KARTONKIRULLAN KOSTUTUSLAITTEISTON SUUNNITTELU DESIGN OF PAPERBOARD MOISTENING SYSTEM
|
|
|
- Markku Kinnunen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö KARTONKIRULLAN KOSTUTUSLAITTEISTON SUUNNITTELU DESIGN OF PAPERBOARD MOISTENING SYSTEM Lappeenrannassa Henna Malm Tarkastaja TkT Ville Leminen Ohjaaja TkT Ville Leminen
2 TIIVISTELMÄ Lappeenrannan teknillinen yliopisto LUT School of Energy Systems LUT Kone Henna Malm Kartonkirullan kostutuslaitteiston suunnittelu Kandidaatin työ sivua, 12 kuvaa, 3 taulukkoa ja 7 liitettä Tarkastaja: TkT Ville Leminen Ohjaaja: TkT Ville Leminen Hakusanat: kartonki, kostutuslaitteisto, kosteus, suunnittelu Kartonkia käytetään laajalta osin pakkaamiseen ja tärkeimpinä markkinaetuina pidetään painettavuutta ja kierrätettävyyttä muihin pakkausmateriaaleihin nähden. Kartonkipakkauksista saadaan tukevia ja esteettisen näköisiä. Liian kuivan materiaalin jalostus saattaa kuitenkin aiheuttaa esimerkiksi kartongin murtumisen tai repeytymisen, jolloin pakkaus ei suojaa tuotetta oikein. Kartonkia kostutetaan, jotta sen muokkautuvuusominaisuuden parantuvat jalostusprosessiin ja saadaan pakkaus, joka toimii oikein. Tämän kandidaatintyön tavoitteena oli suunnitella 3D-mallinnettava kartongin kostutuslaitteisto pienimuotoiseen jalostukseen ja kostutuslaite tuli suunnitella niin, että se oli mahdollista laittaa osaksi valmista linjaa, joka toimii sykäyksittäin. Työhön kuuluu myös kirjallisuuskatsaus, jossa selvitettiin yleiset paperi- ja kartonkimateriaalin kostutusmenetelmät sekä niiden toimintaperiaatteet. Tämän lisäksi tutkittiin ja esiteltiin, millaisia kostutuslaitteita löytyy teollisuudesta. Suunnittelussa apuna käytettiin perinteisiä koneensuunnittelun menetelmiä, joilla mahdollistettiin järjestelmällinen suunnittelu. Eri kostutusmenetelmiä vertailtiin ja päädyttiin telakostutukseen. Osatoimintojen ideoinnista valikoitui parhain kokonaisuus, jota jatkokehitettiin lopulliseen versioon. Lopputuloksena saatiin 3D-mallinnettu telakostutuslaitteisto ja sen valmistuspiirustukset, sekä alustavat komponenttivalinnat. Suunniteltu kostutuslaite saatiin pysymään osatoiminnoiltaan yksinkertaisena.
3 ABSTRACT Lappeenranta University of Technology LUT School of Energy Systems LUT Mechanical Engineering Henna Malm Design of paperboard moistening system Bachelor s thesis pages, 12, figures, 3 tables and 7 appendices Examiner: D. Sc. (Tech.) Ville Leminen Supervisor: D. Sc. (Tech.) Ville Leminen Keywords: paperboard, moistening system, moisture, design Paperboard is widely used as packaging material and printability and recyclability are considered as being the most important marketing advantages compared to other packaging materials. Paperboard packages can be made sturdy and aesthetic-looking. However, moisture plays an important role in forming 3D shapes, because processing too dry material may for example cause breaking or rupturing of paperboard. In that case, the package is not able to protect the product properly. Paperboard is moistened to improve its properties for 3D forming to obtain a package that works correctly. The goal of this bachelor s thesis was to design a 3D-modeled moistening unit for small paperboard processing. The moistening system had to be designed in such way that it was possible to add it to an already existing processing line. This research also includes literature review. Aim of the literature review was to explore common moistening methods and their operating principles. In addition, a few moistening systems that are used in industry are presented. In the designing part of this thesis, traditional mechanical engineering design methods were used to make sure that systematic design was possible. Different moistening methods were compared which resulted in choosing a roll-based moistening method as one being used. Different sub-functions were considered which led to finding the best combination for this case. The best combination of sub-functions was further developed. As results of this research, a 3D-modeled roll-based paperboard moistening system was designed, drawings for manufacturing were made and initial choices of components were picked.
4 4 SISÄLLYSLUETTELO TIIVISTELMÄ ABSTRACT 1 JOHDANTO Työn tavoite ja rajaus Tutkimuskysymykset Tutkimusmenetelmät KIRJALLISUUSKATSAUS Telakostutus Höyrytys Vesikostutuslaite Vesi-ilmakostutuslaite OLEMASSAOLEVAT KONEET Peerless Machine Spraying Systems Co KOSTUTUSLAITTEISTON SUUNNITTELU PERUSTEET Vaatimuslista Toimintorakenne Ideamatriisi KOSTUTUSLAITTEISTON SUUNNITTELU Kostutuslaitteiston vaatimuslista Kostutuslaitteiston toimintorakenne Kostutusmenetelmän valinta Ideamatriisi Telojen vertailu Telan korkeussäätö... 20
5 5 5.5 Kokonaisratkaisun valinta Materiaalit ALUSTAVA KOMPONENTTIEN VALINTA Moottori Vaihde Laakeri D-MALLINNETTU KOSTUTUSLAITTEISTO RAKENTEEN ARVIOINTI Jatkokehitys YHTEENVETO LÄHTEET LIITTEET LIITE I: Ideamatriisi. LIITE II: Valmistuspiirustukset. LIITE III: Välityssuhde.
6 6 1 JOHDANTO Kartonki on monikerrostuote, joka on yleensä neliömassaltaan g/m 2. (Järvi- Kääriäinen, Leppänen-Turkula 2002; Paulapuro 2000, s.55). Valmistettua kartonkia käytetään laajalta osin pakkaamiseen, jolloin kartonkipakkauksen tulee suojata tuote halutulla tavalla ja pakkauksen on oltava myös mahdollisimman esteettinen. Tärkeimpinä markkinaetuina pidetäänkin kartongin hyvää painettavuutta ja kierrätettävyyttä muihin pakkausmateriaaleihin nähden. Painettavuusetujen takia kartonkipakkausten tekstit ovat helppolukusia ja kuvat selkeitä. Pakkauksen tulee olla myös jämäkkä, jolloin se kestää kuluttajille asti. Tähän kartonki on hyvä vaihtoehto, koska kartonkipakkaukset ovat tukevia ja pysyvät myös hyvin pystyssä. (Hauptmann, Kustermann, Schmalholz, Haug & Majschak 2016, s. 24; Järvi-Kääriäinen et al. 2002, s ) Paperin- ja kartonginjalostusteollisuuden hankkima materiaali on yleensä 5-8% kosteudessa. Kyseinen kosteustaso ei kuitenkaan ole ihanteellinen jalostusprosessien takia, joten kosteusprofiilia joudutaan nostamaan kostuttamalla. (Karhuketo, Seppälä, Törn & Viluksela 2004, s. 34.) Esimerkiksi suhteellisen kosteusprosentin tulisi olla 9-11%:a kartonkivuoan valmistuksessa. (Tanninen 2003, s. 33). Kostuttamalla saadaan materiaalin käytettävyysominaisuuksia parannettua, joka sitä vastoin edistää kääriytyvyyttä. (Karhuketo et al. 2004, s. 34). Kartonki- ja paperimateriaalin selluloosakuidut ovat hygroskooppisia, jolloin kuidut ottavat vastaan kosteutta, mikäli ilmankosteus on korkeampi kuin kosteus. Ilman ollessa kuivempaa kuin kartonki, luovuttavat kuidut kosteutta ympäröivään ilmaan. Näin ollen haluttuun muotoon taitettu kartonki mukautuu ympäröivään kosteuteen, muodostaen jämäkän lopputuloksen kuivuessaan. (Karhuketo et al. 2004, s. 34.) Liian kuivan materiaalin jalostus voi johtaa esimerkiksi materiaalin käyristymiseen, murtumiseen tai repeytymiseen, joka hankaloittaa kartongin käsittelyä ja jatkojalostusta, eikä pakkaus välttämättä enää toimi oikein tai suojaa tuotetta. (Stora Enso Renewable Packaging 2017, s.37; Tanninen 2003, s. 35.)
7 7 1.1 Työn tavoite ja rajaus Työn tavoitteena on kehittää 3D-mallinnettava kartonkirullan rullalta rullalle - kostutuslaitteisto. Kostutuslaite tulee pienimuotoiseen jalostukseen ja on kyseinen laite ajateltu asennettavan osaksi olemassa olevaa linjaa, eli vain kostuttava osuus tarvitaan suunnitella. Koska jalostus on huomattavasti pienempi prosessi kuin valmistus, tavoitteena on toteuttaa yksinkertainen ratkaisu ilman suuria määriä koneistettavia osia, jolloin tuotteen valmistus pysyisi helppona. Suunnittelutyön rajaus sisältää eri ratkaisuvaihtoehtojen luonnostelun, jossa nähdään, että erilaisia toimintoa ja osatoimintovaihtoehtoja on pohdittu. Valitusta konstruktiosta tehdään 3D-mallinnus, valmistuspiirustukset, sekä alustavat komponenttivalinnat. 1.2 Tutkimuskysymykset Tutkimusta tehtäessä on otettava huomioon, millaisia kysymyksiä on tärkeä miettiä ja millaisia asioita on otettava huomioon kostutuslaitetta suunnitellessa. Näin ollen laaditaan seuraavat tutkimuskysymykset: mitä kostutusvaihtoehtoja on kartongin kostutukseen? millainen kostutuslaitteiston on oltava, jotta se voidaan valmistaa edullisesti ja voidaan asettaa osaksi olemassa olevaa linjaa? miten kostutusveden määrää voidaan säätää hallitusti ja helposti? 1.3 Tutkimusmenetelmät Kandidaatintyön teoriaosuus on kirjallisuuskatsaus, joka selvitetään yleisimmät kostutusmenetelmät ja niiden toimintaperiaatteet. Lähteinä käytetään paperitekniikan kirjallisuutta, kostutuslaitteistojen valmistajien jakamaa tietoa, kostutusmenetelmiä ja suuttimia koskevia artikkeleita. Kirjallisuuskatsaus pohjustaa kostutuslaitteiston suunnittelutyötä ja selvitettyjä menetelmiä. Tämän lisäksi selvitettyjä tietoja käytetään hyödyksi suunnitteluvaiheessa. Kostutuslaitteiston eri ratkaisuvaihtoehtoja pohtiessa ja kehittäessä käytetään koneensuunnittelua auttavia menetelmiä, joilla voidaan luoda hyvä ja järjestelmällinen pohja suunnittelutyölle. Valittu ratkaisu mallinnetaan SolidWorks -3D mallinnusohjelmalla, jolla
8 8 nähdään suunniteltu rakenne yksityiskohtaisemmin. 3D-mallinnetusta konstruktiosta voidaan tarkastella ja nähdä miten toimiva kokoonpano on, ja löytyykö mahdollisia ongelmakohtia. 2 KIRJALLISUUSKATSAUS Tässä kirjallisuuskatsauksessa tutustutaan yleisimpiin kartongin- ja paperimateriaalin kostutusmenetelmiin ja niiden toimintaperiaatteisiin. Näin saadaan yleiskatsaus jo tunnettuihin kostutusmenetelmiin ja luodaan uusia näkökulmia suunnittelutyölle. Kostutusmenetelmien lisäksi tarkastellaan paperinjalostusteollisuudesta löytyviä olemassa olevia ratkaisuja. Kostutuksella saadaan nostettua materiaalin kosteustasoa, jolloin kartongin käytettävyysominaisuudet parantuvat. (Karhuketo et al. 2004, s. 34). Tämä helpottaa tuotteen jalostusta esimerkiksi puristusmuovauksessa, jossa kosteus edistää kartongin muokkautumista 3D-muotoon. (Järvi-Kääriäinen et al. 2002; Hauptmann et al. 2016, s.22.) Haluttu kosteustaso riippuu kartonkityypistä ja jalostuskohteesta. Erilaisilla kostutusmenetelmillä on yhteistä se, että kostutettavan veden lämpötila on aina vakioitava. Veden lämpötila vaikuttaa sen viskositeettiin, jolloin lämpötilan nousu laskee veden viskositeettia. Tämä vähentää tarvittavan veden määrää kostutuksessa ja helpottaa veden imeytymistä kartonkirainaan. (Karhuketo et al. 2004, s. 35.) 2.1 Telakostutus Telakostutuksessa telojen lukumäärä ja telan materiaali voi vaihdella. Kostutus voidaan suorittaa esimerkiksi hydrofiilisella pinnoitteella olevalla terästelalla, joka pyörii vesialtaassa ja kastelee käsiteltävän kartongin. Altaassa oleva tela pyörii hitaammin suhteessa ratanopeuteen ja telan pyörimisnopeudella voidaan siten säätää veden annostelumäärää. Telan pyörimisnopeuden nosto lisää veden vientiä kartonkiin. (Karhuketo et al., s. 35.)

9 9 Kuvassa 1 esitellään telakostutuksen toimintaperiaate. Altaassa pyörivä nostotela on painettu kiinni hydrofiiliseen sivelytelaan, jolloin niiden väliin muodostuu nippi eli puristusvoima. Vesi saadaan nostettua sivelytelan kautta kartonkiin ja vastatela painaa kartongin kiinni nostotelaan. Siirtyvän veden määrää voi säätää sivelytelan nopeuden, sekä sivelytelan ja nostotelan nipin voimakkuudella. Sivelytela voi pyöriä radan suuntaan tai päinvastaiseen suuntaan. Sivelytelan nopeus lisää siirtyvän veden määrää kartonkiin. (UMV Liquid Application Systems 2017; CMS Industrial Technologies, LLC ) Kuva 1. Telakostutuksen toimintaperiaate (UMV Liquid Application Systems 2017, muokattu) 2.2 Höyrytys Höyrysuihkumenetelmässä suihkutetaan vesihöyry korkealla lämmöllä ja matalalla paineella. Siinä pyritään hyödyntämään veden viskositeetin ja pintajännityksen laskua, jolloin höyrytys pehmentää kuitua ja vesi tunkeutuu tehokkaammin materiaaliin kuin muissa kostutusmenetelmissä. Hyörysuihkulaite koostuu yleensä suuttimista tai venttiileistä, josta johdetaan höyry tasaantumisalueelle ennen kartonkiin pääsyä. (Karhuketo et al. 2004, s. 35; Karlsson 2009, s. 310.) Veden pintajännitys vastustaa myös pisaroiden hajoamista pienemmäksi. Viskositeetti on puolestaan nesteiden ja kaasujen sisäinen kitka, joka riippuu paineesta ja lämpötilasta. Lämpötilan noustessa veden viskositeetti laskee ja paineen kasvaessa sitä vastoin nesteen viskositeetti kasvaa. (Graco 2017; Karhuketo et al. 2004, s. 35.)
 2.3 Vesikostutuslaite Vesikostutuslaitteessa vesi hajoaa pisaroiksi hydraulisesti.")

10 10 Kuvassa 2 nähdään kuinka merkittävästi materiaalin lämpötilan vaikuttaa veden viskositeettiin. Merkittävin vaikutus veden viskositeettiin nähdään lämpötilan asteikolla Kuva 2. Lämpötilan vaikutus veden viskositeettiin (Karlsson 2009, s. 310) 2.3 Vesikostutuslaite Vesikostutuslaitteessa vesi hajoaa pisaroiksi hydraulisesti. Korkean paineen ja suuttumien avulla saadaan hajotettua vesisumuksi, jolloin pisarakoko on pieni. Veden määrää pystytään säätämään veden paineen avulla, kova paine nostaa veden kulun nopeutta, mutta laskee pisarakokoa. (Graco 2017, s.8.) Kuvassa 3 nähdään paineella tuodun veden hajoavan pieniksi pisaroiksi suuttimessa. Hydrauliset, nestepaineella toimivat suuttimet eroavat ilma-avusteisista suuttimista pisarointitekniikkansa puolesta. Neste hajoaa pisaroiksi nesteen törmätessä suuttimen pintaan tai neste ohjataan muotoillun reiän läpi. Kuva 3. Hydraulisesti tuotettu vesisumu. (Graco 2017, s.9)
11 Vesi-ilmakostutuslaite Vesi-ilmakostutuslaitteeseen tuodaan vettä ja ilmaa, jolloin vesi hajoaa paineilman avulla suuttimilla. Vesi-ilmakostutuslaitteissa on tarkka veden virtauksen hallinta, joka luo tasapainoisen seoksen ilmaa ja vettä. Pieni pisarakoko ja vesisumun nopeus parantavat veden imeytymistä materiaaliin. Suuttimet toimivat kahdella eri periaatteella, sisähajoitteisesti ja ulkohajoitteisesti. (Projecta 2017; Graco 2017, s.9.) Kuva 4 esitellään ilmahajotteinen nestesuutin, joka tuo keskeltä nesteen ja sivuilta paineilman. Kuvan suutin on ulkoisella hajotuksella oleva suutin, jolloin neste ja hajotusilma kohtaavat suuttimen ulkopuolella. Tällöin ilman painetta voidaan säätää ilman, että sillä on vaikutusta nestevirtaukseen. Syntyvää pisarakokoa voidaan säätää hallitusti hajotusilmanpainetta muuttamalla, ilman että nestevirtauksessa tapahtuu muutosta. Tämä mahdollistaa esimerkiksi korkea viskoottisten nesteiden ruiskuttamisen. Kuva 4. Ulkohajotteinen suutin. (Graco 2017, s.9) Sisähajotteisilla suuttimia ilma ja vesi kohtaavat suuttimen sisällä (Kuva 5). Säätelemällä paineilmaa voidaan vaikuttaa myös nesteen virtaukseen. Pisarakoko saadaan pienemmäksi kasvattamalla hajotusilmanpainetta, jolloin nestevirtaus pienenee myös. Sitä vastoin hajotusilmanpainetta pienentäessä, nestemäärä ja pisarakoko kasvavat. (Projecta 2017; Graco 2017.)
 3 OLEMASSAOLEVAT KONEET Kirjallisuuskatsaukseen kuuluu myös parin olemassa olevan laitteen esittely, jolloin nähdään, millaisia")

12 12 Kuva 5. Sisähajotteinen suutin (Voith OnQ ModulePro nozzle) 3 OLEMASSAOLEVAT KONEET Kirjallisuuskatsaukseen kuuluu myös parin olemassa olevan laitteen esittely, jolloin nähdään, millaisia ratkaisuja käytetään teollisuudessa kartongin kostuttamiseen. Tämä auttaa pohjustamaan suunnittelua ja antamaan käsityksen teollisuudessa käytettyjen kostutuslaitteistojen ulkonäöstä ja toimintaperiaatteista. 3.1 Peerless Machine Peerless Machine & Tool on vuonna 1922 perustettu yritys, joka valmistaa kartongin jalostukseen tarvittavia koneita. (Peerless Machine Corporate Information 2017). Kyseisellä yrityksellä on varta vasten tarkoitettu rullalta rullalle -kostutuslaitteisto ITM-HD, joka nähdään kuvassa 6. Kuva 6. ITM-HD (Peerless Machine 2017)

13 13 Tämä kostutuslaitteisto jakautuu osatoiminnoiltaan rullan aukirullaukseen, kartongin kostutukseen ja kiinnirullaukseen. Prosessi toimii maksimissaan 152 m/min ratanopeudella. Laite käyttää ruostumattomasta teräksestä valmistettua vesiallasta. Kyseinen kostutuslaite on järeä, sillä se voi maksimissaan kostuttaa kartonkirullaa, joka on halkaisijaltaan 1.52 m tai 1.83 m ja painoltaan n Kg tai n Kg (Peerless Machine 2017.) 3.2 Spraying Systems Co. Spraying systems on maailmanlaajuinen suuttimien ja erilaisten vesikostutus- ja vesiilmakostutusmenetelmiin perustuvien kostutusjärjestelmien valmistaja. Kostutusjärjestelmät on mahdollista saada niin käsikäyttöisesti säädettävinä, kuin automatisoituina ratkaisuina. (Spraying Systems Co. 2017, s.4.) Kuvassa 6. Kostutuspalkki on tehty suojaamaan suuttimia ympäristöltä ja sen epäpuhtauksilta, suuttimet on asennettu sisältä päin ja ne voi huoltaa palkista löytyvien huoltoluukkujen kautta. Laitteen leveys ja koko, sekä suuttimien määrä vaihtelee paperiradan leveyden mukaan. Kuva 6. Kostutuspalkki (Spraying Systems Co. 2017, s.6) Kostutuspalkki itsessään ei yleensä sisällä muuta kuin suuttimia, ja tarvittavat toimilaitteet sijoitetaankin tyypillisesti itse palkin ulkopuolelle. Toimilaitteiden sijoittaminen ulkopuolelle helpottaa säätöä ja toimilaitteisiin kohdistuvia huoltotoimenpiteitä. Tämä mahdollistaa sen, että palkki saadaan kompaktin kokoiseksi ja laite sopii ahtaisiinkin paikkoihin. (Karlsson 2010, s )
14 14 4 KOSTUTUSLAITTEISTON SUUNNITTELU PERUSTEET Kostutuslaitteiston kehittämisessä käytetään apuna koneensuunnittelun suunnittelumenetelmiä, jotka luovat järjestelmällisen suunnittelutyön ja johdattavat kohti lopullista ratkaisua. Suunnitteluprosessi lähtee liikkeelle tehtävän selvittämisellä, joka antaa perustan suunnittelulle. Tämän jälkeen alkaa luonnosteluvaihe, johon kerätään vapaasti ideoita, joista valitaan lupaavimmat kehittelyvaiheeseen ja ideoiden jatkojalostukseen. 4.1 Vaatimuslista Suunnittelutyö alkaa yleensä vaatimuslistan laatimisella, jolloin on huomioitava millaisia erilaisia tuotteelta vaadittavia tavoitteita ja rajoituksia löytyy. Nämä halutut ehdot määrittelevät lopullisen tuotteen ominaisuudet. Ominaisuudet listataan vaatimusten ja toivomusten muodossa. Lopullisen tuotteen tulee vähintään täyttää listatut vaatimukset kaikissa oloissa ja toivomukset otetaan huomioon ja täydennetään tuotteeseen mahdollisuuksien mukaan sallien niistä koituvat lisäkustannukset. Vaatimuslistan aihealueita voivat olla esimerkiksi geometria, voimat ja kustannukset. (Pahl & Beitz 1990, s. 64; Tuomaala 1995, s ) Suunnittelun edetessä vaatimuslistaa on tärkeää päivittää jatkuvasti, mikäli uusia toiveita ja vaatimuksia ilmenee suunnitteluprosessin edetessä. Näin pystytään mukautumaan uusiin vaatimuksiin ja kaikki informaatio on tallessa myöhempää konstruktion jatkokehitystä tai uudelleenkehittämistä varten. (Pahl & Beitz 1990, s. 64)
15 15 Vaatimuslistan jälkeen tapahtuu abstrahointi, jonka tavoitteena on tunnistaa suunnittelutyön oleellisin ongelma. Abstrahoinnin ei kuitenkaan ole tarkoitus rajoittaa millään tavoin ratkaisutapaa. Abstrahoinnissa muodostuu vaatimuslistan perusteella yleispätevä ja neutraali virke. jätetään toivomukset pois, sillä ne eivät ole välttämättömiä määrälliset toteamukset laadullisiksi ja muokataan ytimekkäiksi lausumiksi vaatimukset pois, jotka eivät välittömästi koske toimintaa ja oleellisia ehtoja (Pahl & Beitz 1990, s. 74.) 4.2 Toimintorakenne Vaatimuslistan jälkeen määritellään tuotteen toimintorakenne. Toimintorakenne jaotellaan yleensä konstruktion päällimmäiseen tarkoitukseen/tavoitteeseen, eli kokonaistoimintoon. Kokonaistoiminto on yleensä liian mutkikas sinällään, jolloin on järkevää hajottaa kokonaistoiminto useampiin osatoimintoihin. Osatoimintojen tarkoitus on havainnollistaa tuotteen eri toimintojen erottelua ja helpottaa ratkaisuvaihtoehtojen suunnittelua. (Pahl & Beitz 1990, s ; Tuomaala 1995, s. 83.) 4.3 Ideamatriisi Toimintorakenteen määrittelyn jälkeen ideoidaan eri ratkaisuvaihtoehtoja kaikille osatoiminnoille. Osatoiminnot ja niiden ratkaisuvaihtoehdot kootaan ideamatriisiin, jolloin nähdään kokonaisuus. Ideamatriisin avulla päästään vertailemaan eri osatoimintojen toimivuutta ja mitkä osatoimintojen ratkaisuvaihtoehdot sopivat yhteen. Näin luodaan lopuksi kokonaisia konstruktioita yhdistelemällä osatoimintoja. Vertailuun voidaan valita kahdesta kolmeen vaihtoehtokokonaisuutta, josta valitaan yksi jatkokehitettävä konstruktio. (Pahl & Beitz 1990 s ; Tuomaala 1995 s. 89.) Näillä vaiheilla varmistetaan, että vain parhaat mahdolliset ratkaisuvaihtoehdot otetaan jatkokehittelyyn, eikä mittavia heikkouksia jää konstruktioihin.
16 16 5 KOSTUTUSLAITTEISTON SUUNNITTELU Aloitetaan kostutuslaitteiston suunnittelutyö vaatimuslistan muodossa, jolloin päästään hahmottelemaan suunnittelua. Listan vaatimukset määräävät suunnittelun suunnan ja toivomukset otetaan huomioon mahdollisuuksien mukaan. Toivomuksien on tarkoitus tuoda parannuksia laitteen ominaisuuksiin, esimerkiksi huollettavuuteen. 5.1 Kostutuslaitteiston vaatimuslista Suunnittelun ensimmäisenä vaiheena tehdään vaatimuslista, joka luo pohjan suunnittelulle. Taulukkoon 1 on listattu kostutusjärjestelmän vaatimukset (V) ja toivomukset (T). Vaatimuslistaan on lueteltu konstruktioon liittyviä asioita ja kartonkimateriaalin arvoja. Taulukko 1. Kostutuslaitteiston vaatimuslista Vaatimuslista Kostutuslaite paperiradan levyinen Siirtyvää veden määrää pystytään hallitsemaan Helppo huollettavuus Käyttöympäristö: - Kestettävä kosteus Laite voidaan asettaa osaksi olemassa olevaa linjaa (linja toimii sykäyksittäin) radan nopeus väh. 15 m/min Radan max. leveys 500 mm Sovelluttava kartonkirainalle: n. 400 g/m 2 päivitetty ( g/m 2 ) kartonkirullan max. halkaisija 800 mm kartongin leveys 500mm kartongin paksuus 400 µm Laitteen turvallinen käyttö Kokonaiskustannukset alhaiset Osakokoonpano yksinkertainen Vaatimus/Toivomus V V T V V V V V T T
17 17 Kostutettavana materiaalina käytetään kartonkia, joka on neliöpainoltaan 390 g/m 2. Siinä on peruskartonkia 350 g/m 2, joka on pinnoitettu toiselta puolelta. Laite ajatellaan sijoitettavan osaksi olemassa olevaa linjaa, jonka radan nopeus tulee olla vähintään 15 m/min. Olemassa olevaan linjastoon kuuluu valmiiksi kartongin aukirullaus, jalostusprosessi ja kiinnirullaus. Linjasto toimii sykäyksittäin, ja kostutuslaite sijoitetaan aukirullauksen ja jalostusprosessin väliin. 5.2 Kostutuslaitteiston toimintorakenne Abstrahoinnilla on tarkoitus analysoida vaatimuslistaa niin, että lopputuloksena saadaan lause, joka kertoo suunnitteluprojektin tavoitteen mahdollisimman yksinkertaisesti. Abstrahoinnin avulla päädyttiin siihen, että on suunniteltava laite, jolla kartonki saadaan hallitusti kostutettua ja veden määrää voidaan säädellä. Tämän avulla kostutuslaitteiston toimintorakenne saadaan kasattua ja se esitetään kuvassa 7. Kostutuslaitteiston kokonaistehtävä on siis saada kartonki kostutettua. Kartongin kostutustapahtumaan kuuluu veden määrän säätö. kostutettava kartonki kostutuslaite - veden määrän säätö - kostuttaa hallitusti, koko kartongin leveydeltä kostutettu kartonki Kuva 7. Toimintorakenne 5.3 Kostutusmenetelmän valinta Kostutusmenetelmän valintaa tarkastellaan pistearvioinnin perusteella. Pistearviointi toimii tässä tapauksessa siten, että määritetään arviointikriteerit, joiden avulla eri kostutusmenetelmiä vertaillaan. Arviointikriteerejä miettiessä apuna käytetään vaatimuslistaa ja vaatimuslistan pääpointteja. Eri arviointikriteerejä painotetaan myös eri tavoin, niiden merkityksellisyyden mukaan. (Tuomaala 1995, s. 94.)
18 18 Taulukkoon 2. on listattu tärkeimmät kriteerit, eli tässä tapauksessa veden määrän säädön helppous, menetelmän kustannukset sekä kokoonpanon yksinkertaisuus. Painoarvoissa merkityksettömin on veden määrän säätö, sillä vaatimuslistassa veden määrän säätöön ei ole tarkkaa vaatimusta tai toivomusta, vaan halutaan jonkunlainen säätömahdollisuus aikaiseksi. Taulukko 2. Pistearviointi Helppo säädettävyys Hinta Kokoonpanon yksinkertaisuus Tulos Tela Höyry Vesi Vesi-ilma Painoarvo Kirjallisuuskatsaus toimi suunnittelun esityönä, jolloin selvitettiin kostutusmenetelmiä ja niiden toimintaperiaatteita. Koska kostutusmenetelmä vaikutti radikaalisti myös lopullisen konstruktion ideointiin, päädyttiin valitsemaan ensin menetelmistä paras vaihtoehto, jonka pohjalta päästiin tekemään ideamatriisia. Menetelmiä punnittaessa telakostutus valikoitui pistearvioinnin perusteella tässä työssä käytettäväksi menetelmäksi, sillä telakostutus on yksinkertainen prosessi ja siirtyvän veden määrää on helpoin säädellä telan nopeuden avulla suhteessa ratanopeuteen, sekä telojen nipin avulla. Muut kostutusmenetelmät ovat herkkiä paineenvaihteluille ja vaativat suuttimia ja venttiileitä toimiakseen. Tämä tarkoittaa sitä, että suunniteltava konstruktio sisältäisi paljon erilaisia komponentteja, joiden valmistus ja hankkiminen lisäävät huomattavasti kustannuksia. Veden määrän säätö on monimutkaisempaa ja kalliimpaa, sekä vesi- ja vesiilmakostutuksessa on vaarana liian iso pisarakoko, joka aiheuttaisi mahdollisesti kartongin liiallisen vettymisen.
19 Ideamatriisi Pistearvioinnin pohjalta valitun menetelmän jälkeen luodaan ideamatriisi, johon hahmoteltiin eri osatoimintojen ratkaisuvaihtoehtoja (LIITE I). Osatoimintoina toimii telat, tukirakenne ja kostutettavan veden siirto teloihin. Ideamatriisin perusteella valitaan kaksi parasta kokonaisuutta ja vertaillaan niitä, kunnes valitaan jatkokehitettävä ja mallinnettava ratkaisu. Loppukehitettävälle ratkaisulle tehdään alustavat komponenttivalinnat Telojen vertailu Kuvaan 8. on otettu ideamatriisista (LIITE I) telojen eri variaatioita, kuinka monta telaa voidaan asettaa kostuttamaan kartonkia ja millaisissa asennoissa. Näissä tapauksissa sininen nuoli kuvaa kartongin kulkua teloissa. Kuva 8. Telamenetelmän vaihtoehdot Ensimmäinen koostuu kahdesta telasta, jotka muodostavat keskenään nipin. Siinä ei kuitenkaan ole vastatelaa ollenkaan, jolloin kriittisenä tekijänä on tärkeä ratakireys ja kulmamuutos, jotta sivelytela pystyy kostuttamaan kartonkia. Toinen vaihtoehto on sama kuin edellinen, mutta lisätyllä vastatelalla. Ensimmäinen, sekä toinen vaihtoehto soveltuu kuitenkin heikommin sykäyksittäin toimivaan linjastoon. Kolmas vaihtoehto on pidetty yksinkertaisena koostuen yhdestä sivelytelasta ja yhdestä vastatelasta. Neljäs vaihtoehto sisältää yhden sivelytelan ja kaksi vapaasti pyörivää vastatelaa, jolloin rakenne vie enemmän tilaa leveyssuunnassa kuin muut vaihtoehdot.
20 Telan korkeussäätö Ideamatriisiin (LIITE I) kootuista ideoista ensimmäinen on kierretanko, joka kierretään vaakapalan läpi ja on päästä kiinnitetty laakeripesään, eli pyörivä liike saadaan muutettua lineaariliikkeeksi. Ensimmäinen vaihtoehto on siten näistä kaikista yksinkertaisin, eikä vaadi montaa osaa toimiakseen. Toinen vaihtoehto on paineilmalla toimiva säätö, joka on ideoista kaikkein kallein, mutta säätömahdollisuus on kummaltakin puolelta telaa samanaikaisesti. Sen avulla saadaan myös haluttu nippivoima tarkemmin. Kolmas vaihtoehto on jousitoiminen kiristys, jolloin jousen kiristys painaa ylätelaa alaspäin. Jousi on itsessään yksinkertainen osatoiminto. Neljäs idea, eli molemminpuolinen mutterin kiristys takaa portaattoman säädön. Kiristys on kuitenkin kömpelö toteuttaa, eikä tela pysy korkeussuunnassa aloillaan, mikäli kiristys jää liian löysäksi, joten idea on huono. Viidennessä ideassa on hammastanko, joka on päästä kiinnitetty laakeripesään. Kampi on kiinni hammaspyörässä, jolloin hammaspyörä liikuttaa hammastankoa ylös ja alas. Hammastanko -idea on käytännössä vaikeammin toteutettu osatoiminto verrattuna kierretankoon, eikä välttämättä pysy pystysuorasti paikallaan. 5.5 Kokonaisratkaisun valinta Tukirakennetta suunnitellessa tulee ottaa huomioon, että rakenteeseen tulee kiinni telat ja vesiallas. Pystytolppiin on tarkoitus kiinnittää telat molemmista päistä. Telojen kumpaankin päähän kiinnitetään laakerit ja laakeripesät. Valitussa telaperiaatteessa telat ovat päällekkäin, jolloin on otettava huomioon pystytolppia suunnitellessa, että alempi tela on altaassa ja sen pyörimisnopeutta joudutaan säätämään. Toisen telan säätö tulee myös ottaa huomioon, kuinka lähelle ylätela asetetaan alatelaan nähden. Kuvassa 9, ensimmäisessä vaihtoehdossa on kaksi neliöprofiilia, jonka välissä laakeripesät olisivat päällekkäin. Neliöprofiilit ovat kestäviä ja kyseinen kiinnitystapa mahdollistaa helposti telojen ja laakeripesien poiston, mikäli tarvetta siihen on. Huonona puolena kuitenkin on laakeripesien hankala kiinnitys ja materiaalia ja tilaa kuluu enemmän muihin vaihtoehtoihin nähden. Kolmantena vaihtoehtona on U-profiili, jonka sisään laakeripesät sijoitetaan. Laakeripesät ovat helpommin kiinnitettävissä. Materiaalia kuluu vähemmän, mutta U-profiili hankaloittaa alemman telan kiinnitystä moottoriin. Tällöin U-profiili vaatii työstöä. Keskimmäisessä vaihtoehdossa on vältytty U-profiilissa vaadittavista materiaalin työstöstä.



21 21 Kuva 9. Pystyprofiilivaihtoehdot Kokonaisuutta lähdettiin miettimään pystyprofiilien avulla. Kuvaan 10 on mallinnettu karkeat pystyprofiilivaihtoehdot auttamaan kokonaisuuden hahmottamista. Koko konstruktio on siis ajateltu toteutettavan ohuella profiililla (vasemmalla) tai paksulla profiililla (oikealla), joiden keskelle laakeripesät sijoitetaan. Kuva 10. Pystyprofiilivaihtoehdot
22 22 Osatoiminnoista kasattiin taulukkoon 3 toimivimman tuntuiset kokonaisratkaisuita ideamatriisin (LIITE I) avulla. Osatoiminnot on ilmoitettu ideamatriisissa löytyvien rivinumeroiden avulla ja siitä selviää mikä numero vastaa mitäkin osatoimintoideaa. Näitä osakokonaisuuksia vertailtiin, jotta jatkokehitykseen lähtee parempi vaihtoehto. Taulukko 3. Parhaat kokonaisratkaisuvaihtoehdot Kokonaisratkaisu Osatoiminnot Telat Säätö Kostutusvesi teloihin Runko nro Koostuu kahdesta telasta, joiden välistä kartonki kulkee nipin säätö tapahtuu jousen avulla, jota kiristäessä ylätela painautuu tiukemmin kiinni alatelaan toteutus palkkiprofiilia hyödyntäen nro koostuu kahdesta telasta korkeussäätö kierretangon avulla runko paksua materiaalia käyttäen vakaa, tukeva kokonaisuus Ensimmäisessä kokonaisratkaisussa säätö tapahtuu kiristettävien jousien avulla, eikä välttämättä toimi ihan halutulla tavalla tämän kokoisessa ratkaisussa. Nipin saa varmemmin tiukemmalle toisessa kokonaisratkaisussa ja runko on helpommin toteutettavissa vaihtoehdossa kaksi, jolloin vältytään useilta osilta ja saadaan tukeva kokonaisuus. Näiden takia kallistuttiin toiseen kokonaisratkaisuun. 5.6 Materiaalit Materiaalivalinnalla on tärkeä osa suunnittelussa, sillä suunnitellun kokonaisuuden tulisi aina olla mahdollisimman kestävä ja edullinen. Materiaalivalintaan vaikuttavatkin esimerkiksi kustannukset, käyttöympäristö ja valmistusmenetelmät. Konstruktion materiaalivalinnassa on painottavana tekijänä vaatimuslistassa mainitut käyttöympäristön haitat, eli tässä tapauksessa telakostutuslaite altistuu jatkuvasti kosteudelle. Tämän takia tukirakenne kaikkine osineen sekä kostutusallas mukaan lukien on ajateltu valmistettavan ruostumattomasta yleisteräksestä 304/EN , jonka
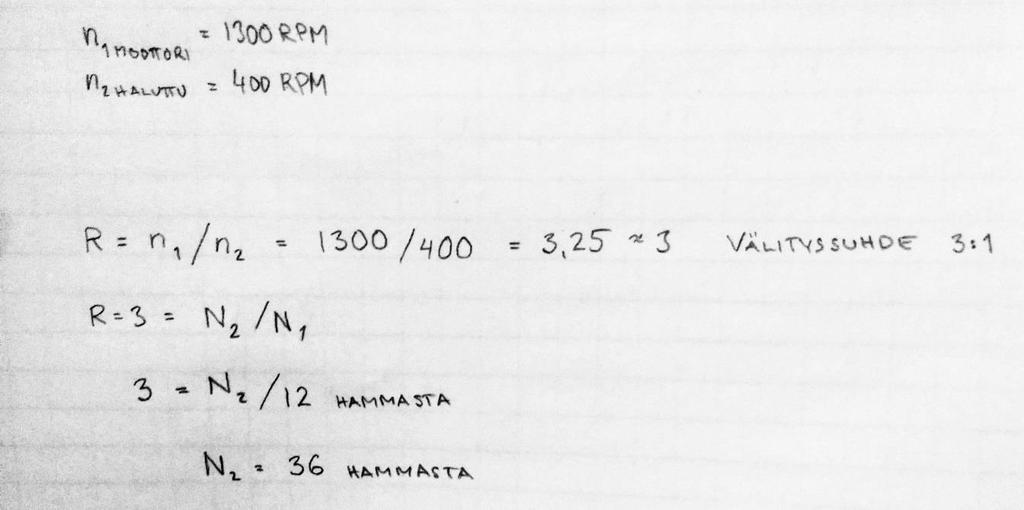
23 23 kromipitoisuus suojaa terästä ruostumiselta. Sen lisäksi telat valmistetaan alumiinista (3003), jotta ne kestävät kosteutta, mutta ovat silti rakenteeltaan kevyitä. 6 ALUSTAVA KOMPONENTTIEN VALINTA Jatkokehitykseen valitun konstruktion jälkeen on tarkoituksena valita alustavat komponentit kostutuslaitteelle. Tässä työssä komponentteihin kuuluivat moottori, vaihde sekä teloihin kiinnitettävät laakerit. 6.1 Moottori Tulevassa konstruktiossa moottori on tarkoitus kiinnittää alimmaiseen telaan, jonka on tarkoitus pyöriä vesialtaassa ja sitä kautta johdattaa kostutusvettä materiaaliin. Työssä käytettäväksi moottoriksi valitaan oikosulkumoottori, joka on teollisuuden yleisin sähkömoottorityyppi. Moottorina päätettiin käyttää Gefeg Neckarin valmistamaa 3- vaiheista oikosulkumoottoria (Gefeg Neckar.) 6.2 Vaihde Vaihdetta käytetään, jotta saadaan moottorin pyörimisnopeutta optimaalisemmaksi kostutuslaitteessa, sillä vähintään 15 m/min toimintanopeus on kuitenkin kohtalaisen hidas. Hammasvälitys valikoitui moottorin ja telan väliin, eli tässä tapauksessa pienentämään pyörimisnopeutta telalle. Hammasvälitys vie kokonaisuudessaan myös vähemmän tilaa, kuin esimerkiksi hihnavälitys. Karkeat laskut hammasvaihteen välityssuhteelle ja hammaslukumäärälle laskettiin myös (LIITE III). 6.3 Laakeri Laakerimalleilla on omat erikoisominaisuutensa, kuten erilaiset kuormituksen kestot (suunta ja suuruus, pyörimisnopeus ja tilantarve). (SKF s. 14) Käytettäviksi laakereiksi valittiin SKF:n valikoimasta yksirivinen urakuulalaakeri RSH. Yksiriviset urakuulalaakerit kestävät sekä säteis- että aksiaalikuormitusta, kyseisten ominaisuuksien ansiosta urakuulalaakeri on käytetyin vierintälaakeri. Tämän lisäksi urakuulalaakerit ovat yleisiä, ja sitä kautta niillä on tyypillisesti edullinen hinta ja helppo saatavuus.

24 24 7 3D-MALLINNETTU KOSTUTUSLAITTEISTO Luonnosteluvaiheessa syntyneen ja valitun kokonaisratkaisun ja toiminnon perusteella siirryttiin kehittelyvaiheeseen, jossa hiottiin ideoituja osatoimintoja. Lopullisten päätösten jälkeen ideat mallinnettiin kokonaisuus, joka havainnollistaa suunniteltua rakennetta, osia ja osien toimintaa. Jatkojalostettu konstruktio mallinnettiin SolidWorks 3D-mallinnusohjelmalla ja laadittiin myös vaadittavat valmistuspiirustukset (LIITE II). Lopullinen konstruktio on kuvassa 11. Kostutusjärjestelmä koostuu kahdesta telasta, jotka on laakeroitu kummastakin päästä. Telojen laakeripesiä kannattelee tukirakenne, jota yhdistää kaksi 10 mm halkaisijan ja 1 mm ainevahvuudella olevaa pyöröputkea. Pyöröputket ovat mm pitkiä ja ne kannattelevat kostutusallasta ja kostutusallas tehdään 2 mm paksuisesta levymateriaalista. Kuva 11. 3D-mallinnettu telakostutus Ylätelan laakeripesä (Kuva 11) poikkeaa alatelan laakeripesästä siksi, koska sen on ajateltu olevan korkeussäädettävissä. Ylätela on säädettävissä siten, että nupillinen M6 ja 70 mm pitkä kierretanko on kierretty läpi tukirakenteen päälliosan ja kiinnitetty laakeripesään mutterilla. Telan korkeussäätö toimii nuppia kiertämällä ja mutterikiinnitys laakeripesän sisällä mahdollistaa kiertämisen toimivuuden. Laakeripesän sivut ovat myös muotoiltu siten, että ne pysyvät tukevasti paikallaan horisontaalisesti.

25 25 Kostutuslaite toimii siten, että alatelaan on kiinnitetty vaihde ja moottori, jolloin saadaan alatela pyörimään vesialtaassa ja syöttämään kartonkirainaa läpi kahden nipissä olevan telan välistä. Moottori kykenee vaihteleviin nopeuksiin, joka helpottaa kokonaisuuden toimivuutta sykäyksittäisessä linjastossa. Nipin säätö tapahtuu kummaltakin puolelta telaa erikseen mekaanisesti, joten ei ole tarkkaa tietoa onko molemmilta puolilta telaa säädetty yhtä paljon. Telojen kumpaankin päähän voidaan kuitenkin asettaa esimerkiksi anturit antamaan tarkempaa tietoa ja helpottamaan tasaisemman sekä halutun nipin saavuttamista. Kuvassa 12 on esitelty tarkemmin laakeripesän ulkonäkö, sekä siihen kiinnitetty kierretanko nupilla. Laakeripesään on kummallekin sivulle tehty lovet, joiden avulla laakeripesät saadaan asetettua tukirakenteeseen yläkautta ja pysymään leveyssuunnassa paikallaan. Laakeripesässä on reikä, johon on saatu kierretanko kiinni mutterin avulla. Näin ollen mutteri pääsee pyörimään ja mahdollistaa kierretangon kiertämisen ja korkeussäädön. Kuva 12. Ylätelan laakeripesä ja mutterilla kiinnitetty sormiruuvi (puuttuu kierre)
26 26 8 RAKENTEEN ARVIOINTI Suunnitteluprosessin lopputulos vaatii myös aina sen arvioinnin, jolloin tulee miettiä, miten hyvin suunnittelu toteutui. Toteutuksessa on aina yleensä sekä hyviä, että heikkoja ominaisuuksia. Rakenteen arvioinnissa pyritään ottamaan huomioon myös ratkaisun toiminnallisuus. Kirjallisuuskatsauksessa selvitettyjen tietojen avulla yleisimmät kostutusmenetelmät olivat tela-, vesi- sekä vesi-ilmakostutus. Suunniteltava kostutusjärjestelmä tuli kuitenkin olla osakokoonpanoltaan yksinkertainen, jolloin kokonaiskustannukset saatiin pidettyä kohtalaisen alhaisena. Telakostutus valikoitui käytettäväksi sen edullisuuden vuoksi, sekä kostutus veden säädön yksinkertaisuudella, joka tapahtui telojen nipin avulla. Kokonaisuutena toteutunut kostutuslaite onnistuttiin suunnittelemaan niin, että se täytti vaadittavat vaatimuslistan vaatimukset. Osakokoonpano on pystytty pitämään yksinkertaisena. Paksuteräsrakenteet ja niitä yhdistävät putket luovat tukevan alustan, joka on eduksi. Rakenne on toisaalta tämän takia myös painava, eikä altaan kohdalla kaikkein käytännöllisin, vaikka sinällään yksinkertainen. 8.1 Jatkokehitys Kostutuslaitteistoa pitäisi päästä testaamaan prototyypillä, jotta sen mahdolliset käytännön ongelmat huomattaisiin. Suunniteltua laitteistoa voisi optimoida tarkemmin monella osaalueella. Ainevahvuuksia ja konstruktion kestävyyttä olisi tarkistettava lujuuslaskuilla sekä FE-laskennan avulla, jotta saataisiin kokonaisuus, joka käyttäisi mahdollisimman vähän materiaalia, olisi silti tukeva ja helposti valmistettavissa. Alustavat komponenttivalinnat voidaan myös mitoittaa tarkemmin, jotta saadaan hyödynnettyä niiden kapasiteettia. Ylätela on suunniteltu säädettäväksi telan kummastakin päästä erikseen, joka on jälkeenpäin mietittynä hieman kömpelö toteutus. Mekaanisen nipin säädön takia, ei saada tarkkaa tietoa onko kumpaakin puolta telasta kiristetty yhtä paljon, jotta nippivoima olisi tasainen. Tähän voisi kehittää säätömekanismin, joka mahdollistaa kummankin puolen säädöt samanaikaisesti, jotta saadaan tasainen ja haluttu nippi.
27 27 Kostutusallas lepää lopullisessa rakenteessa putkien päällä, jolloin rakenne on kokonaisuudessaan yksinkertainen, mutta ei kuitenkaan kaikkein kätevin. Allasta on hankala ottaa pois, ellei irrota teloja ensin. Myös kartonkirainan kireyden hallinta ja säätömahdollisuus kostutustapahtuman jälkeen olisi plussaa ja voisi ottaa jatkokehittelyssä huomioon. 9 YHTEENVETO Paperin- ja kartonginjalostusteollisuuden hankkima materiaali on yleensä 5-8% kosteudessa, mutta kyseinen kosteustaso ei ole ihanteellinen jalostusvaiheessa. Liian kuivan materiaalin käsittely saattaa aiheuttaa kartongin repeytymistä tai epämuodostuneita pakkauksia, jotka eivät suojaa tuotetta oikein. Kandidaatintyön tarkoituksena oli suunnitella rullalta rullalle - kostutuslaitteisto valmiiseen linjastoon, jotta saadaan riittävä kosteustaso kartongille ja kartonki saadaan muokkautumaan halutulla tavalla prosessissa. Kirjallisuuskatsauksessa selvitettiin yleisiä kostutusmenetelmiä ja niiden toimintaperiaatteita kartongin kostutukseen. Aiheen rajaukseen kuului myös esitellä, millaisia kostutusjärjestelmiä on käytössä teollisuudessa. Suunnitteluvaiheessa käytettiin apuna perinteisiä koneensuunnittelun menetelmiä, jolloin pidettiin huolta, että suunnittelu oli järjestelmällistä ja johdatti kohti lopullista ratkaisua. Telakostutusmenetelmä valikoitui käytettäväksi tässä työssä sen yksinkertaisuuden, helpon veden säädön ja edullisuuden vuoksi. Ideointivaiheessa luonnosteltiin hahmotelmia paperin ja kynän avulla, sekä vertailtiin eri osatoimintojen toimivuutta. Valittua telakostutuskonstruktio ideoitiin eteenpäin ja lopputuloksena syntyi tukeva ja osakokoonpanoltaan yksinkertainen kokonaisuus, joka mallinnettiin SolidWorks - ohjelmalla. Työhön kuului samalla alustavat komponenttivalinnat, jotka tehtiin mallinnuksen ohella, sekä konstruktion valmistuspiirustukset.
28 28 LÄHTEET CMS Industrial Technologies, LLC Presents Liquid Application Systems (L.A.S.) Moistening for Plate & Tray Forming. [verkkodokumentti] [viitattu ] Saatavilla: Gefeg Neckar. Three-phase asynchronous motor Dg 71 4-pole. [verkkodokumentti] [viitattu ] Saatavilla: i1%5bcontroller%5d=news&tx_news_pi1%5baction%5d=detail Graco Atomization. [verkkodokumentti]. [Viitattu ] Saatavilla: ATOMIZ_1.PDF Hauptmann, M., Kustermann, T., Schmalholz, M., Haug, H. ja Majschak, J-P Examination of the Transferability of Technological key Features of Paperboard Deep Drawing Towards the Application in Fast-Running Packaging Machines. Packaging Technology and Science. 30: S Häggblom-Ahnger, U. & Komulainen, P Paperin ja kartongin valmistus. Jyväskylä: 279 s. Järvi-Kääriäinen, T., Leppänen-Turkula, A Pakkaaminen Perustiedot pakkauksista ja pakkaamisesta. Helsinki: Hakapaino Oy. 234 s. Karhuketo, H., Seppälä, M. J., Törn, T., Viluksela P Kemiallinen metsäteollisuus 3, Paperin ja kartongin jalostus, Opetushallitus, 2. uudistettu painos, Jyväskylä: Gummerus, 219 s. Karlsson, M Papermaking Science and Technology, Papermaking Part 2, Drying, Totally updated, Paperi ja Puu Oy, Porvoo: WS Bookwell Oy, 634 s.
29 29 Pahl, G. & Beitz, W Koneensuunnitteluoppi. Helsinki: Metalliteollisuuden Kustannus Oy. 608 s. Paulapuro, H Papermaking Science and Technology, Paper and Board Grades, Fapet Oy, Jyväskylä: Gummerus, 134 s. Peerless Machine. Corporate Information [verkkodokumentti] [viitattu ] Saatavilla: Peerless Machine Peerless roll to roll paperboard moistener machine model itm-hd [verkkodokumentti] [viitattu ] Saatavilla: Projecta Ilmahajoitteiset nestesuuttimet. [verkkodokumentti]. [Viitattu ] Saatavilla: Spraying Systems Co A Guide to Spray Technology for the Pulp and Paper industry. [verkkodokumentti]. [Viitattu ] Saatavilla: Stora Enso Renewable Packaging Paperboard guide. [verkkodokumentti] [viitattu ] Saatavilla: -en.pdf Tanninen, P Muovipäällystetystä kartongista valmistettujen vuoka-aihioiden nuuttaus. Diplomityö. Lappeenrannan teknillinen yliopisto. 82 s. Tuomaala J Luova koneensuunnittelu, Tammertekniikka ky, Jyväskylä: Gummerus, 287 s
30 30 UMV. LAS Liquid Application Systems. [verkkodokumentti]. [viitattu ] Saatavilla: Weber, S., OnQ Module Pro the measure of all things, twogether, Paper Technology Journal, 28: 42 s. [verkkodokumentti]. [viitattu ] Saatavilla:
31 LIITE I
32 LIITE II, 1
33 LIITE II, 2
34 LIITE II, 3
35 LIITE II, 4
36 LIITE II, 5
37 LIITE II, 6
38 LIITE III
Tulevaisuuden joustavan pakkauslinjaston muodonantolaitteen alaosan suunnittelu
 LUT Metalli Konetekniikan koulutusohjelma Tulevaisuuden joustavan pakkauslinjaston muodonantolaitteen alaosan suunnittelu Lappeenrannassa 12.08.2009 Sami Matthews 1 SISÄLLYSLUETTELO 1 JOHDANTO... 4 2 KÄYTETTÄVÄT
LUT Metalli Konetekniikan koulutusohjelma Tulevaisuuden joustavan pakkauslinjaston muodonantolaitteen alaosan suunnittelu Lappeenrannassa 12.08.2009 Sami Matthews 1 SISÄLLYSLUETTELO 1 JOHDANTO... 4 2 KÄYTETTÄVÄT
Konetekniikan koulutusohjelman opintojaksomuutokset
 Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
Konetekniikan koulutusohjelman opintojaksomuutokset 2016-2017 UUDET OPINTOJAKSOT: BK10A3800 Principles of Industrial Manufacturing Processes BK10A3900 Reliability Based Machine Element Design BK10A4000
BK65A0202 Teknisen suunnittelun peruskurssi
 Kurssille vaadittavat esitiedot: BK65A0202 Teknisen suunnittelun peruskurssi Tekninen piirustus 1 suoritettuna. Statiikka suoritettuna. Lisäksi suosituksena dynamiikka 1 ja lujuusoppi 1. Harjoitustyöohje
Kurssille vaadittavat esitiedot: BK65A0202 Teknisen suunnittelun peruskurssi Tekninen piirustus 1 suoritettuna. Statiikka suoritettuna. Lisäksi suosituksena dynamiikka 1 ja lujuusoppi 1. Harjoitustyöohje
Pöytämallinen biojätteen vähennysyksikkö
 Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Putkenhiomakoneet & putkenpaanmuotoilijat
 Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen
 TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
Kuivajääpuhallus IB 15/120. Vakiovarusteet: Suutinlaatikko Suutinrasva Viuhkasuutin Viuhkasuuttimen irto-osa 8 mm Työkalu suuttimenvaihtoon 2 kpl
 Kuivajääpuhallus IB 15/120 Kuivajääpuhallus on nykyaikainen tehokas tapa poistaa erilaista likaa sekä pinnoitteita. Kuivajää hajoaa höyrynä ilmaan, eikä jätä jälkeensä vesi-, hiekka tai muita jäämiä. Vakiovarusteet:
Kuivajääpuhallus IB 15/120 Kuivajääpuhallus on nykyaikainen tehokas tapa poistaa erilaista likaa sekä pinnoitteita. Kuivajää hajoaa höyrynä ilmaan, eikä jätä jälkeensä vesi-, hiekka tai muita jäämiä. Vakiovarusteet:
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
KÄYTTÖOHJE SAHAUSPÖYTÄ. Malli: 010A
 KÄYTTÖOHJE SAHAUSPÖYTÄ Malli: 010A Sisällysluettelo Tekniset tiedot... 2 Pakkauksen sisältö... 3 Turvaohjeet... 3 Kokoamisohje... 4 Osien esittely... 7 Pituuden säätö sivuttaistuen... 8 Korkeussäätö sivutuki...
KÄYTTÖOHJE SAHAUSPÖYTÄ Malli: 010A Sisällysluettelo Tekniset tiedot... 2 Pakkauksen sisältö... 3 Turvaohjeet... 3 Kokoamisohje... 4 Osien esittely... 7 Pituuden säätö sivuttaistuen... 8 Korkeussäätö sivutuki...
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Kompaktisarja HD 5/11 C
 Kompaktisarja HD 5/11 C Kätevän kokoinen, varmatoiminen, messinkipäätyisellä pumpulla varustettu ammattipesuri peruskäyttöön. Vakiovarusteet: 10 m Suihkuputki 400 mm Kolmitoimisuutin (0 /25 /40 ). Kiertyvät
Kompaktisarja HD 5/11 C Kätevän kokoinen, varmatoiminen, messinkipäätyisellä pumpulla varustettu ammattipesuri peruskäyttöön. Vakiovarusteet: 10 m Suihkuputki 400 mm Kolmitoimisuutin (0 /25 /40 ). Kiertyvät
PASSION PROSYSTEM. Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI. Since 1912
 PASSION IN CRANES PROSYSTEM Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI Since 1912 PROSYSTEM Alumiininen piennosturijärjestelmä on maailman kehittynein työpajanosturi. Sen ainutlaatuiset
PASSION IN CRANES PROSYSTEM Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI Since 1912 PROSYSTEM Alumiininen piennosturijärjestelmä on maailman kehittynein työpajanosturi. Sen ainutlaatuiset
BK65A0201 Teknisen suunnittelun peruskurssi
 Kurssille vaadittavat esitiedot: BK65A0201 Teknisen suunnittelun peruskurssi Tekninen piirustus 1 suoritettuna. Statiikka suoritettuna. Lisäksi suosituksena dynamiikka 1 ja lujuusoppi 1. Harjoitustyöohje
Kurssille vaadittavat esitiedot: BK65A0201 Teknisen suunnittelun peruskurssi Tekninen piirustus 1 suoritettuna. Statiikka suoritettuna. Lisäksi suosituksena dynamiikka 1 ja lujuusoppi 1. Harjoitustyöohje
7. Valukappaleiden suunnittelu keernojen käytön kannalta
 7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
225 litran kapasiteetilla polymeerisessä syöttölokerossa voi olla jopa 180 kg kuivaa #1 vuorisuolaa, kalsiumkloridia tai muuta jäänestoainetta.
 LP-8 Spreader Paranna liukkaudentorjunnan tehokkuutta Blizzard LP-8 Tailgate -levittimellä, joka on takanäkyvyyden parantamiseksi malliltaan matalaprofiilinen ja jonka kapasiteetti on 225 litraa, jotta
LP-8 Spreader Paranna liukkaudentorjunnan tehokkuutta Blizzard LP-8 Tailgate -levittimellä, joka on takanäkyvyyden parantamiseksi malliltaan matalaprofiilinen ja jonka kapasiteetti on 225 litraa, jotta
Raskaat taakat helpota käsittelyä WP-nostovaunulla. [65] Nostovaunu. Petteri nostaa joka päivä 1200 litraa keittoa!
![Raskaat taakat helpota käsittelyä WP-nostovaunulla. [65] Nostovaunu. Petteri nostaa joka päivä 1200 litraa keittoa!](/thumbs/24/2126254.jpg "Raskaat taakat helpota käsittelyä WP-nostovaunulla. [65] Nostovaunu. Petteri nostaa joka päivä 1200 litraa keittoa!") [65] Nostovaunu Petteri nostaa joka päivä 1200 litraa keittoa! Raskaat taakat helpota käsittelyä WP-nostovaunulla WP 65 on suunniteltu taakoille 65 kg saakka. Paino jakautuu tasaisesti neljälle kääntyvälle
[65] Nostovaunu Petteri nostaa joka päivä 1200 litraa keittoa! Raskaat taakat helpota käsittelyä WP-nostovaunulla WP 65 on suunniteltu taakoille 65 kg saakka. Paino jakautuu tasaisesti neljälle kääntyvälle
ihmiset etusijalle! SANO asettaa Akkutoimiset porraskiipijät
 Akkutoimiset porraskiipijät ihmiset SANO asettaa etusijalle! LIFTKAR PT PORRASKIIPIJÄT LIFTKAR PT ON TURVALLINEN PORTAISSA JA HELPPOKÄYTTÖINEN. ELÄMÄNLAATU ON ELÄMÄSTÄ NAUTTIMISTA TÄYSILLÄ JA YHDESSÄ
Akkutoimiset porraskiipijät ihmiset SANO asettaa etusijalle! LIFTKAR PT PORRASKIIPIJÄT LIFTKAR PT ON TURVALLINEN PORTAISSA JA HELPPOKÄYTTÖINEN. ELÄMÄNLAATU ON ELÄMÄSTÄ NAUTTIMISTA TÄYSILLÄ JA YHDESSÄ
Pystymalliset HDS 5/11 UX
 Pystymalliset HDS 5/11 UX Helppokäyttöinen, vaivattomasti liikuteltava kuumavesipesuri perustason pesutehtäviin. Pystymallisena se vie vain vähän lattiatilaa ja on helppo siirrellä ja säilyttää. Valovirtakäyttöinen
Pystymalliset HDS 5/11 UX Helppokäyttöinen, vaivattomasti liikuteltava kuumavesipesuri perustason pesutehtäviin. Pystymallisena se vie vain vähän lattiatilaa ja on helppo siirrellä ja säilyttää. Valovirtakäyttöinen
Green Light Machining
 Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
Green Light Machining Työstöprosessien optimointiin Vähemmän seisokkiaikoja Enemmän tehokkaita käyttötunteja Korkeampi tuottavuus Tasaisempi laatu Työstöprosessien optimointi Green Light Machining - menetelmillä
SUPER SHREDDER Kaikkiruokainen linjamurskain
 1 SUPER SHREDDER Kaikkiruokainen linjamurskain SUPER SHREDDER pienentää putkistoissa virtaavat kovat kiintoaineet. Se on erittäin tehokas murskain, jolla on virtaviivainen, helppohoitoinen rakenne ja vain
1 SUPER SHREDDER Kaikkiruokainen linjamurskain SUPER SHREDDER pienentää putkistoissa virtaavat kovat kiintoaineet. Se on erittäin tehokas murskain, jolla on virtaviivainen, helppohoitoinen rakenne ja vain
Kallistettava paistinpannu
 Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Metallien 3D-tulostuksen trendit
 Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Metallien 3D-tulostuksen trendit Antti Salminen professori Department of Mechanical Engineering LUT School of Energy Systems Lappeenranta University of Technology 2 AM tekniikat (prosessit) F2792-12a standardin
Kitkapalat, tiivistysrengas, välilevy, pyöreä jousi, rullalaakerit ja ruuvi
 RAKENNUSOHJE Kitkapalat, tiivistysrengas, välilevy, pyöreä jousi, rullalaakerit ja ruuvi 325 Lehden nro 77 mukana sait osat, joita tarvitset mittakaavan 1:7 F2007-autosi kytkimen rakentamiseen. Uudet osat
RAKENNUSOHJE Kitkapalat, tiivistysrengas, välilevy, pyöreä jousi, rullalaakerit ja ruuvi 325 Lehden nro 77 mukana sait osat, joita tarvitset mittakaavan 1:7 F2007-autosi kytkimen rakentamiseen. Uudet osat
Paineilmanostin malli CPA ripustuskoukulla tai integroidulla siirtovaunulla
 Paineilmanostin malli CPA Kapasiteetit 125-980 kg CPA-paineilmanostimet on valmistettu vaativiin teollisuussovelluksiin. Vahva mutta kevyt runko helpottaa nostimen siirtoa. Ominaisuudet Käyttöpaine 5 7
Paineilmanostin malli CPA Kapasiteetit 125-980 kg CPA-paineilmanostimet on valmistettu vaativiin teollisuussovelluksiin. Vahva mutta kevyt runko helpottaa nostimen siirtoa. Ominaisuudet Käyttöpaine 5 7
TEKNISET TIEDOT Pakokaasukela sarja 865, jousipalautteinen
 TEKNISET TIEDOT Pakokaasukela sarja 865, jousipalautteinen No. 981117101 Kuvaus Turvalukitus mahdollistaa rummun lukitsemisen letkunvaihdon yhteydessä. Räikkämekanismi lukitsee uloskelatun letkun halutulle
TEKNISET TIEDOT Pakokaasukela sarja 865, jousipalautteinen No. 981117101 Kuvaus Turvalukitus mahdollistaa rummun lukitsemisen letkunvaihdon yhteydessä. Räikkämekanismi lukitsee uloskelatun letkun halutulle
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet
 Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Metallien 3D-tulostus uudet liiketoimintamahdollisuudet Alihankintamessut 17.9.2015 Pasi Puukko, Petri Laakso, Pentti Eklund, Magnus Simons, Erin Komi VTT 3D-tulostus ja materiaalia lisäävä valmistus (AM)
Väitöskirjan kirjoittaminen ja viimeistely
 1 Väitöskirjan kirjoittaminen ja viimeistely Pekka Kohti tohtorin tutkintoa 19.4.2017 UniOGS 2 Ensimmäinen versio väitöskirjasta Käytä Acta -kirjoituspohjaa Aloita väitöskirjan / yhteenvedon tekeminen
1 Väitöskirjan kirjoittaminen ja viimeistely Pekka Kohti tohtorin tutkintoa 19.4.2017 UniOGS 2 Ensimmäinen versio väitöskirjasta Käytä Acta -kirjoituspohjaa Aloita väitöskirjan / yhteenvedon tekeminen
MACCO BF Haarukkavaunu KÄYTTÖOHJEET. Oy Machine Tool Co
 MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
MACCO BF Haarukkavaunu KÄYTTÖOHJEET Oy Machine Tool Co 1. Käyttökohteet Käsikäyttöinen MACCO BF -haarukkavaunu on matalarakenteinen, vain kuormalavalla olevan, kovilla pinnoilla liikuteltavan tavaran siirtelyyn
Via Circonvallazione, 10 13018 Valduggia (VC), Italia Puh: +39 0163 47891 Faksi: +39 0163 47895 www.vironline.com. Kuva 9525.
, Italia Puh: +39 0163 47891 Faksi: +39 0163 47895 www.vironline.com. Kuva 9525.") Valvoindustria Ing. Rizzio S.p.A. www.vironline.com 9520-sarja DZR messinkinen ON/OFF -linjasäätöventtiili Kuvaus Sinkkikadon kestävästä messingistä valmistettu ON/OFF säätöön soveltuva linjasäätöventtiili
Valvoindustria Ing. Rizzio S.p.A. www.vironline.com 9520-sarja DZR messinkinen ON/OFF -linjasäätöventtiili Kuvaus Sinkkikadon kestävästä messingistä valmistettu ON/OFF säätöön soveltuva linjasäätöventtiili
Korjaamopuristimet. Alapalkki MITAT. H (Sylinteri palautettuna) mm. J mm
 mm. J mm") -runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
-runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
Bläuer - 2014. 3D-Tulostaminen
 Bläuer - 2014 3D-Tulostaminen Ei saa ajatella 3D-tulostamista yhtenä pakettina vaan modulaarisena työnä jossa eri ohjelmat ja laitekokoonpanot tuottavat meille valmiin kappaleen. Moduuleja ja ohjelmia
Bläuer - 2014 3D-Tulostaminen Ei saa ajatella 3D-tulostamista yhtenä pakettina vaan modulaarisena työnä jossa eri ohjelmat ja laitekokoonpanot tuottavat meille valmiin kappaleen. Moduuleja ja ohjelmia
GREDDY PROFEC B SPEC II säätäminen
 GREDDY PROFEC B SPEC II säätäminen Päätin tehdä tällaisen ohjeen, koska jotkut ovat sitä kyselleet suomeksi. Tämä on vapaa käännös eräästä ohjeesta, joka on suunnattu Evoille (joka on koettu toimivaksi
GREDDY PROFEC B SPEC II säätäminen Päätin tehdä tällaisen ohjeen, koska jotkut ovat sitä kyselleet suomeksi. Tämä on vapaa käännös eräästä ohjeesta, joka on suunnattu Evoille (joka on koettu toimivaksi
Paperinjalostus 30.3.2015
 Paperinjalostus 30.3.2015 Paperinjalostus, mitä se on? Paperin jatkojalostamista uusiksi tuotteiksi Työn tekemistä lisätään paperin arvoa/ominaisuuksia; Painatus tai lakkaus Toinen paperi, alumiini, verkko,
Paperinjalostus 30.3.2015 Paperinjalostus, mitä se on? Paperin jatkojalostamista uusiksi tuotteiksi Työn tekemistä lisätään paperin arvoa/ominaisuuksia; Painatus tai lakkaus Toinen paperi, alumiini, verkko,
LATTIANHOITOKONEET. Laikka-ajurit MS ,00
 LATTIANHOITOKONEET MS 17-1600 Yhden laikan lattiakone Kierrokset 154/min, harjakoko 430 mm Testattu vaativissa työolosuhteissa Tarkat ja vakaat liikkeet Karkaistusta teräksestä valmistettu planeettavaihteisto
LATTIANHOITOKONEET MS 17-1600 Yhden laikan lattiakone Kierrokset 154/min, harjakoko 430 mm Testattu vaativissa työolosuhteissa Tarkat ja vakaat liikkeet Karkaistusta teräksestä valmistettu planeettavaihteisto
Modulaarinen rakenne helpottaa huoltoa ja käyttöä. öljyntäyttö/huohotinkorkki. Klassinen lohkoroottoripumppu
 Modulaarinen rakenne helpottaa huoltoa ja käyttöä Valurautainen laakeripesä antaa vakautta kautta pumpun käyttöalueen Järeät perän neulalaakerien vierintäpinnat antavat täyttä vakautta hihna- tai ketjukäyttöisille
Modulaarinen rakenne helpottaa huoltoa ja käyttöä Valurautainen laakeripesä antaa vakautta kautta pumpun käyttöalueen Järeät perän neulalaakerien vierintäpinnat antavat täyttä vakautta hihna- tai ketjukäyttöisille
R o L. V-PALLOVENTTIILI haponkestävä teräs 455- (459) sarjat SILVER LINE. Operation. Käyttö ja rakenne. Versio 27-06-2014
 sarjat SILVER LINE. Operation. Käyttö ja rakenne. Versio 27-06-2014") Operation C ont R o L Käyttö ja rakenne Versio HÖGFORS V-palloventtiili on erityisesti suunniteltu massojen, nesteiden ja höyryjen virtauksen säätöön. Rakennepituudeltaan lyhyempi 59 on suunniteltu pohjaventtiilikäyttöön.
Operation C ont R o L Käyttö ja rakenne Versio HÖGFORS V-palloventtiili on erityisesti suunniteltu massojen, nesteiden ja höyryjen virtauksen säätöön. Rakennepituudeltaan lyhyempi 59 on suunniteltu pohjaventtiilikäyttöön.
Door View Cam -ovisilmäkamera
 Door View Cam -ovisilmäkamera Malli: G63R9A Lataa mukana toimitettu akku. Lataa akku ensin täyteen. Akku löytyy Door View Kit -pakkauksesta, jossa on mukana myös sovitin ja kiristysmutteri. Liitä se USB-virtalähteeseen
Door View Cam -ovisilmäkamera Malli: G63R9A Lataa mukana toimitettu akku. Lataa akku ensin täyteen. Akku löytyy Door View Kit -pakkauksesta, jossa on mukana myös sovitin ja kiristysmutteri. Liitä se USB-virtalähteeseen
Vuodesta 1946. Tynnyri- ja konttipumput Tiivisteettömät keskipakopumput
 Vuodesta 1946 Tynnyri- ja konttipumput Tiivisteettömät keskipakopumput Lutz - ammattilaisen turvallinen valinta Lutz pumput ovat ammattilaisen turvallinen valinta pumpattaessa tynnyreistä, konteista tai
Vuodesta 1946 Tynnyri- ja konttipumput Tiivisteettömät keskipakopumput Lutz - ammattilaisen turvallinen valinta Lutz pumput ovat ammattilaisen turvallinen valinta pumpattaessa tynnyreistä, konteista tai
Suihkujakkarat ja -tuolit
 S U I H K U T U O L I T TUOTE-ESITE 2017 Suihkujakkarat ja -tuolit Siirreltävät Suihkutuoli COMBI Combi suihkutuolit ovat valmistettu teräksestä ja ne ovat korkeussäädettäviä. Combi suihkutuoliin on mahdollista
S U I H K U T U O L I T TUOTE-ESITE 2017 Suihkujakkarat ja -tuolit Siirreltävät Suihkutuoli COMBI Combi suihkutuolit ovat valmistettu teräksestä ja ne ovat korkeussäädettäviä. Combi suihkutuoliin on mahdollista
OPINTOJAKSOJA KOSKEVAT MUUTOKSET/KONETEKNIIKAN KOULUTUSOHJELMA/ LUKUVUOSI
 OPINTOJAKSOJA KOSKEVAT MUUTOKSET/KONETEKNIIKAN KOULUTUSOHJELMA/ LUKUVUOSI 2007-2008 Muutokset on hyväksytty teknillisen tiedekunnan tiedekuntaneuvostossa 6.2.2007. POISTUVAT OPINTOJAKSOT: KORVAAVAT OPINTOJAKSOT:
OPINTOJAKSOJA KOSKEVAT MUUTOKSET/KONETEKNIIKAN KOULUTUSOHJELMA/ LUKUVUOSI 2007-2008 Muutokset on hyväksytty teknillisen tiedekunnan tiedekuntaneuvostossa 6.2.2007. POISTUVAT OPINTOJAKSOT: KORVAAVAT OPINTOJAKSOT:
Painevalut 3. Teoriatausta Revolved Pattern. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_3_1.sldprt
 Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
Painevalut 3 Tuula Höök Tampereen teknillinen yliopisto Hae aloituskappale start_diecasting_3_1.sldprt. Tehtävänäsi on suunnitella kansi alueille, jotka on merkitty kuvaan punaisella, vihreällä ja sinisellä
KUITUPOHJAISTEN PAKKAUSTEN MUODONANTO
 KUITUPOHJAISTEN PAKKAUSTEN MUODONANTO Professori Juha Varis Lappeenrannan teknillinen yliopisto TAUSTAA Lappeenrannan teknillisen yliopiston Konepajatekniikanja levytyötekniikan laboratorio ja Stora Enso
KUITUPOHJAISTEN PAKKAUSTEN MUODONANTO Professori Juha Varis Lappeenrannan teknillinen yliopisto TAUSTAA Lappeenrannan teknillisen yliopiston Konepajatekniikanja levytyötekniikan laboratorio ja Stora Enso
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
Käsin tehtävä kiristys ja lukitus Paineilmalla toimiva kiristys ja lukitus
 Käsityökalut Teräsvannehtimiseen Käsin tehtävä kiristys ja lukitus Paineilmalla toimiva kiristys ja lukitus Strapexin etuus Käsityökalut, vanne ja huoltopalvelu kokonaispakettina Oikea työkalu Sovellukset
Käsityökalut Teräsvannehtimiseen Käsin tehtävä kiristys ja lukitus Paineilmalla toimiva kiristys ja lukitus Strapexin etuus Käsityökalut, vanne ja huoltopalvelu kokonaispakettina Oikea työkalu Sovellukset
KALVOVENTTIILIT OMINAISUUDET: YLEISIMMÄT KÄYTTÖKOHTEET: Kemianteollisuus, vesilaitokset, elintarviketeollisuus sekä paperiteollisuus
 KALVOVENTTIILIT Fluorotechin toimitusohjelmassa on kolmen tyyppisiä kalvoventtiileitä: normaalisti teollisuudessa käytettävä VM-sarjan kalvoventtiili, tiiviimmässä muodossa oleva pienempi CM-sarjan kalvoventtiili
KALVOVENTTIILIT Fluorotechin toimitusohjelmassa on kolmen tyyppisiä kalvoventtiileitä: normaalisti teollisuudessa käytettävä VM-sarjan kalvoventtiili, tiiviimmässä muodossa oleva pienempi CM-sarjan kalvoventtiili
Asennusohje. Rockfon Contour
 Asennusohje Rockfon Contour Yleistietoja Järjestelmän kuvaus: Rockfon Contour on kehyksetön akustinen melunvaimennin, joka on valmistettu 50 mm:n kivivillalevystä. Sen kumpikin puoli on esteettisesti miellyttävää
Asennusohje Rockfon Contour Yleistietoja Järjestelmän kuvaus: Rockfon Contour on kehyksetön akustinen melunvaimennin, joka on valmistettu 50 mm:n kivivillalevystä. Sen kumpikin puoli on esteettisesti miellyttävää
Honda-takuu neljä vuotta. Takuuehdot kauppiaaltasi.
 Lumilingot 2015-2016 Honda-takuu neljä vuotta. Takuuehdot kauppiaaltasi. HONDA ON TALTUTTANUT TALVEA JO 35 VUOTTA. Hondan lumilinkoja on valmistettu jo 35 vuotta ja juhlan kunniaksi koko lumilinkomallistomme
Lumilingot 2015-2016 Honda-takuu neljä vuotta. Takuuehdot kauppiaaltasi. HONDA ON TALTUTTANUT TALVEA JO 35 VUOTTA. Hondan lumilinkoja on valmistettu jo 35 vuotta ja juhlan kunniaksi koko lumilinkomallistomme
Koukku-kontti-vaihtolavasovitteinen AMPHITEC FLEX LOADER
 Koukku-kontti-vaihtolavasovitteinen AMPHITEC FLEX LOADER Kuivien ja nestemäisten aineiden puhallukseen ja imuun 14 m3 kippaavaan säiliöön, materiaalitilavuus 12 m3 Catepillar -moottori joka tuottaa max.
Koukku-kontti-vaihtolavasovitteinen AMPHITEC FLEX LOADER Kuivien ja nestemäisten aineiden puhallukseen ja imuun 14 m3 kippaavaan säiliöön, materiaalitilavuus 12 m3 Catepillar -moottori joka tuottaa max.
SPIRALAIR -KOMPRESSORIT K1-4 K6-8 COMBI KS1-4 KS6 5 MULTI PUHTAUS HILJAISUUS
 SPIRALAIR -KOMPRESSORIT K1-4 K6-8 COMBI KS1-4 KS6 5 MULTI PUHTAUS HILJAISUUS KYLMÄ KS / T Integroitu kuivain PUHTAUS PUHDASTA ILMAA Ilmaa puhtaimmassa muodossaan Teollisen prosessin tehokkuus ja tuotteiden
SPIRALAIR -KOMPRESSORIT K1-4 K6-8 COMBI KS1-4 KS6 5 MULTI PUHTAUS HILJAISUUS KYLMÄ KS / T Integroitu kuivain PUHTAUS PUHDASTA ILMAA Ilmaa puhtaimmassa muodossaan Teollisen prosessin tehokkuus ja tuotteiden
Otsikkoteksti. Golfkentät: Sadettimet, Ohjaimet, Venttiilit & Apuvarusteet
 Golfkentät: Sadettimet, Ohjaimet, Venttiilit & Apuvarusteet D50/55 Golf Sadetin Lyhyen ja keskipitkän matkan sadetin Ympäripyörivä tai säädettävä sektori Heittosäde 11-22 metriä Tuotto 41 125 litraa minuutissa
Golfkentät: Sadettimet, Ohjaimet, Venttiilit & Apuvarusteet D50/55 Golf Sadetin Lyhyen ja keskipitkän matkan sadetin Ympäripyörivä tai säädettävä sektori Heittosäde 11-22 metriä Tuotto 41 125 litraa minuutissa
MASADOOR. autotallinovet. Asennusohje
 MASADOOR autotallinovet Asennusohje Tämä asennusohje on tehty ammattitaitoisen asentajan käyttöön. Ohjeessa on piirroksia, joissa on komponentteja, joita ei aina oveen asenneta. Ennen asennuksen aloittamista
MASADOOR autotallinovet Asennusohje Tämä asennusohje on tehty ammattitaitoisen asentajan käyttöön. Ohjeessa on piirroksia, joissa on komponentteja, joita ei aina oveen asenneta. Ennen asennuksen aloittamista
OPINTOJAKSOJA KOSKEVAT MUUTOKSET/KONETEKNIIKAN KOULUTUSOHJELMA/ LUKUVUOSI
 OPINTOJAKSOJA KOSKEVAT MUUTOKSET/KONETEKNIIKAN KOULUTUSOHJELMA/ LUKUVUOSI 2008-2009 Muutokset on hyväksytty teknillisen tiedekunnan tiedekuntaneuvostossa 13.2.2008 ja 4.6.2008. POISTUVAT OPINTOJAKSOT:
OPINTOJAKSOJA KOSKEVAT MUUTOKSET/KONETEKNIIKAN KOULUTUSOHJELMA/ LUKUVUOSI 2008-2009 Muutokset on hyväksytty teknillisen tiedekunnan tiedekuntaneuvostossa 13.2.2008 ja 4.6.2008. POISTUVAT OPINTOJAKSOT:
Kuljetus- ja potilaspaari
 Kuljetus- ja potilaspaari Uusi Emergo tunnettua Merivaara-laatua Merivaara-tuotteiden asiakaslähtöisessä suunnittelussa pidetään tärkeänä hoitotyön sujuvuutta ja potilasmukavuutta. Uusi Emergo-potilaspaari
Kuljetus- ja potilaspaari Uusi Emergo tunnettua Merivaara-laatua Merivaara-tuotteiden asiakaslähtöisessä suunnittelussa pidetään tärkeänä hoitotyön sujuvuutta ja potilasmukavuutta. Uusi Emergo-potilaspaari
3 4" (20 mm) - 4" (110 mm) viemäriputkille. 5 16" (8 mm) sopii parhaiten 3 4" (20 mm) " (40 mm) putkille.
 - 4 (110 mm) viemäriputkille. 5 16 (8 mm) sopii parhaiten 3 4 (20 mm) (40 mm) putkille.") K-50 Jatkojousikone 4" (20 mm) - 4" (0 mm) viemäriputkille Kompakti ja monipuolinen ammattilaisen kone. Pystyy käyttämään kolmea erikokoista jousta: 5 6" (8 mm), 8" (0 mm) ja 5 8" (6 mm). Täydellinen,
K-50 Jatkojousikone 4" (20 mm) - 4" (0 mm) viemäriputkille Kompakti ja monipuolinen ammattilaisen kone. Pystyy käyttämään kolmea erikokoista jousta: 5 6" (8 mm), 8" (0 mm) ja 5 8" (6 mm). Täydellinen,
Q-2000 kaasupesuri. Pystymallinen kaasupesuri laboratorioon OUREX OY Mäkirinteentie 3, Kangasala Puh. (03) ourex.
 ourex.") 19.3.2019 Pystymallinen kaasupesuri laboratorioon 1 Toimintaperiaate Höyrypesuri puhdistaa ja neutraloi saastuneen ilman. Puhdistus ja neutralointi tapahtuu märkäprosessissa, Quimipol kaasupesurin käyttämä
19.3.2019 Pystymallinen kaasupesuri laboratorioon 1 Toimintaperiaate Höyrypesuri puhdistaa ja neutraloi saastuneen ilman. Puhdistus ja neutralointi tapahtuu märkäprosessissa, Quimipol kaasupesurin käyttämä
Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN
 TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
TAMPEREEN AMMATTIKORKEAKOULU Tekstiili- ja vaatetustekniikan koulutusohjelma Tutkintotyö Anne-Marie Nääppä PAINEPUKUMATERIAALIEN KÄYTTÖOMINAISUUKSIEN SÄILYMINEN Työn ohjaaja Työn teettäjä Tampere 2007
Kuivajääpuhallus IB 7/40 Advanced
 Kuivajääpuhallus IB 7/40 Advanced Vakiovarusteet: Suutinrasva Viuhkasuutin Työkalu suuttimenvaihtoon 2 kpl Puhallusletku, sähköliitäntä ja pikaliitin Jääpuhalluspistooli (ergonominen ja turvallinen) Kuivajään
Kuivajääpuhallus IB 7/40 Advanced Vakiovarusteet: Suutinrasva Viuhkasuutin Työkalu suuttimenvaihtoon 2 kpl Puhallusletku, sähköliitäntä ja pikaliitin Jääpuhalluspistooli (ergonominen ja turvallinen) Kuivajään
Rehun siirtojärjestelmiä
 Rehun siirtojärjestelmiä Täydellinen valikoima rehun siirtojärjestelmiä Ideaalinen tapa kuljettaa rehua tuotantoeläimille. 1 LAAJA VALIKOIMA SOVELLUKSIA! Kapasiteetti 500-6300 kg tunnissa. Kuljettaa turvallisesti
Rehun siirtojärjestelmiä Täydellinen valikoima rehun siirtojärjestelmiä Ideaalinen tapa kuljettaa rehua tuotantoeläimille. 1 LAAJA VALIKOIMA SOVELLUKSIA! Kapasiteetti 500-6300 kg tunnissa. Kuljettaa turvallisesti
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
Käyttöohjeet LA-VA V300 / Premium Line VAKUUMIPAKKAUSLAITE
 Käyttöohjeet LA-VA V300 / Premium Line VAKUUMIPAKKAUSLAITE Hankkimallasi Lava vakuumipakkauslaitteella on 2 vuoden takuu. Takuu ei kata vahinkoa, mikäli ilmapumppuun on päästetty nestettä. On tärkeä tietää,
Käyttöohjeet LA-VA V300 / Premium Line VAKUUMIPAKKAUSLAITE Hankkimallasi Lava vakuumipakkauslaitteella on 2 vuoden takuu. Takuu ei kata vahinkoa, mikäli ilmapumppuun on päästetty nestettä. On tärkeä tietää,
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Suojakumisarjat / korjaamotyökalut
 08 Suojakumisarjat / korjaamotyökalut LÖBRO suojakumit LÖBRO suojakumit Alkuperäisen laitevalmistajan toimittajalta Vetoakselin suojakumit ovat erittäin tärkeitä vakionopeusnivelten tehokkaalle ja luotettavalle
08 Suojakumisarjat / korjaamotyökalut LÖBRO suojakumit LÖBRO suojakumit Alkuperäisen laitevalmistajan toimittajalta Vetoakselin suojakumit ovat erittäin tärkeitä vakionopeusnivelten tehokkaalle ja luotettavalle
TÄYTTÖAUTOMAATIT TÄYTTÖAUTOMAATIT COMPUTER INFLATORS
 31 S AHCON computer inflators are designed with a view to high quality, precision and long service life. The inflation computers are designed in Denmark and manufactured and tested in our own workshop.
31 S AHCON computer inflators are designed with a view to high quality, precision and long service life. The inflation computers are designed in Denmark and manufactured and tested in our own workshop.
A13-03 Kaksisuuntainen akkujen tasauskortti. Projektisuunnitelma. Automaatio- ja systeemitekniikan projektityöt AS-0.
 A13-03 Kaksisuuntainen akkujen tasauskortti Projektisuunnitelma Automaatio- ja systeemitekniikan projektityöt AS-0.3200 Syksy 2013 Arto Mikola Aku Kyyhkynen 25.9.2013 Sisällysluettelo Sisällysluettelo...
A13-03 Kaksisuuntainen akkujen tasauskortti Projektisuunnitelma Automaatio- ja systeemitekniikan projektityöt AS-0.3200 Syksy 2013 Arto Mikola Aku Kyyhkynen 25.9.2013 Sisällysluettelo Sisällysluettelo...
LSV-800 ja LSV Vetokaappiin integroitava kaasupesuri OUREX OY Mäkirinteentie 3, Kangasala Puh. (03) ourex.
 ourex.") LSV-800 ja LSV-1200 19.3.2019 Vetokaappiin integroitava kaasupesuri 1 LSV-800 ja LSV 1200 kaasupesurit Toimintaperiaate Höyrypesuri puhdistaa ja neutraloi saastuneen ilman. Puhdistus ja neutralointi tapahtuu
LSV-800 ja LSV-1200 19.3.2019 Vetokaappiin integroitava kaasupesuri 1 LSV-800 ja LSV 1200 kaasupesurit Toimintaperiaate Höyrypesuri puhdistaa ja neutraloi saastuneen ilman. Puhdistus ja neutralointi tapahtuu
Yhdistelmäkone, joka mullistaa pienten tilojen siivouksen! Yhdistelmäkoneet
 Yhdistelmäkone, joka mullistaa pienten tilojen siivouksen! Yhdistelmäkoneet Kokeile uutta ja innovatiivista! Puhdista missä ja milloin vain. Scrubbing Machines AINA LADATTU JA VALMIS KÄYTTÖÖN Uudentyyppisellä
Yhdistelmäkone, joka mullistaa pienten tilojen siivouksen! Yhdistelmäkoneet Kokeile uutta ja innovatiivista! Puhdista missä ja milloin vain. Scrubbing Machines AINA LADATTU JA VALMIS KÄYTTÖÖN Uudentyyppisellä
TEKNISET TIEDOT KOMPONENTTIEN OSAT JA MATERIAALIT Mutteri on tehty nikkelipäällysteisestä
 TEKNISET TIEDOT 00-0 - 03-040 - 00-063 KOMPONENTTIEN OSAT JA MATERIAALIT 1. Mutteri on tehty nikkelipäällysteisestä messingistä. Tiivisteen materiaali on NBR 3. Kynnet tehty ruostumattomasta A304 materiaalista
TEKNISET TIEDOT 00-0 - 03-040 - 00-063 KOMPONENTTIEN OSAT JA MATERIAALIT 1. Mutteri on tehty nikkelipäällysteisestä messingistä. Tiivisteen materiaali on NBR 3. Kynnet tehty ruostumattomasta A304 materiaalista
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet tuotesuunnittelussa
 www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
www.velhoengineering.fi Lasertyöstön mahdollisuudet ja haasteet Yhteystiedot Velho Engineering Oy Vierimaantie 5 84100 YLIVIESKA Oulu Smarthouse, Ylivieska Velho Engineering Oy Teknobulevardi 3-5 01530
WALTERSCHEID-NIVELAKSELI
 VA K OLA Postios. Helsinki Rukkila Puhelin Helsinki 43 48 1 2 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1960 Koetusselostus 344 WALTERSCHEID-NIVELAKSELI Koetuttaja: nuko Oy, Helsinki.
VA K OLA Postios. Helsinki Rukkila Puhelin Helsinki 43 48 1 2 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1960 Koetusselostus 344 WALTERSCHEID-NIVELAKSELI Koetuttaja: nuko Oy, Helsinki.
Saab 9-3, Saab Asennusohje MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE.
 SCdefault 900 Asennusohje SITdefault MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE Polkupyöräteline, vetolaitteeseen kiinnitettävä Accessories Part No. Group Date
SCdefault 900 Asennusohje SITdefault MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE Polkupyöräteline, vetolaitteeseen kiinnitettävä Accessories Part No. Group Date
Ostajan opas. Teollisen ostajan faktapaketti ruuvikuljettimista
 Ostajan opas Teollisen ostajan faktapaketti ruuvikuljettimista Mitä teollisen ostajan on tärkeää tietää ruuvikuljettimista? Ruuvikuljetin soveltuu erityisen hyvin teollisiin prosesseihin, joissa materiaalia
Ostajan opas Teollisen ostajan faktapaketti ruuvikuljettimista Mitä teollisen ostajan on tärkeää tietää ruuvikuljettimista? Ruuvikuljetin soveltuu erityisen hyvin teollisiin prosesseihin, joissa materiaalia
906 Ohjeita käyttäjälle
 1 Paino: n. 3 kg Tilavuus: n. 85 l Materiaali: PUR-polyesteri Runko: DUR -alumiinia Väri: oliivinvihreä Savotta 906 sopii leveytensä ja rakenteensa puolesta kaikille ruumiinrakenteille. Rinkassa on portaaton
1 Paino: n. 3 kg Tilavuus: n. 85 l Materiaali: PUR-polyesteri Runko: DUR -alumiinia Väri: oliivinvihreä Savotta 906 sopii leveytensä ja rakenteensa puolesta kaikille ruumiinrakenteille. Rinkassa on portaaton
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla
 Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
Kierukkavaihteet GS 50.3 GS 250.3 varustettu jalalla ja vivulla Käytettäväksi ainoastaan käyttöohjeen yhteydessä! Tämä pikaopas EI korvaa käyttöohjetta! Pikaopas on tarkoitettu ainoastaan henkilöille,
C A R I T A - T U O L I
 CARITA - TUOLI 2 Carita-tuoli Carita-tuoli 3 CARITA-TUOLI On tärkeää huolehtia mahdollisimman hyvin niistä, jotka sitä kaikkein eniten tarvitsevat. Siksi olemme antaneet Carita-kalustesarjallemme kaikki
CARITA - TUOLI 2 Carita-tuoli Carita-tuoli 3 CARITA-TUOLI On tärkeää huolehtia mahdollisimman hyvin niistä, jotka sitä kaikkein eniten tarvitsevat. Siksi olemme antaneet Carita-kalustesarjallemme kaikki
FDV -Fire Valve FDV. Palonrajoitinventtiili
 FDV Palonrajoitinventtiili Yhdistetty poistoilmaventtiili ja palonrajoitinventtiili pyöreisiin kanaviin. Tyyppihyväksytty ja standardien EN 1366-2 ja EN 13501-3 mukainen palonrajoitinventtiili. Palonrajoitinventtiilin
FDV Palonrajoitinventtiili Yhdistetty poistoilmaventtiili ja palonrajoitinventtiili pyöreisiin kanaviin. Tyyppihyväksytty ja standardien EN 1366-2 ja EN 13501-3 mukainen palonrajoitinventtiili. Palonrajoitinventtiilin
RULLARADAT RULLADAT ROLLER TABLES
 ROLLER TABLES Roller tables are an important element in an assembly line, where ergonomics and good workflow must be ensured. The roller tables guarantee that the wheels can be fed forward effortlessly
ROLLER TABLES Roller tables are an important element in an assembly line, where ergonomics and good workflow must be ensured. The roller tables guarantee that the wheels can be fed forward effortlessly
F75E ALKUPERÄINEN OHJEKIRJA
 ALKUPERÄINEN OHJEKIRJA 2 KÄYTTÖ SWEPAC F75E Koneella tiivistetään soraa ja hiekkaa pienissä rakennustöissä, kuten valmistaessa alustaa betonikiville tai puutarhojen kivilaatoille. Koneen kompakti muotoilu
ALKUPERÄINEN OHJEKIRJA 2 KÄYTTÖ SWEPAC F75E Koneella tiivistetään soraa ja hiekkaa pienissä rakennustöissä, kuten valmistaessa alustaa betonikiville tai puutarhojen kivilaatoille. Koneen kompakti muotoilu
Asiantuntijasi rikkojen torjunnassa
 Asiantuntijasi rikkojen torjunnassa Kun viljelykasvien valikoima on laaja, kasvit ovat eri kasvuasteilla ja rivivälit erilevyisiä, ei oikean koneen löytäminen ole helppoa. Usein huomaat etteivät valmistajien
Asiantuntijasi rikkojen torjunnassa Kun viljelykasvien valikoima on laaja, kasvit ovat eri kasvuasteilla ja rivivälit erilevyisiä, ei oikean koneen löytäminen ole helppoa. Usein huomaat etteivät valmistajien
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Futura kuivaimen edut takaavat patentoidut tekniset ratkaisut
 Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
VARISCO itseimevät keskipakopumput J
 VARISCO itseimevät keskipakopumput J Teollisuuskäyttökohteet Nesteensiirto: puhtaat tai likaiset nesteet, neutraalit nesteet, hapot, emäkset; hiekka, muta- tai kiintoainesuspensiot; puhtaat tai likaiset
VARISCO itseimevät keskipakopumput J Teollisuuskäyttökohteet Nesteensiirto: puhtaat tai likaiset nesteet, neutraalit nesteet, hapot, emäkset; hiekka, muta- tai kiintoainesuspensiot; puhtaat tai likaiset
VAUNUKUIVURIT K-SARJA M 180 365K
 VAUNUKUIVURIT K-SARJA M 180 365K K-SARJAN VAUNUKUIVURI TALOUDELLISEEN JA TEHOKKAASEEN VILJANKUIVAUKSEEN Mepun K-sarjan vaunukuivuri on edullinen, tehokas ja erittäin nopeasti käyttöönotettava lämminilmakuivuri.
VAUNUKUIVURIT K-SARJA M 180 365K K-SARJAN VAUNUKUIVURI TALOUDELLISEEN JA TEHOKKAASEEN VILJANKUIVAUKSEEN Mepun K-sarjan vaunukuivuri on edullinen, tehokas ja erittäin nopeasti käyttöönotettava lämminilmakuivuri.
12VF Vedenlämmitin. Asennus & Käyttöohje
 JS D24-12VF 12VF Vedenlämmitin SW Exergon Tuotenr. 13-0950 Asennus & Käyttöohje Pin:0063BT7591 VVB 12VF 090826 Käyttö- ja asennusohje Vedenlämmittimen käynnistys Vedenlämmitin käynnistyy automaattisesti
JS D24-12VF 12VF Vedenlämmitin SW Exergon Tuotenr. 13-0950 Asennus & Käyttöohje Pin:0063BT7591 VVB 12VF 090826 Käyttö- ja asennusohje Vedenlämmittimen käynnistys Vedenlämmitin käynnistyy automaattisesti
Simulation model to compare opportunistic maintenance policies
 Simulation model to compare opportunistic maintenance policies Noora Torpo 31.08.18 Ohjaaja/Valvoja: Antti Punkka Työn saa tallentaa ja julkistaa Aalto-yliopiston avoimilla verkkosivuilla. Muilta osin
Simulation model to compare opportunistic maintenance policies Noora Torpo 31.08.18 Ohjaaja/Valvoja: Antti Punkka Työn saa tallentaa ja julkistaa Aalto-yliopiston avoimilla verkkosivuilla. Muilta osin
Turvallisesti paikallaan!
 Turvallisesti paikallaan! Koira on ihmisen paras ystävä ja ystävistä on pidettävä huolta. Suurin osa ihmisistä kuljettaa koiraansa autossa, mutta vain harva miettii onko koiran kuljettaminen turvallista.
Turvallisesti paikallaan! Koira on ihmisen paras ystävä ja ystävistä on pidettävä huolta. Suurin osa ihmisistä kuljettaa koiraansa autossa, mutta vain harva miettii onko koiran kuljettaminen turvallista.
Energiapuun puristuskuivaus
 Energiapuun puristuskuivaus Laurila, J., Havimo, M. & Lauhanen, R. 2014. Compression drying of energy wood. Fuel Processing Technology. Tuomas Hakonen, Seinäjoen ammattikorkeakoulu Johdanto Puun kuivuminen
Energiapuun puristuskuivaus Laurila, J., Havimo, M. & Lauhanen, R. 2014. Compression drying of energy wood. Fuel Processing Technology. Tuomas Hakonen, Seinäjoen ammattikorkeakoulu Johdanto Puun kuivuminen
HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja ohuet liimasaumat. Älykästä Reunalistoitusta PATENTOITU JÄRJESTELMÄ Ä
 Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
Ohjeet tulostusmateriaalin valintaan
 Vältä tulostusongelmat käyttämällä vain suositeltuja tulostusmateriaaleja (paperia, kalvoja, kirjekuoria, kartonkia ja tarroja). Yksityiskohtaiset tiedot eri tulostusmateriaaleista ovat kartonki- ja tarratulostusohjeessa
Vältä tulostusongelmat käyttämällä vain suositeltuja tulostusmateriaaleja (paperia, kalvoja, kirjekuoria, kartonkia ja tarroja). Yksityiskohtaiset tiedot eri tulostusmateriaaleista ovat kartonki- ja tarratulostusohjeessa
Robotiikan tulevaisuus ja turvallisuus
 Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Vettä ja lämpöä turvallista asumista
 E R I S T E T Y T P U T K I S TOJÄ R J E S T E L M ÄT Vettä ja lämpöä turvallista asumista 01 2011 10001 Uponor Quattro neliputkinen elementti lämmön ja lämpimän käyttöveden johtamiseen autotallin ja talon
E R I S T E T Y T P U T K I S TOJÄ R J E S T E L M ÄT Vettä ja lämpöä turvallista asumista 01 2011 10001 Uponor Quattro neliputkinen elementti lämmön ja lämpimän käyttöveden johtamiseen autotallin ja talon
BRV2 paineenalennusventtiili Asennus- ja huolto-ohje
 0457350/6 IM-P045-10 CH Issue 6 BRV2 paineenalennusventtiili Asennus- ja huolto-ohje 1. Suositeltava asennus 2. Asennus ja huolto 3. Varaosat 4. Ulkoinen impulssiputki IM-P045-10 CH Issue 6 Copyright 20001
0457350/6 IM-P045-10 CH Issue 6 BRV2 paineenalennusventtiili Asennus- ja huolto-ohje 1. Suositeltava asennus 2. Asennus ja huolto 3. Varaosat 4. Ulkoinen impulssiputki IM-P045-10 CH Issue 6 Copyright 20001
Oviverhopuhaltimet FLOWAIR.COM
 Oviverhopuhaltimet FLOWAIR.COM ILMAN LÄMPÖTILAN JAKAUTUMINEN HUONEISSA Ilman oviverhopuhallinta Oviverhopuhaltimella -1 C 22 C 2 C 21 C 2 C 22 C -8 C -6 C -4 C -2 C 19 C C 1 C 1 C 6 C C C 6 C 1 C 1 C 18
Oviverhopuhaltimet FLOWAIR.COM ILMAN LÄMPÖTILAN JAKAUTUMINEN HUONEISSA Ilman oviverhopuhallinta Oviverhopuhaltimella -1 C 22 C 2 C 21 C 2 C 22 C -8 C -6 C -4 C -2 C 19 C C 1 C 1 C 6 C C C 6 C 1 C 1 C 18
POWER WITH HYDRAULICS
 POWER WITH HYDRAULICS PELASTUSKALUSTO REHOBOT Hydraulics on ruotsalainen 1900-luvun alussa perustettu korkeapainehydraulisiin tuotteisiin erikoistunut yritys. Yrityksen tuotteet ovat tunnettuja korkeasta
POWER WITH HYDRAULICS PELASTUSKALUSTO REHOBOT Hydraulics on ruotsalainen 1900-luvun alussa perustettu korkeapainehydraulisiin tuotteisiin erikoistunut yritys. Yrityksen tuotteet ovat tunnettuja korkeasta
R o L. V-PALLOVENTTIILI haponkestävä teräs Wafer tyyppi 465-sarjat SILVER LINE. Operation. Käyttö ja rakenne. Versio
 Operation V-PALLOVENTTIILI haponkestävä teräs Wafer tyyppi C ont R o L Käyttö ja rakenne Versio 15-04-2015 HÖGFORS V-palloventtiili on suunniteltu erityisesti massojen, nesteiden ja höyryjen virtauksen
Operation V-PALLOVENTTIILI haponkestävä teräs Wafer tyyppi C ont R o L Käyttö ja rakenne Versio 15-04-2015 HÖGFORS V-palloventtiili on suunniteltu erityisesti massojen, nesteiden ja höyryjen virtauksen
Scanclimber Oy Mastolavojen matematiikkaa
 Koostanut Essi Rasimus Opettajalle Scanclimber Oy Mastolavojen matematiikkaa Kohderyhmä: 8. - 9. -luokka Esitiedot: Ympyrän tasogeometria, kulman suuruus, nopeuden yhtälö Taustalla oleva matematiikka:
Koostanut Essi Rasimus Opettajalle Scanclimber Oy Mastolavojen matematiikkaa Kohderyhmä: 8. - 9. -luokka Esitiedot: Ympyrän tasogeometria, kulman suuruus, nopeuden yhtälö Taustalla oleva matematiikka:
KAAPELIN SUOJAAMINEN SUOJAMATOLLA
 KAAPELIN SUOJAAMINEN SUOJAMATOLLA Laitteisto koostuu: Kaapelin suojamatosta DAFIGAINE Maton asennuslaitteesta SPIRALERDALEN Motorisoidusta kaapelikelatrailerista DAFISTOCKER. Kaapelikelatraileri mahdollistaa
KAAPELIN SUOJAAMINEN SUOJAMATOLLA Laitteisto koostuu: Kaapelin suojamatosta DAFIGAINE Maton asennuslaitteesta SPIRALERDALEN Motorisoidusta kaapelikelatrailerista DAFISTOCKER. Kaapelikelatraileri mahdollistaa
PAALINKÄSITTELY. www.mchale.net. Ammattilaisen valinta
 PAALINKÄSITTELY www.mchale.net Ammattilaisen valinta 691 BH Yksinkertainen, monipuolinen ja luja paalinkantolaite etukuormaimeen käsiteltäessä lappeelleen pudotettuja paaleja. Piikkien ympärillä pyörivät
PAALINKÄSITTELY www.mchale.net Ammattilaisen valinta 691 BH Yksinkertainen, monipuolinen ja luja paalinkantolaite etukuormaimeen käsiteltäessä lappeelleen pudotettuja paaleja. Piikkien ympärillä pyörivät