaaminen vie vähemmän aikaa, kuin monimutkaisen. Anturi tunnistaa pisteet todella vähäisellä kosketuksella ja ilmoittaa paikan tietokoneelle, josta myös lopullinen mittatulos saadaan. Mitat pidetään yleensä virheettöminä, mutta jossain tietyissä paikoissa saa olla pientä toleranssia. Anturien kalibrointi suoritetaan kerran kuukaudessa ja se vie noin 4,5h aikaa. Mittahuoneeseen on tulossa uusi mittalaite, jolla saadaan mittauksien nopeus parhaimmissa tapauksissa jopa puolitettua.

21 Kuva 3. Mitutoyo BN710.Mi 21

22 RFID RFID tagien ja lukijan testaus koneistuksessa tapahtui tagien liimaamisella komponenttiliimalla terään ja se laitettiin paikalleen asetuksen vaihdossa. Tagi pysyi kappaleessa kiinni, vaikka terillä on kovat pyörimisnopeudet sekä emulsionestettä ohjataan kappaleeseen ja terään. Lukijalla pienempiin tagehin etäisyys oli aika lyhyt, mutta riittävä. Lukijalle pitää vielä erikseen ostaa ohjelma jolla se tietää antaa oikean tiedon tageista. Nordic ID:ltä saatu Dash XXS tagin lukuetäisyys oli noin 10 cm ja se toimii myös kappaleesta irrottamisen jälkeen. Tagi irrotettiin liimasta kuumailmapuhaltimella. Kuva 4. RFID-tagi kiinnitettynä terään.
23 Parannusehdotukset Mittahuoneen robottien liikeradat voisi ohjelmoida uudelleen. Ohjelmoinnin avulla säästettäisiin aikaa ja liikeradat saataisiin mahdollisimman optimaalisiksi. Oraksella on jo meneillään asetuspöydän vakiointi, jossa ei tarvitse siirtopylkkää aina muuttaa joka asetuksen vaihdossa. Oraksella on käytössä supermax koneistuskoneet jotka ovat noin 20 vuotta vanhoja. Tutkimuksen perusteella suosittelisin, että jos tuotantoa ja mittatarkkuutta halutaan lisätä, pitäisi Oraksen miettiä investointeja uusiin koneisiin. Koneinvestoinnit vähentäisivät myös konerikkoja, mikä tarkoittaisi sitä että aikaa ei menisi niin paljon koneiden korjaamiseen. Koneiden korjaukset hidastavat tuotannon toimintaa ja lisäävät kustannuksia. Tutkimuksen perusteella voi suositella, että käytössä oleville terille tehtäisiin silmämääräinen tarkastus aina ennen työkaluvarastoon laittamista. Tarkastukset voitaisiin tehdä esimerkiksi terien vaihtojen, pesujen ja huoltojen yhteydessä. Mielestäni terien tarkastusta ei kannata tehdä asetusten yhteydessä, koska se lisäisi asetuksiin menevää aikaa. RFID on todella kätevä tapa tarkistaa, mikä terä on kyseessä ilman mittausta sekä tietää minkä terän asettaa koneistuksessa työkalumakasiiniin. RFID auttaa myös pitämään inventaariota teristä sekä niiden käyttötunneista. Tagit ovat myös uudelleen ohjelmoitavissa. Suosittelen ehdottomasti Orasta siirtymään RFID:n käyttöön 7 YHTEENVETO Tämän opinnäytetyön tavoitteena oli nopeuttaa asetuksen vaihtoja koneistuksessa Oras Oy:llä. Teorian ensimmäisessä osassa tutkittiin erilaisia koneita ja laitteita, muun muassa erilaisia työstömenetelmiä ja teorian toisessa osassa taas asetuksen optimointia, joka sisälsi RFID:n, Leanin sekä 5S-ohjelman.
24 24 Tutkimus toteutettiin haastattelujen ja tehtaalla havainnoinnin avulla. Haastattelut sujuivat hyvin ja niistä sai tarvittavat tiedot tutkimuksen toteuttamiseen. Tutkimusten pohjalta luotiin Oras Oy:lle uusi asetusohje, joka löytyy tutkimuksesta sivulta 20. Asetusohje sisältää tärkeitä pääkohtia ja huomioita koneistuksen asetukseen. Muita keksittyjä parannusehdotuksia olivat muun muassa supermax koneistuskoneiden uusiminen sekä silmämääräinen tarkistus terille asetuksien jälkeen eikä asetusten yhteydessä. Työn tavoitteet täyttyivät ja löydettiin erilaisia parannusehdotuksia asetuksen optimointiin. Haasteina työssä oli tiedonkeruu ja erilaisten lähteiden löytäminen. Tutkimuksen aihe oli aika haastava, mutta tutkimus sujui silti hyvin.
25 25 LÄHTEET Aalto University wikin www-sivut Viitattu GS1 Finland:in www-sivut Viitattu Kajaanin Ammattikorkeakoulun www-sivut Viitattu LEANproductionin www-sivut Viitattu Liikenteen tutkimuskeskus Vernen www-sivut Viitattu Maaranen, K Koneistus. Helsinki: SanomaPro. Maaranen, K Koneistustekniikat. Helsinki: WSOYpro Oy. Oras Oy:n www-sivut Viitattu RFIDlab ry:n www-sivut Viitattu Tuominen, K Lean: Tehoa ja laatua siisteyden ja järjestyksen kehittämiseen 5S. Jyväskylä: WS Bookwell Oy. Tuominen, K Yritysesimerkkejä tehokkaista Lean-periaatteista ja käytännöistä. Juva: WS Bookwell Oy. Tuominen, K Lean kohti täydellisyyttä: Mitä Toyota ja leanyritykset tekevät eri tavalla kuin muut. Juva: WS Bookwell Oy. Wikipedian www-sivut Viitattu

26 LIITE 1
27
28 LIITE 2
29
Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa.
 Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Poraus Tampereen Teknillinen Yliopisto Heikki Tikka Porausta tehdään erilaisilla työstökoneilla niin sorvissa, porakoneissa kuin koneistuskeskuksissa. Porausta ovat: poraus ydinporaus väljennys kalvinta
Ammattitaitoisia KONEISTAJIA SAATAVILLA
 Ammattitaitoisia KONEISTAJIA SAATAVILLA Usein kuultu väite on, ettei ammattitaitoisia koneistajia ole riittävästi Osaamista on mahdollista parantaa asiantuntevalla koulutuksella. Koulutamme koneistajista
Ammattitaitoisia KONEISTAJIA SAATAVILLA Usein kuultu väite on, ettei ammattitaitoisia koneistajia ole riittävästi Osaamista on mahdollista parantaa asiantuntevalla koulutuksella. Koulutamme koneistajista
( ) B-B 142 `0,3 28-0,2. 36 Ra1.6. 2x45. 1x45. 2x45. Keskiöporaus sallitaan. 0,5x0,5. Ra3.2. Ra1.6. Koneistusnäyttö Aihio: D50x145 S355
 B-B 142 `0,3 28-0,2. 36 Ra1.6. 2x45. 1x45. 2x45. Keskiöporaus sallitaan. 0,5x0,5. Ra3.2. Ra1.6. Koneistusnäyttö Aihio: D50x145 S355") 142 `0,3 50 80 M 40 x2 A 20 Ø35 5 n50-0,1 40-0,3 Ø 26-0,05 +0 Ø B + 0,3 55-0 36 Ra1.6 6 2x45 B +0 28-0,2 1x45 0,5x0,5 2x45 b 0,1 A Keskiöporaus sallitaan B-B Ra3.2 Ra1.6 ( ) 3 Designed by Checked by Approved
142 `0,3 50 80 M 40 x2 A 20 Ø35 5 n50-0,1 40-0,3 Ø 26-0,05 +0 Ø B + 0,3 55-0 36 Ra1.6 6 2x45 B +0 28-0,2 1x45 0,5x0,5 2x45 b 0,1 A Keskiöporaus sallitaan B-B Ra3.2 Ra1.6 ( ) 3 Designed by Checked by Approved
Green Light Machining
 Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
30 Opetussuunnitelma OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. suorittaja osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä koneistamalla piirustusten mukaisia koneenosia eri työstötavoilla (sorvaus, jyrsintä, poraus). Työtä tehdään
Hyväksymismerkinnät 1 (5) Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä koneistamalla piirustusten mukaisia koneenosia eri työstötavoilla (sorvaus, jyrsintä, poraus). Työtä tehdään
15 Opetussuunnitelma OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä valmistamalla jonkin koneistettavan osan tai osakokonaisuuden CNC-ohjattua työstökonetta
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä valmistamalla jonkin koneistettavan osan tai osakokonaisuuden CNC-ohjattua työstökonetta
UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN &
 NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
2 Materiaalitekniikka. 6 CNC- tekniikan perusteet
 KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
Asetusaikojen minimointi NCkoodin
 Asetusaikojen minimointi NCkoodin simuloinnilla Pauli Manninen , vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNC-liitännät, NC-ohjelmoinnin automatisointi Palvelut NC-ohjelmointi, menetelmäsuunnittelu,
Asetusaikojen minimointi NCkoodin simuloinnilla Pauli Manninen , vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNC-liitännät, NC-ohjelmoinnin automatisointi Palvelut NC-ohjelmointi, menetelmäsuunnittelu,
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko
 ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko Huomattavaa! Kun tallennat archicad:issä Stl tiedoston tarkasta että mallisi on oikeassa mittakaavassa (esim. mikäli ArchiCad malli mallinnettu metrimittakaavassa
ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko Huomattavaa! Kun tallennat archicad:issä Stl tiedoston tarkasta että mallisi on oikeassa mittakaavassa (esim. mikäli ArchiCad malli mallinnettu metrimittakaavassa
Turun Aikuiskoulutuskeskus
 Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Läppäventtiilinpesä D40 02032012-1002 Suorittaja: Päiväys: Kone- ja metallialan
Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Läppäventtiilinpesä D40 02032012-1002 Suorittaja: Päiväys: Kone- ja metallialan
SAHAT. Rensi Finland Oy Yrittäjäntie 28 01800 KLAUKKALA www.rensi.fi
 SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Turun Aikuiskoulutuskeskus
 Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Sylinterin pohja 26012012-1048 Suorittaja: Päiväys: Kone- ja metallialan
Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Sylinterin pohja 26012012-1048 Suorittaja: Päiväys: Kone- ja metallialan
NC-koneet ja niiden ohjelmointi
 NC-koneet ja niiden ohjelmointi Koordinaattisysteemit Inkrementaalinen Absoluuttinen NC-koneen koordinaatisto Akselien suunnat on määritelty ns. "oikean käden säännön" mukaan (DIN 66217). Koneen edessä
NC-koneet ja niiden ohjelmointi Koordinaattisysteemit Inkrementaalinen Absoluuttinen NC-koneen koordinaatisto Akselien suunnat on määritelty ns. "oikean käden säännön" mukaan (DIN 66217). Koneen edessä
VALMISTUSTEKNIIKAN JATKOKURSSI 2006 Koneistettavan kappaleen mallintaminen ja työstön ohjelmointi
 VALMISTUSTEKNIIKAN JATKOKURSSI 2006 Koneistettavan kappaleen mallintaminen ja työstön ohjelmointi 1. Mitä mallinnetaan ja miksi? 2-ulotteisen muotoviivan avulla tehtävät muodot kuten taskujen jyrsinnät
VALMISTUSTEKNIIKAN JATKOKURSSI 2006 Koneistettavan kappaleen mallintaminen ja työstön ohjelmointi 1. Mitä mallinnetaan ja miksi? 2-ulotteisen muotoviivan avulla tehtävät muodot kuten taskujen jyrsinnät
Varastonhallinnan optimointi
 Varastonhallinnan optimointi Timo Ranta Tutkijatohtori TTY Porin laitos OPTIMI 4.6.215 Peruskysymykset Kuinka paljon tilataan? Milloin tilataan? 2 (46) Kustannuksia Tavaran hinta Varastointikustannukset
Varastonhallinnan optimointi Timo Ranta Tutkijatohtori TTY Porin laitos OPTIMI 4.6.215 Peruskysymykset Kuinka paljon tilataan? Milloin tilataan? 2 (46) Kustannuksia Tavaran hinta Varastointikustannukset
Kulutus ja täydennys synkronissa
 Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Ota yhteyttä. Edufix ja Blaser myynti. Contos konemyynti JOAKIM PÄÄSKY AKI SAINIO
 Tuottavampi Ota yhteyttä TYÖSTÖKONE MYYNTI, ASENNUS, HUOLTO JA OPTIMOINTI Edufix huolto, myynti ja koulutus Edufix ja Blaser myynti Contos konemyynti JUKKA HONKANEN JOAKIM PÄÄSKY AKI SAINIO 0400 420 648
Tuottavampi Ota yhteyttä TYÖSTÖKONE MYYNTI, ASENNUS, HUOLTO JA OPTIMOINTI Edufix huolto, myynti ja koulutus Edufix ja Blaser myynti Contos konemyynti JUKKA HONKANEN JOAKIM PÄÄSKY AKI SAINIO 0400 420 648
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta
 Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Keräilyrobotit. Helander, Koskimäki, Saari, Turunen. Aalto-yliopisto Insinööritieteiden korkeakoulu Kon Tuotantoautomaatio
 Keräilyrobotit Helander, Koskimäki, Saari, Turunen Aalto-yliopisto Insinööritieteiden korkeakoulu Kon-15.4119 Tuotantoautomaatio 21.10.2015 Agenda 1. Yleistä robotisoinnista 2. Keräilyrobotit - Nivelvarsirobotti
Keräilyrobotit Helander, Koskimäki, Saari, Turunen Aalto-yliopisto Insinööritieteiden korkeakoulu Kon-15.4119 Tuotantoautomaatio 21.10.2015 Agenda 1. Yleistä robotisoinnista 2. Keräilyrobotit - Nivelvarsirobotti
Teollinen Internet, IoT valimoissa ja konepajoissa
 Teollinen Internet, IoT valimoissa ja konepajoissa Case: Aalto-yliopisto Valmistus- ja materiaalitekniikka, FIN3D Kalle Jalava 28.3.2019 FIN3D-tutkimus IIoT haasteita Teknisiä toteutuksia Aallossa Hyötyjä?
Teollinen Internet, IoT valimoissa ja konepajoissa Case: Aalto-yliopisto Valmistus- ja materiaalitekniikka, FIN3D Kalle Jalava 28.3.2019 FIN3D-tutkimus IIoT haasteita Teknisiä toteutuksia Aallossa Hyötyjä?
Savon ammatti- ja aikuisopisto puuala
 Savon ammatti- ja aikuisopisto puuala RFID-tuotantosolun esittely Tulevaisuuden tuotantoteknologiat puuteollisuudessa SEMINAARI 11.4.2012 Esityksen kulku: 1. Hanke esittely (resurssit, tavoitteet, yhteistyö)
Savon ammatti- ja aikuisopisto puuala RFID-tuotantosolun esittely Tulevaisuuden tuotantoteknologiat puuteollisuudessa SEMINAARI 11.4.2012 Esityksen kulku: 1. Hanke esittely (resurssit, tavoitteet, yhteistyö)
KONELUETTELO RAAHE, KONEPAJA
 1(8) KONELUETTELO RAAHE, KONEPAJA Portaali CNC -polttoleikkauskone Eko-Flamecut - leikkausvahvuus 200 mm - vesipöytä 3000 x 9000 mm - poltettujen osien puhdistusrumpu LEVYN TAIVUTUS: Hydraulinen C-puristin
1(8) KONELUETTELO RAAHE, KONEPAJA Portaali CNC -polttoleikkauskone Eko-Flamecut - leikkausvahvuus 200 mm - vesipöytä 3000 x 9000 mm - poltettujen osien puhdistusrumpu LEVYN TAIVUTUS: Hydraulinen C-puristin
Monitoimisorvien NC-ohjelmointi. Kari Kuutela Pathtrace Oy www.cam.fi
 Monitoimisorvien NC-ohjelmointi Kari Kuutela Pathtrace Oy www.cam.fi Monitoimisorvaus 2008 2008 www.cam.fi Turku Pathtrace Oy, vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNCliitännät, NC-ohjelmoinnin
Monitoimisorvien NC-ohjelmointi Kari Kuutela Pathtrace Oy www.cam.fi Monitoimisorvaus 2008 2008 www.cam.fi Turku Pathtrace Oy, vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNCliitännät, NC-ohjelmoinnin
CNC:N ASETUSAJAN PIENENTÄMINEN
 CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
HandlingTech. Automations-Systeme ENSIAPU TYÖKALUN RIKKOUTUESSA. www.handlingtech.de/eromobil
 HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
HandlingTech ENSIAPU TYÖKALUN RIKKOUTUESSA www.handlingtech.de/eromobil eromobil - Ratkaisu työkalujen rikkoutumistilanteisiin Uusi eromobil Kompakti, monipuolinen, käytännöllinen Perustamisvuodestaan
Uudet tekniikat ja palvelut vastaavat sisälogistiikan muuttuneisiin tarpeisiin
 Toyota Material Handling Finland Oy Optiscan-asiakasseminaari Uudet tekniikat ja palvelut vastaavat sisälogistiikan muuttuneisiin tarpeisiin 08.10.2015 1 TOYOTA MATERIAL HANDLING FINLAND - Keitä olemme?
Toyota Material Handling Finland Oy Optiscan-asiakasseminaari Uudet tekniikat ja palvelut vastaavat sisälogistiikan muuttuneisiin tarpeisiin 08.10.2015 1 TOYOTA MATERIAL HANDLING FINLAND - Keitä olemme?
463059S TIETOKONEAVUSTEINEN VALMISTUS 4 op / 2,5 ov
 OULUN YLIOPISTO Konetekniikan osasto Jussi A. Karjalainen 13.12.2008 463059S TIETOKONEAVUSTEINEN VALMISTUS 4 op / 2,5 ov Tentti 1. Selosta lyhyesti, mitä tarkoittaa (kukin alakohta 1 piste) a) lasersintraus
OULUN YLIOPISTO Konetekniikan osasto Jussi A. Karjalainen 13.12.2008 463059S TIETOKONEAVUSTEINEN VALMISTUS 4 op / 2,5 ov Tentti 1. Selosta lyhyesti, mitä tarkoittaa (kukin alakohta 1 piste) a) lasersintraus
Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi?
 1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI
 TUOTANTOPALVELUT LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI BE Group Oy Ab on osa Pohjois- Euroopan johtavaa teräksen, ruostumattoman teräksen ja alumiinin kauppaan ja tuotantopalveluihin erikoistunutta BE Group
TUOTANTOPALVELUT LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI BE Group Oy Ab on osa Pohjois- Euroopan johtavaa teräksen, ruostumattoman teräksen ja alumiinin kauppaan ja tuotantopalveluihin erikoistunutta BE Group
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS
 LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS o Kuivasolu KJS (kansijyrsinsolu) valun pintojen jyrsintä ja viimeistely, ryhmäpuolen pinnan viimeistely jää Johnfordille.
LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS o Kuivasolu KJS (kansijyrsinsolu) valun pintojen jyrsintä ja viimeistely, ryhmäpuolen pinnan viimeistely jää Johnfordille.
Rakennusteollisuus HIRRENTYÖSTÖKESKUS
 Rakennusteollisuus HIRRENTYÖSTÖKESKUS SISÄLLYS 1. HIRRENTYÖSTÖKESKUS Hirrentyöstökeskus...3 Edut...4 Ominaisuudet...4 Tekniset tiedot...5 Yhteyshenkilö...6 2 Hirrentyöstökeskus esite - 05.01.2019 www.makron.com
Rakennusteollisuus HIRRENTYÖSTÖKESKUS SISÄLLYS 1. HIRRENTYÖSTÖKESKUS Hirrentyöstökeskus...3 Edut...4 Ominaisuudet...4 Tekniset tiedot...5 Yhteyshenkilö...6 2 Hirrentyöstökeskus esite - 05.01.2019 www.makron.com
RFID RAKENNUSALALLA-SEMINAARI RFID-RATKAISUT ÄLYKKÄÄSEEN PYSÄKÖINTIIN JA AJONEUVOJEN KULUNVALVONTAAN. Mikko Jokela ToP Tunniste Oy
 RFID RAKENNUSALALLA-SEMINAARI RFID-RATKAISUT ÄLYKKÄÄSEEN PYSÄKÖINTIIN JA AJONEUVOJEN KULUNVALVONTAAN Mikko Jokela ToP Tunniste Oy ToP Tunniste Oy Järjestelmätoimittaja Automaattinen tunnistaminen RFId
RFID RAKENNUSALALLA-SEMINAARI RFID-RATKAISUT ÄLYKKÄÄSEEN PYSÄKÖINTIIN JA AJONEUVOJEN KULUNVALVONTAAN Mikko Jokela ToP Tunniste Oy ToP Tunniste Oy Järjestelmätoimittaja Automaattinen tunnistaminen RFId
RFID ja etäanturit sovelluksia ja uutta teknologiaa. Kaarle Jaakkola 13.4.2011 VTT Technical Research Centre of Finland
 RFID ja etäanturit sovelluksia ja uutta teknologiaa Kaarle Jaakkola 13.4.2011 VTT Technical Research Centre of Finland 2 RFID massasovellukset UHF-passiivi HF-passiivi NFC MMID erikoissovellukset Anturi-RFID
RFID ja etäanturit sovelluksia ja uutta teknologiaa Kaarle Jaakkola 13.4.2011 VTT Technical Research Centre of Finland 2 RFID massasovellukset UHF-passiivi HF-passiivi NFC MMID erikoissovellukset Anturi-RFID
Lean Management käytännössä - Arjen kehittäminen ytimessä - tuottavuuden kehittämistilaisuus
 Lean Management käytännössä - Arjen kehittäminen ytimessä - tuottavuuden kehittämistilaisuus JTO LEAN LEARNING CENTER OY 6.11.2015 klo 11.00 16.00 Finlandia Hotel Airport Oulu Vihiluoto 10, Kempele JTO
Lean Management käytännössä - Arjen kehittäminen ytimessä - tuottavuuden kehittämistilaisuus JTO LEAN LEARNING CENTER OY 6.11.2015 klo 11.00 16.00 Finlandia Hotel Airport Oulu Vihiluoto 10, Kempele JTO
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
RFID:n perusteita ja RFID-demo
 RFID:n perusteita ja RFID-demo Teknologiapäällikkö Sami Isomäki RFIDLab Finland ry RFID Lab Finland ry lyhyesti: voittoa tavoittelematon rekisteröity yhdistys tarjoamme neutraalia RFID- ja NFCtietoutta
RFID:n perusteita ja RFID-demo Teknologiapäällikkö Sami Isomäki RFIDLab Finland ry RFID Lab Finland ry lyhyesti: voittoa tavoittelematon rekisteröity yhdistys tarjoamme neutraalia RFID- ja NFCtietoutta
Press Brake Productivity -pikaopas
 Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
Mittaa työstettävään kappaleeseen teräs FE 355 (myöntölujuus 355 N/mm 2 ) 40mm*40mm*8mm keskikohta.
 40mm*40mm*8mm keskikohta.") Harjoitus 3 Poraus, kierteitys ja kierteiden korjaus Harjoituksen tarkoituksena on harjoitella pylväsporakoneen käyttöä, oikean porausnopeuden valitsemista, kierteitystä ja kierteiden korjaamista Helicoil-kierteenkorjaus
Harjoitus 3 Poraus, kierteitys ja kierteiden korjaus Harjoituksen tarkoituksena on harjoitella pylväsporakoneen käyttöä, oikean porausnopeuden valitsemista, kierteitystä ja kierteiden korjaamista Helicoil-kierteenkorjaus
Lastuavat työkalut - Sandvik Coromant. Pyörivät työkalut JYRSINTÄ PORAUS AVARRUS TYÖKALUJÄRJESTELMÄT 2012
 Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ AVARRUS TYÖKALUÄRSTLMÄT 2012 Sopivan poran valinta ROT - IN Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa
Lastuavat työkalut - Sandvik Coromant Pyörivät työkalut YRSINTÄ AVARRUS TYÖKALUÄRSTLMÄT 2012 Sopivan poran valinta ROT - IN Sopivan poran valinta 1 Määritä reiän halkaisija ja poraussyvyys tsi taulukossa
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma
 Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Tutkintokohtainen ammattiosaamisen näyttöjen toteuttamis- ja arviointisuunnitelma Kone- ja metallialan perustutkinto, Koneistaja Valmistustekniikan koulutusohjelma Ammatilliset tutkinnon osat, 90 ov Kaikille
Koneistusyritysten kehittäminen. Mittaustekniikka. Mittaaminen ja mittavälineet. Rahoittajaviranomainen: Satakunnan ELY-keskus
 Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
Koneistusyritysten kehittäminen Mittaustekniikka Mittaaminen ja mittavälineet Rahoittajaviranomainen: Satakunnan ELY-keskus Yleistä Pidä työkalut erillään mittavälineistä Ilmoita rikkoutuneesta mittavälineestä
PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK
 PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK Vastuunrajaus PC vai Yoshbox Kirjoittaja on kirjoittanut
PC vai Yoshbox? Moottorinohjauksen lyhyt teoria ja vertailu Mustavalkoisesti kirjoitettuna innostamaan tiedon ja mielipiteiden jakamiseen by PetriK Vastuunrajaus PC vai Yoshbox Kirjoittaja on kirjoittanut
Hannu Vesamäki (toim.) LASTUAVAN TYÖSTÖN NC-OHJELMOINTI
 LASTUAVAN TYÖSTÖN NC-OHJELMOINTI") Hannu Vesamäki (toim.) LASTUAVAN TYÖSTÖN NC-OHJELMOINTI Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti
Hannu Vesamäki (toim.) LASTUAVAN TYÖSTÖN NC-OHJELMOINTI Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti
CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130
 CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130 Uudet, halkaisijaltaan pienet varsijyrsimet teräkoolla 07 tuovat CoroMill 390 -jyrsimen hyväksi todetun suorituskyvyn tarjolle töihin, joissa
CoroMill 390 Varsijyrsimet teräkoolla 07 Teräslaatu GC1130 Uudet, halkaisijaltaan pienet varsijyrsimet teräkoolla 07 tuovat CoroMill 390 -jyrsimen hyväksi todetun suorituskyvyn tarjolle töihin, joissa
TYÖTURVALLISUUS, ENERGIATEHOKKUUS KAPASITEETTI
 TYÖTURVALLISUUS, ENERGIATEHOKKUUS KAPASITEETTI OY Atlas Copco Louhintatekniikka AB Ilkka Eskola 2 TURVALLISUUS JA ERGONOMIA ERGONOMICS TURVALLISUUS Radio-ohjausjärjestelmä (RRC) Radio-ohjauslaitteessa
TYÖTURVALLISUUS, ENERGIATEHOKKUUS KAPASITEETTI OY Atlas Copco Louhintatekniikka AB Ilkka Eskola 2 TURVALLISUUS JA ERGONOMIA ERGONOMICS TURVALLISUUS Radio-ohjausjärjestelmä (RRC) Radio-ohjauslaitteessa
UUSI M M A T RA TK A I SUT M ETA LLI N K ONEI STUK SEEN LEVYN TYÖSTÖÖN TA I VUTUK SEEN & P YÖRI STYK SEEN M I TTA UK SEEN & NC OHJELM OI NTI I N
 UUSI M M A T RA TK A I SUT M ETA LLI N K ONEI STUK SEEN LEVYN TYÖSTÖÖN TA I VUTUK SEEN & P YÖRI STYK SEEN M I TTA UK SEEN & NC OHJELM OI NTI I N VAAKAJOHTEISET CNC- JA PUOLIAUTOMAATTISORVIT SMTCL, ANYANG,
UUSI M M A T RA TK A I SUT M ETA LLI N K ONEI STUK SEEN LEVYN TYÖSTÖÖN TA I VUTUK SEEN & P YÖRI STYK SEEN M I TTA UK SEEN & NC OHJELM OI NTI I N VAAKAJOHTEISET CNC- JA PUOLIAUTOMAATTISORVIT SMTCL, ANYANG,
Luotettavuutta syviin pistoihin
 Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
Luotettavuutta syviin pistoihin Käyttäjien vaatimukset... syvässä pistosorvauksessa olivat uuden työkalukonseptin kehitystyön lähtökohta heti alusta alkaen. Perusteet antoi laaja yhteistyö teollisuuden
Timo Timonen
 Timo Timonen 26.3.2013 Tutkimuksen tausta RFID (Radio Frequency Identification) on yleisnimitys radiotaajuuksilla toimiville tekniikoille, joita käytetään tuotteiden ja asioiden havainnointiin, tunnistamiseen
Timo Timonen 26.3.2013 Tutkimuksen tausta RFID (Radio Frequency Identification) on yleisnimitys radiotaajuuksilla toimiville tekniikoille, joita käytetään tuotteiden ja asioiden havainnointiin, tunnistamiseen
Lentokoneen runko Fokuksessa porausratkaisut
 Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
Lentokoneen runko Fokuksessa porausratkaisut Komposiitit alumiini titaani ruostumaton teräs Uusiin korkeuksiin Ilmailuteollisuus kehittyy jatkuvasti. Toleranssit tiukkenevat, koneistusprosessit mutkistuvat
Perustietoa yrityksestä
 1 Perustietoa yrityksestä Perustettu 1996 nimellä Koneistus Kailan Oy Perheyritys Liikevaihto 2015 5,6Meur Henkilöstöä tällä hetkellä 64 Tuotteet Erilaiset sorvaus- ja jyrsintäkappaleet Hydrauliikkalohkot
1 Perustietoa yrityksestä Perustettu 1996 nimellä Koneistus Kailan Oy Perheyritys Liikevaihto 2015 5,6Meur Henkilöstöä tällä hetkellä 64 Tuotteet Erilaiset sorvaus- ja jyrsintäkappaleet Hydrauliikkalohkot
Suorakulmainen kolmio
 Suorakulmainen kolmio 1. Määritä terävä kulma α, β ja γ, kun sinα = 0,5782, cos β = 0,745 ja tanγ = 1,222. π 2. Määritä trigonometristen funktioiden sini, kosini ja tangentti, kun kulma α = ja 3 β = 73,2
Suorakulmainen kolmio 1. Määritä terävä kulma α, β ja γ, kun sinα = 0,5782, cos β = 0,745 ja tanγ = 1,222. π 2. Määritä trigonometristen funktioiden sini, kosini ja tangentti, kun kulma α = ja 3 β = 73,2
START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus. Tokan reiän hionta
 START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus Tokan reiän hionta - ruvetaan hiomaa reikää - lisätään y-arvoa joka kierroksen jälkeen Kierrenousun alku - rekisterien nollaus
START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus Tokan reiän hionta - ruvetaan hiomaa reikää - lisätään y-arvoa joka kierroksen jälkeen Kierrenousun alku - rekisterien nollaus
Kuvailulehti. Korkotuki, kannattavuus. Päivämäärä 03.08.2015. Tekijä(t) Rautiainen, Joonas. Julkaisun laji Opinnäytetyö. Julkaisun kieli Suomi
 Rautiainen, Joonas. Julkaisun laji Opinnäytetyö. Julkaisun kieli Suomi") Kuvailulehti Tekijä(t) Rautiainen, Joonas Työn nimi Korkotuetun vuokratalon kannattavuus Ammattilaisten mietteitä Julkaisun laji Opinnäytetyö Sivumäärä 52 Päivämäärä 03.08.2015 Julkaisun kieli Suomi Verkkojulkaisulupa
Kuvailulehti Tekijä(t) Rautiainen, Joonas Työn nimi Korkotuetun vuokratalon kannattavuus Ammattilaisten mietteitä Julkaisun laji Opinnäytetyö Sivumäärä 52 Päivämäärä 03.08.2015 Julkaisun kieli Suomi Verkkojulkaisulupa
Uudet tuotteet
 Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Strong expertise in HINNASTO. tool grinding. Pro Grinding AM Oy
 HINNASTO Strong expertise in tool grinding Pro Grinding AM Oy www.progrinding.fi Tarkkuus Jokaisen työkalun huollamme ja valmistamme itse. Meillä on kokemusta ja erikoisosaamista, sekä uusimmat työkalut
HINNASTO Strong expertise in tool grinding Pro Grinding AM Oy www.progrinding.fi Tarkkuus Jokaisen työkalun huollamme ja valmistamme itse. Meillä on kokemusta ja erikoisosaamista, sekä uusimmat työkalut
Palautuslaite Boomerang ZHR
 Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
NC-ohjelman tekeminen Catiassa
 NC-ohjelman tekeminen Catiassa - Käynnistä Catia V5 R21 Koska mikroluokan TF331 koneissa ei ole Catian vaatimia postprosessoritiedostoja ja ohjelmia, tehdään postprosessoriajot Catian mukana tulleilla
NC-ohjelman tekeminen Catiassa - Käynnistä Catia V5 R21 Koska mikroluokan TF331 koneissa ei ole Catian vaatimia postprosessoritiedostoja ja ohjelmia, tehdään postprosessoriajot Catian mukana tulleilla
Digitaalinen kappaletuotanto - Nopeasti markkinoille
 Digitaalinen kappaletuotanto - Nopeasti markkinoille Jouni P. Partanen Aalto-yliopisto, BIT tutkimuskeskus FIRPA seminaari Design Factory, Aalto-yliopisto, huhtikuun 6. 2011 Sisältö Käytännön esimerkkitapaus
Digitaalinen kappaletuotanto - Nopeasti markkinoille Jouni P. Partanen Aalto-yliopisto, BIT tutkimuskeskus FIRPA seminaari Design Factory, Aalto-yliopisto, huhtikuun 6. 2011 Sisältö Käytännön esimerkkitapaus
TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa.
 TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa. XD -teknologia TITEXiltä tulevaisuuden huipputeknologiaa, jo Syvän reiän porauksella jopa 30 x d syvyyteen ilman välinostoa Metallia työstävässä
TITEXin XD -teknologia: Uusi ulottuvuus syvänreiänporauksessa. XD -teknologia TITEXiltä tulevaisuuden huipputeknologiaa, jo Syvän reiän porauksella jopa 30 x d syvyyteen ilman välinostoa Metallia työstävässä
KESKITY! KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! S O R V A U S. Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät.
 Koneiden taulut: SORVI RECORD 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! Koneiden taulut: SORVI RECORD 2 K
Koneiden taulut: SORVI RECORD 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! Koneiden taulut: SORVI RECORD 2 K
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Varastossa kaikki hyvin vai onko?
 Varastossa kaikki hyvin vai onko? Done Software Solutions Oy Arto Pellonpää Done Software Solutions Oy Revenio Group Oyj 2013 liikevaihto 25,4 MEUR henkilöstö lähes 300 listattu NASDAQ OMX Helsingin Pörssissä
Varastossa kaikki hyvin vai onko? Done Software Solutions Oy Arto Pellonpää Done Software Solutions Oy Revenio Group Oyj 2013 liikevaihto 25,4 MEUR henkilöstö lähes 300 listattu NASDAQ OMX Helsingin Pörssissä
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
Jabro Tools tuotevalikoima
 Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
Tervetuloa! Jabro Tools tuotevalikoima Koodiavain nimityksille Jabro VHM Yleiskäyttö Työkalumerkintä alkaa J Esim: J40 Jabro Tornado Suurnopeusjyrsintä High Speed Machining Työkalumerkintä alkaa JH Esim:
Toiminnanjohtaja Jukka Wallinheimo jukka.wallinheimo@rfidlab.fi. Etätunnistustekniikkaa rakennusalalla www.rfidlab.fi
 Toiminnanjohtaja Jukka Wallinheimo jukka.wallinheimo@rfidlab.fi Etätunnistustekniikkaa rakennusalalla www.rfidlab.fi Oletko käyttänyt RFID:tä tänään? Bussikortti Auton avain Kulunvalvonta Lemmikki Lentokentän
Toiminnanjohtaja Jukka Wallinheimo jukka.wallinheimo@rfidlab.fi Etätunnistustekniikkaa rakennusalalla www.rfidlab.fi Oletko käyttänyt RFID:tä tänään? Bussikortti Auton avain Kulunvalvonta Lemmikki Lentokentän
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
WGS - Quick-Lock-pikavaihtojärjestelmä
 B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
PYÖRÄN ASENTOKULMIEN PERUSTEET. Johdanto pyörän asentokulmiin Tutustuminen asentokulmiin ja niiden tarkoitukseen Suuntauksen nyrkkisäännöt
 PYÖRÄN ASENTOKULMIEN PERUSTEET Johdanto pyörän asentokulmiin Tutustuminen asentokulmiin ja niiden tarkoitukseen Suuntauksen nyrkkisäännöt Johdanto pyörän asentokulmiin Pyörien asentokulmien säätöön on
PYÖRÄN ASENTOKULMIEN PERUSTEET Johdanto pyörän asentokulmiin Tutustuminen asentokulmiin ja niiden tarkoitukseen Suuntauksen nyrkkisäännöt Johdanto pyörän asentokulmiin Pyörien asentokulmien säätöön on
DIGITALISAATIO LOUHINNAN DIGITALISAATIO KIVIAINESTUOTANNOSSA Digitaalisen tietotekniikan yleistyminen arkielämän toiminnoissa [Wikipedia]
![DIGITALISAATIO LOUHINNAN DIGITALISAATIO KIVIAINESTUOTANNOSSA Digitaalisen tietotekniikan yleistyminen arkielämän toiminnoissa [Wikipedia]](/thumbs/92/107955133.jpg "DIGITALISAATIO LOUHINNAN DIGITALISAATIO KIVIAINESTUOTANNOSSA Digitaalisen tietotekniikan yleistyminen arkielämän toiminnoissa [Wikipedia]") LOUHINNAN DIGITALISAATIO KIVIAINESTUOTANNOSSA Kiviaines- ja murskauspäivät 19.1.2018 Tuomo Pirinen Sandvik Mining and Rock Technology tuomo.pirinen@sandvik.com DIGITALISAATIO Digitaalisen tietotekniikan
LOUHINNAN DIGITALISAATIO KIVIAINESTUOTANNOSSA Kiviaines- ja murskauspäivät 19.1.2018 Tuomo Pirinen Sandvik Mining and Rock Technology tuomo.pirinen@sandvik.com DIGITALISAATIO Digitaalisen tietotekniikan
Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR
 Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR Sarja i.comp 3 Mahdollisuuksien summa tekee siitä erilaisen. Uuden käyttökonseptin ansiosta i.comp 3 tuottaa yksilöllisesti työn vaatiman paineilman.
Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR Sarja i.comp 3 Mahdollisuuksien summa tekee siitä erilaisen. Uuden käyttökonseptin ansiosta i.comp 3 tuottaa yksilöllisesti työn vaatiman paineilman.
Järjestelmää voi käyttää?
 - NOLLAPISTE KIINNITTIMET - Asetusten vaihto hetkessä TEE FIKSU LIIKE ASETUSAIKOJEN NOPEUTTAMISKSI Mihin Järjestelmää voi käyttää? Joustava kiinnitysjärjestelmä kaikkeen työkappaleen kiinnittämiseen- nollapisteen
- NOLLAPISTE KIINNITTIMET - Asetusten vaihto hetkessä TEE FIKSU LIIKE ASETUSAIKOJEN NOPEUTTAMISKSI Mihin Järjestelmää voi käyttää? Joustava kiinnitysjärjestelmä kaikkeen työkappaleen kiinnittämiseen- nollapisteen
3d-tulostuksen sovelluksia
 E N M A C The Magic in Engineering Enmac Oy 3d-tulostuksen sovelluksia 12.3.2019 Matti Ahtiluoto Pääkohdat Enmac ja 3dtulostussuunnittelu Miten ja miksi 3dtulostuksesta voi hyötyä Konkreettisiä esimerkkejä
E N M A C The Magic in Engineering Enmac Oy 3d-tulostuksen sovelluksia 12.3.2019 Matti Ahtiluoto Pääkohdat Enmac ja 3dtulostussuunnittelu Miten ja miksi 3dtulostuksesta voi hyötyä Konkreettisiä esimerkkejä
RFID LOGISTIIKASSA. Logistiikka 2013, Tampere 17. - 19.2013 Asko Puoliväli
 RFID LOGISTIIKASSA Logistiikka 2013, Tampere 17. - 19.2013 Asko Puoliväli Sisältö Tilaaminen RFID:n avulla Tilauksen automaattinen vastaanottokuittaus RFID sisälogistiikassa RFID lähettämössä Lavan tunnistus
RFID LOGISTIIKASSA Logistiikka 2013, Tampere 17. - 19.2013 Asko Puoliväli Sisältö Tilaaminen RFID:n avulla Tilauksen automaattinen vastaanottokuittaus RFID sisälogistiikassa RFID lähettämössä Lavan tunnistus
Työvaatepalvelut Hyvää tyyliä Hyvää fiilistä Parasta työtä
 Työvaatepalvelut Hyvää tyyliä Hyvää fiilistä Parasta työtä TYÖVAATE- PALVELUMME pitää huolta Ihmisistä Turvallisuus on taitolaji. Työstä Paras suoja työllesi. Tyylistä Tyylipuhtaasti töihin. 2 Monta hyvää
Työvaatepalvelut Hyvää tyyliä Hyvää fiilistä Parasta työtä TYÖVAATE- PALVELUMME pitää huolta Ihmisistä Turvallisuus on taitolaji. Työstä Paras suoja työllesi. Tyylistä Tyylipuhtaasti töihin. 2 Monta hyvää
MACCO BF Haarukkavaunu KÄYTTÖOHJEET. Oy Machine Tool Co
 MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
POP-A-PLUG II CPI LÄMMÖNVAIHDINTULPAT
 POP-A-PLUG II CPI LÄMMÖNVAIHDINTULPAT NOPEA ASENTAA. PAINELUOKITUS 1000 psi (68,9 bar) TURVALLINEN EI VAHINGOITA PUTKEA TAI PÄÄTYLEVYÄ NOPEA SAATAVUUS HETI TEHTAAN VARASTOSTA. TÄYTTÄÄ LAATUVAATIMUKSET:
POP-A-PLUG II CPI LÄMMÖNVAIHDINTULPAT NOPEA ASENTAA. PAINELUOKITUS 1000 psi (68,9 bar) TURVALLINEN EI VAHINGOITA PUTKEA TAI PÄÄTYLEVYÄ NOPEA SAATAVUUS HETI TEHTAAN VARASTOSTA. TÄYTTÄÄ LAATUVAATIMUKSET:
Loogisempaa sisälogistiikkaa: tuotteiden yksilöinti ja tuotetietojen hallinta verkkokaupassa
 Loogisempaa sisälogistiikkaa: tuotteiden yksilöinti ja tuotetietojen hallinta verkkokaupassa Tomi-Pekka Juha, Sector Manager, GS1 Finland Oy 08.10.2015 Sisältö GS1 Finland GS1 ja verkkokauppa GS1 järjestelmä
Loogisempaa sisälogistiikkaa: tuotteiden yksilöinti ja tuotetietojen hallinta verkkokaupassa Tomi-Pekka Juha, Sector Manager, GS1 Finland Oy 08.10.2015 Sisältö GS1 Finland GS1 ja verkkokauppa GS1 järjestelmä
Altus RTS. 1 Tekniset tiedot: 2 Lähetin: Telis 1 Telis 4 Centralis RTS
 Viitteet 000071 - Fi ASENNUS ohje Altus RTS Elektronisesti ohjattu putkimoottori, jossa RTSradiovastaanotin, aurinko- & tuuliautomatiikka SOMFY Altus RTS on putkimoottori, jonka rakenteeseen kuuluvat RTS-radiovastaanotin,
Viitteet 000071 - Fi ASENNUS ohje Altus RTS Elektronisesti ohjattu putkimoottori, jossa RTSradiovastaanotin, aurinko- & tuuliautomatiikka SOMFY Altus RTS on putkimoottori, jonka rakenteeseen kuuluvat RTS-radiovastaanotin,
TigerStop Standard Digitaalinen Syöttölaite / Stoppari
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Mark Summary Form. Tulospalvelu. 607 Skill Koneenasennus ja kunnossapito. Competitor No Competitor Name Member
 Summary Form Skill Number 607 Skill Koneenasennus ja kunnossapito Criterion Criterion Description s Day 1 Day 2 Day 3 Day 4 Total Award A B C D E F G H Työsuunnittelu ja valmistelutyöt (Normet) Työsuunnittelu
Summary Form Skill Number 607 Skill Koneenasennus ja kunnossapito Criterion Criterion Description s Day 1 Day 2 Day 3 Day 4 Total Award A B C D E F G H Työsuunnittelu ja valmistelutyöt (Normet) Työsuunnittelu
Joka sekunti maksaa, joka naula pitää. Lisäksi: Bosch-paineilmanaulainten tarvikkeet. Kehitetty ammattilaisille, ammattilaisten testaamat
 2 Johdanto Lisäksi: Bosch-paineilmanaulainten tarvikkeet Kehitetty ammattilaisille, ammattilaisten testaamat Tarvikkeet Varsi Pituus Halkaisija Pintakäsittely Määrä/kartonki GSN 90-34 DK 34 -D-kanta -kampanaulat
2 Johdanto Lisäksi: Bosch-paineilmanaulainten tarvikkeet Kehitetty ammattilaisille, ammattilaisten testaamat Tarvikkeet Varsi Pituus Halkaisija Pintakäsittely Määrä/kartonki GSN 90-34 DK 34 -D-kanta -kampanaulat
CAD/CAM Software with world class precision and control. What s Uusi
 What s Uusi SURFCAM V5.2 Mitä Uutta Page 1 of 19 Toukokuu 2011 Mitä uutta - SURFCAM V5.2 Sisällysluettelo 1) Uusi - Millturn valikko 3 2) Uusi HSM Z-rouhinta rata 4 3) Uusi - Valintojen multi maskaus 6
What s Uusi SURFCAM V5.2 Mitä Uutta Page 1 of 19 Toukokuu 2011 Mitä uutta - SURFCAM V5.2 Sisällysluettelo 1) Uusi - Millturn valikko 3 2) Uusi HSM Z-rouhinta rata 4 3) Uusi - Valintojen multi maskaus 6
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet
 Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Savon ammatti- ja aikuisopisto puuala. Suomen nykyaikaisin oppimisympäristö
 Savon ammatti- ja aikuisopisto puuala Suomen nykyaikaisin oppimisympäristö RFID- TEKNIIKAN SOVELTAMINEN TUOTANTOTEOLLISUUDESSA RFID- tekniikka - RFID = radiotaajuinen etätunniste (Radio Frequency Identification)
Savon ammatti- ja aikuisopisto puuala Suomen nykyaikaisin oppimisympäristö RFID- TEKNIIKAN SOVELTAMINEN TUOTANTOTEOLLISUUDESSA RFID- tekniikka - RFID = radiotaajuinen etätunniste (Radio Frequency Identification)
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI
 DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
Turvallisuus. Asennuksessa tarvittavat työkalut. Kuomun asentamisessa tarvitaan kaksi (2) henkilöä.
 henkilöä.") Kuomun asennusohje Turvallisuus Kuomun asentamisessa tarvitaan kaksi (2) henkilöä.! kuomun nostaminen, siirtäminen ja kääntäminen kevennysjousien asentaminen tuulihaan asentaminen varmistettava peräkärryn
Kuomun asennusohje Turvallisuus Kuomun asentamisessa tarvitaan kaksi (2) henkilöä.! kuomun nostaminen, siirtäminen ja kääntäminen kevennysjousien asentaminen tuulihaan asentaminen varmistettava peräkärryn
jälkikäsittelylaitteiden välillä.
 TARKKUUSTYÖTÄ Nopea, tarkka, laadukas. Nämä sanat kuvaavat parhaiten Shinohara-tarkkuuspainokonetta. Shinohara aloitti toimintansa vuonna 1919 alun perin tarkkuustyökalujen valmistajana, josta juontaa
TARKKUUSTYÖTÄ Nopea, tarkka, laadukas. Nämä sanat kuvaavat parhaiten Shinohara-tarkkuuspainokonetta. Shinohara aloitti toimintansa vuonna 1919 alun perin tarkkuustyökalujen valmistajana, josta juontaa
www.kastowin.com Sahaus. Varastointi. Ja enemmän.
 Uusi KASTOwin Mestariteos sarjatuotantona www.astowin.com Sahaus. Varastointi. Ja enemmän. Enemmän uin ainutlaatuinen: Uusi KASTOwin. Kannattavan automaattisahausen asi täreintä teijää ovat: suuri leuuteho
Uusi KASTOwin Mestariteos sarjatuotantona www.astowin.com Sahaus. Varastointi. Ja enemmän. Enemmän uin ainutlaatuinen: Uusi KASTOwin. Kannattavan automaattisahausen asi täreintä teijää ovat: suuri leuuteho
Teollisuus. 603 Koneistus. Lajivastaavat. Kuva: Skills Finland / Jaakko Manninen. Tero Kuusisto Koulutuskeskus Salpaus tero.kuusisto(at)salpaus.
salpaus.") Teollisuus 603 Koneistus Kuva: Skills Finland / Jaakko Manninen Lajivastaavat Tero Kuusisto Koulutuskeskus Salpaus tero.kuusisto(at)salpaus.fi 1 / 9 puh. 044 708 0637 Tommi Ratia Koulutuskeskus Salpaus
Teollisuus 603 Koneistus Kuva: Skills Finland / Jaakko Manninen Lajivastaavat Tero Kuusisto Koulutuskeskus Salpaus tero.kuusisto(at)salpaus.fi 1 / 9 puh. 044 708 0637 Tommi Ratia Koulutuskeskus Salpaus
dametric AGS-anturi HUOLTOKÄSIKIRJA AGS-XXX Service Manual FI.docx Lokakuu 12, 2010 / BL Sivu 1 (8)
") dametric AGS-anturi AGS-XXX Service Manual FI.docx Lokakuu 12, 2010 / BL Sivu 1 (8) Sisältö 1 Yleistä... 2 2 Anturin asennus ja poisto... 3 3 Kotelon ja putken välinen liitos... 4 4 Kärjen ja kotelon välinen
dametric AGS-anturi AGS-XXX Service Manual FI.docx Lokakuu 12, 2010 / BL Sivu 1 (8) Sisältö 1 Yleistä... 2 2 Anturin asennus ja poisto... 3 3 Kotelon ja putken välinen liitos... 4 4 Kärjen ja kotelon välinen
Avarrus. Teoriaa F 4. Valintaprosessi F 9. Valikoiman yleisesittely F 14. Käyttö F 21. Ongelmanratkaisu F 25 F 3
 2 on menetelmä, jossa pyörivällä työkalulla suurennetaan reikiä, jotka on valmistettu esim. koneistamalla, valamalla, takomalla, ekstruusiolla tai polttoleikkaamalla. Teoriaa 4 Valintaprosessi 9 Valikoiman
2 on menetelmä, jossa pyörivällä työkalulla suurennetaan reikiä, jotka on valmistettu esim. koneistamalla, valamalla, takomalla, ekstruusiolla tai polttoleikkaamalla. Teoriaa 4 Valintaprosessi 9 Valikoiman