TEOLLISUUSSUODATTIMEN 6 M 2 SUODINLEVYN KULMAPALOJEN HITSAUSKIINNITTIMEN SUUNNITTELU DESIGN OF WELDING FIXTURE TO CORNER PIECES OF FILTER PLATE
|
|
|
- Kauko Jokinen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari TEOLLISUUSSUODATTIMEN 6 M 2 SUODINLEVYN KULMAPALOJEN HITSAUSKIINNITTIMEN SUUNNITTELU DESIGN OF WELDING FIXTURE TO CORNER PIECES OF FILTER PLATE Lappeenrannassa Arto Parkko Työn teettäjä: Larox Oyj, Lappeenranta
2 SISÄLLYSLUETTELO 1 JOHDANTO Työn tavoitteet Työn rajaus Yritysesittely HITSAUSKIINNITTIMET Kappaleenkäsittely ja hitsauskiinnittimet robottihitsauksessa Hyvä hitsauskiinnitin robottihitsaukseen Osien paikoittaminen kiinnittimeen Käsikäyttöiset kiinnitinkomponentit Automatisoidut kiinnitinkomponentit Hitsauskiinnittimen virtuaalinen mallinnus ROBOTIIKKA Teollisuusrobotti Teollisuusrobotin ominaisuudet Teollisuusrobotin koordinaatistot Teollisuusrobotin ohjausjärjestelmä Kaarihitsauksessa käytettävä robotti Hitsausrobottiaseman etäohjelmointi ja kalibrointi Railonhaku ja -seuranta sekä hitsausprosessin hallinta TUOTANTOTALOUDELLISET SEIKAT Läpimenoaika Kustannusvaikutukset CASE: 6 M 2 SUODINLEVYN KULMAPALOJEN HITSAUSKIINNITTIMEN SUUNNITTELU Hitsattava tuote Hitsauskiinnittimen suunnittelun lähtökohdat Robottihitsauslaitteisto Larox:lla Hitsauskiinnittimen vaatimukset Kiinnitinratkaisuvaihtoehdot Hitsattavan tuotteen asento ja kiinnitys Hitsauksen simulointi Valitun kiinnitinratkaisun jatkokehittely NYKYTILANTEEN JA UUDEN TILANTEEN VERTAILU Tämänhetkinen tuotteen hitsausmenetelmä Läpimenoaika Kustannukset JOHTOPÄÄTÖKSET YHTEENVETO...46 LÄHTEET...47 LIITTEET
3 1 JOHDANTO Automatisoitu hitsaus on yleistynyt nykypäivänä suomalaisessa konepajateollisuudessa. Yhä useammille tuotteille suunnitellaan valmistuksen automatisointia, jotta valmistuskustannuksia saataisiin alemmas. Tässä kandidaatintyössä käsitellään hitsauskiinnittimen suunnittelua robottihitsausasemaan tietynlaiselle tuotteelle. Työ on tehty Larox Oyj:lle (myöhemmin Larox) Lappeenrantaan. Työssä on selvitetty kappaleenkäsittelyn ja robottihitsauksen asettamat vaatimukset hitsauskiinnittimelle, sekä mallinnettu ja simuloitu kiinnitinluonnos Larox:n robottihitsausaseman virtuaalimallissa. Työn tarkoituksena on toimia apuna ja päätöksenteon tukena hitsauskiinnittimen valmistamiseksi ja käyttöönottamiseksi Larox:lla. 1.1 Työn tavoitteet Kandidaatintyön tavoitteena on selvittää toimiva hitsauskiinnitinratkaisu suodinlevyn kulmapalojen robottihitsaukseen. Tavoitteena on tehostaa tuotantoa automatisoimalla työvaiheita, joita ennen suoritettiin käsinhitsauksella. Työ jakautuu kahteen osaan, jotka ovat teoria- ja caseosa. Teoriaosuudessa selvitetään hitsauskiinnittimen ominaisuudet ja vaatimukset robottihitsauksessa. Samalla esitellään teoriaa roboteista. Teorian tavoitteena on tukea toimivan hitsauskiinnitinratkaisun löytymistä. Caseosuudessa eli käytännön osuudessa käsitellään erilaisia ratkaisuja toimivan robottihitsauskiinnittimen toteuttamiseksi kohdeyrityksen tarpeisiin. Osuudessa vertaillaan robottihitsausta ja käsinhitsausta. 1.2 Työn rajaus Työ rajattiin koskemaan kohdeyrityksen malliston kooltaan suurimpia 6 m 2 suodinlevyjä ja niiden kulmapalojen hitsauksen automatisointia. Samalla yritetään 1

4 löytää myös ratkaisu, jolla olisi mahdollista suorittaa suodinlevyn päätylatan hitsaaminen samalla kiinnittimellä. Työn tuloksena syntyvä kiinnitinratkaisu on suuntaa antava ratkaisu varsinaisesta hitsauskiinnittimestä. Siksi työstä rajattiin pois tarvittavien lujuuslaskelmien ja tarkkojen osapiirustusten teko. 1.3 Yritysesittely Kandidaatintyö tehdään Larox Oyj nimiseen yritykseen. Yrityksen päätoimipaikka on Lappeenrannassa ja työ tehdään Lappeenrannan tuotantolaitokselle. Larox on teollisuussuodattimia kehittävä, suunnitteleva, valmistava ja niiden jälkimarkkinapalveluista vastaava konepajayritys. Se on täyden palvelun ratkaisutoimittaja nesteen- ja kiintoaineen erottamiseksi toisistaan suodattamalla. Larox-teknologiaa hyödynnetään maailmanlaajuisesti pääosin kaivos- ja metallurgisen teollisuuden ja kemian prosessiteollisuuden sovelluksissa. Larox toimii yli 40 maassa ja sillä on yli 590 työntekijää. Pääkonttori sijaitsee Lappeenrannassa, jossa konsernilla on myös tuotantotoimintaa. Liikevaihto vuonna 2008 oli 208,0 miljoonaa euroa, josta yli 93 % kertyi Suomen ulkopuolelta. Kuvassa 1 on yksi Larox:n valmistamista tuotteista kokoonpanotehtaalla. (Larox 2009) Kuva 1. Larox PF 60 sarjan suodatin, jossa käytetään 6 m 2 suodinlevyjä. (Larox 2009) 2
5 2 HITSAUSKIINNITTIMET Tässä kappaleessa esitetään kappaleenkäsittelyä robottihitsauksessa, hitsauskiinnittimiä ja niiden kiinnitinkomponentteja. Lisäksi käsitellään kappaleiden paikoittamista ja kiinnittimen virtuaalista mallintamista. 2.1 Kappaleenkäsittely ja hitsauskiinnittimet robottihitsauksessa Robottihitsauksessa käytetään kahta kappaleenkäsittelijätyyppiä. Näitä tyyppejä ovat hitsauspöytätyyppiset ja vastapöytäparityyppiset kappaleenkäsittelijälaitteet. Näistä johtuen myös hitsauskiinnittimet lasketaan kuuluvan kahteen eri kappaleenkäsittelijätyyppiin eli pöytälevylle asetettaviin ja päistä kiinnitettäviin kiinnittimiin. Erityyppisiä kappaleenkäsittelijöitä on esitetty kuvassa 2. Hitsauspöytätyyppisen kiinnittimen etuja ovat kahdella ohjattavalla akselilla aikaansaatavat monipuoliset liikkeet, joilla hitsauskappale saadaan yleensä hyvään hitsausasentoon. Haittapuolena kyseiselle kiinnitintyypille on hitsattavan kappaleen pöytälevyn puoleisen sivun katveeseen jääminen. Vastapöytäparityyppiseen kappaleenkäsittelylaitteeseen on mahdollista rakentaa hitsauskiinnitin, joka mahdollistaa kappaleen hitsauksen kaikilta suunnilta. Hitsausasennoille ei ole kuitenkaan niin paljon variaatioita vastapöytäparityyppisellä kappaleenkäsittelylaitteella kuin hitsauspöytätyyppisellä kappaleenkäsittelylaitteella, koska tavallisesti laitteessa on vain yksi ohjattava akseli. Robottiasemalla käytetään usein useita erilaisia kappaleenkäsittelylaitteita ja kiinnittimiä, jolloin voidaan hitsata samassa sarjassa tuotettavaan kappaleeseen kuuluvat erilaiset osat. (Leino et al. 1987, s. 3) 3
 1-akselinen hitsauspöytä, b) kaksiasemainen vastapöytäpari, c) ja d) vastapöytäpari, e) kaksiasemainen vastapöytäpari, f) 2-akselinen")
6 Kuva 2. Kappaleenkäsittelylaitteita robotisoituun hitsaukseen: a) 1-akselinen hitsauspöytä, b) kaksiasemainen vastapöytäpari, c) ja d) vastapöytäpari, e) kaksiasemainen vastapöytäpari, f) 2-akselinen hitsauspöytä ja g) 2-akselinen vastapöytäpari. (Cary et al. 2005, s. 302) Hitsauspöytätyyppisen kappaleenkäsittelylaitteen hitsauskiinnitin rakennetaan yleisimmin suoraan levyrungon päälle. Levyrunko suojaa samalla hitsauspöydän pintaa hitsausroiskeilta. Hitsauskiinnitin paikoitetaan hitsauspöytätyyppiseen kappaleenkäsittelijään levyrungossa olevilla paikoituselimillä kuten esimerkiksi kahdella erikokoisella lieriötapilla. Tämän jälkeen kiinnitin lukitaan paikoilleen kahdella tai useammalla ruuvilla. (Leino et al. 1987, s.3) Vastapöytäparityyppisen kappaleenkäsittelylaitteen hitsauskiinnittimen muodostaa tavallisesti kehikko, johon kappaleen paikoituksessa ja kiinnittämisessä tarvittavat elementit kiinnitetään. Kiinnitin paikoitetaan kappaleenkäsittelijään yleensä päistään lieriötapeilla ja lukitaan paikalleen useilla ruuveilla. Vastapöytäparityyppisen kappaleenkäsittelijän toinen pää kannattaa tehdä aksiaalisuunnassa uivaksi, jolloin hitsauskiinnittimien pituusvaihtelut eivät tuota ongelmia. (Leino et al. 1987, s. 3) 4
7 Hitsauskiinnittimen kiinnittäminen kappaleenkäsittelijään ruuveilla on yleensä riittävän nopeaa myös tuotantoon, jossa tuote vaihtuu päivittäin. Yleensä aikaa kuluu eniten hitsauskiinnittimen siirtämiseen varastosta robottisoluun, robottiohjelman tarkistamiseen ja muokkaamiseen. Lieriötapeilla ja ruuveilla tapahtuvan hitsauskiinnittimen kiinnittämisen huono puoli on kuluminen kun asetuksia tehdään usein. Usein tapahtuvaa asetusta varten kiinnittimen kiinnitys voidaan tehdä erilaisten ohjaavien muotojen avulla, kiiloilla ja itselukittuvien pikaliittimien avulla. Itselukittavuus varmistaa sen, että kiinnitin pysyy paikallaan vaikka paineilmaverkosta tai hydrauliikkasysteemistä loppuisi paine. (Leino et al. 1987, s. 7) 2.2 Hyvä hitsauskiinnitin robottihitsaukseen Hyvin suunniteltu hitsauskiinnitin täyttää seuraavat tunnusmerkit (Leino et al. 1987, s. 12): kappale sijaitsee kaikilta hitsattavilta osiltaan robotin ulottuvissa robotti kykenee hitsaamaan kaikki hitsit hitsauksen paluuvirran reitti on varma ja harkittu robotin ei tarvitse tehdä turhia liikkeitä kiinnittimen vuoksi hitsausasennot ovat edulliset hitsattavat osat voidaan ladata ja valmis kappale poistaa esteettä. Hitsauskiinnitin suunnitellaan tavallisesti vain yhdelle tuotteelle tai sen osalle. Monimutkaisille osille voidaan joutua rakentamaan useita kiinnittimiä eri hitsaustyövaiheille. Lisäkiinnittimet tarkoittavat lisää rahanmenekkiä, joten kiinnitin tulee suunnitella niin, että siinä pystyttäisiin hitsaamaan mahdollisimman paljon. Siksi robottihitsauksessa tulee usein muuttaa vastaavan kappaleen hitsausjärjestystä, kun verrataan käsinhitsaukseen. Käsinhitsauksessa käytettävät erilliset vaihekiinnittimet voidaan korvata usein alikokoonpanokiinnittimillä, joissa hitsatut osat voidaan siirtää pääkiinnittimeen loppuhitsausta varten. Valmiiksi hitsattu alikokoonpano tarvitsee pääkiinnittimessä huomattavasti 5
8 yksinkertaisemmat paikoitus- ja kiinnityselementit kuin suoraan irrallisena pääkiinnittimeen kiinnitettävät osat. (Leino et al. 1987, s.7) Hitsauskiinnittimen suunnittelussa ja materiaalinvalinnassa tärkeitä tekijöitä ovat valmistuskustannukset, pitkäaikaiset kunnossapitokustannukset ja erityisesti robottihitsaukselle tärkeät ominaisuudet, kuten esimerkiksi paikoitustarkkuuden säilyminen korkeissa lämpötiloissa ja hitsausroiskeille altistuessa. Hitsauskiinnittimen materiaaleina käytetään useimmiten rakenneterästä, työkaluterästä, alumiinia, ruostumatonta terästä ja kuparia. (Lipnevicius 2008) Kiinnittimen runko-osa tehdään yleensä pyöreästä tai neliöprofiilista. Kiinnittimen ohjaus- ja paikoitusosat tehdään puolestaan kovasta ja kulutuskestävästä korkeahiilisestä työkaluteräksestä tai vastaavasta. Vaihtoehtona työkaluteräkselle paikoitusosissa on alumiinipronssi, joka lujittuu käytössä. Alumiinipronssin etuna työkaluteräkseen on, että siihen ei synny jäännösmagnetismia. Sähkönjohtavuuden parantamiseksi käytetään kupariseoksia. Sähkönjohtavuutta ei tule unohtaa ja siksi kiinnittimeen on jätettävä maalaamattomia kohtia paikkoihin, joissa vaaditaan esteetöntä sähkön johtumista. (Lipnevicius 2008) Hitsauskiinnittimen suunnittelussa tulee ottaa huomioon lämmön johtuminen ja kappaleen muodonmuutosten vaikutus. Kiinnittimissä käytetään hyvin lämpöä johtavia materiaaleja, kun lämpöä halutaan johtaa pois työkappaleesta tai levittää laajalle alueelle vähentääkseen työkappaleen muodonmuutoksia. Alumiini reagoi lämpöön huomattavasti suuremmalla lämpölaajenemisella kuin kupari, joten kuparia käytetään useammin lämmönjohtajana. Lämmöstä johtuvia muodonmuutoksia voidaan ehkäistä lisäksi hitsausjärjestyksellä sekä lämmöntuonnin kontrolloinnilla. (Lipnevicius 2008) 6
9 2.3 Osien paikoittaminen kiinnittimeen Hitsauskiinnittimessä osien paikoittamiselle pätevät samat periaatteet kuin muillakin kiinnittimillä. Hitsauksessa kappaleen kiinnittämisen tarkkuusvaatimus ei ole kuitenkaan yhtä tarkka kuin esimerkiksi lastuavassa työstössä. Se antaa hitsauskiinnittimen suunnittelijalle lisävapauksia. Seuraavassa käsitellään levyosien paikoittamista kiinnittimeen. (Leino et al. 1987, s.12) Kappaleen saamiseksi staattisesti määrättyyn asemaan käytetään ns sääntöä, jolloin kappaleen pinta-alaltaan suurin paikoitettava pinta tuetaan kolmella tukipisteellä, seuraavaksi suurin kahdella ja pienin yhdellä tukipisteellä. Kuvassa 3 on malliesimerkkejä kappaleen saamiseksi edellä mainittuun tilanteeseen. Tukipisteiden paikkaa ja lukumäärää valitessa tulee ottaa huomioon seuraavat seikat (Leino et al. 1987, s.12): suurin määrä tukipisteitä tulee sijoittaa kappaleen suurimmalle paikoitettavalle pinnalle tukipisteiden vastinpinnat on valittava kappaleen mitoitus- ja toimintaperiaatteen mukaan eli vastinpinnoiksi valitaan pinnat, joiden asemalla on merkitystä kappaleen toiminnalle eri hitsaustyövaiheissa käytetään mahdollisimman paljon samoja vastinpintoja. Kuva 3. Kappaleen saattaminen staattisesti määrättyyn tilaan. (Leino et al. 1987, s.12) 7
10 Suurikokoisten tai ohuiden levyjen paikoituksessa voidaan levyn taipumisen vuoksi joutua käyttämään kolmea useampaa tukipistettä yhdessä tasossa tai korvaamaan ne kapeilla tasomaisilla tukipinnoilla. Tasomaisia tukipintoja voidaan käyttää myös esimerkiksi päittäishitsiliitoksen juuritukena. Suurten tasopintojen käyttämistä tukipintoina tulisi välttää, koska niihin kerääntyy helposti hitsausroiskeita ja tällöin esimerkiksi hitsauksen paluuvirran kulkureitti muodostuu epämääräiseksi. (Leino et al. 1987, s. 12) Hitsauskiinnittimen kiinnitysvoiman ei tarvitse kohdistua välttämättä tukipisteen tai tukipinnan kohdalle, vaan suhteellisten pienien kiinnitysvoimien johdosta se voidaan kohdistaa myös tukipisteiden välille. Ohuet levyt on tuettava kuitenkin kiinnitysvoiman vaikutuspisteen kohdalle, jos taipuma muodostuu huomattavaksi tarvittavalla kiinnitysvoimalla. (Leino et al. 1987, s. 12) Kiinnitysvoiman suunnan ja vaikutuskohdan perusteella voidaan puhua aktiivisesta ja passiivisesta paikoituksesta. Aktiivisessa paikoituksessa kiinnitysvoima työntää kappaletta jatkuvasti tukipistettä vasten, kuten kuvassa 4. (Leino et al. 1987, s. 12) Kuva 4. Aktiivinen paikoitus. (Leino et al. 1987, s. 13) Passiivisessa paikoituksessa kiinnitysvoima on vain yhdessä suunnassa aktiivinen. Muissa suunnissa kappale pysyy paikallaan kitkavoimien vaikutuksesta, kuten kuvassa 5. Levyjen paksuus- ja esivalmistustoleranssien vaikutusta voidaan pienentää käyttämällä vastepintoina niitä pintoja, jotka välittömästi määräävät railon sijainnin. (Leino et al. 1987, s.12-13) 8
11 Kuva 5. Passiivinen paikoitus. (Leino et al. 1987, s.13) Käsikäyttöiset kiinnitinkomponentit Useimmissa tapauksissa hitsattava kappale täytyy kiinnittää hitsauskiinnittimeen jollakin lukitsevalla komponentilla, jolloin kiinnittimen voi esimerkiksi kääntää toiseen asentoon ja kappale pysyy paikoillaan. Manuaalisessa kiinnittämisessä kappale kiinnitetään käsikäyttöisillä puristimilla, joiden eri tyyppejä on esitetty kuvassa 6. Käsikäyttöiset puristimet toimivat usein erilaisilla vipumekanismeilla, joilla saadaan aikaiseksi lukitseva kiinnitys ja vaadittu puristusvoima kappaleen paikallaan pitämiseksi. Mekaanisen vipumekanismin heikkoutena on sen herkkyys työkappaleen mittamuutoksille. Haluttu puristusvoima saadaan aikaiseksi vain tietyllä kappalemitalla. Muussa tapauksessa puristusvoima on joko liian heikko tai kasvaa niin suureksi, ettei puristinta saada lukittuun asentoon. Tämän ongelman ehkäisemiseksi voidaan käyttää kumisia tai sitä kestävimpiä jousitettuja painimia, jotka kompensoivat mahdollisia mittamuutoksia. Nivelvipumekanismien lisäksi voidaan käyttää esimerkiksi myös ruuveja, epäkeskoja, kiiloja, kulissivipuja ja jousikuormitettuja pantoja. (Leino et al. 1987, s ) 9



12 Kuva 6. Käsikäyttöisten pikakiinnittimien perustyypit: a) pystysuora kiinnitin, b) vaakasuora kiinnitin, c) sulkukiinnitin ja d) työntötankokiinnitin. (Leino et al. 1987, s. 36) Automatisoidut kiinnitinkomponentit Käsikäyttöiset kiinnitinkomponentit voidaan korvata paineilma- tai hydraulikäyttöisillä kiinnitinkomponenteilla. Niiden käyttöönottoa sopii harkita, kun kiinnitinkomponenttien lukumäärä on suuri, osien kiinnittäminen tulee tapahtua samanaikaisesti useassa kohdassa tai kiinnitinkomponentit sijaitsevat lataajan kannalta vaikeapääsyisissä tai kokonaan ulottumattomissa olevissa kohteissa. Paineilma- ja hydraulikäyttöisinä kiinnitinkomponentteina käytetään yleensä työsylinterejä, jotka joko toimivat sellaisenaan painimena tai erilaisten vipumekanismien välityksellä. Kuvassa 7 on esitetty käsikäyttöisten kiinnitinkomponenttien lisäksi paineilmakäyttöisiä kiinnitinkomponentteja. (Leino et al. 1987, s. 54) 10

13 Kuva 7. Erilaisia käsikäyttöisiä ja paineilmakäyttöisiä kiinnityskomponentteja. (Lipnevicius 2008) Paineilmaa tai hydrauliikkaa voidaan myös käyttää kappaleen poistamiseksi kiinnittimestä. Työsylinterien lisäksi voidaan käyttää myös paisuvia paineletkuja kiinnitysvoiman aikaansaamiseksi. Paineilmakäyttöisten komponenttien etuna on niiden siisteys vuodon sattuessa verrattuna hydraulikäyttöisiin komponentteihin. Lisäksi hydraulikäyttöisen komponentin vuodon vaarana on öljyn syttymisriski. Hydrauliskäyttöisten komponenttien etuna on niiden suuri aikaansaama voima kokoonsa nähden. Hydraulikäyttö vaatii oman painetta tuottavan koneikon, joka lisää kustannuksia. Paineilmajärjestelmä löytyy useimmiten yrityksestä vakiovarusteena. (Leino et al. 1987, s. 54) Paineilma- ja hydraulikäyttöisiin kiinnitinkomponentteihin voidaan liittää lisäksi tunnistusjärjestelmä, jonka tarkoituksena on anturoida, ovatko kaikki osat paikoillaan ja kiinnitinkomponentit lukittu asennossa. Tunnistimet voidaan kytkeä hitsausrobotin ohjausjärjestelmään siten, ettei robottiohjelma käynnisty, elleivät kaikki kiinnityskomponentit ole oikeassa asennossa. (Leino et al. 1987, s. 54) Hitsattaessa monimutkaisia kappaleita voidaan kiinnittimestä tehdä pidemmälle automatisoitu, jolloin se tekee itsenäisesti operaatioita hitsaustyöjakson aikana. Tällaisia toimintoja ovat esimerkiksi kiinnitinkomponenttien avaus tai vasteiden vetäytyminen osan silloituksen jälkeen luoksepäästävyyden parantamiseksi sekä uusien osien paikoitus aiemmin hitsattujen osien päälle. Kiinnittimen toiminnan 11
14 ohjaus voidaan joko liittää robotin ohjaimeen tai käyttää järjestelmäohjainta, joka synkronoi robotin ja kiinnittimen toiminnot. (Leino et al. 1987, s. 58) 2.4 Hitsauskiinnittimen virtuaalinen mallinnus Käyttämällä virtuaalista 3D-simulointia hitsauskiinnittimen suunnitteluun voidaan huomata hyvissä ajoin sellaisia seikkoja, jotka tulisivat vastaan vasta prototyypin rakentamisen yhteydessä. Kolmiulotteisen virtuaalitodellisuuden hyödyntäminen on yleistynyt vahvasti. Simuloinnilla saadaan tarkasteltua hyvin toimintoja ja variaatioita ja tehtyä sen perusteella parempia päätöksiä valittavista rakenteista ja toiminnoista. Virtuaalimaailmassa voidaan suorittaa hitsauskiinnittimen optimointia, hitsausprosessin eri vaiheiden testausta ja selvittää työkappaleen vaatimuksia sekä sen osanvalmistuksen vaatimuksia. Kuvassa 8 esitetään kiinnittimen virtuaalisuunnitteluprosessi. (Neuvonen et al. 1999, s. 24) Kuva 8. Virtuaalisen kiinnittimen suunnitteluprosessi. (Neuvonen et al. 1999, s. 26) Virtuaalimaailma on mallin ja ympäristön luoma keinotodellisuus tietokoneen näytöllä. Virtuaalimallilla käsitetään CAD-ohjelmalla luotua kolmiulotteista mallia mekanismista, laitteesta tai laitteistosta. Geometrian lisäksi virtuaalimalliin on lisätty sen kinematiikka eli eri osien suhteellista liikettä kuvaavat parametrit, kuten esimerkiksi nivelten ja luistien liikeradat, liikesuunnat, liiketyypit ja liikerajat. Animoinnilla saadaan lisättyä malliin ajan funktio ja sillä parannetaan mallin visuaalisuutta toimintatarkastelussa. Animointi voidaan luoda ohjelmoimalla. (Neuvonen et al. 1999, s. 26) 12
15 Virtuaalikiinnittimeen tarvittavat osat, kuten runko-osat, kiinnitys- ja paikoituskomponentit voidaan luoda joko tuomalla ne 3D-malleina erilaisista mallikirjastoista tai esimerkiksi mallintamalla tavallisesta 2D-piirustuksesta. Virtuaalimaailmassa on helppo testata eri valmistajien kiinnitinkomponentteja, koska ne ovat yleensä maksutta käytettävissä. Internetin mallikirjastoissa on komponentit usein useilla eri formaateilla tiedonsiirron varmistamiseksi. (Neuvonen et al. 1999, s. 26) Virtuaalitodellisuudessa mallit ovat tarkalleen dimensioissaan eli ne ovat absoluuttisia. Todellisuudessa kappaleiden koko vaihtelee toleranssien rajoissa. Vaikka virtuaalimalli onkin epätodellinen, niin dimensioiden ääritapaukset pystytään kuitenkin tutkimaan. Samalla osanvalmistukselle saadaan tieto vaadittavasta valmistustarkkuudesta ja kiinnitykselle kriittiset kohdat saadaan määritettyä aikaisessa vaiheessa. Simuloinnilla saadaan selvitettyä myös tarvittavat säätö- ja liikevarat kiinnityskomponenteille. Liitettäviin kappaleisiin voidaan myös suunnitella kiinnitystä helpottavia ulokkeita ja aukkoja, jolloin hitsattavat osat toimivat paikoitus- ja tukieliminä toisilleen. (Neuvonen et al.1999, s. 26) 3 ROBOTIIKKA Tässä kappaleessa esitellään yleisimmät teollisuusrobotit, niiden ominaisuuksia ja robotin yhteyteen vaadittavia lisälaitteita. Lisäksi kappaleessa esitetään robottihitsausta, hitsausrobotin etäohjelmointia ja hitsausrobotin railonhakua sekä hitsausprosessin hallintaa. Tässä työssä käsitellään robotiikkaa laajalti, koska on tärkeää, että robotti ja hitsauskiinnitin toimivat hyvin yhdessä. Kiinnittimen toiminta ei saa haitata robotin toimintaa ja hitsausasennot on optimoitava mahdollisimman hyviksi. 13
16 3.1 Teollisuusrobotti Kansainvälisen robottiyhdistyksen määritelmän mukaan robotti on uudelleen ohjelmoitavissa oleva monipuolinen, vähintään kolminivelinen mekaaninen laite, joka on suunniteltu liikuttamaan kappaleita, osia, työkaluja tai erikoislaitteita ohjelmoitavin liikkein erilaisten tehtävien suorittamiseksi teollisuuden eri sovelluksissa. Nykyään teollisuusrobotin uudelleen ohjelmoitavuus ei pelkästään riitä, vaan sen on kyettävä muodostamaan liikeratansa tuotteiden suunnittelutiedon ja ympäristömallin perusteella. Lisäksi teollisuusrobotti voi anturoida ympäristön muutoksia ja päivittää prosessia samanaikaisesti. Teollisuusrobotin liikerata voi olla kokonaan etukäteen määritetty, toimintaympäristön tapahtumien perusteella valittava tai antureiden perusteella liikkeiden aikana luotu. (Kuivanen 1999, s.13) Standardi ISO 8373 määrittelee robottisanastoa ja lajittelee yleisimmät robottimallit mekaanisen rakenteen mukaan. Yleisimmät rakenteet, niiden kinemaattiset kaaviot ja työalueet on esitetty kuvassa 9. 14
17 Kuva 9. Yleisimpien robottien rakenne-esimerkkejä (Kuivanen 1999, s.12) 3.2 Teollisuusrobotin ominaisuudet Teollisuusrobottien ominaisuuksissa ilmoitetaan yleensä työalueen profiilit sivulta ja päältä, nivelten suurimmat nopeudet, toistotarkkuus, kantokyky ja paino. Standardi SFS-EN ISO 9283:en määrittelee robottien ominaisuuksien tarkastelutavat (SFS 2009). Kuvassa 10 on esitetty tyypillinen robotin työaluekuva. Teollisuusrobotin toistotarkkuudella tarkoitetaan sitä tilastollista tarkkuutta, jolla robotin, esimerkiksi työkalun joku piste, palaa takaisin aikaisemmin opetettuun pisteeseen. Robotin absoluuttisella tarkkuudella tarkoitetaan sellaista tarkkuutta, jolla robotti saadaan robotin runkoon sidotussa koordinaatistossa haluttuun pisteeseen. Absoluuttinen tarkkuus on työkalun mitoista riippuen usein kymmeniä tai satoja kertoja epätarkempi kuin toistotarkkuus. (Kuivanen 1999, s. 14) 15
 Kuva 10. Esimerkki nivelvarsirobotin työalueesta ja ulottuvuuksista.")
18 Robottiaseman tuotantotarkkuudella tarkoitetaan kaikkien työkappaleeseen liittyvien ohjelmien paikkaan ja asentoon vaikuttavien laitteiden tarkkuuksien summaa. Se koostuu robotista, lineaariakseleista, pyörityspöydistä, kiinnittimistä ja työkaluista. (Neuvonen et al. 1999) Kuva 10. Esimerkki nivelvarsirobotin työalueesta ja ulottuvuuksista. (Motoman 2009) Robotti koostuu tukivarsista ja nivelistä, jotka pystyvät liikkumaan tiettyihin suuntiin ja tuottamaan haluttua liikettä. Robotin mekanismeja liikutetaan lineaarikäytöillä, jotka voivat olla hydraulisia, pneumaattisia tai sähköisiä, tai rotaatiokäytöillä, jotka voivat olla hydraulisia tai sähköisiä. Voimansiirtoon käyttölaitteelta itse niveleen käytetään yleisimmin työntötankoja, kuularuuveja, ketjuja, vipumekanismeja, hammashihnoja tai hammaspyörästöjä. Nykyään yleisimpiä käyttölaitteita ovat sähköiset servomoottorit, joista on takaisinkytketty tiedonkulku. Tukivarsia toistensa suhteen liikuttavat toimilaitteet tekevät varsinaisen työn. Mekanismien avulla, joita usein kutsutaan niveliksi, tukivarret muuttavat keskinäisiä asentoja ja asemiaan. Työkalut kiinnitetään robotin työkalulaippaan. Työkalulaippa on yleensä ympyrämäinen pinta robotin ranteessa, johon kiinnitetään työkalu tai työkalunvaihtajan perusosa. Robotin ranteella tarkoitetaan joko toisiinsa tai peräkkäin kytkettyjä mekaanisia toimilaitteellisia tukivarsia käsivarren ja työkalun välissä, jotka tukevat ja liikuttavat työkalua haluttuun asentoon. (Cary et al. 2005, s Kuivanen 1999, s , 182, 185) 16

19 Monikäyttöisimpiä ovat robotit, joiden työkalun saa mihin tahansa asentoon ja asemaan työalueella. Tähän tarvitaan kuusi vapausastetta, joista vähintään kolme on kiertyviä. Kiertyvät vapausasteet ovat yleensä ranteessa. Kuuden vapausasteen roboteista yleisimpiä ovat kiertyväniveliset robotit, kuten kuvassa 11. Saavutettavia asemia (paikka ja asento) rajoittavat nivelten mekaaniset liikealueet ja robotille sallittava työskentelyalue. (Kuivanen 1999, s. 18) Kuva 11. Kiertyvänivelinen 6 vapausasteen robotti. (Motoman 2009) 3.3 Teollisuusrobotin koordinaatistot Teollisuusrobotin yleiset koordinaatistot ovat suorakulmaisia ortonormeerattuja oikeakätisiä koordinaatistoja. Ortonormeerattu tarkoittaa xyz-koordinaatistoa, joka on positiivisesti suunnattu siten, että katsottuna origoa sellaisesta suunnasta, jossa kaikki koordinaatit ovat positiivisia, x-, y-, ja z-akselit seuraavat järjestyksessä toisiaan positiivisessa kiertosuunnassa eli vastapäivään (Pirttimäki 2000). Standardin ISO mukaan edellä mainittuja koordinaatistoja ovat maailmankoordinaatisto, peruskoordinaatisto ja työkalukoordinaatisto. Maailmankoordinaatisto on robotin ulkopuolinen koordinaatisto, joka on sidottu työskentely-ympäristöön esimerkiksi rakennukseen, lineaarirataan tai robotin oheislaitteisiin. Peruskoordinaatisto on robotin jalustaan sidottu koordinaatisto. Työkalukoordinaatisto on suorakulmainen koordinaatisto, joka sidotaan työkalumäärityksellä kiinni haluttuun kohtaan robotin työkalua lähtien 17
20 työkalulaippaan sidotusta koordinaatistosta. Tällöin saadaan esimerkiksi robotti siirtämään hitsauksen valokaaren kohtaa suoraviivaisesti 10 mm:n päässä suuttimesta hitsauslankaa pitkin. Työkalua liikutettaessa liikutetaan siis työkalukoordinaatiston origoa ja haluttua työkalupistettä halutuilla parametreilla annetulla nopeudella. (Kuivanen s.21) 3.4 Teollisuusrobotin ohjausjärjestelmä Robotin ohjausjärjestelmä muodostuu seuraavista osista (Kuivanen 1999, s. 34): keskusyksikkö massamuisti ohjelmien tallennusta varten käsiohjain operointia ja ohjelmointia varten liitännät ulkoisia tietokoneita varten nivelkohtaiset servotoimilaitteet teholähteet, jotka muuttavat sähkönsyötön järjestelmälle ja laitteelle sopivaksi. Robotinohjausjärjestelmän piirteitä ja toimintoja ovat ohjelmien tulkinta liikekäskyiksi, toimilaitteiden takaisinkytketty servo-ohjaus, toimintaympäristön anturointi, muualla tehdyn ohjelman ymmärtäminen ja robotin sisäisen toiminnan tarkkailu eli itsediagnostiikka. (Kuivanen 1999, s. 34) Robotin ohjausjärjestelmän tehtävät voidaan jakaa viiteen ryhmään. Näitä ryhmiä ovat liikeohjauksen tehtävät, ohjelmointiin ja opetukseen liittyvät tehtävät, ohjelmien toisto ja liikkeiden suoritustehtävät, turvallisuustoimintojen toteuttaminen ja apuna toimiminen huoltotehtävissä ja käyttöönotossa. (Kuivanen 1999, s. 35) 3.5 Kaarihitsauksessa käytettävä robotti Kaarihitsauksessa voidaan käyttää useita erityyppisiä robotteja. Yleisimpiä ovat kiertyväniveliset robotit, joilla pystytään jäljittelemään ihmiskäden liikkeitä mahdollisimman hyvin. Tällöin voidaan muuttaa hitsauspolttimen kulmaa ja sen 18
21 kuljetuskulmaa, jolloin saadaan aikaiseksi hyvälaatuista hitsiä. Lisäksi polttimella pitää päästä vaikeisiin työkulmiin. Hitsausrobottiin voidaan liittää myös lisäakseleita, jolloin robotti voidaan kytkeä vaikkapa portaaliin, jolloin robotin työalue ja ulottuvuus paranee huomattavasti. (Cary 2005, s.315) Kaarihitsauksessa käytettävälle robotille asetettuja vaatimuksia ovat (Kuusisto 2007, s. 31): vapausasteita oltava vähintään 5, mielellään 6 kpl riittävän laaja työskentelyalue: Robotti on joko paikallaan tai liikuteltavissa ulkoisella liikeradalla tai liikeradoilla robotin ohjauslaitteet ovat varustettu riittävällä muistikapasiteetillä liikkeiden absoluuttinen tarkkuus on vähintään 0.3 mm railonseuranta ja -haku on voitava yhdistää ohjaustoimintoihin ohjelmointi on oltava helposti tehtävissä ohjelman siirto ja joustava taltiointi on oltava mahdollista vaaputusliike ja monipalkohitsausrutiinit on oltava mahdollisia säädöksien mukaiset turvalaitteet. 3.6 Hitsausrobottiaseman etäohjelmointi ja kalibrointi Hitsausrobotin etäohjelmointiin käytetään yleisimmin CAD-malleja apuna käyttävää ohjelmointiohjelmaa. Ideaalinen etäohjelmointiohjelma pystyy suoriutumaan seuraavista tehtävistä (Holamo et al s. 78): CAD-tiedostojen siirto (automaattinen) hitsausratojen muodostus (automaattinen) törmäystarkastelu ohjelman kääntö robotin ohjaimelle osien kalibrointirutiinit robottisysteemin paikoitustarkkuuden määritys hitsausparametrien hallinta. 19
22 Hitsausrobotin etäohjelmoinnissa tuodaan etäohjelmointiohjelmaan CAD-malli hitsattavasta tuotteesta. Tuotteelle luodaan hitsausradat ja tehdään törmäystarkastelut joko automaattisesti tai manuaalisesti. Automaattinen hitsausradan luonti ja törmäystarkastelu vaativat aina sääntöjä, johon ne perustuvat. Siksi niiden hallinta vaatii myös hitsausoperaattorilta paljon ymmärrystä ja osaamista. Luodut hitsausrobotin liikeradat ja toimintokäskyt täytyy kääntää robottiohjaimen kielelle. Tämä tapahtuu erityisellä kääntäjällä, joka muodostaa robottiohjaimelle ohjauskoodin. Usein kääntäjä ei ole riittävän tarkka, jolloin syntyy pieniä tilanteita, joissa ohjelmointiohjelma olettaa robotin tekevän muuta mitä robotti tekee koodin perusteella. (Holamo et al s. 78) Hitsausrobotti kalibroidaan seuraavaksi tuotteelle, jolloin sille syötetään jokin mittaustapa, jolla se tunnistaa tuotteen sijainnin ja orientaation työalueellaan. Sillä mittaustiedolla robottiohjain muuttaa tai säätää tarpeen mukaan ohjelmaa kappaleen hitsaamiseksi. Tuotteen kalibrointi voidaan tehdä ennen jokaisen eri tuotteen hitsausta. (Holamo et al s. 78) Kun haluttu työkalupisteen sijainti on luotu etäohjelmoinnissa, on koko robottiaseman paikoitustarkkuuden oltava todella hyvä. Sitä varten koko robottiasema on kalibroitava hyvin tarkasti. Robottiaseman kalibroinnissa kuvataan robotin kinemaattiset, toimilaitteelliset ja mekaaniset staattiset piirteet mallintamalla, mittaamalla ja identifioimalla. Identifioinnissa verrataan laitteen nimellismallin paikkatietoa mittatietoihin. Identifioinnin perusteella muodostetaan uusi kinemaattinen malli, jonka toteuttama paikka vastaa mahdollisimman hyvin mittaustietoa. Lisäksi usein tarvitaan kompensointia, jossa muutetaan identifioidun mallin avulla ulkoisella ohjelmalla robottiohjelman paikka- ja asentotiedot todellisuutta vastaaviksi. Mittaus voidaan suorittaa globaaliksi menetelmäksi kutsutulla mittausmenetelmällä, jossa mitataan yhdestä pisteestä koko hitsausrobottiaseman dimensiot. Tällaisia mittausmenetelmiä ovat lasertrackeri, teodoliitti ja kamerajärjestelmät. Pelkän robotin mittaamiseen riittää paikallinen menetelmä, jossa mittaus rajoittuu tiettyyn tehtävään tai pieneen alueeseen, kuten tietyssä työpisteessä tapahtuvaan ohjelmien korjaukseen. Paikallisen mittauksen menetelmiä ovat artifakti, jonka geometria tunnetaan ja erilaiset sauva- tai 20
23 nauhapohjaiset mittalaitteet. (Holamo et al s. 78, Tamminiemi et al s ) Kalibrointimittaukselle asetettava tarkkuusvaatimus on vähintään 1/5 tavoiteltavasta hitsausrobottiaseman tuotantotarkkuudesta. Esimerkiksi, jos halutaan 1 mm tuotantotarkkuus, on mittaustarkkuuden oltava 0,2 mm. (Tamminiemi et al s. 17) 3.7 Railonhaku ja -seuranta sekä hitsausprosessin hallinta Hitsattavissa liitoksissa on aina poikkeamia niiden geometriassa ja sijainnissa. Ne ovat seurausta erilaisista osavalmistuksen epätarkkuuksista. Epätarkkuuksia kompensoidakseen täytyy suorittaa hitsausparametreille automaattista säätöä, jotta hitsaus olisi mahdollista miehittämättömässä tuotannossa. (Jernström s. 17) Railonhaku on ohjelmistoperustainen ja edullinen anturointisysteemi hitsausrobottiin. Railonhaku perustuu lähes poikkeuksetta sähköiseen kontaktiin. Railonhakuun käytetään MIG/MAG- hitsauksessa joko lisäainelankaa, polttimen kaasuholkkia tai jotakin muuta teräväkärkistä sähköä johtavaa kontaktoria. Railonhaussa käytetään hyvin korkeaa jännitettä normaaliin hitsausjännitteeseen verrattuna. Jännitteen suuruus on yleensä noin 200 volttia, jolloin sähköinen kontakti syntyy ruosteisemmankin pinnan läpi (Motoman 2009). Sähköisen kontaktin saatuaan robotti tallentaa muistiin sen hetkisen sijaintinsa ja muokkaa hitsausohjelman radan kulkemaan anturoinnin antaman datan perusteella ennen hitsauksen alkamista. Railonhaun avulla tehtävät säädöt hitsausrataan voidaan tehdä 1-, 2- tai 3-ulotteisesti. Railonhaun huonona puolena on sen tuoma lisäaika työkiertoon. Railon löytämiseen menee yleensä noin 3-5 sekuntia aikaa. Railonhaun onnistumiseksi työkappaleessa täytyy olla määritettynä reunoja (kappaleen tai railon), johon haun voi suorittaa. Kuvassa 12 on mallikuva railonhausta pienahitsausta varten. (O Shea 2009) 21
 Optiset railonseurantamenetelmät jakautuvat lasersäteen pyyhkäisyyn perustuvan strukturoidun valon ja sulan tarkkailuun perustuviin menetelmiin.")
24 Kuva 12. Railonhaku, jossa käytetään lisäainelankaa sensorina. (Lipnevicous 2008) Optiset railonseurantamenetelmät jakautuvat lasersäteen pyyhkäisyyn perustuvan strukturoidun valon ja sulan tarkkailuun perustuviin menetelmiin. Kuvaa ohjelmallisesti analysoimalla voidaan tehdä reaaliaikaisesti muutoksia robotin liikeohjelmaan. Lasersäteen pyyhkäisyyn perustuvissa menetelmissä lasersädettä poikkeutetaan polttimen edellä railossa samalla mitaten 3D-CCD kameralla heijastuneen säteen ja lähetyskohdan etäisyyttä kolmiomittausperiaatteella. Jokaisella poikkeutuksella saadaan syvyysprofiili, jossa näkyvät railon geometria ja sijainti. Kuvassa 13 on lasersäteen pyyhkäisyyn perustuvan railonseurantamenetelmän malli. Kuvassa 14 on toinen esimerkki lasersäteestä heijastuneen viivan hyväksikäytöstä railonseurannassa. (Pires et al s.110) 22
25 Kuva 13. Lasersäteen pyyhkäisyyn perustuva railonseurantamenetelmä ja kolmiomittausperiaate. (Pires et al s.79) Kuva 14. Lasersäteestä heijastuneen viivan käyttö railonseurannassa. (Pires et al s.110) Toinen railonseurannan menetelmä on valokaaren virran mittaukseen perustuva, yleisimmin käytössä oleva railonseurantamuoto MIG/MAG - hitsauksessa. Kyseiseen railonseurantaan tarvitaan virta-anturointi ja hitsausvirran 23
26 vertailusysteemi. Hitsauspoltinta vaaputetaan railossa, jolloin virta muuttuu kuvan 15 mukaisesti. Hitsauspolttimen rataa päivitetään reaaliaikaisesti linjalle, jossa vaaputuksen ääripäiden virran erotus on nolla. (Pires et al s. 109) Kuva 15. Valokaaren läpi tapahtuva railonseuranta poltinta vaaputtamalla ja virtaa mittaamalla. (Pires et al s. 109) 4 TUOTANTOTALOUDELLISET SEIKAT Tässä kappaleessa esitetään lyhyesti työtä koskevia tuotantotaloudellisia seikkoja. Niitä ovat läpimenoaika ja hitsaustuotannon kustannusvaikutukset. 4.1 Läpimenoaika Läpimenoaika muodostuu kokonaisajasta, jonka toimintaketju vaatii. Läpimenoajalla käsitetään aikaa, joka menee tuotteen valmistamisen aloittamisesta sen valmistumiseen. Läpimenoaikaan kuuluu monia eri vaiheita eli se ei muodostu pelkästään valmistavasta työstä, vaan siihen kuuluu asetusaika, työvaiheaika, odotusaika ja kuljetusaika. Lyhyillä läpimenoajoilla on monia positiivisia vaikutuksia yrityksen toimintaan ja kilpailukykyyn. Toiminnan 24

27 aikajänteiden lyhentäminen on yksi keskeisimmistä tuotannon kehittämisen tavoitteista. (Haverila et al s. 401) 4.2 Kustannusvaikutukset Hitsauskustannuksia seuraamalla voidaan tarjota ja myydä hitsattuja tuotteita kannattavasti, vertailla eri vaihtoehtoisia valmistusmenetelmiä keskenään, tarkastella eri suunnitteluvaihtoehtojen vaikutuksia valmistuskustannuksiin, vertailla eri hitsausmenetelmiä keskenään sekä voidaan selvittää tuotteen kustannusrakenne ja löytää kokonaisuuden kannalta oleelliset kustannukset. Hitsauskustannukset muodostuvat seuraavista tekijöistä (Lukkari s. 8): Työkustannukset: hitsaajat Ainekustannukset: lisäaineet, suojakaasut ja hitsausjauheet Konekustannukset: hitsauskoneet ja niiden kunnossapito Energiakustannukset: Hitsauskoneen kuluttama sähköenergia Lisäksi robottihitsauksessa tulee ottaa huomioon robottiaseman laitteistojen hankintakustannukset, kunnossapitokustannukset sekä robottiaseman energiakustannukset. Kuvassa 16 on esitetty hitsauskustannusten muodostuminen. Kuva 16. Hitsauskustannusten muodostuminen. (Lukkari s. 9) 25
28 Hitsauskustannuksiin ei yleensä oteta mukaan hitsaustyön tekemiseen liittyviä muita materiaaleja ja työvaiheita kuten raaka-aineita, levyjen leikkausta ja paloittelua, railojen tekemistä, mahdollista esikuumennusta ja jälkilämpökäsittelyä, tarkastuksia, korjauksia ja erilaisia muita jälkitöitä. Ne tulevat mukaan valmiin tuotteen kokonaiskustannuksiin. Käsinhitsaus on työvaltainen hitsausmenetelmä, jolloin siinä palkkakustannukset kattavat suuren osan kokonaiskustannuksista. (Lukkari s. 8) Seuraavassa esitetään laskentakaavoja kustannusten laskemiseksi (Lukkari s. 8): Työkustannukset [ /m] K T M T 1 H e T, (1) jossa M = hitsiainemäärä [kg/m], T = hitsiaineentuotto [kg/h], e = paloaikasuhde, H T = työtunnin hinta [ /h] Hitsauslisäainekustannukset [ /m] K L H L M, (2) N jossa M = hitsiainemäärä [kg/m], H L = lisäaineen ostohinta [ /kg], N = hyötyluku / riittoisuus M Suojakaasukustannukset [ /m] K S V H S 0, 12, (3) T jossa M = hitsiainemäärä [kg/m], T = hitsiaineentuotto [kg/h], V = kaasun virtaus [l/min], H S = suojakaasun ostohinta [ /m 3 ] Energiakustannukset [ /m] K E M E H, (4) jossa M = hitsiainemäärä [kg/m], E = energian kulutus [kwh/kg], H E = energian hinta [ /kg] E 26
29 5 CASE: 6 M 2 SUODINLEVYN KULMAPALOJEN HITSAUSKIINNITTIMEN SUUNNITTELU Tehtävänä tässä työssä on kehittää malli hitsauskiinnittimestä 6 m 2 suodinlevyjen kulmapalojen ja päätylatan hitsaamiseen hitsausrobotilla. Suunnittelutyö tehdään suurilta osin mallintamalla suodinlevyn ja kulmapalojen ympärille kiinnitinmalli, jota testataan simuloimalla hitsausaseman 3D-mallissa IGRIP ohjelmistolla (Delfoi Oy). 5.1 Hitsattava tuote Hitsattava tuote on teollisuussuodattimeen tuleva suodinlevy, joka toimii painekammiona. Suodinlevyn mitat ovat 4390 x 1796 x 15 mm ilman päätylattaa. Päätylatan kanssa mitat ovat 4410 x 1796 x 15 mm. Mittoja on havainnollistettu kuvassa 17. Suodinlevy painaa 975 kg. Suodinlevy tulee yritykseen alihankkijalta. Alihankkija muovaa kanttaamalla suodinlevyyn kuppimaisen muodon. Suodinlevyaihiosta puuttuvat kulmat, koska muuten sen muovaaminen kanttaamalla ei ole mahdollista. Siksi siihen liitetään jälkikäteen kulmapalat, jotka tulevat yritykseen alihankkijalta. Kulmapalojen lisäksi levyyn hitsataan kiinni päätylatta, yhteitä, ohjaintappeja, korvakkeita ja kannatintappeja. Päätylatta hitsataan tällä hetkellä eri työvaiheessa kuin kulmapalat suodinlevyyn. Suodinlevyjä tehdään vuodessa noin 800 kappaletta. Hitsattavan tuotteen materiaaleina on useita korroosiota kestäviä eri vaihtoehtoja, kuten 304L, 316L, 2205 (EN ), SAF 2507 (EN ). Yleisimpänä käytetään 304L:ää ja 316L:ää. Kulmapaloissa hitsirailot ovat muodoltaan K-railoja. Päädyn latta hitsataan pienahitsinä. Hitsausprosessina on MIG/MAG -hitsaus joko umpilangalla tai täytelangalla. Kuvassa 17 on valmiiksi hitsattu ja hiottu suodinlevy odottamassa kuumilla oikaisua ja peittausta. 27




30 S= Kulmapalat Päätylatta 1796 Kuva 17. Kuumilla oikaisua ja peittausta odottava valmiiksi hitsattu suodinlevy. Levyn päämitat ja edellä mainitut osat on osoitettu kuvassa. 5.2 Hitsauskiinnittimen suunnittelun lähtökohdat Hitsauskiinnitintä suunnitellaan Larox:lla tehdyn kokeilun perusteella. Larox:lla on kokemusta puusta tehdyn suodinlevyn ja kiinnittimen kokoluokkaisen kehän sijoittamista kappaleenkäsittelijään ja se on todettu mahtuneen siihen. Tavoitteena on saada hitsaus suoritettua hitsausaseman pienellä puolella, jossa on pyörityspöytä ja vastapöytäpylkkä. Kappaleenkäsittelijän tekniset tiedot on käsitelty kappaleessa Hitsauskiinnittimen mitoituksessa on otettava huomioon, että se mahtuu hyvin kappaleenkäsittelijään sekä robotti ulottuu hitsaamaan vaadittavat hitsit. Kiinnittimen on tarkoitus toimia suuntaa antavana mallina varsinaisesta kiinnittimestä, joten tässä työssä ei käsitellä vaadittavia 28
.")
31 lujuuslaskelmia ja tarkkoja mittapiirustuksia. Hitsauskiinnittimen kiinnitinratkaisuksi rajattiin tähän työhön manuaalitoiminen mekaaninen kiinnittäminen Robottihitsauslaitteisto Larox:lla Larox:n hitsausrobottiasema koostuu kahdesta Motoman:n K6SB robotista ERCohjauksella. Robotit kuuluvat Motoman Gantry TSG-15-XYZ portaalijärjestelmään (kuva 20). Hitsausrobotin ominaisuuksia on esitetty kuvassa 18. Kuva 18. Motoman K6SB robotin tekniset tiedot ja työalueen profiili (New Age Robotics 2006) Hitsauspolttimena järjestelmässä toimii Motoman CWK-400 vesijäähdytteinen MIG/MAG poltin. Polttimen ulkomitat on esitetty kuvassa 19. Kyseessä on polttimen lyhyt malli. Polttimen vartta on taivutettu 22. Robotti on varustettu vaihdettavilla hitsauspolttimilla. Vaihtopolttimet ovat telineessä robotin jalustan lähellä. (Rautio 2009) 29

32 Kuva 19. Motoman CWK-400 MIG/MAG hitsauspoltin (Teknodrom 2004). Robotissa on käytössä kuusi sisäistä akselia ja lisäksi robotin ohjaimella ohjataan viittä ulkoista akselia. Ulkoiset akselit ovat lineaariliikkeet x, y ja z maailmankoordinaatistossa ja kaksi pyörityspöydän akselia. Portaalin lineaariratojen liikealueet eri suunnissa ovat x=13900 mm, y = 1800 mm ja z = 1200 mm. Kuvassa 20 on robottiasema kaaviokuvana ylhäältä päin. Erona kyseiseen kuvaan on Larox:lla käytössä oleva toinen robotti samassa portaalissa. (Rautio 2009) X Z Y Kuva 20. Motoman Gantry System TSG-15 kaaviokuva päältä (Motoman 1998). Kuvaan on myös merkitty aseman koordinaatisto, jossa z -suunta on katsojaan päin. 30
. Larox:lla on käytössä Motoman Gantry TSG-15-XYZ portaalijärjestelmä. Kuva 21. Motoman Gantry System - portaalin teknisiä tietoja.")

33 Kuvassa 21 on esitetty Gantry System TSG mallisarjan portaalien toistotarkkuus, servomoottoreiden tehot, lineaariakseleiden liikenopeudet ja liikepituudet, jotka riippuvat mallista (X-akseli) (Motoman 1998). Larox:lla on käytössä Motoman Gantry TSG-15-XYZ portaalijärjestelmä. Kuva 21. Motoman Gantry System - portaalin teknisiä tietoja. (Motoman 1998) Kappaleenkäsittelylaitteisto, jota aiotaan käyttää suodinlevyn hitsaukseen, koostuu 2-akselisesta pyörityspöydästä ja grillityyppistä kiinnitystä varten käytettävästä vapaasti pyörivästä, aksiaalisesti uivasta, vastapöytäparin pylkästä. Kappaleenkäsittelijä on malliltaan Motoman MT ja sen kantavuus on 3000 kg. Edellä mainitun pyörityspöydän mittoja on esitetty kuvassa 22. (Rautio 2009) Kuva 22. Motoman MT1 sarjan pyörityspöydän mittoja. (Motoman 1998) 31
34 Kappaleet kuljetetaan hitsauspaikalle pukkien varassa trukilla. Hitsauspaikan yhteydessä on kantavuudeltaan 1600 kg:n nosturi, jota voidaan käyttää kappaleiden siirtämiseksi pyörityspöydälle ja hitsauskiinnittimeen. Lisäksi käytettävissä on kantavuudeltaan 12,5-20 tn:n hallinostureita. (Rautio 2009) Hitsauskiinnittimen vaatimukset Robotin on pystyttävä hitsaamaan levyn molemmilta puolilta jalkoasennossa tai alapiena-asennossa. Levy on asetettava portaalin pitkän akselin suuntaisesti pyörityspöytään. Tavoitteena on toteuttaa kiinnittimen kiinnitys pyörityspöytään yhdellä kiinnityspisteellä. Jos yhdellä kiinnityspisteellä kiinnittäminen pyörityspöytään ei ole mahdollista, on käytettävä apuna vapaan pään tukea, jolloin kiinnityksestä tulee grilli tyyppinen. Hitsauskiinnittimessä pyritään hitsaamaan kulmapalojen lisäksi päätylatta. Tarkoituksena on suorittaa kulmapalojen hitsaus käyttäen hyväksi hitsausrobotin railonseurantaa. Railot joudutaan hakemaan joka kerta uudestaan kappaleen valmistustoleransseista johtuen. Lisäksi hitsausrailon sijainti saattaa hieman vaihdella, joten joudutaan käyttämään myös hitsauksen aikaista railon seurantaa ja suorittamaan railon suunnanmuutospisteissä välipistehaku. Larox:n hitsausrobotti käyttää hyväkseen hitsauslangalla tapahtuvaa korkeajännitehakua ja railonseuranta hitsauksen aikana tapahtuu valokaaren läpi tapahtuvalla virran seurannalla. 5.3 Kiinnitinratkaisuvaihtoehdot Ratkaisuvaihtoehdoiksi saatiin 3 eri versiota kiinnittimen kiinnittämisestä kappaleenkäsittelylaitteistoon. Muilta osin kiinnitinratkaisu on samanlainen jokaisessa eri vaihtoehdossa. Ensimmäisessä vaihtoehdossa kiinnitys tapahtuisi ainoastaan pyörityspöytään. Ensimmäinen ratkaisu on jäykkyydeltään riittämätön kiinnittimen ja suodinlevyn 32


35 koosta ja yhteispainosta johtuen. Kuvassa 22 on esitetty ensimmäinen kiinnitinvaihtoehto. Kuva 22. Kiinnitinvaihtoehto 1 pyörityspöytään tulevalla kiinnityksellä. Vaihtoehto 2:ssa kiinnitys tapahtuisi pyörityspöytään ja vastapylkkään. Kiinnityksen luonteesta johtuen hitsauskiinnittimen pyörityspöydän puoleisen päädyn kulma, joka on vastapuolella kiinnitykseen nähden, on riittämättömästi tuettu ja se pääsee joustamaan aiheuttaen ongelmia hitsaukseen. Kuvassa 23 on toinen kiinnitinvaihtoehto, sekä siinä on nuolella osoitettu joustava kulma. Kuva 23. Kiinnitinvaihtoehto 2, jossa on nuolella osoitettu joustavinta kulmaa. Kolmannessa vaihtoehdossa hitsauskiinnitin kiinnitetään kappaleenkäsittelijään grillityyppisesti molemmista päistään. Kolmas kiinnitystyyppi on kaikista vaihtoehdoista vakain ja tukevin vaihtoehto. Kuvassa 24 on kolmas kiinnitinvaihtoehto, joka valittiin parhaaksi. Valinnan perusteena on tukevin 33

36 rakenne. Jokaisessa vaihtoehdossa pyörityspöytään liitetty Larox:n muille tuotteille käyttämä pöytälevy joudutaan irrottamaan, jotta hitsauskiinnitin mahtuu paikalleen. Päätylevyt Tukirakenteita Kuva 24. Kiinnitinvaihtoehto 3, jossa kiinnitys tapahtuu grillityyppisesti molemmista päistä. Kuvassa on osoitettu myös päätylevyt ja tukirakenteita. Kaikissa tapauksissa hitsauskiinnittimen runkomateriaalina on riittävän lujuuden takaamiseksi S355 rakenneteräs ja kyseessä on mitoiltaan 160 x 160 x 8 mm neliöputki. Kiinnittimen päätyjen kiinnityslevyt ovat paksuudeltaan 20 mm ja niiden tukirakenteet 15 mm. Kuvassa 24 on osoitettu päätylevyt ja tukirakenteita. Kaikissa levyyn koskettavissa pinnoissa, joita ovat paininpinnat ja vastinpinnat, käytetään lujaa ja kovaa martensiittistä ruostumatonta terästä rautakontaminaation estämiseksi. Maadoitusvirran johtaminen tapahtuu alavasteiden kautta. Puristimet on ajateltu kiristettäviksi paineilmatoimisella vääntimellä, jolloin pitkienkin pulttien kiristäminen tai löysääminen käy nopeasti. Keinuvan rakenteen ansiosta puristimet saa käännettyä täysin auki, kun pultti on ruuvattu auki. Tällöin puristimet eivät ole suodinlevyn siirron tiellä. Levyn kiilaamiseen vasteitaan vasten käytetään myös ruuvitoimisia puristimia. Ruuvitoimisten puristimien huonona puolena on kierteen vaurioituminen hitsausroiskeista, joten ne täytyy suojata niiltä. Kuvassa 25 on esitetty sivuun käännetty puristin. 34

 ja ottamalla keltaisen nuolen")
37 Kuva 25. Sivuun käännetty puristin. Latan puoleisen päädyn alavasteet on tehty sivuun käännettäviksi, jotta latan hitsaaminen onnistuu molemmilta puolilta. Vasteet käännetään sivuun, kun kulmapalat on ensin hitsattu. Kuvassa 26 on esitetty alavasteiden sivuun kääntäminen löysäämällä ensin kiristyspulttia (vihreä nuoli) ja ottamalla keltaisen nuolen osoittama tappi pois, jonka jälkeen voidaan kääntää sivuun ensin kiristysmekanismi (vaalean vihreä nuoli) ja sitten itse alavaste (oranssi nuoli). 1 Kuva 26. Alavasteen kääntö päätylatan hitsauksen tieltä. 35

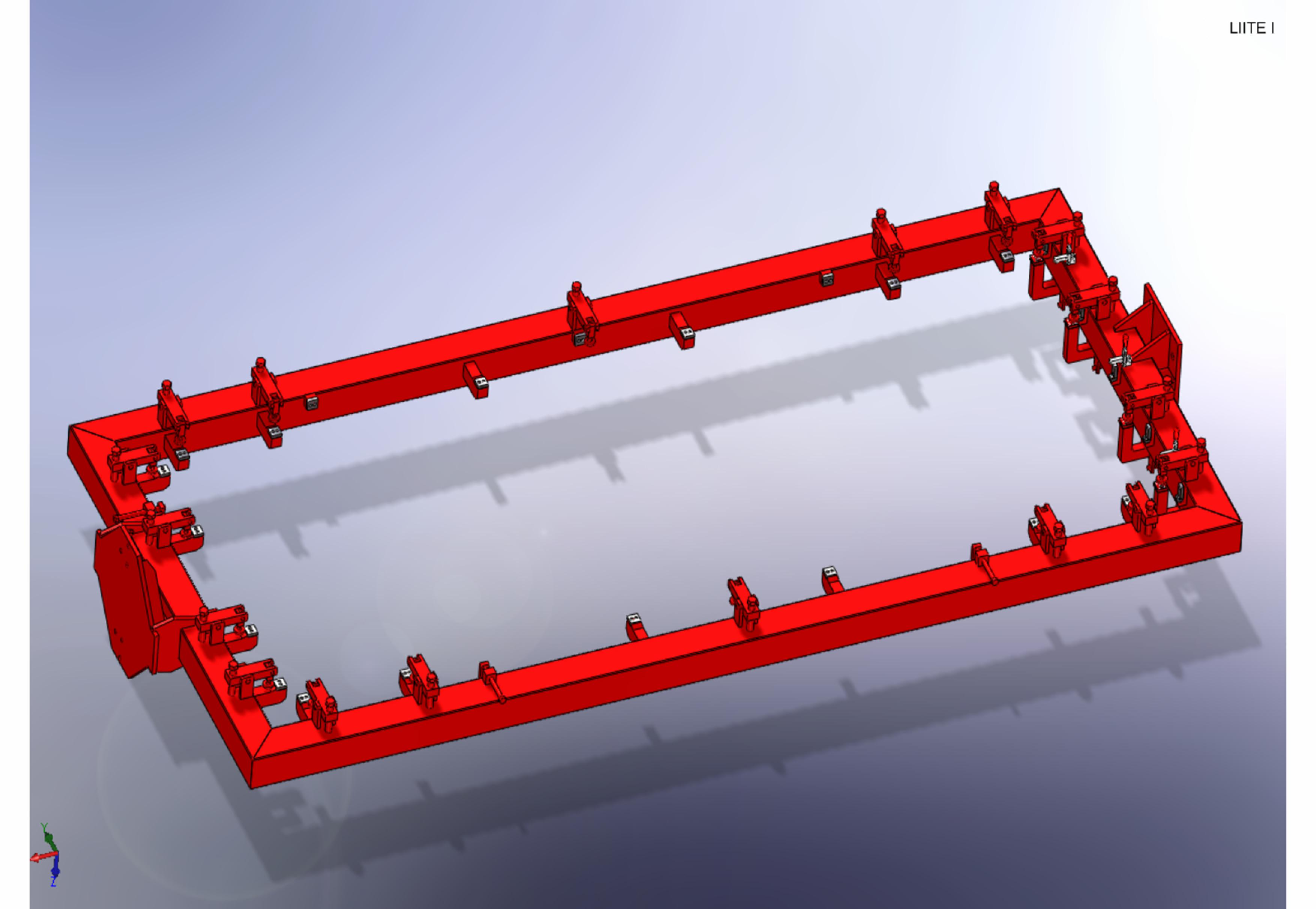
38 Kiinnittimestä löytyy työn liitteenä 3D kuva (Liite I) ja mittapiirustukset (Liitteet II, III ja IV), jotka toimivat suuntaa antavana informaationa varsinaisen kiinnittimen tekoa varten. Mittoja voi käyttää sellaisenaan kiinnittimen valmistamiseen, mutta niitä tulee tarkastella varsinaisen kiinnittimen teon yhteydessä vielä tarkemmin esimerkiksi ainevahvuuksien osalta. Kiinnitin painaa noin 860 kg, joten sen ja levyn yhteispaino pysyy hyvin kappaleenkäsittelijän kapasiteetin rajoissa. 5.4 Hitsattavan tuotteen asento ja kiinnitys Suodinlevy lasketaan kiinnittimeen hallinosturilla kammion kohouma ylöspäin. Levyn pinta on samalla tasolla kiinnittimen runkopalkin ylälaidan kanssa. Ennen suodinlevyn paikoittamista asetetaan päätylatta omalle kiinnityspaikalleen sille tarkoitetuilla kiinnittimillä. Sen jälkeen suodinlevy paikoitetaan kiinnittimen sivuvasteisiin kiilaajien avulla. Kiilaajat jätetään paikoilleen ja sitten kiristetään puristimien leuat paineilmatoimisella pultinvääntimellä tiukalle. Näin levy tuetaan aktiivisella paikoituksella kolmea eri vastetta vasten (latan pääty, sivu ja pohja). Kuvassa 27 on suodinlevyn kiilaamiseen käytetty rakenne. Kuva 27. Suodinlevyn kiilaaminen paikoilleen käyttämällä ruuvilla toimivaa kiilainta. 36
39 Kun suodinlevy on asetettu paikoilleen, asetetaan kulmapalat paikoilleen. Ne kiinnitetään asemaansa kiinnittimen puristimilla. Kulmapalat tulevat ainoastaan pohjan vasteita vasten, mutta sivut tarkastetaan yhdensuuntaisiksi suodinlevyn sivujen kanssa. Kulmapalat hitsataan puoli kerrallaan eli ensin kaikki railot täytetään suodinlevyn yhdeltä puolelta ja sen jälkeen ne täytetään toiselta puolelta. Kulmapalojen hitsauksen jälkeen vapautetaan päätylatan puoleisen päädyn suodinlevyn puristinkiinnittimet ja käännetään ne sivuun työalueelta (pystyyn). Samalla käännetään myös päädyn suodinlevyn vastimet sivuun työalueelta, jotta robotti pystyy hitsaamaan päätylatan hitsit molemmilta puolilta. Kulmapalat ja päätylatta hitsataan yhdellä palolla puoleltansa. Suodinlevyn nostaminen paikalleen ja pois tapahtuu nostoapuvälineillä. Nostoihin käytetään levyn nostamiseen tarkoitettuja nostotarraimia. Vaakanostossa tarvitaan vähintään 2 tarrainta. Nostotarraimen tulee mahtua levyyn kiinni sivusta päin. Tarrainta varten kiinnittimeen tulee tehdä syvennykset, joista tarraimen mahtuu asettamaan levyyn. Kiinnittimeen ei mallinnettu tässä työssä nostoapuvälineille tarvittavia kohtia. 5.5 Hitsauksen simulointi Hitsauksen simulointi on toteutettu IGRIP ohjelmalla (Delfoi Oy) ja sillä varmennettiin kiinnittimen sopivuus robottiasemaan. Kiinnitinmalli tuotiin robottiasemaan ja siinä olevaan suodinlevyyn luotiin robotin työkalupisteen liikeradan pisteet, jotta pystyttiin selvittämään robottihitsauksessa kuluva likimääräinen aika. Lisäksi simuloinnissa selvitettiin aiheutuiko kiinnittimestä esteitä hitsaukselle. Kuvassa 28 on Larox:n hitsausaseman virtuaalimalli, johon on sijoitettu hitsauskiinnitin ja suodinlevy paikalleen. 37


40 Kuva 28. Hitsauskiinnitin ja suodinlevy tuotuna Larox:n robottihitsausaseman virtuaalimalliin. Hitsaussimulaatiossa hitsauskiinnitin sopii kappaleenkäsittelijään ja robotti pystyy toimimaan levyn yläpuolella, vaikkakin tila vaikutti ennakolta hyvin ahtaalta. Kiinnittimen malli osoittautui simuloinnissa toimivaksi ja se ei aiheuta esteitä robotilla tapahtuvalle hitsaukselle. Robotille luotiin IGRIP:llä liikerata. Tässä tapauksessa se ei suoraan olisi soveltunut etäohjelmoinniksi robotille, koska siinä ei luotu hitsaukseen liittyviä toimintoja, vaan ainoastaan liikeradat ja nopeudet, jotka olisivat todenmukaisia oikeassa hitsauksessa. Liikeradan simuloinnista saatiin kokonaisaika, joka kuluu kulmapalojen ja päätylatan hitsaamiseen. Aikaa käytetään yhtenä laskelmien perustana nykytilanteen ja uuden tilanteen vertailussa. Kuvassa 29 luodaan liikeradan pisteitä simulointia varten. 38


41 Kuva 29. Liikeradan pisteiden luonti robotille. Kuvasta näkee, miten hitsausrata suhteutuu kiinnittimeen ja miten hitsauspoltin mahtuu kulkemaan sitä pitkin. 5.6 Valitun kiinnitinratkaisun jatkokehittely Tuotantomäärien kasvaessa kiinnittimen puristimet voidaan korvata hydraulisilla puristimilla. Hydrauliset puristimet ovat voimakkaita kokoonsa nähden, mutta niiden kanssa saattaa syntyä vuoto-ongelmia ja äkillinen paineen lasku hydraulijärjestelmässä saattaa aiheuttaa vaaratilanteen puristimien hellittäessä otteensa. Siksi hydrauliseen puristamiseen tarvitsisi tehdä itselukittuva puristussysteemi. Suodinlevyn keskittäminen kiinnittimeen on mahdollista toteuttaa eri tavalla, jolloin se keskitetään suodinlevyn omilla ohjaintapeilla. Ohjaintappien käyttö edellyttää, että suodinlevyyn tehdään reiät jo alihankkijalla kanttaamisen jälkeen, jolloin ne porataan esimerkiksi laserilla vaadittavan tarkkuuden saavuttamiseksi. Ohjaintapit asennetaan levyyn ennen kulmapalojen hitsausta. Ohjaustapit (2 kpl) sijaitsevat kumpikin levyn päissä. 39
42 Hitsaus suoritetaan tällä hetkellä K-railoon, jolloin robottihitsauksessa syntyy hyvin todennäköisesti ongelmia. Robottihitsaukselle paremmin sopiva railomuoto olisi X- railo, jolloin hitsausprosessin hallinta helpottuisi. Ylipäätänsä päittäishitsit ovat haasteellisia robottihitsaukselle. X-railon käyttö edellyttäisi railon koneistamista myös suodinlevyyn, kun tällä hetkellä koneistus tehdään ainoastaan kulmapaloihin. Suodinlevyyn tapahtuvaa railonvalmistusta varten tarvitsisi hankkia esimerkiksi nakerruskone, jolla se saadaan koneistettua hyvin. Kulmapalojen ja päätylatan hitsausvaiheeseen voisi myös liittää mahdollisesti levyyn tulevien kannatintappien hitsaus samalla kiinnittimellä. Tämä tarkoittaisi, että hitsausmuodonmuutokset tulisi hallita erittäin hyvin, koska kannatintappien toleranssivaatimukset ovat tarkat hitsaukselle (kohtisuoruus- ja samansuuntaisuusheitto saa olla maksimissaan 1 mm). 6 NYKYTILANTEEN JA UUDEN TILANTEEN VERTAILU Tässä kappaleessa esitellään nykytilanne ja vertaillaan sitä tulevaan tilanteeseen. Lisäksi kappaleessa käsitellään läpimenoaikoja ja kustannuksia lyhyesti. 6.1 Tämänhetkinen tuotteen hitsausmenetelmä Tällä hetkellä tuote hitsataan käsin erilaisissa vaiheissa. Ensin suoritetaan levyn kulmapalojen hitsaus, joka tapahtuu asettamalla levy kammiopuoli ylöspäin hitsauspöydälle. Levy ja kulmapalat kiinnitetään pöytään hydraulisilla puristimilla. Kulmapaloihin koneistetaan ennalta railot koneistuskeskuksessa tai poikkeustilanteessa ne tehdään käsin. Kiinnittämisen jälkeen suoritetaan hitsaustyövaihe, jossa yleensä ei tarvita silloitusta tukevasta kiinnittämisestä johtuen. Kuvassa 30 on esitetty kiinnittäminen. (Tikka 2009) 40
43 Kuva 30. Käsin hitsauksessa käytetty hydraulinen kulmapalan ja suodinlevyn kiinnittäminen. Kuvassa musta viiva kuvaa hitsatun railon sijaintia. Kun kulmapalat on hitsattu, suoritetaan hitsien hionta. Hionnan jälkeen levy käännetään toisin päin. Käännön jälkeen suoritetaan tarvittaessa kulmapalojen esijännitys riippuen siitä, onko aiemmassa hitsausvaiheessa syntynyt vetelyitä, jotka edellyttävät sitä. Sitten hitsataan toisen puolen hitsit ja suoritetaan mahdollisia oikomistoimenpiteitä tarpeen vaatiessa. Tämän jälkeen hitsit hiotaan sileiksi. Kuvassa 31 on esitetty hiottu suodinlevy reikien poraamisen jälkeen. (Tikka 2009) 41


 6.")


44 Kuva 31. Hitsauksen jälkeen hiottu kulmapalaliitos. Kulmapalojen hitsauksen jälkeen suodinlevyyn porataan reiät omalla porauskiinnittimellään. Porauksen jälkeen suodinlevyyn hitsataan varusteita kuten ohjaustappeja, yhteitä ja päätylatta. Valmiiksi hitsattu suodinlevy oiotaan muodonmuutoksista kuumilla ja sen jälkeen levy menee peittaukseen. (Tikka 2009) 6.2 Läpimenoaika Käsinhitsauksessa läpimenoaikaan kuuluu kulmapalojen liittäminen suodinlevyyn ja päätylatan hitsaaminen. Läpimenoaikaan lasketaan myös aika mikä kuluu käsin tapahtuvaan levyn kääntöön ja työkappaleiden siirtoon. Päätylatta hitsataan eri työvaiheessa käsinhitsauksessa. Käsinhitsauksessa läpimenoaika muodostuu levyn siirtelystä ja asettelusta hitsauspöydälle, kulmapalojen railomuodon parantelusta, levyn ja kulmapalojen kiinnittämisestä, hitsaustyöstä, levyn käännöstä ja lämpöjännityksistä johtuvien muodonmuutosten oikomisesta. 42
45 Käsin tapahtuvassa hitsauksessa aikaa edellä mainittuihin työvaiheisiin menee taulukon 1 mukaisesti. Taulukko 1. Käsin suoritettavan kulmapalojen hitsaustyön kesto. (Tikka 2009) Työvaihe Aika [min] Lisätietoja Levyn siirto 10 Railojen teko / parantelu 20 Tarvittaessa Kiinnitys 10 Hitsausaika 60 Levyn kääntö 5 Oikomistyö 10 Tarvittaessa Yhteensä: 115 Päätylatan hitsaamiseen kuluu aikaa taulukon 2 mukaisesti. Päätylatta tehdään muun varusteluhitsauksen yhteydessä, kuten aiemmin on mainittu. Taulukko 2. Käsin suoritettava päätylatan hitsaaminen. (Tikka 2009) Työvaihe Aika [min] Lisätietoja Kiinnitys 5 Hitsausaika 20 Levyn kääntö 5 Yhteensä: 30 Robottihitsauksessa läpimenoaika muodostuu suodinlevyn, kulmapalojen ja päätylatan asettamisesta hitsauskiinnittimeen, mahdollisesta ohjelman tarkistuksesta, railojen hauista, hitsauksesta ja hitsatun tuotteen hitsauskiinnittimestä irrottamisesta. Robottiasemassa tapahtuvan valmistuksen läpimenoaikaa on arvioitu IGRIP ohjelmalla (Delfoi Oy) saaduista simulointitiedoista sekä oheistoimintaan kuluvista arvioiduista ajoista, kuten siirroista ja kiinnittämisistä. Taulukossa 3 on esitetty robottihitsaukseen kuluva aika. 43
46 Taulukko 3. Robottihitsaukseen oheistöineen kuluva aika. Työvaihe Aika [min] Lisätietoja Kiinnitys 10 Sisältää siirron lastauspaikalta Hitsaus 17 Kulmapalojen hitsaus Kiinnittimien avaus 5 Päätylatan hitsausta varten Hitsaus 8 Päätylatan hitsaus Irroitus 10 Sisältää siirron lastauspaikalle Yhteensä: Kustannukset Korroosionkestävien terästen hitsauksessa lisäaine ja kaasukustannukset muodostavat merkittävän osan kustannuksista. Käsinhitsauksessa ja robottihitsauksessa kokonaiskustannukset ovat lähes yhtä suuret (käsin 47,25 /m ja robotilla 44,80 /m), joten hitsausmenetelmä itsessään ei tuo merkitsevää etua toiseen nähden, kun mitataan kustannuksia hitsimetriä kohden. Tulee kuitenkin huomioida, että robottihitsauksessa hitsaukseen kuluva aika on huomattavasti lyhyempi kuin käsin tapahtuvassa hitsauksessa. Robottihitsauksessa paloaikasuhde muodostuu selkeästi suuremmaksi kuin käsinhitsauksessa. Robottihitsauksessa päästään korkeaan % paloaikasuhteeseen, kun taas se jää käsin tehdyssä MIG/MAG - hitsauksessa % luokkaan. Hitsauslisäaineen ja suojakaasun kulutus hitsattua metriä kohden on yhtä suuri kummallakin menetelmällä. Käsinhitsauksessa käytetään kalliimpaa täytelankaa, jolloin hitsauslisäainekustannus on suurempi kuin robottihitsauksen umpilangalla. Suojakaasuna käsinhitsauksessa voidaan rutiilitäytelangan ansiosta käyttää edullista CO 2 :a, kun robottihitsauksessa käytetään argonseosteista inerttiä suojakaasua. Robotti kuluttaa enemmän sähköä, mutta kustannuksesta ei kuitenkaan synny merkittävää, koska sähkön hinta on suhteellisen alhainen ja robotti kuluttaa maksimissaan 1-2 kwh enemmän kuin hitsauskone. Peukalosääntönä voidaan pitää hitsauskoneen sähkönkulutuksen suuruutena 3 kwh (Lukkari 2006, s.9). Taulukossa 4 on laskelmat kustannuksista kummallakin 44
47 menetelmällä. Hintalähteenä on käytetty lisäainetoimittajaa (Esab Oy), suojakaasuntoimittajaa (Aga Oy) sekä hitsausalan julkaisuja (Hitsaustekniikka lehti). Taulukko 4. Kustannusten vertailu käsin hitsauksen ja robottihitsauksen välillä. Alemmassa taulukon osassa on kustannusten laskennassa käytetyt muuttujat arvoineen. Kustannukset: Käsinhitsaus Robottihitsaus (1) Työkustannukset [ /m] 12,27 3,06 (2) Hitsauslisäainekustannukset [ /m] 21,76 15,79 (3) Suojakaasukustannukset [ /m] 13,09 25,71 (4) Energiakustannukset [ /m] 0,12 0,24 Yhteensä [ /m] 47,25 44,80 Muuttujat: käsin robotti Hitsiaineenmäärä M [kg/m] 0,5 0,5 Hitsiaineentuotto T [kg/h] (100% paloaikasuhde) 5,5 7 Paloaikasuhde e 0,2 0,7 Työtunnin hinta Ht [ /h] Hyötyluku N 0,85 0,95 Lisäaineen ostohinta Hl [ /kg] Kaasunvirtaus V [l/min] Kaasun ostohinta Hk [ /m^3] 8 20 Energian kulutus E [kwh/kg] 3 6 Energian hinta He [ /kwh] 0,08 0,08 7 JOHTOPÄÄTÖKSET Suodinlevyn kulmapalojen ja päätylatan hitsaus on robotilla 66 % nopeampaa kuin käsinhitsaus. Robottihitsauksessa kulmapalojen ja päätylatan hitsaukseen kuluu aikaa 50 minuuttia yhtä suodinlevyä kohden, kun käsinhitsauksessa aikaa kuluu 2 h 25 min yhtä suodinlevyä kohden. Kustannuksiltaan robottihitsaus on samaa luokkaa käsinhitsauksen kanssa. Säästöä syntyy ennen kaikkea ajassa, joka kuluu kappaleen valmistukseen. Huomioitava on kuitenkin, että hitsattujen kulmapalojen hitsien hionta tehdään edelleen käsin ja se on samalla enemmän aikaa vievä työvaihe kuin kulmapalojen hitsaus (Tikka 2009). 45
48 Robottihitsauksessa on kuitenkin paljon muuttujia, jotka aiheuttavat tehokkaaseen valmistukseen epävarmuutta. Näitä ovat railonhaun ja sen seuraamisen onnistuminen, koska työkappaleiden koko vaihtelee toleranssien sisällä. Tällä hetkellä käytössä oleva puoli- K-railo saattaa aiheuttaa ongelmia robottihitsauksessa. Robottihitsauksessa vastaan tulevat ongelmat hidastavat kappaleiden valmistusta, joten ne tulee ennaltaehkäistä mahdollisimman hyvin. Railotyypin muuttaminen suotuisammaksi, kuten X-railoksi mahdollistaa häiriöttömämmän hitsauksen. Simulaatioiden perusteella kiinnittimen on rakennemalliltaan toimiva. Päätylatan hitsauksen tieltä pois siirrettävien puristimien ja alavasteiden toimintaperiaatetta on vielä kehitettävä, jotta niiden avaaminen ja sulkeminen olisi mahdollisimman nopeaa ja että niistä hitsaustyölle syntyvä haitta olisi mahdollisimman pieni. 8 YHTEENVETO Tässä työssä pyrittiin löytämään toimiva ratkaisu teollisuussuodattimen suodinlevyn kulmapalojen ja päätylatan hitsaukseen hitsausrobotilla. Ratkaisun löytämiseen käytettiin apuna teoriaa hitsauskiinnittämisestä robottihitsauksesta, Larox:n kokemuksia ja virtuaalista mallia Larox:n hitsausasemasta, jossa pystyi simuloimaan kulmapalojen ja päätylatan hitsausta. Hitsauskiinnitinmalliksi seuloutui grillityyppinen kiinnitin tukevuutensa vuoksi. Laskelmien perusteella robottihitsaus on 66 % nopeampaa kuin käsinhitsaus. Kustannuksiltaan robottihitsaus on hitsimetriä kohden vastaava kuin käsinhitsaus, mutta säästöä syntyy ennen kaikkea valmistusajassa. Työn tuloksena syntynyt hitsauskiinnitin ei ole lopullinen rakenne kiinnittimelle, vaan tutkielma ja prototyyppi varsinaiselle kiinnittimelle. Varsinaisen kiinnittimen suunnittelussa tulee vielä suorittaa lisäksi lujuuslaskelmia ja tarkentaa vaadittavia ainevahvuuksia. Työ toimii apuna päätöksenteossa varsinaisen hitsauskiinnittimen valmistamiseksi. 46
49 LÄHTEET Ahola, H Automatisoidun kaarihitsauksen huomioonottaminen tuotteen suunnittelussa. Tekninen tiedotus 16/88. Helsinki. Metalliteollisuuden Kustannus Oy. 45 s. Cary, H. & Helzer S Modern Welding Technology. 6th edition. New Jersey. Pearson Education Ltd. 715 s. Haverila, M. Uusi-Rauva, E. Kouri, I. Miettinen, A Teollisuustalous. 5. painos. Tampere. Tammer-Paino Oy. 509 s. Holamo, O-P Robottiaseman etäohjelmointi ja kalibrointi [verkkodokumentti]. Päivitetty [viitattu ]. Saatavissa: Jernström, P Hitsin laadun reaaliaikainen hallinta automatisoidussa hitsauksessa. Hitsaustekniikka 2/ s. Kuivanen, R. (toim.) Robotiikka. Vantaa. Talentum Oyj / Metallitekniikka. 212 s. Leino, K. Meuronen, I Hitsauskiinnittimen suunnittelu. Tekninen tiedotus 15/87. Helsinki. Metalliteollisuuden Kustannus Oy. 88 s. Lipnevicius, G Fixturing for Robotic Welding Productivity [verkkodokumentti]. Saatavissa: _productivity.asp Lukkari, J Hitsausuutiset 1/2006. Helsinki. Esab Oy. 32 s. 47
50 Motoman Gantry System -esite. Internetsivut [verkkodokumentti]. Päivitetty Viitattu Saatavissa: Motoman Internetsivut [verkkodokumentti]. Päivitetty Viitattu Saatavissa: Neuvonen, S. Korhonen, A Kiinnittimien virtuaalisuunnittelu. Hitsaustekniikka 6/ s. New Age Robotics [verkkodokumentti]. päivitetty viitattu Saatavissa: O Shea, Erin Intelligent Robotic Arc Sensing A Comparison of Available Technologies [Verkkodokumentti]. Päivitetty [viitattu ] Saatavilla: Article/Intelligent-Robotic-Arc-Sensing-%E2%80%93-A-Comparison-of-Available- Technologies/content_id/1345# Pires, J.N. & Loureiro, A. & Bolmsjö, G Welding Robots: Technology, System Issues And Application. Springer. 180 s. Pirttimäki, Erkki. Johdatus korkeakoulumatematiikkaan [Verkkodokumentti]. Päivitetty Viitattu Saatavissa: Rautio, Markus. Henkilökohtainen tiedonanto. Larox Oyj, Lappeenranta. 2/2009 5/
51 Tamminiemi, P. Vihinen, J Hitsausrobottiaseman tarkkuus ja sen kalibrointi. Hitsaustekniikka 6/ s. Teknodrom, Motoman CWK-400 -esite, [verkkodokumentti], päivitetty , viitattu , saatavilla: Tikka, Toni. Henkilökohtainen tiedonanto. Larox Oyj, Lappeenranta
52
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Teollisuussuodattimen kehikon hitsauskiinnittimen suunnittelu robottihitsausasemaan Larox Oy:lle
 TEKNILLINEN TIEDEKUNTA KONETEKNIIKAN OSASTO VALMISTUSTEKNIIKAN LAITOS Hitsaustekniikan kandidaatintyö Teollisuussuodattimen kehikon hitsauskiinnittimen suunnittelu robottihitsausasemaan Larox Oy:lle Ohjaajat:
TEKNILLINEN TIEDEKUNTA KONETEKNIIKAN OSASTO VALMISTUSTEKNIIKAN LAITOS Hitsaustekniikan kandidaatintyö Teollisuussuodattimen kehikon hitsauskiinnittimen suunnittelu robottihitsausasemaan Larox Oy:lle Ohjaajat:
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
Robottien etäohjelmointiprojektin toteutus
 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto
 Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
Robotisointi ja mekanisointi. Orbitaalihitsaus. Kalervo Leino VTT Tuotteet ja tuotanto HITSAUSAUTOMAATION TAVOITTEET hitsauksen tuottavuuden paraneminen tuottavien hitsausprosessien käyttö parempi työhygienia
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Hitsauksen automatisointimahdollisuuksien huomiointi
 Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
Hitsauksen automatisointimahdollisuuksien huomiointi Esa Hiltunen Lappeenrannan teknillinen yliopisto Konetekniikan osasto 1 Hitsauksen automatisoinnin vaikutukset Automatisoinnin ja robotisoinnin ensisijainen
Modulaarisen kiinnitysjärjestelmän suunnittelu hitsausrobottisoluun
 Modulaarisen kiinnitysjärjestelmän suunnittelu hitsausrobottisoluun Lauri Taipale Opinnäytetyö Huhtikuu 2014 Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät TIIVISTELMÄ Tampereen ammattikorkeakoulu
Modulaarisen kiinnitysjärjestelmän suunnittelu hitsausrobottisoluun Lauri Taipale Opinnäytetyö Huhtikuu 2014 Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät TIIVISTELMÄ Tampereen ammattikorkeakoulu
HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS Lappeenrannassa 14.5.2010
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS Lappeenrannassa 14.5.2010
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla. Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia
 Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku
 Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
HITSAUSKIINNITTIMEN SUUNNITTELU POHJAPANS- SAREIDEN AUTOMATISOI- TUUN VALMISTUKSEEN
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA HITSAUSKIINNITTIMEN SUUNNITTELU POHJAPANS- SAREIDEN AUTOMATISOI- TUUN VALMISTUKSEEN TEKIJÄ/T: Ilkka Nissinen SAVONIA-AMMATTIKORKEAKOULU
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA HITSAUSKIINNITTIMEN SUUNNITTELU POHJAPANS- SAREIDEN AUTOMATISOI- TUUN VALMISTUKSEEN TEKIJÄ/T: Ilkka Nissinen SAVONIA-AMMATTIKORKEAKOULU
Kone- ja rakentamistekniikan laboratoriotyöt KON-C3004. Koesuunnitelma: Paineen mittaus venymäliuskojen avulla. Ryhmä C
 Kone- ja rakentamistekniikan laboratoriotyöt KON-C3004 Koesuunnitelma: Paineen mittaus venymäliuskojen avulla Ryhmä C Aleksi Mäki 350637 Simo Simolin 354691 Mikko Puustinen 354442 1. Tutkimusongelma ja
Kone- ja rakentamistekniikan laboratoriotyöt KON-C3004 Koesuunnitelma: Paineen mittaus venymäliuskojen avulla Ryhmä C Aleksi Mäki 350637 Simo Simolin 354691 Mikko Puustinen 354442 1. Tutkimusongelma ja
AquaPro IP 54. Laser 635 nm. auto man man DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 FI 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114
 Laser 635 nm IP 54 auto man man AquaPro DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114 LV 121 LT 128 RO 135 BG 142 GR 149 58 Lue käyttöohje kokonaan.
Laser 635 nm IP 54 auto man man AquaPro DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114 LV 121 LT 128 RO 135 BG 142 GR 149 58 Lue käyttöohje kokonaan.
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
A7 TIG Orbital System 300
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
Kokemuksia hitsausautomaation käyttöönotosta
 Kokemuksia hitsausautomaation käyttöönotosta Savonia-ammattikorkeakoulu 11.05.2004 Automatisoinnin haasteita Kevyet ja väsymiskuormituksen alaiset rakenteet lujat materiaalit varsin monimutkaiset rakenteet
Kokemuksia hitsausautomaation käyttöönotosta Savonia-ammattikorkeakoulu 11.05.2004 Automatisoinnin haasteita Kevyet ja väsymiskuormituksen alaiset rakenteet lujat materiaalit varsin monimutkaiset rakenteet
B.2 Levyjen hitsausliitokset
 1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
1 B.2 Levyjen hitsausliitokset B.2.1 Hitsilajit: Päittäis- ja pienahitsit Hitsilajeja on kaksi, pienhitsejä ja päittäishitsejä. Pienahitsillä tarkoitetaan pienarailoon hitsattua hitsiä. Päittäishitsejä
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
TYÖKOORDINAATISTON MÄÄRITTELY MITSUI SEIKI HR5B -KONEISTUS- KESKUKSELLA
 TYÖKOORDINAATISTON MÄÄRITTELY MITSUI SEIKI HR5B -KONEISTUS- KESKUKSELLA Tässä ohjeessa on esitetty, miten työkoordinaatisto määritellään Mitsui Seiki -koneistuskeskuksessa. Määrittely tapahtuu siten, että
TYÖKOORDINAATISTON MÄÄRITTELY MITSUI SEIKI HR5B -KONEISTUS- KESKUKSELLA Tässä ohjeessa on esitetty, miten työkoordinaatisto määritellään Mitsui Seiki -koneistuskeskuksessa. Määrittely tapahtuu siten, että
Tomi Kivistö-Rahnasto. Hitsausrobottisolun suunnittelu. Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka
 1 Tomi Kivistö-Rahnasto Hitsausrobottisolun suunnittelu Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö: Seinäjoen
1 Tomi Kivistö-Rahnasto Hitsausrobottisolun suunnittelu Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö: Seinäjoen
KALVOVENTTIILIT OMINAISUUDET: YLEISIMMÄT KÄYTTÖKOHTEET: Kemianteollisuus, vesilaitokset, elintarviketeollisuus sekä paperiteollisuus
 KALVOVENTTIILIT Fluorotechin toimitusohjelmassa on kolmen tyyppisiä kalvoventtiileitä: normaalisti teollisuudessa käytettävä VM-sarjan kalvoventtiili, tiiviimmässä muodossa oleva pienempi CM-sarjan kalvoventtiili
KALVOVENTTIILIT Fluorotechin toimitusohjelmassa on kolmen tyyppisiä kalvoventtiileitä: normaalisti teollisuudessa käytettävä VM-sarjan kalvoventtiili, tiiviimmässä muodossa oleva pienempi CM-sarjan kalvoventtiili
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN
 Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN 26.12.2018 Beta 90X SUOJA HITSAUKSEEN, KATKAISUUN JA HIONTAAN Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti
Beta 90X KESTÄVÄ, MUKAVA JA MONIPUOLINEN 26.12.2018 Beta 90X SUOJA HITSAUKSEEN, KATKAISUUN JA HIONTAAN Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Sustainable steel construction seminaari
 Sustainable steel construction seminaari 18.1.2017 Geometrian mittaaminen ja 3D skannaus Timo Kärppä 2017 2 SISÄLTÖ 1. Digitaalisuus mahdollistaa monia asioita 2. Mitä on 3D? 3. 3D skannaus, eri menetelmiä,
Sustainable steel construction seminaari 18.1.2017 Geometrian mittaaminen ja 3D skannaus Timo Kärppä 2017 2 SISÄLTÖ 1. Digitaalisuus mahdollistaa monia asioita 2. Mitä on 3D? 3. 3D skannaus, eri menetelmiä,
Luento 3: 3D katselu. Sisältö
 Tietokonegrafiikan perusteet T-.43 3 op Luento 3: 3D katselu Lauri Savioja Janne Kontkanen /27 3D katselu / Sisältö Kertaus: koordinaattimuunnokset ja homogeeniset koordinaatit Näkymänmuodostus Kameran
Tietokonegrafiikan perusteet T-.43 3 op Luento 3: 3D katselu Lauri Savioja Janne Kontkanen /27 3D katselu / Sisältö Kertaus: koordinaattimuunnokset ja homogeeniset koordinaatit Näkymänmuodostus Kameran
BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE
 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE 12.10.2019 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti hitsaukseen,
BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE 12.10.2019 BETA TARJOAA LUOTETTAVAA SUOJAA HITSAAJILLE Hitsauksen ammattilaisille suunnitellut Beta-kypärät on sertifioitu standardin EN175 B mukaisesti hitsaukseen,
 Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Hitsauksen kevytmekanisoinnilla voidaan saavuttaa melko pienin kustannuksin monia etuja. Suurimmat hyödyt voidaan jaotella seuraavasti:
 HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
HITSAUKSEN KEVYTMEKANISOINNILLA TEHOA TUOTANTOON! Hitsauksen mekanisointi yleistyy voimakkaasti teollisuudessa niin Suomessa kuin muualla maailmassakin. Hitsaavassa teollisuudessa hitsauksen mekanisoinnilla,
KONE: FANUC HITSAUSROBOTTISOLU
 KONE: FANUC HITSAUSROBOTTISOLU Valmistusvuosi: 2009 HITSAUS Fanuc-teollisuushitsausrobotti M-10iA (ARC Mate 100iC) Teknisiä tietoja: - vapausasteita 6 kpl - kappaleenkäsittelykyky 6 kg - toistotarkkuus
KONE: FANUC HITSAUSROBOTTISOLU Valmistusvuosi: 2009 HITSAUS Fanuc-teollisuushitsausrobotti M-10iA (ARC Mate 100iC) Teknisiä tietoja: - vapausasteita 6 kpl - kappaleenkäsittelykyky 6 kg - toistotarkkuus
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
ROBOTISOITU TIG-HITSAUS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari ROBOTISOITU TIG-HITSAUS Lappeenrannassa 24.4.2008 Erkki Martikainen 0263406 SISÄLLYS
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari ROBOTISOITU TIG-HITSAUS Lappeenrannassa 24.4.2008 Erkki Martikainen 0263406 SISÄLLYS
WAMETA MINIMIG 180 SYNERGIC
 WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
WAMETA MINIMIG 180 SYNERGIC Sisällys Käyttöohje 1. Johdanto 1.1. WAMETA MINIMIG 180 SYNERGIC 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita
UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN &
 NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
Press Brake Productivity -pikaopas
 Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
Kuinka aloitat Press Brake Productivity -pikaopas Kiitos, että olet ostanut Wilan valmistaman laatutuotteen Wila on valmistanut jo yli 80 vuotta työkalunpitimiä, työkaluja ja varusteita särmäyspuristimien
Ville Setälä HITSAUSROBOTIN KÄYTTÖÖNOTTO SEKÄ HITSAUSKIINNITTIMEN SUUNNITTELU
 Ville Setälä HITSAUSROBOTIN KÄYTTÖÖNOTTO SEKÄ HITSAUSKIINNITTIMEN SUUNNITTELU Kone- ja tuotantotekniikan koulutusohjelma 2013 HITSAUSROBOTIN KÄYTTÖÖNOTTO SEKÄ HITSAUSKIINNITTIMEN SUUNNITTELU Setälä, Ville
Ville Setälä HITSAUSROBOTIN KÄYTTÖÖNOTTO SEKÄ HITSAUSKIINNITTIMEN SUUNNITTELU Kone- ja tuotantotekniikan koulutusohjelma 2013 HITSAUSROBOTIN KÄYTTÖÖNOTTO SEKÄ HITSAUSKIINNITTIMEN SUUNNITTELU Setälä, Ville
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
WGS - Quick-Lock-pikavaihtojärjestelmä
 B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
B:01 WGS Quick-Lock-pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS QLRD) asennetaan robottiin ja toiseen osaan (WGS-QLGD) rakennat tarttujasi. Tarttujan
Vaakahaarukkavaunun HAVA2000V KÄYTTÖOHJE
 Vaakahaarukkavaunun HAVA2000V KÄYTTÖOHJE Maahantuoja Haklift ABT Oy Asessorinkatu 3-7 20780 Kaarina Kiitos, että valitsit ABT Yellowline vaakahaarukkavaunun. Lue tämä käyttöopas ennen käyttöä. ABT Yellowline
Vaakahaarukkavaunun HAVA2000V KÄYTTÖOHJE Maahantuoja Haklift ABT Oy Asessorinkatu 3-7 20780 Kaarina Kiitos, että valitsit ABT Yellowline vaakahaarukkavaunun. Lue tämä käyttöopas ennen käyttöä. ABT Yellowline
TIEHÖYLÄN TERÄN KALTEVUUDEN SÄÄTÖJÄRJESTELMÄ GRADER WATCHMAN. Käyttöohjeet
 TIEHÖYLÄN TERÄN KALTEVUUDEN SÄÄTÖJÄRJESTELMÄ GRADER WATCHMAN Käyttöohjeet 2 Sisällysluettelo sivu 1. Käyttötarkoitus 3 2. Terän kaltevuuden säätöjärjestelmän rakenne 4 3. Tekniset tiedot 4 4 Tiehöylän
TIEHÖYLÄN TERÄN KALTEVUUDEN SÄÄTÖJÄRJESTELMÄ GRADER WATCHMAN Käyttöohjeet 2 Sisällysluettelo sivu 1. Käyttötarkoitus 3 2. Terän kaltevuuden säätöjärjestelmän rakenne 4 3. Tekniset tiedot 4 4 Tiehöylän
Kallistettava paistinpannu
 Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Electrolux Thermaline sarja on suunniteltu erittäin kovaan käyttöön. Thermaline sarja soveltuu erinomaisesti sairaaloihin, keskuskeittiöihin sekä hotelleihin. Sarja sisältää laajan valikoiman tuotteita,
Tarttujan pikavaihtojärjestelmän
 WGS - Quick-Lock Tarttujan pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS-QLRD) asennetaan robottiin ja toiseen ( WGS- QLGD) rakennetaan tarttuja. Kun haluat
WGS - Quick-Lock Tarttujan pikavaihtojärjestelmän etuja WGS Quick-Lock-järjestelmä koostuu kahdesta osasta. Yksi osa (WGS-QLRD) asennetaan robottiin ja toiseen ( WGS- QLGD) rakennetaan tarttuja. Kun haluat
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
ROBOTTIHITSAUKSEN TOIMINTOJEN KEHITTÄMINEN HITSAUSTUOTANNOSSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems Konetekniikka Joonas Tietäväinen ROBOTTIHITSAUKSEN TOIMINTOJEN KEHITTÄMINEN HITSAUSTUOTANNOSSA Työn tarkastajat: Työn ohjaaja: Professori
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems Konetekniikka Joonas Tietäväinen ROBOTTIHITSAUKSEN TOIMINTOJEN KEHITTÄMINEN HITSAUSTUOTANNOSSA Työn tarkastajat: Työn ohjaaja: Professori
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
11/24/2011. MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen
 MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
MODUVA Modulaarisuudella tehokkuutta alumiinisten venerunkojen valmistukseen 1 MODUVA pähkinänkuoressa 1.6.2010 31.12.2011 464 180 Tekes 278 500 LUT 164 440 Yritykset 23 240 Oy HT Engineering Ltd Promeco
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
Kon Simuloinnin Rakentaminen Janne Ojala
 Kon 16.4011 Simuloinnin Rakentaminen Janne Ojala Simulointi käytännössä 1/3 Simulaatiomalleja helppo analysoida Ymmärretään ongelmaa paremmin - Opitaan ymmärtämään koneen toimintaa ja siihen vaikuttavia
Kon 16.4011 Simuloinnin Rakentaminen Janne Ojala Simulointi käytännössä 1/3 Simulaatiomalleja helppo analysoida Ymmärretään ongelmaa paremmin - Opitaan ymmärtämään koneen toimintaa ja siihen vaikuttavia
TAKALANAN RUNGON ROBOTISOIDUN HITSAUKSEN KEHITTÄMINEN
 Luostari Kimmo ja Isokoski Janne TAKALANAN RUNGON ROBOTISOIDUN HITSAUKSEN KEHITTÄMINEN Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma 20. huhtikuuta 2010 TIIVISTELMÄ
Luostari Kimmo ja Isokoski Janne TAKALANAN RUNGON ROBOTISOIDUN HITSAUKSEN KEHITTÄMINEN Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma 20. huhtikuuta 2010 TIIVISTELMÄ
Robottihitsaus ja lujat
 1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU TEKIJÄ/T: Niko Hirvonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU TEKIJÄ/T: Niko Hirvonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
Asennusohje aurinkopaneeliteline
 Asennusohje aurinkopaneeliteline Sisällysluettelo 1. Kehikon kokoonpano ja kiinnitys kattoon...3 2. Aurinkopaneelien asennus...4 3. Aurinkopaneelien sähköinen kytkentä...7 3.1 Kytkentä pienjänniteverkkoon...7
Asennusohje aurinkopaneeliteline Sisällysluettelo 1. Kehikon kokoonpano ja kiinnitys kattoon...3 2. Aurinkopaneelien asennus...4 3. Aurinkopaneelien sähköinen kytkentä...7 3.1 Kytkentä pienjänniteverkkoon...7
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA. Kemppi K5 Hitsauslaitteet. KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta
 KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
KempArc Pulse 350 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 16.06.2016 1(11) KempArc Pulse 350, Automatisoitua laatua ja tuottavuutta PULSSI-MIG/MAGHITSAUSAUTOMAATIOJÄRJESTELMÄ KempArc
X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT
 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT 25.07.2019 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT 25.07.2019 X8 MIG Guns ERGONOMISET JA SUORITUSKYKYISET MIG- HITSAUSPISTOOLIT X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
KEMPPI K5 HITSAUSLAITTEET. Minarc Evo 180 ERITTÄIN PIENIKOKOINEN
 KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
Robotisoidun hitsaussolun suunnittelu ja valmistus
 Jarno Kolkka Robotisoidun hitsaussolun suunnittelu ja valmistus Opinnäytetyö Kevät 2016 SeAMK Tekniikka Konetekniikan tutkinto-ohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Jarno Kolkka Robotisoidun hitsaussolun suunnittelu ja valmistus Opinnäytetyö Kevät 2016 SeAMK Tekniikka Konetekniikan tutkinto-ohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä Koulutusyksikkö:
Magswitchin h y ö d y t :
 Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Tulevaisuuden teräsrakenteet ja vaativa valmistus. 3D-skannaus ja käänteinen suunnittelu
 Tulevaisuuden teräsrakenteet ja vaativa valmistus Hämeenlinnassa 24. - 25.1.2018 3D-skannaus ja käänteinen suunnittelu Timo Kärppä, HAMK Ohutlevykeskus 2018 2 SISÄLTÖ 1. Digitaalisuus mahdollistaa monia
Tulevaisuuden teräsrakenteet ja vaativa valmistus Hämeenlinnassa 24. - 25.1.2018 3D-skannaus ja käänteinen suunnittelu Timo Kärppä, HAMK Ohutlevykeskus 2018 2 SISÄLTÖ 1. Digitaalisuus mahdollistaa monia
KEMPPI K5 HITSAUSLAITTEET. MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA
 KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
KEMPPI K5 HITSAUSLAITTEET MasterTig ACDC 3500W TEHOA JA TALOUDELLISUUTTA SAMASSA PAKETISSA 24.09.2017 MasterTig ACDC 3500W TEHOKAS ACDC TIG -LAITE KAIKENLAISILLE MATERIAALEILLE MasterTig ACDC 3500W on
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
KEVYTMEKANISOINTI HITSAUKSESSA LOW-COST MECHANIZATION IN WELDING
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0400 Kandidaatintyö ja seminaari KEVYTMEKANISOINTI HITSAUKSESSA LOW-COST MECHANIZATION IN WELDING Jaakko Salonpää 09.04.2014 Professori
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0400 Kandidaatintyö ja seminaari KEVYTMEKANISOINTI HITSAUKSESSA LOW-COST MECHANIZATION IN WELDING Jaakko Salonpää 09.04.2014 Professori
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
WeldEye for Welding Production Analysis WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 1.01.2018 WeldEye for Welding Production Analysis PARAS TAPA HITSAUKSEN KAARIAJAN MONITOROINTIIN Oman hitsaustuotannon
Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN
 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN 9.09.2019 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN Minarcin kohdalla erinomainen suorituskyky ei ole liioittelua. Minarc Evo
Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN 9.09.2019 Minarc Evo TEHOKKAAMPI JA EDULLISEMPI KUIN KOSKAAN AIEMMIN Minarcin kohdalla erinomainen suorituskyky ei ole liioittelua. Minarc Evo
A7 TIG Orbital System 150
 A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
A7 TIG Orbital System 150 ÄLYKÄSTÄ JA HELPPOA Kemppi K7 Hitsauslaitteet 1(10) NÄPPÄRÄ RATKAISU MEKANISOITUUN PUTKIEN TIG-ORBITAALIHITSAUKSEEN Suljetulla hitsauspäällä varustettu A7 TIG Orbital System 150
TSZ-uni ja TSZ-maxi -reunakivi tarraimet
 Reunakivien konenostot TSZ-uni TSZ-maxi TSZ-uni ja TSZ-maxi -reunakivi tarraimet TSZ-uni Kiinnitä tarrain suuresta nostolenkistä nostimeen tai kaivinkoneeseen ja voit heti nostaa reunakiviä ja muita elementtejä
Reunakivien konenostot TSZ-uni TSZ-maxi TSZ-uni ja TSZ-maxi -reunakivi tarraimet TSZ-uni Kiinnitä tarrain suuresta nostolenkistä nostimeen tai kaivinkoneeseen ja voit heti nostaa reunakiviä ja muita elementtejä
KEMPPI K5 HITSAUSLAITTEET. Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
ROBOTISOIDUN HITSAUKSEN KANNATTAVUUS MV-TUOTTEET OY:N RUNKOTUOTANNOSSA
 Opinnäytetyö (AMK) Tuotantotalouden koulutusohjelma 2016 Niko Virtanen ROBOTISOIDUN HITSAUKSEN KANNATTAVUUS MV-TUOTTEET OY:N RUNKOTUOTANNOSSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Tuotantotalouden
Opinnäytetyö (AMK) Tuotantotalouden koulutusohjelma 2016 Niko Virtanen ROBOTISOIDUN HITSAUKSEN KANNATTAVUUS MV-TUOTTEET OY:N RUNKOTUOTANNOSSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Tuotantotalouden
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla
 Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö,
Jakopinnat ja liikkuvan keernan pinnat 1, keerna jakopinnan tasalla Tuula Höök, Tampereen teknillinen yliopisto Teoriatausta Muotin perusrakenne Ruisku tai painevalukappaleen rakenteen perusasiat: päästö,
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
SAHAT. Rensi Finland Oy Yrittäjäntie 28 01800 KLAUKKALA www.rensi.fi
 SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
30 Opetussuunnitelma OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. suorittaja osaa: työskentely
 Hyväksymismerkinnät 1 (5) Kone- ja metallialan perustutkinto Koodi: KON141 Päätös: LAO C3/2015 Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä tekemällä tutkinnon osan ammattitaitovaatimusten
Hyväksymismerkinnät 1 (5) Kone- ja metallialan perustutkinto Koodi: KON141 Päätös: LAO C3/2015 Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä tekemällä tutkinnon osan ammattitaitovaatimusten
Repijäuppopumppu. Paineviemärijärjestelmän sydän
 Repijäuppopumppu Paineviemärijärjestelmän sydän Parhaimmillaan paineen alla Kun korkeuserot ja välimatkat estävät viettoviemärin käytön, jää vain yksi kustannustehokas ja joustava ratkaisu jäljelle. Jopa
Repijäuppopumppu Paineviemärijärjestelmän sydän Parhaimmillaan paineen alla Kun korkeuserot ja välimatkat estävät viettoviemärin käytön, jää vain yksi kustannustehokas ja joustava ratkaisu jäljelle. Jopa
9. Vektorit. 9.1 Skalaarit ja vektorit. 9.2 Vektorit tasossa
 9. Vektorit 9.1 Skalaarit ja vektorit Skalaari on koon tai määrän mitta. Tyypillinen esimerkki skalaarista on massa. Lukumäärä on toinen hyvä esimerkki skalaarista. Vektorilla on taas suuruus ja suunta.
9. Vektorit 9.1 Skalaarit ja vektorit Skalaari on koon tai määrän mitta. Tyypillinen esimerkki skalaarista on massa. Lukumäärä on toinen hyvä esimerkki skalaarista. Vektorilla on taas suuruus ja suunta.
Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6
 Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6 2/6 Tietoa yrityksestä ASTES4 on Balernessa, Etelä-Sveitsissä, sijaitseva teolliseen automaatioon keskittynyt riippumaton yritys. ASTES4
Miehittämätön laserleikkaus - käsin koskematta levystä lavalle 1/6 2/6 Tietoa yrityksestä ASTES4 on Balernessa, Etelä-Sveitsissä, sijaitseva teolliseen automaatioon keskittynyt riippumaton yritys. ASTES4
Kemppi K5 Hitsauslaitteet
 Minarc Evo 180 ERITTÄIN PIENIKOKOINEN Kemppi K5 Hitsauslaitteet 1(5) PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen uusin malli.
Minarc Evo 180 ERITTÄIN PIENIKOKOINEN Kemppi K5 Hitsauslaitteet 1(5) PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen uusin malli.
TigerStop Standard Digitaalinen Syöttölaite / Stoppari
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi TigerStop Standard Digitaalinen Syöttölaite / Stoppari Malli Työpituus Kokonaispituus Standardi mm mm
KEMPPI K5 HITSAUSLAITTEET. MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA 19.12.2018 MinarcMig Evo 200 HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava
KEMPPI K5 HITSAUSLAITTEET MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA 19.12.2018 MinarcMig Evo 200 HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava
ROBOTISOIDUN HITSAUSSOLUN TOIMINNAN KEHITTÄMINEN
 Kone- ja tuotantotekniikka Tutkintotyö ROBOTISOIDUN HITSAUSSOLUN TOIMINNAN KEHITTÄMINEN Työn valvojat Ins. Seppo Mäkelä DI Arto Jokihaara Työn teettäjä Aslemetals Oy, Rauma Rauma / Tampere 2007 2/43 Tampereen
Kone- ja tuotantotekniikka Tutkintotyö ROBOTISOIDUN HITSAUSSOLUN TOIMINNAN KEHITTÄMINEN Työn valvojat Ins. Seppo Mäkelä DI Arto Jokihaara Työn teettäjä Aslemetals Oy, Rauma Rauma / Tampere 2007 2/43 Tampereen
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja ohuet liimasaumat. Älykästä Reunalistoitusta PATENTOITU JÄRJESTELMÄ Ä
 Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
Glu Jet PATENTOITU JÄRJESTELMÄ Ä PATENTOITU Älykästä Reunalistoitusta Ohjelman valitseminen nappia painamalla. Vaihtoehto: täysautomaattinen viivakoodilla. HOLZ-HER Glu Jet Järjestelmä Näkymättömät ja
7. Valukappaleiden suunnittelu keernojen käytön kannalta
 7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
7. Valukappaleiden suunnittelu keernojen käytön kannalta Pekka Niemi Tampereen ammattiopisto Keernoja käytetään valukappaleen muotojen aikaansaamiseksi sekä massakeskittymien poistoon. Kuva 23 A D. Ainekeskittymän
ROBOTTIHITSATTAVAT TUOTTEET ALIHANKINTAKONEPAJASSA
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA ROBOTTIHITSATTAVAT TUOTTEET ALIHANKINTAKONEPAJASSA Kospirt Oy T E K I J Ä : Miro Petäjämäki SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA ROBOTTIHITSATTAVAT TUOTTEET ALIHANKINTAKONEPAJASSA Kospirt Oy T E K I J Ä : Miro Petäjämäki SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ
Määrittelydokumentti
 Määrittelydokumentti Aineopintojen harjoitustyö: Tietorakenteet ja algoritmit (alkukesä) Sami Korhonen 014021868 sami.korhonen@helsinki. Tietojenkäsittelytieteen laitos Helsingin yliopisto 23. kesäkuuta
Määrittelydokumentti Aineopintojen harjoitustyö: Tietorakenteet ja algoritmit (alkukesä) Sami Korhonen 014021868 sami.korhonen@helsinki. Tietojenkäsittelytieteen laitos Helsingin yliopisto 23. kesäkuuta
Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää
 Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää Esittely Tutkimusaineiston laatija DI Aino Keitaanniemi Aino Keitaanniemi työskentelee Aalto yliopiston Rakennetun ympäristön mittauksen ja mallinnuksen
Matterport vai GeoSLAM? Juliane Jokinen ja Sakari Mäenpää Esittely Tutkimusaineiston laatija DI Aino Keitaanniemi Aino Keitaanniemi työskentelee Aalto yliopiston Rakennetun ympäristön mittauksen ja mallinnuksen
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi?
 1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
KÄYTTÖOHJE E-MANAGER Kylvötekniikka versio 9.66 / 9.68
 KÄYTTÖOHJE E-MANAGER Kylvötekniikka versio 9.66 / 9.68 LUE KÄYTTÖOHJE HUOLELLISESTI ENNEN KÄYTTÖÖNOTTOA! SÄILYTÄ KÄYTTÖOHJE! ART.: PAINOS : 80661809 07/2015 - Alkuperäisen käyttöohjeen käännös - Koneen
KÄYTTÖOHJE E-MANAGER Kylvötekniikka versio 9.66 / 9.68 LUE KÄYTTÖOHJE HUOLELLISESTI ENNEN KÄYTTÖÖNOTTOA! SÄILYTÄ KÄYTTÖOHJE! ART.: PAINOS : 80661809 07/2015 - Alkuperäisen käyttöohjeen käännös - Koneen
DELFOI HITSAUSKÄYTTÖLIITTY- MÄN KÄYTTÖOHJE
 DELFOI HITSAUSKÄYTTÖLIITTY- MÄN KÄYTTÖOHJE Jani Järvinen Opinnäytetyö Toukokuu 2012 Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka
DELFOI HITSAUSKÄYTTÖLIITTY- MÄN KÄYTTÖOHJE Jani Järvinen Opinnäytetyö Toukokuu 2012 Kone- ja tuotantotekniikka Modernit tuotantojärjestelmät TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka