SÄRMÄYKSEN AUTOMATISOINTI
|
|
|
- Elina Niemi
- 7 vuotta sitten
- Katselukertoja:
Transkriptio

1 SÄRMÄYKSEN AUTOMATISOINTI Ammattikorkeakoulun opinnäytetyö Automaatiotekniikan koulutusohjelma Valkeakoski, kevät 2017 Tero Ranta Tero Ranta
2 TIIVISTELMÄ VALKEAKOSKI Automaatiotekniikan koulutusohjelma Tekijä Tero Ranta Vuosi 2017 Työn nimi Särmäyksen automatisointi TIIVISTELMÄ Opinnäytetyön tavoitteena oli saada tutkittua tietoa särmäyksen automaation mahdollisuuksista ja verrata niitä manuaalisärmäykseen. Toimeksiantajana oli Amada-koneiden maahantuoja Ama-Prom Finland Oy. Opinnäytetyössä esiteltiin eri mahdollisuudet särmäykseen ja niiden hyödyt Ama- Prom Finland Oy:n asiakkaille. Särmäyksen automaatiomahdollisuuksien lisääntyessä oli tärkeää tutkia eri vaihtoehtoja ja saada ajantasaista tietoa konemyynnin tueksi. Työssä mitattiin koneiden asetusaikoja ja kappaleiden läpimenoaikoja ja verrattiin niitä manuaalisärmäykseen. Etäohjelmointi Dr. Abe Bend -ohjelmistolla muodosti suurimman osan automatisoinnin hyödystä. Ohjelmointi säästi huomattavasti kallista koneaikaa, kun särmäyspuristin oli tuotantokäytössä ohjelmoinnin ajan. Asetusaikaa pienensivät työkaluvaihtajalla varustetut koneet. Pienillä sarjoilla on paljon työkalun vaihtoja, jotka kone tekee nopeammin. Robotisoinnin suurin hyöty muodostui etäohjelmoinnista sekä kappaleen käsiteltävyydestä. Suurten kappaleiden käsittely on hidasta ja vaikeaa ja vaatii yleensä kaksi työntekijää. Jokaisesta automaatiovaihtoehdosta löytyi etuja manuaalisärmäykseen verrattuna, mutta tiettyä tapaa tai sarjakokoa ei voi sanoa. Asiakkaan valinnaksi jää, mikä ratkaisu on yritykselle sopivin. Avainsanat Automaatio, etäohjelmointi, robotiikka, särmäys. Sivut 35 s. + liitteet 12 s.
3 ABSTRACT Valkeakoski Degree Programme in Automation Engineering Author Tero Ranta Year 2017 Subject of Bachelor s thesis Bending automation ABSTRACT The subject of this thesis was to examine different possibilities of bending automation and to compare these to manual bending. This thesis was commissioned by Ama-Prom Finland; the importer of Amada machines in Finland. This thesis introduces the possibilities of automation and its benefits to the customers of Ama-Prom Finland Oy. Since the potential of bending automation has increased, it has become important to explore different options and to get up-to-date information to support machine sales. In this project setup times and part lead times were measured and compared to manual bending. Offline programming with the Dr. Abe Bend software has been a major benefit in automatization. Programming has saved a considerable amount of machine time as the press brake has been in production use during the programming phase. The setup time has been reduced on machines equipped with Automatic Tooling Changers. There are many tool changes involved with small batches and the machine is faster than manual use. The biggest benefit of robotization has been in offline programming and part handling. Working with large parts is slow and laborious and it often requires two employees. All the automation options examined had benefits compared to manual bending but a specific automatization option or batch size could not be found in this project. Thus, it is up to the customers to choose which option is the best one for their company. Keywords Automation, bending, offline programming, robotics. Pages 35 p. + appendices 12 p.
4 SISÄLLYS 1 JOHDANTO TOIMEKSIANTAJAN ESITTELY SÄRMÄYKSEN PERUSTEET Ilmavälitaivutus Pohjataivutus Pohjaiskutaivutus Litistys Särmäyspuristin Särmäystyökalut SÄRMÄYKSEN TEHOSTAMINEN OEE, Overall Equipment Effectiveness Asetusaika Kapasiteetti ja läpäisyaika OSITTAINEN AUTOMATISOINTI Offline-ohjelmointi Automaattinen työkaluvaihtaja ATC Robotisoitu särmäys TÄYSAUTOMAATTINEN SÄRMÄYSROBOTTISOLU Solun ohjelmointi EG 6013 AR -särmäysrobottisolu Särmäyspuristin EG Särmäysrobotti EG AR HG ARs -särmäysrobottisolu Särmäyspuristin HG Särmäysrobotti HGRobot HG 1303 Rm -särmäysrobottisolu Särmäyspuristin HG Särmäysrobotti HGRobot VERTAILUT Offline-ohjelmoinnin vertailu Työkaluvaihtajan vertailu EG 6013 AR -solun vertailu HG 1003 ARs -solun vertailu HG 1303 Rm -solun vertailu YHTEENVETO LÄHTEET Liite 1 Puristusvoimataulukko
5 Liite 2 Liite 3 Liite 4 Liite 5 Liite 6 Liite 7 Liite 8 Liite 9 Liite 10 Liite 11 Liite 12 HG 1003 ATC -koneen layout kuva Motoman MH-50 -robotin layout kuva EG 6013 AR -särmäysrobottisolun layout kuva HG 1003 ARs -särmäysrobottisolun layout kuva HG 1303 Rm - särmäysrobottisolun layout kuva Vertailu 1. HFE 3i etäohjelmointi. Vertailu 2. HFE 3i etäohjelmointi. Vertailu 3. HD ATC Vertailu 4. EG 6013 AR Vertailu 5. HG 1003 ARs Vertailu 6. HG 1303 Rm
6 1 JOHDANTO Opinnäytetyössä käsitellään särmäyksen automatisoinnin eri mahdollisuuksia ja hyötyjä Ama-Prom Finland Oy:n asiakkaille. Tavoitteena oli saada tutkittua materiaalia automaatiosta konemyynnin tueksi ja tiedoksi asiakkaille. Opinnäytetyössä käsitellään lyhyesti särmäyksen perusteita ja särmäykseen liittyviä koneita sekä tarkemmin automaatioon liittyviä mahdollisuuksia ja automatisointitapoja. Asiakasyrityksissä tarvitaan yhtä leikkaavaa konetta kohti useampi särmäyspuristin ja näin ollen useampi koneenkäyttäjä. Työssä esitellään asiakasyrityksissä tehtyjä aikamittauksia ja päämiehen ja yhteistyökumppaneiden tuloksia ja verrataan niitä manuaaliseen särmäystyöhön. Tekniikan kehittyessä särmäyksen automaatiomahdollisuudet ovat myös lisääntyneet huomattavasti. Työn kuormittavuuteen ja ergonomiaan kiinnitetään huomiota entistä enemmän ja tuotantoa halutaan tehdä myös työaikojen ulkopuolella. Särmäyksen läpimenoaikojen pienentäminen on monessa asiakasyrityksessä haasteellista ja automaation avulla toimeksiantaja pyrkii tähän vastaamaan. Opinnäytetyö rajattiin käsittelemään tutkimushetkellä tuotannossa olevia automaatioratkaisuja. Taivutusautomaatteja ei tutkittu erilaisen tekniikan sekä rajallisen tuoteprofiilin vuoksi. 1
7 2 TOIMEKSIANTAJAN ESITTELY Ama-Prom Finland Oy on Salossa Varsinais-Suomessa toimiva Amada merkkisten levytyökoneiden maahantuoja. Yritys on perustettu vuonna 2007, jota ennen vuodesta 1993 toimintaa hoiti nykyinen emoyhtiö Ama- Prom Oy. Emoyhtiön perusti joukko entisen Teollisuustekniikka Oy:n työntekijöitä ja he jatkoivat Amada-koneiden maahantuontia Suomessa. Yrityksen myynti- ja huolto-organisaatioihin kuuluu 14 henkeä, jonka lisäksi huollon alihankintasopimukset on tehty kolmen yrityksen kanssa. Japanilainen Amada on vuonna 1946 perustettu maailman johtava levytyökoneiden valmistaja. Päätuotteita ovat särmäyspuristimet, levytyökeskukset ja laserleikkauskoneet. Amadan valikoimaan kuuluu myös vannesahat ja kuitulaserhitsausrobotit. (Ama-Prom Finland Oy, 2016.) Amada -merkkisiä koneita on Suomessa noin 3000 kappaletta, joista särmäyspuristimia Amada on selkeä markkinajohtaja särmäyspuristimissa Suomessa, 50 % koneista on Amada-merkkisiä. Levytyökeskuksia on noin 500 ja laserleikkauskoneita noin 100 kappaletta. Näiden lisäksi Amadan sahoja on noin SÄRMÄYKSEN PERUSTEET Särmäys on muotoon leikatun ohutlevyaihion taivuttamista särmäyspuristimella. Särmäyspuristimen ylä- ja alatyökalujen välissä aihio taivutetaan haluttuun kulmaan (Kuva 1.). Kappaleiden särmääminen on yleensä tehokkaampi menetelmä kuin osien hitsaaminen tai liittäminen muilla keinoin. Monimutkaisiakin kappaleita voidaan valmistaa särmäämällä pelkän yhden taivutuksen sijaan. Särmätä voidaan periaatteessa kaikkia ainevahvuuksia. Ainoa rajoittava tekijä on koneen teho. Särmäyspuristimia käytetään paljon etenkin nopeuden, helppokäyttöisyyden ja suuren taivutustehon takia. Särmäyksessä tarvitaan paljon voimaa, jotta materiaalin myötöraja ylittyy. Näin taivutettu materiaali jää muotoon, eikä palaudu entiseen tilaan. (Lepola & Makkonen 2005.) 2
.")
8 Kuva 1. Kappale ylä- ja alatyökalujen välissä. (Amada UK LTD ) 3.1 Ilmavälitaivutus Yleisin särmäysmenetelmä on ilmavälitaivutus, jossa särmättävä kappale ei osu alatyökalun pohjaan (Kuva 2.). Ilmavälitaivutuksen etuna on pienempi voimantarve ja vähemmän työkalujen kulumista. Haittoina puolestaan on suurempi takaisinjousto ja pienempi tarkkuus. (Amada Austria GMBH 2016.) 3
 3.")
9 Kuva 2. Ilmavälitaivutus (Amada America Inc ) Ilmavälitaivutuksella voidaan pienellä työkalumäärällä valmistaa joustavasti erilaisia kappaleita. Työkalujen kulmat ovat pieniä, jolloin eri taivutuskulmia voidaan taivuttaa samoilla työkaluilla. Taivutuskulmaa muutetaan säätämällä koneen iskunpituutta. (Hyyryläinen 2004, 2-3.) 3.2 Pohjataivutus Pohjataivutuksessa käytetään suurempia työkalun kulmia ja enemmän voimaa. Taivutuskulma on tarkempi ja takaisinjoustoa on vähemmän. Haittapuolena on suurempi työkalujen kuluminen ja työkalujen asetustyö: eriasteisille kulmille tarvitaan erilaisia työkaluja. (Kuva 3.) 4

10 Kuva 3. Pohjataivutus (Amada Austria GMBH 2016.) 3.3 Pohjaiskutaivutus Tarkin mahdollinen taivutus saadaan pohjaiskutaivutuksella. Palkin iskunpituus säädetään niin suureksi, että aihio puristuu tarkasti ylä- ja alatyökalujen väliin. Kuvassa 4. nähdään, miten taivutuskulmaksi muodostuu työkalujen kulma. Kun käytetään riittävän suurta puristusvoimaa, aihion muodonmuutos on kokonaan plastinen, eikä takaisinjoustoa ole. Liian pienellä voimalla puristettaessa muodonmuutos on sekä plastista että elastista, josta aiheutuu takaisinjoustoa. (Hyyryläinen 2004, 3-4.) Pohjaiskutaivutuksen käyttö on perusteltua, kun kappaleen täytyy olla tarkka ja jäykkä. Pohjaiskulla myös särmätyt kulmat ovat mahdollisimman teräviä. Voimantarve pohjaiskussa on jopa 7-kertainen ilmavälitaivutukseen verrattuna, joten kone ja työkalut on mitoitettava sen mukaan. (Amada Austria GMBH 2016.) 5
 työkalun v-aukolla. Taivutus viimeistellään litistysaukossa. (Kuva 5.) Litistys lisää reunan jäykkyyttä ja rakenteen kestävyyttä.")
11 Kuva 4. Pohjaiskutaivutus (Amada America Inc ) 3.4 Litistys Litistyksessä taivutuksen loppu kulma on 0 astetta. Litistykseen käytetään yleensä jousitettua erikoistyökalua. Ensin taivutetaan riittävän pieni alkukulma (<90 ) työkalun v-aukolla. Taivutus viimeistellään litistysaukossa. (Kuva 5.) Litistys lisää reunan jäykkyyttä ja rakenteen kestävyyttä. 6
12 1. 2. Kuva 5. Litistystyökalu, jossa 1. on v-aukko ja 2. on litistysaukko. (Amada Austria GMBH 2016.) 3.5 Särmäyspuristin Amada valmistaa särmäyspuristimia sekä servotoimisina että hydraulisina. Koneiden puristusvoima on tonnia ja särmäysleveys 1,25-6 metriä. Kaksi konetta voidaan myös liittää yhteen, jolloin suurin särmäysleveys voi olla 12 metriä. Nesteen välityksellä tapahtuva tehonsiirto eli hydrauliikka on tärkeä osa nykyaikaista koneautomaatiota. Hydrauliset järjestelmät siirtävät mekaanisesti tuotetun energian hydrauliseksi tehoksi. Mekaaninen energia tuotetaan tavallisesti sähkö- tai polttomoottoreilla. Hydraulisessa järjestelmässä toimilaitteet muuttavat hydraulisen energian takaisin mekaaniseksi energiaksi. (Keinänen & Kärkkäinen 2009, 170.) Hydrauliikkajärjestelmillä saadaan aikaan suuria voimia, ja nopeuden sekä momentin ja voiman muuttaminen on helppoa. Hydrauliikkaneste voitelee ja jäähdyttää järjestelmän toimilaitteita. Hydrauliikan haittana on järjestelmän vaatima tiiviys. Hydrauliikka perustuu nesteen paineeseen ja vir- 7
13 tauksiin, joita ohjataan toimilaitteilla. Mikään hydrauliikkajärjestelmä ei ole täysin vuotamaton ja tästä syystä komponenttien toleranssi vaatimukset ovat tiukat. Väliaineena käytettävät nesteet ovat myös haitallisia ympäristölle. (Keinänen & Kärkkäinen 2009, 171.) Särmäyspuristimissa laitteen ohjausjärjestelmä antaa, esimerkiksi ohjelmoitavan logiikan ja releiden kautta, signaalin hydrauliikan ohjaukselle, jolloin sylinteri tekee työliikkeen. Koneenkäyttäjä tekee NC-ohjaukselle särmäysohjelman, joka paikoittaa koneen akselit. Tämän jälkeen jalkapolkimelta tulee ohjaus hydrauliikkajärjestelmään ja sylinterit tekevät työliikkeen eli taivutuksen. (Kuva 6.) Kuva 6. Periaatekuva särmäyspuristimen hydraulisesta voimansiirrosta. (Tool and Manufacturing Engineers Handbook 1984.) Särmäyspuristimen hydraulijärjestelmä koostuu sähkömoottorista, hydraulipumpusta, putkista ja letkuista, venttiileistä ja kaksitoimisista hydraulisylintereistä. Näitä ohjataan koneen NC-ohjauksella. Venttiilien ja sylinterien avulla saadaan tarvittava puristusvoima eri materiaaleille ja ainevahvuuksille sekä haluttu taivutuskulma. Työkalujen valinnalla voidaan myös vaikuttaa tarvittavaan puristusvoimaan. Kuvassa 7 näkyy Amada HFE 3i -särmäyspuristimen rakenne. 8
. Servotoimiset koneet soveltuvat lähinnä pienten ja vähän voimaa vaativien kappaleiden särmäykseen.")
14 Kuva 7. Amada HFE 3i. (Ama-Prom Finland Oy 2016.) 1. Alapalkki 2. Yläpalkki ja ylätyökalun pitimet 3. Käyttöpaneeli eli NC-ohjaus (Numerical Controller) 4. Takarajoittimet. 5. Hydraulisylinterit 6. Laserturvalaite 7. Etupöydät (lisävaruste). Servotoimiset koneet soveltuvat lähinnä pienten ja vähän voimaa vaativien kappaleiden särmäykseen. Kuvassa 8 Amadan EG-särmäyspuristimen servomoottori ja voimansiirto. 9

15 Kuva 8. EG-särmäyspuristimen tekniikkaa. (Amada Co. LTD ) 3.6 Särmäystyökalut Erilaisiin särmäyksiin tarvitaan erilaisia työkaluja riippuen särmättävän kappaleen koosta ja materiaalin vahvuudesta. Työkaluvalinnalla voidaan vaikuttaa myös tarvittavaan voimaan. (Liite 1.) Työkalujen muotoilu mahdollistaa monien erilaisten taivutusten teon, korkeatkin profiilit onnistuvat sopivilla työkaluilla. (Kuva 9.) 10
 4 SÄRMÄYKSEN TEHOSTAMINEN Ohutlevytuotteita valmistavissa yrityksissä tarvitaan yleensä useampia särmäyspuristimia yhtä aihioita leikkaavaa konetta kohti.")
16 Kuva 9. Korkea joutsenkaulateräpidin. (Ama-Prom Finland Oy 2016.) 4 SÄRMÄYKSEN TEHOSTAMINEN Ohutlevytuotteita valmistavissa yrityksissä tarvitaan yleensä useampia särmäyspuristimia yhtä aihioita leikkaavaa konetta kohti. Tästä johtuen särmäyksen tehostaminen on monessa yrityksessä kiinnostava asia. Ammattitaitoisia särmäyspuristimen käyttäjiä on myös vaikea löytää, jota automatisoinnilla pyritään kompensoimaan. Tehokkuuden mittareina voidaan käyttää mm. kappaleiden läpimenoaikoja ja kustannuslaskelmia, joissain yrityksissä käytetään myös omia laatujärjestelmiä. Karlöfin (2004) mukaan tehokkuuden mittaamisessa tulisi olla mukana asiakkaalle tuotettu arvo. Karlöf pitää tehokkuuden ytimenä toimintaa, jossa tuotetaan arvoa, joka ylittää sen tuottamisen ja toiminnan vaatimat kustannukset. (Sakki 2009, 30.) 11

17 4.1 OEE, Overall Equipment Effectiveness Kilpailukyvyn ja tuotannon tehokkuuden kehittämiseen on olemassa monia tunnuslukuja. OEE kertoo tuotannon ja koneiden käytön kokonaistehokkuudesta. Vaikka OEE toimii parhaiten prosessituotannossa, moni kappaletavaravalmistaja käyttää sitä yleisenä mittarina tuotantokoneen tehokkuuden ilmaisemiseen. Kuvassa 10 teoreettinen tuotantoaika on jaettu pienempiin osiin OEE:n laskemiseksi. (Webrosensor n.d.) Kuva 10. OEE teoreettisesta tuotantoajasta. (Webrosensor n.d.) Käyttöaste muodostuu suunnitellusta työajasta ja toteutuneesta työajasta. Suunnitellussa työajassa koneella on käyttäjä. Sitä vähentää työntekijöiden tauot ja käyttäjän tai suunnitellun työn puute. Toteutunut työaika saadaan vähentämällä huollot, korjaukset, asetukset, jne. suunnitellusta työajasta. Käyttöaste kuvaa kuinka paljon aikaa kuluu seisokkeihin. (Keskisarja 2011.) Tehokkuutta on käyntiaika ja ansaittuaika. Käyntiaika on toteutunut työaika ja ansaittuaika on valmistuneiden kappaleiden määrä kerrottuna kappaleen valmistusajalla. Tehokkuus kertoo ajan, joka menee hävikkiin tehottomuudesta johtuen. (Keskisarja 2011.) Laaduntuottokyky muodostuu kaikista valmistuneista kappaleista ja hyvistä tuotteista. Laaduntuottokyky kertoo paljonko huono laatu vaikuttaa tuotantohävikkiin. Näitä voivat olla esimerkiksi koneenkäyttäjän virheet tai huono tuotesuunnittelu. Nämä kolme tekijää muodostavat kokonaiskuvan tuotannon tehokkuudesta. (Keskisarja 2011.) 4.2 Asetusaika Särmäyksessä asetusaika muodostuu ohjelman tuomisesta särmäyspuristimelle ja työkalujen hakemisesta ja asentamisesta koneeseen. Ohjelmointi lasketaan myös asetusaikaan, mikäli särmättävä tuote on uusi, eikä siitä ole valmista ohjelmaa olemassa. 12
18 Yrityksestä riippuen asetusajaksi lasketaan myös koetaivutukset, korjaukset ja mittaukset. Asetusajan merkitys tuotannossa riippuu paljon tuotteen eräkoosta, suurella sarjalla asetusaika yhtä kappaletta kohti on hyvin pieni verrattuna pieniin sarjoihin ja toistuviin työkaluvaihtoihin. Asetusten tehokkuutta voidaan parantaa seuraavilla tavoilla: Särmäys keskeytetään ainoastaan asetuksen teon ajaksi. Vaihto on valmisteltu etukäteen siten, ettei siihen kulu ylimääräistä aikaa. Asetus automatisoidaan. Asetus tehdään jalostavan työn ohessa. (Lapinleimu, Kauppinen & Torvinen 1997, 60.) Käytännössä särmäyksessä asetusajan pienentäminen vaatii aina automaatiota, manuaalisärmäyksessä koneen käyttäjä ei voi samaan aikaan särmätä ja hakea seuraavan kappaleen vaatimia työkaluja. 4.3 Kapasiteetti ja läpäisyaika Kapasiteetilla kuvataan koneen tuotantokykyä. Sillä voidaan seurata esimerkiksi särmäyspuristimen kokonaistuotantomäärää. Vakiotuotteita tai omia tuotteita valmistavilla yrityksillä kapasiteetti voidaan määritellä tuoteyksiköinä. Jos tuotteiden tai sarjakokojen vaihtelu on suurta, paras yksikkö kapasiteetille on käyttöaika. Kapasiteetin hallinta perustuu koneen tuotantokykyyn ja suunniteltuun kuormitukseen. Kuormituksen tarkoitus on kertoa, kuinka paljon kapasiteettia varataan tuote-erän valmistukseen. Kuormituksen ja kapasiteetin suhde voidaan laskea alla olevalla kaavalla. (Haverila, Uusi-Rauva, Kouri & Miettinen 2009, ) Kuormitussuhde = Kuormitus Kapasiteetti * 100% Kapasiteetin rinnakkaiskäsitteinä käytetään käyttöastetta ja käyttösuhdetta. Ne kuvaavat todellisen työajan ja kapasiteetin suhdetta. Realistisemman kuvan antaa nettokapasiteetti, joka on usein vain %. Se huomioi myös huollot, häiriöt ja konerikot, sairaudet yms. (Haverila ym. 2009, ) Koneiden kuormitus voidaan pitää korkealla valmistamalla suuria tuoteeriä. Näin tuottavuus paranee, kun asetusajat eivät hukkaa kapasiteettia. Suurten tuotesarjojen valmistus vaatii kuitenkin tasaisen menekin vakiotuotteille ja paljon varastotilaa. (Haverila ym. 2009, 403.) Läpäisyaika tai läpimenoaika kuvaa tuotteen valmistamiseen käytettyä aikaa. Särmättävissä kappaleissa läpäisyaika sisältää ohjelmoinnin, asetusten teon, ensimmäisten kappaleiden mittauksen ja mahdollisen säädön sekä varsinaisen tuote-erän särmäyksen. Lyhyt läpäisyaika mahdollistaa lyhyet toimitusajat ja parantaa tuotannon ajoitusta ja siten ohjattavuutta. Asiakasohjautuvan tuotannon edellytys on läpäisyajan saaminen selvästi toimitusaikaa pienemmäksi. Asiakasohjau- 13
19 tuvassa tuotannossa tuotevarastoja ei tarvita, koska tilauksia tehdään enemmän peräkkäin kuin rinnakkain. Tämän johdosta töiden järjesteleminen on helpompaa ja pääomaa on vähemmän sitoutuneena keskeneräiseen tuotantoon. (Lapinleimu ym. 1997, 55.) Läpäisyajan lyhentäminen on yritykselle tehokas keino pienentää toimintaan sitoutunutta pääomaa. Eräkoko ja kappaleiden vaihtelu vaikuttavat suuresti läpäisyaikaan, pienten erien valmistus ei ole kannattavaa, koska asetusajat vievät kapasiteettia ja kuormitusaste jää pieneksi. (Haverila ym. 2009, ) 5 OSITTAINEN AUTOMATISOINTI Särmäyksen automatisointi osittain lisää nopeasti koneen käyttöastetta. Riippuen automatisointitavasta voidaan pienentää asetusaikoja, jolloin pienten sarjojen valmistus on kannattavaa. Suurissa sarjoissa voidaan vähentää ihmistyötä ja ihmisen tekemiä virheitä. 5.1 Offline-ohjelmointi Särmäyksen automatisoinnissa ensimmäinen askel on offline-ohjelmointi. Amadan Dr. ABE Bend -ohjelmistolla särmäysohjelmat tehdään valmiiksi tietokoneella, jolloin koneen käyttäjä tekee vain työkalu asetukset koneella ja on valmis työhön. Ohjelmointia varten särmättävästä kappaleesta täytyy olla joko 2D tai 3D malli, joka tallennetaan tietokantaan. Tämän jälkeen malli on käytettävissä särmäys ohjelmoinnissa. Dr. ABE Bend -ohjelmisto sisältää automaattisen ABE Planner -ohjelman, jolla ohjelma hakee automaattisesti mallit tietokannasta ja tekee niille särmäysohjelmat. Ohjelmassa voidaan valita erilaisia kriteereitä särmäykselle, esim. käytetäänkö mahdollisuuksien mukaan samoja työkaluja kaikille kappaleille, jolloin asetusaika koskee vain ensimmäistä kappaletta. Ohjelmaan tallennetaan yrityksessä olemassa olevat työkalut, eli automatiikka ei ehdota työkaluja, joita todellisuudessa ei ole käytettävissä. Kuvassa 11 on ABE Plannerin listaus kappaleista. 14


20 Kuva 11. ABE Plannerin listaus ohjelmista. Särmäysohjelmat voidaan tehdä myös manuaalisesti BendCam-ohjelmalla. Kappale avataan ohjelmaan tietokannasta, jonka jälkeen valitaan käytettävät työkalut ja määritellään särmäysjärjestys. Offline-ohjelmoinnin etuna on valmis 3D-simulointi, jolloin mahdolliset työkalujen ja kappaleen törmäykset nähdään ennalta ja särmäysjärjestys voidaan määritellä toimivaksi. Lisäksi harjoituskappaleita särmäystä varten ei enää tarvita. Kuvassa 12 valmis särmäysohjelma. Kuva 12. Särmäysohjelma BendCam-ohjelmalla tehtynä. Jussi Markkula (haastattelu ) kertoo BendCam-ohjelman olevan erinomainen työkalu kokeneelle särmääjälle. Koneaikaa tuotannossa 15

21 säästyy paljon ohjelman ansiosta. Särmäystä vähemmän tuntevalle automaatti antaa hyviä ehdotuksia, joita voi koneella tarpeen mukaan muokata. Offline-ohjelmoinnin suurena etuna voidaan pitää myös 3D-simulointia koneen ohjauksessa. Koneen käyttäjä näkee työn edetessä koko ajan kappaleen mallin, joten särmäysvirheiden mahdollisuus pienenee oleellisesti. Amadan AMNC 3i -ohjaus näyttää myös takavasteiden avulla, mihin käyttäjän tulee asettaa käytettävät työkalut. Langaton Digipro -kulmamittauslaite helpottaa korjausten tekoa ohjelmaan, laite näyttää mitatun kulman, joka lähetetään koneen ohjaukselle automaattista säätöä varten. Tallennettaessa ohjelma takaisin tietokantaan, tehdyt korjaukset tallentuvat mukana. Tietokantaan voidaan lisätä myös kappaleen piirustus esim. PDF-tiedostona, jolloin käyttäjä saa alkuperäisen piirustuksen suoraan koneen näytölle. Kuvassa 13 AMNC 3i RUN - tilassa. (Ama-Prom Finland Oy 2015.) Juha Muhosen (haastattelu ) mukaan manuaalisärmäyksessä vaikeiden kappaleiden ohjelmointi voi viedä yli kaksi tuntia, jolloin kone on pois tuottavasta käytöstä. BendCam-ohjelmalla sama kappale on tehty 20 minuutissa, eikä peltiä ole tarvinnut leikata valmiiksi. Simuloinnissa näkee, onnistuuko kappaleen valmistus. Kuva 13. Amada AMNC 3i -ohjaus. (Ama-Prom Finland Oy 2015.) 16

22 5.2 Automaattinen työkaluvaihtaja ATC Asetusaikoja voidaan vähentää yhdistämällä särmäyspuristimeen automaattisen työkaluvaihtajan. Koneen käyttäjän tehtäväksi jää tällöin ainoastaan itse särmääminen. Työkaluvaihtajaa voidaan käyttää joko koneen ohjauksesta tai offline-ohjelmoinnilla, jolloin särmäysohjelma hoitaa työkalujen vaihdon automaattisesti. Työkaluvaihtajassa on 15 paikkaa yläterille ja 18 paikkaa alaterille, jokaisen pituus 800 mm. Työkalujen teoreettinen maksimipituus on siis mm. ATC:n neljä manipulaattoria hoitaa oikean työkaluasetuksen. Kuvassa 14 työkalumakasiini avattuna. (Amada SA 2014.) Kuva 14. ATC-työkalumakasiini. (Amada SA 2014.) Työkaluvaihtajassa alatyökalujen korkeus on 90 mm, joten yhdessä työkaluasetuksessa voidaan käyttää sekaisin eri V-uran leveyksiä. Ylätyökalujen vakiokorkeudet ovat 170 mm, 220 mm ja 240 mm. Kuvassa 15 nähdään, miten ylätyökalun korkeudesta riippuu särmättävän kappaleen suurin korkeus. (Amada SA 2014.) 17


23 Kuva 15. Yläterän ja särmäyksen korkeus. (Amada SA 2014.) ATC-työkaluvaihtajan suurin etu tulee asetusaikojen pienentymisestä. Suurilla sarjoilla etu häviää, koska asetuksia tulee vähemmän. Kuvassa 16 olevan työkaluasetuksen tekoon menee koneenkäyttäjältä 6 minuuttia 59 sekuntia olettaen, että työkalut ovat koneen lähellä saatavissa. ATC tekee asetuksen 2 minuutissa 27 sekunnissa. Lisäksi ATC:n työkalut ovat aina kiinni makasiinissa. (Amada Co ) Kuva 16. Työkaluasetus kahdella eri V-uralla. (Amada Co. Engineering dept ) Työkaluvaihtajan yhdistäminen särmäriin lisää koneeseen myös automaattisen kulmamittauslaitteen BI-S:n. Särmäyksen yhteydessä BI-S mittaa ja korjaa särmäyskulmaa sekä tunnistaa ja kompensoi takaisinjoustoa, jolloin jokainen taivutus on ohjelmoidun kulman mukainen ilman koneen käyttäjän tarvetta tehdä korjauksia. (Amada SA 2014.) Motorisoitu jalkapoljin seuraa särmäystä ja liikkuu sivusuunnassa oikean työkaluasetuksen kohdalle. Koneen käyttäjän ei näin tarvitse siirrellä poljinta edestakaisin särmäyskohdan muuttuessa. (Amada SA 2014.) Työkaluvaihtajalla varustettu särmäyspuristin vie huomattavasti vähemmän tilaa robotisoituun särmäriin verrattuna. HG 1003 ATC -koneen tilantarve on noin 30 m 2. (Liite 2.) 18

24 5.3 Robotisoitu särmäys Särmäyksen robotisointi korvaa ihmisen jalostavassa työssä. Koneen käyttäjää tarvitaan tekemään särmäysohjelma särmäyspuristimelle ja robottiohjelma robotille. Tavallisessa robottisolussa särmäyspuristin ohjelmoidaan manuaalisesti ja robotti opetetaan tietylle liikeradalle särmäysohjelman mukaan. Opettamalla tehty ohjelmointi vie paljon aikaa, jolloin särmäyspuristin ei ole tuottavassa käytössä. Pillin (2006) mukaan robotin etuna on aina tasainen laatu. Raskaissa ja yksitoikkoisissa tehtävissä ihminen väsyy, mikä näkyy työn jäljessä sekä virheinä. Vaikka ihmistyövoima on järkevintä pienissä sarjoissa, kannattaa aina selvittää voiko robotti ratkaista tuotannossa olevan ongelman. (Pylväläinen 2008.) Särmäyksessä robottina käytetään yleensä nivelvarsirobottia. Robotisoinnin edut tulevat esiin toistuvissa ja suurissa sarjoissa. Tällöin asetusaika kappaletta kohden minimoituu. Sarjakoon on yleensä oltava yli 150 kpl. Suurissa tai painavissa kappaleissa robotin teho verrattuna ihmiseen lisääntyy nopeasti sarjakoon kasvaessa. Manuaalisärmäyksessä vaaditaan usein kaksi henkilöä tekemään särmäys turvallisesti. Kuvassa 17 on Motoman -robotti yhdistettynä Amadan HFB särmäyspuristimeen. Kuva 17. Motoman robotti ja Amada HFB125-3 särmäyspuristin. (Yaskawa Finland Oy 2016.) Teemu Kiiskin (haastattelu ) mukaan sarjakokojen merkitys pienenee kappalekoon kasvaessa. Suurissa ja vaikeasti käsiteltävissä kappaleissa jopa yksittäiskappaleet voivat olla kannattavia tehdä robotisoidusti. Vaikka robottiohjelman teko voi kestää tunteja, työergonomia on parempi ja yksi työntekijä riittää. Robotisoinnilla voidaan ratkaista myös särmäyksen jälkeinen toiminta, solussa voi olla toinen robotti siirtämässä 19

25 kappaleen seuraavaan työvaiheeseen. Robottien liikkeet voidaan synkronoida eikä törmäyksen vaaraa ole. Eri robottivalmistajilla on erilaisia ratkaisuja robottien liittämiseen särmäykseen. Robotin liikealue valitaan olemassa olevan tilan ja vaadittavan liikkeen perusteella. Motoman -robotteihin saatavilla oleva VSTservojalusta lisää liikealuetta huomattavasti. Liitteessä 3 olevassa layoutkuvassa sisempi ympyrä kuvaa robotin liikealuetta ja ulompi liikealuetta VST-jalustalla. Robotteja varten on kehitetty myös etäohjelmointimahdollisuuksia. Obelisk-ohjelmalla voidaan ohjelmoida esimerkiksi Motoman-, Kuka- ja Fanuc -robotteja. Ohjelmalla valitaan työkalut ja taivutusjärjestys ja simuloidaan särmäys ja robotin liikkeet. (Kuva 18.) Obelisk generoi myös särmäysohjelman joihinkin särmäyspuristin malleihin. (Yaskawa Finland Oy 2016.) Kuva 18. Obelisk -etäohjelmointi. (Yaskawa Finland Oy 2016.) 6 TÄYSAUTOMAATTINEN SÄRMÄYSROBOTTISOLU Täysautomaattisessa särmäyssolussa särmäyspuristin, särmäysrobotti, työkaluvaihtaja ATC ja tarttujan vaihtaja AGC on yhdistetty kokonaisuudeksi, joka ohjelmoidaan offline-ohjelmointina. Amadan tuotannossa on eri vaihtoehtoja asiakkaan tarpeen ja tuotannon mukaan. 6.1 Solun ohjelmointi Amadan automaattiset särmäysrobottisolut ohjelmoidaan AR-CAMetäohjelmointiohjelmalla. Ohjelmaa käynnistäessä valitaan mille soluista ohjelma tehdään. Ohjelmassa valitaan käytettävät työkalut ja niiden asema koneessa. Kuvassa 19 on valittu kaksi työkalupaikkaa EG 6013 AR - soluun. Työkaluvaihtajilla varustetuissa soluissa ala- ja yläteräpitimet ovat kiinteät, joten niitä ei erikseen tarvitse valita. 20


26 Kuva 19. Työkalujen valinta ja paikoitus soluun. (Amada Co. LTD ) Kappaleen latauksessa valitaan sopiva tarttuja. EG AR -robotti voi ladata joko horisontaalisesti pinosta tai vertikaalisesti telineestä. Telinettä käytettäessä latauksen jälkeen voi jatkaa suoraan särmäykseen. Ladattaessa imukupeilla täytyy tehdä otteenvaihto mekaaniselle tarttujalle. Suurempien solujen lataus on aina vertikaalinen. Kuvassa 20 HG 1303 Rm -solun otteenvaihto. Kuva 20. Otteenvaihto latauksen jälkeen HGRobot080-robotilla. (Amada Co. LTD ) 21

 Kappaleen purku voidaan ohjelmoida lavoille tai kuljettimelle. Kappaleet voidaan ohjelmoida yhteen tai useampaan pinoon ja tarvittaessa joka toinen kappale käännettynä.")
27 Taivutuksia valitessa ohjelma simuloi robotin liikkeitä, jolloin huomataan taivutuksen onnistuminen. Taivutusjärjestystä voidaan muuttaa missä vaiheessa tahansa ja otteenvaihtoja voidaan tehdä aina tarpeen mukaan. Vaikeissa kappaleissa ohjelmaa voidaan opettaa väistämään törmäyksiä työkaluihin ja koneen runkoon. (Kuva 21.) Kuva 21. HG 1003 ARs -solun taivutuksen ohjelmointi. (Amada Co. LTD ) Kappaleen purku voidaan ohjelmoida lavoille tai kuljettimelle. Kappaleet voidaan ohjelmoida yhteen tai useampaan pinoon ja tarvittaessa joka toinen kappale käännettynä. Kappaleet voidaan tarpeesta tarttujasta riippuen purkaa mekaanisella tai imukuppitarttujalla. (Kuva 22.) Kuva 22. HG 1003 ARs -solun kappaleen purku lavalle. (Amada Co. LTD ) 22

28 6.2 EG 6013 AR -särmäysrobottisolu Lähinnä pienille kappaleille suunniteltu EG 6013 AR -solu käsittää servotoimisen EG-särmäyspuristimen, EG AR -särmäysrobotin, työkalumakasiinin, tarttujan vaihtajan sekä lastaus- ja purkuasemat. Ohjelmointi tehdään AR-CAM-ohjelmalla. Solu sisältää neljä lastausasemaa ja purku tapahtuu normaalisti esim. laatikoihin tai lavoille. Optiona on saatavilla purkukuljetin, joka vie kappaleet solun ulkopuolelle seuraavaan työvaiheeseen. (Kuva 23.) Kuva 23. Havainne kuva EG 6013 AR -solusta. (Amada Co. LTD ) Särmäyssolun tehollinen tilantarve vastaa kahta manuaalikäyttöistä särmäyspuristinta. (Liite 3.) Pienen koon takia myös särmättävät kappaleet ovat pieniä: - suurin koko 300 x 300 x 2,3 mm - pienin koko 40 x 80 x 0,6 mm - suurin paino 1,6 kg Särmäyspuristin EG6013 Särmäyspuristimen puristusvoima on 600 kn ja työleveys suurimmillaan 1300 mm. Koneessa on AMNC 3i -ohjaus. Särmäyspuristimen kaksoisservo, DSP Drive System, sisältää kaksi moottoria, joilla lähestyminen, työliike sekä avautuminen ovat nopeampia verrattuna perinteiseen hydrauliseen tai servohydrauliseen särmäyspuristimeen verrattuna. (Kuva 24.) 23
 Servo-ohjaus mahdollistaa myös kompensoinnin materiaalin laadun vaihdellessa, ohjaus tunnistaa mittaheitot ainevahvuudessa ja säätyy tarpeen mukaan. (Amada Co. LTD. 20")
29 Kuva 24. EG särmäyspuristimen DSP Drive System. (Amada Co. LTD ) Servo-ohjaus mahdollistaa myös kompensoinnin materiaalin laadun vaihdellessa, ohjaus tunnistaa mittaheitot ainevahvuudessa ja säätyy tarpeen mukaan. (Amada Co. LTD ) Särmäysrobotti EG AR EG AR -särmäysrobotti vaihtaa työkalut, lastaa kappaleen, särmää ja lopuksi purkaa tuotteen purkupaikalle. Robotin hyötykuorma on 10 kg sisältäen tarttujan painon. Tarttujia on kolme kappaletta tarttuja-asemassa: kaksi särmäykseen ja yksi työkalujen vaihtoon. (Kuva 25.) Pieniä kappaleita varten erityisesti rakennettu robotti voi toimia myös koneen sisäpuolella työkalujen takana särmättävän kappaleen niin vaatiessa. Työkaluvalikoima on sama kuin ATC-työkalumakasiinissa. EG AR käsittelee työkaluja kuitenkin eri tavalla, ATC:ssa on omat manipulaattorit työkalujen vaihtoon, EG AR käyttää erillistä tarttujaa työkalujen paikoitukseen. (Amada Co. LTD ) 24
 Robottisärmäyksen monipuolisuutta lisää erillinen otteenvaihtotarttuja.")
 Kuva 26. Otteenvaihtoasema.")
30 Kuva 25. EG 6013 AR -solun tarttuja-asema. (Amada Co. LTD ) Robottisärmäyksen monipuolisuutta lisää erillinen otteenvaihtotarttuja. Kaikkia särmäyksiä ei voida tehdä yhdellä robotin otteella, jolloin robotti vie kappaleen otteenvaihtoon. (Kuva 26.) Kuva 26. Otteenvaihtoasema. (Amada Co. LTD ) 25
31 Tarttujissa on sekä puristin että imukuppitartunta, jolla mahdollistetaan horisontaalinen ja vertikaalinen aihion lastaus ilman erityisratkaisuja. Lastauspaikkoja solussa on neljä vierekkäin, pitkissä sarjoissa kaikki paikat voidaan täyttää samalla kappaleella tai jakaa paikat eri ohjelmille ja EG 6013 AR -solu työstää kappaleet työjonon mukaan käyttäjän puuttumatta koneen toimintaan. (Amada Co. LTD ) 6.3 HG ARs -särmäysrobottisolu Suuremmille kappaleille suunniteltu HG ARs -särmäyssolu sisältää HG1003-särmäyspuristimen, HGRobot020-särmäysrobotin, ATCtyökaluvaihtajan, AGC-tarttujan vaihtajan sekä AR-CAMetäohjelmoinnin. Lisäksi koneen varustukseen kuuluu BI-Skulmamittauslaite. Kuvassa 27 olevaa särmäysrobottisolua voidaan käyttää myös manuaalisesti ilman robottia. Kuva 27. HG1003ARs -särmäysrobottisolu. (Amada SA 2010.) Särmäyssolu varustettuna 8,8 metrin lineaariakselilla ja kahdella hihnakuljettimella vaatii lattiapinta-alaa 139 m 2, joten pieneen tilaan konetta ei voi hankkia. Ilman hihnakuljettimia tilantarve on noin 88 m 2. (Liite 5.) Särmäyspuristin HG1003 Amadan HG1003-särmäyspuristimessa yläpalkin ohjaus tapahtuu servomoottorilla ja kaksisuuntaisella hydraulipumpulla, jolla lähestymisliike on 200 mm/s normaalin 100 mm/s sijaan. Myös työliike 20 mm/s on kaksinkertainen manuaaliseen särmäriin nähden. Kuva 28 havainnollistaa yläpalkin ohjausta. (Amada SA 2014.) 26
 Ylätoimisissa särmäyspuristimissa suurilla leveyksillä tulee usein ongelmaksi bombeeraus, särmäyskulma on haluttu kappaleen päissä mutta auki keskellä.")
 Kuva 29. Havainne kuva HG -särmäyspuristimen crowning control -akseleista. (Amada Co. Processing Technology Department. 2012.) 6.3.")
32 Kuva 28. HG-särmäyspuristimen yläpalkin ohjaus. (Amada SA 2014.) Ylätoimisissa särmäyspuristimissa suurilla leveyksillä tulee usein ongelmaksi bombeeraus, särmäyskulma on haluttu kappaleen päissä mutta auki keskellä. Tätä varten HG-puristimessa on kaksi hydraulista cc-akselia, (crowning control), alapalkissa (Kuva 29.). Akselit puristavat keskeltä vastaan suhteessa yläpalkkiin. (Amada Co. Processing Technology Department ) Kuva 29. Havainne kuva HG -särmäyspuristimen crowning control -akseleista. (Amada Co. Processing Technology Department ) Särmäysrobotti HGRobot020 Särmäysrobotti HGRobot020:n hyötykuorma on 20 kg ja siinä on kuusi nivelakselia ja yksi lineaarinen akseli korkeintaan 8,8 metrin liikealueelle. Nivelakselien toistotarkkuus on ±0,06 mm ja lineaariakselin ±0,1 mm. Näiden akselien ansiosta robotti voi seurata myös alaspäin taivutusta. (Kuva 30.) 27
 Robotille on saatavilla kolmen tyyppisiä tarttujia: paineilmatoimisia,")

33 Kuva 30. HGRobot020 toiminta. (Amada Co. LTD ) Robotille on saatavilla kolmen tyyppisiä tarttujia: paineilmatoimisia, mekaanisia ja näiden yhdistelmiä. Tarttuja-asemassa on kolme paikkaa imukuppitarttujille ja kuusi paikkaa muille tarttujille. (Kuva 31.) Kuva 31. Tarttuja-asema AGC. (Amada Co. LTD ) 28
 Kuva 32.")
34 6.4 HG 1303 Rm -särmäysrobottisolu Suuremmille ja painavammille kappaleille suunnitellulla HG 1303 Rm - solulla voidaan särmätä korkeintaan 2500 mm leveitä kappaleita. Soluun kuuluu Särmäyspuristin HG1303, robotti HGRobot080, kaksi tarttujaasemaa ja kolme erilaista otteenvaihtoasemaa. Koko solun ohjelmointi tapahtuu Amadan AR-CAM -ohjelmalla. (Kuva 32.) Kuva 32. Havainne kuva HG 1303 Rm -särmäysrobottisolusta. (Amada Co. LTD ) Robotin suuren kapasiteetin ja särmättävien kappaleiden koon vuoksi tarvitaan enemmän tilaa. HG 1303 Rm -solun tilantarve on noin 100 m 2. (Liite 6.) Särmäyspuristin HG 1303 HG puristimessa särmäysleveys on 3000 mm ja puristusvoima 1300 kn. Koneen ohjauksena on AMNC3i ja puristusvoimaa lukuun ottamatta koneen tekniikka vastaa muita Amadan HG-sarjan koneita. Konetta on mahdollista käyttää myös manuaalisesti ilman robottia ja etäohjelmointia. Särmäyspuristimessa on lisäksi automaattinen kulmamittauslaite BI-S, joka mittaa ja säätää kappaleen kulmaa reaaliajassa. (Kuva 33.) 29
 6.4.2 Särmäysrobotti HGRobot080 HGRobot080 -särmäysrobotissa on kuusi nivelakselia tarkkuudeltaan ±0,07 mm ja yksi lineaarinen akseli, jonka tarkkuus on 0,1 mm.")

35 Kuva 33. BI-S kulmamittauslaite. (Amada Co. LTD ) Särmäysrobotti HGRobot080 HGRobot080 -särmäysrobotissa on kuusi nivelakselia tarkkuudeltaan ±0,07 mm ja yksi lineaarinen akseli, jonka tarkkuus on 0,1 mm. Robotin hyötykuorma on 80 kg sisältäen tarttujan painon. Solussa on neljä erilaista tarttujaa kahdessa tarttuja-asemassa. (Kuva 34.) Kuva 34. HGrobot080 ja tarttuja-asema. (Amada GMBH 2016.) Suurten kappaleiden käsittelyä varten solussa on kaksi erillistä otteenvaihto telinettä sekä yksi Slide gripper -tarttuja, joka mahdollistaa pienen otteenvaihdon pelkästään imukuppeja siirtämällä. Kuva 35 havainnollistaa Slide gripperin toimintaa. 30
 7 VERTAILUT Vertailtaessa automaatiota ja manuaalisärmäystä, jaettiin aika viiteen osaalueeseen: Ohjelmointi: Käyttäjä päättää työkalut ja särmäysjärjestyksen.")
36 Kuva 35. Slide gripper. (Amada Co. LTD ) 7 VERTAILUT Vertailtaessa automaatiota ja manuaalisärmäystä, jaettiin aika viiteen osaalueeseen: Ohjelmointi: Käyttäjä päättää työkalut ja särmäysjärjestyksen. Työkalujen haku: Työkalujen haku särmärin luo. Asetus: Käyttäjä paikoittaa sopivat työkalut. Mittaus/säätö: Käyttäjä särmää ensimmäisen kappaleen ja mittaa ja tarvittaessa säätää kappaleen kulmia ja taivutusmittoja. Tuotanto: Tässä vaiheessa ohjelma on säädetty ja kappale on piirustuksen mukainen. Käyttäjä tekee tuottavaa työtä. 7.1 Offline-ohjelmoinnin vertailu Rahikainen kirjoittaa opinnäytetyössään, että jokaisen kappaleen kohdalla ei-tuottavaa työtä saatiin minimoitua. Myös ajoaikaa saatiin pienennettyä. Huomattavin tulos oli, että Mittaus/säätö -osuutta saatiin pienennettyä keskimäärin 72 % ja asetusaikaa lähes 50 %. Kokonaisuudessa särmäyksen läpimenoaikoja pienennettiin noin 50 % Amadan BendCamohjelmoinnilla. (Rahikainen 2014.) Liitteessä 3 kappaleen 4c särmäys on 230 % nopeampaa offline - ohjelmoinnin avulla. Tuotteen 1h särmääminen onnistuu puolestaan 177 % nopeammin. Särmättävien kappalemäärien kasvaessa ero pienenee nopeasti, c-kappaleen tuotannossa offline-ohjelmointi on enää 7 % nopeampi. 1h kappaleessa ero on käytännössä 0. (Amada SA 2012.) 7.2 Työkaluvaihtajan vertailu Käytettäessä ATC -työkaluvaihtajaa asetusaika on ainoa merkittävä tekijä kokonaisajassa. Ohjelmointi tehdään tässäkin tapauksessa etänä, joten oh- 31
37 jelmointiaikaa ei ole. Kone voi olla normaalissa tuottavassa työssä eikä käyttäjän tarvitse keskeyttää särmäystä ohjelmoinnin ajaksi. Asetusajasta johtuen ATC-kone on ensimmäisen kappaleen kohdalla 550 % nopeampi kappaleen sarjassa ero on pudonnut 15 %: iin. (Liite 5.) Asetusaikaa mietittäessä manuaalisen särmäyspuristimen tapauksessa täytyy ottaa huomioon, onko tarvittavat työkalut käytettävissä haluttuna aikana. Tehtaissa, joissa on paljon särmäyspuristimia, on yleensä myös hyvä valikoima työkaluja. Kaikkia työkaluja ei kuitenkaan ole aina riittävästi, tai ne ovat varattuna toisella koneella. ATC-koneessa työkalut ovat aina makasiinissa ja jo etäohjelmointivaiheessa voidaan todeta työkalujen riittävyys. 7.3 EG 6013 AR -solun vertailu Pienten kappaleiden robottisolussa nopeus ei aina ole ratkaiseva tekijä. Koneenkäyttäjä voi pienelläkin sarjakoolla olla robottia nopeampi kappaleiden helpomman käsiteltävyyden takia. Liitteessä 6 olevan kappaleen helpon muodon ja pienen koon ansiosta ihminen on nopeampi jo 24 kappaleen jälkeen. Kappaleiden ollessa monimutkaisempia ohjelmointiaika lisääntyy ja manuaalisärmäyksessä asetusaika ja virheiden mahdollisuus kasvaa. suuremmilla sarjoilla taas robotti tekee työtä myös taukojen aikana ja työajan ulkopuolella. Solun neljällä lastauspaikalla voidaan tehdä neljää eri kappaletta yhdellä koneenkäyttäjän asetuksella. 7.4 HG 1003 ARs -solun vertailu Suurempia kappaleita särmätessä manuaalisesti kappaleen paino ja ulkomitat vaikuttavat särmäysnopeuteen. HG ARs -solun työkaluvaihtaja laskee asetusaikaa ja etäohjelmointi poistaa ohjelmointiajan koneelta. BI-S kulmamittauslaitetta käytettäessä myös tarkistus nopeutuu ja säätö on automaattinen. Liitteen 7 kappaleen paino on n. 8 kg ja leveys 1120 mm, joten käsin särmättäessä kappaleen käsiteltävyys hidastaa työtä. Robottisolulla ensimmäisen kappaleen läpimenoaika on 88 sekuntia verrattuna manuaalisen särmäyksen 328 sekuntiin. Tässä ajassa on oletettuna, että manuaalisessa koneessa työkalut ovat helposti saatavilla. Särmättäessä yli 10 kappaleen sarjaa ihminen on nopeampi. Kovin kauaa koneenkäyttäjä ei tätä tahtia jaksa, joten suuremmilla sarjoilla robotin hyöty on selvä. 7.5 HG 1303 Rm -solun vertailu Suurten kappaleiden solussa työkalujen haku ja asetusaika ovat käytännössä samat manuaalisärmäykseen verrattuna, koska koneessa ei ole työkaluvaihtajaa. Etu tulee etäohjelmoinnista ja kappaleenkäsittelystä robotilla. Suuret ja painavat kappaleet vaativat kaksi työntekijää tekemään yksinkertaisiakin särmäyksiä. 32
38 Liitteessä 12 olevan paneelin robotti särmää 109 sekunnissa, kun kahdelta särmääjältä aikaa kuluu suuri koko ja paino huomioiden laskennallisesti kaksi kertaa kauemmin. 8 YHTEENVETO Opinnäytetyön tavoitteena oli särmäyksen automaation uusien mahdollisuuksien esittely ja vertailu sekä asiakkaille että konemyyjille. Myyjät saivat tutkittua tietoa automaation mahdollisuuksista ja vaikutuksista asiakasyritysten tuotantoon. Särmäys itsessään ei ole selkeää kaikille ja myös siitä saatiin lisätietoa. Särmäyksen läpimenoaikojen pienentäminen on haasteellista monissa yrityksissä. Automatisoinnin mahdollisuuksien lisääntyessä näitä voidaan oleellisesti pienentää. Varsinkin ohjelmointi- ja asetusaikojen pienentäminen kiinnostaa yrityksiä, jolloin kallista koneaikaa voidaan hyödyntää paremmin tuottavaan työhön. Helpoin ja halvin tapa aloittaa särmäyksen automatisointi on etäohjelmointi. Suunnittelija voi jo työn tarjouslaskentavaiheessa tehdä särmäysohjelman valmiiksi ja varmistaa kappaleen onnistumisen. Koekappaleita ei tarvitse leikata ja testata, kun kaiken simuloinnin voi tehdä tietokoneella. Monen yrityksen haaste on pitää työkalut helposti saatavilla silloin, kun niitä tarvitaan. Työkaluvaihtajalla varustetussa särmäyspuristimessa työkalut ovat vain kyseisen koneen käytössä. Etäohjelmoinnin ansiosta koneenkäyttäjän ei tarvitse tehdä muuta kuin avata ohjelma, jolloin kone vaihtaa oikeat työkalut ja särmäyksen voi aloittaa. Särmäyksen robotisointi on kannattavaa suurille ja toistuville tuotantosarjoille mutta myös vaikeasti käsiteltäville kappaleille. Jopa yksittäisen kappaleen tekeminen robotin avulla voi kannattaa, jos särmäys manuaalisesti vaatisi kaksi työntekijää ja olisi muutenkin vaikea toteuttaa. Automaattiset särmäysrobottisolut ovat lisääntyneet markkinoilla ja niistä saadut käyttökokemukset todella kiinnostavat konehankintoja suunnittelevia. Soluja on eri vaihtoehtoja pienten tuotteiden koneista aina suuriin, kolme metriä leveisiin kappaleisiin, ja kaikki voidaan etäohjelmoida. Opinnäytetyön johdosta uusien automaatioratkaisujen esittely ja neuvonta asiakkaille on helpompaa ja asiantuntevampaa. Tutkimuksessa ei löydetty tiettyä tuotantomäärää tai -tapaa, jonka voisi selkeästi mitata ja sanoa olevan toisia parempi vaan jokaisesta automaatioratkaisusta löytyi asioita, joiden hyödyn asiakas päättää itse. 33
39 LÄHTEET Amada America Inc. HG ATC Press Brake with Automatic Tool Changer. [YouTube-video.] Julkaistu Viitattu Amada America Inc. HG ARs Robotic Bending System. [YouTubevideo.] Julkaistu Viitattu Amada Austria GMBH. Bending technology [intranet] Viitattu Amada Co. Engineering Department. HG1003 ATC Solution Note [intranet] Viitattu Amada Co. LTD. EG-AR 3i-document [intranet] Viitattu Amada Co. LTD. EG 6013 AR Solution Note [intranet] Viitattu Amada Co. LTD. HG-ARs solution note [intranet] Viitattu Amada Co. LTD. HG1303Rm solution note [intranet] Viitattu Amada Co. Processing Technology Department. HG Series Solution Note [intranet] Viitattu Amada GMBH. HG Rm Brochure. Viitattu RM/Brochures/EN/HG%20Rm_Brochure.pdf Amada SA. Study HG-ARS [intranet] Viitattu Amada SA. New presentation HD ATC-II-UK-V [intranet] Viitattu Amada SA. Modèle étude HG-ATC UK [intranet] Viitattu Amada UK LTD. AMADA HG Series. [YouTube-video.] Julkaistu Viitattu Haverila, M., Uusi-Rauva, E., Kouri, I. & Miettinen, A Teollisuustalous. 6. p. Tampere: Infacs Oy. 34
40 Hyyryläinen, J Särmättävien ohutlevyosien valmistustarkkuuteen vaikuttavat tekijät ja niiden määritys. Oulun yliopisto. Konetekniikan osasto. Diplomityö. Keinänen, T. & Kärkkäinen, K Automaatiojärjestelmien hydrauliikka ja pneumatiikka. Helsinki: WSOY. Keskisarja, H Ohutlevyosia valmistavien tuotantosolujen tehokkuuden parantaminen. Keski-pohjanmaan ammattikorkeakoulu. Kone- ja tuotantotekniikan koulutusohjelma. Opinnäytetyö. Lapinleimu, I., Kauppinen, V. & Torvinen, S Kone- ja metalliteollisuuden tuotantojärjestelmät. Porvoo: WSOY. Lepola, P. & Makkonen, M Hitsaustekniikat ja teräsrakenteet. Viitattu Saatavissa Ellibslibrary-tietokannassa: Pylväläinen, T Käyttöasteen nostaminen robottisärmäyssolussa. Keskipohjanmaan ammattikorkeakoulu. Kone- ja tuotantotekniikan koulutusohjelma. Opinnäytetyö. Rahikainen, J Offline-ohjelmoinnin käyttöönotto ohutlevyjen särmäyksessä. Tampereen ammattikorkeakoulu. Kone- ja tuotantotekniikan koulutusohjelma. Opinnäytetyö. Sakki, J Tilaus-toimitusketjun hallinta. B2B Vähemmällä enemmän. 7. uud. p. Vantaa: Jouni Sakki Oy. Tool and Manufacturing Engineers Handbook. Fourth edition, volume II, Forming Teoksessa Wick, C., Benedict, J. & Veilleux, R. (toim.) Society of Manufacturing. Webrosensor n.d. Mitä on OEE ja mitä se ei ole? Viitattu Yaskawa Finland Oy. Robotisoitu särmäys. Viitattu Saatavissa HAASTATTELUT Kiiski, T Myyntipäällikkö. Yaskawa Finland Oy. Haastattelu Markkula, J Team leader. Scanfil EMS Oy. Haastattelu Muhonen, J Bending specialist. Ojala-Yhtymä Oy. Haastattelu
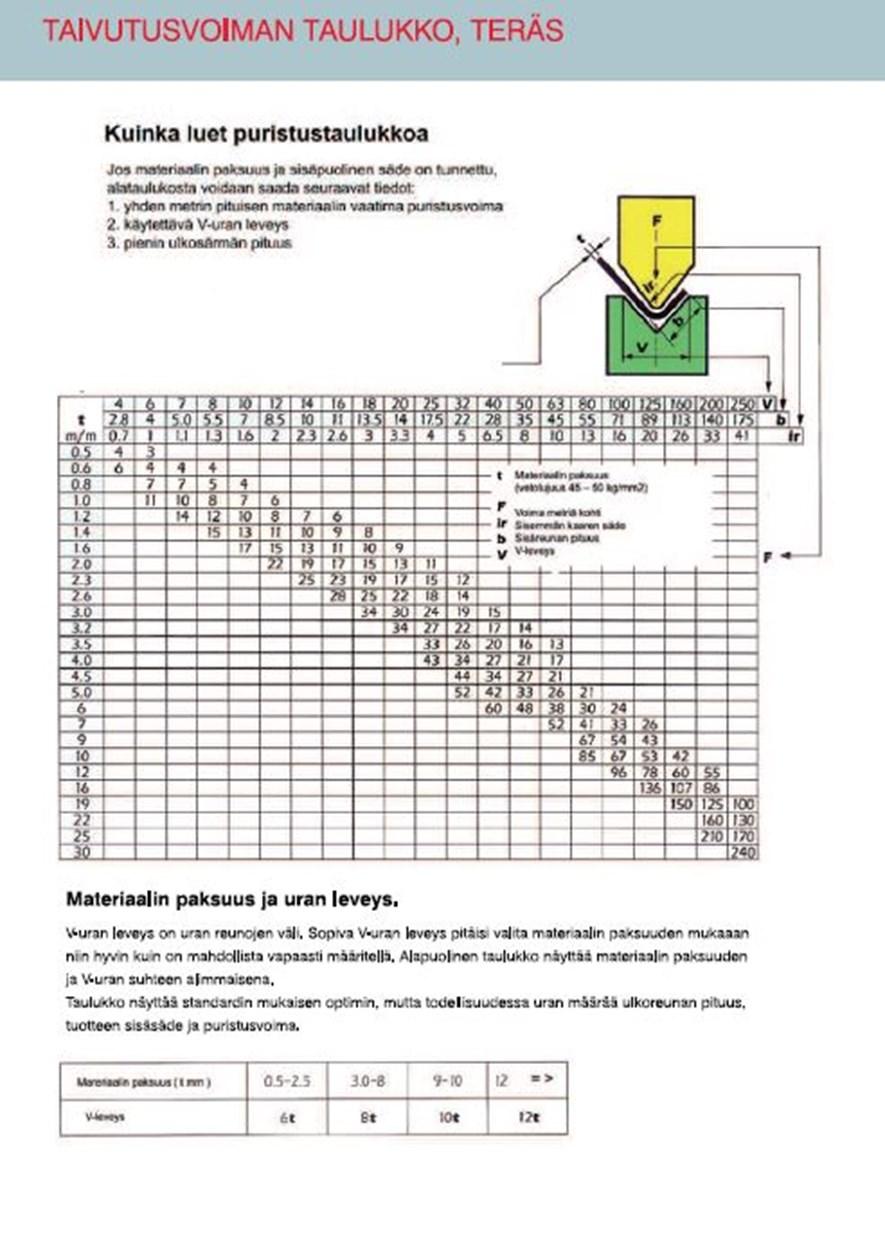
41 Liite 1 PURISTUSVOIMATAULUKKO

42 Liite 2. HG1003 ATC -särmäyspuristimen layout kuva.
43 MOTOMAN MH-50 -särmäysrobotin layout kuva. Liite 3
44 EG 6013 AR -solun layout kuva. Liite 4

45 HG 1003 ARs -solun layout kuva. Liite 5
46 HG 1303 Rm -solun layout kuva. Liite 6


47 Vertailu 1. HFE 3i etäohjelmointi Liite 7

48 Vertailu 2. HFE 3i etäohjelmointi Liite 8

49 Vertailu 3. HD ATC Liite 9 Min HFB HG- ATC Asetusaika Särmäysaika Tuotannon vertailu Kappaleita Min HFE HG-ATC


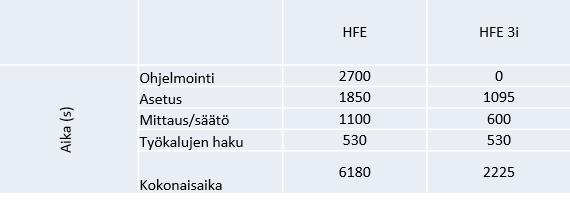
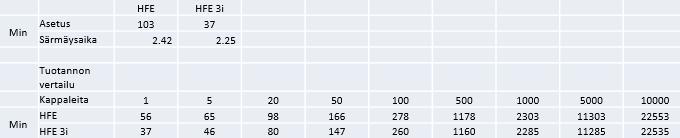
50 Aika (s) Särmäyksen automatisointi Vertailu 4. EG 6013 AR Liite 10 HFE EG 6013 AR Ohjelmointi Asetus Mittaus/säätö Työkalujen haku Kokonaisaika s s HFE EG 6013 AR Asetus Särmäysaika Tuotannon vertailu Kappaleita HFE EG 6013 AR

51 Aika (s) Särmäyksen automatisointi Vertailu 5. HG 1003 ARs Liite 11 Kappale 6B HFE HG ARs Ohjelmointi Asetus Mittaus/säätö Työkalujen haku Kokonaisaika S S HFE HG ARs Asetus Särmäysaika Tuotannon vertailu Kappaleita HFE HG ARs



52 Aika (s) Särmäyksen automatisointi Vertailu 6. HG 1303 Rm Liite 12 Kappale 6C Materiaali/vahvuus: FE-1.0 Mitat: 2500 x 1100 x 51 mm Taivutukset: 4 HFE HG 1303 Rm Ohjelmointi Asetus Mittaus/säätö Työkalujen haku Kokonaisaika s s HFE HG 1303 Rm Asetus Särmäysaika Tuotannon vertailu Kappaleita HFE HG 1303 Rm
Timo Pylväläinen KÄYTTÖASTEEN NOSTAMINEN ROBOTTISÄRMÄYS- SOLUSSA
 Timo Pylväläinen KÄYTTÖASTEEN NOSTAMINEN ROBOTTISÄRMÄYS- SOLUSSA Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Huhtikuu 2008 TIIVISTELMÄ opinnäytetyöstä Yksikkö
Timo Pylväläinen KÄYTTÖASTEEN NOSTAMINEN ROBOTTISÄRMÄYS- SOLUSSA Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Huhtikuu 2008 TIIVISTELMÄ opinnäytetyöstä Yksikkö
Green Means -esimerkkejä. Prima Power Green Means kestävästi tuottavaa tulevaisuutta
 Prima Power Green Means kestävästi tuottavaa tulevaisuutta Prima Power -tuoteohjelman jatkuvalla kehittämisellä on pitkät perinteet. Päämäärinä ovat olleet suurempi joustavuus ja parempi käyttötalous,
Prima Power Green Means kestävästi tuottavaa tulevaisuutta Prima Power -tuoteohjelman jatkuvalla kehittämisellä on pitkät perinteet. Päämäärinä ovat olleet suurempi joustavuus ja parempi käyttötalous,
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
PITKÄT KANTTIKONEET. Valmistettu Saksassa
 PITKÄT KANTTIKONEET Valmistettu Saksassa ASCO MASCHINENBAU GMBH ASCO Maschinenbau GmbH valmistaa Variobendmerkkisiä pitkiä kanttikoneita sekä Variobend kahteen suuntaan taivuttavia koneita. ASCO Maschinenbau
PITKÄT KANTTIKONEET Valmistettu Saksassa ASCO MASCHINENBAU GMBH ASCO Maschinenbau GmbH valmistaa Variobendmerkkisiä pitkiä kanttikoneita sekä Variobend kahteen suuntaan taivuttavia koneita. ASCO Maschinenbau
Timo Kirjava OFFLINE-OHJELMOINTI OHUTLEVYJEN SÄRMÄYKSESSÄ. Käyttöönotto ja ohjeistus
 Timo Kirjava OFFLINE-OHJELMOINTI OHUTLEVYJEN SÄRMÄYKSESSÄ Käyttöönotto ja ohjeistus Opinnäytetyö CENTRIA-AMMATTIKORKEAKOULU Tuotantotalouden koulutusohjelma Toukokuu 2016 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö
Timo Kirjava OFFLINE-OHJELMOINTI OHUTLEVYJEN SÄRMÄYKSESSÄ Käyttöönotto ja ohjeistus Opinnäytetyö CENTRIA-AMMATTIKORKEAKOULU Tuotantotalouden koulutusohjelma Toukokuu 2016 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö
Ville Korhonen SÄRMÄYSTUOTANNON KARTOITUS
 Ville Korhonen SÄRMÄYSTUOTANNON KARTOITUS SÄRMÄYSTUOTANNON KARTOITUS Ville Korhonen Opinnäytetyö Kevät 2017 Kone- ja tuotantotekniikan koulutusohjelma Oulun ammattikorkeakoulu TIIVISTELMÄ Oulun ammattikorkeakoulu
Ville Korhonen SÄRMÄYSTUOTANNON KARTOITUS SÄRMÄYSTUOTANNON KARTOITUS Ville Korhonen Opinnäytetyö Kevät 2017 Kone- ja tuotantotekniikan koulutusohjelma Oulun ammattikorkeakoulu TIIVISTELMÄ Oulun ammattikorkeakoulu
Lujien terästen konepajateknisten ominaisuuksien tutkimus Oulun yliopistossa
 Lujien terästen konepajateknisten ominaisuuksien tutkimus Oulun yliopistossa Jussi A. Karjalainen Lujat teräkset -seminaari 17.9.2009 ULLE lujien ja ultralujien levymateriaalien käyttö -hanke Pääpaino
Lujien terästen konepajateknisten ominaisuuksien tutkimus Oulun yliopistossa Jussi A. Karjalainen Lujat teräkset -seminaari 17.9.2009 ULLE lujien ja ultralujien levymateriaalien käyttö -hanke Pääpaino
Käsityökaluja muovivannehtimiseen
 Käsityökaluja muovivannehtimiseen Akkukäyttöiset käsityökalut Yhdistelmätyökalu Käsikiristin/lukitsin Strapexin edut Käsityökalut, vanne ja huoltopalvelu kokonaispakettina Oikea työkalu Sovellukset käsin
Käsityökaluja muovivannehtimiseen Akkukäyttöiset käsityökalut Yhdistelmätyökalu Käsikiristin/lukitsin Strapexin edut Käsityökalut, vanne ja huoltopalvelu kokonaispakettina Oikea työkalu Sovellukset käsin
Videon tallentaminen Virtual Mapista
 Videon tallentaminen Virtual Mapista Kamera-ajon tekeminen Karkean kamera ajon teko onnistuu nopeammin Katseluohjelmassa (Navigointi > Näkymät > Tallenna polku). Liikeradan ja nopeuden tarkka hallinta
Videon tallentaminen Virtual Mapista Kamera-ajon tekeminen Karkean kamera ajon teko onnistuu nopeammin Katseluohjelmassa (Navigointi > Näkymät > Tallenna polku). Liikeradan ja nopeuden tarkka hallinta
POWER WITH HYDRAULICS
 POWER WITH HYDRAULICS PELASTUSKALUSTO REHOBOT Hydraulics on ruotsalainen 1900-luvun alussa perustettu korkeapainehydraulisiin tuotteisiin erikoistunut yritys. Yrityksen tuotteet ovat tunnettuja korkeasta
POWER WITH HYDRAULICS PELASTUSKALUSTO REHOBOT Hydraulics on ruotsalainen 1900-luvun alussa perustettu korkeapainehydraulisiin tuotteisiin erikoistunut yritys. Yrityksen tuotteet ovat tunnettuja korkeasta
Raskaat taakat helpota käsittelyä WP-nostovaunulla. [65] Nostovaunu. Petteri nostaa joka päivä 1200 litraa keittoa!
![Raskaat taakat helpota käsittelyä WP-nostovaunulla. [65] Nostovaunu. Petteri nostaa joka päivä 1200 litraa keittoa!](/thumbs/24/2126254.jpg "Raskaat taakat helpota käsittelyä WP-nostovaunulla. [65] Nostovaunu. Petteri nostaa joka päivä 1200 litraa keittoa!") [65] Nostovaunu Petteri nostaa joka päivä 1200 litraa keittoa! Raskaat taakat helpota käsittelyä WP-nostovaunulla WP 65 on suunniteltu taakoille 65 kg saakka. Paino jakautuu tasaisesti neljälle kääntyvälle
[65] Nostovaunu Petteri nostaa joka päivä 1200 litraa keittoa! Raskaat taakat helpota käsittelyä WP-nostovaunulla WP 65 on suunniteltu taakoille 65 kg saakka. Paino jakautuu tasaisesti neljälle kääntyvälle
Press Brake Productivity -pikaopas
 Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
4 OHJELMISTO. BySoft 7
 OHJELMISTO 4 OHJELMISTO BySoft 7 Osien valmistus ja laskenta, leikkaussuunnitelmien ja särmäysohjelmien laatiminen, valmistusprosessien suunnittelu ja valvonta: moderni levynvalmistus ei ole enää ajateltavissakaan
OHJELMISTO 4 OHJELMISTO BySoft 7 Osien valmistus ja laskenta, leikkaussuunnitelmien ja särmäysohjelmien laatiminen, valmistusprosessien suunnittelu ja valvonta: moderni levynvalmistus ei ole enää ajateltavissakaan
TigerStop Standard Digitaalinen Syöttölaite / Stoppari
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Offline-ohjelmoinnin käyttöönotto ohutlevyjen särmäyksessä
 Offline-ohjelmoinnin käyttöönotto ohutlevyjen särmäyksessä Jaakko Rahikainen Opinnäytetyö Syyskuu 2014 Kone- ja tuotantotekniikka Modernit tuotanto-järjestelmät TIIVISTELMÄ Tampereen ammattikorkeakoulu
Offline-ohjelmoinnin käyttöönotto ohutlevyjen särmäyksessä Jaakko Rahikainen Opinnäytetyö Syyskuu 2014 Kone- ja tuotantotekniikka Modernit tuotanto-järjestelmät TIIVISTELMÄ Tampereen ammattikorkeakoulu
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
Ama-Prom Finland Oy ei vastaa mahdollisista virheistä. Oikeudet muutoksiin pidätetään.
 3 Amada 4 Amanit-pinnoite 5 Työkalujen turvallisuus 6 Yläterät 26 ja 35 7 Yläterät 30 8 Yläterät 45 9 Amada Promecam teräkiinnityksen mittapiirros 9 Yläterät 60 10 Yläterät 88 11 Yläterät 90 15 Puolipyöreät
3 Amada 4 Amanit-pinnoite 5 Työkalujen turvallisuus 6 Yläterät 26 ja 35 7 Yläterät 30 8 Yläterät 45 9 Amada Promecam teräkiinnityksen mittapiirros 9 Yläterät 60 10 Yläterät 88 11 Yläterät 90 15 Puolipyöreät
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Asetusaikojen minimointi NCkoodin
 Asetusaikojen minimointi NCkoodin simuloinnilla Pauli Manninen , vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNC-liitännät, NC-ohjelmoinnin automatisointi Palvelut NC-ohjelmointi, menetelmäsuunnittelu,
Asetusaikojen minimointi NCkoodin simuloinnilla Pauli Manninen , vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNC-liitännät, NC-ohjelmoinnin automatisointi Palvelut NC-ohjelmointi, menetelmäsuunnittelu,
Valmistusautomaation uudet mahdollisuudet
 Valmistusautomaation uudet mahdollisuudet Kari Ollila Oy www.cimsolar.com 1 Oy Perustettu 1.1.2008 Pohjana Cimcorp Oy:n 2006-2007 tekemä kehitystyö ohutkalvotekniikalla valmistettavien aurinkosähköpaneelien
Valmistusautomaation uudet mahdollisuudet Kari Ollila Oy www.cimsolar.com 1 Oy Perustettu 1.1.2008 Pohjana Cimcorp Oy:n 2006-2007 tekemä kehitystyö ohutkalvotekniikalla valmistettavien aurinkosähköpaneelien
Robottien etäohjelmointiprojektin toteutus
 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN &
 NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
We move everything. Tekniikan Trendit 2016
 We move everything 1 Monta teknologiaa. Yksi ratkaisu. 2 Hydrauliikka Koneikot Pumput Perusventtiilit Säätöventtiilit Venttiiliryhmät Venttiiliohjaimet Akseliohjaimet Sylinterit Nopeakäyntiset moottorit
We move everything 1 Monta teknologiaa. Yksi ratkaisu. 2 Hydrauliikka Koneikot Pumput Perusventtiilit Säätöventtiilit Venttiiliryhmät Venttiiliohjaimet Akseliohjaimet Sylinterit Nopeakäyntiset moottorit
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
OHJELMOINTILAITE 10/50
 OHJELMOINTILAITE 10/50 1 2 3 4 5 6 17 16 15 7 14 8 13 12 11 10 9 1) Näyttö 1 taivutuksen nro. 2) Näyttö 2 kulma 3) LED merkkivalo MANUAALI 4) OFF-SET. 5) Taivutussuunta. 6) Palautus 7) Käynnistys ja resetointi.
OHJELMOINTILAITE 10/50 1 2 3 4 5 6 17 16 15 7 14 8 13 12 11 10 9 1) Näyttö 1 taivutuksen nro. 2) Näyttö 2 kulma 3) LED merkkivalo MANUAALI 4) OFF-SET. 5) Taivutussuunta. 6) Palautus 7) Käynnistys ja resetointi.
MUUTTUVAKAMMIOINEN PAALAINKÄÄRINYHDISTELMÄ VARIO. Ammattilaisen valinta
 www.mchale.net Ammattilaisen valinta Suurtehopaalainkäärin tämän päivän haasteisiin... McHale Fusion Vario on integroitu paalainkäärinyhdistelmä, joka toimii seuraavasti: HEINÄ/OLKI McHale Fusion Variolla
www.mchale.net Ammattilaisen valinta Suurtehopaalainkäärin tämän päivän haasteisiin... McHale Fusion Vario on integroitu paalainkäärinyhdistelmä, joka toimii seuraavasti: HEINÄ/OLKI McHale Fusion Variolla
Kallistettava paistinpannu
 Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Jukka Ala-Aho. Joustavan robottisärmäyssolun suunnittelu. Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikan koulutusohjelma
 1 Jukka Ala-Aho Joustavan robottisärmäyssolun suunnittelu Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikan koulutusohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö:
1 Jukka Ala-Aho Joustavan robottisärmäyssolun suunnittelu Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikan koulutusohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö:
Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR
 Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR Sarja i.comp 3 Mahdollisuuksien summa tekee siitä erilaisen. Uuden käyttökonseptin ansiosta i.comp 3 tuottaa yksilöllisesti työn vaatiman paineilman.
Tilavuusvirta maks. 160 l/min Paine maks. 11 bar OILFREE.AIR Sarja i.comp 3 Mahdollisuuksien summa tekee siitä erilaisen. Uuden käyttökonseptin ansiosta i.comp 3 tuottaa yksilöllisesti työn vaatiman paineilman.
FLEXBURN-uunit Kerasil Oy
 FLEXBURN-uunit Kerasil Oy FLEXBURN-uunit Lasin yhteensulatus Lasin taivutus ja muottiin pudotus (slumppaus) Koristelupoltot väreillä, kullalla ja siirtokuvilla 5-6 kertaa nopepampi Energiansäästö yli 50%
FLEXBURN-uunit Kerasil Oy FLEXBURN-uunit Lasin yhteensulatus Lasin taivutus ja muottiin pudotus (slumppaus) Koristelupoltot väreillä, kullalla ja siirtokuvilla 5-6 kertaa nopepampi Energiansäästö yli 50%
Poikki, halki ja pinoon
 JAPA 315 FI Poikki, halki ja pinoon Polttopuiden tekeminen on helpompaa, nopeampaa ja turvallisempaa kunnon laitteella. Meille se tarkoittaa jatkuvaa tuotekehitystä, jossa koneen jokainen, pienikin yksityiskohta
JAPA 315 FI Poikki, halki ja pinoon Polttopuiden tekeminen on helpompaa, nopeampaa ja turvallisempaa kunnon laitteella. Meille se tarkoittaa jatkuvaa tuotekehitystä, jossa koneen jokainen, pienikin yksityiskohta
Tuotetietoa. Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku
 Tuotetietoa Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku EWIKONin sähköinen neulasulkutekniikka EWIKONin sähkökäytöillä varustetut neulasulkujärjestelmät älykkäine ohjauksineen
Tuotetietoa Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku EWIKONin sähköinen neulasulkutekniikka EWIKONin sähkökäytöillä varustetut neulasulkujärjestelmät älykkäine ohjauksineen
Robotiikan hyödyntäminen taloushallinnossa
 Robotiikan hyödyntäminen taloushallinnossa Eini Leväslampi Prosessisuunnittelija Talouspalvelukeskus Vantaan kaupunki Sami Säisä Tietohallinnon konsultti/rpa Tietohallinto Vantaan kaupunki Ohjelmistorobotiikkaa
Robotiikan hyödyntäminen taloushallinnossa Eini Leväslampi Prosessisuunnittelija Talouspalvelukeskus Vantaan kaupunki Sami Säisä Tietohallinnon konsultti/rpa Tietohallinto Vantaan kaupunki Ohjelmistorobotiikkaa
Korjaamopuristimet. Alapalkki MITAT. H (Sylinteri palautettuna) mm. J mm
 mm. J mm") -runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
-runko 25 tonnia Voidaan asentaa työpöydälle tai lisävarusteena saatavalle jalustalle. Työpöytä asennusta varten tarvitaan 1.4 m 2 vapaata tilaa, jalustan kanssa tarvitaan 4 m 2 lattiatilaa. voin -runko
 Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
MITTAUS JA DIGITOINTI. smartscan M I T T A A E T U S I. AICON 3D Systems yritys
 MITTAUS JA DIGITOINTI smartscan M I T T A A E T U S I AICON 3D Systems yritys smartscan Sarja joustavia järjestelmiä suuren tarkkuuden 3D mittaukseen smartscan järjestelmät kaappaavat mittauskohteittesi
MITTAUS JA DIGITOINTI smartscan M I T T A A E T U S I AICON 3D Systems yritys smartscan Sarja joustavia järjestelmiä suuren tarkkuuden 3D mittaukseen smartscan järjestelmät kaappaavat mittauskohteittesi
Millainen on menestyvä digitaalinen palvelu?
 Millainen on menestyvä digitaalinen palvelu? TOIMIVA ÄLYKÄS ILAHDUTTAVA Ohjelmistokehitys Testaus ja laadunvarmistus Ohjelmistorobotiikka Tekoäly Käyttöliittymäsuunnittelu Käyttäjäkokemussuunnittelu 1
Millainen on menestyvä digitaalinen palvelu? TOIMIVA ÄLYKÄS ILAHDUTTAVA Ohjelmistokehitys Testaus ja laadunvarmistus Ohjelmistorobotiikka Tekoäly Käyttöliittymäsuunnittelu Käyttäjäkokemussuunnittelu 1
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit. Uusi moottorisukupolvi
 Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
Silent Gliss 9020/21, 9040/41 ja 5091 moottorit Uusi moottorisukupolvi Elämää helpottavia innovaatioita Silent Glissillä on yli 40 vuoden kokemus sähkötoimisista verhokiskoista. Toimme ensimmäisenä markkinoille
SIMULOINTIYMPÄRISTÖJEN SOVELTAMINEN OPETUKSESSA SIMULOINNILLA TUOTANTOA KEHITTÄMÄÄN-SEMINAARI TIMO SUVELA
 SOVELTAMINEN OPETUKSESSA SIMULOINNILLA TUOTANTOA KEHITTÄMÄÄN-SEMINAARI 2.12. TIMO SUVELA KUKA OLEN? Timo Suvela lehtori, sähkö- ja automaatiotekniikka (timo.suvela@samk.fi, 044-7103275) Nykyisyys SAMK:iin
SOVELTAMINEN OPETUKSESSA SIMULOINNILLA TUOTANTOA KEHITTÄMÄÄN-SEMINAARI 2.12. TIMO SUVELA KUKA OLEN? Timo Suvela lehtori, sähkö- ja automaatiotekniikka (timo.suvela@samk.fi, 044-7103275) Nykyisyys SAMK:iin
PALAX KLAPIKONEMALLISTO
 COMBI M II - 3 KS 35-6 POWER 70S - 10 POWER 100S - 14 PALAX KLAPIKONEMALLISTO Yhteiset ominaisuudet Poistokuljetin Yhteinen ominaisuus kaikille koneille on nyt uudistettu 4,3 m pitkä ja 0,2 m leveä taittuva
COMBI M II - 3 KS 35-6 POWER 70S - 10 POWER 100S - 14 PALAX KLAPIKONEMALLISTO Yhteiset ominaisuudet Poistokuljetin Yhteinen ominaisuus kaikille koneille on nyt uudistettu 4,3 m pitkä ja 0,2 m leveä taittuva
Energian talteenotto liikkuvassa raskaassa työkoneessa. 20.01.2010 Heinikainen Olli
 Energian talteenotto liikkuvassa raskaassa työkoneessa 20.01.2010 Heinikainen Olli Esityksen sisältö Yleistä Olemassa olevat sovellukset Kineettisen energian palauttaminen Potentiaalienergian palauttaminen
Energian talteenotto liikkuvassa raskaassa työkoneessa 20.01.2010 Heinikainen Olli Esityksen sisältö Yleistä Olemassa olevat sovellukset Kineettisen energian palauttaminen Potentiaalienergian palauttaminen
Silent Gliss. Kierrekaihtimet
 Kierrekaihtimet 2 Sähkökäyttöinen kierrekaihdin Ominaisuudet Hiljainen, täsmällisesti toimiva ja huoltovapaa kierrekaihdin julkisiin tiloihin, toimisto- ja kodin tiloihin. Mekanismi on erittäin helppokäyttöinen.
Kierrekaihtimet 2 Sähkökäyttöinen kierrekaihdin Ominaisuudet Hiljainen, täsmällisesti toimiva ja huoltovapaa kierrekaihdin julkisiin tiloihin, toimisto- ja kodin tiloihin. Mekanismi on erittäin helppokäyttöinen.
Koneteknologiakeskus SeAMK
 Koneteknologiakeskus SeAMK KONETEKNIIKAN LABORATORIO TUOTE- JA TUOTANNONKEHITYSTÄ YRITYSTEN TARPEISIIN SeAMK Tekniikalla on mahdollisuus tarjota huippulaboratorioitaan ja osaamistaan yritysten tarpeisiin
Koneteknologiakeskus SeAMK KONETEKNIIKAN LABORATORIO TUOTE- JA TUOTANNONKEHITYSTÄ YRITYSTEN TARPEISIIN SeAMK Tekniikalla on mahdollisuus tarjota huippulaboratorioitaan ja osaamistaan yritysten tarpeisiin
Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin.
 Pystykarainen koneistuskeskus DIGIMA BM VM 35 Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin. VM-30/35 on paras valinta isoille ja raskaille muoteille.
Pystykarainen koneistuskeskus DIGIMA BM VM 35 Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin. VM-30/35 on paras valinta isoille ja raskaille muoteille.
jälkikäsittelylaitteiden välillä.
 TARKKUUSTYÖTÄ Nopea, tarkka, laadukas. Nämä sanat kuvaavat parhaiten Shinohara-tarkkuuspainokonetta. Shinohara aloitti toimintansa vuonna 1919 alun perin tarkkuustyökalujen valmistajana, josta juontaa
TARKKUUSTYÖTÄ Nopea, tarkka, laadukas. Nämä sanat kuvaavat parhaiten Shinohara-tarkkuuspainokonetta. Shinohara aloitti toimintansa vuonna 1919 alun perin tarkkuustyökalujen valmistajana, josta juontaa
Mekatroniikan peruskurssi Luento 1 / 15.1.2013
 Lappeenranta University of Technology, Finland Mekatroniikan peruskurssi Luento 1 / 15.1.2013 Rafael Åman LUT/Älykkäiden koneiden laboratorio Tehonsiirto voidaan toteuttaa: Mekaanisesti Hydraulisesti Pneumaattisesti
Lappeenranta University of Technology, Finland Mekatroniikan peruskurssi Luento 1 / 15.1.2013 Rafael Åman LUT/Älykkäiden koneiden laboratorio Tehonsiirto voidaan toteuttaa: Mekaanisesti Hydraulisesti Pneumaattisesti
Tutkittua tietoa. Tutkittua tietoa 1
 Tutkittua tietoa T. Dybå, T. Dingsøyr: Empirical Studies of Agile Software Development : A Systematic Review. Information and Software Technology 50, 2008, 833-859. J.E. Hannay, T. Dybå, E. Arisholm, D.I.K.
Tutkittua tietoa T. Dybå, T. Dingsøyr: Empirical Studies of Agile Software Development : A Systematic Review. Information and Software Technology 50, 2008, 833-859. J.E. Hannay, T. Dybå, E. Arisholm, D.I.K.
LS-sarjan isot laserleikkauskoneet
 1/6 LS-sarjan isot laserleikkauskoneet 2/6 Airwell TECOI:n edustajaksi AirWell Oy on solminut maahantuonti- ja markkinointisopimuksen espanjalaisen TECOI:n valmistamista leikkauslaitteista. TECOI on ylivoimainen
1/6 LS-sarjan isot laserleikkauskoneet 2/6 Airwell TECOI:n edustajaksi AirWell Oy on solminut maahantuonti- ja markkinointisopimuksen espanjalaisen TECOI:n valmistamista leikkauslaitteista. TECOI on ylivoimainen
SAHAT. Rensi Finland Oy Yrittäjäntie 28 01800 KLAUKKALA www.rensi.fi
 SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
45 90 45 30 mm mm mm mm 305 305 x 335 305 x 305. Moottori Nopeus Pienin Ø kw AC m/min mm
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Meba Eco-Line 335 DGA 600 45 90 45 30 305 305 x 335 305 x 305 335 500 x 335 335 x 335 330 320 x 335 320
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Meba Eco-Line 335 DGA 600 45 90 45 30 305 305 x 335 305 x 305 335 500 x 335 335 x 335 330 320 x 335 320
Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri
 Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri Esitysmateriaalit Leanheat-yritys kahdella sivulla Tekoälysäädön toimintaperiaate Mitä tehdään ja mitä on saatu aikaiseksi? Yhteenveto ja käytännön
Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri Esitysmateriaalit Leanheat-yritys kahdella sivulla Tekoälysäädön toimintaperiaate Mitä tehdään ja mitä on saatu aikaiseksi? Yhteenveto ja käytännön
Miten piensarjatuotantoon saadaan joustavuutta?
 Miten piensarjatuotantoon saadaan joustavuutta? Jyrki Latokartano, Tampereen teknillinen yliopisto Modernin robottitekniikan mahdollisuudet tuotannossa SeAMK 4.4.2017 kello 12.30-16.00 Miten piensarjatuotantoon
Miten piensarjatuotantoon saadaan joustavuutta? Jyrki Latokartano, Tampereen teknillinen yliopisto Modernin robottitekniikan mahdollisuudet tuotannossa SeAMK 4.4.2017 kello 12.30-16.00 Miten piensarjatuotantoon
Herkko Keskisarja OHUTLEVYOSIA VALMISTAVIEN TUOTANTOSOLUJEN TEHOKKUUDEN PARANTAMINEN
 Herkko Keskisarja OHUTLEVYOSIA VALMISTAVIEN TUOTANTOSOLUJEN TEHOKKUUDEN PARANTAMINEN Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Heinäkuu 2011 TIIVISTELMÄ OPINNÄYTETYÖS
Herkko Keskisarja OHUTLEVYOSIA VALMISTAVIEN TUOTANTOSOLUJEN TEHOKKUUDEN PARANTAMINEN Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka Heinäkuu 2011 TIIVISTELMÄ OPINNÄYTETYÖS
Pikaohje Aplisens APIS type 1X0 ja 2XO
 Pikaohje Aplisens APIS type 1X0 ja 2XO Koivupuistontie 26, 01510, Vantaa www.saato.fi, sales@saato.fi, 09-759 7850 Sisällys 1. Yleistä...3 2. Parametritilan toiminnot...4 3. Käyttöönotto pikaohje...5 1.
Pikaohje Aplisens APIS type 1X0 ja 2XO Koivupuistontie 26, 01510, Vantaa www.saato.fi, sales@saato.fi, 09-759 7850 Sisällys 1. Yleistä...3 2. Parametritilan toiminnot...4 3. Käyttöönotto pikaohje...5 1.
Metso MX. Multi-Action-kartiomurskain
 Metso MX Multi-Action-kartiomurskain Metso MX Multi-Action-kartiomurskain +10 % parempi käyttöaste 10 % pienemmät käyttökulut Kulutusosista hyödynnetään jopa 70 % Multi-Actionteknologia Valikoiva tuotanto
Metso MX Multi-Action-kartiomurskain Metso MX Multi-Action-kartiomurskain +10 % parempi käyttöaste 10 % pienemmät käyttökulut Kulutusosista hyödynnetään jopa 70 % Multi-Actionteknologia Valikoiva tuotanto
Tuotantoprosessin optimaalinen aikataulutus (valmiin työn esittely)
") Tuotantoprosessin optimaalinen aikataulutus (valmiin työn esittely) Joona Kaivosoja 01.12.2014 Ohjaaja: DI Ville Mäkelä Valvoja: Prof. Ahti Salo Työn saa tallentaa ja julkistaa Aalto-yliopiston avoimilla
Tuotantoprosessin optimaalinen aikataulutus (valmiin työn esittely) Joona Kaivosoja 01.12.2014 Ohjaaja: DI Ville Mäkelä Valvoja: Prof. Ahti Salo Työn saa tallentaa ja julkistaa Aalto-yliopiston avoimilla
ILMASTOINTI Texa Konfort 780R Bi-Gas
 32 220 9865 Texa Konfort 780R Bi Gas on täysautomaattinen ilmastointijärjestelmän huoltolaite sekä R134a että R1234yf kaasuille. Laitteessa on kaksi erillistä järjestelmää samoissa kuorissa. Koko huoltotapahtuma
32 220 9865 Texa Konfort 780R Bi Gas on täysautomaattinen ilmastointijärjestelmän huoltolaite sekä R134a että R1234yf kaasuille. Laitteessa on kaksi erillistä järjestelmää samoissa kuorissa. Koko huoltotapahtuma
Honda-takuu neljä vuotta. Takuuehdot kauppiaaltasi.
 Lumilingot 2015-2016 Honda-takuu neljä vuotta. Takuuehdot kauppiaaltasi. HONDA ON TALTUTTANUT TALVEA JO 35 VUOTTA. Hondan lumilinkoja on valmistettu jo 35 vuotta ja juhlan kunniaksi koko lumilinkomallistomme
Lumilingot 2015-2016 Honda-takuu neljä vuotta. Takuuehdot kauppiaaltasi. HONDA ON TALTUTTANUT TALVEA JO 35 VUOTTA. Hondan lumilinkoja on valmistettu jo 35 vuotta ja juhlan kunniaksi koko lumilinkomallistomme
SataPV-projekti. lisätiedot: projektipäällikkö Suvi Karirinne, TkT puh. 02 620 3304 suvi.karirinne@samk.fi
 SataPV-projekti lisätiedot: projektipäällikkö Suvi Karirinne, TkT puh. 02 620 3304 suvi.karirinne@samk.fi SataPV-projekti Aurinkosähköä Satakunnasta 2 Uusiutuvien energiamuotojen kasvua ajavat voimat Vuosittainen
SataPV-projekti lisätiedot: projektipäällikkö Suvi Karirinne, TkT puh. 02 620 3304 suvi.karirinne@samk.fi SataPV-projekti Aurinkosähköä Satakunnasta 2 Uusiutuvien energiamuotojen kasvua ajavat voimat Vuosittainen
Automaatioratkaisuja yli
 Automaatioratkaisuja yli 40 vuoden kokemuksella 1 Asiakaslähtöisiä tuotantoautomaation ratkaisuja yli 40 vuoden kokemuksella Vuonna 1976 perustettu Sermatech Group on n. 70 henkilöä työllistävä monipuolinen
Automaatioratkaisuja yli 40 vuoden kokemuksella 1 Asiakaslähtöisiä tuotantoautomaation ratkaisuja yli 40 vuoden kokemuksella Vuonna 1976 perustettu Sermatech Group on n. 70 henkilöä työllistävä monipuolinen
Koneen ominaisuudet METALEX SÄHKÖINEN-DIGITAALINEN PUTKENTAIVUTUSKONE
 METALEX SÄHKÖINEN-DIGITAALINEN PUTKENTAIVUTUSKONE Koneen ominaisuudet max 50 ohjelmaa max taivutuskulma per ohjelma on 9 kappaletta on saatavilla lukuisilla varusteilla eri putkimalleille ja paksuuksille
METALEX SÄHKÖINEN-DIGITAALINEN PUTKENTAIVUTUSKONE Koneen ominaisuudet max 50 ohjelmaa max taivutuskulma per ohjelma on 9 kappaletta on saatavilla lukuisilla varusteilla eri putkimalleille ja paksuuksille
Elektroninen ohjaus helposti
 Elektroninen ohjaus helposti Koneiden vankka ja yksinkertainen ohjaus älykkään elektroniikan avulla IQAN-TOC2 oikotie tulevaisuuteen Helppo määritellä Helppo asentaa Helppo säätää Helppo diagnosoida Vankka
Elektroninen ohjaus helposti Koneiden vankka ja yksinkertainen ohjaus älykkään elektroniikan avulla IQAN-TOC2 oikotie tulevaisuuteen Helppo määritellä Helppo asentaa Helppo säätää Helppo diagnosoida Vankka
EMVHost Online SUBJECT: EMVHOST ONLINE CLIENT - AUTOMAATTISIIRROT COMPANY: EMVHost Online Client sovelluksen käyttöohje AUTHOR: DATE: 15.03.
 EMVHost Online SUBJECT: COMPANY: COMMENTS: AUTHOR: EMVHOST ONLINE CLIENT - AUTOMAATTISIIRROT NETS OY EMVHost Online Client sovelluksen käyttöohje NETS OY DATE: 15.03.2011 VERSION: 1.0 1 SISÄLLYS SISÄLLYS...
EMVHost Online SUBJECT: COMPANY: COMMENTS: AUTHOR: EMVHOST ONLINE CLIENT - AUTOMAATTISIIRROT NETS OY EMVHost Online Client sovelluksen käyttöohje NETS OY DATE: 15.03.2011 VERSION: 1.0 1 SISÄLLYS SISÄLLYS...
Särmäystyökalut kuvasto Press brake tools catalogue
 Finnish sheet metal machinery know-how since 1978 Särmäystyökalut kuvasto Press brake tools catalogue www.aliko.fi ALIKO bending chart Required capacity in kn (T) in relation to V-opening. V R A S = plates
Finnish sheet metal machinery know-how since 1978 Särmäystyökalut kuvasto Press brake tools catalogue www.aliko.fi ALIKO bending chart Required capacity in kn (T) in relation to V-opening. V R A S = plates
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
Megaprojekti pysyi aikataulussa. Totta vai tarua?
 Megaprojekti pysyi aikataulussa. Totta vai tarua? Megaprojekti mikä? Lähde: https://en.wikipedia.org/wiki/megaproject 2 Megaprojekti miksi? Lähde: https://en.wikipedia.org/wiki/megaproject 3 Megaprojekti
Megaprojekti pysyi aikataulussa. Totta vai tarua? Megaprojekti mikä? Lähde: https://en.wikipedia.org/wiki/megaproject 2 Megaprojekti miksi? Lähde: https://en.wikipedia.org/wiki/megaproject 3 Megaprojekti
Hiab 211W Kapasiteetti 21 tm
 Hiab 211W Kapasiteetti 21 tm Tuote-esite Tekee kierrätyksestä helpompaa Nopea ja kompakti Hiabin XS 211W HiPro on erityisesti kevyempiin kierrätystöihin suunniteltu 21 tm kapasiteettiluokan nosturi. XS
Hiab 211W Kapasiteetti 21 tm Tuote-esite Tekee kierrätyksestä helpompaa Nopea ja kompakti Hiabin XS 211W HiPro on erityisesti kevyempiin kierrätystöihin suunniteltu 21 tm kapasiteettiluokan nosturi. XS
Puhdasta joka käänteessä
 BR 35 /12 C Puhdasta joka käänteessä Yhdistelmäkone BR 35/12 C Ennennäkemätön ketteryys Koskaan aikaisemmin ei ole siivouskone ollut yhtä ketterä ja kevyt ohjata - Berliinin CMS-messuilla palkittu BR 35/12
BR 35 /12 C Puhdasta joka käänteessä Yhdistelmäkone BR 35/12 C Ennennäkemätön ketteryys Koskaan aikaisemmin ei ole siivouskone ollut yhtä ketterä ja kevyt ohjata - Berliinin CMS-messuilla palkittu BR 35/12
Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm
 Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm Tuote-esite Monipuolinen työkalu Hiab XS 033 tarjoaa enemmän Hiab XS 033 on päivittäisiin töihin sopiva suorituskykyinen ja joustava nosturi, jota on kätevä käyttää.
Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm Tuote-esite Monipuolinen työkalu Hiab XS 033 tarjoaa enemmän Hiab XS 033 on päivittäisiin töihin sopiva suorituskykyinen ja joustava nosturi, jota on kätevä käyttää.
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla. Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia
 Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Ultralujien terästen konepajakäytettävyys
 Särmättävyyden ja lastuttavuuden tutkiminen Oulun yliopisto Tutkimuksen sisältö tutkii ja kehittää yhteistyössä teräksenvalmistajien kanssa lujia kuumavalssattuja teräksiä keskittyen niiden särmättävyyteen,
Särmättävyyden ja lastuttavuuden tutkiminen Oulun yliopisto Tutkimuksen sisältö tutkii ja kehittää yhteistyössä teräksenvalmistajien kanssa lujia kuumavalssattuja teräksiä keskittyen niiden särmättävyyteen,
Pöytämallinen biojätteen vähennysyksikkö
 Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Uponor C-46 -lämmönsäädin. Säätilan mukaan kompensoituva ohjain vesikiertoisiin lämmitys- ja jäähdytysjärjestelmiin
 Uponor C-46 -lämmönsäädin Säätilan mukaan kompensoituva ohjain vesikiertoisiin lämmitys- ja jäähdytysjärjestelmiin Tuotteen kuvaus Luovaa tekniikkaa helppo asentaa ja käsitellä Uponorin C-46-lämmönsäädin
Uponor C-46 -lämmönsäädin Säätilan mukaan kompensoituva ohjain vesikiertoisiin lämmitys- ja jäähdytysjärjestelmiin Tuotteen kuvaus Luovaa tekniikkaa helppo asentaa ja käsitellä Uponorin C-46-lämmönsäädin
Hydrostaattinen tehonsiirto. Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla.
 Komponentit: pumppu moottori sylinteri Hydrostaattinen tehonsiirto Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla. Pumput Teho: mekaaninen
Komponentit: pumppu moottori sylinteri Hydrostaattinen tehonsiirto Toimivat syrjäytysperiaatteella, eli energia muunnetaan syrjäytyselimien staattisten voimavaikutusten avulla. Pumput Teho: mekaaninen
CNC:N ASETUSAJAN PIENENTÄMINEN
 CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
imop Lite Ketterää siivousta
 imop Lite Ketterää siivousta Tervetuloa mukaan vallankumoukseen imop Lite imop Lite on kevyempi kuin i-mop XL. Se on i-mop-sarjan pienin ja kevyin yhdistelmäkone. Laajentamalla nykyistä i-mop-valikoimaa
imop Lite Ketterää siivousta Tervetuloa mukaan vallankumoukseen imop Lite imop Lite on kevyempi kuin i-mop XL. Se on i-mop-sarjan pienin ja kevyin yhdistelmäkone. Laajentamalla nykyistä i-mop-valikoimaa
www.kastowin.com Sahaus. Varastointi. Ja enemmän.
 Uusi KASTOwin Mestariteos sarjatuotantona www.astowin.com Sahaus. Varastointi. Ja enemmän. Enemmän uin ainutlaatuinen: Uusi KASTOwin. Kannattavan automaattisahausen asi täreintä teijää ovat: suuri leuuteho
Uusi KASTOwin Mestariteos sarjatuotantona www.astowin.com Sahaus. Varastointi. Ja enemmän. Enemmän uin ainutlaatuinen: Uusi KASTOwin. Kannattavan automaattisahausen asi täreintä teijää ovat: suuri leuuteho
Särmäystyökalut
 www.aliko.fi Särmäystyökalut Sisältö Nämä sanat tulevat meille mieleen, kun asiakas pyytää kuvailemaan Alikon särmäystyökaluja. Ja miksipä ei tulisi, koska joka sana on täyttä totta. Haluamme olla parhaita
www.aliko.fi Särmäystyökalut Sisältö Nämä sanat tulevat meille mieleen, kun asiakas pyytää kuvailemaan Alikon särmäystyökaluja. Ja miksipä ei tulisi, koska joka sana on täyttä totta. Haluamme olla parhaita
Aurinkolämpö. Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta.
 Aurinkolämpö Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta. Keräimien sijoittaminen ja asennus Kaikista aurinkoisin
Aurinkolämpö Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta. Keräimien sijoittaminen ja asennus Kaikista aurinkoisin
Ota yhteyttä. Edufix ja Blaser myynti. Contos konemyynti JOAKIM PÄÄSKY AKI SAINIO
 Tuottavampi Ota yhteyttä TYÖSTÖKONE MYYNTI, ASENNUS, HUOLTO JA OPTIMOINTI Edufix huolto, myynti ja koulutus Edufix ja Blaser myynti Contos konemyynti JUKKA HONKANEN JOAKIM PÄÄSKY AKI SAINIO 0400 420 648
Tuottavampi Ota yhteyttä TYÖSTÖKONE MYYNTI, ASENNUS, HUOLTO JA OPTIMOINTI Edufix huolto, myynti ja koulutus Edufix ja Blaser myynti Contos konemyynti JUKKA HONKANEN JOAKIM PÄÄSKY AKI SAINIO 0400 420 648
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
ENERGIA ILTA IISOY / Scandic Station 23.5.2013
 ENERGIA ILTA IISOY / Scandic Station 23.5.2013 Energia?! Kiinteistön käyttäjät sekä tekniset laitteistot käyttävät ja kuluttavat energiaa Jokin laite säätää ja ohjaa tätä kulutusta. Ohjauslaitteet keskitetty
ENERGIA ILTA IISOY / Scandic Station 23.5.2013 Energia?! Kiinteistön käyttäjät sekä tekniset laitteistot käyttävät ja kuluttavat energiaa Jokin laite säätää ja ohjaa tätä kulutusta. Ohjauslaitteet keskitetty
Arvo-Tec T Drum 2000 ruokintalaite
 Arvo-Tec T Drum 2000 ruokintalaite -tarkka ruokintalaite nykyaikaiseen kalanruokintaan Ruokintalaitteen kehitystyössä on kiinnitetty huomiota annostelun tarkkuuteen ja helppokäyttöisyyteen. Tekniset tiedot:
Arvo-Tec T Drum 2000 ruokintalaite -tarkka ruokintalaite nykyaikaiseen kalanruokintaan Ruokintalaitteen kehitystyössä on kiinnitetty huomiota annostelun tarkkuuteen ja helppokäyttöisyyteen. Tekniset tiedot:
Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6
 Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6 2/6 Tietoa yrityksestä ASTES4 on Balernessa, Etelä-Sveitsissä, sijaitseva teolliseen automaatioon keskittynyt riippumaton yritys. ASTES4
Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6 2/6 Tietoa yrityksestä ASTES4 on Balernessa, Etelä-Sveitsissä, sijaitseva teolliseen automaatioon keskittynyt riippumaton yritys. ASTES4
GSRELE ohjeet. Yleistä
 GSRELE ohjeet Yleistä GSM rele ohjaa Nokia 3310 puhelimen avulla releitä, mittaa lämpötilaa, tekee etähälytyksiä GSM-verkon avulla. Kauko-ohjauspuhelin voi olla mikä malli tahansa tai tavallinen lankapuhelin.
GSRELE ohjeet Yleistä GSM rele ohjaa Nokia 3310 puhelimen avulla releitä, mittaa lämpötilaa, tekee etähälytyksiä GSM-verkon avulla. Kauko-ohjauspuhelin voi olla mikä malli tahansa tai tavallinen lankapuhelin.
Oppilaan pikaopas. Project 2013 käyttöliittymä ja näkymät
 1 Oppilaan pikaopas Project 2013 käyttöliittymä ja näkymät Kun avaat Project 2013 -ohjelman, näet ensimmäisenä pelkistetyn näkymän. Uusi Project 2013 voi auttaa projektinhallinnassa kuten esim. projektitietojen
1 Oppilaan pikaopas Project 2013 käyttöliittymä ja näkymät Kun avaat Project 2013 -ohjelman, näet ensimmäisenä pelkistetyn näkymän. Uusi Project 2013 voi auttaa projektinhallinnassa kuten esim. projektitietojen
4. VASTAVENTTIILIN JA PAINEENRAJOITUSVENTTIILIN SEKÄ VASTAPAINEVENTTIILIN KÄYTTÖ hydrlabra4.doc/pdf
 4/1 4. VASTAVENTTIILIN JA PAINEENRAJOITUSVENTTIILIN SEKÄ VASTAPAINEVENTTIILIN KÄYTTÖ hydrlabra4.doc/pdf Annettu tehtävä Työn suoritus Tehtävänä on annettujen kytkentäkaavioiden mukaisilla hydraulijärjestelmillä
4/1 4. VASTAVENTTIILIN JA PAINEENRAJOITUSVENTTIILIN SEKÄ VASTAPAINEVENTTIILIN KÄYTTÖ hydrlabra4.doc/pdf Annettu tehtävä Työn suoritus Tehtävänä on annettujen kytkentäkaavioiden mukaisilla hydraulijärjestelmillä
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Täydellinen valvonta. Jäähdytysjärjestelmän on siten kyettävä kommunikoimaan erilaisten ohjausjärjestelmien kanssa.
 Täydellinen valvonta ATK-konesalit ovat monimutkaisia ympäristöjä: Tarjoamalla täydellisiä integroiduista elementeistä koostuvia ratkaisuja taataan yhteensopivuus ja strateginen säätöjärjestelmän integrointi.
Täydellinen valvonta ATK-konesalit ovat monimutkaisia ympäristöjä: Tarjoamalla täydellisiä integroiduista elementeistä koostuvia ratkaisuja taataan yhteensopivuus ja strateginen säätöjärjestelmän integrointi.
Mittausverkko Finland WSN-TUTKIMUSTULOSTEN KAUPALLISTAMINEN. Wirepas Oy. Jarmo Lehto Toimitusjohtaja
 WSN-TUTKIMUSTULOSTEN KAUPALLISTAMINEN Wirepas Oy Jarmo Lehto Toimitusjohtaja YITYS Wirepas Oy (Mittausverkko Finland) on 4.5.2010 perustettu suomalainen spin-off Tampereen Teknillisestä Yliopistosta. Omistajat
WSN-TUTKIMUSTULOSTEN KAUPALLISTAMINEN Wirepas Oy Jarmo Lehto Toimitusjohtaja YITYS Wirepas Oy (Mittausverkko Finland) on 4.5.2010 perustettu suomalainen spin-off Tampereen Teknillisestä Yliopistosta. Omistajat
Tailor-made Transportation Solutions FIN
 Tailor-made Transportation Solutions FIN Tailor-made Transportation Solutions Tyllis Oy Ab on erikoistunut suunnittelemaan ja valmistamaan räätälöityjä rakenneratkaisuja kuljetusalalle. Yritys suunnittelee
Tailor-made Transportation Solutions FIN Tailor-made Transportation Solutions Tyllis Oy Ab on erikoistunut suunnittelemaan ja valmistamaan räätälöityjä rakenneratkaisuja kuljetusalalle. Yritys suunnittelee
QUICK BEND MINOR BEND BIG BEND SUPER BEND PUTKENTAIVUTUSPIHDIT PUTKENTAIVUTUSTYÖKALUT VUODESTA 1951
 QUICK BEND MINOR BEND BIG BEND SUPER BEND PUTKENTAIVUTUSPIHDIT PUTKENTAIVUTUSTYÖKALUT VUODESTA 1951 QUICK BEND suomalaisen putkiasentajan perustyökalu jo useammassa sukupolvessa. Kotimainen Quick bend
QUICK BEND MINOR BEND BIG BEND SUPER BEND PUTKENTAIVUTUSPIHDIT PUTKENTAIVUTUSTYÖKALUT VUODESTA 1951 QUICK BEND suomalaisen putkiasentajan perustyökalu jo useammassa sukupolvessa. Kotimainen Quick bend
Honda pelaa varmasti.
 Lumilingot 2011 Honda pelaa varmasti. Honda-lumilinkojen perusominaisuuksiin kuuluvat varmatoimisuus, suuri suorituskyky ja helppo hallittavuus. Jokaisessa mallissa on leveä ja korkea linkopesä, työvalo
Lumilingot 2011 Honda pelaa varmasti. Honda-lumilinkojen perusominaisuuksiin kuuluvat varmatoimisuus, suuri suorituskyky ja helppo hallittavuus. Jokaisessa mallissa on leveä ja korkea linkopesä, työvalo
ELOKUVATYÖKALUN KÄYTTÖ ANIMAATION LEIKKAAMISESSA. Kun aloitetaan uusi projekti, on se ensimmäisenä syytä tallentaa.
 ELOKUVATYÖKALUN KÄYTTÖ ANIMAATION LEIKKAAMISESSA Kun aloitetaan uusi projekti, on se ensimmäisenä syytä tallentaa. Projekti kannattaa tallentaa muutenkin aina sillöin tällöin, jos käy niin ikävästi että
ELOKUVATYÖKALUN KÄYTTÖ ANIMAATION LEIKKAAMISESSA Kun aloitetaan uusi projekti, on se ensimmäisenä syytä tallentaa. Projekti kannattaa tallentaa muutenkin aina sillöin tällöin, jos käy niin ikävästi että
Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon OHUTLEVY- JA JOUSITUOTEKUMPPANISI
 PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
Integrointialgoritmit molekyylidynamiikassa
 Integrointialgoritmit molekyylidynamiikassa Markus Ovaska 28.11.2008 Esitelmän kulku MD-simulaatiot yleisesti Integrointialgoritmit: mitä integroidaan ja miten? Esimerkkejä eri algoritmeista Hyvän algoritmin
Integrointialgoritmit molekyylidynamiikassa Markus Ovaska 28.11.2008 Esitelmän kulku MD-simulaatiot yleisesti Integrointialgoritmit: mitä integroidaan ja miten? Esimerkkejä eri algoritmeista Hyvän algoritmin
Lahti Precision Fluidisointijärjestelmä
 Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Lahti Precision Fluidisointijärjestelmä 100 years of experience Lahti Precision -fluidisointijärjestelmä estää siilojen purkautumishäiriöt Patentoitu fluidisointijärjestelmä jauheiden ja muiden hienojakoisten
Yhteisöllisen toimintatavan jalkauttaminen!
 Yhteisöllisen toimintatavan jalkauttaminen! Käyttöönoton vaiheet Yrityksen liiketoimintatavoitteet Yhteisöllisen toimintatavan käyttöalueet Työkalut Hyödyt yritykselle Hyödyt ryhmälle Hyödyt itselle Miten
Yhteisöllisen toimintatavan jalkauttaminen! Käyttöönoton vaiheet Yrityksen liiketoimintatavoitteet Yhteisöllisen toimintatavan käyttöalueet Työkalut Hyödyt yritykselle Hyödyt ryhmälle Hyödyt itselle Miten
Tuotantosolun simulointi
 Antti Alonen RFID -Tekniikan soveltaminen tuotantoteollisuudessa -hanke Tuotantosolun simulointi Konetekniikan TKI-yksikkö Tutkimus- ja kehityspalveluja sekä perusopetusta tukevaa toimintaa Toimialueet
Antti Alonen RFID -Tekniikan soveltaminen tuotantoteollisuudessa -hanke Tuotantosolun simulointi Konetekniikan TKI-yksikkö Tutkimus- ja kehityspalveluja sekä perusopetusta tukevaa toimintaa Toimialueet