5S TYÖOLOSUHTEIDEN HELPOTTAJANA JA TUOTTAVUUDEN TUKENA
|
|
|
- Inkeri Katajakoski
- 7 vuotta sitten
- Katselukertoja:
Transkriptio

1 5S TYÖOLOSUHTEIDEN HELPOTTAJANA JA TUOTTAVUUDEN TUKENA J Moisio, Qualitas Fennica Oy, 04/2012 1

2 Kaikki arvoa lisäämätön on hukkaa Lean-ajattelu koostuu: o Tunnista mikä luo arvoa asiakkaille ja omistajille o Määrittelee arvontuotantovirta o Määrittele materiaalien ja informaation virtaus o Määrittele imuohjaustapa o Paranna jatkuvasti arvovirtaa o Visualisoi asiat mahdollisimman paljon Mitä lyhyempi läpimenoaika, sitä Leanimpi, virtaviivaisempi prosessi LEAN-AJATTELUN PIIRTEITÄ 2


3 Kustannusten alentaminen Myyntihinta Tuotantokustannus Tulos Parempi tulos Hinta - Kustannus = Tulos LEANILLÄ VAHVISTETAAN KILPAILUKYKYÄ 3
4 Ylituotanto Odottaminen - käsittelyvaarat, ahtaus, kulkureittien vaikeutuminen jne - turhautuminen, ärsyyntyminen, demotivaatio huolimattomuusvirheet jne Kuljetukset, siirrot - käsittelyvaarat, trukkiliikenteen vaaratekijät Yliprosessointi tai väärä prosessointi - käsittelyvaarat, altistukset jne Ylisuuret varastot - käsittelyvaarat, ahtaus, kaatumisvaarat, tulipaloriskit jne Turhat liikkeet, askeleet, haut, välikäännökset jne Virheet - liikkumisvaarat, ergonomiavaaratekijät, huolimattomuus jne - käsittelyvaarat, altistukset, korjausvaarat, turhautuminen jne Henkilöstön luovuuden / resurssien käyttämättömyys - demotivaatio, passiivisuus huolimattomuustekijät jne TOYOTAN 8 HUKKAA, JOTKA ELIMINOITAVA PROSESSEISTA MYÖS TYÖTURVALLISUUDEN TAKIA 5S TUKEE HUKAN TUNNISTAMISTA JA POISTAMISTA 4

5 PALJONKO JOUDUT RAVAAMAAN TYÖ- VUOROSSASI? ONNISTUISIVATKO LAYOUTIN JA JÄRJESTYKSEN MUUTOKSET NIIN, ETTÄ LIIKKUMISTA SAATAISIIN 5 VÄHENEMÄÄN?


6 Päivän liikkumisesta syntyvä spagettikaavio 5S HANKKEESSA VOIDAAN JO PUUTTUA TYÖALUEEN LAITESIJOITTELUUN JA VÄHENTÄÄ RAVAAMISTA PÄIVÄN MITTAAN MERKITTÄVÄSTI 6
7 LISÄÄNTYVÄT Missä Leanin vaikutukset näkyvät? Kustannukset Tuottavuus Virheet Asiakastyytyväisyys Prosessointiaika Läpimenoaika Inventaari Tilankäyttö Hukka! VÄHEVÄT Tulos Asiakastarpeisiin vastaamisherkkyys Kapasiteetti Laatu Kassavirta Toimitusvarmuus 7
8 Työkalujen vaativuuus Lean työkalut Aloitustaso Jatkotaso Pienennä vaihtelua Ohjaa prosessia Tunnista hukkatekijät 5S 7-9 hukkaa Hullunvarmat menetelmät Arvovirta-ajatteluun tutustuminen Visuaalinen ohjaus Arvovirran kuvaaminen (VSM) Standardoitu työ Jatkuvaan virtaukseen tutustuminen Imuohjaukseen tutustuminen ja siirtyminen Aika / Kulttuurillinen kypsyys Käytä oikeita Lean työkaluja oikeaan aikaan oikeassa vaiheessa 8

9 ENSI VAIKUTELMA YRITYKSESTÄ JÄÄ MIELEEN JA MIELIKUVIIN Et saa KOSKAAN uutta tilaisuutta ensi vaikutelman korjaamiseksi 9


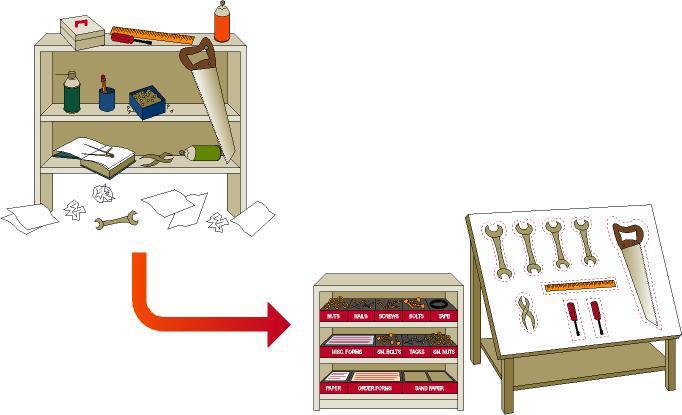
10 SORT siirrä pois tieltä työvälineet, tarvikkeet, osat, materiaalit ym. joita tarvitaan harvoin ja merkkaa ne esim. punaisella värillä SUSTAIN tee säännöllisiä auditointeja, jottei tilanne pääse rapautumaan ELIMINOI HUKKA SIMPLIFY / SET IN ORDER/ STRAIGHTEN organisoi ja järjestä kaikille tarvikkeille, välineille ym. merkitty säilytyspaikka STANDARDIZE luo ohjeet, joilla pidät edellä olevat 3 S jatkuvasti kunnossa SHINE/SWEEP siivoa paikat ja laita työkalut, materiaalit sovituille paikoilleen 5S OSANA TASAISEN JA YHTENÄISEN TUOTANNON RAKENTAMISTA 10
 Siirrä pois työalueelta S1: Sortteeraa Luo")


11 5S JUNAILU TYÖPAIKALLA Ennen 5S Tarpeellisia Ei tarpeellisia (Laputettu) Siirrä pois työalueelta S1: Sortteeraa Luo visuaalinen työpaikka - S2: Set In Order - Järjestä - S3: Shine Siivoa jälkesi - S4: Simplify & standardize Vakiinnuta saavutettu tilanne 5S jälkeen Hävitä sovitun ajan jälkeen -S5: Sustain - Ylläpidä Kaikella on paikkansa ja kaikki on paikoillaan 11



12 Läpimenoaikojen lyhentäminen mahdollistuu, JITn mahdollisuudet paranevat Visuaalisuus nopeuttaa ongelmien havaitsemista Liikkuminen työtiloissa selkiintyy Työturvallisuus paranee Vuotojen, likaantumisen aiheuttajien helpompi seuranta ja poistaminen Tilaneliöiden käytettävyys paranee Selkeät merkinnät nopeuttavat toimintoja Hukan vähentyminen Työkalujen saatavuus käyttötarpeen mukaiseksi Virheiden tekeminen vähenee, ennaltaehkäisy tehostuu Kuntoilu työaikana, liikkumistarve vähenee Asetusaikojen lyhentäminen mahdollistuu Materiaalien tasaisen virtauksen tukeminen Paikalla käyvien asiakkaiden käsitys yrityksestä paranee Etsintäajat vähenevät Hanskat käteen, hanskat pois vähenee Kompastelut ja sairaspoissaolot vähenevät Työmotivaatio paranee toimivassa työympäristössä Koneiden käyttöikä kasvaa parantuneen huolenpidon kautta SORT SET IN ORDER SHINE STANDAR- DIZE SUSTAIN 5S MUODOSTAA POHJAN MONINAISELLE KEHITTÄMISELLE 12
 5S VAIKUTUS TUOTANTOLINJALLA OLEVAAN SÄILYTETTÄVÄN MATERIAALIN")
13 INVENTAARIOTASO ENNEN 5S OHJELMAA 5S OHJELMAN JÄLKEINEN TILA Sortteeraus Tarpeettomien poisto (punaiset laput, odotus, poisto) 5S VAIKUTUS TUOTANTOLINJALLA OLEVAAN SÄILYTETTÄVÄN MATERIAALIN MÄÄRÄÄN 13

14 TEEPÄ TÄSSÄ TÖITÄ JA LÖYDÄ JOTAIN! 14


15 MILLE PROSESSISSASI NÄYTTÄÄ? ENNEN JÄLKEEN 15


16 ENNEN JÄLKEEN 16


17 MILLE PROSESSISSASI NÄYTTÄÄ? ENNEN JÄLKEEN 17


18 ENNEN JÄLKEEN 18


19 ENNEN JÄLKEEN 19



20 MERKITSE PAIKAT KÄYTÄ MALLIKAPPALEITA, JOS OSIEN VÄLILLÄ VOI TAPAHTUA SEKAANNUKSIA 20

21 MIETI KAIKILLE PAIKKANSA JA PIDÄ NE PAIKOILLAAN KUN NIITÄ EI KÄYTETÄ 21


22 KAIKELLA ON PAIKKANSA JA KAIKKI ON PAI- KOILLAAN (KÄYTÖN JÄLKEEN) 22


23 ENNEN 5S HANKETTA 5S HANKKEEN JÄLKEEN LAITA PERUSASIAT KUNTOON ENNEN VAATIVIMPIEN LEAN MENETELMIEN KÄYTTÖÄ 23

24 KAIKELLA ON PAIKKANSA JA KAIKKI ON PAIKOILLAAN 24

25 SELKEÄT PAIKAT KAIKELLE Puutteet tulevat silloin helposti havaittaviksi 25

26 Jos käytät perinteisiä mappeja, kummasta hyllyköstä löydät tarvittavan kansion nopeammin? 26
27 HUOLTOMAPIT, KÄYTTÖOHJEMAPIT YM. LAITA HELPOSTI VALVOTTAVAAN MUOTOON SOPIVILLA MERKINNÖILLÄ



28 PIDÄ TYÖYMPÄRISTÖSI SIISTINÄ AINA VUOROSTA LÄHTIESSÄSI 28

29 SIIVOA TYÖALUEELTASI ROSKAT JA LIKA POIS ENNEN VUOROSTA LÄHTÖÄ 29

30 5S-TIIMIN RAKENNE Työalueen työntekijät: ymmärrettävä tarkoitus, opittava käytännöt Osaston ulkopuolisia: tuovat tuoretta näkemystä osastolle Osastopäällikkö: nopeiden päätösten mahdollistaminen Junailija, fasilittaattori: ohjaa 5S-ohjelman vaiheita 30

31 5S MITEN EDETÄ? 1. Perusta, kouluta ja valmistele 5S-tiimit ohjelmaan mukaan lähteville alueille, ota tiimeihin asiasta innostuneita ja sitoutumiseen halukkaita henkilöitä. Valitse kullekin tiimille vetäjä. Muista luottamusmiehet yhtenä mahdollisina tiimien vetäjinä 2. Kouluta 5S-tiimit (visio, mitä halutaan ja miksi, vierailut muissa 5S-soveltaneissa organisaatioissa, soveltaminen omaan organisaatioon, ohjeistuksen läpikäynti 5S-näkökulmasta) 3. Kehitä talon kielinen 5S toimintamalli 5S-tiimien avulla 4. Sovi pilottikohteista jonkin / joidenkin tiimien alueella, joista tulee esimerkkejä muille (varhaiset ja itse innostuneet soveltajat ovat parhaita asian edistäjiä) 5. Käynnistä 5S-ohjelma ylimmän johdon toimesta koko laitoksen laajuisesti 6. Kouluta koko henkilökunta 5S-periaatteisiin ja toimintatapoihin (5S-visio mitä tällä ohjelmalla haetaan, miten se tukee muuta kehittämistyötä organisaatiossa, miten se koskee jokaista) 7. Laita 5S-tiimit valmistelemaan luokittelua varten punaiset laput sisältöineen ja määrittelemään aluekohtaisesti säilytysalueet, tilat, paikat, joissa erilaisten käyttötarpeiden pohjalta osia, komponentteja, materiaaleja, työkaluja jne säilytetään 8. Laita 5S-tiimit miettimään miten 5S-ohjelmassa palaveroidaan, tiedotetaan, kerrotaan visuaalisin keinoin vaatimuksista ja etenemisestä 9. Laita 5S-tiimit yhdessä johdon kanssa miettimään miten 5S-etenemisestä kannustetaan ja palkitaan 10. Laita 5S-tiimit yhdessä johdon kanssa miettimään kriteerejä, joiden avulla voidaan todeta, että 5S-ohjelma pysyy yllä ja kehittyy ja koska erityinen 5S-hanke voidaan purkaa 31

32 Jokainen osallistuu Kaikki esimieskerrokset ovat mukana päätöksenteossa Johto antaa hyväksynnän 5S toimenpiteille 5S toimenpiteitä ei tehdä ylitöinä 5S toiminnasta informoidaan eri tavoin, niin intrassa kuin sisäisissä lehdissä kuin ilmoitustauluilla, julisteilla jne. Kuukausipalavereissa 5S ohjelma on säännöllisesti esillä, ongelmista tai vaikeuksista keskustellaan tekijöiden ja esimiesten kesken Toimitusjohtaja ja tehdaspäällikkö ovat näkyvästi 5S ohjelman takana 5S ohjelmaa ei lykätä vain työnjohdon syliin hoitakaa kotiin tyyliin Tehtaan johdon ja esimiesportaiden tulee näkyä eri tavoin 5S ohjelman tilaisuuksissa Työntekijöitä ei saa jättää ihmettelemään miksi ihmeessä tavaroita tms. pitää merkitä punaisilla lapuilla Esimiehillä pitää olla aina valmiina viestimään kyselijöille mistä on kyse ja mitä kaikki tarkoittaa käytännössä Laajemmassa mitassa 5S ohjelmaa tukee pilottialueella saavutetut tulokset ja siellä työskentelevien omakohtaiset kokemukset. Jos omassa organisaatiossa ei ole vertailukohtaa, on hyvä katsoa toinen yritys, jossa voisi vierailla ja pääsisi kysymään asiasta 5S TOIMINNAN ONNISTUMISEDELLYTYKSIÄ

33 Sortteerausvaiheessa on hyvä suunnitella ns. punalappujen sisältö ja ohjeistus niiden käytöstä mahdollisimman selkeäksi Kun työkalujen ja materiaalien säilytyspaikkoja mietitään, on syytä suunnitella paikat, merkinnät, varastointitavat, värimerkinnät, tunnistekoodaukset jne. ennalta ja sopia yhtenäiset periaatteet läpi koko tehtaan Toimitusjohtajan näkyminen, käynti 5S ohjelman aikana on tärkeä signaali työntekijöille Toimitusjohtajan olisi hyvä itse tehdä tarkastus linjoilla ja nostaa sieltä esimerkkejä esille hyvässä ja pahassa ja osoittaa omaa kiinnostustaan siihen miten tuotantolinja on kehittänyt toimintaansa hänen havaintojensa pohjalta Työkalujen ja materiaalien säilyttämiseen sovituilla paikoilla tulee kiinnittää alkuvaiheen jälkeen säännöllistä huomiota (esimiehet, työntekijät itse) 5S-ohjelman ylläpitovaiheessa esimiesten kiinnostuksen taso ei saa laskea, erilaisten tunnuslukujen avulla hyötyjen esilletuonti, aktiivinen seuranta linjoilla ja toimistoissa pitää saada luontevaksi osaksi arkea 5S ONNISTUMISESSA 80% ON JOHTAJUUTTA JA 20% TYÖKALUJA JA MENETELMIÄ! 5S TOIMINNAN ONNISTUMISEDELLYTYKSIÄ

34 5S-ARVIOINTIKRITEEREJÄ 1 SORT MITÄ TARVITAAN, MILLOIN TARVITAAN, PALJONKO TARVITAAN Laita kaikkiin kohteisiin, joiden käyttötarve ja merkitys vaatii pohdintaa punainen lappu Kaikki tarpeettomat esineet, tavarat, materiaalit, laitteet, keskeneräiset työt, mittavälineet, tiedostot, dokumentit jne on siirretty alueelta pois Ilmoitustauluilla on vain ajankohtaista ja asiallista aineistoa Vain tänään tarvittavia asiakirjoja on työalueella esillä Vain meneillään oleviin työvaiheisiin liittyvää tavaraa, materiaalia, välineitä on työalueen lattialla. Kulkukäytäviä ei ole suljettu tai kavennettu. Kaikkialle on helppo pääsy kuten poistumistielle, palosammuttimien luo, ohjaustaulujen luo jne. 34

35 5S-ARVIOINTIKRITEEREJÄ 2 SET IN ORDER HELPPO SAADA KÄYTTÖÖN / LAITTAA POIS Kaikki laitteet, välineet, osat, komponentit, materiaalit jne on järjestetty kukin paikoilleen ota paikkojen määrittelyssä liikkumisen optimointi huomioon Ilmoitustauluilla kaikki aineistot ovat selkeässä järjestyksessä. Kaikki ovat ajantasalla Kaikki asiakirjat, mapit ovat järjestyksessä ja selkeästi merkittyjä Laitteiden valvontasäätimet, varoitukset ja opasteet ovat selkeästi merkittyjä Kaikki kulkuväylät ovat merkittyjä ja vapaita tavarasta Hyllyt on merkittyjä, merkinnöistä on helppo tunnistaa mitä kussakin paikassa säilytetään Hyllyjen ja kaappien päällä ei säilytetä mitään. Kulkuväylien varrella säilytettävät materiaalit, tarvikkeet yms. on asetettu käyttämisen kannalta parhaalla tavalla Työkalut on järjestetty niin, että niiden tunnistaminen ja käsille saanti on nopeaa ja helppoa. Työkalut on huollettuja ja käyttökunnossa Kaikki, mitä työalueen seinille on laitettu, on hyvässä järjestyksessä ja linjassa korkeussuunnassa 35


36 5S-ARVIOINTIKRITEEREJÄ 3 SWEEP/SHINE ENNEN KAIKKEA ELIMINOITAVA LIKAANTUMISEN AIHEUTTAJAT Selkeät puhtaanapitovaatimukset, vastuut, käytettävät menetelmät ja aineet Likaantumisen syiden tunnistamiseen panostaminen ja syiden poistaminen Kaikki laitteet, työkalut, jigit, mittavälineet, osat, materiaalit jne ovat puhtaita Kulkuväylät, työskentelyalueet, koneiden ja laitteiden pinnat ovat puhtaita Likaantumisen aiheuttajat tunnetaan ja niihin puututaan 4 STANDARDIZE MITEN PITÄÄ KIINNI SAAVUTETUISTA EDISTYKSISTÄ Ensimmäisten 3S-vaiheiden aikana saavutetuille tuloksille tai tasoille on sovittu kriteerit, vaatimukset, vastuut, jotka jatkossa halutaan saavuttaa ja miten tehokkaasti ennalta ehkäistään tilanteen palaamista entiselleen ennen 5S-ohjelman käynnistämistä 5 SUSTAIN MITEN VARMISTAMME 5S-PERIAATTEET OSAKSI KULTTUURIAMME Kaikki organisaatiotasot ovat mukana 5S ylläpidossa ja kehittämisessä. Johto antaa näkyvän rohkaisunsa työlle 36

37 AUDITOI: SORT LUOKITTELE Minkä verran ei tarpeellisia työkaluja, välineitä, laitteita, tuoleja tms on työalueella? Minkä ei tarpeellista tavaraa, dokumentteja, esineitä tms on työalueen seinillä? Mitä ei tarpeellista lojuu työalueen kulkukäytävillä liikkumista haittaamassa? Mitä ei tarpeellisia materiaaleja, osia, komponentteja tms on varastoituna työalueella? Millaisia turvallisuuttakin vaarantavia materiaaleja, aineita lojuu työalueella (kemikaaleja, öljyastioita, spraypurkkeja jne)? AUDITOI: SET IN ORDER KAIKILLE PAIKKA JA KAIKKI PAIKOILLAAN Onko kaikilla laitteilla, työkaluilla, osilla tms oma sovittu säilytyspaikkansa? Ovatko kaikki eo. tyyppiset kohteet omilla sovituilla säilytyspaikoillaan? Onko kaikki kulkuväylät, käytävät, liikkumissuunnat, työalueilla säilytettävien materiaalien, osien, komponenttien jne. paikat merkitty esim. teipeillä, maalausmerkinnöillä, tms tavalla? Onko kaikki eo. tyyppiset kohteet laitettu käytön jälkeen sovituille säilytyspaikoilleen? Onko työalueella säilytettävien osien, materiaalien tms. säilytysmäärät ja kasojen sallitus korkeudet selkeästi osoitettu? AUDITOI: SHINE SIIVOA, ENNALTA EHKÄISE LIKAANTUMISTA Ovatko seinät, pinnat, päällykset jne vapaita liasta, öljystä, pölystä? Ovatko työkoneiden pinnat öljyisiä, likaisia, pölyisiä, irtoesineillä kuormitettuja? Ovatko siivousaineet ja välineet helposti saatavilla? Ovatko erilaiset edellä tehdyt tunnistemerkinnät havaittavissa, luettavissa? Onko työalueella muita siisteys- ja epäjärjestysongelmia? 37

38 AUDITOI: STANDARDIZE PELISÄÄNNÖT JA KRITEERIT 3S VAKIINNUTTAMISEEN Ovatko ohjeet, kuvat, tarkistuslistat kaikkien helposti saatavilla ja nähtävillä? Tuntevatko kaikki oman työalueensa siisteys- ja järjestysvaatimukset? Onko siivous- ja kunnossapitotoiminnalle omat pelisääntönsä? Onko kaikille työalueella säilytettävillä osille, materiaaleille, tavaroille selvät lukumäärärajat paljonko saa olla, miten korkeina kasoina tms? Voidaanko tunneittain ja päivittäin tarvittavat työkalut, laitteet, osat, materiaalit tms löytää 30 sekunnissa? AUDITOI: SUSTAIN SIISTEYS- JA JÄRJESTYS OSAKSI TYÖKULTTUURIA JA JATKUVAA PARANTAMISTA Viestitäänkö 5S-ohjelmasta ja tuloksista säännöllisesti? Osallistuuko johto 5S-ohjelman viestintään, merkityksen painottamiseen ja konkreettiseen työalueiden tilanteen seurantaan? Tehdäänkö työalueilla säännöllisiä 5S auditointeja tai tarkastuskierroksia? Tehdäänkö työalueilla säännöllisiä päivittäisiä 5S 5 minuutin kierroksia? 38

39 SORTTEERAA TYÖALUEESI 1S 39

40 LAITA JÄRJESTYKSEEN TYÖALUEESI 2S 40

41 SIISTI PÄIVITTÄISET JÄLKESI JA VIE TYÖKALUT YM. NIILLE SOVITUILLE PAIKOILLEEN 3S 41

42 Suunnitellaan Sortteeraussäännöt ja periaatteet Esim. kun mietitään mitä tarvitaan ensi kuun tuotannon kannalta, niitä ei laputeta, mutta kaikki muu laputetaan Sortteeraus kohdistuu esim.: raaka-aineisiin, osiin, prosessissa jo oleviin materiaaleihin, tuotteisiin, laitteisiin, työkaluihin, mittavälineisiin, erilaisiin tuotannon apuvälineisiin, jigeihin, kalusteisiin, kiinnitysvälineisiin, nostovälineisiin jne. Myös tilankäyttö katsotaan ja suunnitellaan Sortteerauskriteereissä luo luokat esineiden tms käyttötaajuuden mukaan (jatkuvasti käytettävät, silloin tällöin käytettävä, erittäin harvoin käytettävät, hylättävät) Sovi punalappuun kirjattavat tiedot, esim.: kohteen nimi, lukumäärä, säilytysaika punalaputetuille varatulla alueella, säilytykseen oton syy, muu asiaan liittyvä informaatio Punalaputuksessa on se vaara, että tuotantolinjan oma henkilöstö pitää kaikkea säilyttämisen arvoisena. Siksi on tärkeää, että sortteerauskriteerit on laadittu ennalta ja kun sortteerausta ja punalaputusta tehdään mukana on muiden linjojen tai toimintojen edustajia, jottei ns. kotiinvetämistä tapahtuisi ylikorostetusti (punalaputus ei vielä tarkoita, että kohde tullaan hävittämään tai kierrättämään). AINA JOS EPÄILET KÄYTTÖTARVETTA, laita siihen punalappu ja katso ajan kanssa ilmeneekö käyttötarvetta Käy sovitun ajan kuluttua punalaputetut läpi ja päätä mikä jää, mikä ei SORTTEERAUS / PUNALAPUTUS 42
43 LAADI OHJE MITEN TOIMIA TYÖALUEELTA PUNALAPUTETTUJEN KOHTEIDEN KANSSA- ESIMERKKI Tarkasteltava työkalu, esine, osa, laite, materiaali tms. Toimenpiteet Vanhentunut kohde Myy tai myy alennuksella tai anna pois tai toimita kierrätykseen Viallinen kohde Palauta toimittajalle sisäiselle / ulkoiselle Romu, hylky Toimita kierrätykseen Jäte, käytetty ja hylätty materiaali Toimita kaatopaikalle tai energiajätteeksi tai kierrätykseen Ei tarpeellinen kohde tällä työalueella Siirrä sovittuun säilytyspaikkaan Kerran päivässä käytettävä kohde Kuljeta mukanasi tai säilytä käyttöpaikassa Kerran viikossa käytettävä kohde Varastoi työalueella Kerran kuukaudessa käytettävä kohde Säilytä sovitussa, helposti haettavassa paikassa laitoksella Hyvin harvoin käytettävä kohde Säilytä sovitussa keskusvarastopaikassa tai myy tai anna pois tai kierrätykseen Käyttötarve ja taajuus tuntematon Selvitä tarvitaanko? Ellei myy tai anna pois tai laita kierrätykseen 43

44 KÄYTTÖTARPEEN MUKAINEN LUOKITTELU JA SÄILYTTÄMINEN - laadi lajittelukriteerit Prioriteetti Käyttötaajuus Säilytys Matala kerran vuodessa tai noin kerran vuodessa Hävitä Varastoi kauempana Kohtalainen Kerran 2 6 kk:ssa Kerran kuukaudessa Kerran viikossa Laita varastoon Korkea Kerran päivässä Kerran tunnissa Varastoi yksittäisillä paikoilla työpisteissä tai kanna mukanasi (At point of use) 44

45 PUNALAPPU Luokka 1. Laitteet 7. Lopputuotteet 2. Jigit ja työkalut 8. Keskeneräiset 3. Mittausvälineet 9. Toimistotarvikkeet 4. Materiaalit 5. Osat 6. Puolivalmisteet Kohteen nimi Valmistusnumero. Lukumäärä Yksikkö Arvo Laputussyy 1. Tarpeeton 5. Muu 2. Viallinen 3. Hylätty materiaali 4. Tuntematon Kuvaus / tunniste: Vastuu: Osasto: Loppusijoituskäsittely hoidettu (Allekirjoitettu) Lukumäärä: Syy: Päivämäärä: Loppusijoituspäivämäärä: Kuka: Punalaputusnro: Päiväys: Säilytysaika: MIETI OMIIN TARPEISIIN SOVELTUVA SISÄLTÖ PUNALAPULLE 45
46 Luokitus Kohteen nimi 1. Raaka-aine 2. Prosessissa oleva välivarastoitu materiaali 3. Käyttämätön laite, työkalu, mittalaite 4. Puolivalmiste 5. Lopputuote 6. Puolivalmistemateriaali 7. Toimistotuote 8. Kynät, toimistotarvike ym. Tunnistenumero Laputuksen syy Vastuuhlö Laputetun kohteen käsittely Päivämäärä 1. Ei tarpeellinen 2. Viallinen 3. Vanhentunut materiaali, laite, työkalu 4. Ylimääräinen 5. Käyttökohde tunnistamaton 6. Käyttötarkoitukseensa sopimaton 7. Muu 1. Hävittäminen 2. Palautetaan 3. Siirto punalaputetuille varatulle alueelle 4. Siirto erilliseen säilytyspaikkaan 5. Muu Lapun tunniste PUNALAPUN SISÄLTÖ TULEE SOPIA 5S OHJELMAN ALUSSA 46
47 5S-PUNAINEN LAPPU mitä voisi sisältää (muokkaa kohteen ja luokiteltavien asioiden mukaan aina talon näköiseksi ) Täyttäjän nimi: Päivämäärä: Laitos / osasto: Laitteen tms. nimi: Lukumäärä / rahallinen arvo: Luokittelu, mikä? (ympyröi soveltuva) 1) Raaka-aine 2) KET 3) Lopputuote 4) Työkalu tai jigi 5) Asiakkaan työkalu tai jigi 6) Ylimääräinen esine, laite 7) Kunnossapidon materiaali tms 8) Toimistoväline 9) Asiakastiedosto, dokumentti tai oma tiedosto, dokumentti 10) Tuntematon 11) Muu Välittömän sijoittelun syy (ympyröi soveltuva) 1) Ei tarvita lähimpään 30 päivään 2) Ei tarvita tiedossa olevassa tulevaisuudessa 3) Viallinen, virheellinen 4) Ylijäämää 5) Ei tarvita tässä ja nyt 6) Tunnistamaton 7) Muu Sijoituspäätös: 1) Hylky (kirjattava) 2) Hylky (ei kirjata) 3) Palautetaan toimittajalle 4) Siirretään punalaputetuille varatulle alueelle 5) Siirretään, kirjaa minne: 6) Säilytetään työsalueella, missä: 7) Muu, mikä? Välittömän sijoittelun tekijä: Päivämäärä: Lopullisen sijoittelun vastuuhlö: Lopullisen sijoittelun ajankohta: 47

48 MIETI MINNE PERUSTAT SÄILYTYSTILAT LAPUTETUILLE ESINEILLE 48

49 5S SÄILYTYSALUE TAI PUNALAPUTETUT KOHTEET SOVI PAIKKA, JONNE MATERIAALIT, TYÖKALUT, LAITTEET JNE JOIDEN KÄYTTÖTARPEESTA EI OLE SELVÄÄ TIETOA VARASTOIDAAN SOVITUKSI AIKAA JA SITTEN KRIITTISESTI POISTETAAN MAHDOLLI- SIMMAN MONI SÄILÖTTY KOHDE (JOS SITÄ EI OLE KUKAAN KAIVANNUT) 49




50 Kuvaus / tunniste: Lukumäärä: Syy: Kuka: Päiväys: Säilytysaika: SOVI LAPUTETTUJEN ESINEIDEN SÄILYTYSPAIKAT 50

51 MUISTA SORTTEERAUS KOKO AJAN! ENNEN SORTTEERAA STANDARDOI Parannat tuottavuutta! Vähennät etsintä- ja virhekustannuksia! 51
52 KÄYTÄ PALJON VISUAALISUUTTA 5S TUKENA Laadi työalueista kartat, joissa kuvaat liikkumis- ja siirtoväylät, sijoituspaikat ja - alueet Tarvittaessa mieti kulkuväylien ja sijoitusalueiden sijaintia uudestaan Määrittele selkeät osoitteet tai nimet työalueen väylillä, sijoituspaikoille Merkitse kaikki kulkuväylät, sijoitusalueet ym. selkeästi Käytä selkeästi näkyviä suuntanuolia liikkumissuunnan osoittamiseen Merkitse kaikki varastointipisteet ja säilytyspaikat selvästi Merkitse koneiden, laitteiden ja välineiden paikat Merkitse kaikki hyllypaikat, varastointitilat, säilytystelineet Merkitse kaikki ovet selkeästi minne johtavat, merkitse ovien aukeamissuunta ja vaatima tila 52

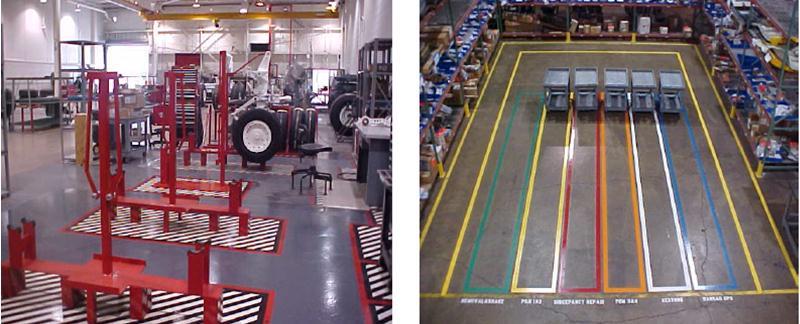
53 KÄYTÄ PALJON VISUAALISUUTTA 53

54 5S KOKEMUKSIA Johdon tulee JOHTAA / OPETTAA / AUDITOIDA Sovi siisteys- ja järjestyskriteerit ennakolta Dokumentoi tilanne ennen ja jälkeen digikuvin tai videoin Ota aina ne henkilöt mukaan, joita 5S tulee koskettamaan Varaa aikaa seurannalle Muista käyttää kriittistä silmää prosessissa liikkuessa 54

55 5S-PROJEKTIN MITTAREITA Etsimiseen kuluva aika, vähenemistrendi Odottamiseen kuluva aika Käytävien, tilojen vapaana pysyminen ei tarpeellisesta materiaalista Työn aikana tehtävän kävelyn määrä, kehitystrendit Tehtävän suorittamiseen kuluva aika, trendi Virheiden määrä Koneiden ja laitteiden käytettävyys Ominaiskustannusten kehitys Varastopinta-alan kehitys Poissaoloprosentti, trendi 55
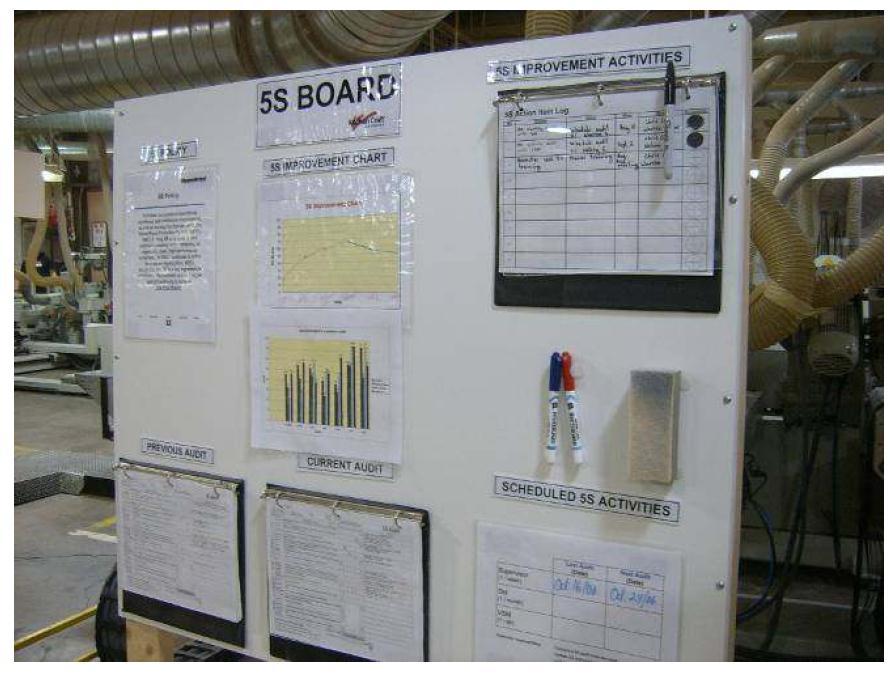

56 VIESTI HENKILÖSTÖLLE MITÄ TEHDÄÄN JA MISSÄ OLLAAN 56

57 If the Horse Doesn t Drink, You Have Nothing 5.SUSTAIN JÄÄKÖ 5S PROJEKTI ELÄMÄÄN? 57
5S & MUUT PERUS-LEANTYÖKALUT TYÖOLOSUHTEIDEN HELPOTTAJANA JA TUOTTAVUUDEN TUKENA
 5S & MUUT PERUS-LEANTYÖKALUT TYÖOLOSUHTEIDEN HELPOTTAJANA JA TUOTTAVUUDEN TUKENA J Moisio, Qualitas Fennica Oy, 09/2012 1 Kaikki arvoa lisäämätön on hukkaa Lean-ajattelu koostuu: o Tunnista mikä luo arvoa
5S & MUUT PERUS-LEANTYÖKALUT TYÖOLOSUHTEIDEN HELPOTTAJANA JA TUOTTAVUUDEN TUKENA J Moisio, Qualitas Fennica Oy, 09/2012 1 Kaikki arvoa lisäämätön on hukkaa Lean-ajattelu koostuu: o Tunnista mikä luo arvoa
Teollisuustilojen käytettävyyteen vaikuttavat tekijät
 Teollisuustilojen käytettävyyteen vaikuttavat tekijät Toiminnallisuuteen vaikuttaa: -sujuva materiaalivirta, lyhyet siirtymiset -ristikkäisten toimintojen välttäminen -teknisillä ratkaisuilla tuotannon
Teollisuustilojen käytettävyyteen vaikuttavat tekijät Toiminnallisuuteen vaikuttaa: -sujuva materiaalivirta, lyhyet siirtymiset -ristikkäisten toimintojen välttäminen -teknisillä ratkaisuilla tuotannon
Laadunhallintajärjestelmä:
 Laadunhallintajärjestelmä: ISO 9001:2008 vs 2015 Kirsi Andersson, TTY Mitä eroa on ISO 9001:2008 ja ISO 9001:2015? Johtajuus korostuu Johtajuus saa uudessa standardissa enemmän painoarvoa. 2008 standardi
Laadunhallintajärjestelmä: ISO 9001:2008 vs 2015 Kirsi Andersson, TTY Mitä eroa on ISO 9001:2008 ja ISO 9001:2015? Johtajuus korostuu Johtajuus saa uudessa standardissa enemmän painoarvoa. 2008 standardi
Tuttu ympäristö yllättää. Perusasiat kuntoon.
 Tuttu ympäristö yllättää. Perusasiat kuntoon. PERUSASIAT KUNTOON työssä ja kotona Siisteys ja järjestys ehkäisevät tapaturmia, lisäävät työtehoa ja viihtyvyyttä merkittävästi niin työpaikalla kuin kotonakin.
Tuttu ympäristö yllättää. Perusasiat kuntoon. PERUSASIAT KUNTOON työssä ja kotona Siisteys ja järjestys ehkäisevät tapaturmia, lisäävät työtehoa ja viihtyvyyttä merkittävästi niin työpaikalla kuin kotonakin.
Yrityskohtaiset LEAN-valmennukset
 Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Yrityskohtaiset LEAN-valmennukset Lean ajattelu: Kaikki valmennuksemme perustuvat ajatukseen: yhdessä tekeminen ja tekemällä oppiminen. Yhdessä tekeminen vahvistaa keskinäistä luottamusta luo positiivisen
Prosessien hallinta. Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan
 Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
Prosessien hallinta Lean-näkökulma laboratorion prosessien kehittämiseen ja hallintaan Tommi Jokiniemi Kehittämispäällikkö Viitekehykset Luennoitsija: Biofysiikan ja lääketieteellisen tekniikan DI 15v
Hukkahaavit ja Kaizen. Mitä Hukkahaavi ja Kaizen on? Susanna Mantere Välinehuoltotyönohjaaja
 Hukkahaavit ja Kaizen Susanna Mantere Välinehuoltotyönohjaaja 7.10.2016 Mitä Hukkahaavi ja Kaizen on? Hukkahaavi prosessin tarkastelua johon osallistuu eri ammattiryhmiä ja useampi työyksikkö Kaizen on
Hukkahaavit ja Kaizen Susanna Mantere Välinehuoltotyönohjaaja 7.10.2016 Mitä Hukkahaavi ja Kaizen on? Hukkahaavi prosessin tarkastelua johon osallistuu eri ammattiryhmiä ja useampi työyksikkö Kaizen on
Yhteinen työpaikka -uhka vai mahdollisuus? Jarmo Osmo Länsi- ja Sisä-Suomen aluehallintovirasto Työsuojelun vastuualue
 Yhteinen työpaikka -uhka vai mahdollisuus? Jarmo Osmo Länsi- ja Sisä-Suomen aluehallintovirasto Työsuojelun vastuualue [Tekijän nimi ja osasto] 13.12.2018 1 Mikä on yhteinen työpaikka? TtL 49 : Yhteisellä
Yhteinen työpaikka -uhka vai mahdollisuus? Jarmo Osmo Länsi- ja Sisä-Suomen aluehallintovirasto Työsuojelun vastuualue [Tekijän nimi ja osasto] 13.12.2018 1 Mikä on yhteinen työpaikka? TtL 49 : Yhteisellä
Sunprofile Oy. PM Club Jyväskylä 1/2016: Lean. Jyrki Koukkari
 Sunprofile Oy PM Club Jyväskylä 1/2016: Lean Jyrki Koukkari Ohjelma 2 15:45-16:00 Kahvi 16:00-16:15 Tilaisuuden avaus 16:15-16:45 Lean intro 16:45-17.00 LEAN Tehtaan esittely 17:00-17:15 Kahvi 17:15-18:15
Sunprofile Oy PM Club Jyväskylä 1/2016: Lean Jyrki Koukkari Ohjelma 2 15:45-16:00 Kahvi 16:00-16:15 Tilaisuuden avaus 16:15-16:45 Lean intro 16:45-17.00 LEAN Tehtaan esittely 17:00-17:15 Kahvi 17:15-18:15
Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland
 Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland hanna.astrom@hushallningssallskapet.se +46 35 46538 Hushållningssällskapet Halland The Rural Economy and
Hanna Åström Lean coach, lean methodology The Rural Economy and Agricultural Society of Halland hanna.astrom@hushallningssallskapet.se +46 35 46538 Hushållningssällskapet Halland The Rural Economy and
VAARALLISTEN AINEIDEN KULJETUSTEN TURVALLISUUS ON ONNISTUMISEN SIVUTUOTE
 VAARALLISTEN AINEIDEN KULJETUSTEN TURVALLISUUS ON ONNISTUMISEN SIVUTUOTE 1 Case: Vantaan Energia Case: Vantaan Energia Oy Turvallisuushavainnot 2013 CASE: Vantaan energia Oy Kehitysprojektit 2013-14 Turvallisuustilastojen
VAARALLISTEN AINEIDEN KULJETUSTEN TURVALLISUUS ON ONNISTUMISEN SIVUTUOTE 1 Case: Vantaan Energia Case: Vantaan Energia Oy Turvallisuushavainnot 2013 CASE: Vantaan energia Oy Kehitysprojektit 2013-14 Turvallisuustilastojen
Mitä Lean on? Lean5 Europe Oy Ltd
 Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Mitä Lean on? Lean5 Europe Oy Ltd Tommi Elomaa MITÄ ON LEAN? 1. ARVO TEHDÄÄN VAIN SITÄ, MIKÄ TUOTTAA ARVOA ASIAKKAALLE. EI TEHDÄ MITÄÄN MUUTA. Leanin keskeinen ajatus on päinvastainen Tarkoitus ei ole
Lean-ajattelu kiireen kesyttäjänä Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen
 Lean-ajattelu kiireen kesyttäjänä 28.9.2018 Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen Tarkoitus ei ole oppia juoksemaan nopeammin, vaan oppia kävelemään jatkuvasti lyhenevä matka.
Lean-ajattelu kiireen kesyttäjänä 28.9.2018 Anestesia-syyskoulutuspäivät Hotel Torni Tampere TtM Elsi Huovinen Tarkoitus ei ole oppia juoksemaan nopeammin, vaan oppia kävelemään jatkuvasti lyhenevä matka.
5S SOVELTAMINEN - TYÖTAPOJA
 5S SOVELTAMINEN - TYÖTAPOJA J Moisio, Qualitas Fennica Oy, 5/2012 1 SUSTAIN tee säännöllisiä auditointeja, jottei tilanne pääse rapautumaan, innosta ihmisiä jatkuvaan kehittämiseen STANDARDIZE luo ohjeet,
5S SOVELTAMINEN - TYÖTAPOJA J Moisio, Qualitas Fennica Oy, 5/2012 1 SUSTAIN tee säännöllisiä auditointeja, jottei tilanne pääse rapautumaan, innosta ihmisiä jatkuvaan kehittämiseen STANDARDIZE luo ohjeet,
VANHUSPSYKIATRIAN OSASTON 5S
 VANHUSPSYKIATRIAN OSASTON 5S Oh Heidi Mielonen 2.11.2015 VANHUSPSYKIATRIAN OSASTO 55 Osastomme on 15-paikkainen suljettu osasto Osastollamme hoidetaan psykiatristen potilaiden lisäksi muistipotilaita,
VANHUSPSYKIATRIAN OSASTON 5S Oh Heidi Mielonen 2.11.2015 VANHUSPSYKIATRIAN OSASTO 55 Osastomme on 15-paikkainen suljettu osasto Osastollamme hoidetaan psykiatristen potilaiden lisäksi muistipotilaita,
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy
 MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
MITÄ ON GEMBA-WALK? Janne Metsolahti Työnjohtaja YIT Infra Oy janne.metsolahti@yit.fi MITÄ ON GEMBA-WALK? Sana gemba tulee japanin kielestä ja tarkoittaa todellista paikkaa, paikkaa jossa arvo tuotetaan
PROSESSIEN TUNNISTAMISESTA PROSESSIEN JOHTAMISEEN JA MITTAAMISEEN. C Harjoitteita. J Moisio, Qualitas Fennica / IMS Business Solutions Oy, 4/ 2017
 PROSESSIEN TUNNISTAMISESTA PROSESSIEN JOHTAMISEEN JA MITTAAMISEEN C Harjoitteita J Moisio, Qualitas Fennica / IMS Business Solutions Oy, 4/ 2017 1 H1) Ohessa on esimerkkejä hankaluuksista, joita esiintyy
PROSESSIEN TUNNISTAMISESTA PROSESSIEN JOHTAMISEEN JA MITTAAMISEEN C Harjoitteita J Moisio, Qualitas Fennica / IMS Business Solutions Oy, 4/ 2017 1 H1) Ohessa on esimerkkejä hankaluuksista, joita esiintyy
LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN
 LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN KIINTEISTÖJOHTAJA TEPPO SALMIKIVI HELSINGIN YLIOPISTO, TILA- JA KIINTEISTÖKESKUS HELSINGIN YLIOPISTO
LCI-PÄIVÄT 2015 RANTASIPI AIRPORT MITEN LEAN CONSTRUCTION LUO UUTTA POTENTIAALIA RAKENNUSALAN KEHITTÄMISEEN KIINTEISTÖJOHTAJA TEPPO SALMIKIVI HELSINGIN YLIOPISTO, TILA- JA KIINTEISTÖKESKUS HELSINGIN YLIOPISTO
Tehokkuutta hoitotyöhön, hukkatyö ja Lean ajattelu terveydenhuollossa. Katja Pesonen, suunnittelija, HUS Perusterveydenhuollon yksikkö
 Tehokkuutta hoitotyöhön, hukkatyö ja Lean ajattelu terveydenhuollossa Katja Pesonen, suunnittelija, HUS Perusterveydenhuollon yksikkö Lean ajattelu Filosofia, kulttuuri, arvo, ajattelutapa jne. Parannuskeino,
Tehokkuutta hoitotyöhön, hukkatyö ja Lean ajattelu terveydenhuollossa Katja Pesonen, suunnittelija, HUS Perusterveydenhuollon yksikkö Lean ajattelu Filosofia, kulttuuri, arvo, ajattelutapa jne. Parannuskeino,
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA
 VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
VIRTAUSTEHOKKUUDEN LISÄÄMINEN PATOLOGIAN LABORATORIOSSA Mikko Laiho 6.2.2015 TEHOKKUUSMATRIISI LEAN ON TÄHDEN TAVOITTELUA VAIHTELUA VÄHENTÄMÄLLÄ RESURSSITEHOKKUUS VIRTAUSTEHOKKUUS Vaihtelu Voi syntyä mm.
TÄTÄ ON LEAN. Leo Riihiaho
 TÄTÄ ON LEAN Leo Riihiaho 040-8660145 Leo.riihiaho@vr.fi/lexa.riihiaho@gmail.com TÄTÄ ON LEAN Lean kiteytettynä Arvoketjun hallinta Virtaus Johtaminen Tuloksia Taiichi Ohno Lean kiteytettynä Tarkoitus
TÄTÄ ON LEAN Leo Riihiaho 040-8660145 Leo.riihiaho@vr.fi/lexa.riihiaho@gmail.com TÄTÄ ON LEAN Lean kiteytettynä Arvoketjun hallinta Virtaus Johtaminen Tuloksia Taiichi Ohno Lean kiteytettynä Tarkoitus
Ergonomia työterveyden edistäjänä
 Ergonomia työterveyden edistäjänä Työterveyslaitoksen koulutus 2016 Mika Nyberg, TtM, tft, erityisasiantuntija mika.nyberg@ttl.fi, Työterveyslaitos, Tampere Työterveyshuolto - Ergonomia Ergonomia on ihmisen
Ergonomia työterveyden edistäjänä Työterveyslaitoksen koulutus 2016 Mika Nyberg, TtM, tft, erityisasiantuntija mika.nyberg@ttl.fi, Työterveyslaitos, Tampere Työterveyshuolto - Ergonomia Ergonomia on ihmisen
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Näyttötutkintoaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 48 Materiaalien tai tuotteiden siirrot Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2008 1(9) Ohjeet tutkinnon osan suorittamiseen
1 Näyttötutkintoaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 48 Materiaalien tai tuotteiden siirrot Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2008 1(9) Ohjeet tutkinnon osan suorittamiseen
Reilun Pelin työkalupakki: Työkäytäntöjen kehittäminen
 Reilun Pelin työkalupakki: Työkäytäntöjen kehittäminen Tavoite Oppia menetelmä, jonka avulla työyhteisöt voivat yhdessä kehittää työkäytäntöjään. Milloin työkäytäntöjä kannattaa kehittää? Työkäytäntöjä
Reilun Pelin työkalupakki: Työkäytäntöjen kehittäminen Tavoite Oppia menetelmä, jonka avulla työyhteisöt voivat yhdessä kehittää työkäytäntöjään. Milloin työkäytäntöjä kannattaa kehittää? Työkäytäntöjä
LaatuPeda KIERROS HEINOLASSA
 LaatuPeda KIERROS HEINOLASSA 7.5.2014 Lehtinen Armi, työsuojeluvaltuutettu, opettaja, ympäristöala Eskeli Heidi, opettaja, laboratorioala xx, opiskelija, KOMEN13AOP xx, opiskelija, KOMEN12AOP xx, opiskelija,
LaatuPeda KIERROS HEINOLASSA 7.5.2014 Lehtinen Armi, työsuojeluvaltuutettu, opettaja, ympäristöala Eskeli Heidi, opettaja, laboratorioala xx, opiskelija, KOMEN13AOP xx, opiskelija, KOMEN12AOP xx, opiskelija,
Tuottavuutta Metsästämässä. Aapo Varis / 3.5.2016
 Tuottavuutta Metsästämässä Aapo Varis / 3.5.2016 Sisältö Johtaminen tuottavuuden inhimillinen ulottuvuus Toiminnan kehittäminen Taloudellisten resurssien käyttö Tuottavuus = Tuotos/Panos Panokset: Yritys
Tuottavuutta Metsästämässä Aapo Varis / 3.5.2016 Sisältö Johtaminen tuottavuuden inhimillinen ulottuvuus Toiminnan kehittäminen Taloudellisten resurssien käyttö Tuottavuus = Tuotos/Panos Panokset: Yritys
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO Suorittaja: Järjestäjä: Rakennustuotealan tutkintotoimikunta 12/2009 1(9) Ohjeet tutkinnon osan suorittamiseen 2 1. Arvioijat Tutkinnon
1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO Suorittaja: Järjestäjä: Rakennustuotealan tutkintotoimikunta 12/2009 1(9) Ohjeet tutkinnon osan suorittamiseen 2 1. Arvioijat Tutkinnon
Hoidon saatavuus ja palvelukokemuksen merkitys
 Hoidon saatavuus ja palvelukokemuksen merkitys Tarkoituksena on tarkastella aikajanaa, siitä hetkestä kun asiakas antaa tilauksen & asiakas saa lähetteen siihen kun asiakas on maksanut laskun & asiakas
Hoidon saatavuus ja palvelukokemuksen merkitys Tarkoituksena on tarkastella aikajanaa, siitä hetkestä kun asiakas antaa tilauksen & asiakas saa lähetteen siihen kun asiakas on maksanut laskun & asiakas
Vantaan Osuuskirjasto on Vantaan kaupunginkirjaston työntekijöiden yhdessä perustama ja omistama yritys. Kaupunki ei ole siinä mitenkään mukana.
 Vantaan Osuuskirjasto on Vantaan kaupunginkirjaston työntekijöiden yhdessä perustama ja omistama yritys. Kaupunki ei ole siinä mitenkään mukana. Osuuskunnan tehtävä on levittää arkityössä kertyvää osaamista
Vantaan Osuuskirjasto on Vantaan kaupunginkirjaston työntekijöiden yhdessä perustama ja omistama yritys. Kaupunki ei ole siinä mitenkään mukana. Osuuskunnan tehtävä on levittää arkityössä kertyvää osaamista
HUKKA POIS -HANKE Tampereen Aikuiskoulutuskeskus
 HUKKA POIS -HANKE HUKKA POIS -HANKE Idea pohtia porukalla, mitä voisimme tehdä toisin? Kehiteltiin neljä työpajaa 1. Orientaatio ja 5S 2. Virtaus 3. Oppilaitoksen virtauksen parantaminen 4. Tulosten jalkauttaminen
HUKKA POIS -HANKE HUKKA POIS -HANKE Idea pohtia porukalla, mitä voisimme tehdä toisin? Kehiteltiin neljä työpajaa 1. Orientaatio ja 5S 2. Virtaus 3. Oppilaitoksen virtauksen parantaminen 4. Tulosten jalkauttaminen
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 30 Massan valmistus Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) Ohjeet tutkinnon osan suorittamiseen
1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 30 Massan valmistus Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) Ohjeet tutkinnon osan suorittamiseen
Lean-implementaation tiekartta VSSHP:ssä Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut
 Lean-implementaation tiekartta VSSHP:ssä 8.5.2017 Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut 1 VSSHP strategia 2017-2018, neljä strategista päämäärää Kaiken toiminnan on tuotettava arvoa
Lean-implementaation tiekartta VSSHP:ssä 8.5.2017 Heikki Laurila Lean projektijohtaja VSSHP, Kehittämispalvelut 1 VSSHP strategia 2017-2018, neljä strategista päämäärää Kaiken toiminnan on tuotettava arvoa
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille
 Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
Koulutustarjontaa asiantuntijoille, toimihenkilöille, suunnittelijoille, team leadereille, projektinvetäjille Paavo Heikkinen Paavo.heikkinen@ael.fi Puhelin 050 3641 802 www.ael.fi AEL on profiloitunut
PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki
 Muokkaa perustyyl. napsautt. PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki Valmentaja: Juha Isomäki DI, TTKK (turvallisuustekniikka ja tuotantotalous). Stora Enso Packaging Oy
Muokkaa perustyyl. napsautt. PRO-Tietoisku LEAN 47. Laatupäivät 20.-21.5.2015, Tampere Juha Isomäki Valmentaja: Juha Isomäki DI, TTKK (turvallisuustekniikka ja tuotantotalous). Stora Enso Packaging Oy
Lean ajattelun perusteita Ulla Rikula
 Lean ajattelun perusteita Ulla Rikula 5.10.2016 LEANin 4 periaatetta Tiimityö saadaan yhdessä aikaan Viestintä kokonaiskuva ja tilannetieto Resurssien tehokas hyödyntäminen ja hukan poistaminen Jatkuva
Lean ajattelun perusteita Ulla Rikula 5.10.2016 LEANin 4 periaatetta Tiimityö saadaan yhdessä aikaan Viestintä kokonaiskuva ja tilannetieto Resurssien tehokas hyödyntäminen ja hukan poistaminen Jatkuva
LEAN-AJATTELUN SOVELTAMINEN SAIRAALATEKNIIKAN PALVELUTUOTANNOSSA SAIRAALATEKNIIKAN PÄIVÄT 2013 PORI
 LEAN-AJATTELUN SOVELTAMINEN SAIRAALATEKNIIKAN PALVELUTUOTANNOSSA SAIRAALATEKNIIKAN PÄIVÄT 2013 PORI Lauri Merikallio MITÄ ON LEAN-AJATTELU? Maksimoi arvoa asiakkaalle, käyttäjälle Minimoi hukkaa eli kaikkea
LEAN-AJATTELUN SOVELTAMINEN SAIRAALATEKNIIKAN PALVELUTUOTANNOSSA SAIRAALATEKNIIKAN PÄIVÄT 2013 PORI Lauri Merikallio MITÄ ON LEAN-AJATTELU? Maksimoi arvoa asiakkaalle, käyttäjälle Minimoi hukkaa eli kaikkea
Suomen Lean-yhdistys ry Lean Association of Finland. Lean-ajatusmalli. Valunkäytön seminaari Kalle Arsalo
 Suomen Lean-yhdistys ry Lean Association of Finland Lean-ajatusmalli Valunkäytön seminaari 30.03.2017 Kalle Arsalo 19.8.2015 Suomen Lean-yhdistys ry Aatteellinen v. 2009 perustettu henkilöjäsenyhdistys
Suomen Lean-yhdistys ry Lean Association of Finland Lean-ajatusmalli Valunkäytön seminaari 30.03.2017 Kalle Arsalo 19.8.2015 Suomen Lean-yhdistys ry Aatteellinen v. 2009 perustettu henkilöjäsenyhdistys
LCI Finland vuosipäivä 2013. Mitä on Lean Construction?
 LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
LCI Finland vuosipäivä 2013 Mitä on Lean Construction? Lean Construction Lean Construction is not just another specific approach to construction, but rather a challenger of the conventional understanding
SISÄILMASTOSEMINAARI 2018 TILOJEN SIIVOTTAVUUDELLA PAREMPAAN SISÄILMAAN. Satu Lahtinen Helsinki
 SISÄILMASTOSEMINAARI 2018 TILOJEN SIIVOTTAVUUDELLA PAREMPAAN SISÄILMAAN Satu Lahtinen Helsinki 15.03.2018 SISÄLTÖ Siivottavuus ja sisäilma saneeraus Toteutus Vaiheet Tulokset Toimintamalli siivottavuuden
SISÄILMASTOSEMINAARI 2018 TILOJEN SIIVOTTAVUUDELLA PAREMPAAN SISÄILMAAN Satu Lahtinen Helsinki 15.03.2018 SISÄLTÖ Siivottavuus ja sisäilma saneeraus Toteutus Vaiheet Tulokset Toimintamalli siivottavuuden
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkinnonsuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 24 Karkaisu ja jäähdytys Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon näytön suorittamiseen
1 Tutkinnonsuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 24 Karkaisu ja jäähdytys Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon näytön suorittamiseen
Toyotan tapaan Tampereella vauhtia tavaroihin. Reko Martti Vantaa
 Toyotan tapaan Tampereella vauhtia tavaroihin Reko Martti Vantaa 15.5.2012 Reko Martti Ahlström Pumput Oy, Mänttä 1996 1999 valmistuspäällikkö Gardner Denver Oy 1999 2002 toimitusprosessin omistaja Metso
Toyotan tapaan Tampereella vauhtia tavaroihin Reko Martti Vantaa 15.5.2012 Reko Martti Ahlström Pumput Oy, Mänttä 1996 1999 valmistuspäällikkö Gardner Denver Oy 1999 2002 toimitusprosessin omistaja Metso
Tausta. Arkisia esimerkkejä Erilaiset yhdistäjät. Hokaa moka. Välinehuollon valtakunnalliset koulutuspäivät
 Hokaa moka Välinehuollon valtakunnalliset koulutuspäivät 6.-7.10.2016, Helsinki Tausta Shigeo Shingo, Toyotan tehtaat 1960-luvulla Poka yoke = virhe vältä Erilaisia keinoja, joiden avulla virheiden tekemisestä
Hokaa moka Välinehuollon valtakunnalliset koulutuspäivät 6.-7.10.2016, Helsinki Tausta Shigeo Shingo, Toyotan tehtaat 1960-luvulla Poka yoke = virhe vältä Erilaisia keinoja, joiden avulla virheiden tekemisestä
Miten yritys voi soveltaa Leania käytännössä Michael Johansson
 Miten yritys voi soveltaa Leania käytännössä Michael Johansson 1. LEAN Työkalut: Componenta Pistons 2. LEAN Johtaminen: J&P Hoiva Oy 3. LEAN Kulttuuri: Oy Wikar Ab 4. Lean turkistarhauksessa? 1. LEAN Työkalut:
Miten yritys voi soveltaa Leania käytännössä Michael Johansson 1. LEAN Työkalut: Componenta Pistons 2. LEAN Johtaminen: J&P Hoiva Oy 3. LEAN Kulttuuri: Oy Wikar Ab 4. Lean turkistarhauksessa? 1. LEAN Työkalut:
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkinnonsuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 25 Pinnoitus ja leikkaus Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon näytön suorittamiseen
1 Tutkinnonsuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 25 Pinnoitus ja leikkaus Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon näytön suorittamiseen
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012
 BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
BIMin mahdollisuudet hukan poistossa ja arvonluonnissa LCIFIN Vuosiseminaari 30.5.2012 RIL tietomallitoimikunta LCI Finland Aalto-yliopisto Tampereen teknillisen yliopisto ja Oulun yliopisto Tietomallien
Pysähdy! Nyt on syytä miettiä tämä asia uudelleen. Kiinnitä huomiosi tähän. Hienoa, jatka samaan malliin. Innokylän arviointimittari
 Innokylän arviointimittari Innokylän arviointimittari on kehittämistoiminnan itse- ja vertaisarvioinnin työkalu, jonka avulla arvioidaan kehittämisprosessia ja kehittämisen tavoitteiden saavuttamista.
Innokylän arviointimittari Innokylän arviointimittari on kehittämistoiminnan itse- ja vertaisarvioinnin työkalu, jonka avulla arvioidaan kehittämisprosessia ja kehittämisen tavoitteiden saavuttamista.
Lean johtaminen ja työkalut. Työpaja 16.3.2016
 Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Lean johtaminen ja työkalut Työpaja 16.3.2016 Lean ja Lean Construction Teoriainformoidut käytännön ihmiset MITÄ ON LEAN? LEAN on johtamisfilosofia joka on koko organisaatiota koskeva laaja-alainen muutosprosessi,
Onnella vai osaamisella? Työturvallisuus on kaikkien yhteinen asia.
 Onnella vai osaamisella? Työturvallisuus on kaikkien yhteinen asia. Mitä voin yrittäjänä hyötyä? Turvallisuus ei ole stabiili asia, joka voidaan käyttöönottaa tai saavuttaa. Se on luotava ja ansaittava
Onnella vai osaamisella? Työturvallisuus on kaikkien yhteinen asia. Mitä voin yrittäjänä hyötyä? Turvallisuus ei ole stabiili asia, joka voidaan käyttöönottaa tai saavuttaa. Se on luotava ja ansaittava
MAAHANMUUTTOVIRASTON Viestintästrategia
 MAAHANMUUTTOVIRASTON Viestintästrategia 2013 2017 Lähtökohta Maahanmuuttoviraston viestintästrategia 2013 2017 pohjautuu valtionhallinnon viestinnälle lainsäädännössä ja ohjeissa annettuihin velvoitteisiin
MAAHANMUUTTOVIRASTON Viestintästrategia 2013 2017 Lähtökohta Maahanmuuttoviraston viestintästrategia 2013 2017 pohjautuu valtionhallinnon viestinnälle lainsäädännössä ja ohjeissa annettuihin velvoitteisiin
ARVIOINTILOMAKE / VIHERALAN AMMATTITUTKINTO Määräys 46/011/2015 Kasvillisuusalueiden rakentaminen
 TUTKINNON SUORITTAJAN NIMI SYNTYMÄAIKA ARVIOINTIKOKOUKSEN TIEDOT AIKA PAIKKA ARVIOINTIKRITEERIT HAVAINTOJA TUTKINTOSUORITUKSESTA Työkohteeseen liittyvien suunnitelmien ja asiakirjojen noudattaminen noudattaa
TUTKINNON SUORITTAJAN NIMI SYNTYMÄAIKA ARVIOINTIKOKOUKSEN TIEDOT AIKA PAIKKA ARVIOINTIKRITEERIT HAVAINTOJA TUTKINTOSUORITUKSESTA Työkohteeseen liittyvien suunnitelmien ja asiakirjojen noudattaminen noudattaa
Siivouspalvelukuvaus Liite 3
 1 Siivouspalvelukuvaus Liite 3 Asiakas Sopimuskohde / osoite Wiitaunioni; siivouspalvelut Kuntoutumiskeskus Miekku Haapaniementie 27 44 500 VIITASAARI Siivottava pinta-ala 440,40 m 2 Työaika on 2,0 h/kerta;
1 Siivouspalvelukuvaus Liite 3 Asiakas Sopimuskohde / osoite Wiitaunioni; siivouspalvelut Kuntoutumiskeskus Miekku Haapaniementie 27 44 500 VIITASAARI Siivottava pinta-ala 440,40 m 2 Työaika on 2,0 h/kerta;
Tietoturvapolitiikka turvallisuuden perusta
 Tietoturvapolitiikka turvallisuuden perusta TkT Pekka Jäppinen Lappeenrannan Teknillinen yliopisto PROSTEK-yhteistyöfoorumi 18.4.2013 18.4.2013 Pekka Jäppinen Turvallisuus on yhtä vahva kuin sen heikoin
Tietoturvapolitiikka turvallisuuden perusta TkT Pekka Jäppinen Lappeenrannan Teknillinen yliopisto PROSTEK-yhteistyöfoorumi 18.4.2013 18.4.2013 Pekka Jäppinen Turvallisuus on yhtä vahva kuin sen heikoin
LAATU, LAADUNVARMISTUS JA f RISKIEN HALLINTA JOUNI HUOTARI ESA SALMIKANGAS PÄIVITETTY 18.1.2011
 LAATU, LAADUNVARMISTUS JA f RISKIEN HALLINTA JOUNI HUOTARI ESA SALMIKANGAS PÄIVITETTY 18.1.2011 TEHTÄVÄ Määrittele laatu Mitä riskien hallintaan kuuluu? Jouni Huotari & Esa Salmikangas 2 LAATU JA LAADUNVARMISTUS
LAATU, LAADUNVARMISTUS JA f RISKIEN HALLINTA JOUNI HUOTARI ESA SALMIKANGAS PÄIVITETTY 18.1.2011 TEHTÄVÄ Määrittele laatu Mitä riskien hallintaan kuuluu? Jouni Huotari & Esa Salmikangas 2 LAATU JA LAADUNVARMISTUS
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkinnonsuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 26 Pakkaus ja tuotevalvonta Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) Ohjeet tutkinnon näytön suorittamiseen
1 Tutkinnonsuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 26 Pakkaus ja tuotevalvonta Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) Ohjeet tutkinnon näytön suorittamiseen
2 Kuinka montaa suoritusmittaria toimipaikassa seurattiin vuosina 2011 ja 2016?
 Osa A Johtaminen 1 Mikä seuraavista kuvaa parhaiten toimipaikassa tehtyjä toimenpiteitä, kun tuotannossa havaittiin ongelma vuosina 2011 ja 2016? Esimerkki: laadullisen vian löytäminen tuotteesta tai koneiston
Osa A Johtaminen 1 Mikä seuraavista kuvaa parhaiten toimipaikassa tehtyjä toimenpiteitä, kun tuotannossa havaittiin ongelma vuosina 2011 ja 2016? Esimerkki: laadullisen vian löytäminen tuotteesta tai koneiston
Ihmisten johtaminen, itsensä johtaminen ja organisaatiokulttuurin muutos
 Ihmisten johtaminen, itsensä johtaminen ja organisaatiokulttuurin muutos Johtamisen suurimpia haasteita Jatkuva uudistuminen ja nopea muutos Lisääntyvä monimutkaisuus Innovatiivisuuden ja luovuuden vaatimukset
Ihmisten johtaminen, itsensä johtaminen ja organisaatiokulttuurin muutos Johtamisen suurimpia haasteita Jatkuva uudistuminen ja nopea muutos Lisääntyvä monimutkaisuus Innovatiivisuuden ja luovuuden vaatimukset
Psykiatrian Lean hankkeet
 Psykiatrian Lean hankkeet PSYKIATRISEN SAIRAANHOIDON LAUTAKUNTA, yh, laatupäällikkö Hyks Psykiatria, vs. potilasturvallisuuspäällikkö HUS Yhtymähallinto 2 Esityksen sisältö Mitä on Lean? Päivittäinen johtaminen
Psykiatrian Lean hankkeet PSYKIATRISEN SAIRAANHOIDON LAUTAKUNTA, yh, laatupäällikkö Hyks Psykiatria, vs. potilasturvallisuuspäällikkö HUS Yhtymähallinto 2 Esityksen sisältö Mitä on Lean? Päivittäinen johtaminen
Varoitusjärjestelmä turvallisemman työympäristön puolesta
 Varoitusjärjestelmä turvallisemman työympäristön puolesta www.toyota-forklifts.fi Turvallisuus osana päivittäistä liiketoimintaasi Työtapaturmilla on alentava vaikutus tuottavuuteen. Tutkimukset Euroopassa
Varoitusjärjestelmä turvallisemman työympäristön puolesta www.toyota-forklifts.fi Turvallisuus osana päivittäistä liiketoimintaasi Työtapaturmilla on alentava vaikutus tuottavuuteen. Tutkimukset Euroopassa
Ryhmätyöprojekti, 9. luokka
 Ryhmätyöprojekti, 9. luokka Opettajan määräämissä noin kolmen hengen ryhmissä toteutetaan projekti, jossa yhdistyy yhtälöiden ratkaiseminen hahmotuskyky ja luovuus annettujen resurssien käyttö tutustuminen
Ryhmätyöprojekti, 9. luokka Opettajan määräämissä noin kolmen hengen ryhmissä toteutetaan projekti, jossa yhdistyy yhtälöiden ratkaiseminen hahmotuskyky ja luovuus annettujen resurssien käyttö tutustuminen
Tulevaisuuden kunta liinaa seminaari Esimerkkejä Kemin ja Pellon lean-hankkeesta
 Tulevaisuuden kunta liinaa seminaari 26.1.2017 Esimerkkejä Kemin ja Pellon lean-hankkeesta Aki Pekuri, projektikoordinaattori aki.pekuri@kemi.fi 040 183 7463 Esityksen rakenne Tulevaisuuden kunta liinaa
Tulevaisuuden kunta liinaa seminaari 26.1.2017 Esimerkkejä Kemin ja Pellon lean-hankkeesta Aki Pekuri, projektikoordinaattori aki.pekuri@kemi.fi 040 183 7463 Esityksen rakenne Tulevaisuuden kunta liinaa
ARVIOINTILOMAKE / VIHERALAN AMMATTITUTKINTO Määräys 46/011/2015 Tiiminvetäjänä toimiminen
 TUTKINNON SUORITTAJAN NIMI SYNTYMÄAIKA ARVIOINTIKOKOUKSEN TIEDOT AIKA PAIKKA ARVIOINTIKRITEERIT HAVAINTOJA TUTKINTOSUORITUKSESTA Tiimin työn suunnittelu jakaa työt tiimin jäsenille tasapuolisesti huomioiden
TUTKINNON SUORITTAJAN NIMI SYNTYMÄAIKA ARVIOINTIKOKOUKSEN TIEDOT AIKA PAIKKA ARVIOINTIKRITEERIT HAVAINTOJA TUTKINTOSUORITUKSESTA Tiimin työn suunnittelu jakaa työt tiimin jäsenille tasapuolisesti huomioiden
Leanilla potilasturvallisuutta tehohoitoon
 Leanilla potilasturvallisuutta tehohoitoon Päivi Peltola, Marko Hyvönen, Arto Immonen, Anna-Marja Karhunen, Timo Kellokoski, Juha Koskenkari, Marja Lämsä, Susanna Mustonen, Maarit Yliniemi Tehohoitopaikka
Leanilla potilasturvallisuutta tehohoitoon Päivi Peltola, Marko Hyvönen, Arto Immonen, Anna-Marja Karhunen, Timo Kellokoski, Juha Koskenkari, Marja Lämsä, Susanna Mustonen, Maarit Yliniemi Tehohoitopaikka
19/11/17. 5S Opas. Pekka Hirvonen
 19/11/17 5S Opas Pekka Hirvonen Jalostin 2017 1 Mikä ihmeen 5S?... 3 1.1 Mitä 5S on?... 3 1.2 Mitä 5S:llä saavutetaan?... 4 2 5S-prosessi... 5 2.1 Valmistelu... 5 2.2 Aikataulu... 7 2.3 Pilottialue...
19/11/17 5S Opas Pekka Hirvonen Jalostin 2017 1 Mikä ihmeen 5S?... 3 1.1 Mitä 5S on?... 3 1.2 Mitä 5S:llä saavutetaan?... 4 2 5S-prosessi... 5 2.1 Valmistelu... 5 2.2 Aikataulu... 7 2.3 Pilottialue...
Työmaa-aikataulun tekeminen ja noudattaminen. 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen
 Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Anneli Ruotsalainen Siivouspäällikkö Joensuun kaupunki
 Anneli Ruotsalainen Siivouspäällikkö Joensuun kaupunki Olen Anneli Ruotsalainen ja toimin Joensuun kaupungin Teknisen keskuksen Siivouspalvelut - yksikössä siivouspäällikkönä, jossa tehtävässä olen ollut
Anneli Ruotsalainen Siivouspäällikkö Joensuun kaupunki Olen Anneli Ruotsalainen ja toimin Joensuun kaupungin Teknisen keskuksen Siivouspalvelut - yksikössä siivouspäällikkönä, jossa tehtävässä olen ollut
Siivouskilpailutus Liite 1.
 PUHTAUSTASOLUOKITUS A Ylläpitosiivous Näitä puhtaustasoja sovelletaan tilojen siivouksessa yleisesti. Tasoja sovelletaan niissä tiloissa, joiden osalta muuta ei ole tuotu tarjouspyynnössä tai sen liitteissä
PUHTAUSTASOLUOKITUS A Ylläpitosiivous Näitä puhtaustasoja sovelletaan tilojen siivouksessa yleisesti. Tasoja sovelletaan niissä tiloissa, joiden osalta muuta ei ole tuotu tarjouspyynnössä tai sen liitteissä
Emme juokse nopeammin, vaan kävelemme lyhyemmän matkan!
 Emme juokse nopeammin, vaan kävelemme lyhyemmän matkan! Taloustieteessä tuottavuus on tuotannon tehokkuuden mitta Tuotannon tuottavuutta mitataan tuotoksen ja panoksen suhteella Tuottavuus = Tuotos / Panos
Emme juokse nopeammin, vaan kävelemme lyhyemmän matkan! Taloustieteessä tuottavuus on tuotannon tehokkuuden mitta Tuotannon tuottavuutta mitataan tuotoksen ja panoksen suhteella Tuottavuus = Tuotos / Panos
SyFron Oy Tulustie 14 a, Helsinki
 Milloin Kun hyvinvointikyselyt eivät vielä tuota parhaita mahdollisia tuloksia. Kun organisaatiolla on arvot, mutta ne eivät tunnu toteutuvan. Kun muutosprosessin onnistuminen halutaan varmistaa. Kun työkulttuuria
Milloin Kun hyvinvointikyselyt eivät vielä tuota parhaita mahdollisia tuloksia. Kun organisaatiolla on arvot, mutta ne eivät tunnu toteutuvan. Kun muutosprosessin onnistuminen halutaan varmistaa. Kun työkulttuuria
Liite 2. Turvakävelyt osana opiskelijoiden työturvallisuusperehdytystä
 Liite 2 Turvakävelyt osana opiskelijoiden työturvallisuusperehdytystä Suunnittelu osallistujat/ opiskelijat aikataulutus tilat turvallisuuden osa-alueet Turvakävelyjen toteuttaminen ohjatusti opiskelijoiden
Liite 2 Turvakävelyt osana opiskelijoiden työturvallisuusperehdytystä Suunnittelu osallistujat/ opiskelijat aikataulutus tilat turvallisuuden osa-alueet Turvakävelyjen toteuttaminen ohjatusti opiskelijoiden
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkinnonsuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 27 Puhallusvillan valmistus Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon näytön
1 Tutkinnonsuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 27 Puhallusvillan valmistus Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon näytön
Kannuksen kaupunki IRTAIMISTO -OHJE
 Kannuksen kaupunki IRTAIMISTO -OHJE 2 Sisältö 1. OHJEEN TARKOITUS... 3 2. IRTAIMISTOLUETTELOON KIRJATTAVAN IRTAIMISTON MÄÄRITTELY... 3 3. IRTAIMISTOLUETTELOON KIRJATTAVAT TIEDOT... 4 4. POISTETTAVAN TAI
Kannuksen kaupunki IRTAIMISTO -OHJE 2 Sisältö 1. OHJEEN TARKOITUS... 3 2. IRTAIMISTOLUETTELOON KIRJATTAVAN IRTAIMISTON MÄÄRITTELY... 3 3. IRTAIMISTOLUETTELOON KIRJATTAVAT TIEDOT... 4 4. POISTETTAVAN TAI
Tuottavuutta kuntien palvelutoimintaan Lean5 Europe Oy Ltd
 Tuottavuutta kuntien palvelutoimintaan Lean5 Europe Oy Ltd Tommi Elomaa ja Matti Torkkeli Paineita kuntataloudelle Menojen kasvu Ikääntyvä väestö Kallistuva terveydenhuolto Kasvava työttömyys ja toimeentulo-ongelmat
Tuottavuutta kuntien palvelutoimintaan Lean5 Europe Oy Ltd Tommi Elomaa ja Matti Torkkeli Paineita kuntataloudelle Menojen kasvu Ikääntyvä väestö Kallistuva terveydenhuolto Kasvava työttömyys ja toimeentulo-ongelmat
Kulutus ja täydennys synkronissa
 Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Kulutus ja täydennys synkronissa 11.4.2013 Tuula Löytty Pidentää läpimenoaikoja Aiheuttaa kuljettamista ja siirtelyä Vaatii tilaa Sitoo pääomia Tuotteiden arvo ei kasva 2 1 Koneiden ja laitteiden varaosat
Leanin lähteellä Toyotan lean-kulttuuri ja asiakas ensin - ajattelu. Turku 19.9.2014 Jukka Korkiala
 Leanin lähteellä Toyotan lean-kulttuuri ja asiakas ensin - ajattelu Turku 19.9.2014 Jukka Korkiala Maailmanlaajuiset Toyota Way - arvot ovat Toyota-toiminnan kivijalkana Tavoitteena on saumaton yhteistyö
Leanin lähteellä Toyotan lean-kulttuuri ja asiakas ensin - ajattelu Turku 19.9.2014 Jukka Korkiala Maailmanlaajuiset Toyota Way - arvot ovat Toyota-toiminnan kivijalkana Tavoitteena on saumaton yhteistyö
MVR Keskeiset muutokset MVR mittariin. INFRA ry Ari Kähkönen
 MVR-2017 Keskeiset muutokset MVR 2010 -mittariin 12.10.2017 Ari Kähkönen MVR-mittauksesta 1/2 MVR-mittari on maa- ja vesirakentamisen työmaiden työolosuhteiden ja -turvallisuuden arviointimenetelmä. MVR-mittauksella
MVR-2017 Keskeiset muutokset MVR 2010 -mittariin 12.10.2017 Ari Kähkönen MVR-mittauksesta 1/2 MVR-mittari on maa- ja vesirakentamisen työmaiden työolosuhteiden ja -turvallisuuden arviointimenetelmä. MVR-mittauksella
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot. Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy
 Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
Asfalttiprosessin tehokas hallinta ja tuottavuuden parantamisen keinot Mitä opittavaa meillä on valmistavalta teollisuudelta? Asfalttiseminaari 6.3.2008 Lauri Merikallio Vakeva Oy Alustuksen tavoitteena
LEAN-JOHTAMISEN KESKEISET PERIAATTEET
 Poista hukka! Lopeta sähläys! LEAN-JOHTAMISEN KESKEISET PERIAATTEET Webinaari - Keskiviikko 14.2 klo 09:00-10:00 - Webinaari Webinaarin sisältö klo 09:00-10:00 Avaus ja puhujien / KULMIAN esittely Osallistujien
Poista hukka! Lopeta sähläys! LEAN-JOHTAMISEN KESKEISET PERIAATTEET Webinaari - Keskiviikko 14.2 klo 09:00-10:00 - Webinaari Webinaarin sisältö klo 09:00-10:00 Avaus ja puhujien / KULMIAN esittely Osallistujien
TYÖTURVALLISUUS. Huono työturvallisuus maksaa. Onnettomuudet, loukkaantumiset ja sairauspoissaolot aiheuttavat suuria kustannuksia.
 TYÖTURVALLISUUS TYÖTURVALLISUUS Huono työturvallisuus maksaa. Onnettomuudet, loukkaantumiset ja sairauspoissaolot aiheuttavat suuria kustannuksia. TYÖTURVALLISUUS Työpaikan ja työympäristön työturvallisuudesta
TYÖTURVALLISUUS TYÖTURVALLISUUS Huono työturvallisuus maksaa. Onnettomuudet, loukkaantumiset ja sairauspoissaolot aiheuttavat suuria kustannuksia. TYÖTURVALLISUUS Työpaikan ja työympäristön työturvallisuudesta
Reilun Pelin työkalupakki: Kiireen vähentäminen
 Reilun Pelin työkalupakki: Kiireen vähentäminen Tavoitteet Tämän toimintamallin avulla opit määrittelemään kiireen. Työyhteisösi oppii tunnistamaan toistuvan, kuormittavan kiireen sekä etsimään sen syitä
Reilun Pelin työkalupakki: Kiireen vähentäminen Tavoitteet Tämän toimintamallin avulla opit määrittelemään kiireen. Työyhteisösi oppii tunnistamaan toistuvan, kuormittavan kiireen sekä etsimään sen syitä
Palvelumuotoilu ja muotoiluajattelu bisneksessä
 Palvelumuotoilu ja muotoiluajattelu bisneksessä Hanna-Riina Vuontisjärvi Projektipäällikkö/ Palvelumuotoilija Lapin yliopisto, Taiteiden Tiedekunta hanna-riina.vuontisjarvi@ulapland.fi Mitä palvelumuotoilija
Palvelumuotoilu ja muotoiluajattelu bisneksessä Hanna-Riina Vuontisjärvi Projektipäällikkö/ Palvelumuotoilija Lapin yliopisto, Taiteiden Tiedekunta hanna-riina.vuontisjarvi@ulapland.fi Mitä palvelumuotoilija
Tilaajien rooli virtaustehokkuuden kehittämisessä
 Tilaajien rooli virtaustehokkuuden kehittämisessä 15.11.2016 1 Mahdollisuus Valmistavan tuotannon tehokkuus on yli kolminkertaistunut rakentamiseen verrattuna Etumatka voidaan kuoroa tuomalla työmaalle
Tilaajien rooli virtaustehokkuuden kehittämisessä 15.11.2016 1 Mahdollisuus Valmistavan tuotannon tehokkuus on yli kolminkertaistunut rakentamiseen verrattuna Etumatka voidaan kuoroa tuomalla työmaalle
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO Suorittaja: Järjestäjä: Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon osan suorittamiseen 1. Arvioijat Tutkinnon
1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO Suorittaja: Järjestäjä: Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon osan suorittamiseen 1. Arvioijat Tutkinnon
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 28 Rakennuseristeiden laadunvalvonta Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon
1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO 28 Rakennuseristeiden laadunvalvonta Suorittaja: Järjestäjä Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon
ARVIOINTILOMAKE / VIHERALAN AMMATTITUTKINTO Määräys 46/011/2015 Maanalaisten rakenteiden rakentaminen
 TUTKINNON SUORITTAJAN NIMI SYNTYMÄAIKA ARVIOINTIKOKOUKSEN TIEDOT AIKA PAIKKA ARVIOINTIKRITEERIT HAVAINTOJA TUTKINTOSUORITUKSESTA Maanalaisen rakenteen rakentamiseen liittyvien suunnitelmien ja asiakirjojen
TUTKINNON SUORITTAJAN NIMI SYNTYMÄAIKA ARVIOINTIKOKOUKSEN TIEDOT AIKA PAIKKA ARVIOINTIKRITEERIT HAVAINTOJA TUTKINTOSUORITUKSESTA Maanalaisen rakenteen rakentamiseen liittyvien suunnitelmien ja asiakirjojen
Kunnossapidon laatu. Tielaitos. Tienvarsikalusteiden kuntoluokitus 1'. Kunnossapidon ohjaus. Tuotannon palvelukeskus
 Kunnossapidon laatu Tielaitos Tienvarsikalusteiden kuntoluokitus : 1'. Kunnossapidon ohjaus Helsinki 1994 Tuotannon palvelukeskus Kunnossapidon laatu Tienvarsikalusteiden kuntoluokitus Tielaitos Tuotannon
Kunnossapidon laatu Tielaitos Tienvarsikalusteiden kuntoluokitus : 1'. Kunnossapidon ohjaus Helsinki 1994 Tuotannon palvelukeskus Kunnossapidon laatu Tienvarsikalusteiden kuntoluokitus Tielaitos Tuotannon
Lean. Moniko kuullut? Moniko soveltanut? 2014 Lean5 Europe Oy
 Lean Moniko kuullut? Moniko soveltanut? Käytännön esimerkki Lean historiaa -> Lean historiaa -> Lean on kehittynyt käytännön toiminnan kautta ja nykyisin käytössä sadoissa tuhansissa organisaatiossa eri
Lean Moniko kuullut? Moniko soveltanut? Käytännön esimerkki Lean historiaa -> Lean historiaa -> Lean on kehittynyt käytännön toiminnan kautta ja nykyisin käytössä sadoissa tuhansissa organisaatiossa eri
Integrated Management System. www.ims.fi, Ossi Ritola
 Integrated Management System www.ims.fi, Ossi Ritola Mitä prosessien tunnistaminen on? Löydämme ja ryhmittelemme organisaation toistettavat työnkulut optimaalisimmalla tavalla organisaation tulevaisuuden
Integrated Management System www.ims.fi, Ossi Ritola Mitä prosessien tunnistaminen on? Löydämme ja ryhmittelemme organisaation toistettavat työnkulut optimaalisimmalla tavalla organisaation tulevaisuuden
IPT 2 Syventävä työpaja : Alihankkijoiden integrointi ipt-hankkeisiin
 IPT 2 Syventävä työpaja 11.9.2018: Alihankkijoiden integrointi ipt-hankkeisiin IPT 2 -syventävä työpaja 11.9.2018 klo 9:00-15:00 Alihankkijoiden integrointi ipt-hankkeisiin TYÖPAJAN TAVOITE: - Työpajan
IPT 2 Syventävä työpaja 11.9.2018: Alihankkijoiden integrointi ipt-hankkeisiin IPT 2 -syventävä työpaja 11.9.2018 klo 9:00-15:00 Alihankkijoiden integrointi ipt-hankkeisiin TYÖPAJAN TAVOITE: - Työpajan
Tarjouspyyntö siivouspalveluista D/192/ /2016 Liite 2.
 PUHTAUSTASOLUOKITUS A Ylläpitosiivous Näitä puhtaustasoja sovelletaan tilojen siivouksessa yleisesti. Tasoja sovelletaan niissä tiloissa, joiden osalta muuta ei ole tuotu tarjouspyynnössä tai sen liitteissä
PUHTAUSTASOLUOKITUS A Ylläpitosiivous Näitä puhtaustasoja sovelletaan tilojen siivouksessa yleisesti. Tasoja sovelletaan niissä tiloissa, joiden osalta muuta ei ole tuotu tarjouspyynnössä tai sen liitteissä
Tuotannon luotettavuus
 Tuotannon luotettavuus Tuomas Särkilahti Skanska Talonrakennus Oy 1 Sisältö 1. Skanskan Luotettavan Tuotannon Toimintapa (LTT) 2. Miksi tuotannon luotettavuus on tärkeää 3. Miten varmistamme luotettavan
Tuotannon luotettavuus Tuomas Särkilahti Skanska Talonrakennus Oy 1 Sisältö 1. Skanskan Luotettavan Tuotannon Toimintapa (LTT) 2. Miksi tuotannon luotettavuus on tärkeää 3. Miten varmistamme luotettavan
Yhteisöllisen toimintatavan jalkauttaminen!
 Yhteisöllisen toimintatavan jalkauttaminen! Käyttöönoton vaiheet Yrityksen liiketoimintatavoitteet Yhteisöllisen toimintatavan käyttöalueet Työkalut Hyödyt yritykselle Hyödyt ryhmälle Hyödyt itselle Miten
Yhteisöllisen toimintatavan jalkauttaminen! Käyttöönoton vaiheet Yrityksen liiketoimintatavoitteet Yhteisöllisen toimintatavan käyttöalueet Työkalut Hyödyt yritykselle Hyödyt ryhmälle Hyödyt itselle Miten
Näin ei voi enää jatkua! - Toiminnan kehittäminen LEANin avulla
 Näin ei voi enää jatkua! - Toiminnan kehittäminen LEANin avulla 24.3.2015 Henkilöstonjohtamisen seminaari Tomi Järvinen, Lean Six Sigma Expert Business Excellence Finland Oy 1 Tarvitaan ajatustavan muutosta
Näin ei voi enää jatkua! - Toiminnan kehittäminen LEANin avulla 24.3.2015 Henkilöstonjohtamisen seminaari Tomi Järvinen, Lean Six Sigma Expert Business Excellence Finland Oy 1 Tarvitaan ajatustavan muutosta
MUUTOSTA LAADUN EHDOILLA
 MUUTOSTA LAADUN EHDOILLA Auditointien painopisteitä J Moisio, Qualitas Fennica /Arter Oy 09/2015 2 AUDITOINNIN MISSIO SELVÄKSI: Tutkitaan johtamisjärjestelmän riittävyyttä ja sopivuutta Tutkitaan johtamisjärjestelmän
MUUTOSTA LAADUN EHDOILLA Auditointien painopisteitä J Moisio, Qualitas Fennica /Arter Oy 09/2015 2 AUDITOINNIN MISSIO SELVÄKSI: Tutkitaan johtamisjärjestelmän riittävyyttä ja sopivuutta Tutkitaan johtamisjärjestelmän
KUNNALLINEN SÄÄDÖSKOKOELMA IRTAIMEN OMAISUUDEN LUETTELOINTI- JA POISTO-OHJEET
 KUNNALLINEN SÄÄDÖSKOKOELMA IRTAIMEN OMAISUUDEN LUETTELOINTI- JA POISTO-OHJEET Nakkilan kunta Voimaantulo 7.6.2002 SISÄLLYSLUETTELO 1. Yleistä...2 2. Vastuuhenkilöt...2 3. Irtaimistoluettelo ja irtaimistokortti...3
KUNNALLINEN SÄÄDÖSKOKOELMA IRTAIMEN OMAISUUDEN LUETTELOINTI- JA POISTO-OHJEET Nakkilan kunta Voimaantulo 7.6.2002 SISÄLLYSLUETTELO 1. Yleistä...2 2. Vastuuhenkilöt...2 3. Irtaimistoluettelo ja irtaimistokortti...3
SIPOC ja Arvovirtakartta työskentely - Ohje
 SIPOC ja Arvovirtakartta työskentely - Ohje 1. Riittävän aihealueen osaamistason varmistaminen. Käsitteiden ja työkalujen esittely Asiakasarvo ja prosessitehokkuus SIPOC Arvovirtakartta. Työkalujen käyttöohjeet
SIPOC ja Arvovirtakartta työskentely - Ohje 1. Riittävän aihealueen osaamistason varmistaminen. Käsitteiden ja työkalujen esittely Asiakasarvo ja prosessitehokkuus SIPOC Arvovirtakartta. Työkalujen käyttöohjeet
RAKENNUSTUOTEALAN AMMATTITUTKINTO
 1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO Suorittaja: Järjestäjä: Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon osan suorittamiseen 1. Arvioijat Tutkinnon
1 Tutkintosuorituksen arviointiaineisto RAKENNUSTUOTEALAN AMMATTITUTKINTO Suorittaja: Järjestäjä: Rakennustuotealan tutkintotoimikunta 12/2009 1(9) 2 Ohjeet tutkinnon osan suorittamiseen 1. Arvioijat Tutkinnon
Elintarvikealan pk-yritysten neuvontaa koskeva selvitys ja koulutusohjelma- projekti PK-Yrittäjien koulutus ELINTARVIKELAINSÄÄDÄNNÖSTÄ
 Elintarvikealan pk-yritysten neuvontaa koskeva selvitys ja koulutusohjelma- projekti PK-Yrittäjien koulutus ELINTARVIKELAINSÄÄDÄNNÖSTÄ 2.11 Seinäjoki, 9.11 Kuopio, 17.11 Hämeenlinna, 19.1. 2012 Rovaniemi
Elintarvikealan pk-yritysten neuvontaa koskeva selvitys ja koulutusohjelma- projekti PK-Yrittäjien koulutus ELINTARVIKELAINSÄÄDÄNNÖSTÄ 2.11 Seinäjoki, 9.11 Kuopio, 17.11 Hämeenlinna, 19.1. 2012 Rovaniemi
KÄYTÄNNÖSSÄ PARAS. Lean Yrityspalvelut. VAKK 15.09.2014 Vakk LEAN Yrityspalvelut Minna Kiviharju
 KÄYTÄNNÖSSÄ PARAS. Lean Yrityspalvelut VAKK 15.09.2014 Vakk LEAN Yrityspalvelut Minna Kiviharju LEAN? VAKK 15.09.2014 Vakk LEAN Yrityspalvelut Minna Kiviharju Millaisia ongelmia LEAN ratkaisee? Hidaste
KÄYTÄNNÖSSÄ PARAS. Lean Yrityspalvelut VAKK 15.09.2014 Vakk LEAN Yrityspalvelut Minna Kiviharju LEAN? VAKK 15.09.2014 Vakk LEAN Yrityspalvelut Minna Kiviharju Millaisia ongelmia LEAN ratkaisee? Hidaste
Jari Nurro. 5S-järjestelmän integrointi tekniikan työluokkaan
 Jari Nurro 5S-järjestelmän integrointi tekniikan työluokkaan 1 5S-järjestelmän integrointi tekniikan työluokkaan Jari Nurro Opinnäytetyö Lukukausi Kevät 2013 Tietotekniikan koulutusohjelma Oulun seudun
Jari Nurro 5S-järjestelmän integrointi tekniikan työluokkaan 1 5S-järjestelmän integrointi tekniikan työluokkaan Jari Nurro Opinnäytetyö Lukukausi Kevät 2013 Tietotekniikan koulutusohjelma Oulun seudun
Henkilöturvallisuus räjähdysvaarallisissa työympäristöissä Työvälineet riskien tunnistamiseen ja henkilöturvallisuuden nykytilan arviointiin
 Työvälineiden tausta Nämä työvälineet ovat syntyneet vuosina 2006 2008 toteutetun Henkilöturvallisuus räjähdysvaarallisessa ympäristössä (HenRI) - hankkeen tuloksena. (http://www.vtt.fi/henri). HenRI-hanke
Työvälineiden tausta Nämä työvälineet ovat syntyneet vuosina 2006 2008 toteutetun Henkilöturvallisuus räjähdysvaarallisessa ympäristössä (HenRI) - hankkeen tuloksena. (http://www.vtt.fi/henri). HenRI-hanke