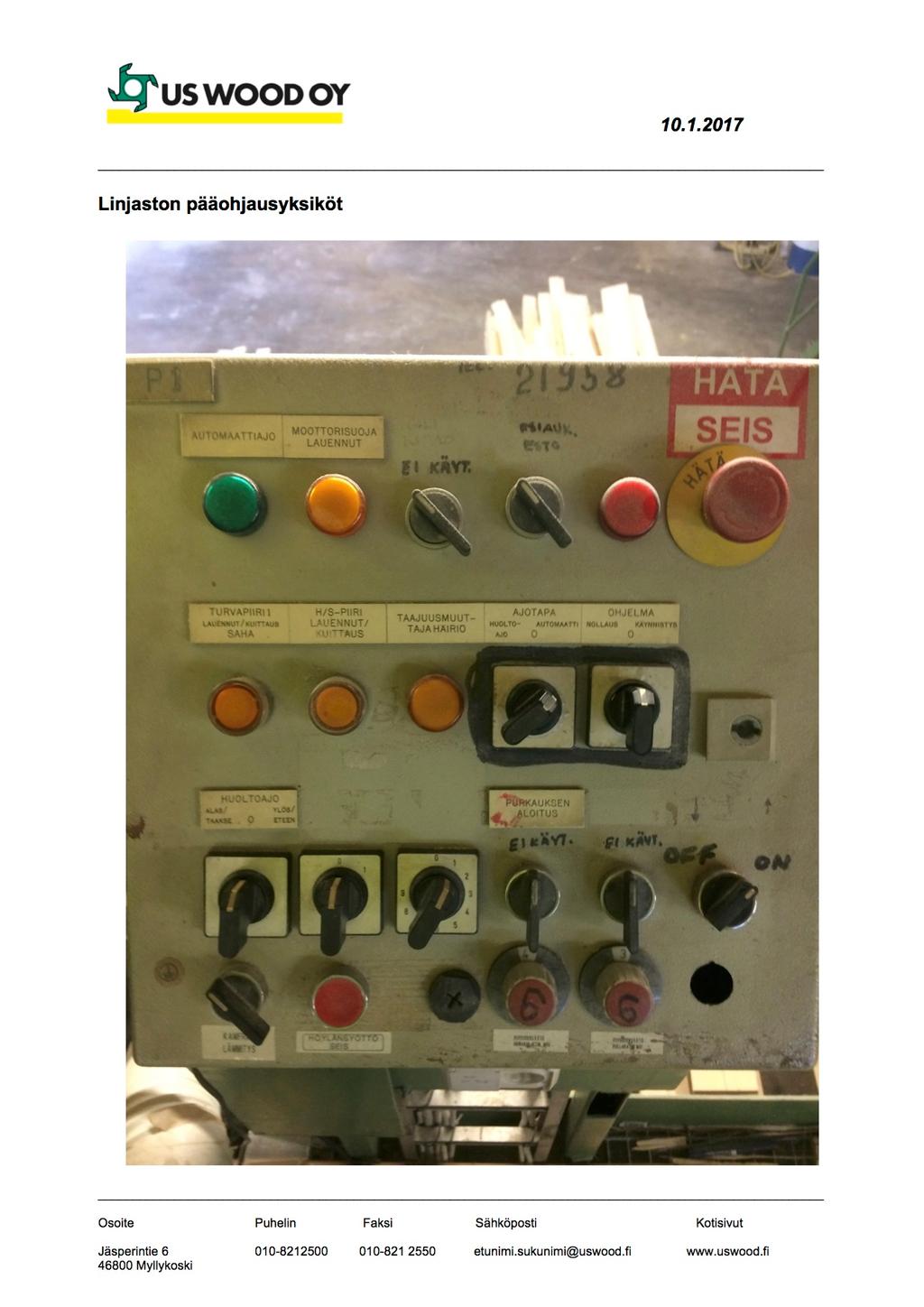
Kunnossapitosuunnitelma
|
|
|
- Jussi Turunen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio
1 Kunnossapitosuunnitelma Us Wood Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Puutekniikka Opinnäytetyö Kevät 2017 Joel Kurki
2 Lahden ammattikorkeakoulu Materiaalitekniikka KURKI, JOEL: Kunnossapitosuunnitelma Us Wood Oy Puutekniikan opinnäytetyö, 34 sivua, 20 liitesivua Kevät 2017 TIIVISTELMÄ Opinnäytetyön tavoitteena oli tutustua kunnossapidon mahdollisuuksiin toimeksiantajan, Us Wood Oy:n tuotannossa. Tarkoituksena oli tehdä yrityksen tuotantolinjalle kunnossapitosuunnitelma sekä laatia huolto- ja käyttöohjekirja. Työn teoriaosuudessa tutustutaan kunnossapitoon käsitteenä sekä esitellään eri kunnossapitolajeja ja -malleja. Lisäksi tarkastellaan kunnossapidon laatu- ja taloudellisuusnäkökulmia. Opinnäytetyön käytännön osassa käydään läpi niitä asioita, joiden avulla Us Wood Oy:n kunnossapitosuunnitelma sekä huolto- ja käyttöohjekirja laadittiin. Tässä osiossa todetaan myös tuotantolinjan laitteet sekä niiden kunnossapidolliset kohteet ja mahdollistetaan vikahistorian keruu. Asiasanat: huolto, kunnossapito, ehkäisevä kunnossapito
3 Lahti University of Applied Sciences Degree Programme in Wood Technology KURKI, JOEL: Maintenance plan Us Wood Oy Bachelor s Thesis in Wood Technology, 34 pages, 20 pages of appendices Spring 2017 ABSTRACT The subject of this thesis was to explore the possibilities of maintenance in the production of Us Wood Oy. The propose was to create a maintenance plan for the company s production line and to establish a maintenance and operating manual. The theoretical part of the work deals with the maintenance concept, as well different maintenance types and models. In addition, the quality and economy aspects of maintenance are reviewed. The practical part of the thesis reviews how the maintenance plan and maintenance and operating manual were made for Us Wood Oy. It also includes the inventory of the production line equipment and their maintenance targets. There is also a process for collecting fault history. Key words: maintenance, preventive maintenance
4 SISÄLLYS 1 JOHDANTO 1 2 US WOOD OY Tuotteet ja palvelut Ulkoverhoustuotteet Kattotuotteet Pihanrakentamistuotteet Kuivikepurupaalit Tuotanto 4 3 KUNNOSSAPIDON KÄSITTEITÄ Kunnossapidon määrittely Standardit Vikaantuminen Muut käsitteet 7 4 KUNNOSSAPITOLAJIT Korjaava kunnossapito Ehkäisevä kunnossapito Käyttöseuranta Jaksotetut huollot Kunnonvalvonta Parantava kunnossapito RTF 15 5 KUNNOSSAPIDON TOIMINTAMALLIT Kunnossapitomenetelmän valinta RCM Historia Prosessi Vaiheet TPM Suunnitteluvaihe Mittausvaihe Kunnostusvaihe Huippukuntovaihe 24
5 5.4 Asset Management 24 6 KUNNOSSAPIDON LAATU JA TALOUDELLISUUS Laatu Taloudellisuus LCC 28 7 KUNNOSSAPITOSUUNNITELMAN TOTEUTUS Lähtökohdat ja tavoitteet Työn vaiheet Huolto- ja käyttöohjekirja Tietokanta Tarkastuslista Loppuanalyysi 33 8 YHTEENVETO 34 LÄHTEET 35 LIITTEET 36
6 1 JOHDANTO Kunnossapidon merkitys yrityksille on aina ollut suuri ja tulee markkinoiden kiristyessä tulevaisuudessa olemaan yhä suurempi. Kunnossapito on tärkeää; se vaikuttaa erityisesti tuotannon toimivuuteen ja sujuvuuteen. Huolloilla ja kunnossapidolla pyritään pitämään laitteet toimintakuntoisena ja välttämään turhia seisokkeja ja laitteiden rikkoutumista. Sujuva tuotanto on taloudellista ja sen takia yritykselle elintärkeää. Tämän opinnäytetyön tavoitteena oli laatia Us Wood Oy:lle pohja kunnossapidolle. Kyseisellä yrityksellä ei aikaisemmin ole ollut käytössä kunnossapitosuunnitelmaa. Tarkoituksena oli kartoittaa kunnossapidon mahdollisuuksia ja tutustua tuotannon kunnossapidollisiin kohteisiin. Tarkoituksena oli myös laatia Us Wood Oy:lle huolto- ja käyttöohjekirja. Opinnäytetyön teoriaosuudessa käsitellään kunnossapidonlajeja ja malleja sekä tarkastellaan kunnossapidon laatu- ja taloudellisuusnäkökulmia. Teoriaosuutta käytettiin Us Wood Oy:n kunnossapitosuunnitelman pohjana. Käytännön osuudessa tarkastellaan kunnossapitosuunnitelman toteutuksen eri vaiheita. Se sisältää tietoa esimerkiksi kirjan laatimisesta ja kunnossapitokohteiden määrittämisestä.
7 2 2 US WOOD OY Us Wood Oy on kotimainen perheyritys, joka on perustettu vuonna Yritys sijaitsee Kouvolan Myllykoskella, ja se on erikoistunut ulkoverhoustuotteiden höyläykseen sekä pintamaalaukseen. Yrityksen liikevaihto on noin 9 miljoonaa euroa, ja se työllistää noin 20 työntekijää. (Kurki 2017.) Us Wood aloitti toimintansa 1995 valmistamalla sisä- ja ulkoverhoustuotteita, mutta reilu kymmenen vuotta sitten yritys luopui sisäverhoustuotteista ja päätti keskittyä vain ulkoverhoustuotteisiin sekä niiden jatkojalostamiseen. Nykyään toiminta painottuu pitkälti ulkoverhoustuotteiden pintakäsittelyn viemiseen mahdollisimman pitkälle. (Sutelainen, J 2017.) Yrityksen kehitys tulee tulevaisuudessakin olemaan höylätyn puutavaran jatkojalostuksessa sekä sen ympärillä lisääntyvässä toiminnassa. Tämä on ollut myös yrityksen vahvuus markkinoilla, mistä tunnustuksena on useita eri laatusertifikaatteja. Yhä pidemmälle vietyjen pintakäsiteltyjen ulkoverhoustuotteiden kysyntä on kasvanut markkinoilla, mikä on mahdollistanut yrityksen kasvun valitsemallaan toimialalla. Us Wood Oy:n yhteistyökumppanina on perustamisesta lähtien toiminut Puumerkki Oy, joka on vastannut luotettavana kumppanina Us Wood Oy:n tuotteiden jakelusta ja jälleenmyynnistä (Sutelainen, J 2017). 2.1 Tuotteet ja palvelut Us Wood Oy:n periaatteena on tarjota kokonaisvaltaisesti ulkoverhoustuotteita. Tätä periaatetta vaalien on tuotetarjonta jaettu seuraavasti: ulkoverhoustuotteet, palosuojatut tuotteet, kattotuotteet, piharakentamistuotteet ja kuivikepurupaalit. (Sutelainen, J 2017.)
8 Ulkoverhoustuotteet Ulkoverhoustuotteet on jaettu jatkojalostusasteen mukaan kolmeen eri kategoriaan, Gold Pro-, Silver- ja Bronze-tuotteisiin. Gold Pro -tuotteet ovat valmiiksi asti pintakäsiteltyjä, piilonaulattavia sekä päätypontattuja tuotteita. Gold Pro tuotteet ovat pitkälle viedyn jalostuksen ansiosta asennusta vaille valmiita. Silver-tuotteet ovat pintamaalattuja ja pintanaulattavia tuotteita. Nämä tuotteet tulee maalata kertaalleen asennuksen jälkeen toisin kuin Gold Pro -tuotteet. Bronze-tuotteet ovat pohjamaalattuja tai puuvalmiita pintanaulattavia tuotteita, jotka vaativat omatoimisen pintakäsittelyn. Kaikkia ulkoverhoustuotteita on saatavilla useilla eri profiileilla ja värivaihtoehdoilla. Julkivisun viimeistelyyn yritys tarjoaa myös pintakäsiteltyjä jakolistoja sekä nurkka- ja smyygilautoja. (Us Wood 2017.) Ulkoverhoustuotteisiin kuuluvat myös palosuojatut Safe-tuotteet. Näille tuotteille on myönnetty ensimmäisenä Suomessa korkein mahdollinen palosuojasertifikaatti. Nämä tuotteet ovat myös mahdollista saada useilla eri profiileilla ja värisävyillä. (Us Wood 2017.) Kattotuotteet Us Wood Oy tarjoaa katto- ja julkisivuremontin tekijöille vartavasti suunniteltuja kattotuotteita. Näihin tuotteisiin kuuluvat kolmella vakioväreillä, valkoinen, ruskea ja musta, pintakäsitellyt otsalaudat sekä värittömästi tai tummanharmaaksi käsitellyt puunsuojatut tuuletus-, koolaus- ja raakaponttilaudat. (Us Wood 2017.) Pihanrakentamistuotteet Pihan rakentamiseen Us Wood Oy tarjoaa viisi erilaista rima- ja lautaprofiilia aitojen, kaiteiden, näkösuojien ja katosten tekoon. Kaikki pihanrakentamistuotteet on saatavilla Silver tason käsittelyllä, eli kerran pohja- ja pintamaalattuna tai halutessaan vain pohjamaalattuna tai puuvalmiina. (Us Wood 2017.)
9 Kuivikepurupaalit Us Wood Oy valmistaa myös höyläyksen sivutuotteena syntyneestä kutteripurusta kuivikepurupaaleja. Näitä markkinoidaan verkkokaupan kautta myös yksityisille. (Us Wood 2017.) 2.2 Tuotanto Us Wood Oyn tuotantolaitos on sijainnut Kouvolan Myllykoskella sen perustamisesta lähtien. Tuotanto siirtyi uusiin tiloihin 2000-luvun alussa ja yritys on sen jälkeen laajentanut tuotanto- ja varastotilojaan tasaisesti vuosien varrella. Nykyään Us Wood Oy koostuu höyläämörakennuksesta, rima- ja pintamaalaamosta, purupaalaamosta sekä saha- ja valmistavaravarastoista. Tuotantotiloja ja välineitä on päivitetty ja uudistettu tarpeen mukaan.
10 5 3 KUNNOSSAPIDON KÄSITTEITÄ 3.1 Kunnossapidon määrittely Yhteiskunnassa on lukemattomasti erilaisia prosesseja ja koneita, jotka tuottavat tuotteita ja hyödykkeitä kuluttajille. Käytön myötä ne kuluvat ja tätä kulumista vastaan on keino, kunnossapito. Käsitteenä kunnossapito on laaja. Sen tarkoituksena on pitää huolta, että jokin asia tapahtuu kuten sen halutaan tapahtuvan. Normaalisti oletetaan kunnossapidon olevan jonkin vian korjaamista, mutta nyky-yhteiskunnassa se tarkoittaa kaiken käyttöomaisuuden tuottokyvyn ylläpitämistä, säätämistä ja säilyttämistä. (Järviö ym. 2007, ) Tuotannossa kunnossapito kattaa koneiden, laitteiden ja rakennuksien toimivuuden. Tarkoituksena on, että tuotannon olosuhteet olisivat parhaimmat mahdolliset niin turvallisuuden, ympäristön ja laadun kannalta. Tavoitteisiin päästäkseen on huolehdittava kunnonvalvonnasta, korjaus- ja huoltotoimenpiteistä sekä tuotantolaitteiden modifioinnista. Yleisellä tasolla kunnossapitoon kuuluu perustoimintojen, esimerkiksi veden, lämmön, ilman ja sähkön, toimivuuden takaaminen. (Aalto 1994, 13.) 3.2 Standardit Kunnossapito on laaja käsite, ja sen voi määritellä monella eri tavalla, mutta virallisesti kunnossapito-käsitteen määrittelee kaksi standardia, eurooppalainen ja kansallinen. SFS-EN EU:n standardi: Kunnossapito koostuu kaikista kohteen eliniän aikaisista teknisistä, hallinnollisista ja liikkeenjohdollisista toimenpiteistä, joiden tarkoituksena on ylläpitää tai palauttaa kohteen toimintakyky sellaiseksi, että kohde pystyy suorittamaan vaaditun toiminnon. (Järviö ym ).
11 6 PSK 6201 Kansallinen standardi: Kunnossapito on kaikkien niiden teknisten, ja hallinnollisten ja johtamiseen liittyvien toimenpiteiden kokonaisuus, joiden tarkoituksena on säilyttää kohde tilassa tai palauttaa se tilaan, jossa se pystyy suorittamaan vaaditun toiminnon sen koko elinjakson aikana. (Järviö ym ). 3.3 Vikaantuminen Termillä vika tarkoitetaan tapahtumaa, jonka johdosta kohteen toiminta päättyy tai sen mahdollinen toiminta estyy. Vikaantuminen (Failure) tarkoittaa tapahtumaa missä vian takia kohde ei toimi halutulla tavalla tai sen toiminta estyy kokonaan. Häiriöllä tarkoitetaan alemman prioriteetin yksilön vikaantumista, jonka rinnakkainen yksilö korvaa. Vikaantuminen on jaoteltu erilaisiin vioittumistapoihin, jotka listattu seuraavaksi. (Aalto 1994, 70.) Vikakäsitteet: vioittumismekanismi Vian syntymisen tapahtumaketju vioittumistapa Tapa miten osa on vioittunut yhteisvika Usean yksilön vioittuminen samasta syystä piilevä vika Vika joka ilmenee vasta käytön muuttuessa tai testeissä paljastuva vika Vika jonka huomaa jo syntyessään vaarallinen vika Heikentää järjestelmää piilevänä turvallinen vika Vika joka syntyessään aiheuttaa järjestelmässä muutoksen aiheuttamatta vaaratilannetta. (Aalto 1994, 71.) Vikaantumisen ei tapahdu itsestään, syynä usein on laitteiden käyttö väärissä olosuhteissa tai huolimaton huoltaminen. Laitteet on yleisesti suunniteltu kestämään ja oikealla kunnossapidolla ja valvonnalla voidaan osittain välttää vikaantumista. Huomaamalla poikkeamia ja muutoksia laitteen toiminnoissa on mahdollista ryhtyä toimenpiteisiin ennen vikaantumista ja mahdollisesti välttää suuremmat vauriot. (Järviö ym. 2007, 53; Promaint 2013.)
12 7 Vikaantuminen tapahtuu yleensä kolmessa vaiheessa. Vikaantuminen koostuu vian alusta, sen kehityksestä ja itse vikaantumisesta. Vian alulle on aina jokin syy. Syitä voi olla myös monia, mutta on tärkeä tunnistaa erityisesti vian pääsyy, jotta vikaantumista voisi tulevaisuudessa välttää. Vikaantumisen periaatteelliset syyt ovat onnettomuus, ylikuormitus, korroosio, väsyminen, kuluminen, abraasio, eroosio, inhimillinen virhe, komponenttien vanheneminen. (Aalto 1994,73-74.) 3.4 Muut käsitteet Ehkäisevä kunnossapito, joka sisältää kaikki tarkastus-, testaus- ja huoltotoimet, jotka tehdään ennen vian ilmenemistä. Tämä käsite käydään tarkemmin läpi kappaleessa 4.2. Käyttöseuranta, kunnossapidon lähtökohta mitä yleensä laitteen käyttäjät suorittavat. Kunnonvalvonta, kohteen toimintojen tarkkailu ja mittailu, jotta vikaantuminen havaittaisiin ennen kuin sen toiminta estyy. Jaksotettu huolto, määräaikainen tai käyttökertojen mukaan jaksotettu toimenpide joka tehdään kohteen tilasta huolimatta. Tarkastus, kohteen toimintakyvyn tarkastus mikä ei sisällä päätelmiä tai analyysejä. Testaus, tarkastellaan kohteen toimintakykyä vertailemalla saatuja mittaustuloksia spesifioituihin arvoihin. Korjaus, kohteesta poistetaan paikannettu vika. Käytöstä poisto, kohteen poistaminen sen eliniän täytyttyä tai taloudellisesti kannattamattoman korjauksen takia. (edu.fi, 2017.)

13 8 4 KUNNOSSAPITOLAJIT Kunnossapitostandardit SFS-EN ja PSK 7501 eroavat hieman toisistaan kunnossapitolajien osalta (Järviö ym. 2007, 47). KUVA 1. Kunnossapito SFS-EN standardin mukaan (Järviö ym. 2007, 47) Kuvassa 1 SFS-EN standardin mukaan kunnossapito on jaettu ainoastaan korjaavaan ja ehkäisevään kunnossapitoon, mitkä toteutetaan joko vikaantumisen tapahduttua tai ennen sitä. (Järviö ym. 2007, 47.)
 Kuvassa 2 PSK 7501 standardin mukaan kunnossapito jaotellaan kahteen pääluokkaan, häiriökorjauksiin ja suunniteltuun kunnossapitoon.")
14 9 KUVA 2. Kunnossapito PSK 7501 standardin mukaan (Järviö ym. 2007, 48) Kuvassa 2 PSK 7501 standardin mukaan kunnossapito jaotellaan kahteen pääluokkaan, häiriökorjauksiin ja suunniteltuun kunnossapitoon. Häiriökorjauksiin sisältyy välittömät ja siirretyt häiriökorjaukset ja suunniteltuun kunnossapitoon kuuluu ehkäisevän kunnossapidon lisäksi myös kunnostaminen ja parantava kunnossapito. (Järviö ym. 2007, 48.) Korjaava ja ehkäisevä kunnossapito tukee toisiaan käytännössä. Ehkäisevästä kunnossapidosta huolimatta noin 5% korjaavaa kunnossapitoa on välttämättömyys. (Aalto 1994, 26.)

15 10 KUVA 3. Ennakoivan kunnossapidon optimimäärä (Aalto 1994, 26). Oheinen Kuva 3 havainnollistaa korjaavan ja ehkäisevän kunnossapidon suhteen. Kustannusten kannalta optimitilanne on kuitenkin vaikea määrittää, koska kunnossapitomenetelmien valintaan vaikuttaa monta eri tekijää, esimerkiksi turvallisuus, toimitusajat sekä ympäristövaikutukset. (Aalto 1994, 26.) 4.1 Korjaava kunnossapito Korjaava kunnossapito (Corrective Maintenance) on yleisin, tavallisin ja tunnetuin kunnossapidon muoto. Nimensä mukaisesti korjaavalla kunnossapidolla tarkoitetaan vikaantuneen kohteen palauttamista toimintakuntoon. (Aalto 1994, 28; Ansaharju 2009, 300.)
16 11 Korjaavan kunnossapidon mukaan vian korjaaminen alkaa sen määrityksestä, tunnistamisesta ja paikallistamisesta. Tämän jälkeen voidaan suorittaa itse korjaus, joka voidaan toteuttaa seuraavilla tavoilla: väliaikainen korjaus, minimoidaan seisokkiaika toimintakyvyn palauttaminen, laitteen tai komponentin korjaus tai korvaaminen toimivalla parantava korjaus, vian toistumisen ehkäiseminen. (Järviö ym. 2007, 49; Aalto 1994, 28.) Korjaavan kunnossapidon huono puoli on se, että vikaantumista ja vikojen korjaamista pidetään normaalina toimenpiteenä, eikä itse vikaantumisen syyhyn puututa. Tämä on taloudellisesti kallista. (Aalto 1994, 29.) 4.2 Ehkäisevä kunnossapito Ehkäisevän kunnossapidon (PM, Preventive Maintenance) tavoitteena nimensä mukaisesti on ennaltaehkäistä vikaantumista. Tarkoituksena on, että prosessit pysyvät luotettavasti käyttökunnossa, eikä seisokkeja synny. (Järviö ym. 2007, 72; Ansaharju 2009, 300.) Vikaantumisen ehkäisemiseksi on pakko suorittaa prosesseille jonkinlaista kunnossapitoa käytön aikana. Nämä toimenpiteet on jaoteltu yleensä käyttöseurantaan, jaksotettuihin huoltoihin sekä kunnonvalvontaan. Suunnittelu on tehtävä tapauskohtaisesti eikä jaottelu ole aina yksiselitteinen. (Aalto 1994, 29.) Ehkäisevän kunnossapidon vaatiessa paljon toimenpiteitä käytön aikana, on mietittävä sen kannattavuutta konekohtaisesti. Ei ole taloudellista uhrata aikaa alemman prioriteetin koneelle, jos sen käyttövarmuus voi olla pienempi. Jotta ehkäisevän kunnossapito olisi tehokasta ja kannattavaa, vaatii se paljon työtä. Sen on oltava hyvin suunniteltu ja aikataulutettu. (Järviö ym. 2007, 73.)
17 Käyttöseuranta Käyttöseuranta on kaiken kunnossapidon ydin ja se luo pohjan koko kunnossapidolle. Se on jokapäiväistä toimintaa, joka tapahtuu koneen läheisyydessä, mikä luo ihanteellisen tilanteen sen toiminnan tarkkailulle, hoidolle ja huollolle. (Aalto 1994, 30.) Käyttöseurantaan liittyy useita toimenpiteitä joista yksi on siisteyden ja järjestyksen ylläpito. Kohteiden likaantumista pyritään ehkäisemään ja sen aiheuttajia poistamaan. Tarpeettomat ja toimintaan kuulumattomat työvälineet, tarvikkeet ja esineet pyritään hävittämään tai varastoimaan järkevästi. (Ansaharju 2009, 301.) Säätö- ja kunnostustoimet kuuluvat myös käyttöseurantaan. Tämän lisäksi käytön yhteydessä tehdään kuulo- ja näköhavaintoja esimerkiksi liikeratojen tai nopeuksien muutoksista. Nämä havainnot ja kunnostustoimet kirjataan ylös ja raportoidaan eteenpäin kunnossapitohenkilöille. Kommunikaatio on tärkeässä roolissa käyttöseurannassa. (Ansaharju 2009, 302.) Käyttöseuranta vaatii koneen tai prosessin tuntemista, jotta muutokset tunnistaa. Tämän takia sitä toteuttaa pääasiassa koneenkäyttäjät, mutta myös kunnossapitohenkilöt. Koulutuksilla, hyvillä perusedellytyksillä ja arvostavalla valvonnalla käyttöseurannasta saadaan toimiva ja tärkeä työväline koko kunnossapidon pohjaksi. (Ansaharju 2009, 302; Aalto 1994, 30.) Jaksotetut huollot Perinteisin kunnossapidon työkalu on jaksotetut huollot. Niiden perustana toimii systemaattisuus, jota ilman kyseinen työkalu ei toimi. Huoltojen vaatimukset ja tavoitteet suunnitellaan valmistajan ja käyttäjän kanssa ja tämän lisäksi käyttäjä sovittaa suunnitelman omaan järjestelmäänsä. Käyttäjällä on oltava tarvittava huolto-organisaatio ja systematiikka tukenaan, että kyseiset työt voidaan toteuttaa ja niiden tekemisestä ja tuloksista saadaan tositteet. Tarkoituksena on, että käyttäjän on
18 13 mahdollista kirjata tulokset ja kokemukset järjestelmään, mitä voidaan tulevaisuudessa analysoida ja tätä kautta huoltoja ja niiden jaksoja kehittää. (Aalto 1994, 31.) Huoltotoiminnat voidaan jaksottaa niiden perusteiden mukaan eri tavoin, yleisimpiä tapoja on kalenteriaika, käyttöaika, käyttömäärät, kunnonvalvonnan tulokset, käyttötilanteet. Näihin jaksotettuihin huoltoihin voidaan sisällyttää lukemattomia eri toimenpiteitä tapauskohtaisesti, esimerkkinä kuitenkin, puhdistus, voitelu, tarkistus, testaus, mittaus, öljynvaihto yms. (Aalto 1994, 32.) Kunnonvalvonta Kunnonvalvonta perustuu käyttöseurannan tavoin laitteiden ja koneiden kunnon ja tilan tarkasteluun. Käyttöseurannasta poiketen kunnonvalvonnalla tarkkaillaan tarkemmin laitteen kuntoa mittausten avulla. Toisin sanoen käyttöseuranta toimii osana kunnonvalvontaa. (Ansaharju 2009, 302.) Kunnonvalvonta toteutuu käytännössä siten, että todetaan koneille ja laitteille tunnussuureet, jotka kuvaavat parhaiten niiden kuntoa ja tilaa. Tätä varten niille luodaan omat tarkistusmenetelmät, mittaustavat ja - laiteet sekä hälytysrajat ja tulkintajärjestelmät. Tarvitaan myös järjestelmä jonka ansiosta mittaustuloksiin ja hälytyksiin reagoidaan. (Aalto 1994, 32; Ansaharju 2009, 302.) Kunnonvalvonnan avulla on myös mahdollista saavuttaa etuja. Näistä tärkein on kustannussäästöt, minkä mahdollistaa toimintojen optimointimahdollisuus. Kunnonvalvonnan avulla on myös mahdollista parantaa käyttäjien ja sivullisten turvallisuutta sekä vähentää ympäristön päästöjä. Mittaustulosten avulla voidaan myös parantaa laitteen käyttöä sekä pienentää laatuvaihteluita. Tulokset toimivat myös hyvinä perusteluina takuuasioissa, sekä niitä voidaan hyödyntää tulevaisuudessa jatkosuunnittelussa. (Aalto 1994, 33.)

19 14 Kunnonvalvonnan mittaukset ja niiden tulosten tulkitseminen kulkevat käsikädessä, mutta tulosten tulkitsemisessa kaksi asiaa on huomioitava erillään. Ensimmäisenä on huomioitava, että onko saadut tulokset sallittujen rajojen sisällä ja toiseksi on huomioitava millainen trendi aikaisempien ja nykyisten mittaustuloksien välillä vallitse. (Aalto 1994, 33.) Vikaantumisnopeus vaikuttaa paljon kunnonvalvonnan tehokkuuteen ja soveltuvuuteen. Seuraavassa kuvassa 4 ilmenee kuinka mittaava kunnonvalvonta toimii käytännössä eri vikaantumistapauksiin. (Aalto 1994, 33.) KUVA 4. Vikaantumisnopeuden vaikutus mittaavaan kunnonvalvontaan (Aalto 1994, 34)
20 15 Kunnonvalvonnanmittaukset voidaan luokitella joko tunnussuureisiin tai mittausmenetelmiin. Tärkeimpänä yleiskuvan antajana toimivat aistinvaraiset tarkistukset jotka ovat myös vaikeimmat dokumentoida ja analysoida. Fysikaalisiin perussuureisiin kuuluvat lämpötila, paine ja dimensiot, jotka voidaan mitata, kirjata ylös ja vertailla. Sähköiset perussuureet kuten jännite, virta, teho ja vastus kuvaavat sähkölaitteiden kuntoa ja tilaa. Ainettarikkomattomat (NDT) mittaukset, kuten tunkeumaneste, ultraääni, röntgenkuvaus ja pyörrevirta kertovat rakenteiden halkeamista, väsymismurtumista, korroosiosta tai vuodoista, joita ei välttämättä päältä päin havaittaisi. Värähtely- ja iskusysäysmittauksilla voidaan tarkastella esimerkiksi laakereiden ja hammasvaihteiden kuntoa. Äänimittauksella voidaan tarkastellaan laitteiden yleistä kuntoa. Öljyanalyyseillä kuten esimerkiksi kemiallisella ja hiukkasanalyysillä voidaan tarkastella asioita kuten kulumista, hydrauliikkaa, voitelua ja öljynvaihtoa. (Aalto 1994, ) 4.3 Parantava kunnossapito Parantava kunnossapito on mahdollista jakaa kolmeen pääryhmään. Ensimmäisessä ryhmässä muutetaan kohdetta korvaamalla alkuperäisiä osia tai komponentteja uudemmilla. Kohteen suorituskyky ei kuitenkaan varsinaisesti parane. (Järviö ym. 2007, 51.) Toisessa ryhmässä parannetaan kohteen epäluotettavuutta erilaisilla korjauksilla sekä uudelleen suunnittelulla (Järviö ym. 2007, 51). Kolmannessa ryhmässä parannetaan kohteen suorituskykyä modernisoimalla sitä. Tätä käytetään usein kohteilla, joilla on pitkä käyttöikä (Järviö ym. 2007, 51). 4.4 RTF RTF tulee englanninkielisistä sanoista Run To Failure. Kyseistä lajia ei tunneta kunnossapidon standardeissa eikä sillä ole suomenkielistä nimeä.
21 16 Käytännössä Run To Failure tarkoittaa, että laitetta käytetään rikkoontumiseen asti. RTF:n kohteet eivät kuulu ehkäisevän kunnossapidon piiriin ja sitä käytetään vain kohteille, joiden arvo on vähäinen ja joiden vikaantuminen ei häiritse muuta tuotantoa. Vikaantumisen tapahtuessa laite joko korvataan tai korjataan. (Järviö ym. 2007, 50.)
22 17 5 KUNNOSSAPIDON TOIMINTAMALLIT Kunnossapidon toimintamalleja on muodostunut useita viimeisimmän parin vuosikymmenen aikana. Niistä tärkeimpinä on noussut esille laatujohdannaiset strategiat, TPM, RCM, SRCM, Asset Management ja Six Sigma. Nämä toimintamallit voidaan jakaa toimintaperiaatteiden perusteella kolmeen eri kategoriaan, joista enemmän seuraavaksi. (Järviö ym. 2007, 85.) Ensimmäiseen kategoriaan kuuluvat laatujohdannaiset strategiat sekä Six Sigma. Nämä toimintamallit perustuvat työtehtävien tekemiseen kerralla oikein. (Järviö ym. 2007, 85.) Toinen kategoria koostuu TPM (Total Productive Maintenance) toimintamallista. Lyhyesti TPM tarkoituksena on saada rakennettua yhteistyötä työntekijöiden ja eri osastojen välillä sekä saada työntekijät huolehtimaan laitteistosta. (ks. Luku 5.3) (Järviö ym. 2007, 85.) Kolmanteen ja viimeiseen kategoriaan kuuluu RCM ( Reliability Centered Maintenance) sekä kevyt RCM eli SRCM (Streamlined Reliability Centered Maintenance). Tämän kategorian periaatteena on pyrkiä tehokkaaseen kunnossapitostrategian valintaan. Asset Management tukee RCM mallia, muokkaamalla sen käyttötarvetta yrityksen laitteiston käyttöja kunnossapitotarpeen mukaan. (ks. Luku 5.2) (Järviö ym. 2007, 85.) 5.1 Kunnossapitomenetelmän valinta Kunnossapitomallin valintaan vaikuttaa moni eri asia. Perinteisesti valintaperusteena käytetään kohteen joko kriittisyyttä tai kohteen arvoa. Kohteen arvon ja kriittisyyden ollessa suuri (esim. lentokone tai atomiydinvoimala) käytetään tehokasta kunnossapitoa, esimerkiksi pelkkää RCM:ää. Kohteen arvon ja kriittisyyden ollessa pientä riittää pelkkä huolto ja toimintaohje kohteen rikkoutuessa. (Järviö ym. 2007, )

23 18 KUVA 5. Kunnossapitomenetelmän valinta (Järviö ym. 2007, 86) 5.2 RCM Kunnossapidon perusongelmana on ollut puute työkaluista, jonka avulla sen tarpeen suunnittelu olisi mahdollista. John Moubrayn mukaan kunnossapitoa tehdään 40% liikaa ja turhaa kunnossapitoa minimoimiseksi on kehitetty erilaisia kunnossapitomalleja kuten esimerkiksi RCM. RCM:n periaatteena on kohdistaa kunnossapitoa kohteille, jotka sitä eniten tarvitsevat sekä minimoida kunnossapitoa siellä missä sitä ei tarvita. (Järviö ym. 2007, ) RCM toimii siis ennakoivan kunnossapidon työkaluna ja sitä toteutetaan neljässä vaiheessa. Ensimmäisenä priorisoidaan prosessit tärkeysjärjestykseen niiden kunnossapitotarpeen perusteella. Tämän jälkeen selvitetään prosessien sisältämät laitteet ja koneet. Kolmantena vaiheena tutustutaan laitteisiin ja koneisiin yksityiskohtaisesti ja todetaan niiden vikaantumistavat ja niiden seuraukset. Viimeiseksi selvitetään näiden koneiden ja laitteiden kunnossapitokeinot ja niiden toteuttamisen järkevyys. (Järviö ym. 2007, )
24 Historia Reliability Centered Maintenance eli RCM on lähtöisin 1950-luvulta, jolloin sen periaatteet määriteltiin ja sitä lähdettiin kehittämään. 60-Luvulla FAA (Federal Aviation Agency) käynnisti työryhmän, jonka tarkoituksena oli kehittää lentokoneille sopivaa ennakoivaa kunnossapitoa. Vuosien työn tuloksena ja eri järjestöjen ja työryhmien ansiosta syntyi RCM, jota käytetään nykyisin. Teollisuuteen RCM:n toi John Moubray 1980-luvulla. Nykyistä RCM toimintamallia käytetään yleisesti lentokoneiden ja muiden kriittisten kohteiden ennakoivassa kunnossapidossa. (Järviö ym. 2007, ) RCM on kehitetty lentokoneiden kunnossapidon kautta, ja on tämän takia sellaisenaan raskas ja kallis kunnossapitostrategia teollisuuteen. Tämän takia on kehitetty erilaisia kevennettyjä/pelkistettyjä versioita, joita kutsutaan nimellä SRCM. RCM ja SRCM erona on se, että RCM -mallin periaatteena on, ettei se oleta mitään vaan tutkii kaiken, ja SRCM taas sallii lievän olettamisen. (Järviö ym. 2007, 125.) Prosessi RCM on prosessi missä tutustutaan tuotantoprosessiin ja sen sisältäviin koneisiin ja laitteisiin. Näihin koneisiin ja laitteisiin tutustutaan komponentteina ja niitä tarkastellaan yksityiskohtaisesti. Tarkoituksena on selvittää mitä on tarpeellista tehdä, että prosessi toimii halutulla tavalla halutussa toimintaympäristössä. (Järviö ym. 2007, 127.) RCM prosessi on mahdollista luoda seitsemän vaiheisella menetelmällä, joka toistetaan tuotantoprosessissa jokaisen koneen ja laitteen kohdalla. Vaiheista ensimmäiset neljä määrittelevät mihin kunnossapitoa kannattaa keskittää. Viides kohta priorisoi kohteet ja kaksi viimeistä etsii mahdollisimman toimivat toimintamallit, joilla hallitaan vikaantumista ja vikojen vaikutusta mahdollisimman tehokkaasti. (Järviö ym. 2007, 127.)
25 20 Ensimmäisessä vaiheessa selvitetään ja määritellään jokaisen tuotantovälineen toiminnot ja suorituskykystandardit sen toimintaympäristössä (Järviö ym. 2007, 128). Toisessa vaiheessa selvitetään missä olosuhteissa, tilanteissa tai mikä tapahtuma voi aiheuttaa vikaantumista (Järviö ym. 2007, 128). Kolmannessa vaiheessa selvitetään kaikki mahdolliset syyt mitkä aiheuttavat vikaantumista. Selvitetään myös aikaisemmin tapahtuneet vikaantumiset ja niiden todennäköisyydet. Selvitetään siis vikaantumistavat. (Järviö ym. 2007, ) Neljännessä vaiheessa selvitetään vikaantumisen vaikutukset muun muassa terveydelle, ympäristölle, tuotannolle ja toiminnalle. Selvitetään myös mitä vahinkoja vikaantuminen aiheutti ja mitkä ovat korjaustoimenpiteet. (Järviö ym. 2007, 129.) Viidennessä vaiheessa selvitetään vikaantumisen seuraukset. RCM jakaa seuraukset neljään kategoriaan piilevien vikojen seurauksiin, turvallisuus ja ympäristöseurauksiin, toiminnallisiin ja ei-toiminnallisiin seurauksiin. Kategorioinnin avulla voidaan priorisoida seurauksien vakavuuden mukaan kunnossapidollisesti tärkeitä kohteita. (Järviö ym. 2007, 129.) Kuudennessa vaiheessa tutustutaan vikaantumisen hallinnan tehtäviin. Ne jaetaan proaktiivisiin tehtäviin ja korjaus- sekä toimintaohjeisiin. Proaktiiviset tehtävät suoritetaan ennen kuin vikaantuminen on estänyt laitteen toiminnan. RCM mukaan proaktiiviset tehtävät jaetaan jaksotettuihin korjauksiin ja uusimisiin, sekä kunnonvalvontaan. Korjaus- ja toimintaohjeet laaditaan laitteille ja koneille, joille ei kannata tehdä ehkäisevää kunnossapitoa vaan niille suoritetaan ohjeiden mukaisia toimenpiteitä niiden vikaantuessa. (Järviö ym. 2007, ) Seitsemänteen vaiheeseen kuuluu periaatteiden mukainen suunnittelu työtehtävien osalta. Tutkitaan ja määritetään sopivat kunnossapitomenetelmät laitekohtaisesti, sekä priorisoidaan seurausvaikutusten mukaan jokainen kohde. Tämän ansiosta
26 21 minimoidaan työmäärät ja saadaan kohdistettua ennakoivaa kunnossapitoa sitä tarvitseville kohteille. Näin saadaan kunnossapitomenetelmästä tehokas. (Järviö ym. 2007, 131.) Vaiheet RCM projektin työstäminen alkaa yleensä asennoitumisen selvityksestä. Se suoritetaan esittelemällä RCM yrityksen johdolle, esimiehille ja henkilöstön edustajille. Tämän jälkeen muodostetaan pienryhmä ja valitaan pilottikohteet joille RCM toteutetaan. Ryhmän johtajat/esimiehet perehdytetään RCM:n periaatteisiin. Seuraavaksi määritellään pilottiprojektin resurssit, tavoitteet, aikataulut sekä päätetään työn vetäjät ja avustajat. Viimeiseksi toteutetaan pilottiprojekti ja analysoidaan siitä saatuja tuloksia. Tulokset raportoidaan ylemmälle johdolle ja selvitetään jatkotoimenpiteet. (Järviö ym. 2007, ) 5.3 TPM Kokonaisvaltainen tuottava kunnossapito eli TPM (Total Productive Maintenance) on japanilaisen Seiici Nakajiman 1970-luvulla kehittämä kunnossapidon työkalu. TPM:n perusperiaate on, että tuotannon kaikille koneille ja laitteille luodaan optimitoimintaolosuhteet ja ne pidetään optimikunnossa sekä niiden suorituskyvyt huipussaan. Huomioitavaa on, että kulttuuri, johtamis ja ihmisten suhtautumiseroista johtuvista syistä alkuperäinen japanilainen malli ei välttämättä sovellu suoraan kopioituna pohjoismaiseen yritykseen. (Järviö ym. 2007, 111.) TPM:n periaatteessa korostetaan kokonaistehokkuutta, kokonaiskattavuutta sekä kokonaisvaltaista osallistumista: kokonaistehokkuus Pyritään parempaan tehokkuuteen taloudellisilla mittareilla mitattuna kokonaiskattavuus Minimoidaan kunnossapidon tarvetta helpottamalla huolto- ja korjaustoimenpiteitä ehkäisevällä kunnossapidolla ja rakenteita muuttamalla
27 22 kokonaisvaltainen osallistuminen Kaikki yrityksen osastot ja ihmiset osallistuvat (Järviö ym. 2007, 111.) Japanilaisen TPM:n rinnalle on muodostunut enemmän eurooppalaistyylinen lähestymistapa joka koostuu neljästä eri vaiheesta. Ne ovat suunnittelu-, mittaus-, kunnostus- ja huippukuntovaihe. Alkuperäisestä TPM opeista eurooppalaistyyli eroaa lyhyemmällä käynnistymisvaiheella. (Järviö ym. 2007, ) Suunnitteluvaihe Suunnitteluvaiheessa tutustutaan ja määritetään kunnossapitostrategia, resurssit eli henkilöstöt ja tilat, varaosien hallinta, budjetointi ja dokumentointi. Käytännössä luodaan lähtökohdat koko toteutukselle. (Järviö ym. 2007, 87.) Mittausvaihe Mittausvaiheessa tutkitaan tuotantokoneista saatavilla olevaa kunnossapitotietoa. Korjaus- ja vikahistorian avulla on tarkoitus selvittää koneet ja laitteet, joissa ilmenee eniten vikaantumista. Tulosten pohjalta on tärkeä löytää vain ne koneet ja laiteet, jotka ovat tuotannollisesti sekä taloudellisesti tärkeitä sekä tarvitsevat kiireellisiä ja uusia toimenpiteitä. Liiallinen määrä kriittisiä ja tärkeitä kohteita voivat viedä koko työn uskottavuuden ja tukahduttaa TPM-projektin. (Järviö ym. 2007, ) Kunnostusvaihe Kunnostusvaihe alkaa koneiden puhdistuksella ja kunnostuksella. Tässä käytetään apuna Hiroyuki Hiranon kehittämää 5S menetelmää. 5S tulee viidestä japanin kielen verbistä, Seiri, Seiton, Seiso ja Shitsuke. 5S - menetelmä toimii TPM:n perustana sekä työkaluna. 5S:n periaate on, että jokainen viidestä vaiheesta ohjeistaa koneen, laitteen sekä työympäristön siisteyteen sekä kunnostukseen, mikä parantaa tuottavuutta, työturvallisuutta, laatua jne. Menetelmän toimivuutta mitataan esimerkiksi
28 23 arviointitaulukoilla, jonka avulla toimintaa voidaan kehittää. (Järviö ym. 2007, 88; Väisänen 2013.) Seiri - Englanniksi sort eli lajittelu. Poistetaan perin pohjaisesti työpisteeltä kaikki ne tavarat ja materiaalit, joita ei työnteon kannalta tarvita. Tämä helpottaa työntekoa ja tilankäyttö sekä hankintatoimet tehostuvat. Seiton - Englanniksi store eli järjestäminen. Ne työvälineet, jotka ovat työnteon kannalta välttämättömiä, sijoitetaan omille paikoilleen ja merkitään siten, että kaikki tietävät mitkä välineet kuuluvat minne. Välineiden paikat valitaan siten, että niiden käyttö olisi mahdollisimman esteetöntä, nopeaa ja ergonomista. Seiso - Englanniksi shine eli siivous. Pidetään työpisteet siisteinä ja kunnossa. Kaikki työntekijät vastaavat omista työpisteistään. Seiketsu - Englanniksi standardize eli standardointi. Laaditaan määritteet kolmelle aikaisemmalle vaiheelle eli siisteydelle, järjestykselle ja lajittelulle sekä mittaus- ja arviointitavat. Shitsuke - Englanniksi sustain eli sitoutuminen. Pyritään muuttamaan työntekijöiden ajatustapa niin, että siisteyden ja järjestyksen ylläpito tapahtuu omatoimisesti. Ohjeista ja valvonnasta voidaan luopua, kun työntekijät huomaavat itse hyötyvän siististä ympäristöstä. (Järviö ym. 2007, 90; Väisänen 2013.) Puhdistamisen jälkeen koneelle luodaan perusteellinen tarkastus, sekä mittausvaiheessa todetut koneet kunnostetaan. Tästä syntyy piikki kunnossapidon resursseihin, joka täytyy huomioida yrityksen johdossa. Kunnostuksen jälkeen tutkitaan tehtyjen toimenpiteiden vaikutusta laitteen käytettävyyteen ja luotettavuuteen. Jos toimenpiteillä on ollut positiivinen vaikutus, voidaan palata takaisin mittausvaiheeseen ja valita tuotannosta seuraavat epäluotettavat laitteet ja toistaa kunnossapitotoimenpiteet niille. Tarkoituksena on käydä läpi kaikki tuotannon laitteet ja koneet kriittisimmästä vähiten kriittiseen ja toteuttaa kunnossapitotoimet niille. (Järviö ym. 2007, 90.)
29 Huippukuntovaihe Huippukuntovaiheessa optimoidaan mahdollisten kumppaneiden ja alihankkijoiden käyttö, varaosien säilytyksen selkeys ja kunnossapitotöiden aikataulut ja suunnittelu. Tavoitteena on pyrkiä kehittymään ja laaditaan tätä silmälläpitäen suorituskykymittaristo ja tavoitearvot. Tavoitellaan koneelle parasta mahdollista elinaikatuottoa minimoimalla sen kustannuksia. Minimoidaan koneen tarvitsemia kunnossapitotoimia analysoimalla vikahistoriaa ja materiaalivalinnoilla. (Järviö ym. 2007, 92.) 5.4 Asset Management Asset managementin päämäärä on, että yritys suunnittelee kaikki toiminnat siten, että se saavuttaa liiketoiminnalliset tavoitteensa mahdollisimman pienillä kustannuksilla. Päästäkseen tähän, tulisi kaikkien kunnossapidon osa-alueiden toimia optimaalisesti. Näihin osa-alueisiin kuuluvat päivittäisen työskentelyn ja ehkäisevän kunnossapidon hallinta, saumaton yhteistyö eri osastojen välillä sekä koneiden luotettava toiminta. (Järviö ym. 2007, )

30 25 KUVA 6. Asset management pyramidi (Järviö ym. 2007, 94) Asset Management havainnollistetaan kuvan 6 pyramidilla, joka koostuu viidestä eri tasosta. Pyramidimallin periaate on, että sitä toteutetaan tasoittain alhaalta ylöspäin. Tasoja edetessä on muistettava, että alemman tason kaikki osa-alueet tulee hallita ennen kuin on mahdollista edetä ylöspäin. Jos kaikkia osa alueita ei hallita ei kokonaisuus toimi. (Järviö ym. 2007, )
31 26 6 KUNNOSSAPIDON LAATU JA TALOUDELLISUUS 6.1 Laatu Kunnossapidossa sekä tuotannossa yleisesti laatu on tärkeässä osassa. Kunnossapidon osalta laatujärjestelmän luominen on hankalaa, sen äkillisten ja vaikeasti ennakoitavien tilanteiden takia. Tämän takia on tärkeää laatia näille tilanteille toimintaperiaatteet ja pidettävä huolta, että tapahtumien aiheuttamat poikkeamat kirjataan ja varmistetaan myöhemmin. (Aalto 1994, ) Yritykset määrittelevät itse oman tuotelaatunsa ja pyrkivät luomaan oman kunnossapitojärjestelmän sen turvaamiseksi. Tässä järjestelmässä tulee ottaa huomioon seuraavat asiat: organisaatio ja sen sisällä vallitsevat vastuut ja valtuudet dokumentointi ja ohjeistus sekä mahdollisten toimenpiteiden ja poikkeamien kirjaaminen toteutuksen vaatimusten kirjaaminen ostoperiaatteet kunnossapitopalveluille tuotelaadun mittauslaitteiden ja mittausjärjestelmien kalibrointimenettelyt käsittelyn, varastointiolosuhteiden turvaaminen kunnossapitotoimintojen osalta tietokantojen ylläpitäminen säilytysmenettelyt kunnossapitotoiminnon tietotallenteille koulutus- ja pätevyysvaatimukset kunnossapidon osalta sekä menettelytavat niiden hoitamiseksi. (Aalto 1994, 41.) Laadun kannalta selkeä ongelma on dokumentointi. Poikkeavat tapahtumat ja niiden toimenpiteet on tärkeä kirjata muistiin tulevaisuutta varten. Kunnossapitotoimet suoritetaan yleensä kiireellisesti ja kirjaus jää usein tekemättä. Ratkaisu tähän ongelmaan on selkeät toimintaohjeet. Toimintaohjeissa tulisi määrätä seuraavat asiat. (Aalto 1994, 41.)
32 27 kirjaukset jotka suoritetaan välittömästi miten säilytetään välittömästi kirjaamatta jäävä tieto. miten varmistetaan välittömästi kirjaamatta jäävän tiedon jälkikäteen kirjaaminen. (Aalto 1994, 41.) 6.2 Taloudellisuus Kunnossapito on liiketoimintaa siinä missä muutkin yrityksen tuotantotoiminnat. Sen päämääränä on toteuttaa kaikki kunnossapitotoimet kannattavasti ja järkevästi. Sen tuottavuus syntyy tuottojen ja kustannusten erotuksesta. (Järviö ym. 2007, 135.) Kunnossapidossa kustannukset ovat välittömiä tai välillisiä. Välittömiä kustannuksia ovat toiminnasta aiheutuneita, eli kunnossapidon tekemisestä syntyneitä kustannuksia. Näistä esimerkkinä, palkat ja työkustannukset, varaosat, hankintakustannukset, materiaalit ja tarvikkeet, alihankinta yms. Välittömiä kustannuksia on helppo seurata ja mitata, mutta odotusarvojen vastaisesti niiden vaikutus toiminnan tulokseen on pieni. (Järviö ym. 2007, 135.) Välillisiä kustannuksia ovat esimerkiksi huonosta laadusta johtuneet hylätyt tuotteet, uudestaan tekeminen, epäsuhtaiset varastot eli esimerkiksi liian isot puskurivarastot, ylimitoitettu konekanta tai tilat, hallitsemattomat resurssien käytöt, ylityökustannukset yms. Näitä kustannuksia on vaikea seurata ja mitata, lisäksi ne ovat yleensä arvoltaan suurempia kuin välittömät. Välillisten kustannuksien vaikutus koko toimintaan on suuri ja on syytä huomioida kustannussäästöjä etsittäessä. (Järviö ym. 2007, ) Talouden kannalta kunnossapidon osalta on huomioitava myös aineettomat menetykset. Näitä ovat esimerkiksi sisäiset vaikutukset jotka ilmenevät motivaation ja oppimisprosessin kärsimisellä sekä turvallisuuden huononemisella. Yrityksen maine ja luotettavuus saattaa kärsiä, mikä aiheuttaa asiakasmenetyksiä ja sitä kautta myyntiongelmia. (Järviö ym. 2007, 136.)

33 LCC LCC tulee sanoista Life Cycle Costs, ja tarkoittaa nimensä mukaisesti kohteen elinjakson kustannuksia. Se on kehitetty antamaan tietoa kohteiden kokonaistaloudellisuudesta ja mahdollistamaan vertailua kohteita hankittaessa. (Aalto 1994, 46.) LCC-analyysi ottaa huomioon kaikki kohteen eliniän aikana tapahtuvat kustannukset. Näihin kustannuksiin kuuluu hankinta, käyttö, kunnossapito sekä toiminnot. LCC-analyysillä muodostetaan näistä kustannuksista analyysi, jonka avulla voidaan todeta tuotteen kokonaiskustannukset aina hankinnasta käytöstä poistoon asti. Tämän analyysin avulla on mahdollista huomata onko pitkällä ajanjaksolla kannattavampaa ostaa kallis kone, jonka käyttö on halpaa, vai halpa kone, jonka käyttö on kallista. (Aalto 1994, 46.) KUVA 7. LCC-analyysi elinikäkustannusvertailu (Aalto 1994, 47) Analyysin tarkkuudella on muutamia ongelmakohtia. Niitä aiheuttaa tuotantolaitteiden pitkä elinikä. On vaikea arvioida käyttöiän lopussa tulevia laitteiden käyttö- ja kunnossapitokustannuksia. Ongelmia aiheuttaa
34 29 myös indeksitekijät, esim. diskonttauskorko, palkkakustannusindeksi ja materiaalikustannusindeksit. (Aalto 1994, 47.)
35 30 7 KUNNOSSAPITOSUUNNITELMAN TOTEUTUS Kunnossapitosuunnitelman tekeminen aloitettiin keväällä Alkuun tutustuin yleisesti yrityksen toimintaan ja konekantaan. Tutustuin myös kunnossapidon teoriaan, joka auttoi hahmottamaan työn tavoitteita ja mahdollisuuksia. 7.1 Lähtökohdat ja tavoitteet Työn lähtökohta oli selkeä, Us Wood Oy:llä suoritettiin aikaisemmin vain korjaavaa sekä parantavaa kunnossapitoa vikaantumisen ilmetessä. Vikaantumisiakaan ei aikaisemmin kirjattu ylös. Opinnäytetyön tarkoituksena oli muodostaa yritykselle pohja tulevaisuudessa käyttöönotettaville ennakoivan kunnossapidontoimille. Tavoitteena oli muodostaa kunnossapidon pohjalta kirja joka sisältäisi kuvauksen tuotantolinjan sisältämistä laitteista ja niiden huoltokohteista. Kirjaan on tulevaisuudessa tarkoitus lisätä myös laitteiden käyttöohjeet. Huoltokohteiden lisäksi muodostettaisiin tarkastuslista jonka mukaan tuotantolinjan laitteet tarkastettaisiin tietyin aikavälein. Tavoitteena oli myös suunnitella ratkaisu vikaantumisien kirjauksille sekä muodostaa niille tietokanta. 7.2 Työn vaiheet Työ aloitettiin määrittämällä tavoitteet toimeksiantajan, eli Us Wood Oy:n toimitusjohtajan Jukka Sutelaisen ja työnjohtajan Iikka Sutelaisen kanssa. Tavoitteiden asettamisen jälkeen tutustuin höyläämön tuotantolinjaan ja muodostin siitä layoutin. Layoutiin nimesin haastattelujen pohjalta linjaston laitteet, työntekijöiden käyttämien nimien mukaan. Layoutin tekemisen ja laitteiden nimeämisen jälkeen tutustuin kunnossapitohenkilöstön kanssa laitteiden kunnossapidollisiin kohteisiin ja keräsin tietoa itse laitteistosta.
36 31 Laitteiden tarkastelun ja kunnossapidollisten kohteiden määrittelyn jälkeen perehdyin kunnossapidon kirjallisuuteen ja tutustuin eri kunnossapitolajien ja mallien mahdolliseen hyödyntämiseen itse kunnossapitosuunnitelman teossa. Päädyimme toimeksiantajan kanssa laatimaan tarkastuslistan kunnossapitokohteista, sekä aloitin muodostamaan huolto- ja käyttöohjekirjaa joka olisi mahdollista tulevaisuudessa jalostaa myös muille työpisteille. Tarkastuslistan ja huolto- ja käyttöohjekirjan luotuani, laadin ohjeet vikahistorian kirjaamiseen. 7.3 Huolto- ja käyttöohjekirja Huolto- ja käyttöohjekirja toteutettiin tämän opinnäytetyön aikana höylälinjastolle. Tarkoituksena oli tehdä tästä pioneerikohde, ja tutkia sen tuloksia tulevaisuudessa ja myöhemmin jalostaa ja käyttää tätä yrityksen kaikilla työpisteillä. Kirjan laatiminen toteutettiin tutustumalla höylälinjaston laitteisiin sekä niiden toimintaan. Linjastosta muodostettiin layout, mihin merkittiin ja nimettiin sen sisältämät laitteet. Tämän jälkeen laitteita tarkasteltiin yksityiskohtaisemmin ja todettiin niiden kunnossapidolliset kohteet sekä aikavälein tarkastettavat kohteet. Linjastoon tutustumisen tein yhteistyössä TPInstall Oy:n henkilökunnan kanssa joka vastaa Us Wood Oy:n kunnossapidosta yhdessä Asennus Siitonen Ky:n kanssa. Numeroin huolto- ja käyttöohjekirja 100/1-8, missä luku 100 tarkoittaa yrityksen tuotannon päärakennusta, eli höyläämöä, ja 1-8 kirjan sisältämiä laitteita layoutin numeroinnin mukaan. Tulevaisuudessa tämän numeroinnin ansioista kirjoja voi muodostaa lisää esim. 100/9-20 ja muihin rakennuksiin esim. pintamaalaamoon 200/1-15. Kaikkien työpisteiden kirjojen laatimisen jälkeen voidaan muodostaa yksi koko yrityksen huoltoja käyttöohjekirja, joka sisältää kaikki eri kirjat. Kunnossapitohenkilöstö kanssa totesimme, ettei varsinaista ennakoivaa kunnossapitoa ole tarpeellista suorittaa linjaston yksinkertaisuuden takia.
37 32 Päädyimme valitsemaan muutamia tarkastettavia kohteita ja toteuttamaan tarkastuslistan, jonka avulla linjaston laitteita tulisi tarkastettua säännöllisesti. Tarkastuksen aikana ilmenneet havainnot kirjattaisiin tietokantaan ja tätä kautta pystyttäisiin ehkäisemään vikaantumisia ja seisokkeja. Vikahistorian avulla olisi myös tulevaisuudessa mahdollisuus toteuttaa suunniteltua ennakoivaa kunnossapitoa. (Piibemann 2017.) 7.4 Tietokanta Us Wood Oy ei ole aikaisemmin pitänyt tietokantaa vikaantumisista ja tehdyistä korjauksista, mikä ehkäisi mahdollisuuden suunnitella ennakoivan kunnossapidon toimet. Jatkossa yritys ottaa käyttöön vikaantumisien raportoinnin, ja kaikki vikaantumiset ja seisokkien aiheuttamat syyt kirjataan yrityksen Pro Timber tuotanto-ohjelmaan. Tulevaisuudessa yrityksen tavoitteena on toteuttaa sellainen tietokanta, josta layoutin pohjalta voi selata kaikkien tuotantolinjaston sisältämien laitteiden vikahistoriaa yksittäin. Tavoitteena on myös, että kaikki vikaantumiset, laitetiedot ja tehdyt toimenpiteet löytyvät samasta tietokannasta. Tietokannan tarkoituksena on, että on helppo todeta usein vikaantuvat kohteet ja ehkäistä niitä parantavalla ja/tai ehkäisevällä kunnossapidolla tai mahdollisesti modernisoimalla linjastoa. Tarkoituksena on yksinkertaisesti minimoida seisokit ja parantaa tuotannon laatua. 7.5 Tarkastuslista Tarkastuslista laadittiin huoltokohteiden pohjalta, ja sitä toteutetaan viikkotasolla. Pääajatuksena on, että tuotantolaitteistoa tullaan tulevaisuudessa tarkastamaan kunnonseurannan ja -valvonnan periaatteella viikoittain, ja sen aikana tehdyt havainnot kirjattaisiin ylös. Työnjohdon mukaan osaan vikaantumisista pystyttäisiin reagoimaan ennen kuin se estäisi laitteiden toiminnan. (Sutelainen, I 2017.)
38 33 Tarkastuslista kuitataan tarkastuksen jälkeen, ja sen tulokset viedään Pro Timber tuotanto-ohjelmaan. Moottoreiden lämpötiloja tarkkaillaan tulevaisuudessa mittaamalla niiden lämpötiloja infrapunamittarilla. 7.6 Loppuanalyysi Opinnäytetyö onnistui kokonaisuudessaan hyvin. Sain laadittua suunnitelman siitä, miten yrityksen kunnossapitoa lähdetään viemään eteenpäin ja miten sitä ruvetaan jatkossa seuraamaan. Vikahistoria sekä tarkastuslistan tulokset kirjataan jatkossa yrityksen tuotanto-ohjelmaan mistä yrityksen johto ja kunnossapitohenkilöstö voi sitä seurata. Tuotantolinjan kunnonvalvonnalla ja/tai seurannalla pyritään minimoimaan vikaantumiset ja tämän ansiosta lisäämään tuotantotehokkuutta. Jos tuotantotehokkuus lisääntyy ja pioneerikohteen tulokset ovat noin puolen vuoden vuoden aikana osoittautuneet positiivisiksi, aloitetaan työn jalostaminen muille työpisteille. Vikahistorian ansiosta on myös mahdollista tulevaisuudessa kehittää tekemääni työtä.
39 34 8 YHTEENVETO Opinnäytetyön tavoitteena oli luoda pohja kunnossapidolle. Työn alku oli hieman hankala, mikä johtui itse kunnossapidosta, mikä oli aiheena vieras. Tutustuin aiheeseen kirjallisuuden kautta, mikä auttoi hahmottamaan työn mahdollisuuksia ja tavoitteita. Ongelmia aiheutti myös yrityksen aikaisempien huoltojen kirjausten puute, minkä takia sen pohjalta ei voitu tehdä mitään analyyseja. Apuna oli kuitenkin tuttu työympäristö ja työntekijät joihin tutustumalla sain muodostettua käsityksen yrityksen nykytilanteesta ja tarpeista. Alun ongelmien jälkeen työskentely suju hyvin, eikä ongelmia tullut muilta osin kuin koneiden mekaanisten toimintojen ja rakenteiden tuntemusten puutteen takia. Sain kuitenkin kunnossapitohenkilöstöltä apua näihin ongelmiin. Sain opinnäytetyön osalta toteutettua yritykselle alustavan pohjan kunnossapidolle. Pioneerikohteena toimii yrityksen höylälinjaston alkupää, jota tullaan jatkossa tarkastamaan tekemäni tarkastuslistan mukaan viikoittain, ja vastaisuudessa vikaantumiset kirjataan tietokantaan, mikä mahdollistaa tulevaisuudessa kunnossapitosuunnitelmani kehittämisen. Pioneerikohteen onnistumisen perusteella todetaan tulevaisuudessa jalostetaanko suunnitelmani yrityksen sisällä muille työpisteille. Huolto- ja käyttöohjekirjaan lisätään tulevaisuudessa käyttöohjeet ja tarpeen mukaan lisätään tai karsitaan tarkastettavia kunnossapitokohteita.
40 35 LÄHTEET Aalto, H Kunnossapitotekniikanperusteet. Rajamäki: Kunnossapitoyhdistys Ry. Ansaharju, T Koneenasennus ja kunnossapito. Helsinki: WSOY Oppimateriaalit Oy. Edu03.fi Kunnossapidon perusteet [viitattu ]. Saatavissa: Järviö, J Kunnossapito. 4. painos. Hamina: KP-Media Oy. Kurki, A. Talouspäällikkö. Us Wood Oy. Haastattelu Piibeman, T Toimitusjohtaja. TPInstall Oy. Haastattelu Promaint Tehosta vikaantumisen seurantaa [viitattu ]. Saatavissa: Sutelainen, I Työnjohtaja. Us Wood Oy. Haastattelu Sutelainen, J Toimitusjohtaja. Us Wood Oy. Haastattelu Us Wood Tuotteet [viitattu ]. Saatavissa: Väisänen, J Viiden ässän kehitystyökalu [ ]. Saatavissa:
41 LIITTEET
42
43
44
45
46

47
48
49
50
51
52
53
54
55
56
57
58
59
60
Tornio Works käynnissäpidon toimintamalli
 Tornio Works käynnissäpidon toimintamalli 31.5.2012 KTAMK; Käynnissäpitoseminaari www.outokumpu.com Sisällys 1. Kunnossapito PSK-standardin mukaan 2. Käynnissäpidon organisoituminen Tornio Worksissa 3.
Tornio Works käynnissäpidon toimintamalli 31.5.2012 KTAMK; Käynnissäpitoseminaari www.outokumpu.com Sisällys 1. Kunnossapito PSK-standardin mukaan 2. Käynnissäpidon organisoituminen Tornio Worksissa 3.
Laadunhallintajärjestelmä:
 Laadunhallintajärjestelmä: ISO 9001:2008 vs 2015 Kirsi Andersson, TTY Mitä eroa on ISO 9001:2008 ja ISO 9001:2015? Johtajuus korostuu Johtajuus saa uudessa standardissa enemmän painoarvoa. 2008 standardi
Laadunhallintajärjestelmä: ISO 9001:2008 vs 2015 Kirsi Andersson, TTY Mitä eroa on ISO 9001:2008 ja ISO 9001:2015? Johtajuus korostuu Johtajuus saa uudessa standardissa enemmän painoarvoa. 2008 standardi
TYÖSTÖKESKUKSEN KUNNOSSAPITO- JA HUOLTO-OHJELMA
 TYÖSTÖKESKUKSEN KUNNOSSAPITO- JA HUOLTO-OHJELMA Yritys X LAHDEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Mekatroniikka Kevät 2018 Jani Kurkela Tiivistelmä Tekijä(t) Kurkela, Jani Julkaisun
TYÖSTÖKESKUKSEN KUNNOSSAPITO- JA HUOLTO-OHJELMA Yritys X LAHDEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Mekatroniikka Kevät 2018 Jani Kurkela Tiivistelmä Tekijä(t) Kurkela, Jani Julkaisun
Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa
 Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa Laikas Oy on vuonna 2005 perustettu tekniseen tukkukauppaan ja huoltopalveluihin erikoistunut perheyritys. Päätoimipaikkamme on Vieremällä
Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa Laikas Oy on vuonna 2005 perustettu tekniseen tukkukauppaan ja huoltopalveluihin erikoistunut perheyritys. Päätoimipaikkamme on Vieremällä
KUNNOSSAPIDON HISTORIAA
 KUNNOSSAPIDON HISTORIAA OUTOKUMMUN KAIVOKSELLA Seppo Tolonen Kunnossapidon osastopäällikkö 16.3.2018 Ensimmäinen korjauspaja Kumpu B sijaitsi Trustedtin patsaan läheisyydessä ja siellä pajatoiminta aloitettiin
KUNNOSSAPIDON HISTORIAA OUTOKUMMUN KAIVOKSELLA Seppo Tolonen Kunnossapidon osastopäällikkö 16.3.2018 Ensimmäinen korjauspaja Kumpu B sijaitsi Trustedtin patsaan läheisyydessä ja siellä pajatoiminta aloitettiin
Anna kaasunvalvontasi osaaviin käsiin. Elinkaaripalvelu
 Anna kaasunvalvontasi osaaviin käsiin Elinkaaripalvelu Sisällys Kuvaus... 4 5 Palveluprosessi Palvelut...6 7 Laitteet palveluna Etätuki Lähituki Huoltopalvelut...8 Ennakkohuollot Korjaushuollot Pilvipalvelut
Anna kaasunvalvontasi osaaviin käsiin Elinkaaripalvelu Sisällys Kuvaus... 4 5 Palveluprosessi Palvelut...6 7 Laitteet palveluna Etätuki Lähituki Huoltopalvelut...8 Ennakkohuollot Korjaushuollot Pilvipalvelut
Kaija Hypén KUNNOSSAPITOSUUNNITELMA
 Kaija Hypén KUNNOSSAPITOSUUNNITELMA Insinöörityö Kajaanin ammattikorkeakoulu Tekniikka ja liikenne Kone- ja tuotantotekniikka Kevät 2010 OPINNÄYTETYÖ TIIVISTELMÄ Koulutusala Tekniikka ja liikenne Koulutusohjelma
Kaija Hypén KUNNOSSAPITOSUUNNITELMA Insinöörityö Kajaanin ammattikorkeakoulu Tekniikka ja liikenne Kone- ja tuotantotekniikka Kevät 2010 OPINNÄYTETYÖ TIIVISTELMÄ Koulutusala Tekniikka ja liikenne Koulutusohjelma
Käyttöasetus potilassiirtojen
 Käyttöasetus potilassiirtojen näkökulmasta Ylitarkastaja Riina Perko Valtioneuvoston asetus työvälineiden turvallisesta käytöstä ja tarkastamisesta (403/2008) Käyttöasetus Asetus voimaan 1.1.2009 Käyttöasetuksen
Käyttöasetus potilassiirtojen näkökulmasta Ylitarkastaja Riina Perko Valtioneuvoston asetus työvälineiden turvallisesta käytöstä ja tarkastamisesta (403/2008) Käyttöasetus Asetus voimaan 1.1.2009 Käyttöasetuksen
KUNNOSSAPITO-OHJELMAN LAADINTA ARTEKNO OY:LLE
 KUNNOSSAPITO-OHJELMAN LAADINTA ARTEKNO OY:LLE Ammattikorkeakoulun opinnäytetyö Automaatiotekniikan koulutusohjelma Valkeakoski, 18.12.2012 Jesse Paloniemi TIIVISTELMÄ VALKEAKOSKI Automaatiotekniikan koulutusohjelma
KUNNOSSAPITO-OHJELMAN LAADINTA ARTEKNO OY:LLE Ammattikorkeakoulun opinnäytetyö Automaatiotekniikan koulutusohjelma Valkeakoski, 18.12.2012 Jesse Paloniemi TIIVISTELMÄ VALKEAKOSKI Automaatiotekniikan koulutusohjelma
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto
 Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
Tuotannon esimiestyön erikoisammattitutkinnon perusteet
 Tuotannon esimiestyön erikoisammattitutkinnon perusteet Tuotannon esimiestyön erikoisammattitutkinnon perusteet Tuotannon esimiestyön erikoisammattitutkinto (180 osp) on tarkoitettu henkilöille, jotka
Tuotannon esimiestyön erikoisammattitutkinnon perusteet Tuotannon esimiestyön erikoisammattitutkinnon perusteet Tuotannon esimiestyön erikoisammattitutkinto (180 osp) on tarkoitettu henkilöille, jotka
OULUSTA KAIVOSALAN YRITYSKESKITTYMÄ - tulosseminaari toimijoille
 OULUSTA KAIVOSALAN YRITYSKESKITTYMÄ - tulosseminaari toimijoille 27.2.2014/BMS/J Kari 1 Liikevaihto 2012 53,3 m Omistussuhteet: Metsä Fibre 50,1% Industria 49,9% Käynnissäpitoyksiköt Kemi Äänekoski Joutseno
OULUSTA KAIVOSALAN YRITYSKESKITTYMÄ - tulosseminaari toimijoille 27.2.2014/BMS/J Kari 1 Liikevaihto 2012 53,3 m Omistussuhteet: Metsä Fibre 50,1% Industria 49,9% Käynnissäpitoyksiköt Kemi Äänekoski Joutseno
HYRYNSALMEN KUNNAN TYÖSUOJELUN TOIMINTAOHJELMA
 HYRYNSALMEN KUNNAN TYÖSUOJELUN TOIMINTAOHJELMA 1 Sisällysluettelo 1. JOHDANTO... 2 2. TYÖSUOJELUN MÄÄRITELMÄ... 2 3. TYÖSUOJELUTOIMINNAN TAVOITTEET... 2 4. TYÖSUOJELUTOIMENPITEET JA SEURANTA... 2 4.1 Ennakoiva
HYRYNSALMEN KUNNAN TYÖSUOJELUN TOIMINTAOHJELMA 1 Sisällysluettelo 1. JOHDANTO... 2 2. TYÖSUOJELUN MÄÄRITELMÄ... 2 3. TYÖSUOJELUTOIMINNAN TAVOITTEET... 2 4. TYÖSUOJELUTOIMENPITEET JA SEURANTA... 2 4.1 Ennakoiva
Aikuisopiskelijan viikko - Viitekehys alueellisten verkostojen yhteistyöhön
 Aikuisopiskelijan viikko - Viitekehys alueellisten verkostojen yhteistyöhön Aikuisopiskelijan viikko tarjoaa mainion tilaisuuden toteuttaa tapahtumia yhteistyössä oman alueen eri organisaatioiden kanssa.
Aikuisopiskelijan viikko - Viitekehys alueellisten verkostojen yhteistyöhön Aikuisopiskelijan viikko tarjoaa mainion tilaisuuden toteuttaa tapahtumia yhteistyössä oman alueen eri organisaatioiden kanssa.
Reilun Pelin työkalupakki: Kiireen vähentäminen
 Reilun Pelin työkalupakki: Kiireen vähentäminen Tavoitteet Tämän toimintamallin avulla opit määrittelemään kiireen. Työyhteisösi oppii tunnistamaan toistuvan, kuormittavan kiireen sekä etsimään sen syitä
Reilun Pelin työkalupakki: Kiireen vähentäminen Tavoitteet Tämän toimintamallin avulla opit määrittelemään kiireen. Työyhteisösi oppii tunnistamaan toistuvan, kuormittavan kiireen sekä etsimään sen syitä
Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö. www.outokumpu.com
 Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö www.outokumpu.com Koulutuksen tavoite Koulutuksen tavoitteena on antaa osallistujille valmiudet:
Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö www.outokumpu.com Koulutuksen tavoite Koulutuksen tavoitteena on antaa osallistujille valmiudet:
Käyttövarmuuden peruspilarit
 Käyttövarmuuden peruspilarit Esitys 6.4.2017 Rikasta Pohjoista 2017 foorumissa Kunnossapitoyhdistys Promaint ry Jaakko Tennilä Promaintin käyttövarmuustoimikunnan näkemys omasta vastuualueestaan Tavoitteena
Käyttövarmuuden peruspilarit Esitys 6.4.2017 Rikasta Pohjoista 2017 foorumissa Kunnossapitoyhdistys Promaint ry Jaakko Tennilä Promaintin käyttövarmuustoimikunnan näkemys omasta vastuualueestaan Tavoitteena
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
OHJE 1 (5) 16.12.2011 VALMERI-KYSELYN KÄYTTÖOHJEET. Kyselyn sisältö ja tarkoitus
 16.12.2011 VALMERI-KYSELYN KÄYTTÖOHJEET. Kyselyn sisältö ja tarkoitus") OHJE 1 (5) VALMERI-KYSELYN KÄYTTÖOHJEET Kyselyn sisältö ja tarkoitus Valmeri-kysely on työntekijöille suunnattu tiivis työolosuhdekysely, jolla saadaan yleiskuva henkilöstön käsityksistä työoloistaan kyselyn
OHJE 1 (5) VALMERI-KYSELYN KÄYTTÖOHJEET Kyselyn sisältö ja tarkoitus Valmeri-kysely on työntekijöille suunnattu tiivis työolosuhdekysely, jolla saadaan yleiskuva henkilöstön käsityksistä työoloistaan kyselyn
KOTIIN ANNETTAVAT LAITTEET JA POTILASTURVALLISUUS
 KOTIIN ANNETTAVAT LAITTEET JA POTILASTURVALLISUUS 25.10.2017 Laki terveydenhuollon laitteista ja tarvikkeista 629/2010 24 Ammattimaista käyttöä koskevat yleiset vaatimukset Ammattimaisen käyttäjän on varmistuttava
KOTIIN ANNETTAVAT LAITTEET JA POTILASTURVALLISUUS 25.10.2017 Laki terveydenhuollon laitteista ja tarvikkeista 629/2010 24 Ammattimaista käyttöä koskevat yleiset vaatimukset Ammattimaisen käyttäjän on varmistuttava
Ilmanvaihdon tarkastus
 Karhuvuorentie 1, 48300 Kotka Tarkastuspäivä 23.5.2016 Sivu 2 / 7 1. ESIPUHE Tämä ilmanvaihdon tarkastusraportti on tehty Raksystems Insinööritoimisto Oy:n toimesta kiinteistössä tehdyn tarkastuksen perusteella.
Karhuvuorentie 1, 48300 Kotka Tarkastuspäivä 23.5.2016 Sivu 2 / 7 1. ESIPUHE Tämä ilmanvaihdon tarkastusraportti on tehty Raksystems Insinööritoimisto Oy:n toimesta kiinteistössä tehdyn tarkastuksen perusteella.
CE MERKINTÄ KONEDIREKTIIVIN 2006/42/EY PERUSTEELLA
 TIETOPAKETTI PÄHKINÄNKUORESSA: CE MERKINTÄ N PERUSTEELLA HUOMIO! Vanha konedirektiivi 98/37/EY on kumottu, mutta se on edelleen voimassa siirtymäaikana. Käyttöönoton siirtymäaika -> 29.12.2009 saakka.
TIETOPAKETTI PÄHKINÄNKUORESSA: CE MERKINTÄ N PERUSTEELLA HUOMIO! Vanha konedirektiivi 98/37/EY on kumottu, mutta se on edelleen voimassa siirtymäaikana. Käyttöönoton siirtymäaika -> 29.12.2009 saakka.
Ohjelmistojen virheistä
 Ohjelmistojen virheistä Muutama sana ohjelmistojen virheistä mistä niitä syntyy? Matti Vuori, www.mattivuori.net 2013-09-02 1(8) Sisällysluettelo Ohjelmistojen virheitä: varautumattomuus ongelmiin 3 Ohjelmistojen
Ohjelmistojen virheistä Muutama sana ohjelmistojen virheistä mistä niitä syntyy? Matti Vuori, www.mattivuori.net 2013-09-02 1(8) Sisällysluettelo Ohjelmistojen virheitä: varautumattomuus ongelmiin 3 Ohjelmistojen
Pitkäjänteisen ja suunnitelmallisen ylläpidon hyötyjä
 Pitkäjänteisen ja suunnitelmallisen ylläpidon hyötyjä Jari Halonen Yksikön päällikkö, kunnossapito Timo Finnilä Yksikön päällikkö, konsultointi Rakennuskannan arvo Suomessa 460 mrd Asuntovarallisuuden
Pitkäjänteisen ja suunnitelmallisen ylläpidon hyötyjä Jari Halonen Yksikön päällikkö, kunnossapito Timo Finnilä Yksikön päällikkö, konsultointi Rakennuskannan arvo Suomessa 460 mrd Asuntovarallisuuden
KUNNOSSAPITOSUUNNITELMA NOKIAN PANIMO OY:LLE
 KUNNOSSAPITOSUUNNITELMA NOKIAN PANIMO OY:LLE Kalle Viitamaa Opinnäytetyö Huhtikuu 2018 Biotuote- ja prosessitekniikka Prosessitekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu Biotuote- ja prosessitekniikka
KUNNOSSAPITOSUUNNITELMA NOKIAN PANIMO OY:LLE Kalle Viitamaa Opinnäytetyö Huhtikuu 2018 Biotuote- ja prosessitekniikka Prosessitekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu Biotuote- ja prosessitekniikka
SALON SEUDUN KOULUTUSKUNTAYHTYMÄN SISÄISEN VALVONNAN JA RISKIENHALLINNAN PERUSTEET
 SALON SEUDUN KOULUTUSKUNTAYHTYMÄN SISÄISEN VALVONNAN JA RISKIENHALLINNAN PERUSTEET Hall. 01.04.2014 Valt. 29.04.2014 1 Voimaantulo 01.07.2014 1 Lainsäädännöllinen perusta ja soveltamisala Kuntalain 13
SALON SEUDUN KOULUTUSKUNTAYHTYMÄN SISÄISEN VALVONNAN JA RISKIENHALLINNAN PERUSTEET Hall. 01.04.2014 Valt. 29.04.2014 1 Voimaantulo 01.07.2014 1 Lainsäädännöllinen perusta ja soveltamisala Kuntalain 13
Nolla tapaturmaa 2020. Kulmakivet 2016-17(luonnos) Tilannekatsaus 24.2.2015. Etera 24.2.2015 Ahti Niskanen
 Tilannekatsaus 24.2.2015. Etera 24.2.2015 Ahti Niskanen") Nolla tapaturmaa 2020 Kulmakivet 2016-17(luonnos) Tilannekatsaus 24.2.2015 Etera 24.2.2015 Ahti Niskanen TAVOITTEENA NOLLA TAPATURMAA RAKENNUSTEOLLISUUDESSA 2020 Rakennusteollisuus RT ry:n hallitus asetti
Nolla tapaturmaa 2020 Kulmakivet 2016-17(luonnos) Tilannekatsaus 24.2.2015 Etera 24.2.2015 Ahti Niskanen TAVOITTEENA NOLLA TAPATURMAA RAKENNUSTEOLLISUUDESSA 2020 Rakennusteollisuus RT ry:n hallitus asetti
TIETOTILINPÄÄTÖS. Ylitarkastaja Arto Ylipartanen/ Tietosuojavaltuutetun toimisto. Terveydenhuollon ATK-päivät 20.5.2014; Jyväskylä
 TIETOTILINPÄÄTÖS Ylitarkastaja Arto Ylipartanen/ Tietosuojavaltuutetun toimisto Terveydenhuollon ATK-päivät 20.5.2014; Jyväskylä 20.5.2014 TSV:n tsto/ylitarkastaja Arto Ylipartanen 2 LUENNON AIHEET 1.
TIETOTILINPÄÄTÖS Ylitarkastaja Arto Ylipartanen/ Tietosuojavaltuutetun toimisto Terveydenhuollon ATK-päivät 20.5.2014; Jyväskylä 20.5.2014 TSV:n tsto/ylitarkastaja Arto Ylipartanen 2 LUENNON AIHEET 1.
! LAATUKÄSIKIRJA 2015
 LAATUKÄSIKIRJA Sisällys 1. Yritys 2 1.1. Organisaatio ja vastuualueet 3 1.2. Laatupolitiikka 4 2. Laadunhallintajärjestelmä 5 2.1. Laadunhallintajärjestelmän rakenne 5 2.2. Laadunhallintajärjestelmän käyttö
LAATUKÄSIKIRJA Sisällys 1. Yritys 2 1.1. Organisaatio ja vastuualueet 3 1.2. Laatupolitiikka 4 2. Laadunhallintajärjestelmä 5 2.1. Laadunhallintajärjestelmän rakenne 5 2.2. Laadunhallintajärjestelmän käyttö
Uuden työ- tai mittavälineen luominen tietokantaan
 Sivu:1(12) Työ- ja mittaväline-tietokanta löytyy serveriltä APPL14.DE.ABB.COM/SRV/ABB Tarvitset read-oikeudet tietokannan tarkasteluun ja editor mainusers-oikeudet tietokannan muokkaukseen. Jos tarkoituksenasi
Sivu:1(12) Työ- ja mittaväline-tietokanta löytyy serveriltä APPL14.DE.ABB.COM/SRV/ABB Tarvitset read-oikeudet tietokannan tarkasteluun ja editor mainusers-oikeudet tietokannan muokkaukseen. Jos tarkoituksenasi
Kerta- ja monikäyttöisten instrumenttien ekologiset ja taloudelliset eroavaisuudet. Opinnäytetyö, Julia Andersson
 Kerta- ja monikäyttöisten instrumenttien ekologiset ja taloudelliset eroavaisuudet Opinnäytetyö, Julia Andersson Sisältö Taustaa Tutkimuksen toteutus Elinkaariarviointi Elinkaariarvioinnin soveltaminen
Kerta- ja monikäyttöisten instrumenttien ekologiset ja taloudelliset eroavaisuudet Opinnäytetyö, Julia Andersson Sisältö Taustaa Tutkimuksen toteutus Elinkaariarviointi Elinkaariarvioinnin soveltaminen
Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä
 Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä Rikasta Pohjoista seminaari 19.4.2018 Mikko Suutama Käyttövarmuuspäällikkö Oy Botnia Mill
Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä Rikasta Pohjoista seminaari 19.4.2018 Mikko Suutama Käyttövarmuuspäällikkö Oy Botnia Mill
Jaakko Ahola PVC-PUTKEN TUOTANTOLINJAN ENNAKKOHUOLTOSUUNNITELMA
 Jaakko Ahola PVC-PUTKEN TUOTANTOLINJAN ENNAKKOHUOLTOSUUNNITELMA PVC-PUTKEN TUOTANTOLINJAN ENNAKKOHUOLTOSUUNNITELMA Jaakko Ahola Opinnäytetyö Kevät 2019 Konetekniikan tutkinto-ohjelma Oulun ammattikorkeakoulu
Jaakko Ahola PVC-PUTKEN TUOTANTOLINJAN ENNAKKOHUOLTOSUUNNITELMA PVC-PUTKEN TUOTANTOLINJAN ENNAKKOHUOLTOSUUNNITELMA Jaakko Ahola Opinnäytetyö Kevät 2019 Konetekniikan tutkinto-ohjelma Oulun ammattikorkeakoulu
HUOLTO-OHJELMAN LAATIMINEN PÄIVITTÄISEEN JA VIIKOIT- TAISEEN KUNNOSSAPITOON
 KARELIA-AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Santeri Turunen HUOLTO-OHJELMAN LAATIMINEN PÄIVITTÄISEEN JA VIIKOIT- TAISEEN KUNNOSSAPITOON Opinnäytetyö Toukokuu 2013 OPINNÄYTETYÖ
KARELIA-AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Santeri Turunen HUOLTO-OHJELMAN LAATIMINEN PÄIVITTÄISEEN JA VIIKOIT- TAISEEN KUNNOSSAPITOON Opinnäytetyö Toukokuu 2013 OPINNÄYTETYÖ
Pohjoismaisen JMIhankintaverkoston. kysyntäennusteita hyödyntäen. Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen
 Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Pohjoismaisen JMIhankintaverkoston kehittäminen kysyntäennusteita hyödyntäen Eglo-seminaari Helsinki, 30.5.2006 Heli Laurikkala ja Tero Kankkunen Sisällys Lähtökohta Osallistujat Tavoitteet Aikataulu Toimenpiteet
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
KUNNOSSAPIDON TUNNUSLUVUT JÄTEVEDENPUHDISTAMOLLA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Riikka Korhonen KUNNOSSAPIDON TUNNUSLUVUT JÄTEVEDENPUHDISTAMOLLA Työn tarkastajat: Professori Juha Varis DI Mari Heinonen TIIVISTELMÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Riikka Korhonen KUNNOSSAPIDON TUNNUSLUVUT JÄTEVEDENPUHDISTAMOLLA Työn tarkastajat: Professori Juha Varis DI Mari Heinonen TIIVISTELMÄ
KONE Kuntotutkimus. Ammattilaisen arviointi hissin nykytilasta. Tehokasta kiinteistönhoitoa
 KONE Kuntotutkimus Ammattilaisen arviointi hissin nykytilasta Tehokasta kiinteistönhoitoa Luotettavasti toimiva hissi tänään ja huomenna Vaativa toimintaympäristö Hissiä käyttävät kaikki kiinteistössä
KONE Kuntotutkimus Ammattilaisen arviointi hissin nykytilasta Tehokasta kiinteistönhoitoa Luotettavasti toimiva hissi tänään ja huomenna Vaativa toimintaympäristö Hissiä käyttävät kaikki kiinteistössä
Ennakoiva kunnossapito teollisuuden sähköverkoissa. Oulun Energia Urakointi Oy Veli-Pekka Lehtikangas
 Ennakoiva kunnossapito teollisuuden sähköverkoissa Oulun Energia Urakointi Oy Veli-Pekka Lehtikangas 23.5.2018 Sähkölaitteiston käytönjohtajuus Milloin tarvitaan käytönjohtajaa? Sähköturvallisuuslaki,
Ennakoiva kunnossapito teollisuuden sähköverkoissa Oulun Energia Urakointi Oy Veli-Pekka Lehtikangas 23.5.2018 Sähkölaitteiston käytönjohtajuus Milloin tarvitaan käytönjohtajaa? Sähköturvallisuuslaki,
Huollettu varavoimakone turvaa sähkönsaannin jakelukatkon sattuessa. Huolenpitosopimus
 Huollettu varavoimakone turvaa sähkönsaannin jakelukatkon sattuessa Huolenpitosopimus Varmista varavoimakoneen luotettavuus huolenpitosopimuksella Luotettavuuden ylläpitämiseksi tulee varavoimakonetta
Huollettu varavoimakone turvaa sähkönsaannin jakelukatkon sattuessa Huolenpitosopimus Varmista varavoimakoneen luotettavuus huolenpitosopimuksella Luotettavuuden ylläpitämiseksi tulee varavoimakonetta
19/11/17. 5S Opas. Pekka Hirvonen
 19/11/17 5S Opas Pekka Hirvonen Jalostin 2017 1 Mikä ihmeen 5S?... 3 1.1 Mitä 5S on?... 3 1.2 Mitä 5S:llä saavutetaan?... 4 2 5S-prosessi... 5 2.1 Valmistelu... 5 2.2 Aikataulu... 7 2.3 Pilottialue...
19/11/17 5S Opas Pekka Hirvonen Jalostin 2017 1 Mikä ihmeen 5S?... 3 1.1 Mitä 5S on?... 3 1.2 Mitä 5S:llä saavutetaan?... 4 2 5S-prosessi... 5 2.1 Valmistelu... 5 2.2 Aikataulu... 7 2.3 Pilottialue...
LCS Elinkaaripalvelut Luotettavuuden ja tuottavuuden parantaminen. April, 2017
 LCS Elinkaaripalvelut Luotettavuuden ja tuottavuuden parantaminen. April, 2017 Turvallisuus on meille tärkeä menestystekijä 14 400 Tapaturmataajuus (LTIF) Lost time incident frequency (LTIF) 12 350 Total
LCS Elinkaaripalvelut Luotettavuuden ja tuottavuuden parantaminen. April, 2017 Turvallisuus on meille tärkeä menestystekijä 14 400 Tapaturmataajuus (LTIF) Lost time incident frequency (LTIF) 12 350 Total
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
TAVOITTEENA NOLLA TAPATURMAA RAKENNUSTEOLLISUUDESSA 2020 Rakennusteollisuus RT ry:n kannanotto
 TAVOITTEENA NOLLA TAPATURMAA RAKENNUSTEOLLISUUDESSA 2020 Rakennusteollisuus RT ry:n kannanotto 01.03.2016 01.03.2016 Rakennusteollisuus RT 2 RAKENNUSTEOLLISUUS RT RY:N TURVALLISUUSKANNAOTTO VUOSILLE 2016-2017
TAVOITTEENA NOLLA TAPATURMAA RAKENNUSTEOLLISUUDESSA 2020 Rakennusteollisuus RT ry:n kannanotto 01.03.2016 01.03.2016 Rakennusteollisuus RT 2 RAKENNUSTEOLLISUUS RT RY:N TURVALLISUUSKANNAOTTO VUOSILLE 2016-2017
Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin. Jos et voi mitata, et voi johtaa!
 Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin Jos et voi mitata, et voi johtaa! Ceriffi Oy:n seuranta- ja mittauspalveluiden missio Ceriffi Oy:n henkilöstö on ollut rakentamassa johtamis-,
Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin Jos et voi mitata, et voi johtaa! Ceriffi Oy:n seuranta- ja mittauspalveluiden missio Ceriffi Oy:n henkilöstö on ollut rakentamassa johtamis-,
VAIKUTTAVUUS- KETJU 1
 VAIKUTTAVUUS- KETJU 1 Sisältö Vaikuttavuusketju....... 3 Tarve 4 Visio. 4 Tavoite..... 4 Resurssit...5 Toimenpiteet....5 Tulokset.....5 Vaikuttavuus.....5 Hyvän mitat Tietojen keräämisen suunnitelma 6
VAIKUTTAVUUS- KETJU 1 Sisältö Vaikuttavuusketju....... 3 Tarve 4 Visio. 4 Tavoite..... 4 Resurssit...5 Toimenpiteet....5 Tulokset.....5 Vaikuttavuus.....5 Hyvän mitat Tietojen keräämisen suunnitelma 6
Ohjelmiston testaus ja laatu. Ohjelmistotekniikka elinkaarimallit
 Ohjelmiston testaus ja laatu Ohjelmistotekniikka elinkaarimallit Vesiputousmalli - 1 Esitutkimus Määrittely mikä on ongelma, onko valmista ratkaisua, kustannukset, reunaehdot millainen järjestelmä täyttää
Ohjelmiston testaus ja laatu Ohjelmistotekniikka elinkaarimallit Vesiputousmalli - 1 Esitutkimus Määrittely mikä on ongelma, onko valmista ratkaisua, kustannukset, reunaehdot millainen järjestelmä täyttää
THEME osaamismatriisi - elektroniikka/sähkötekniikka osakompetenssien/oppimistulosten kanssa
 OSAAMISALUEET OSAAMISEN KEHITYSVAIHEET 1. Sähköisten ja/tai elektronisten järjestelmien asennus rakennuksiin ja teollisuuslaitoksiin. Hän osaa valmistella ja suorittaa yksinkertaisia sähköisiä ja elektronisia
OSAAMISALUEET OSAAMISEN KEHITYSVAIHEET 1. Sähköisten ja/tai elektronisten järjestelmien asennus rakennuksiin ja teollisuuslaitoksiin. Hän osaa valmistella ja suorittaa yksinkertaisia sähköisiä ja elektronisia
ISO 9001:2015 JÄRJESTELMÄ- JA PROSESSIAUDITOIN- NIN KYSYMYKSIÄ
 ISO 9001:2015 JÄRJESTELMÄ- JA PROSESSIAUDITOIN- NIN KYSYMYKSIÄ IMS Business Solutions Oy, J Moisio 10/ 2016 2.10.2016 IMS Business Solutions Oy 2 ISO 9001:2015 PROSESSIEN AUDITOINTIKYSYMYKSIÄ ISO 9001:2015
ISO 9001:2015 JÄRJESTELMÄ- JA PROSESSIAUDITOIN- NIN KYSYMYKSIÄ IMS Business Solutions Oy, J Moisio 10/ 2016 2.10.2016 IMS Business Solutions Oy 2 ISO 9001:2015 PROSESSIEN AUDITOINTIKYSYMYKSIÄ ISO 9001:2015
Laatusertifikaattien hyödyntäminen elintarvikevalvonnassa tarkastukset ja auditoinnit
 Laatusertifikaattien hyödyntäminen elintarvikevalvonnassa tarkastukset ja auditoinnit EHY:n koulutuspäivät 14-15.4.2016 Janne Lundén elintarvikevalvonnan yliopistonlehtori Elintarvikehygienian ja ympäristöterveyden
Laatusertifikaattien hyödyntäminen elintarvikevalvonnassa tarkastukset ja auditoinnit EHY:n koulutuspäivät 14-15.4.2016 Janne Lundén elintarvikevalvonnan yliopistonlehtori Elintarvikehygienian ja ympäristöterveyden
F/A-18 HORNETIN HUOLTO-OHJELMIEN VERTAILU SUOMEN JA KANADAN ILMAVOIMIEN VÄLILLÄ
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA F/A-18 HORNETIN HUOLTO-OHJELMIEN VERTAILU SUOMEN JA KANADAN ILMAVOIMIEN VÄLILLÄ T E K I J Ä : Antti Heimonen SAVONIA-AMMATTIKORKEAKOULU
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA F/A-18 HORNETIN HUOLTO-OHJELMIEN VERTAILU SUOMEN JA KANADAN ILMAVOIMIEN VÄLILLÄ T E K I J Ä : Antti Heimonen SAVONIA-AMMATTIKORKEAKOULU
ABB Drives and Controls, 26.05.2015 Koneenrakentajan ja laitetoimittajan yhteistoiminta toiminnallisen turvallisuuden varmistamisessa
 ABB Drives and Controls, 26.05.2015 Koneenrakentajan ja laitetoimittajan yhteistoiminta toiminnallisen turvallisuuden varmistamisessa Sisältö 1. Koneenrakentajan haasteita koneiden turvallistamisessa 2.
ABB Drives and Controls, 26.05.2015 Koneenrakentajan ja laitetoimittajan yhteistoiminta toiminnallisen turvallisuuden varmistamisessa Sisältö 1. Koneenrakentajan haasteita koneiden turvallistamisessa 2.
KORKEAPAINEPUMPPUJEN KUNNOSSAPIDON KEHITTÄMINEN
 KORKEAPAINEPUMPPUJEN KUNNOSSAPIDON KEHITTÄMINEN Jussi Mäki Opinnäytetyö Huhtikuu 2014 Kone- ja tuotantotekniikka Tuotekehitys TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka Tuotekehitys
KORKEAPAINEPUMPPUJEN KUNNOSSAPIDON KEHITTÄMINEN Jussi Mäki Opinnäytetyö Huhtikuu 2014 Kone- ja tuotantotekniikka Tuotekehitys TIIVISTELMÄ Tampereen ammattikorkeakoulu Kone- ja tuotantotekniikka Tuotekehitys
RAKENTEIDEN JA ILMANVAIHDON KATSASTUSMALLIT. Sisäilmastoseminaari Koponen Risse, Pipatti Pasi, Korpi Anne Senaatti-kiinteistöt
 RAKENTEIDEN JA ILMANVAIHDON KATSASTUSMALLIT Sisäilmastoseminaari 2017 Koponen Risse, Pipatti Pasi, Korpi Anne Senaatti-kiinteistöt YLEISTÄ KATSASTUKSESTA Katsastus on rakenteiden ja ilmanvaihdon sisäilmapainotteinen
RAKENTEIDEN JA ILMANVAIHDON KATSASTUSMALLIT Sisäilmastoseminaari 2017 Koponen Risse, Pipatti Pasi, Korpi Anne Senaatti-kiinteistöt YLEISTÄ KATSASTUKSESTA Katsastus on rakenteiden ja ilmanvaihdon sisäilmapainotteinen
SISÄILMASTOSEMINAARI 2018 TILOJEN SIIVOTTAVUUDELLA PAREMPAAN SISÄILMAAN. Satu Lahtinen Helsinki
 SISÄILMASTOSEMINAARI 2018 TILOJEN SIIVOTTAVUUDELLA PAREMPAAN SISÄILMAAN Satu Lahtinen Helsinki 15.03.2018 SISÄLTÖ Siivottavuus ja sisäilma saneeraus Toteutus Vaiheet Tulokset Toimintamalli siivottavuuden
SISÄILMASTOSEMINAARI 2018 TILOJEN SIIVOTTAVUUDELLA PAREMPAAN SISÄILMAAN Satu Lahtinen Helsinki 15.03.2018 SISÄLTÖ Siivottavuus ja sisäilma saneeraus Toteutus Vaiheet Tulokset Toimintamalli siivottavuuden
HINNASTO ASIAKASPALVELU VOIMASSA ALKAEN SUOSITUSHINNAT SUOMEN MARKKINOILLA
 HINNASTO ASIAKASPALVELU VOIMASSA 1.1.2018 ALKAEN SUOSITUS SUOMEN MARKKINOILLA OMEGA-HUOLTOPALVELUT SYYT SIIHEN, MIKSI KELLOSI VAATII PARASTA HUOLTOA OMEGA-kellot on valmistettu kestämään ajan asettama
HINNASTO ASIAKASPALVELU VOIMASSA 1.1.2018 ALKAEN SUOSITUS SUOMEN MARKKINOILLA OMEGA-HUOLTOPALVELUT SYYT SIIHEN, MIKSI KELLOSI VAATII PARASTA HUOLTOA OMEGA-kellot on valmistettu kestämään ajan asettama
SFS, 27.11 2014 STANDARDIEHDOTUKSEN ISO/DIS 14001 ESITTELY
 SFS, 27.11 2014 STANDARDIEHDOTUKSEN ISO/DIS 14001 ESITTELY Anna-Liisa Koskinen SISÄLTÖ Uusi rakenne Uusia määritelmiä Keskeisistä muutoksista 2 ISO 14001 ympäristöjohtamisjärjestelmä ISO 14001 on tunnettu
SFS, 27.11 2014 STANDARDIEHDOTUKSEN ISO/DIS 14001 ESITTELY Anna-Liisa Koskinen SISÄLTÖ Uusi rakenne Uusia määritelmiä Keskeisistä muutoksista 2 ISO 14001 ympäristöjohtamisjärjestelmä ISO 14001 on tunnettu
ENERGIA ILTA IISOY / Scandic Station 23.5.2013
 ENERGIA ILTA IISOY / Scandic Station 23.5.2013 Energia?! Kiinteistön käyttäjät sekä tekniset laitteistot käyttävät ja kuluttavat energiaa Jokin laite säätää ja ohjaa tätä kulutusta. Ohjauslaitteet keskitetty
ENERGIA ILTA IISOY / Scandic Station 23.5.2013 Energia?! Kiinteistön käyttäjät sekä tekniset laitteistot käyttävät ja kuluttavat energiaa Jokin laite säätää ja ohjaa tätä kulutusta. Ohjauslaitteet keskitetty
Hyvinvointia työstä. Työterveyslaitos www.ttl.fi
 Hyvinvointia työstä Työhyvinvoinnin tilannekuva - Työnantajan nykyiset tiedot ja taidot toimintaan Rauno Pääkkönen Elina Ravantti Selvityksen tarkoitus ja toteutus Muodostaa käsitys mitä työhyvinvoinnilla
Hyvinvointia työstä Työhyvinvoinnin tilannekuva - Työnantajan nykyiset tiedot ja taidot toimintaan Rauno Pääkkönen Elina Ravantti Selvityksen tarkoitus ja toteutus Muodostaa käsitys mitä työhyvinvoinnilla
TERVETULOA. Yhtiökokous 1.4.2014. Digitaalisuuden edistäjä. Teleste Proprietary. All rights reserved.
 Digitaalisuuden edistäjä TERVETULOA Yhtiökokous 1.4.2014 1. Teleste lyhyesti VISIO - Alamme johtavana toimijana luomme modernia verkottunutta maailmaa uusien laajakaista- ja videoratkaisujen avulla. 2.Tilinpäätös
Digitaalisuuden edistäjä TERVETULOA Yhtiökokous 1.4.2014 1. Teleste lyhyesti VISIO - Alamme johtavana toimijana luomme modernia verkottunutta maailmaa uusien laajakaista- ja videoratkaisujen avulla. 2.Tilinpäätös
Autoalan perustutkinnon toteutus- ja arviointisuunnitelma Rauma
 Autoalan perustutkinnon toteutus- ja arviointisuunnitelma Rauma Hyväksymispäätökset Työelämäjaos 19.11.2015 Johtokunta 22.12.2015 1 Sisällys Jaksosuunnitelma...2 Ammatilliset tutkinnon osat 135 osp...3
Autoalan perustutkinnon toteutus- ja arviointisuunnitelma Rauma Hyväksymispäätökset Työelämäjaos 19.11.2015 Johtokunta 22.12.2015 1 Sisällys Jaksosuunnitelma...2 Ammatilliset tutkinnon osat 135 osp...3
Liite/Kvalt , 29 ISONKYRÖN KUNNAN JA KUNTAKONSERNIN SISÄISEN VALVONNAN JA RISKIENHALLINNAN PERUSTEET. Isonkyrön kunta
 Öo Liite/Kvalt 13.10.2014, 29 ISONKYRÖN KUNNAN JA KUNTAKONSERNIN SISÄISEN VALVONNAN JA RISKIENHALLINNAN PERUSTEET Isonkyrön kunta Isonkyrön kunnan ja kuntakonsernin 1 (5) Sisällys 1 Lainsäädäntöperusta
Öo Liite/Kvalt 13.10.2014, 29 ISONKYRÖN KUNNAN JA KUNTAKONSERNIN SISÄISEN VALVONNAN JA RISKIENHALLINNAN PERUSTEET Isonkyrön kunta Isonkyrön kunnan ja kuntakonsernin 1 (5) Sisällys 1 Lainsäädäntöperusta
VANHUSPSYKIATRIAN OSASTON 5S
 VANHUSPSYKIATRIAN OSASTON 5S Oh Heidi Mielonen 2.11.2015 VANHUSPSYKIATRIAN OSASTO 55 Osastomme on 15-paikkainen suljettu osasto Osastollamme hoidetaan psykiatristen potilaiden lisäksi muistipotilaita,
VANHUSPSYKIATRIAN OSASTON 5S Oh Heidi Mielonen 2.11.2015 VANHUSPSYKIATRIAN OSASTO 55 Osastomme on 15-paikkainen suljettu osasto Osastollamme hoidetaan psykiatristen potilaiden lisäksi muistipotilaita,
Kasvilajikohtainen tuottaminen (Nurmentuotanto) 1. Työprosessin hallinta. Valitun kasvin viljelyn suunnitteleminen
 1. Työprosessin hallinta. Valitun kasvin viljelyn suunnitteleminen") Kasvilajikohtainen tuottaminen (Nurmentuotanto) 1. Työprosessin hallinta Valitun kasvin viljelyn suunnitteleminen Tyydyttävä T1 suunnittelee ja arvioi ohjattuna viljelyä ja siihen liittyviä työvaiheita
Kasvilajikohtainen tuottaminen (Nurmentuotanto) 1. Työprosessin hallinta Valitun kasvin viljelyn suunnitteleminen Tyydyttävä T1 suunnittelee ja arvioi ohjattuna viljelyä ja siihen liittyviä työvaiheita
Expert in insulation and scaffolding
 Expert in insulation and scaffolding Hyvät asiakkaat Olemme kohta 30 vuotta toiminut perheyritys. Tällä hetkellä kuulumme pohjoismaiden suurimpiin yrityksiin, joka tarjoaa sekä eristystä että telineratkaisuja.
Expert in insulation and scaffolding Hyvät asiakkaat Olemme kohta 30 vuotta toiminut perheyritys. Tällä hetkellä kuulumme pohjoismaiden suurimpiin yrityksiin, joka tarjoaa sekä eristystä että telineratkaisuja.
TAPAHTUMIEN SEURANTA KEHITYSEHDOTUSTEN KIRJAUS POIKKEAMIEN HALLINTA
 TAPAHTUMIEN SEURANTA KEHITYSEHDOTUSTEN KIRJAUS POIKKEAMIEN HALLINTA LMQ -ohjelmisto Kenelle miten miksi? LogMaster Oy 2007-2009 LMQ miksi? 1. KUSTANNUSTEN ALENTAMINEN Johtamisen välineet tapahtumien kirjaaminen
TAPAHTUMIEN SEURANTA KEHITYSEHDOTUSTEN KIRJAUS POIKKEAMIEN HALLINTA LMQ -ohjelmisto Kenelle miten miksi? LogMaster Oy 2007-2009 LMQ miksi? 1. KUSTANNUSTEN ALENTAMINEN Johtamisen välineet tapahtumien kirjaaminen
Toyota Material Handling. Työturvallisuus. www.toyota-forklifts.fi
 Toyota Material Handling Työturvallisuus www.toyota-forklifts.fi Trukkien turvallisuus -Ei mikään pieni asia Yrityksen vastuu trukkien työturvallisuudesta: Suomessa on aktiivikäytössä noin 30 000 trukkia.
Toyota Material Handling Työturvallisuus www.toyota-forklifts.fi Trukkien turvallisuus -Ei mikään pieni asia Yrityksen vastuu trukkien työturvallisuudesta: Suomessa on aktiivikäytössä noin 30 000 trukkia.
Mylab Projektitoiminnan kehittäminen. PM Club Tampere
 Mylab Projektitoiminnan kehittäminen PM Club Tampere 23.11.2016 Sisältö 1. Mylab terveydenhuollon sektorilla 2. Projektitoiminnan kehittäminen ja yleisiä huomioita toimialan projektitoiminnasta 3. Toimitusprojektin
Mylab Projektitoiminnan kehittäminen PM Club Tampere 23.11.2016 Sisältö 1. Mylab terveydenhuollon sektorilla 2. Projektitoiminnan kehittäminen ja yleisiä huomioita toimialan projektitoiminnasta 3. Toimitusprojektin
Terveellinen työ yhteinen etu! Eurooppalaisen kunnossapidon turvallisuuskampanjan kuulumisia
 Terveellinen työ yhteinen etu! Eurooppalaisen kunnossapidon turvallisuuskampanjan kuulumisia Työturvallisuustapaaminen - aiheena kunnossapidon turvallisuusjohtaminen 27.1.2011, Finlandia talo, Helsinki
Terveellinen työ yhteinen etu! Eurooppalaisen kunnossapidon turvallisuuskampanjan kuulumisia Työturvallisuustapaaminen - aiheena kunnossapidon turvallisuusjohtaminen 27.1.2011, Finlandia talo, Helsinki
Varausta poistavien lattioiden mittausohje. 1. Tarkoitus. 2. Soveltamisalue. 3. Mittausmenetelmät MITTAUSOHJE 1.6.2001 1 (5)
") 1.6.2001 1 (5) Varausta poistavien lattioiden mittausohje 1. Tarkoitus Tämän ohjeen tarkoituksena on yhdenmukaistaa ja selkeyttää varausta poistavien lattioiden mittaamista ja mittaustulosten dokumentointia
1.6.2001 1 (5) Varausta poistavien lattioiden mittausohje 1. Tarkoitus Tämän ohjeen tarkoituksena on yhdenmukaistaa ja selkeyttää varausta poistavien lattioiden mittaamista ja mittaustulosten dokumentointia
Kehittyvä kunnossapito ohjelma (Julkaistu Kunnossapito 5/2006)
") Kehittyvä kunnossapito ohjelma (Julkaistu Kunnossapito 5/2006) Susanna Kunttu VTT Susanna.Kunttu@vtt.fi Toni Ahonen VTT Toni.Ahonen@vtt.fi Jouko Heikkilä VTT Jouko.Heikkila@vtt.fi Kunnossapidon tulee kehittyä
Kehittyvä kunnossapito ohjelma (Julkaistu Kunnossapito 5/2006) Susanna Kunttu VTT Susanna.Kunttu@vtt.fi Toni Ahonen VTT Toni.Ahonen@vtt.fi Jouko Heikkilä VTT Jouko.Heikkila@vtt.fi Kunnossapidon tulee kehittyä
Kiinteistön toimivuuden mittarit liikekiinteistöissä
 Kiinteistön toimivuuden mittarit liikekiinteistöissä Heikki Ihasalo YIT Kiinteistötekniikka Oy BAFF-Seminaari 22.5.2008 Tausta Rakennusautomaation kehittyminen Mikrotietokoneet mahdollistivat valvomot
Kiinteistön toimivuuden mittarit liikekiinteistöissä Heikki Ihasalo YIT Kiinteistötekniikka Oy BAFF-Seminaari 22.5.2008 Tausta Rakennusautomaation kehittyminen Mikrotietokoneet mahdollistivat valvomot
ELMAS 4 Laitteiden kriittisyysluokittelu 8.2.2012 1/10. Ramentor Oy ELMAS 4. Laitteiden kriittisyysluokittelu. Versio 1.0
 1/10 Ramentor Oy ELMAS 4 Laitteiden kriittisyysluokittelu Versio 1.0 2/10 SISÄLTÖ 1 Kuvaus... 3 2 Kriittisyysluokittelu ELMAS-ohjelmistolla... 4 2.1 Kohteen mallinnus... 4 2.2 Kriittisyystekijöiden painoarvojen
1/10 Ramentor Oy ELMAS 4 Laitteiden kriittisyysluokittelu Versio 1.0 2/10 SISÄLTÖ 1 Kuvaus... 3 2 Kriittisyysluokittelu ELMAS-ohjelmistolla... 4 2.1 Kohteen mallinnus... 4 2.2 Kriittisyystekijöiden painoarvojen
INVESTOI AJOAIKAAN VOLVO PENTA HUOLTOSOPIMUS TURVALLISEMPAA JA VAIVATTOMAMPAA OMISTUSTA
 INVESTOI AJOAIKAAN VOLVO PENTA HUOLTOSOPIMUS TURVALLISEMPAA JA VAIVATTOMAMPAA OMISTUSTA NELJÄ PALVELUTASOA LIIKETOIMINTASUHDE VOLVO PENTA JÄLLEENMYYJÄN KANSSA Olet juuri investoinut Volvo Penta tuotteeseen.
INVESTOI AJOAIKAAN VOLVO PENTA HUOLTOSOPIMUS TURVALLISEMPAA JA VAIVATTOMAMPAA OMISTUSTA NELJÄ PALVELUTASOA LIIKETOIMINTASUHDE VOLVO PENTA JÄLLEENMYYJÄN KANSSA Olet juuri investoinut Volvo Penta tuotteeseen.
Tuttu ympäristö yllättää. Perusasiat kuntoon.
 Tuttu ympäristö yllättää. Perusasiat kuntoon. PERUSASIAT KUNTOON työssä ja kotona Siisteys ja järjestys ehkäisevät tapaturmia, lisäävät työtehoa ja viihtyvyyttä merkittävästi niin työpaikalla kuin kotonakin.
Tuttu ympäristö yllättää. Perusasiat kuntoon. PERUSASIAT KUNTOON työssä ja kotona Siisteys ja järjestys ehkäisevät tapaturmia, lisäävät työtehoa ja viihtyvyyttä merkittävästi niin työpaikalla kuin kotonakin.
Sosiaali- ja terveysministeriö. Potilas- ja asiakasturvallisuusstrategia Tiivistelmä taustasta sekä tavoitetilasta vuoteen 2021 mennessä
 Sosiaali- ja terveysministeriö Potilas- ja asiakasturvallisuusstrategia 2017-2021 Tiivistelmä taustasta sekä tavoitetilasta vuoteen 2021 mennessä Ensimmäinen kansallinen potilasturvallisuussuunnitelma
Sosiaali- ja terveysministeriö Potilas- ja asiakasturvallisuusstrategia 2017-2021 Tiivistelmä taustasta sekä tavoitetilasta vuoteen 2021 mennessä Ensimmäinen kansallinen potilasturvallisuussuunnitelma
Testauksen tuki nopealle tuotekehitykselle. Antti Jääskeläinen Matti Vuori
 Testauksen tuki nopealle tuotekehitykselle Antti Jääskeläinen Matti Vuori Mitä on nopeus? 11.11.2014 2 Jatkuva nopeus Läpäisyaste, throughput Saadaan valmiiksi tasaiseen, nopeaan tahtiin uusia tuotteita
Testauksen tuki nopealle tuotekehitykselle Antti Jääskeläinen Matti Vuori Mitä on nopeus? 11.11.2014 2 Jatkuva nopeus Läpäisyaste, throughput Saadaan valmiiksi tasaiseen, nopeaan tahtiin uusia tuotteita
Simulation model to compare opportunistic maintenance policies
 Simulation model to compare opportunistic maintenance policies Noora Torpo 31.08.18 Ohjaaja/Valvoja: Antti Punkka Työn saa tallentaa ja julkistaa Aalto-yliopiston avoimilla verkkosivuilla. Muilta osin
Simulation model to compare opportunistic maintenance policies Noora Torpo 31.08.18 Ohjaaja/Valvoja: Antti Punkka Työn saa tallentaa ja julkistaa Aalto-yliopiston avoimilla verkkosivuilla. Muilta osin
Työhön perehdyttäminen. Sari Anetjärvi
 Työhön perehdyttäminen Sari Anetjärvi Perehdyttämisen lähtökohta Työhön perehdyttäminen on tärkeä osa rekrytointiprosessia. Perehdyttämisen avulla turvataan organisaation toiminnan sujuvuus ja laadukkuus
Työhön perehdyttäminen Sari Anetjärvi Perehdyttämisen lähtökohta Työhön perehdyttäminen on tärkeä osa rekrytointiprosessia. Perehdyttämisen avulla turvataan organisaation toiminnan sujuvuus ja laadukkuus
Eri tietolähteiden käyttö kunnossapidon tukena
 Prognos, Vuosiseminaari 2005 Eri tietolähteiden käyttö kunnossapidon tukena Toni Ahonen VTT Tuotteet ja tuotanto Esityksen rakenne 1. Katsaus taustaan ja tavoitteisiin 2. Lähestymistapoja vika- ja kunnossapitodatan
Prognos, Vuosiseminaari 2005 Eri tietolähteiden käyttö kunnossapidon tukena Toni Ahonen VTT Tuotteet ja tuotanto Esityksen rakenne 1. Katsaus taustaan ja tavoitteisiin 2. Lähestymistapoja vika- ja kunnossapitodatan
Suunnitelmallinen kiinteistönpito asunto-osakeyhtiössä. Taloyhtiö 2014 1.4.2014 Helsingin Messukeskus Rakennusneuvos Erkki Laitinen
 Suunnitelmallinen kiinteistönpito asunto-osakeyhtiössä Taloyhtiö 2014 1.4.2014 Helsingin Messukeskus Rakennusneuvos Erkki Laitinen Taloyhtiöillä ja muilla rakennusten omistajilla edessä suuria haasteita.
Suunnitelmallinen kiinteistönpito asunto-osakeyhtiössä Taloyhtiö 2014 1.4.2014 Helsingin Messukeskus Rakennusneuvos Erkki Laitinen Taloyhtiöillä ja muilla rakennusten omistajilla edessä suuria haasteita.
JÄTEHUOLLON ERIKOISTYÖ
 Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
Jari-Jussi Syrjä 1200715 JÄTEHUOLLON ERIKOISTYÖ Typpioksiduulin mittaus GASMET-monikaasuanalysaattorilla Tekniikka ja Liikenne 2013 1. Johdanto Erikoistyön tavoitteena selvittää Vaasan ammattikorkeakoulun
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Laatukäsikirja - mikä se on ja miten sellainen laaditaan?
 Laatukäsikirja - mikä se on ja miten sellainen laaditaan? Matkailun laatu laatukäsikirja osaksi yrityksen sähköistä liiketoimintaa Sähköinen aamuseminaari matkailualan toimijoille 24.8.2010 Riitta Haka
Laatukäsikirja - mikä se on ja miten sellainen laaditaan? Matkailun laatu laatukäsikirja osaksi yrityksen sähköistä liiketoimintaa Sähköinen aamuseminaari matkailualan toimijoille 24.8.2010 Riitta Haka
TALOYHTIÖ 2018 Kylpyhuoneiden riskit ja kunnossapitovastuut taloyhtiössä
 TALOYHTIÖ 2018 Kylpyhuoneiden riskit ja kunnossapitovastuut taloyhtiössä Mikko Peltokorpi Toimitusjohtaja, kiinteistöneuvos mikko.peltokorpi@matinkylanhuolto.fi Vastuunjako kylpyhuoneessa Vastuut asunto-osakeyhtiölain
TALOYHTIÖ 2018 Kylpyhuoneiden riskit ja kunnossapitovastuut taloyhtiössä Mikko Peltokorpi Toimitusjohtaja, kiinteistöneuvos mikko.peltokorpi@matinkylanhuolto.fi Vastuunjako kylpyhuoneessa Vastuut asunto-osakeyhtiölain
Kriittistentöiden hallinta EASA. Jukka Parviainen
 Kriittistentöiden hallinta EASA Jukka Parviainen 10.2.2019 KRIITTISEN HUOLTOTYÖN MÄÄRITELMÄ (KOMISSION ASETUS (EU) N:o 1321/2014, 2 artikla(n)) huoltotyötä, jonka yhteydessä kootaan järjestelmä tai jokin
Kriittistentöiden hallinta EASA Jukka Parviainen 10.2.2019 KRIITTISEN HUOLTOTYÖN MÄÄRITELMÄ (KOMISSION ASETUS (EU) N:o 1321/2014, 2 artikla(n)) huoltotyötä, jonka yhteydessä kootaan järjestelmä tai jokin
MODERNISAATIO. Edullinen tapa maksimoida suorituskyky ja säästää luontoa. 2010 Konecranes. Kaikki oikeudet pidätetään. 11.5.2011 1 Modernisaatio
 MODERNISAAIO Edullinen tapa maksimoida suorituskyky ja säästää luontoa 11.5.2011 1 Modernisaatio 11.5.2011 2 Modernisaatio MODERNISAAIO ON AVAIN OPIMOINIIN urvallinen ja luotettava nosturi on häiriöttömän
MODERNISAAIO Edullinen tapa maksimoida suorituskyky ja säästää luontoa 11.5.2011 1 Modernisaatio 11.5.2011 2 Modernisaatio MODERNISAAIO ON AVAIN OPIMOINIIN urvallinen ja luotettava nosturi on häiriöttömän
10 Opetussuunnitelma [TOP OSP] OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
![10 Opetussuunnitelma [TOP OSP] OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN](/thumbs/65/54111999.jpg "10 Opetussuunnitelma [TOP OSP] OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN") Hyväksymismerkinnät 1 (5) Ammaattiosaamisen näyttö Näytön kuvaus osoittaa osaamisensa ammattiosaamisen näytössä tekemällä automaation perustaitoihin kuuluvia työtehtäviä työpaikkaolosuhteissa. Työtä tehdään
Hyväksymismerkinnät 1 (5) Ammaattiosaamisen näyttö Näytön kuvaus osoittaa osaamisensa ammattiosaamisen näytössä tekemällä automaation perustaitoihin kuuluvia työtehtäviä työpaikkaolosuhteissa. Työtä tehdään
SATAFOOD KEHITTÄMISYHDISTYS RY. Laatujärjestelmät yrityksen toiminnan tehostajana 4.3.2015. Marika Kilpivuori ISO 9001 ISO / FSSC 22000 ISO 14001
 SATAFOOD KEHITTÄMISYHDISTYS RY Laatujärjestelmät yrityksen toiminnan tehostajana 4.3.2015 Marika Kilpivuori OMAVALVONTA ISO 9001 ISO / FSSC 22000 BRC ISO 14001 OHSAS 18001 IFS 1 MIKSI OMAVALVONTA EI AINA
SATAFOOD KEHITTÄMISYHDISTYS RY Laatujärjestelmät yrityksen toiminnan tehostajana 4.3.2015 Marika Kilpivuori OMAVALVONTA ISO 9001 ISO / FSSC 22000 BRC ISO 14001 OHSAS 18001 IFS 1 MIKSI OMAVALVONTA EI AINA
1 Lokakuu 2013. Mikä on työmaan esimiehen vastuu työturvallisuudessa 30.10.2013 Jukka Lintunen
 1 Mikä on työmaan esimiehen vastuu työturvallisuudessa 30.10.2013 Jukka Lintunen Työnantajan edustajana huolehtii, että nämä toteutuu Työnantajan on tarpeellisilla toimenpiteillä velvollinen huolehtimaan
1 Mikä on työmaan esimiehen vastuu työturvallisuudessa 30.10.2013 Jukka Lintunen Työnantajan edustajana huolehtii, että nämä toteutuu Työnantajan on tarpeellisilla toimenpiteillä velvollinen huolehtimaan
KIRJANPITO 22C Luento 4a: Hankintameno
 KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
KIRJANPITO 22C00100 Luento 4a: Hankintameno Luento 4 Hankintameno: Välittömät ja välilliset menot (ennen: muuttuvat ja kiinteät) Hankintamenon määrittäminen Tilinpäätöksen esittäminen: Tilinpäätöksen sisältö:
Ratkaisuja arkeen. 18.11.2014 Suomen metsäkeskus Tuula Jusko HR-tiimin esimies, työsuojelupäällikkö
 Ratkaisuja arkeen 18.11.2014 Suomen metsäkeskus Tuula Jusko HR-tiimin esimies, työsuojelupäällikkö Muutoksesta toiseen Yksityismetsätalouden organisaatioissa merkittäviä muutoksia Vuoden 2012 alussa Metsäkeskuksia
Ratkaisuja arkeen 18.11.2014 Suomen metsäkeskus Tuula Jusko HR-tiimin esimies, työsuojelupäällikkö Muutoksesta toiseen Yksityismetsätalouden organisaatioissa merkittäviä muutoksia Vuoden 2012 alussa Metsäkeskuksia
Vieremän kunnan Sisäisen valvonnan ja riskienhallinnan perusteet
 1 Vieremän kunnan Sisäisen valvonnan ja riskienhallinnan perusteet Valtuusto 23.3.2015 16 2 Vieremän kunnan sisäisen valvonnan ja riskienhallinnan perusteet Lainsäädäntöperusta ja soveltamisala Kuntalain
1 Vieremän kunnan Sisäisen valvonnan ja riskienhallinnan perusteet Valtuusto 23.3.2015 16 2 Vieremän kunnan sisäisen valvonnan ja riskienhallinnan perusteet Lainsäädäntöperusta ja soveltamisala Kuntalain
Johdantoluento. Ohjelmien ylläpito
 Johdantoluento Ylläpito-termin termin määrittely Ylläpito ohjelmistotuotannon vaiheena Evoluutio-termin määrittely Muita kurssin aiheeseen liittyviä termejä TTY Ohjelmistotekniikka 1 Ohjelmien ylläpito
Johdantoluento Ylläpito-termin termin määrittely Ylläpito ohjelmistotuotannon vaiheena Evoluutio-termin määrittely Muita kurssin aiheeseen liittyviä termejä TTY Ohjelmistotekniikka 1 Ohjelmien ylläpito
CASE: UPM Wood Oy, Suomi
 CASE: UPM Wood Oy, Suomi Tuotannon OEE tehokkuudenseurantajärjestelmä yhdelletoista vaneritehtaalle. Asiakas UPM Wood Oy valmistaa vaneria Suomessa yhdellätoista tehtaalla. Yhtiö on Suomen ja Euroopan
CASE: UPM Wood Oy, Suomi Tuotannon OEE tehokkuudenseurantajärjestelmä yhdelletoista vaneritehtaalle. Asiakas UPM Wood Oy valmistaa vaneria Suomessa yhdellätoista tehtaalla. Yhtiö on Suomen ja Euroopan
Yli 25 vuotta energiatekniikan suunnittelua ja tiedonhallintaa
 PLANORA OY Yhteyshenkilöt Yli 25 vuotta energiatekniikan suunnittelua ja tiedonhallintaa Toimitusjohtaja Esa Teppo esa.teppo@planora.fi Puh.: +358 40 900 6900 Projektipäällikkö Matti Harjapää matti.harjapaa@planora.fi
PLANORA OY Yhteyshenkilöt Yli 25 vuotta energiatekniikan suunnittelua ja tiedonhallintaa Toimitusjohtaja Esa Teppo esa.teppo@planora.fi Puh.: +358 40 900 6900 Projektipäällikkö Matti Harjapää matti.harjapaa@planora.fi
Laadunvarmistuksen merkitys toimitusketjussa. Fingrid: Omaisuuden hallinnan teemapäivä. Kaj von Weissenberg
 Laadunvarmistuksen merkitys toimitusketjussa Fingrid: Omaisuuden hallinnan teemapäivä Kaj von Weissenberg 19.5.2016 1 Lisää Inspectasta Luomme turvallisuutta, luotettavuutta ja kestävää kehitystä Pohjois-Euroopassa
Laadunvarmistuksen merkitys toimitusketjussa Fingrid: Omaisuuden hallinnan teemapäivä Kaj von Weissenberg 19.5.2016 1 Lisää Inspectasta Luomme turvallisuutta, luotettavuutta ja kestävää kehitystä Pohjois-Euroopassa
TR 10 Liite 1 2008-03-20. PANK-HYVÄKSYNTÄ Lisävaatimukset PTM-mittaukselle. C) mspecta
 mspecta") PANK-HYVÄKSYNTÄ Lisävaatimukset PTM-mittaukselle C) mspecta 1 Tuotesertifiointi PANK-HYVÄKSYNTÄ Lisävaatimukset PTM-mittaukselle 1 Yleistä PANK Laboratoriotoimikunta on hyväksynyt ohjeen PANKhyväksyntä
PANK-HYVÄKSYNTÄ Lisävaatimukset PTM-mittaukselle C) mspecta 1 Tuotesertifiointi PANK-HYVÄKSYNTÄ Lisävaatimukset PTM-mittaukselle 1 Yleistä PANK Laboratoriotoimikunta on hyväksynyt ohjeen PANKhyväksyntä
Keski-Pohjanmaan erikoissairaanhoito- ja peruspalvelukuntayhtymän sisäisen valvonnan ja riskienhallinnan perusteet
 Keski-Pohjanmaan erikoissairaanhoito- ja peruspalvelukuntayhtymän sisäisen valvonnan ja riskienhallinnan perusteet Sisäinen valvonta ja riskienhallinta käsitteinä Kuntalain säännökset kuntayhtymän sisäisestä
Keski-Pohjanmaan erikoissairaanhoito- ja peruspalvelukuntayhtymän sisäisen valvonnan ja riskienhallinnan perusteet Sisäinen valvonta ja riskienhallinta käsitteinä Kuntalain säännökset kuntayhtymän sisäisestä
Ohjelmistoprosessit ja ohjelmistojen laatu Kevät Ohjelmistoprosessit ja ohjelmistojen laatu. Projektinhallinnan laadunvarmistus
 LAADUNVARMISTUS 135 Projektinhallinnan laadunvarmistus Projektinhallinnan laadunvarmistus tukee ohjelmistoprojektien ohjaus- ja ylläpitotehtäviä. Projektinhallinnan laadunvarmistustehtäviin kuuluvat seuraavat:
LAADUNVARMISTUS 135 Projektinhallinnan laadunvarmistus Projektinhallinnan laadunvarmistus tukee ohjelmistoprojektien ohjaus- ja ylläpitotehtäviä. Projektinhallinnan laadunvarmistustehtäviin kuuluvat seuraavat: