Opinnäytetyö. Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka Kone- ja laiteautomaatio Erkki Tienaho
|
|
|
- Sami Koskinen
- 6 vuotta sitten
- Katselukertoja:
Transkriptio
1 Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka Kone- ja laiteautomaatio Erkki Tienaho Opinnäytetyö Ponsen etupohjapanssarin hitsauskiinnittimen suunnittelu ja valmistus robottihitsausasemaan HT-Lasertekniikka Oy:lle Työn ohjaaja Työn teettäjä Tampere 12/2009 Laboratorioinsinööri Seppo Mäkelä HT-Lasertekniikka Oy, valvojana insinööri Tero Haapakoski
2 Tampereen Ammattikorkeakoulu Kone- ja tuotantotekniikka Kone- ja laiteautomaatio Tekijä: Työ: Työn ohjaaja: Työn teettäjä: Tienaho Erkki Ponsen etupohjapanssarin hitsauskiinnittimen suunnittelu ja valmistus robottihitsausasemaan HT-Lasertekniikka Oy:lle Opinnäytetyö 47 sivua + 3 liitesivua Joulukuu 2009 Laboratorioinsinööri Seppo Mäkelä HT-Lasertekniikka Oy, valvojana ins. Tero Haapakoski TIIVISTELMÄ Tämän työn tarkoituksena oli suunnitella ja valmistaa tuotannon tehostamiseksi hitsauskiinnitin siirryttäessä käsinhitsauksesta robottihitsaukseen. Valmistettava tuote oli etupohjapanssari. Työ sisälsi teoria- ja käytännön osuudet. Käytännön osuus oli noin puolet työn laajuudesta. Työssä käytiin läpi hitsauskiinnittimen suunnittelussa huomioon otettavia seikkoja, robottiaseman turvallisuutta ja pohditaan vaihtoehtoja hitsauskiinnittimelle. Lisäksi tarkasteltiin kiinnittimen käyttöönotossa huomioitavia asioita ja tarvittavia vaatimuksia tuotteen esivalmistukselle. Todettiin että hitsauskiinnittimen suunnitteleminen oli paljon käytännön kokemusta vaativa työ.
3 TAMK University of Applied Sciences Mechanical Engineering Machine Automation Writer: Tienaho Erkki Thesis: The planning and producing a welding fixture for an under shield of the front end of a Ponse forest machine to a robotic welding stand in HT-Lasertekniikka Ltd. Scholarly thesis 47 pages + 3 appendices December 2009 Thesis Supervisor: Eng. Seppo Mäkelä Job done to: HT-Lasertekniikka Ltd, job supervisor Tero Haapakoski ABSTRACT The purpose of this thesis is to plan and to produce a welding fixture in order to improve the efficiency of production by switching from manual welding to robotic. The item produced with the welding fixture is an under shield for the front end of a forest machine. The thesis consists of both theoretical and practical components. The practical section covers approximately half of the whole extent of the thesis which examines matters to be noticed in the planning of the welding fixture, the safety of the robotic standing and also considers alternatives for the fixture. In addition the matters needed to be taken into consideration when commissioning the welding fixture will be discussed as well as the requirements needed for the prefabrication of the product.
4 Sisällysluettelo Tiivistelmä Abstract Sisällysluettelo Johdanto Yritysesittely Robottihitsaus Teollisuusrobotin määritelmä Robottihitsaus Hitsauslaitteisto Robottihitsausjärjestelmä Robottihitsauksen ja käsihitsauksen vertailu Turvallisuus robottihitsauksessa Standardit Käytäntö nykyisin ja tulevaisuudessa.19 5 Hitsauskiinnittimet Kappaleen kiinnitystavat Hitsauskiinnittimen vaatimukset Hitsauskiinnittimen suunnittelu Esimerkkejä hitsauskiinnittimistä....23
5 6 Etupohjapanssarin hitsauskiinnittimen suunnittelu Lähtötilanteen analysointi Valmistettava tuote Laitteisto Hitsauskiinnittimen vaatimukset Hitsauskiinnittimen kehittely Hitsauskiinnittimen koekäyttö Hitsauskiinnittimen muutostyöt Hitsauksen simulointi Saavutettavat edut tuotannossa Läpimenoaika Kustannukset Yhteenveto Lähdeluettelo Liiteluettelo...44
6 1 Johdanto Tämän opinnäytetyön tavoitteena on selvittää toimivan hitsauskiinnittimen ominaisuuksia ja suunnitella hitsauskiinnitin robottihitsausasemaan. Tavoitteena on tehostaa tuotantoa muuttamalla valmistusprosessi osittain automatisoiduksi. Työ jakaantuu kahteen osaan: teoria ja valmistus. Teoriaosuudessa perehdytään hitsauskiinnittimien ominaisuuksiin ja vaatimuksiin. Sen tavoitteena on selvittää, minkälainen on toimiva hitsauskiinnitin robottihitsauksessa. Valmistusosuudessa, eli työn käytännöllisemmässä puoliskossa on tarkoitus esittää toimivia ideoita hitsauskiinnittimen valmistukseen yrityksen tarpeisiin. Valmistus-osuuden alkuvaiheessa ideoidaan vaihtoehtoja hitsattavan rakenteen kiinnittämiseen. Tämän jälkeen valmistetaan mallikiinnitin, jossa havaittujen puutteiden jälkeen valmistetaan lopullinen hitsauskiinnitin, jota käytetään tuotannossa. Aikaisemmin yrityksessä hitsattiin käsin kuutta erilaista pohjapanssaria. Tämä työ rajattiin koskemaan ainoastaan malliston suurinta etupohjapanssaria. Siinä materiaalina käytetään osittain kulutuslevyä, joka asettaa kiinnittimelle lisävaatimuksia.

7 7(47) 2 Yritysesittely HT-Lasertekniikka Oy aloitti toimintansa Keuruulla vuonna 1990 yhtenä ensimmäisistä laserleikkaajista. Tällä hetkellä yrityksellä on toimipaikkoja 12 paikkakunnalla eri puolilla Suomea, ja se on laser- ja vesileikkauksen alihankintatöiden suurimpia yrityksiä Suomessa. ( HT-Lasertekniikka Oy.) HT-Lasertekniikka Oy on laser- ja vesileikkauksen johtava asiantuntija. Yrityksellä on alansa monipuolisin laitevalikoima ja suurin kapasiteetti Suomessa. HT-Lasertekniikan toiminnan lähtökohtana ovat asiakaskohtaiset kokonaisratkaisut. Yritys toimii järjestelmätoimittajana palvellen laajaa asiakaskuntaa. Toiminnan laatua vahvistavat ISO ja ISO standardien mukaiset sertifioidut laatu- ja ympäristöjärjestelmät. HT-Lasertekniikka Oy:n konekantaan kuuluvat mm. Trumatic L6050- laserleikkauskone (kuva 1), joka soveltuu suurille kappaleille. Pöydän koko on 2 x 6 m, teho 5 kw, leikkauspaksuus 25 mm (rakenneteräs) ja 20 mm (ruostumatonteräs). Kuva 1. Trumatic L6050-laserleikkauskone (HT-Lasertekniikka) Schuler-laserleikkauskone. Pöydän koko on 3 x 6 m, teho 5 kw, leikkauspaksuus 20 mm (rakenneteräs) 10 mm (ruostumaton teräs), viisteleikkaus (kuva 2) 45 /12 mm & 30 /15 mm (rakenneteräs), 45 /5 mm & 30 /8 mm (ruostumaton teräs).
 Schuler-laserhitsauskoneen (kuva")

8 8(47) Kuva 2. Schuler-laserleikkauskoneen viisteleikkaus (HT-Lasertekniikka) Schuler-laserhitsauskoneen (kuva 3) työala on 3 x 6 x 0,6 m, jatkopöydällä hitsattavan kappaleen maksimi pituus 12 m, teho 5 kw, tunkeuma päittäisliitoksessa on 6-8 mm materiaalista riippuen ja siinä on optinen railonseuranta (piena-, nurkka- ja päittäisliitos). Kuva 3. Schuler-laserhitsauskone (HT-Lasertekniikka)
 sisältää hitsausrobotin OTC AX-MV6L, jossa on 6 servoakselia, toistotarkkuus 0,1 mm, ulottuvuus r = 2010 mm, sekä digitaalisen pulssi-invertterihitsauskoneen, robotissa on")
9 9(47) HT-Lasertekniikan ensimmäinen robottihitsausasema on otettu käyttöön vuonna 2004 Haapamäen tuotantoyksikössä. Hitsausrobottisolu (kuva 4) sisältää hitsausrobotin OTC AX-MV6L, jossa on 6 servoakselia, toistotarkkuus 0,1 mm, ulottuvuus r = 2010 mm, sekä digitaalisen pulssi-invertterihitsauskoneen, robotissa on myös railon haku ja seuranta. Solussa on 2 kpl L-pöytää joiden käsittelykyky on 1000 kg, maksimi kappaleen halkaisija 2500 mm, 2 servoakselia/pöytä, pöydän kallistuskulma ±180. Etäohjelmoinnissa on käytössä Ultra-Arc ohjelmisto ja jigien suunnittelussa SolidWorks CADohjelma (HT-Lasertekniikka). Kuva 4. Hitsausrobottisolu (HT-Lasertekniikka) Toisen hitsausrobottiaseman yritys hankki syksyllä Uusi solu on perinteinen vaaka-akselin ympäri pyörähtävä kaksoisgrilliratkaisu. Robotti on OTC:n AX-V4L AP, jossa vesijäähdytys ja poltinkaapelit on kuljetettu ranteen läpi. Työalue on 3000 mm x Ø1200 mm / grilli. Ohjelmoinnissa käytetään samaa järjestelmää kuin vanhemmassa solussa (HT-Lasertekniikka).
10 10(47) 3 Robottihitsaus Tässä luvussa käsitellään robottihitsausta ja hitsauskiinnittimiä teoreettisesta näkökulmasta. Lisäksi käydään läpi turvallisuutta robottihitsauksessa. Hitsauskiinnittimien kohdalla perehdytään erityisesti automatisoidun ja robotisoidun hitsauksen kiinnittimien erityispiirteisiin. 3.1 Teollisuusrobotin määritelmä Kansainvälisen robottiyhdistyksen määritelmän mukaan robotti on uudelleen ohjelmoitavissa oleva monipuolinen vähintään, kolminivelinen mekaaninen laite, joka on suunniteltu liikuttamaan kappaleita, osia, työkaluja tai erikoislaitteita ohjelmoitavin liikkein monenlaisten tehtävien suorittamiseksi teollisuuden sovelluksissa. Uudelleen ohjelmoitavuus on siis olennaista, mutta nykyaikaisissa aistein ohjatuissa robottisovelluksissa tämä ei pelkästään riitä, vaan robotit on saatava muodostamaan tuotteiden suunnittelutiedoista ja ympäristömallista liikeratansa, jotka päivitetään prosessia tarkkailevien antureiden avulla (Suomen Robotiikkayhdistys 1992). Robottihitsauksessa robotin työkaluksi asennetaan hitsauspää ja langansyöttölaitteet sekä mahdollisesti railonseurantalaitteet. Hitsausrobotin pääosat ovat mekaaninen manipulaattori, hitsauslaitteisto ja ohjausjärjestelmä (Norrish 1992, 298). Tarkkuus on tärkeä ominaisuus, jolla voidaan vertailla eri robotteja. Toistotarkkuudella tarkoitetaan sitä tilastollista tarkkuutta, jolla robotin työkalupiste palaa opetettuun pisteeseen. Robotin absoluuttisella tarkkuudella tarkoitetaan sitä tarkkuutta, jolla robotti saadaan paikoittumaan robotin runkoon sidotussa koordinaatistossa. Absoluuttinen tarkkuus voi olla kymmeniä kertoja epätarkempi kuin toistotarkkuus.(suomen Robotiikkayhdistys 1992, 14). Muita valmistajien usein ilmoittamia robotin ominaisuuksia ovat työalueen profiili, nivelten suurimmat nopeudet, kantokyky ja paino. Suurimpana liikenopeutena voidaan myös ilmoittaa suurin työkalupisteen lineaarinopeus, mutta sillä ei ole käytännössä merkitystä robotin työkierroksen kestoon. Standardi ISO 9283 määrittelee robotin ominaisuuksien mittaamisen ja testauksen (Suomen Robotiikkayhdistys 1992, 14).
. Taulukko 1.")
11 11(47) Robotit voidaan nykyaikaisen käsityksen mukaan jaotella monella eri tavalla, usein liikeratojensa ja toisinaan niveltensä tai koordinaatistoperiaatteensa perusteella. Yleinen ryhmitelmä on jakaa robotit kuuteen eri ryhmään pääakseleiden mukaan, standardi SFS- EN ISO (Taulukko 1). Taulukko 1. Yleisimmät robottityypit ja niiden työkalu-alueet ISO 8373 mukaan (Suomen Robotiikkayhdistys 1999,12)
12 12(47) Robottihitsaus Robottihitsaus on nykypäivää useassa hitsaavassa konepajassa. Manuaalisesti hitsattaessa työkustannukset ovat usein jopa % valmistuksen kokonaiskustannuksista. Automatisoidulla ja robottihitsauksella pyritään pudottamaan työkustannuksia. Materiaalikustannukset ovat samaa luokkaa sekä automatisoidulla että manuaalisella hitsauksella. Robottihitsauksen etuna on myös hitsauksen tasalaatuisuus edellyttäen kuitenkin, että hitsausrailo on hyvin valmisteltu, hitsattavat kappaleet tasalaatuisia ja parametrit kohdallaan (Norrish 1992, 285). Yleisin ja monikäyttöisin hitsausrobotti on kiertyvänivelinen teollisuusrobotti vähintään kuudella vapausasteella. Kiertyvänivelisen hitsausrobotin etuja ovat joustavuus ja ulottuvuus vaikeisiin paikkoihin, toistotarkkuus, paikoitustarkkuus, resoluutio eli pienin mahdollinen inkrementointi sekä kappaleenkantokyky. Kiertyvänivelisen robotin etuihin kuuluu lisäksi mahdollisuus erittäin suureen työskentelyalueeseen. Hitsausrobotilta vaadittavia ominaisuuksia ovat muun muassa helppo ja nopea ohjelmoitavuus, nopeat siirtoliikkeet, hyvä liitettävyys (esimerkiksi oheislaitteet) ja suuri työalue. Hyvän lopputuloksen saavuttamiseksi myös hitsausnopeuden pitää pysyä vakiona ja robotin pitää kyetä pitämään hitsauspää halutussa asennossa koko työskentely alueella, vaikka rata olisi monimutkaisempikin. (Norrish 1992, 299) Hitsauslaitteisto Suoritettaessa kaarihitsausta teollisuusrobotilla työkaluksi asennetaan siihen soveltuva hitsauspää. TIG-hitsauksessa riittää kevyt hitsauspää, johon viedään virta ja kaasulinjat (Norrish 1992, 304). MIG/MAG-hitsaukseen tarvitaan lisäksi langansyöttölaitteisto. Hitsauspoltin on hieman TIG-poltinta raskaampi. Tasainen langansyöttö on erittäin tärkeää automatisoidun hitsauksen onnistumisen kannalta. Tästä syystä langansyöttölaitteisto olisi edullisinta sijoittaa mahdollisimman lähelle hitsauspäätä. Tämä ei kuitenkaan useimmiten ole kiertyvänivelisen robotin kantokyvyn puolesta mahdollista. Langansyöttölaitteisto voidaan asentaa käsivarren takaosaan. Toinen vaihtoehto on varustaa ulkoinen langansyöttölaite vetorullastolla, joka on sijoitettu juuri ennen hitsauspoltinta (Norrish 1992, 304).
 koostuu robotin lisäksi robottiohjaimesta, kappaleenkäsittelylaitteesta, hitsausvirtalähteestä, langansyöttölaitteesta, hitsauskiinnittimistä")
13 13(47) 3.2 Robottihitsausjärjestelmä Hitsausrobottiasema (kuva 5) koostuu robotin lisäksi robottiohjaimesta, kappaleenkäsittelylaitteesta, hitsausvirtalähteestä, langansyöttölaitteesta, hitsauskiinnittimistä eli jigeistä, polttimen puhdistus- ja langankatkaisulaitteesta, törmäyssuojasta sekä lankakelasta. Polttimenvaihtojärjestelmiä on myös käytössä (Hitsaustekniikka 2000, 5). Robottihitsauksessa tarvitaan ohjausjärjestelmä. Hitsattaessa tarvitaan aina ohjelma tai proseduuri, jonka mukaan hitsataan. Manuaalisessa hitsauksessa hitsaaja vastaa näistä. Robottihitsauksessa ohjausjärjestelmä toimii hitsauksen ohjaajana ja vastaa kaikista robotin liikkeistä. Ohjausjärjestelmä on mikroprosessoriohjattu. Hitsausohjelmat suoritetaan järjestelmän muistista (Howard & Helzer 2005). Kuva 5. Hitsausrobottijärjestelmä (Finnrobotics). (1) Robotti (7) Langansyöttölaite (2) Ohjain (8) Hitsauskaapeli (3) Opetusyksikkö (9) Kaapeli (4) Toimintapainikkeet (10) Lankateline (5) Hitsausvirtalähde (11) Kaasunsäädin (6) Hitsauspoltin

. Kuva 6.")
14 14(47) Yleisin kappaleenkäsittelylaite on kaksiakselinen, numeerisesti ohjattu pyörityspöytä. (kuva 6). Kaksiakselisten pöytien käytön rajoitus kappaleen koossa tulee vastaan painon kohdalla. Toinen yleisesti käytetty kappaleenkäsittelylaitteisto on grilli-tyyppinen yksiakselinen laitteisto (kuva 7). Tällöin työkappale kiinnitetään kahden pyörivän pöytälevyn väliin (Finnrobotics). Kuva 6. Kaksiakselinen pyörityspöytä (Finnrobotics) Kuva 7. Grillipöytä (Finnrobotics)
. Kuva 8. Hitsausvirtalähde (Kemppi PROMIG 540R) 3.")
15 15(47) Hitsausvirtalähteet (kuva 8) ovat mikroprosessoriohjattuja. Parametriensäätö mahdollisuudet ovat monipuoliset ja esiaseteltujen parametrikirjastojen avulla asetusten valinta helpottuu (Kemppi Oy). Kuva 8. Hitsausvirtalähde (Kemppi PROMIG 540R) 3.3 Robottihitsauksen ja käsihitsauksen vertailu Pyrittäessä hitsaavan tuotannon tehostamiseen siirtymällä käsihitsauksesta robotisoituun hitsaukseen on otettava huomioon investoinnin kustannukset ja hitsausprosessin optimointi. Robottihitsausaseman investointikustannukset ovat moninkertaiset verrattuna manuaalisiin hitsauslaitteisiin. Robotisoidun hitsauksen kaariaikasuhdetta tulisi täten nostaa lähes 90 %, jotta investoinnista tulisi kannattava. Hitsauksessa automatisointi mahdollistaa tasaisen laadun, mikäli hitsausparametrit ovat kohdallaan. Toisaalta taitava käsihitsaaja saa aikaan, olosuhteista riippuen, parhaimmillaan selvästi laadukkaampaa jälkeä. On myös sellaisia hitsauskohteita, joita robotilla ei ole mahdollista hitsata esimerkiksi vaikean sijainnin takia. Robotin heikkona puolena voidaan myös pitää sen standardisoitujen parametrien mukaista hitsaustyyliä. Robotti ei välttämättä havaitse railonseurannalla railossa esiintyviä tilavuuseroja tai muita vastaavia, jotka käsihitsaaja pystyy havaitsemaan ja kompensoimaan hitsatessaan. Kuitenkin jos hitsausrailo on hyvin valmisteltu ja esikäsitelty ja parametrit ovat kohdallaan, saadaan hitsausrobotilla usein aikaan paremmannäköinen ja laatuinen liitos kuin manuaalisesti hitsaamalla. (Hamilton Nicolas & Iso-Kuortti Juha, Tutkintotyö)
16 16(47) 4 Turvallisuus robottihitsauksessa Keskeinen vuorovaikutteiseen robotiikkaan liittyvä puute on ollut yhteistyön turvallisuus. Robotin ja ihmisen tuloksekas työskentely yhteistyökumppaneina on ollut turvallisuuden näkökulmasta vain harvoin mahdollista. Ihmiset ja robotit on vielä pääsääntöisesti pitänyt erottaa toisistaan kömpelöillä aidoilla ja turvalaitteilla. Tulossa olevat turvaohjaimet, robotin voiman tarkka hallinta ja monet uudet anturitekniikat antavat lupauksia uusista ihmisen ja robotin yhteistyön mahdollisuuksista. Insinöörikunnan haasteena on löytää uusia sovelluskohteita, joissa vuorovaikutteisen robotiikan mahdollisuudet voidaan tehokkaasti hyödyntää. (standardi ISO 10218) 4.1 Standardit Robotteihin liittyvät vaarat tunnetaan hyvin, mutta tietyn robottijärjestelmän vaarojen lähteet ovat usein ominaisia vain kyseiselle järjestelmälle. Vaaratekijöiden lukumäärä ja vaarojen tyypit riippuvat suoraan automaatioprosessin luonteesta ja järjestelmän monimutkaisuudesta. Näihin vaaroihin liittyvät riskit vaihtelevat riippuen käytettävästä robottityypistä ja sen käyttötarkoituksesta sekä sen asentamistavasta, ohjelmoinnista, käytöstä ja kunnossapidosta. (Standardi ISO 10218) Moottoreiden akseleiden, hammaspyörien, käyttöhihnojen, vivustojen tai vastaavien rakenneosien aiheuttamille vaaroille alttiiksi joutuminen on estettävä joko kiinteillä tai avattavilla suojuksilla. avattavien suojusten on oltava kytketyt vaarallisiin liikkeisiin niin, että vaaralliset liikkeet pysähtyvät, ennen kuin vaarakohtaan on mahdollista ulottua (Standardi ISO 10218). Robotin ohjausjärjestelmä on suunniteltava ja rakennettava siten, että kun robotti siirretään paikallisen kannettavan ohjausyksikön tai muun ohjelmointilaitteen ohjattavaksi, robotin liikkeiden käynnistäminen tai paikallisohjauksen valinnan muuttamisen on oltava estetty kaikista muista paikoista (Standardi ISO 10218). Kun robotissa on oltava turvallisuuteen liittyvä ohjausjärjestelmä, turvallisuuteen liittyvät osat on suunniteltava niin, että yksittäinen vika missä tahansa osassa ei johda turvatoiminnon menettämiseen. Kun yksittäinen vika ilmenee, turvatoiminto suoritetaan aina ja turvallinen tila on säilytettävä kunnes, havaittu vika korjataan (Standardi ISO 10218).
. Taulukko 2. Hätäpysäytystoiminnon ja suojauspysäytystoiminnon vertailu.")
17 17(47) Jokaisella robotilla on oltava suojauspysäytystoiminto ja itsenäinen hätäpysäytystoiminto. Nämä toiminnot on oltava mahdollista yhdistää ulkopuolisiin turvalaitteisiin. Taulukossa 2 esitetään hätäpysäytystoiminnon ja suojauspysäytystoiminnon vertailu (Standardi ISO 10218). Taulukko 2. Hätäpysäytystoiminnon ja suojauspysäytystoiminnon vertailu. Kun robottia ohjataan alennetulla nopeudella, robotin työkalun kiinnityslaipan ja työkalun keskipisteen nopeus ei saa ylittää arvoa 250 mm/s. Alempien nopeuksien kuin 250 mm/s valitseminen tulisi olla mahdollista. Alennetun nopeuden ohjaus on suunniteltava ja rakennettava niin, että minkä tahansa kohtuudella ennakoitavissa olevan virhetoiminnon sattuessa robotin työkalun kiinnityslaipan ja työkalun keskipisteen nopeus ei saa ylittää alennetun nopeuden raja-arvoa (Standardi ISO 10218). Kannettavassa ohjaus- tai ohjelmointilaitteessa on oltava standardin IEC :2005 kohdan 10.9 mukainen kolmiasentoinen sallintalaite, (kuva 9) joka jatkuvasti keskiasennossa pidettäessä sallii robotin liikkeen tai muut vaaraa aiheuttavat robotin ohjaamat toiminnot. Sallintalaitteen on täytettävä seuraavat suorituskykyominaisuudet: a) Sallintalaite voi olla osa kannettavaa ohjausyksikköä tai erillinen laite ja sen on toimittava kaikista muista liikkeiden ohjaustoiminnoista tai ohjauslaitteista riippumatta. b) Laitteen vapauttamisen tai sen painamisen ohi liikkeet sallivan keskiasennon on saatava aikaan vaaratekijöiden (esim. robotin liikkeen) lakkaaminen. c) Kun käytössä on useampi kuin yksi sallintalaite, liikkeet saavat olla mahdollisia vain, kun jokainen sallintalaite pidetään samaan aikaan keskiasennossaan. d) Sallintalaitteen putoaminen ei saa johtaa vikaantumiseen, joka voisi johtaa liikkeen sallimiseen. (Standardi ISO 10218)
18 18(47) Kuva 9. Kolmiasentoinen sallintalaite. (standardi ISO 10218) Kannettavassa ohjausyksikössä tai ohjelmointilaitteessa on oltava pysäytystoiminto. Laitteen ulkonäön on oltava hätäpysäytyslaite standardin ISO mukainen. Robotin automaattisen toiminnan käynnistäminen ei saa olla mahdollista käyttämällä vain kannettavaa ohjausyksikköä tai ohjelmointilaitetta. Suojuksilla ja turvalaitteilla erotetun tilan ulkopuolelta tehtävän erillisen vahvistuksen on oltava tarpeen ennen automaattisen toimintatavan käynnistämistä. (Standardi ISO 10218) Dynaamisella rajoittamisella tarkoitetaan robotin rajoitetun alueen automaattisesti ohjattua muuttamista robottijärjestelmän työkierron jonkin vaiheen aikana. Ohjauslaitteita, kuten esimerkiksi ohjauskappaleella vaikuttavia rajakytkimiä, valoverhoja tai ohjausjärjestelmän aktivoimia syrjään siirrettävissä olevia pysäytyskappaleita, voidaan käyttää robotin liikkeiden lisärajoitusten aikaan saamiseksi rajoitetun alueen sisällä robotin suorittaessa työohjelmaansa. Näihin toimintoihin liittyvän turvallisuuteen liittyvän ohjauksen on täytettävä standardin ISO :1999 luokan 3 vaatimukset. (Standardi ISO 10218)
19 19(47) 4.2 Käytäntö nykyisin ja tulevaisuudessa Nykyään valtaosassa robottisoluja turvajärjestelyt on hoidettu eristämällä robotti aidoin. Mikäli robotintyöalueelle tulee päästä, se tapahtuu valvotun (esim. valoverho tai - kenno) kulkuaukon kautta. Aidatun solun oven avaaminen tai kulkuaukon ohittaminen aiheuttavat robotin ja muiden toimilaitteiden pysähtymisen, tai välttämättä ovea ei edes saa auki, ennen kuin toimilaitteet ovat pysähtyneet. Tällaiset turvajärjestelyt ovat erittäin tehokkaita ja kohtuullisen yksinkertaisia. Ne palvelevat tarkoitustaan erittäin hyvin korkeasti automatisoiduissa ja optimoiduissa sovelluksissa, joissa ihmisellä ei ole mitään asiaa solun sisälle, kun kaikki toimii normaalisti (SAS julkaisusarja nro 34). Ihmisen ja robotin yhteistyöhön liittyy oleellisesti ihmisen sijainnin ja läsnä olon havaitseminen. Valokennoilla, valoverhoilla ja portteihin liitetyillä rajakytkimillä saadaan kyllä tieto, milloin ihminen on saapunut robotin lähelle, mutta ei hänen sijaintiaan (SAS julkaisusarja nro 34). Robottiympäristöön on tulossa uusia turvallisuustekniikoita. Kolme mielenkiintoisinta tekniikkaa ovat turvaohjaimet (robotin ohjaimeen integroitu turvajärjestelmä), robottien voiman hallinta (voimatakaisinkytkentä ja kevyet robotit) ja uudet anturitekniikat (esim. konenäkö ja "älykkäät" valoverhot). Nämä tekniikat ovat vasta kehittymässä, mutta jo nyt on nähtävissä, niiden merkitys tulevaisuuden turvallisuustekniikassa (Pilz GmbH&Co). Konenäköjärjestelmiä on kehitelty jo pitkään, ja esimerkiksi saksalainen Pilz valmistaa konenäköön perustuvaa turvalaitetta. SafetyEYE-turvakamerajärjestelmä (kuva 10) muodostuu kolmesta komponentista; tunnistinyksiköstä, tehokkaasta tietokoneesta ja turvaohjauksesta. Kolmesta kamerasta koostuva tunnistinyksikkö lähettää kuvatiedot valvottavasta tilasta. Robottityöpiste on täysin avoin, tunnistinyksikkö on työpisteen yläpuolella, josta se valvoo robotin koko työaluetta. Vilkaisu monitoriin näyttää, että käytössä on turvatekniikkaa, kameroiden kuvaa peittävät värikkäät läpikuultavat kuutiot ja suorakulmiot kolmiulotteiset suoja- ja varoitusalueet. Nämä alueet ilmaisevat tilat, joissa robotti liikkuu työvaiheiden aikana. Vaara-alueet on määritelty virtuaalisena verhokäyränä, joka kattaa varoitus- ja suoja-alueet. Vain näille alueille tunkeutuvat kohteet ovat mahdollisessa vaarassa. Suoja-alueen rikkominen ei aiheuta automaattisesti hätäpysäytystä. Jos työntekijä tulee virtuaaliselle suoja-alueelle kohdassa, jonka robotti saavuttaa vasta useamman sekunnin kuluttua, ohjaustekniikka huolehtii siitä, että robotti
. Kuva 10.")
20 20(47) jatkaa liikettään erittäin alhaisella nopeudella. Jos työntekijä varoitussignaalin kuultuaan poistuu vaara-alueelta, robotti jatkaa työtään normaalinopeudella. Hätäpysäytys aktivoituu vasta sitten, kun työntekijä astuu välittömälle vaara-alueelle. (Pilz GmbH & Co). Kuva 10. Turvakamerajärjestelmä (Pilz SafetyEYE) Laserskanneri on erittäin monipuolinen optinen anturi, jota voidaan käyttää ihmisen havaitsevaksi turvalaitteeksi. Sen valvoma alue on kaksiulotteinen, ja se tunnistaa havaitsemansa kohteen etäisyyden lisäksi myös sen sijainnin. Se soveltuu myös raajojen pääsyn estämiseen vaarallisen koneen alueelle. Laserskannerin toiminta perustuu lähetetyn valonsäteen palautumiseen kohteesta siitä heijastuttuaan ja siihen kuluvan ajan mittaamiseen. Laservalonsäde heijastetaan ja levitetään pyörivän peilin avulla tarkasteltavalle alueelle, jonka koko ja muoto voidaan laitteen valmistajasta riippuen määrätä kohtuullisen vapaasti. Peilin kääntökulman avulla skanneri määrittää, missä suunnassa kohde on. Kiinteiden rakenteiden aiheuttamien katvealueiden välttämiseksi voidaan käyttää useampaa laserskanneria ja siten parantaa turvallisuutta sekä tarkkuutta. Referenssipintojen käytöllä voidaan valvoa esimerkiksi oven karmien rajaamaa aluetta (SAS julkaisusarja 34).
21 21(47) 5 Hitsauskiinnittimet Kappaleessa käsitellään automatisoituun hitsaukseen tarkoitettuja hitsauskiinnittimiä. Automatisoidussa hitsauksessa kiinnittimen vaatimukset ovat huomattavasti korkeammalla kuin käsinhitsauksessa. Kiinnittimen tarkkuudesta riippuu suoraan hitsatun tuotteen tarkkuus. 5.1 Kappaleen kiinnitystavat Automatisoitu hitsaus vaatii yleensä hitsattavien osien paikoittamista toistuvasti samaan asentoon. Paikoituksen tarkkuutta vaaditaan erityisesti silloin, kun käytössä ei ole railonhaku- tai seurantalaitteita (MET 16/88, 1988). Kappaleen hitsaaminen kiinnittimen avulla voidaan järjestää ainakin seuraavilla kolmella tavalla: (MET 16/88, 1988) 1. Kappale silloitetaan manuaalisesti silloituskiinnittimessä. Tämän jälkeen kappale asetetaan toiseen, varsinaiseen hitsauskiinnittimeen. 2. Kappale silloitushitsataan robotilla kiinnittimessä. Tämän jälkeen joitakin kiinnittimen osia poistetaan jotta saadaan hitsattua kappale loppuun. 3. Osat paikoittuvat kiinnittimeen automaattisesti ja kappale hitsataan kerralla valmiiksi. Silloituskiinnittimen käyttö on tarpeellista, jos kappaleen valmistukseen liittyy luoksepäästävyys ongelmia. Silloituskiinnittimen käyttö kuitenkin lisää työvaiheita valmistusprosessissa ja saattaa pidentää läpimenoaikaa. (MET 16/88, 1988)
22 22(47) 5.2 Hitsauskiinnittimen vaatimukset Hitsauskiinnittimen suunnittelussa tärkeitä huomioon otettavia asioita ovat muun muassa (MET 16/88, 1988). mittatarkka rakenne yksiselitteinen paikoittaminen luoksepäästävyys optimaalinen hitsausasento oikean railogeometrian saavuttaminen tukeva kiinnitys hitsauslämmön vaikutuksen huomioon ottaminen esitaivutus ja esijännitys helppo ja nopea asetus nopea ja tarkka uudelleen asetus kappaleenkäsittelylaitteeseen keveys kulumisen huomioon ottaminen kiinnityspisteissä roiskeiden ja epäpuhtauksien vaikutusten poistaminen maadoitus työturvallisuus. Yksinkertainen lataus ja purku ovat hyvän kiinnittimen avainseikat ja jalostamattomien työvaiheiden vähentäminen tuleekin olla kiinnittimen tarkoitus. Kappaleen muodonmuutokset on ehdottomasti otettava huomioon suunnittelussa, ettei synny niin sanottua lukittuvaa rakennetta. Joissain yksinkertaisissa tapauksissa kappaleen lämpölaajenemista voidaan simuloida. Muodonmuutokset on myös otettava huomioon lopullisen kappaleen mittatarkkuudessa (Korhonen & Neuvonen 1999, 27).
23 23(47) 5.3 Hitsauskiinnittimen suunnittelu Hitsauksen kannalta tärkeimmän, hitsauskiinnittimen, tärkein tehtävä on yksinkertainen: varmistaa hitsattavan tuotteen mitta- ja muototoleranssien toteutuminen. Hitsauskiinnittimen suunnittelu on sen tehtävää monimutkaisempi asia. Suunnittelijan on huomioitava mm. tuotteen kokoamisjärjestys ja vaiheet, hitsauksen aiheuttamien jännitysten ja muodonmuutosten vaikutus ja hitsauksen ulottuvuus. Lisäksi tuotteen kokoaminen ja irrottaminen kiinnittimestä tulisi olla nopeaa ja helppoa. Joustavassa hitsausautomaatiossa osa hitsauskiinnittimen tehtävistä ja haasteista siirtyy kappaleenkäsittelyrobotille ja sen työkaluille eli robottitarraimille. Hitsauskiinnittimen suunnittelu vaatii tiedon lisäksi kokemusta. Hitsaustekniikan laboratorio mahdollistaa suunnittelun lisäksi kiinnitinratkaisujen testauksen. Käytännön testaustoiminnan lisäksi myös virtuaalimallinnus antaa työkaluja kiinnitinsuunnittelun tarpeisiin (Hamilton Nicolas & Iso- Kuortti Juha, Tutkintotyö). 5.4 Esimerkkejä hitsauskiinnittimistä Hitsattavien kappaleiden koko ja muoto vaihtelevat laidasta laitaan hitsaavassa teollisuudessa. Tästä johtuen yleispätevän hitsauskiinnittimen valmistaminen on mahdotonta. Yleensä hitsauskiinnittimen komponentit toimitetaan erikseen ja niistä räätälöidään tietylle tuotteelle sopiva kiinnitin. Tuotannon kannalta on edistysaskel, jos useammanlaisia tuotteita voidaan hitsata samalla kiinnittimellä. Usein tämä on mahdollista suunnittelemalla muodoltaan samankaltaisia tuoteperheitä eikä niinkään kiinnittimen suunnittelulla (MET 16/88, 1988).
24 24(47) 6 Etupohjapanssarin hitsauskiinnittimen suunnittelu Tässä työn osuudessa keskitytään etupohjapanssarin hitsauskiinnittimen suunnitteluun yrityksen tarpeisiin. Pohjapanssarien tuotannon automatisoinnilla pyritään valmistusajan lyhentämiseen ja kustannussäästöihin. 6.1 Lähtötilanteen analysointi Kappaleessa on kartoitettu hitsauskiinnittimen suunnitteluun tarvittavia lähtötietoja. Valmistettava tuote on Ponssen metsäkoneen etupohjapanssari P067. Etupohjapanssarin kaikki hitsaukset tehdään tällä hetkellä käsin. Suunnitelmana on siirtyä käyttämään tuotannossa robottihitsausasemaa Valmistettava tuote Etupohjapanssarin (kuvat 11 ja 12) osat laserleikataan ja särmätään valmiiksi HT- Lasertekniikan omissa tuotantotiloissa, joten osien mittatarkkuuteen voidaan helposti vaikuttaa. Itse panssari osa on 8 mm vahvaa kulutuslevyä (hardox 400), joka asettaa kiinnittimelle omia erityisvaatimuksia. Etupohjapanssariin kuuluvien saranoiden hitsaus jätettiin robottihitsauksen ulkopuolelle, koska kulutuslevyyn tehtävän suuren esitaivutuksen takia saranoiden asennon mittatarkkuutta ei saataisi riittäväksi. Kaikki I-railot hitsataan ympäriinsä ja kulutuslevyyn hitsattavat osat pienasaumalla (a-mitta 3 mm) katkohitsinä. Tällöin sauman pituus on 60 mm ja väli 60 mm. Etupohjapanssarin ulkomitat ovat 1661x762 mm korkeus 73 mm.

25 25(47) Kuva 11. Ponssen etupohjapanssari PO67 Kuva 12. Piirustus etupohjapanssarista


26 26(47) Laitteisto Hitsausrobotin tyyppi on Almega AX-V4L AP (kuva 13). Robotin ominaisuuksia, akseleita on 6 kpl ja kuormankantokyky 4 kg, ulottuvuutta robotilla on 2008 mm sen toistotarkkuus ±0,1 mm ja paino 270 kg. Robotin liikeratoja on esitetty kaaviokuvassa 14. Kuva 13. Almega AX-V4L AP Kuva 14. Almega AX-V4L AP:n liikeradat (Finnrobotics)

27 27(47) Kappaleen käsittelylaitteisto muodostuu Finnroboticsin valmistamasta kaksoisgrillipöydästä (kuva 15). Modulaarisen rakenteen ansiosta grillissä voidaan käyttää standardikomponentteja ja pöytiä muuntelemalla saadaan asiakkaan toivoma ratkaisu. Hitsauspöytään voidaan liittää myös lineaarisia liikeakseleita. Pöydän akseleita voidaan liikuttaa täysin synkronisesti robotin akseleiden kanssa. Näin varmistetaan optimaaliset hitsausarvot, paras mahdollinen laatu ja tehokas, tuottava hitsaus. Kuva 15. Kaksoisgrillipöytä Kaksoisgrillipöydän hitsauskiinnittimen kiinnitysrungon (kuva 16) koko on 600 x 2840 mm. Pöydässä mahtuu pyörimään kappale, jonka pyörähdyshalkaisija on 1000 mm. Kiinnitysrungossa on kohdistus nastat joihin hitsauskiinnitin saadaan asennettua nopeasti ja tarkasti. Kiinnitysrunkoon voidaan myös asentaa useampia hitsauskiinnittimiä.
28 28(47) Kuva 16. Kiinnitysrunko OJ T06142 (HT-Lasertekniikka) Robottisolun simulointikuvasta (kuva 17) pääsee hyvin perille, kuinka kaksoisgrillipöytää käytetään tuotannossa. Sillä aikaa, kun robotti hitsaa kappaletta, voidaan pöydän toisella puolella suojaseinän takana irrottaa valmis kappale hitsauskiinnittimestä ja ladata uudet osat paikoilleen. Lukitsemisen jälkeen pöytä on valmis uuteen pyörähdykseen.

29 Kuva 17. Robottiasema (HT-Lasertekniikka) 29(47)

30 30(47) 6.2 Hitsauskiinnittimen vaatimukset Kiinnitinsuunnittelun lähtökohtana voidaan pitää ns sääntöä. Jokaisella kiinnitettävällä kappaleella on kuusi vapausastetta (kuva 18). Vapausasteiden määrä tulee kappaleen mahdollisista translaatio- ja rotaatiomahdollisuuksista kaikkien kolmen pääakselin suhteen. Nämä vapausasteet pitää pyrkiä rajoittamaan siten, että kappale on aina turvallisesti kiinnitettynä hitsaustapahtumasta riippumatta. Säännön mukaan tukipisteiden lukumäärää ja paikkaa valittaessa tulee ottaa huomioon, että suurin määrä tukipisteistä sijoitetaan suurimmalle paikoitettavalle pinnalle. Kuva 18. Kappaleen vapausasteet (Suomen Robotiikkayhdistys ry) Hyvin suunnitellun hitsauskiinnittimen vaatimukset ovat seuraavat: - Tuotteen hitsattavat osat ovat robotin ulottuvilla. - Kiinnitin ei rajoita robotin hitsausaluetta. - Hitsauksen paluuvirran reitti on varma ja harkittu. - Robotin ei tarvitse suorittaa turhia väistöliikkeitä kiinnittimestä johtuen. - Pystytään hitsaamaan edullisissa hitsausasennoissa. - Hitsattava kappale voidaan poistaa esteettömästi.

31 31(47) Kaikkia hyvän kiinnittimen ominaisuuksista ei aina pystytä toteuttamaan. Rakenteet ovat joskus niin mutkikkaita, että esim. väistöliikkeitä on mahdoton välttää ja myös kiinnitin saattaa joskus rajoittaa hitsausaluetta. Hitsauksessa on aina vaarana, että aiheutuu lämpöjännityksiä ja vetelyä. Hitsauskiinnittimellä ei pystytä poistamaan hitsausmuodon muutoksia, mutta niitä yritetään ohjata hallitulla tavalla. Kappaleen vetelyihin voidaan kuitenkin vaikuttaa etukäteen kompensoimalla niitä sopivalla esiasettelulla, hitsausjärjestyksen suunnittelulla, esitaivutuksella ja - jännityksellä. 6.3 Hitsauskiinnittimen kehittely Hitsauskiinnittimen suunnittelun lähtökohdaksi otettiin se tilanne, että kiinnittimessä on putkirunko, jonka leveys on sama kuin kaksoisgrillin kiinnitysrungon OJ T06142 leveys. Tällöin kiinnitysrungossa olevien kohdistusnastojen avulla saadaan hitsauskiinnitin asennettua aina tarkasti samalle kohdalle (kuva 18). Kiinnittimen pituus on oltava riittävä hitsattavalle kappaleelle. Kuva 18. Kohdistus palojen (4 kpl) heppaus kiinnitysrungon päällä.
32 32(47) Hitsattavan kappaleen tukipisteiksi valittiin pohjalevyn päätyreikä sekä toinen pitkä sivu, johon myös maadoitus johdetaan, sekä levyn alapuoli (kuva 19). Kuva 19. Punaisella värillä merkityt kappaleen tukipisteet. Levyn alapuolen tukipisteiden on oltava säädettäviä, että saadaan haettua pohjalevylle riittävä esitaivutus. Poikkitueksi valittiin 3 kpl lattatanko joissa on säätönastat (kuva 20). Kuva 20. Poikkituki OJ T06144 (HT-Lasertekniikka)



33 33(47) Esimerkkejä kiinnitysmekanismeista ovat ruuvit, mekaaniset puristimet, hydraulisylinterit ja paineilmasylinterit. Ruuvi on yksinkertaisin ja edullisin kiinnitysmekanismi. Sen haittapuolena on kuitenkin kiinnitykseen kuluva pidempi aika verrattuna muihin menetelmiin. Haittapuolena on myös huono käytettävyys etenkin ahtaissa paikoissa. Tähän työhön valittiin vipuperiaatteella toimivia AMFO-pikakiinnittimiä (kuva 21), joita on useita eri malleja ja joista löytyy myös riittävän puristusvoiman omaavia kiinnittimiä. Kuva 21. Hitsauskiinnittimessä käytettyjä EMFO-pikakiinnitinmalleja. Hitsattavan kappaleen pohjalevyn päälle tulevien jäykisteiden tukemiseksi tehtiin erillinen saranoitu putkikehikko (kuva 22). Kehikkoon sijoitettiin pikakiinnittimet, joilla jäykisteet saatiin puristettua paikoilleen.
. Kuva 23.")
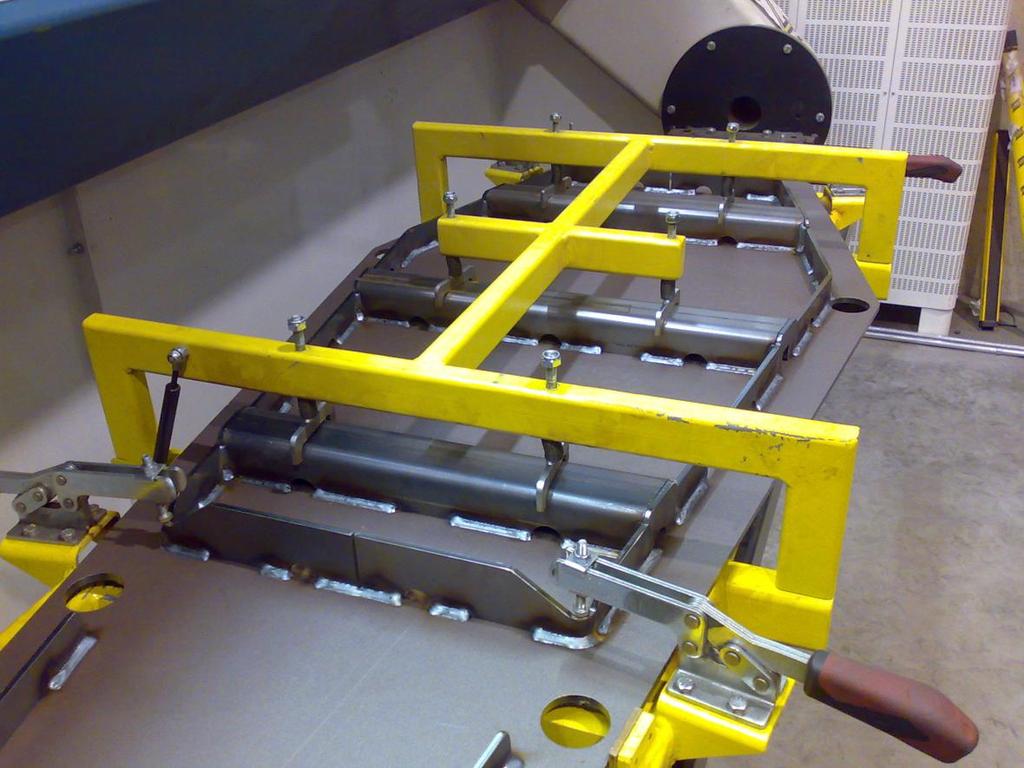
34 34(47) Kuva 22. Hitsauskiinnittimen yläkehikko Jäykistyslattojen asennusta varten pohjalevyssä on kohdistuskolot (kuva 23) ja vastaavasti latoissa kohdistusnastat. Kappaleen takaosan lattojen paikallaan pitämiseksi yläkehikossa on säädettävät tapit ja etuosan lattoja puristetaan pikakiinnittimillä (kuva 24). Kuva 23. Pohjalevyn kohdistuskolot
 koekäytössä tuli esille seikkoja, jotka täytyi korjata ennen kiinnittimen tuotantoon siirtämistä.")
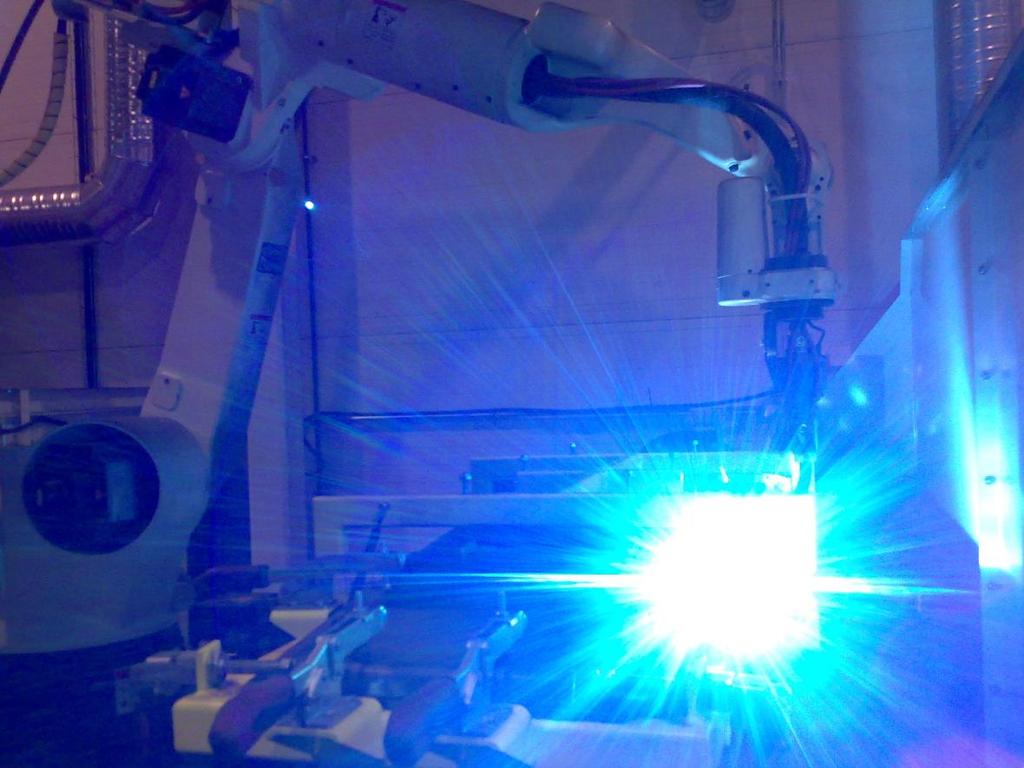
35 35(47) Kuva 24. Jäykistyslattojen tuenta. 6.4 Hitsauskiinnittimen koekäyttö Hitsauskiinnittimen (kuva 25) koekäytössä tuli esille seikkoja, jotka täytyi korjata ennen kiinnittimen tuotantoon siirtämistä. Pohjalevyn esitaivutus oli niin suuri, että jäykistelatat irtosivat levystä. Taivutuksesta johtuen U-jäykisteiden tuenta pikakiinnikkeillä oli hankalaa. Myös yläkehikko oli liian monimutkainen, ja se rajoitti robotin hitsausaluetta. Robotti joutui tekemään myös turhia väistöliikkeitä kiinnittimestä johtuen.


36 36(47) Kuva 25. Hitsauskiinnittimen koekäyttö 6.5 Hitsauskiinnittimen muutostyöt Koekäytön perusteella saatujen kokemusten perusteella kevennettiin yläkehikon rakennetta (kuva 26), muutettiin U-jäykisteen tuenta jousikuormitteiseksi (kuva 27) ja vaihdettiin jäykistelatan tuenta siten, että pikakiinnittimet puristavat lattaa nurkkakohdista pohjalevyä kohti (kuva 28). Kuva 26. Kevennetty yläkehikko.


37 37(47) Kuva 27. U-jäykisteen jousikuormitteinen tuenta. Kuva 28. Jäykistelatan tuenta.
38 38(47) 6.6 Hitsauksen simulointi Yksi merkittävä tapa nostaa robotin taloudellisuutta on simulointi ja etäohjelmointi. Jos ohjelmat robotin sijasta tehdään tietokoneella, saadaan robotin tuotantotunteja lisättyä huomattavasti. Lisäksi nopea ja edullinen ohjelmointi mahdollistaa robotiikan käytön myös lyhyiden ja vaihtuvien tuotesarjojen osalla. Offline-ohjelmoinnilla tarkoitetaan ohjelmointia, jossa koko ohjelmointiprosessi, nimensä mukaisesti, suoritetaan etätyönä erillisessä ohjelmointijärjestelmässä. Offlineohjelmointijärjestelmä, suomeksi etäohjelmointijärjestelmä on usein osa tuotantolaitoksen suunnittelu- ja valmistusjärjestelmää. Etäohjelmointi vaatiikin PC-koneen, 3D CAD-ohjelmiston ja tietoliikenneyhteydet. Robotin tulee olla varusteltu tiedonsiirtoohjelmistolla, soluohjaimella tai massamuistiohjelmalla robottiohjelmien tallentamiseksi, railonseurannalla ja haulla, sekä kalibrointipiikillä. Tällaisessa integroidussa järjestelmässä robotin ohjelmointi on yksi osa yhtenäistä valmistusprosessia ja ohjelma saa esimerkiksi käsiteltäviä kappaleita koskevat perustiedot ja geometriset muodot suoraan järjestelmästä. Robotti ohjelmoidaan tavallisesti opettamalla sille liikeradat ja taltioimalla ohjelman radat pisteittäin. Offline-ohjelmointi perustuu myös paikoituspisteisiin, perinteisen ohjelmoinnin tapaan. Niiden ero on se, että paikoituspisteet on luotu etukäteen ennen ohjelmointia Offline-ohjelmoinnissa. Offline-ohjelmoinnissa tarkkuutta määritellään paikoitustarkkuuden ja simulointitarkkuuden avulla. Offline-ohjelmoinnin suuri etu on se, että kappaleen valmistusprosessi pystytään simuloimaan. Tämä vähentää koeajojenmäärää ja liikeradan virheet tulevat esille jo simulointivaiheessa. Myös tuotteen valmistamiseen tarvittavat oheislaitteet voidaan simuloida. Tuotantoa ei siis tarvitse pysäyttää silloinkaan, kun oheislaitteita testataan. Simuloimalla oheislaitteet voidaan varmistaa oheislaitteiden soveltuvuus ennen valmistusta. Onnistunut etäohjelmointi edellyttää ohjelmoijalta ammattitaitoa, mutta ennen kaikkea kaikkien mallien suurta tarkkuutta. Suurimmat ongelmat liittyvätkin lähes aina mallien, tuotantosolujen, robottien tai työntekijöiden epätarkkuuteen. Kaikkien järjestelmän laitteiden tulee myös toimia varmasti annetulla tavalla. Simulointimallin (kuvat 29 ja 30) ollessa valmis järjestelmä kalibroidaan. Mikäli layout on suunniteltu rakennettavaan soluun, tulee solu rakentaa suunnitelman mukaan erittäin tarkasti ja noudattaa annettuja toleransseja, jotta simulointi täsmää ja vältytään turhilta törmäyksiltä ja ulottuvuusongelmilta. Kalibrointi tehdään yleensä vain kerran.

 Kuva 30. Haapakoski)")
39 39(47) Kuva 29. Hitsauksen simulointi (HT-Lasertekniikka, Tero Haapakoski) Kuva 30. Hitsauksen simulointi (HT-Lasertekniikka, Tero Haapakoski)
40 40(47) 7 Saavutettavat edut tuotannossa Luvussa on arvioitu tuotannossa saavutettavia etuja siirryttäessä osittain automatisoituun hitsaukseen. Lisäksi on arvioitu kiinnittimen valmistukseen ja käyttöön ottoon liittyviä kustannuksia. 7.1 Läpimenoaika HT-Lasertekniikan hitsaus solussa on käytössä kaksoisgrillipöytä, jolloin robotin hitsatessa kappaletta pöydän toisella puolella voidaan työskennellä ja irrottaa valmis hitsattu kappale sekä ladata uudet osat kiinnittimeen. Tällöin kappaleen läpimenoaika on sama kuin osan irrotus- ja kiinnittimen uudelleenlatausaika. Työskentely edellyttää että käytössä on kaksi samanlaista hitsauskiinnitintä tai pöydän joka toisella kierroksella hitsataan jokin toinen kappale, joka on suunniteltu hitsattavaksi robottisolussa ja jolla on oma hitsauskiinnittimensä. 7.2 Kustannukset Kiinnittimen käyttöönoton kustannuksiin vaikuttavia tekijöitä ovat, kiinnittimen suunnittelu-, materiaali- ja valmistuskustannukset sekä robottiaseman uudelleen ohjelmointi valmistettavalle kappaleelle. Käyttöönoton kustannuksiin täytyy laskea myös aika, joka kuluu pohjalevyn esitaivutuksen saamiseksi oikeaksi, pohjalevyn täytyy olla suora hitsauksen ja jäähtymisen jälkeen.
41 41(47) 8 Yhteenveto Työn tavoitteena oli etsiä toimiva malli hitsauskiinnittimeksi yrityksessä ennestään käsinhitsatulle pohjapanssarille. Kiinnittimen suunnittelu aloitettiin teoreettisesta näkökulmasta. Teoriaosuudessa selvitettiin robottihitsauksen perusteita ja toimivan hitsauskiinnittimen ominaisuuksia. Työn käytännön osuuden tavoitteena oli valmistaa hitsauskiinnitin etupohjapanssarin hitsaukseen. Käytännön osuudessa kartoitettiin lähtötietoja eli yrityksen tarpeita ja käytössä oleva laitteisto. Aluksi ideoitiin erilaisia malleja kiinnittimelle, joista valittiin jatkokehiteltävä malli. Alkuvaiheessa todettiin, että kiinnittimeen on tehtävä erillinen saranoitava yläkehikko, jolla saadaan pysymään U-jäykisteet paikallaan. Ensimmäisen valmistetun hitsauskiinnittimen koekäytössä huomattiin, että yläkehikko rajoitti liikaa robotin hitsausaluetta. Myös U-jäykisteiden tuenta oli hankala säätää kohdalleen pohjalevyn suuren esitaivutuksen takia. Niin siis yläkehikkoa kevennettiin ja U-jäykisteiden tuenta muutettiin jousikuormitteiseksi. Myös tukilattojen tuentaa muutettiin siten, että saatiin latat pysymään pohjalevyssä kiinni. Simuloinnin perusteella kappaleen hitsaaminen kiinnittimen avulla on mahdollista. Hitsauskiinnitin on käytössä HT-Lasertekniikan Vieremän tehtaalla (kuvat 31 ja 32). Hitsausrobottisolun käytön kannalta toimiva hitsauskiinnitin on ratkaiseva, joten hyvän kiinnittimen suunnittelu vaatii paljon kokemusta hitsausroboteista. Käytännön kokemus työskentelystä hitsausrobottisoluissa olisi hyödyksi suunnittelijalle hitsauskiinnittimien valmistuksessa.

42 42(47) Kuva 31. Hitsauskiinnitin robottisolussa Kuva 32. Hitsauskiinnitin robottisolussa
43 43(47) Lähdeluettelo Automatisoidun kaarihitsauksen huomioonottaminen tuotteen suunnittelussa, 1988, Metalliteollisuuden keskusliitto, Tekninen tiedotus 16/88, ,45s Finnrobotics [online] [viitattu ]. Saatavilla Haapakoski, Tero. HT-Lasertekniikka. Keskustelut syksyllä 2008 Keuruu. Hamilton, Nicolas & Iso-Kuortti, Juha. Tutkintotyö: Etäohjelmoinnin hyödyntäminen ja kehittäminen raskaiden teräsrakenteiden robottihitsauksessa, TAMK, Tampere, 2002 Howard B, Cary & Helzer, Scott C. Modern welding technology. Columbus, Ohio: Pearson Prentice Hall, Hiltunen, Esa & Anvar, Naams. Robottihitsauksen faktat ja fiktiot Suomessa. Hitsaustekniikka 5/2000 HT-Lasertekniikka OY [online] [viitattu ]. Saatavilla Kemppi Oy [online] [viitattu ]. Saatavilla Korhonen, A. & Neuvonen, S. Kiinnittimen virtuaalisuunnittelu, [Lehtiartikkeli] Hitsaustekniikka 6/1999 s 24-27, Suomen Hitsausteknillinen Yhdistys r.y. Lahti 1999 ISSN ,63s. Norrish J. Advanced Welding Processes, Institute of Physics Publishing, Bristol UK 1992, ISBN , 375 s. Pilz GmbH & Co. [online] [viitattu ]. Saatavilla Pursiainen Lari. Teollisuussuodattimen kehikon hitsauskiinnittimen suunnittelu robotti hitsausasemaan Larox Oy:lle. Kandidaattityö. Lappeenrannan teknillinen yliopisto. Lappeenranta SFS-EN ISO Teollisuusrobotit. Turvallisuusvaatimukset. Suomen Robotiikkayhdistys Ry, Robotiikka, Talentum OYJ/Metallitekniikka, Vantaa 1999, ISBN , 188 s. Mäkelä Seppo, Opinnäytetyömateriaali, TAMK, Tampere 2008.
44 44(47) Liiteluettelo Kuvia hitsauskiinnittimestä HT-Lasertekniikka Oy:n Vieremän tehtaalta 3 sivua. (Tero Haapakoski)


45 45(47)

46 46(47)

47 47(47)
Robottien etäohjelmointiprojektin toteutus
 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Teollisuussuodattimen kehikon hitsauskiinnittimen suunnittelu robottihitsausasemaan Larox Oy:lle
 TEKNILLINEN TIEDEKUNTA KONETEKNIIKAN OSASTO VALMISTUSTEKNIIKAN LAITOS Hitsaustekniikan kandidaatintyö Teollisuussuodattimen kehikon hitsauskiinnittimen suunnittelu robottihitsausasemaan Larox Oy:lle Ohjaajat:
TEKNILLINEN TIEDEKUNTA KONETEKNIIKAN OSASTO VALMISTUSTEKNIIKAN LAITOS Hitsaustekniikan kandidaatintyö Teollisuussuodattimen kehikon hitsauskiinnittimen suunnittelu robottihitsausasemaan Larox Oy:lle Ohjaajat:
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
11/24/2011. MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen
 MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
Robotiikan tulevaisuus ja turvallisuus
 Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Robotiikan tulevaisuus ja turvallisuus NWE 2014 Satelliittiseminaari 4.11.2014 Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Robottiturvallisuus? Kohti ihmisen ja
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla. Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia
 Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku
 Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS
 MASINA loppuseminaari 14.5.2008 Tampere talo Timo Malm VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS PUOLIAUTOMAATIORATKAISUT IHMINEN KONE JÄRJESTELMISSÄ (PATRA) Kesto: 5/2006 12/2007 Resurssit: n. 39 htkk;
MASINA loppuseminaari 14.5.2008 Tampere talo Timo Malm VUOROVAIKUTTEISEN ROBOTIIKAN TURVALLISUUS PUOLIAUTOMAATIORATKAISUT IHMINEN KONE JÄRJESTELMISSÄ (PATRA) Kesto: 5/2006 12/2007 Resurssit: n. 39 htkk;
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA. Kemppi K5 Hitsauslaitteet. KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta
 KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
Aki Leppälä 28.5.2010 2
 28.5.2010 1 VIRTUTEK 2008 -hankkeen uudenlaisella toimintatavalla mahdollistetaan raskaan koulutusympäristön siirtäminen eri koulutuksen järjestäjän/yrityksen tiloihin. Kaikki toimet kohdistuvat koulutuksen
28.5.2010 1 VIRTUTEK 2008 -hankkeen uudenlaisella toimintatavalla mahdollistetaan raskaan koulutusympäristön siirtäminen eri koulutuksen järjestäjän/yrityksen tiloihin. Kaikki toimet kohdistuvat koulutuksen
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Helppokäyttöistä ja joustavaa robotiikkaa
 Helppokäyttöistä ja joustavaa robotiikkaa Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Takeoff! Seminaari, Savonia, Kuopio Jyrki Latokartano - Takeoff! Robottiautomaation
Helppokäyttöistä ja joustavaa robotiikkaa Jyrki Latokartano TTY Kone- ja Tuotantotekniikan laitos Suomen Robotiikkayhdistys ry Takeoff! Seminaari, Savonia, Kuopio Jyrki Latokartano - Takeoff! Robottiautomaation
Hitsauksen automatisointimahdollisuuksien huomiointi
 Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Kokemuksia hitsausautomaation käyttöönotosta
 Kokemuksia hitsausautomaation käyttöönotosta Savonia-ammattikorkeakoulu 11.05.2004 Automatisoinnin haasteita Kevyet ja väsymiskuormituksen alaiset rakenteet lujat materiaalit varsin monimutkaiset rakenteet
Kokemuksia hitsausautomaation käyttöönotosta Savonia-ammattikorkeakoulu 11.05.2004 Automatisoinnin haasteita Kevyet ja väsymiskuormituksen alaiset rakenteet lujat materiaalit varsin monimutkaiset rakenteet
A7 TIG Orbital System 300
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS Lappeenrannassa 14.5.2010
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS Lappeenrannassa 14.5.2010
Erikoistuminen ja automaatio teknologiateollisuudessa. Pemamek Oy Ltd Kimmo Ruottu. Sales Director, Scandinavia & Germany
 Erikoistuminen ja automaatio teknologiateollisuudessa Pemamek Oy Ltd Kimmo Ruottu Sales Director, Scandinavia & Germany kimmo.ruottu@pemamek.com www.pemamek.com 16.9.2014 Pemamek Oy Johtava yritys hitsausautomaatioratkaisuissa,
Erikoistuminen ja automaatio teknologiateollisuudessa Pemamek Oy Ltd Kimmo Ruottu Sales Director, Scandinavia & Germany kimmo.ruottu@pemamek.com www.pemamek.com 16.9.2014 Pemamek Oy Johtava yritys hitsausautomaatioratkaisuissa,
ROBOTTIJÄRJESTELMIEN UUDET TURVALLISUUSTEKNIIKAT
 Alihankinta 2008 17.9.2008 Suomen Robotiikkayhdistys Timo Malm ROBOTTIJÄRJESTELMIEN UUDET TURVALLISUUSTEKNIIKAT PUOLIAUTOMAATIORATKAISUT IHMINEN- KONE-JÄRJESTELMISSÄ (PATRA) Kesto: 5/2006-3/2008 Resurssit:
Alihankinta 2008 17.9.2008 Suomen Robotiikkayhdistys Timo Malm ROBOTTIJÄRJESTELMIEN UUDET TURVALLISUUSTEKNIIKAT PUOLIAUTOMAATIORATKAISUT IHMINEN- KONE-JÄRJESTELMISSÄ (PATRA) Kesto: 5/2006-3/2008 Resurssit:
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Tuotetietoa. Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku
 Tuotetietoa Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku EWIKONin sähköinen neulasulkutekniikka EWIKONin sähkökäytöillä varustetut neulasulkujärjestelmät älykkäine ohjauksineen
Tuotetietoa Neulasulku tarkemmin kuin koskaan aikaisemmin EWIKONin sähköinen neulasulku EWIKONin sähköinen neulasulkutekniikka EWIKONin sähkökäytöillä varustetut neulasulkujärjestelmät älykkäine ohjauksineen
Kemppi K5 Hitsauslaitteet
 MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 1(5) HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava MIG/MAG-hitsauslaite,
MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 1(5) HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava MIG/MAG-hitsauslaite,
KEMPPI K5 HITSAUSLAITTEET. MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA 19.12.2018 MinarcMig Evo 200 HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava
KEMPPI K5 HITSAUSLAITTEET MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA 19.12.2018 MinarcMig Evo 200 HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava
Turvallisuus koneautomaatiossa
 Turvallisuus koneautomaatiossa Uusittu konedirektiivi ja sen soveltaminen Koneen valmistajan velvollisuudet Kone- ja pienjännitedirektiivin soveltaminen Koneyhdistelmä Koneen dokumentit ja CE -merkintä
Turvallisuus koneautomaatiossa Uusittu konedirektiivi ja sen soveltaminen Koneen valmistajan velvollisuudet Kone- ja pienjännitedirektiivin soveltaminen Koneyhdistelmä Koneen dokumentit ja CE -merkintä
KEMPPI K5 HITSAUSLAITTEET. Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
Toiminnallinen turvallisuus
 Toiminnallinen turvallisuus Mitä uutta standardeissa IEC 61508 Tekn.lis. Matti Sundquist, Sundcon Oy www.sundcon.fi matti.sundquist@sundcon.fi Mitä uutta standardeissa IEC 61508-1 ja -4? IEC 61508-1 (yleistä):
Toiminnallinen turvallisuus Mitä uutta standardeissa IEC 61508 Tekn.lis. Matti Sundquist, Sundcon Oy www.sundcon.fi matti.sundquist@sundcon.fi Mitä uutta standardeissa IEC 61508-1 ja -4? IEC 61508-1 (yleistä):
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Kemppi K5 Hitsauslaitteet
 Minarc Evo 180 ERITTÄIN PIENIKOKOINEN Kemppi K5 Hitsauslaitteet 1(5) PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen uusin malli.
Minarc Evo 180 ERITTÄIN PIENIKOKOINEN Kemppi K5 Hitsauslaitteet 1(5) PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen uusin malli.
KEMPPI K5 HITSAUSLAITTEET. Minarc Evo 180 ERITTÄIN PIENIKOKOINEN
 KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Kemppi K5 Hitsauslaitteet
 KempArc SYN 500 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(10) SYNERGINEN MIG/MAG- HITSAUSAUTOMAATIOJÄRJESTELMÄ Jos etsit tuottavaa ja varmatoimista robottihitsausratkaisua, meiltä
KempArc SYN 500 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(10) SYNERGINEN MIG/MAG- HITSAUSAUTOMAATIOJÄRJESTELMÄ Jos etsit tuottavaa ja varmatoimista robottihitsausratkaisua, meiltä
Keräilyrobotit. Helander, Koskimäki, Saari, Turunen. Aalto-yliopisto Insinööritieteiden korkeakoulu Kon Tuotantoautomaatio
 Keräilyrobotit Helander, Koskimäki, Saari, Turunen Aalto-yliopisto Insinööritieteiden korkeakoulu Kon-15.4119 Tuotantoautomaatio 21.10.2015 Agenda 1. Yleistä robotisoinnista 2. Keräilyrobotit - Nivelvarsirobotti
Keräilyrobotit Helander, Koskimäki, Saari, Turunen Aalto-yliopisto Insinööritieteiden korkeakoulu Kon-15.4119 Tuotantoautomaatio 21.10.2015 Agenda 1. Yleistä robotisoinnista 2. Keräilyrobotit - Nivelvarsirobotti
Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN
 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN 9.09.2019 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN Minarcin kohdalla erinomainen suorituskyky ei ole liioittelua. Minarc Evo
Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN 9.09.2019 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN Minarcin kohdalla erinomainen suorituskyky ei ole liioittelua. Minarc Evo
TEOLLISUUSSUODATTIMEN 6 M 2 SUODINLEVYN KULMAPALOJEN HITSAUSKIINNITTIMEN SUUNNITTELU DESIGN OF WELDING FIXTURE TO CORNER PIECES OF FILTER PLATE
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari TEOLLISUUSSUODATTIMEN 6 M 2 SUODINLEVYN KULMAPALOJEN HITSAUSKIINNITTIMEN SUUNNITTELU
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari TEOLLISUUSSUODATTIMEN 6 M 2 SUODINLEVYN KULMAPALOJEN HITSAUSKIINNITTIMEN SUUNNITTELU
Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm
 Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm Tuote-esite Monipuolinen työkalu Hiab XS 033 tarjoaa enemmän Hiab XS 033 on päivittäisiin töihin sopiva suorituskykyinen ja joustava nosturi, jota on kätevä käyttää.
Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm Tuote-esite Monipuolinen työkalu Hiab XS 033 tarjoaa enemmän Hiab XS 033 on päivittäisiin töihin sopiva suorituskykyinen ja joustava nosturi, jota on kätevä käyttää.
TigerStop Standard Digitaalinen Syöttölaite / Stoppari
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Welding quality management
 Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Welding quality management WELDEYE -HITSAUKSEN HALLINTAOHJELMISTO "Tämän parempaa järjestelmää ei ole. Aiemmin joissakin tapauksissa asiakas on halunnut tietoja siitä, kuka on hitsannut mitä ja milloin.
Quha Zono. Käyttöohje
 Quha Zono Käyttöohje 2 Virtakytkin/ merkkivalo USB-portti Kiinnitysura Tervetuloa käyttämään Quha Zono -hiiriohjainta! Tämä käyttöohje kertoo tuotteen ominaisuuksista ja opastaa laitteen käyttöön. Lue
Quha Zono Käyttöohje 2 Virtakytkin/ merkkivalo USB-portti Kiinnitysura Tervetuloa käyttämään Quha Zono -hiiriohjainta! Tämä käyttöohje kertoo tuotteen ominaisuuksista ja opastaa laitteen käyttöön. Lue
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Riskin arviointi. Peruskäsitteet- ja periaatteet. Standardissa IEC esitetyt menetelmät
 Ylitarkastaja Matti Sundquist Uudenmaan työsuojelupiiri Riskin arviointi Peruskäsitteet- ja periaatteet Standardissa IEC 61508-5 esitetyt menetelmät matti.sundquist@stm.vn.fi 2.9.2004 1 Toiminnallinen
Ylitarkastaja Matti Sundquist Uudenmaan työsuojelupiiri Riskin arviointi Peruskäsitteet- ja periaatteet Standardissa IEC 61508-5 esitetyt menetelmät matti.sundquist@stm.vn.fi 2.9.2004 1 Toiminnallinen
MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU
 MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU 18.06.2019 MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU MinarcMig Evo -hitsauslaitteissa suuri hitsausteho ja laatu yhdistyvät poikkeuksellisella
MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU 18.06.2019 MinarcMig Evo LIIKKUVAN HITSAAJAN MUKAUTUVA TYÖKALU MinarcMig Evo -hitsauslaitteissa suuri hitsausteho ja laatu yhdistyvät poikkeuksellisella
A7 TIG Orbital System 150
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA 1.10.2017 A7 TIG Orbital System 150 NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG- ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA 1.10.2017 A7 TIG Orbital System 150 NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG- ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu
MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN
 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN 6.08.2019 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN Tässä on ensiluokkainen TIG-hitsausratkaisu, jossa
MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN 6.08.2019 MasterTig LT TIG-LAITTEISTO RAKENTAMISEEN JA VAIKEISIIN OLOSUHTEISIIN Tässä on ensiluokkainen TIG-hitsausratkaisu, jossa
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Kemppi K5 Hitsauslaitteet
 MinarcMig Evo 200, Mahtavaa energiatehokkuutta ja kannettavaa mukavuutta MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 09.08.2016 1(7) MinarcMig Evo
MinarcMig Evo 200, Mahtavaa energiatehokkuutta ja kannettavaa mukavuutta MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 09.08.2016 1(7) MinarcMig Evo
Lähtökohtana turvallisuus
 Lähtökohtana turvallisuus Työtä turvallisuuden puolesta Sijoitamme aikaa ja energiaa yhteistyöhön asiakkaidemme kanssa. Haluamme löytää jokaiselle asiakkaallemme parhaan mahdollisen ratkaisun. MALUX FINLAND
Lähtökohtana turvallisuus Työtä turvallisuuden puolesta Sijoitamme aikaa ja energiaa yhteistyöhön asiakkaidemme kanssa. Haluamme löytää jokaiselle asiakkaallemme parhaan mahdollisen ratkaisun. MALUX FINLAND
Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm
 Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm Tuote-esite Monipuolinen työkalu Hiab XS 033 tarjoaa enemmän Hiab XS 033 on päivittäisiin töihin sopiva suorituskykyinen ja joustava nosturi, jota on kätevä käyttää.
Hiab XS 033 Kapasiteettiluokka 2,8 3,3 tm Tuote-esite Monipuolinen työkalu Hiab XS 033 tarjoaa enemmän Hiab XS 033 on päivittäisiin töihin sopiva suorituskykyinen ja joustava nosturi, jota on kätevä käyttää.
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN
 Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN 26.12.2018 Beta 90X SUOJA HITSAUKSEEN, KATKAISUUN JA HIONTAAN Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti
Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN 26.12.2018 Beta 90X SUOJA HITSAUKSEEN, KATKAISUUN JA HIONTAAN Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE
 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE 12.10.2019 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti hitsaukseen,
BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE 12.10.2019 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti hitsaukseen,
ROBOTTIHITSATTAVAT TUOTTEET ALIHANKINTAKONEPAJASSA
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA ROBOTTIHITSATTAVAT TUOTTEET ALIHANKINTAKONEPAJASSA Kospirt Oy T E K I J Ä : Miro Petäjämäki SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA ROBOTTIHITSATTAVAT TUOTTEET ALIHANKINTAKONEPAJASSA Kospirt Oy T E K I J Ä : Miro Petäjämäki SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ
KEMPPI K5 HITSAUSLAITTEET. MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN
 KEMPPI K5 HITSAUSLAITTEET MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN 19.10.2017 MinarcTig Evo 200MLP MONIPUOLINEN KAKSITOIMINEN HITSAUSLAITE TIG- JA PUIKKOHITSAUKSEEN MinarcTig
KEMPPI K5 HITSAUSLAITTEET MinarcTig Evo 200MLP KANNETTAVA VOIMANPESÄ LAADUKKAASEEN HITSAUKSEEN 19.10.2017 MinarcTig Evo 200MLP MONIPUOLINEN KAKSITOIMINEN HITSAUSLAITE TIG- JA PUIKKOHITSAUKSEEN MinarcTig
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU TEKIJÄ/T: Niko Hirvonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU TEKIJÄ/T: Niko Hirvonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
Todettu kokeissa FCC:n standardien mukaiseksi. Yhdysvalloissa saatu patentti 7 199 792.
 Todettu kokeissa FCC:n standardien mukaiseksi. Yhdysvalloissa saatu patentti 7 199 792. Onnea uuden hankinnan johdosta 2 3 Pakkauksen sisältö Perustoiminnot A. RollerMouse Free2 B. Integroitu rannetuki
Todettu kokeissa FCC:n standardien mukaiseksi. Yhdysvalloissa saatu patentti 7 199 792. Onnea uuden hankinnan johdosta 2 3 Pakkauksen sisältö Perustoiminnot A. RollerMouse Free2 B. Integroitu rannetuki
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Miten piensarjatuotantoon saadaan joustavuutta?
 Miten piensarjatuotantoon saadaan joustavuutta? Jyrki Latokartano, Tampereen teknillinen yliopisto Modernin robottitekniikan mahdollisuudet tuotannossa SeAMK 4.4.2017 kello 12.30-16.00 Miten piensarjatuotantoon
Miten piensarjatuotantoon saadaan joustavuutta? Jyrki Latokartano, Tampereen teknillinen yliopisto Modernin robottitekniikan mahdollisuudet tuotannossa SeAMK 4.4.2017 kello 12.30-16.00 Miten piensarjatuotantoon
A7 TIG Orbital System 150
 A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
Mittajärjestelmät ja mittasuositukset.
 Mittajärjestelmät ja mittasuositukset. Hannu Hirsi Johdanto: Mittajärjestelmien tarkoitus: Helpottaa eri toimijoiden järjestelmien ja osien yhteensovittamista : suunnittelua, valmistusta, asentamista,
Mittajärjestelmät ja mittasuositukset. Hannu Hirsi Johdanto: Mittajärjestelmien tarkoitus: Helpottaa eri toimijoiden järjestelmien ja osien yhteensovittamista : suunnittelua, valmistusta, asentamista,
Videon tallentaminen Virtual Mapista
 Videon tallentaminen Virtual Mapista Kamera-ajon tekeminen Karkean kamera ajon teko onnistuu nopeammin Katseluohjelmassa (Navigointi > Näkymät > Tallenna polku). Liikeradan ja nopeuden tarkka hallinta
Videon tallentaminen Virtual Mapista Kamera-ajon tekeminen Karkean kamera ajon teko onnistuu nopeammin Katseluohjelmassa (Navigointi > Näkymät > Tallenna polku). Liikeradan ja nopeuden tarkka hallinta
PAVIRO Kuulutus- ja äänievakuointijärjestelmä ammattilaistason äänenlaadulla Joustavuutta alusta alkaen PAVIRO 1
 PAVIRO Kuulutus- ja äänievakuointijärjestelmä ammattilaistason äänenlaadulla Joustavuutta alusta alkaen PAVIRO 1 2 PAVIRO PAVIRO 3 Pitää ihmiset turvassa, tietoisena, ja viihdyttää Boschilla on yli 100
PAVIRO Kuulutus- ja äänievakuointijärjestelmä ammattilaistason äänenlaadulla Joustavuutta alusta alkaen PAVIRO 1 2 PAVIRO PAVIRO 3 Pitää ihmiset turvassa, tietoisena, ja viihdyttää Boschilla on yli 100
A11-02 Infrapunasuodinautomatiikka kameralle
 A11-02 Infrapunasuodinautomatiikka kameralle Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Lassi Seppälä Johan Dahl Sisällysluettelo Sisällysluettelo 1. Projektityön tavoite
A11-02 Infrapunasuodinautomatiikka kameralle Projektisuunnitelma AS-0.3200 Automaatio- ja systeemitekniikan projektityöt Lassi Seppälä Johan Dahl Sisällysluettelo Sisällysluettelo 1. Projektityön tavoite
Palautuslaite Boomerang ZHR
 Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
Boomerang palautuslaitteen avulla yksi mies voi käyttää listoituskoneita ja/tai muita koneita ja laitteita puuntyöstössä. Ominaisuudet Arvot Työkappaleen mitat ilman kääntöyks. (mm) Pituus min. 300 max.
1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen
 TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
TkT Harri Eskelinen 1. Kokoonpantavan laitteen, sen osakokoonpanojen ja niiden koneenosien toimintaperiaatteiden hyödyntäminen 2. Standardiosien hyödyntäminen 3. Osien kokoonpanosuunnat ja järjestys 4.
UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN &
 NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Robotisoidun hitsaussolun suunnittelu ja valmistus
 Jarno Kolkka Robotisoidun hitsaussolun suunnittelu ja valmistus Opinnäytetyö Kevät 2016 SeAMK Tekniikka Konetekniikan tutkinto-ohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Jarno Kolkka Robotisoidun hitsaussolun suunnittelu ja valmistus Opinnäytetyö Kevät 2016 SeAMK Tekniikka Konetekniikan tutkinto-ohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
KONE: FANUC HITSAUSROBOTTISOLU
 KONE: FANUC HITSAUSROBOTTISOLU Valmistusvuosi: 2009 HITSAUS Fanuc-teollisuushitsausrobotti M-10iA (ARC Mate 100iC) Teknisiä tietoja: - vapausasteita 6 kpl - kappaleenkäsittelykyky 6 kg - toistotarkkuus
KONE: FANUC HITSAUSROBOTTISOLU Valmistusvuosi: 2009 HITSAUS Fanuc-teollisuushitsausrobotti M-10iA (ARC Mate 100iC) Teknisiä tietoja: - vapausasteita 6 kpl - kappaleenkäsittelykyky 6 kg - toistotarkkuus
www.kastowin.com Sahaus. Varastointi. Ja enemmän.
 Uusi KASTOwin Mestariteos sarjatuotantona www.astowin.com Sahaus. Varastointi. Ja enemmän. Enemmän uin ainutlaatuinen: Uusi KASTOwin. Kannattavan automaattisahausen asi täreintä teijää ovat: suuri leuuteho
Uusi KASTOwin Mestariteos sarjatuotantona www.astowin.com Sahaus. Varastointi. Ja enemmän. Enemmän uin ainutlaatuinen: Uusi KASTOwin. Kannattavan automaattisahausen asi täreintä teijää ovat: suuri leuuteho
KEMPPI K5 HITSAUSLAITTEET. MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA
 KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
Turvasaranakytkin SHS3
 Turva Turvarajakytkimet Turvasaranakytkimet Turvasaranakytkin SHS3 Turvallinen, erittäin vaikea ohittaa Koskettimet: vakiona 2 NC+1 NO tai 2 NC Kytkentäpiste säädettävissä 0-270 Toiminta Bernstein SHS3-turvasaranakytkimessä
Turva Turvarajakytkimet Turvasaranakytkimet Turvasaranakytkin SHS3 Turvallinen, erittäin vaikea ohittaa Koskettimet: vakiona 2 NC+1 NO tai 2 NC Kytkentäpiste säädettävissä 0-270 Toiminta Bernstein SHS3-turvasaranakytkimessä
VAUNUKUIVURIT K-SARJA M 180 365K
 VAUNUKUIVURIT K-SARJA M 180 365K K-SARJAN VAUNUKUIVURI TALOUDELLISEEN JA TEHOKKAASEEN VILJANKUIVAUKSEEN Mepun K-sarjan vaunukuivuri on edullinen, tehokas ja erittäin nopeasti käyttöönotettava lämminilmakuivuri.
VAUNUKUIVURIT K-SARJA M 180 365K K-SARJAN VAUNUKUIVURI TALOUDELLISEEN JA TEHOKKAASEEN VILJANKUIVAUKSEEN Mepun K-sarjan vaunukuivuri on edullinen, tehokas ja erittäin nopeasti käyttöönotettava lämminilmakuivuri.
Mitä vanhan laitteen modernisoinnissa kannattaa huomioida? Kiwa Inspecta Katri Tytykoski
 [presentation title] via >Insert >Header & Footer KONEEN JATKOAIKA Mitä vanhan laitteen modernisoinnissa kannattaa huomioida? Kiwa Inspecta Katri Tytykoski Johtava asiantuntija Inspecta Tarkastus Oy Koneen
[presentation title] via >Insert >Header & Footer KONEEN JATKOAIKA Mitä vanhan laitteen modernisoinnissa kannattaa huomioida? Kiwa Inspecta Katri Tytykoski Johtava asiantuntija Inspecta Tarkastus Oy Koneen
ROBOTTIHITSAUKSEN TOIMINTOJEN KEHITTÄMINEN HITSAUSTUOTANNOSSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems Konetekniikka Joonas Tietäväinen ROBOTTIHITSAUKSEN TOIMINTOJEN KEHITTÄMINEN HITSAUSTUOTANNOSSA Työn tarkastajat: Työn ohjaaja: Professori
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems Konetekniikka Joonas Tietäväinen ROBOTTIHITSAUKSEN TOIMINTOJEN KEHITTÄMINEN HITSAUSTUOTANNOSSA Työn tarkastajat: Työn ohjaaja: Professori
KEMPPI K7 HITSAUSLAITTEET. A7 MIG Welder 450 TUOTANNON TEHOSTAMISEEN
 KEMPPI K7 HITSAUSLAITTEET A7 MIG Welder 450 TUOTANNON TEHOSTAMISEEN 19.09.2017 A7 MIG Welder 450 ROBOTISOIDUN MIG-HITSAUKSEN UUSI AIKAKAUSI A7 MIG Welder 450 on uudenaikainen ratkaisu robottikaarihitsaukseen.
KEMPPI K7 HITSAUSLAITTEET A7 MIG Welder 450 TUOTANNON TEHOSTAMISEEN 19.09.2017 A7 MIG Welder 450 ROBOTISOIDUN MIG-HITSAUKSEN UUSI AIKAKAUSI A7 MIG Welder 450 on uudenaikainen ratkaisu robottikaarihitsaukseen.
Päällirakenteen kiinnitys. Kiinnitys apurungon etuosassa
 Kiinnitys apurungon etuosassa Kiinnitys apurungon etuosassa Lisätietoa kiinnityksen valinnasta on asiakirjassa Apurungon valinta ja kiinnitys. Rungon etuosassa on 4 erityyppistä päällirakenteen kiinnikettä:
Kiinnitys apurungon etuosassa Kiinnitys apurungon etuosassa Lisätietoa kiinnityksen valinnasta on asiakirjassa Apurungon valinta ja kiinnitys. Rungon etuosassa on 4 erityyppistä päällirakenteen kiinnikettä:
Konetekniikan osasto Osaston tuottamat opintojaksot
 Konetekniikan osasto Osaston tuottamat opintojaksot 2005-2006 Opintojaksot on hyväksytty konetekniikan osastoneuvoston kokouksissa 9.2.2005 ja 2.3.2005. Konetekniikan osaston yhteiset Ko4000000 Tutkimusseminaari
Konetekniikan osasto Osaston tuottamat opintojaksot 2005-2006 Opintojaksot on hyväksytty konetekniikan osastoneuvoston kokouksissa 9.2.2005 ja 2.3.2005. Konetekniikan osaston yhteiset Ko4000000 Tutkimusseminaari
MasterTig MLS 2300ACDC
 KEMPPI K5 HITSAUSLAITTEET MasterTig MLS 2300ACDC VAATIVASTA TYÖSTÄ HELPPOA 20.01.2019 MasterTig MLS 2300ACDC MLS -OHJATTUA TIG-HITSAUKSEN HUIPPULAATUA MasterTig MLS 2300ACDC:n tarkka hallittavuus vastaa
KEMPPI K5 HITSAUSLAITTEET MasterTig MLS 2300ACDC VAATIVASTA TYÖSTÄ HELPPOA 20.01.2019 MasterTig MLS 2300ACDC MLS -OHJATTUA TIG-HITSAUKSEN HUIPPULAATUA MasterTig MLS 2300ACDC:n tarkka hallittavuus vastaa
Nostin- ja kuljetinkettingit
 Nostin- ja kuljetinkettingit 212 WWW.ERLATEK.FI RUD Nostinkettingit RUD on EN818-7 mukaisten nostinkettinkien suurin valmistaja maailmassa. Kettingit sopivat niin moottoroituihin nostimiin kuin käsitaljoihinkin.
Nostin- ja kuljetinkettingit 212 WWW.ERLATEK.FI RUD Nostinkettingit RUD on EN818-7 mukaisten nostinkettinkien suurin valmistaja maailmassa. Kettingit sopivat niin moottoroituihin nostimiin kuin käsitaljoihinkin.
Pistehitsauskoneet ja pistehitsauspihdit. liitäntäjännite 230 V, sulake 10 A hidas tai liitäntäjännite 400 V, sulake 16 A hidas
 koneet ja pistehitsauspihdit pihti 8415 liitäntäjännite 230 V, sulake 10 A hidas tai liitäntäjännite 400 V, sulake 16 A hidas teho 2,5 kva varret L=125 mm, teho 2+2 hitsausaika ja teho säädettävissä paino
koneet ja pistehitsauspihdit pihti 8415 liitäntäjännite 230 V, sulake 10 A hidas tai liitäntäjännite 400 V, sulake 16 A hidas teho 2,5 kva varret L=125 mm, teho 2+2 hitsausaika ja teho säädettävissä paino
Tomi Kivistö-Rahnasto. Hitsausrobottisolun suunnittelu. Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka
 1 Tomi Kivistö-Rahnasto Hitsausrobottisolun suunnittelu Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö: Seinäjoen
1 Tomi Kivistö-Rahnasto Hitsausrobottisolun suunnittelu Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö: Seinäjoen
Yhdistelmäkone, joka mullistaa pienten tilojen siivouksen! Yhdistelmäkoneet
 Yhdistelmäkone, joka mullistaa pienten tilojen siivouksen! Yhdistelmäkoneet Kokeile uutta ja innovatiivista! Puhdista missä ja milloin vain. Scrubbing Machines AINA LADATTU JA VALMIS KÄYTTÖÖN Uudentyyppisellä
Yhdistelmäkone, joka mullistaa pienten tilojen siivouksen! Yhdistelmäkoneet Kokeile uutta ja innovatiivista! Puhdista missä ja milloin vain. Scrubbing Machines AINA LADATTU JA VALMIS KÄYTTÖÖN Uudentyyppisellä
PASSION PROSYSTEM. Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI. Since 1912
 PASSION IN CRANES PROSYSTEM Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI Since 1912 PROSYSTEM Alumiininen piennosturijärjestelmä on maailman kehittynein työpajanosturi. Sen ainutlaatuiset
PASSION IN CRANES PROSYSTEM Alumiininen piennosturijärjestelmä UUSI! ÄLYKKÄÄMPI JA TURVALLISEMPI Since 1912 PROSYSTEM Alumiininen piennosturijärjestelmä on maailman kehittynein työpajanosturi. Sen ainutlaatuiset
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
LaserQC mittauksia laserin nopeudella
 LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
KYTKENTÄOHJEET. MicroMax370
 KYTKENTÄOHJEET ROTAATIOLÄMMÖNVAIHTIMEN OHJAUSYKSIKKÖ MicroMax370 Tarkistettu 04-12-13 1.1 F21037902FI Valmistajan seloste Valmistajan vakuutus siitä, että tuote on EMC-DIREKTIIVIN 89/336/EEG ja sen lisäysten
KYTKENTÄOHJEET ROTAATIOLÄMMÖNVAIHTIMEN OHJAUSYKSIKKÖ MicroMax370 Tarkistettu 04-12-13 1.1 F21037902FI Valmistajan seloste Valmistajan vakuutus siitä, että tuote on EMC-DIREKTIIVIN 89/336/EEG ja sen lisäysten
Teollisuusautomaation standardit. Osio 2:
 Teollisuusautomaation standardit Osio 2 Osio 1: SESKOn komitea SK 65: Teollisuusprosessien ohjaus Osio 2: Toiminnallinen turvallisuus: periaatteet Osio 3: Toiminnallinen turvallisuus: standardisarja IEC
Teollisuusautomaation standardit Osio 2 Osio 1: SESKOn komitea SK 65: Teollisuusprosessien ohjaus Osio 2: Toiminnallinen turvallisuus: periaatteet Osio 3: Toiminnallinen turvallisuus: standardisarja IEC
Verkkodatalehti. ACM60B-S1KE13x06 ACM60 ABSOLUUTTIANTURIT
 Verkkodatalehti ACM60B-SKEx06 ACM60 ACM60B-SKEx06 ACM60 A B C D E F H I J K L M N O P Q R S T Esimerkkikuva Yksityiskohtaiset tekniset tiedot Suorituskyky Asemamäärä kierrosta kohden Kierrosten lukumäärä
Verkkodatalehti ACM60B-SKEx06 ACM60 ACM60B-SKEx06 ACM60 A B C D E F H I J K L M N O P Q R S T Esimerkkikuva Yksityiskohtaiset tekniset tiedot Suorituskyky Asemamäärä kierrosta kohden Kierrosten lukumäärä
Yhden mitoituksen lukkorunkomallisto umpioviin
 Yhden mitoituksen lukkorunkomallisto umpioviin SSFN 014/2 2 ABLOY ONEFIT SOpII SUUNNITELMIISI! Muutos on pysyvä olotila. Olosuhteet, elämäntilanteet ja kiinteistöjen käyttötarkoitukset muuttuvat. Aina
Yhden mitoituksen lukkorunkomallisto umpioviin SSFN 014/2 2 ABLOY ONEFIT SOpII SUUNNITELMIISI! Muutos on pysyvä olotila. Olosuhteet, elämäntilanteet ja kiinteistöjen käyttötarkoitukset muuttuvat. Aina
Press Brake Productivity -pikaopas
 Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
Lego Mindstorms NXT. OPH oppimisympäristöjen kehittämishanke 2011-2013. (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1
 2012 Oppimiskeskus Innokas! All Rights Reserved 1") Lego Mindstorms NXT OPH oppimisympäristöjen kehittämishanke 2011-2013 (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1 Anturi- ja moottoriportit A B C 1 2 3 4 (C) 2012 Oppimiskeskus Innokas! All Rights
Lego Mindstorms NXT OPH oppimisympäristöjen kehittämishanke 2011-2013 (C) 2012 Oppimiskeskus Innokas! All Rights Reserved 1 Anturi- ja moottoriportit A B C 1 2 3 4 (C) 2012 Oppimiskeskus Innokas! All Rights
Kemppi K5 Hitsauslaitteet
 Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA Kemppi K5 Hitsauslaitteet 1(6) KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA JOTKA OVAT RAKENTEELTAAN
Master MLS 3500 ENSILUOKAN PUIKKOHITSAUSLAATUA Kemppi K5 Hitsauslaitteet 1(6) KAIKILLE ELEKTRODITYYPEILLE SOVELTUVAT PUIKKOHITSAUSLAITTEET, JOISSA ON ERINOMAINEN KAARENHALLINTA JA JOTKA OVAT RAKENTEELTAAN
Automaatioratkaisuja yli
 Automaatioratkaisuja yli 40 vuoden kokemuksella 1 Asiakaslähtöisiä tuotantoautomaation ratkaisuja yli 40 vuoden kokemuksella Vuonna 1976 perustettu Sermatech Group on n. 70 henkilöä työllistävä monipuolinen
Automaatioratkaisuja yli 40 vuoden kokemuksella 1 Asiakaslähtöisiä tuotantoautomaation ratkaisuja yli 40 vuoden kokemuksella Vuonna 1976 perustettu Sermatech Group on n. 70 henkilöä työllistävä monipuolinen