Jaakko Ahola PVC-PUTKEN TUOTANTOLINJAN ENNAKKOHUOLTOSUUNNITELMA
|
|
|
- Emilia Salminen
- 5 vuotta sitten
- Katselukertoja:
Transkriptio

1 Jaakko Ahola PVC-PUTKEN TUOTANTOLINJAN ENNAKKOHUOLTOSUUNNITELMA
2 PVC-PUTKEN TUOTANTOLINJAN ENNAKKOHUOLTOSUUNNITELMA Jaakko Ahola Opinnäytetyö Kevät 2019 Konetekniikan tutkinto-ohjelma Oulun ammattikorkeakoulu
3 TIIVISTELMÄ Oulun ammattikorkeakoulu Konetekniikka, koneautomaatio Tekijä: Jaakko Ahola Opinnäytetyön nimi suomeksi: PVC-putken tuotantolinjan ennakkohuoltosuunnitelma Opinnäytetyön nimi englanniksi: Preventive maintenance plan for a PVC pipe production line Työn ohjaajat: Juha Männistö Työn valmistumislukukausi ja -vuosi: kevät 2019 Sivumäärä: liitettä Opinnäytetyön toimeksiantajana toimi Pipelife Finland Oy:n Utajärven tehdas. Toimeksiantajalle tehtiin PVC-muoviputken tuotantolinjalle ennakkohuoltosuunnitelma. Suunnitelmaan kartoitettiin tuotantolinjan laitteiden huollot ja tarkastukset, linjaston kriittiset varaosat sekä tehtiin huoltojen seurannan työkalut. Varsinaisia ennakkohuoltosuunnitelmia ei aikaisemmin ollut, vaan huollot olivat pääosin työntekijöiden muistin varaisia. Työn tavoitteena oli tehdä ennakkohuoltosuunnitelma, jota pystyttäisiin tarvittavin muutoksin kopioimaan tehtaan muillekin tuotantolinjoille, jolloin tehtaan kunnossapito paranisi kokonaisvaltaisesti. Huoltotöiden seurannan avulla laitteille saadaan vika- ja huoltohistoria, joka on tehtaan kunnossapidon kannalta erittäin tärkeä. Opinnäytetyön tuloksena saatiin PVC-7-tuotantolinjalle ennakkohuoltosuunnitelma, joka sisältää jokaiselle linjan laitteelle oman huoltosuunnitelman ja tehtyjen huoltojen seurantataulukot. Huoltosuunnitelma voidaan liittää tehtaalla käytössä olevaan Idus IS -kunnossapitojärjestelmään. Asiasanat: kunnossapito, ennakkohuolto, huoltosuunnitelma 3
4 ABSTRACT Oulu University of Applied Sciences Mechanical engineering, Machine automation Author: Jaakko Ahola Title of thesis: Preventive maintenance plan for PVC pipe production line Supervisors: Juha Männistö Term and year when the thesis was submitted: Spring 2019 Pages: appendices This thesis was made for Pipelife Finland Oy s factory in Utajärvi. The main objective of this thesis was to make a preventive maintenance plan for one of the factory s PVC pipe production lines. Maintenance plan contains a scheduled maintenance work, inspections for machines and critical parts which should always be available. It also contains a maintenance monitoring document. One goal for this maintenance plan was that it would be easy to recreate for other production lines in the factory. If every production line in the factory has their own maintenance plan and monitoring document, it will help to improve the overall maintenance of the factory. As a result of the work, a preventive maintenance plan was made for PVC-7- production line, which included maintenance work schedule and monitoring tables for each device of the line. Keywords: maintenance, preventive maintenance, maintenance plan 4
5 ALKULAUSE Tämän opinnäytetyön toimeksiantajana toimi Pipelife Finland Oy:n Utajärven toimipiste, jonka tehtaanjohtajana toimii Heikki Pirttikoski. Yrityksessä opinnäytetyön ohjaajana toimi tuotantoinsinööri Marjo Juutinen. Utajärven tehtaalta mukana oli myös kunnossapitoinsinööri Antti Turunen sekä muita tehtaan kunnossapitohenkilöitä. Oulun ammattikorkeakoulusta mukana olivat ohjaavana opettajana lehtori Juha Männistö sekä kielenhuollon apuna lehtori Tuija Juntunen. Kiitos kaikille mukana olleille Jaakko Ahola 5
6 SISÄLLYS TIIVISTELMÄ 3 ABSTRACT 4 ALKULAUSE 5 SISÄLLYS 6 1 JOHDANTO 8 2 PIPELIFE FINLAND OY Pipelife Finland Oy Utajärven tehdas 10 3 KUNNOSSAPITO Kunnossapidon määritelmät Standardit Kunnossapitolajit PSK:n mukaan Kunnossapitolajit SFS:n mukaan Kunnossapitolajit Huolto Ehkäisevä kunnossapito Korjaava kunnossapito Parantava kunnossapito Vikojen ja vikaantumisen selvittäminen Ehkäisevä kunnossapito Määritelmä Hyödyt Vikaantuminen Vikojen kehitys P-F-käyrä Kunnossapitostrategiat TPM RCM SRCM 22 4 ENNAKKOHUOLTOSUUNNITELMA PVC-7-LINJALLE Toimeksiantajan tarve ja työn tavoite 23 6
7 4.2 Työn aloitus Laitteiden kartoitus Ennakkohuoltotöiden kartoitus Huoltojen jaksotus Kriittiset varaosat Huoltojen seuranta 27 5 JATKOKEHITYSEHDOTUKSET TEHTAALLE 29 6 YHTEENVETO 30 LÄHTEET 31 LIITTEET Liite 1 Huoltosuunnitelman sisällysluettelo Liite 2 Ekstruuderin huoltosuunnitelma 7
8 1 JOHDANTO Tämä opinnäytetyö on tehty Pipelife Finland Oy:n Utajärven tehtaan toimeksiannosta. Työssä on luotu ennakkohuoltosuunnitelma PVC-putken tuotantolinjalle ja kartoitettu tuotantolinjan kriittiset laitteet sekä niiden varaosat. Tavoitteena oli saada laitteiden odottamattomat pysähdykset vähenemään, jotta tuotanto olisi mahdollisimman tehokasta ja toimitusvarmuus asiakkaille paranisi. Yksi PVC-putken tuotantolinjoista valittiin niin sanotuksi pilottilinjaksi ja sille tehtiin ajan tasalla oleva ennakkohuoltosuunnitelma. Huoltosuunnitelma sisälsi myös tehtyjen kunnossapitotöiden seurannan työkalut. Huoltosuunnitelma voidaan kopioida pienin muutoksin tehtaan muihinkin tuotantolinjoihin, koska kaikki tehtaan tuotantolinjat ovat perusperiaatteeltaan samanlaisia. Tehtaalla on Idus IS -kunnossapitojärjestelmä, jonka käyttöä on tarkoitus lisätä merkittävästi. Päivitetty huoltosuunnitelma on tarkoitus siirtää kyseiseen järjestelmään tehtaan kunnossapitohenkilöstön toimesta. Huoltosuunnitelma tehdään kunnossapitojärjestelmää silmällä pitäen, jotta suunnitelman siirto järjestelmään tapahtuisi mahdollisimman helposti. 8

9 2 PIPELIFE FINLAND OY 2.1 Pipelife Finland Oy Pipelife Finland Oy on Suomen johtava LVI-tuotteita valmistava ja markkinoiva yritys. Yhtiön tuotevalikoimaan kuuluvat muovista valmistettavat putket ja kaivot, joita käytetään erilaisissa rakennuskohteista. Tuotevalikoimassa on myös sähköja kaapelinsuojaustuotteita. (1.) Pipelife Finland Oy:llä on tuotantolaitokset Haaparannassa, Iissä, Joensuussa, Jyväskylässä sekä Utajärvellä (kuva 1). Yhtiö työllistää Suomessa noin 140 henkilöä, ja sen pääkonttori sijaitsee Oulussa. Pipelife Finland Oy on osa Pipelife International GmbH -konsernia, joka on maailman johtava muoviputken toimittaja. (2.) KUVA 1. Pipelife Finland Oy kartalla (2) 9
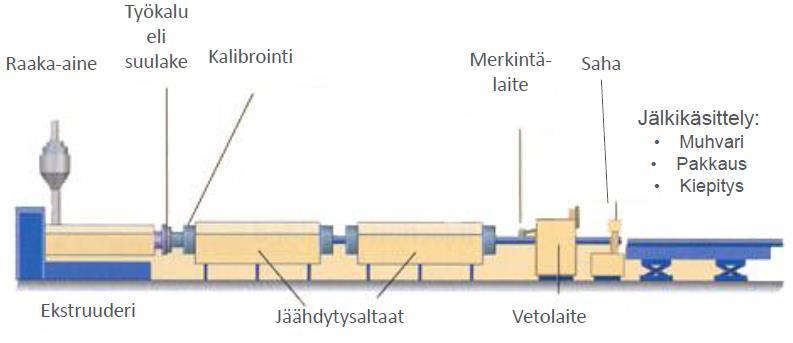
10 2.2 Utajärven tehdas Pipelife Finland Oy:n Utajärven tehdas työllistää 22 henkilöä, ja tehtaanjohtajana toimii Heikki Pirttikoski. Utajärven tehdas on toiminut ennen yrityskauppoja nimellä Panpark Oy. Tehtaan markkina-alueet ovat Pohjoismaat, Venäjän lähialueet sekä Baltia. Tehtaalla käytetään laatujärjestelmää ISO 9001:2015. (2.) Pipelife Finland Oy:n Utajärven tuotantolaitoksessa valmistetaan seuraavanlaisia tuotteita: - PVC-kaapelinsuojaputket - PVC-sähköasennusputket - PVC-maaviemäriputket - PVC-kiinteistöviemäriputket - PVC-paineputket - PE-paineputket - PE-teollisuusputket - PP-putkijohdot. (2.) Putken valmistusmenetelmänä käytetään putkiekstruusiota eli suulakepuristusta (kuva 2), joka on yksi muoviputken valmistusmenetelmistä. Tässä menetelmässä muoviputken raaka-aine, eli PVC, PP tai PE, tuodaan siilosta ekstruuderin ruuville, jossa raaka-aineen olomuoto muutetaan lämmittämällä muovimassaksi. Muovimassaa työnnetään ruuvin avulla kohti työkalua, joka muovaa muovimassan putken muotoon. Putken oikea ulkomitta varmistetaan kalibeerihylsyllä. Seuraavaksi putki menee jäähdytysaltaaseen, minkä jälkeen putkeen tehdään tarvittavat merkinnät leimalaitteella. Putki katkaistaan sahalaitteessa oikean mittaiseksi, ja se jatkaa matkaansa kohti tarvittavia jälkikäsittelyjä. Lopuksi putki pakataan nippuihin, kieppeihin tai keloihin. (2.) 10
11 KUVA 2. Putkiekstruusio (2) 11
12 3 KUNNOSSAPITO 3.1 Kunnossapidon määritelmät Kunnossapito on erilaisten asioiden, kuten prosessien, koneiden, laitteiden, rakenteiden, rakennusten, teiden, tietoverkostojen, laivaväylien, vesi- ja viemäriverkostojen pitämistä toimintakuntoisina siten, että ne toimivat luotettavasti, esiintyvät viat korjataan sekä ympäristö- ja turvallisuusriskit hallitaan. Jos laite menee odottamattomasti rikki eikä se pysty suoriutumaan sille suunnitellusta ja asetetusta tehtävästä, on kunnossapidossa tehty jokin asia väärin. (3, s. 14.) Kunnossapito on perinteisesti ymmärretty olevan vikojen korjausta. Tämä käsitys on nykyaikaisessa yhteiskunnassa liian suppea. Kunnossapito on nimensä mukaisesti käyttöomaisuuden tuottokyvyn ylläpitämistä ja säilyttämistä. Tämän määritelmän mukaan kunnossapitoon kuuluvat myös seuraavat asiat: - toimintakunnon ylläpito, eli laitteen ei anneta huonontua tai hajota - oikeiden käyttöolosuhteiden noudattaminen - alkuperäiseen kuntoon palauttaminen - heikkouksien parantaminen - käyttö- ja kunnossapitotaitojen kehittäminen. (3, s ) Kunnossapito määritellään SFS-EN standardissa seuraavasti: Kunnossapito koostuu kaikista kohteen elinajan aikaisista teknisistä, hallinnollisista ja liikkeenjohdollisista toimenpiteistä, joiden tarkoituksena on ylläpitää tai palauttaa kohteen toimintakyky sellaisiksi, että kohde pystyy suorittamaan vaaditun toiminnon. (3, s. 14.) 12
13 3.2 Standardit Kunnossapitolajeihin liittyvät termit, niiden määrittelyt ja käyttö eivät ole täysin vakiintuneita, mikä aiheuttaa ylimääräisiä haasteita ja väärinymmärryksiä. Yleisimmin kunnossapitotoiminnassa käytetään PSK:n tai SFS:n laatimia standardeja. (4, s. 95.) Kunnossapitolajit PSK:n mukaan PSK Standardisointi on teollisuuden kehitysyksikkö. PSK:n tavoite on tukea jäsenistönsä liiketoimintaa standardisoinneilla ja koulutuksilla. PSK:n laatimat standardit ovat käytännönläheisiä ja menetelmätyyppisiä työkaluja, joiden kehyksinä käytetään eurooppalaisia sekä kansainvälisiä tuotestandardeja. (5.) PSK:n mukaan kunnossapitoon sisältyy toimenpiteet, joilla todetaan kohteen toimintakunto, pidetään kohde halutussa toimintakunnossa tai saatetaan se haluttuun toimintakuntoon. PSK standardissa on esitetty kunnossapitolajien suhteet toisiinsa kuvan 3 mukaisesti. PSK:n mukaan kunnossapito jaetaan kahteen osaan, suunniteltuun ja ei-suunniteltuun. Ei-suunniteltu kunnossapito tarkoittaa häiriökorjausta, jolloin kohde korjataan sen vikaantuessa. (4, s. 96.) KUVA 3. Kunnossapitolajit PSK standardin mukaan (3, s. 43) 13
14 3.2.2 Kunnossapitolajit SFS:n mukaan SFS on lyhenne Suomen Standardisoimisliitosta. SFS ry toimii Suomessa standardisoinnin keskusjärjestönä. Liiton jäseninä ovat lukuisat elinkeinoelämän järjestöt ja Suomen valtio. SFS on kansainvälisen standardisoimisjärjestö ISO:n ja eurooppalaisen standardisoimisjärjestö CEN:in jäsen. SFS-standardit perustuvat kansainvälisiin tai eurooppalaisiin standardeihin. (6.) Suomessa hyväksytty standardi SFS-EN jakaa kunnossapidon kuvan 4 mukaisesti vian havaitsemisen mukaan ehkäisevään ja korjaavaan kunnossapitoon. Vialla tarkoitetaan kohteen tilaa, jossa se ei kykene suoriutumaan siltä vaaditusta toiminnosta. Ehkäisevään kunnossapitoon sisältyy kaikki toimenpiteet, joilla ehkäistään vian syntyminen. (4, s. 98.) KUVA 4. Kunnossapitolajit SFS-EN standardin mukaan (3, s. 43) 3.3 Kunnossapitolajit Kunnossapitotoiminnasta voidaan eritellä viisi selkeää päälajia, jotka ovat - huolto - ehkäisevä kunnossapito - korjaava kunnossapito - parantava kunnossapito - vikojen ja vikaantumisen selvittäminen. (3, s. 41.) 14
15 3.3.1 Huolto Huoltotoimenpiteillä ylläpidetään kohteen ominaisuuksia, palautetaan heikentyneet ominaisuudet takaisin alkuperäiselle tasolle tai estetään vaurion syntyminen. Huollot tehdään pääsääntöisesti jaksotetusti. Jaksot voivat perustua esimerkiksi käyttöaikaan, käyttömäärään sekä käytön rasittavuuteen. (3, s. 42.) Jaksotetut huollot voivat sisältää esimerkiksi puhdistusta, voitelua, kalibrointia ja kuluvien osien vaihtoa. Huollon ja ehkäisevän kunnossapidon tehtävät voivat olla osittain päällekkäisiä. (3, s. 44.) Ehkäisevä kunnossapito Ehkäisevän kunnossapidon päämäärä on estää tai hallita kohteen vikaantuminen tai toimintakyvyn heikkeneminen. Ehkäisevä kunnossapito on aikataulutettua tai tarvittaessa tehtävää. Ehkäisevä kunnossapito on muun muassa tarkastamista, kunnonvalvontaa, määräystenmukaisuuden toteamista, testaamista ja käynninvalvontaa. Kunnonvalvonnan avulla etsitään vikoja tai todetaan kohteen olevan toimintakunnossa. Kunnonvalvonta tehtävät jaetaan usein seisakin ja käynnin aikaisiin tehtäviin. Ehkäisevästä kunnossapidosta puhutaan usein myös nimellä ennakkohuolto. (3. s ) Korjaava kunnossapito Korjaavalla kunnossapidolla tarkoitetaan havaittujen vikojen korjaamista, jolloin vikatilassa ollut osa tai komponentti palautetaan käyttökuntoon. Korjaavaa kunnossapitoa seuraamalla voidaan määrittää osan tai komponentin elinaika. Korjaavaan kunnossapitoon sisältyy suunnittelematon häiriökorjaus sekä suunniteltu kunnostus. Korjaava kunnossapito voi sisältää esimerkiksi seuraavanlaisia toimia: - vian määritys - vian tunnistaminen - vian paikallistaminen - korjaus - väliaikainen korjaus - toimintakunnon palauttaminen. (3, s ) 15
16 3.3.4 Parantava kunnossapito Parantavalla kunnossapidolla parannetaan kohteen käytettävyyttä, luotettavuutta ja kunnossapidettävyyttä, muuttamatta kohteen toimintoa. Parantava kunnossapito voidaan jakaa kolmeen pääryhmään. (4, s. 97.) Ensimmäisessä pääryhmässä kohdetta muutetaan korvaamalla alkuperäisiä osia uudemmilla osilla. Kohteen suorituskyky ei varsinaisesti muutu. Tällainen toimenpide on esimerkiksi tasavirtakäyttöjen korvaaminen taajuusohjatuilla oikosulkumoottoreilla. (3, s. 45.) Toisessa pääryhmässä keskitytään kohteen epäluotettavuuden parantamiseen erilaisilla uudelleensuunnitteluilla. Tarkoituksena on muuttaa kohteen toiminta luotettavammaksi ilman suorituskyky muutoksia. (3, s. 45.) Kolmas pääryhmä on kohteen modernisointi. Tätä menetelmää käytetään, kun koneen elinjakso on pidempi kuin sillä valmistettava tuote. Esimerkiksi vanhentunut paperikone saatetaan uudistaa, jotta sillä pystytään valmistamaan kilpailukykyisesti uudistunutta paperilajia. Modernisointi on tässä tapauksessa järkevämpää, kuin uuden koneen ostaminen ja vanhan romuttaminen. (3, s. 45.) Vikojen ja vikaantumisen selvittäminen Vikojen ja vikaantumisen selvittämistä ei ole toistaiseksi mielletty kunnossapitoon kuuluviksi toiminnoiksi, eikä tätä kunnossapitolajia tehdä usein systemaattisesti. Tämän takia tätä kunnossapitolajia ei ole käsitelty kunnossapidon standardeissa. (3, s. 45.) Vikojen ja vikaantumisen selvittämisessä tutkitaan vikaantumisen perussyy ja kyseisen vian vikaantumisprosessi. Tutkimuksen perusteella määritellään toimenpiteet, joiden avulla estetään kyseisen vikaantumisen uusiutuminen. Menetelmä vaatii kuitenkin erikoisosaamista eikä jokaista rikkoontumista tai vikaantumista kannata siksi analysoida. Vikojen ja vikaantumisen selvittämisen yleisimmät menetelmät ovat - vika-analyysi - vikaantumisen selvittäminen 16
17 - mallintaminen - perussyyn selvittäminen (RCFA) - materiaalianalyysit - suunnittelun analyysit - vikaantumispotentiaalin kartoitukset / riskinhallinta. (3, s ) 3.4 Ehkäisevä kunnossapito Määritelmä PSK standardi määrittelee ehkäisevän kunnossapidon seuraavasti: Ehkäisevällä kunnossapidolla pidetään yllä kohteen käyttöominaisuuksia, palautetaan heikentynyt toimintakyky ennen vian syntymistä, tai estetään vaurioituminen. (3, s. 66.) Ehkäisevään kunnossapitoon sisältyy seuraavat säännölliset toimenpiteet: - vikaantumisten syiden tarkkailu - kaikki toimenpiteet, joiden avulla kone pystyy toimimaan suunnitellusti, esimerkiksi voiteluhuollot, koneen rakenteiden ylläpito, kuten liitokset ja linjaukset, ja koneen puhtaana pitäminen - alkaneiden vikaantumisien havainnointi ja korjaaminen ennen kuin vika aiheuttaa koneen pysähtymisen. (3, s. 66.) Ehkäisevä kunnossapito on toimintaolosuhteiden vaalimista, tarkastusta ja kunnostamista. Pääsääntöisesti ehkäisevä kunnossapito on suunniteltua säännöllistä toimintaa, jota tehdään kunnossapitotoimenpiteen mukaisesti joko käynninaikaisena tai seisakissa. Ehkäisevää kunnossapitoa on myös ennustavat kunnossapidon tehtävät, joiden avulla selvitetään koneen ja sen osien kuntoa käyttäen erilaisia mittauksia, joita ovat esimerkiksi värähtelyanalyysit, öljyanalyysit ja infrapunakuvaukset. (3, s. 66.) Hyödyt Ehkäisevää kunnossapitoa tehdään, jotta koneet ja laitteet kykenisivät tekemään niiltä halutun toiminnon suunnitellulla tavalla eli luotettavasti. Ehkäisevän kunnossapidon ollessa tehokasta voidaan kunnossapitoa suunnitella ja aikatauluttaa 17
18 etukäteen. Hyvin toimivassa kunnossapidossa noin 80 % töistä tiedetään jo noin kolme viikkoa työn ajankohtaa aiemmin, jolloin niihin ehditään varautua suunnittelemalla työt tarkasti ja varaamalla niihin tarvittavat varaosat etukäteen. Ennakkoon suunnitellut kunnossapitotoimenpiteet ovat huomattavasti tehokkaampia kuin suunnittelemattomat korjaukset, ja näin ollen ne haittaavat tuotantoa mahdollisimman vähän. Mikäli kunnossapitotyöt havaitaan vasta vikaantumisen jälkeen, ei kunnossapito-organisaatiolle jää riittävästi aikaa työn suunnittelulle ja siihen varustautumiselle, jolloin tuotanto seisoo todennäköisesti pidempään. (3, s. 67.) 3.5 Vikaantuminen Vikojen kehitys Laitteet on lähtökohtaisesti suunniteltu toimimaan moitteettomasti. Suunnitellun mukainen moitteeton toiminta edellyttää sitä, että laite on myös valmistettu oikein oikeista materiaaleista ja sen käyttö ja ylläpito on oikeanlaista. Tämä tarkoittaa sitä, ettei rikkoontumisia tapahdu. (3, s. 48.) Vikaantumiset eivät synny tyhjästä, vaan jokaisella vikaantumisella on oma kehitysmekanismi. Vikaantuminen on yleensä pitkän kehitysketjun viimeinen vaihe, joka voidaan yleensä estää, kunhan vian kehitysketjuun päästään kiinni riittävän ajoissa. Vikojen määrällä voidaankin mitata koneen käyttäjien ja niiden kunnossapitäjien ammattitaitoa ja osaamista. (3, s. 48.) Vikojen syntymisen ja kehittymisen ymmärtäminen on yksi tärkeimmistä kunnossapitotaitojen osa-alueista. Tänä päivänä kunnossapidossa on tärkeämpää estää laitteiden vikaantuminen ajoissa kuin korjata vikatilassa olevia laitteita tehokkaasti. Kunnossapito-organisaatioiden suurin tavoite onkin kunnossapidon vähentäminen, jolloin laitteet ja koneet toimivat niin kuin niiden on suunniteltu toimivan, eli moitteettomasti. (3, s. 48.) 18
19 3.5.2 P-F-käyrä P-F-käyrä (Point-Failure) on hyödyllinen apuväline, kun mietitään kunnonvalvo n- tatehtävien jaksotuksia. P-F-käyrä tarkoittaa kuvassa 5 esitettyä käyrää, josta näkee, milloin kohteen vikaantuminen alkaa, milloin vikaantuminen on havaittavissa ja milloin vikaantuminen aiheuttaa toiminnallisen vian. (7, s. 64.) KUVA 5. P- -käyrä (3, s. 51) P-F-jakso, eli reagointiaika, kertoo kunnonvalvontatehtävien jaksotuksen. P-Fjaksoksi kutsutaan jaksoa, joka alkaa oirehtivan vian ilmenemisestä (P) ja loppuu toiminnalliseen vikaantumiseen (F). Jotta oirehtivat viat havaitaan ennen kuin ne muuttuvat toiminnallisiksi, tulee tarkistusjaksojen olla lyhyempiä kuin P-F-jaksojen. Jos kunnonvalvonta tehtävät tehdään P-F-jaksoa pidemmillä jaksoilla, voi vika jäädä huomaamatta, ja jos tarkastusjakso on liian lyhyt, käytetään resursseja turhaan. P-F-jakson pituus voi vaihdella kohteen mukaan sekunneista vuosiin. (7, s. 66.) Seuraavassa on esimerkki laakerin vikaantumisesta P-F-käyrällä: - Vikaantuminen alkaa, kun laakeriin pääsee epäpuhtauksia, jotka alkavat kuluttaa laakeria. - Vikaantuminen havaitaan, kun laakerin tuottama vastus, ääni ja lämpö muuttuu. Näiden havaitsemiseen voidaan käyttää esimerkiksi värähtelytai ultraäänimittausta. Tämä vaihe on käyrällä pisteenä P. 19
20 - Toiminnallinen vika laakereissa tarkoittaa usein sitä, että laakeri tuhoutuu. Tämä vaihe on käyrällä pisteenä F. 3.6 Kunnossapitostrategiat Kunnossapitoon on kehitetty useita erilaisia toimintakehyksiä, joita voidaan soveltaa yritysten kunnossapidossa. Näistä merkittävimpiä ovat - laatujohdannaiset strategiat - TPM (Total Productive Maintenance, kokonaisvaltainen tuottava kunnossapito) - RCM (Reliability Centered Maintenance, luotettavuuskeskeinen kunnossapito) - SRCM (Streamlined RCM, suoraviivaistettu RCM) - Asset Management (käyttöomaisuuden hallinta) - Six Sigma. (3, s. 77.) Toimintakehykset voidaan jakaa kolmeen eri kategoriaan. Ensimmäiseen kategoriaan kuuluu laatujohdannaiset strategiat, jotka perustuvat siihen, että työtehtävät suoritetaan oikein ja laadukkaasti heti ensimmäisellä kerralla. Toiseen kategoriaan kuuluu TPM, jonka tarkoitus on saada koneen käyttäjä huolehtimaan koneestaan ja rakentamaan yhteistyötä yrityksen muiden osastojen kanssa. Kolmanteen kategoriaan kuuluvat RCM, SRCM ja Asset Management, jotka pyrkivät tehokkaiden kunnossapitostrategioiden valintaan. (3, s. 77.) Kuvassa 6 on esitetty SAMI:n ja SKF:n näkemys toimivasta strategianvalinnasta tavanomaisissa teollisissa sovellutuksissa. Sen mukaan teollisuuden koneista noin 10 % on prosessin kannalta tarpeeksi kriittisiä tai kalliita, että niiden kunnossapitostrategiaksi kannattaisi valita RCM. Kevyt RCM (SRCM) on nopeampi ja halvempi kuin RCM, ja on sopiva noin kolmasosaan koneista. Lopuille laitteille riittää yleisesti hyvät toimintaohjeet, joiden mukaan toimia laitteen rikkoontuessa. Laitteiden vaatimusten kasvaessa, luotettavuuskeskeinen kunnossapito eli RCM lisääntyy. Puhdasta RCM:ää käytetään ainoana strategiana esimerkiksi lentokoneiden ja atomivoimaloiden kunnossapito-ohjelmien laatimisessa, joissa kunnossapidettävät kohteet ovat erittäin kalliita, eikä virheisiin ole lainkaan varaa. (3, s. 77.) 20
21 KUVA 6. Strategiapyramidi (3, s. 77) TPM Kokonaisvaltainen tuottava kunnossapito eli TPM on tuotantovarmuuden jatkuvaa kehittämistä. Tässä strategiassa panostetaan vahvasti perusasioihin, kuten siisteyteen ja järjestykseen (2, s. 70). Perinteisesti TPM-mallissa tunnistetaan ensiksi suurimmat kunnossapidolliset ongelmat, jotka poistamalla päästään nopeasti taloudellisiin tuloksiin. Tässä toimintamallissa on neljä askelmaa, jotka ovat suunnittelu, mittaus, kunnostus ja huippukuntovaihe. (3, s. 78.) RCM Luotettavuuskeskeisen kunnossapito eli RCM on systemaattinen menetelmä kunnossapidon suunnittelun avuksi. Sen juuret ovat lentokoneteollisuudessa, jossa lentokoneiden käyttövarmuutta tuli lisätä. Menetelmässä pyritään siihen, ettei tehdä turhia töitä, vaan keskitytään oleelliseen. Tähän tulokseen pääseminen vaatii pitkän prosessin läpikäymisen, joka ei ole kannattavaa kuin kaikista kriittisimmille ja kalleimmille laitteille. RCM menetelmän luoja John Moubrayn mukaan suunnitellusta ja ehkäisevästä kunnossapidosta jopa 40% on tarpeetonta. (4, s. 75.) Menetelmän keskeisimmät päämäärät ovat - laitteiden priorisointi kustannusten, turvallisuuden, ympäristövaatimusten ja laadun mukaan, jolloin kunnossapito kohdistetaan sellaisiin laitteisiin, joissa sitä eniten tarvitaan 21
22 - laitteiden vikaantumismallien ja niiden ehkäisykeinojen selvittäminen - toimintaohjeiden laatiminen vikaantumisten varalle, joille ei ole ehkäisykeinoja - koneiden käyttäjien tekemä kriittisten komponenttien seuranta - laskea kunnossapidon kustannuksia, parantaa prosessin tuottavuutta sekä laitteiden luotettavuutta. (3, s. 125.) SRCM SRCM, eli kevennetty RCM, on nimensä mukaisesti RCM-prosessista laadittu kevyempi menetelmä, jonka avulla RCM-analyysiä voidaan nopeuttaa. SRCMmenetelmiä on erilaisia. Ne poikkeavat toisistaan sen perusteella, kuinka RCMprosessia halutaan keventää tai nopeuttaa. Tätä menetelmää on käytetty yleisesti vanhemmissa teollisuuslaitoksissa, joissa ei ole järkevää käydä läpi raskasta ja kallista RCM-prosessia. (4, s. 77.) 22
23 4 ENNAKKOHUOLTOSUUNNITELMA PVC-7-LINJALLE 4.1 Toimeksiantajan tarve ja työn tavoite Pipelife Finland Oy:n Utajärven tehtaalla ei ollut tuotantolinjojen laitteille varsinaisia huoltosuunnitelmia, joten koneiden ja laitteiden huoltosuunnitelmat olivat pitkälti kunnossapitohenkilöstön muistin varaisia. Koneita ja laitteita saatettiin käyttää siihen pisteeseen asti, että jotain meni rikki tai tuotteen laadussa huomattiin puutteita. Tehtaalla on Idus IS -kunnossapitojärjestelmä, mutta sen käyttö on ollut puutteellista. Sen käyttöä tullaan lisäämään tulevaisuudessa muun muassa lisäämällä ennakkohuoltosuunnitelma kyseiseen kunnossapitojärjestelmään. Tehtaan tavoitteena on parantaa kunnossapidon järjestelmällisyyttä, ja se tapahtuu lisäämällä kunnossapitojärjestelmän käyttöä. Yksi kunnossapitojärjestelmän suurista eduista on se, että tehdyistä huolloista ja käytetyistä varaosista jää järjestelmään jäljet, joista muodostuu laitteiden vika- ja huoltohistoria. Vika- ja huoltohistorian avulla varaosien varastonhallinta on huomattavasti helpompaa, sekä laitteiden huoltotoimenpiteet pystytään jaksottamaan vikahistorian perusteella oikea aikaisiksi. Tavoitteena on laatia PVC7-linjalle ennakkohuoltosuunnitelma, johon sisältyvät myös linjan kriittiset varaosat. Tuotantolinjan kriittiset varaosat tarkoittavat varaosia, joiden tulisi aina olla tehtaan omassa varastossa. Tämä mahdollistaisi tehokkaan kunnossapidon, eikä tuotannon tarvitsisi olla pysäytetty varaosien odottelun vuoksi. Ennakkohuoltosuunnitelman myötä linjan kunnossapitotoimet selkiytyvät, käyttövarmuuden voidaan olettaa nousevan ja ei-suunniteltujen pysähdysten tulisi vähentyä. 4.2 Työn aloitus Aluksi tutustuttiin Utajärven tehtaan tiloihin ja sen toimintaan, jotta saatiin yleiskäsitys tehtaasta ja sen laitteista sekä siitä, kuinka muoviputkea ylipäätään valmistetaan. Tehtaassa on 12 muoviputken tuotantolinjaa, jotka poikkeavat toisis- 23
24 taan putken materiaalin, halkaisijan ja putkelle haluttujen ominaisuuksien mukaan. Kaikissa tuotantolinjoissa käytetään tuotantomenetelmänä putkiekstruusiota eli suulakepuristusta. Opinnäytetyö rajattiin siten, että työn tulos olisi yritystä hyvin palveleva ja työn tekijälle on sopivasti työtä. Tehtaan kaikki tuotantolinjat noudattavat samaa perusperiaatetta. Tämän vuoksi yksi tuotantolinjoista voitiin valita niin sanotuksi pilottilinjaksi. Ennakkohuoltosuunnitelma tehtäisiin valitulle linjalle, ja sitä voitaisiin tarvittavin muutoksin kopioida tehtaan muillekin tuotantolinjoille. Tehtaan kunnossapitohenkilöstöä kuulemalla pilottilinjaksi valikoitui PVC-7-linja, jossa valmistetaan nimensä mukaisesti polyvinyylikloridiputkea (PVC). Numero 7 tarkoittaa tässä tapauksessa sitä, että linja on järjestyksessään 7. tuotantolinja tuotantotilojen toiselta seinältä katsottuna. Työssä keskitytään ainoastaan koneisiin ja laitteisiin, jotka ovat PVC-7-linjalla. 4.3 Laitteiden kartoitus Ennakkohuoltosuunnitelman tekeminen aloitettiin tutustumalla PVC-7-tuotantolinjalla oleviin laitteisiin. Tutustuin laitteisiin yhdessä kunnossapitohenkilöstön kanssa, ja kirjasin ne linjan laitteet, joita suunnitelma koskee. Laitteet ovat putken tuotantolinjan alkupäästä loppupäähän lueteltuna seuraavat: - ekstruuderi - työkalu (suulake) - vakuumi ja jäähdytysallas - 2. jäähdytysallas - leimalaite - vetäjä - saha - rullarata - muhvari - kääntäjä. Suunnittelin aluksi, että käyttäisin kriittisten laitteiden kartoitusta varten olemassa olevaa standardia PSK 6800, joka on nimeltään laitteiden kriittisyysluokittelu te- 24
25 ollisuudessa. Tätä standardia käytetään yleisesti kunnossapitosuunnitelman lähtötietojen tuottamiseen. Standardin mukaisessa menetelmässä määritellään painoarvot tuotantolinjan jokaiselle laitteelle ja pisteytetään laitteiden turvallisuusriskit, ympäristöriskit, tuotannon menetykset, laatukustannukset sekä korjauskustannukset. Tutustuimme standardin ohjeistukseen tehtaan kunnossapitohenkilöstön kanssa ja totesimme, ettei sen läpivieminen ollut järkevää. Se olisi vienyt turhan paljon aikaa muun muassa laitteiden vika- ja varaosatietojen puuttuessa. Turvallisuusja ympäristöriskit olivat kaikissa laitteissa mitättömiä ja jokaisen laitteen toimimattomuus pysäyttäisi linjan. Tulevaisuudessa, kun laitteiden huolto- ja vikahistoria sekä käytetyt varaosat ja niiden hinnat ovat paremmin tiedossa, on tällaisten menetelmien käyttö paremmin toteutettavissa. 4.4 Ennakkohuoltotöiden kartoitus Tutustuin laitteiden käsikirjoihin ja käyttöohjeisiin. Uudempien laitteiden osalta käsikirjat olivat kattavia, ja niistä löytyi koneen valmistajan laatimat huoltotaulukot sekä huoltojen työohjeet, joita käytinkin pohjana kyseisten laitteiden huoltosuunnitelmia tehdessä. Vanhempien laitteiden käsikirjat olivat melko suppeita, eikä niistä ollut juurikaan apua huoltoja suunniteltaessa. Näiden laitteiden kohdalla ennakkohuoltosuunnitelmaan tulevat huollot saatiin kirjattua haastattelemalla kunnossapidon työntekijöitä. Kävimme kunnossapitohenkilöstön kanssa kaikki laitteet yksi kerrallaan läpi RCM-menetelmästä poimituilla kysymyksillä (kuva 7), joiden avulla saatiin kartoitettua laitteiden mahdolliset vikaantumismallit ja niiden estämisen keinot. Kysymys numero 6, joka koskee vikaantumismallien estämisen keinoja, antaa vastauksena laitteelle sopivia ennakkohuoltotehtäviä, joita suorittamalla vikaantumisia ei pitäisi päästä tapahtumaan. Laitteiden erilaisia vikaantumismalleja saatiin kirjattua ylös runsaasti, ja lähes kaikille vikamalleille laadittiin myös niiden estokeinot. Nämä estokeinot muodostivat pääosan ennakkohuoltosuunnitelman tarkastus- ja puhdistustöistä. 25
26 KUVA 7. RCM prosessin 7 keskeistä kysymystä 4.5 Huoltojen jaksotus Seuraavaksi määritettiin huolloille sopivat jaksotukset eli aikavälit, jotka määrittävät, kuinka usein huollot tulee suorittaa. Tässä vaiheessa huoltosuunnitelman tekoa laitteiden vika- ja huoltohistoriasta olisi ollut suuri hyöty. Vika- ja huoltohistorian avulla huoltojen jaksotukset olisi pystytty määrittelemään lähelle oikeaa tarvetta, jolloin ylimääräinen ja liian aikaisin tehty työ olisi jäänyt pois, mutta huollot eivät olisi olleet kuitenkaan myöhässä. Huoltojen jaksotukset tehtiin haastattelemalla yrityksen kunnossapitopäällikköä sekä muita kunnossapidon työntekijöitä, joilla oli hyvä kokemus tuotantolinjalla olevien laitteiden huoltotarpeista. Huollot jaettiin päivittäin, viikoittain, kuukausittain, puolivuosittain, vuosittain ja harvemmin tehtäviin. Suuremmat ja kalliimmat huollot jaksotettiin laitteen käyttötuntimäärän perusteella. Huollot jaettiin myös käynninaikaisiin tai seisakissa tehtäviin huoltoihin. Tulevaisuudessa, kun töitä aletaan kuittaamaan kunnossapitojärjestelmään, voidaan huoltojen jaksotusta muuttaa. Jos esimerkiksi jokin viikoittain tehtävä suodattimen tarkastus kuitataan järjestelmään neljänä viikkona peräkkäin tekstillä suodatin puhdas, ei tarvitse vaihtoa tai puhdistusta, voidaan huollon jaksotus 26
27 muuttaa kuukausittain tehtäväksi turhan työn vähentämiseksi. Tämän työn kohdassa on esitelty P-F-käyrä, joka on hyvä apu huoltojen jaksotukseen. Suodattimien irrotus ja niiden tarkastelu antaa usein epäpuhtauksille mahdollisuuden suodattimen ohittamiseen. Paras tilanne olisi, jos suodattimia ei käytettäisi turhaan pois paikaltaan, vaan suodattimien vaihto- ja puhdistusjaksot olisivat määritelty oikean mittaisiksi. Tällainen tapaus on hyvä esimerkki siitä, että turha ja liian usein tehty työ voi olla koneille ja laitteille haitaksi. 4.6 Kriittiset varaosat Huoltosuunnitelmaan kartoitettiin kriittiset varaosat, joiden tulisi löytyä tehtaan varastosta. Koska huolto- ja vikahistoria olivat puutteellisia, kriittisten varaosien määrittely tapahtui pääosin henkilökuntaa kuulemalla. Kriittisiä varaosia ovat esimerkiksi harvoin vaihdettavat, mutta kalliit ja pitkän toimitusajan omaavat varaosat. Tällaisia ovat esimerkiksi ekstruuderin ruuvit ja sylinteri. Niiden yllättävä rikkoontuminen aiheuttaa suuria tuotannon menetyksiä pitkien toimitusaikojen vuoksi, ellei niitä ole hankittuna valmiiksi tehtaan varastoon. Kriittisiä varaosia ovat myös usein tarvittavat varaosat, joita ovat esimerkiksi erilaiset suodattimet. Kriittisille varaosille etsittiin myös valmistajien tuotenumerot, jotka löytyivät laitteiden räjäytyskuvista. 4.7 Huoltojen seuranta Huoltosuunnitelmaan tehtiin huoltojen seurannan mahdollisuus, jotta laitteille saataisiin jatkossa huoltohistoria. Huoltohistoria helpottaa kunnossapidon toimintoja huomattavasti, ja sen perusteella voidaan kehittää kunnossapitotoimintoja oikea-aikaisemmaksi ja tehokkaammiksi. Myös varaosahallinta helpottuu, kun tiedetään varaosien menekki. Jaksotetut ennakkohuoltotehtävät voidaan kuitata tehdyksi rasti ruutuun -periaatteella (kuva 8 ja 9). Ruutuun voidaan merkitä OK, mikäli suodatin oli vielä puhdas, eikä toimenpiteitä tarvittu. Jos suodatin jouduttiin vaihtamaan, voitaisiin 27
28 ruutuun merkitä kirjain V, joka tarkoittaisi vaihtoa. Seurannan perusteella toimenpiteen tarkastusjaksoa voidaan tarvittaessa muuttaa vastaamaan todellista tarvetta. KUVA 8. Jäähdytysaltaalle tehtävä viikoittainen tarkastus ja kyseisen toimenpiteen seurantataulukko KUVA 9. Sahalle tehtävä kuukausittainen tarkastus ja kyseisen toimenpiteen seurantataulukko Jokaisen laitteen huoltosuunnitelmasta löytyy taulukko, johon listataan muut kuin jaksotetuissa toimenpiteissä olevat työt (kuva 10). Taulukkoon voidaan kirjata tehty työ, päivämäärä ja kohteena olleen laitteen käyttötunnit. Näiden perusteella huoltosuunnitelmaa voidaan jatkossa tarkentaa lisäämällä toistuvia toimenpiteitä jaksotettuihin ennakkohuoltoihin sopivalla jaksotuksella. KUVA 10. Muut toimenpiteet 28
29 5 JATKOKEHITYSEHDOTUKSET TEHTAALLE Tämän työn myötä Pipelife Oy:n Utajärven tehtaalla on hyvä pohja parantaa tehtaan kunnossapitoa kokonaisvaltaisesti. Ensisijaisen tärkeäksi näkisin sen, että kaikista tehdyistä huolloista ja käytetyistä varaosista täytyy jäädä kunnossapitojärjestelmään merkintä. Niistä tulisi käydä ilmi mitä on tehty, kuka on tehnyt, milloin on tehty, ja mitä varaosia työhön tarvittiin. Nämä merkinnät muodostavat pidemmällä aikavälillä laitteiden vika- ja huoltohistorian, jonka avulla voidaan parantaa kokonaisvaltaisesti tehtaan kunnossapitoa. Vika- ja huoltohistorian perusteella voidaan huoltosuunnitelmat pitää ajan tasalla ja kunnossapitotehtävät oikea-aikaisina. Kaikista tehdyistä tarkastuksista tulisi jättää kunnossapitojärjestelmään merkintä, josta selviää missä kunnossa tarkastettava kohde oli. Esimerkiksi kun kunnossapitohenkilö käy tarkastamassa jonkin laitteen hammashihnan kireyden ja toteaa mielessään sen olevan vielä toimintakuntoinen, mutta tietää kokemusperäisesti, että hihna tarvitsee ensi tarkastuskerralla jo kiristämistä, tulisi hänen kirjata tämä ajatus kunnossapitojärjestelmään suoritettuaan tarkastuksen. Kun tarkastus seuraavan kerran tehdään, nähdään kunnossapitojärjestelmästä jo ennen työn aloittamista, että hihna tarvitsee todennäköisesti kiristystä. Aktiivinen kunnossapitojärjestelmän käyttö edellyttää sitä, että töiden merkitseminen ja raportoiminen järjestelmään on vaivatonta kaikille työntekijöille. Tämä voi vaatia resursseja joko kunnossapitojärjestelmän parantamiseen tai työntekijöiden kouluttamiseen. Resurssien käyttö on tässä tapauksessa kannattavaa, sillä ennakkohuoltojen avulla tapahtuva kunnossapito on huomattavasti edullisempaa kunnossapitoa kuin se, että laitteita korjataan vikojen ilmetessä. Huoltosuunnitelmaan voisi lisätä toistuville sekä suuremmille huoltotöille työohjeet, jotka sisältäisivät kuvia, oikeat turvalliset suoritustavat, sekä työn tarvitsemat varaosat ja työkalut. Myöskin tarkastus ja puhdistustoimenpiteille voisi lisätä ohjeistukset, joiden avulla tarkastus on helppo tehdä. Esimerkiksi terän kuluneisuudelle voitaisiin asettaa raja-arvo, jonka ylittyessä terä tulee vaihtaa. 29
30 6 YHTEENVETO Opinnäytetyön tuloksena saatiin tehtyä Pipelife Finland Oy:n Utajärven tehtaalle PVC-muoviputken tuotantolinjalle 27 sivun mittainen ennakkohuoltosuunnite lma, jota voidaan jatkossa kopioida tarvittavin muutoksin tehtaan muillekin tuotantolinjoille. Huoltosuunnitelma sisältää laitekohtaiset huoltotoimenpiteet, laitteiden kriittiset varaosat sekä töiden seurannan työkalut. Huoltosuunnitelma voidaan siirtää sellaisenaan tehtaalla käytössä olevaan Idus IS -kunnossapitojärjestelmään, ja sitä voidaan ruveta käyttämään kunnossapidon apuna huoltotöitä suunniteltaessa ja niitä seurattaessa. Huoltosuunnitelma rakennettiin hyvin pitkälti tehtaan kunnossapitohenkilöstöä kuulemalla, lukemalla laitteiden manuaaleja sekä tarkastelemalla erästä vanhempaa vuosihuoltosuunnitelmaa. Opinnäytetyön tuloksena syntyneeseen huoltosuunnitelmaan on kerätty valtaosa tuotantolinjan laitteiden tarvitsemista huoltotöistä ja tarkastuksista. Tehtaan kunnossapito-osasto voi täydentää huoltosuunnitelmaa, kun lisättäviä huoltotoimenpiteitä ilmenee. Kun huoltosuunnitelmaa jatkossa käytetään ja sitä täytetään aktiivisesti, voidaan huoltotöiden seurannan perusteella saada hyviä tuloksia aikaan laitteiden toimintavarmuuden ja ennalta odottamattomien linjapysähdysten suhteen. Huoltotöihin käytettyjen varaosien perusteella voidaan parantaa tehtaan varaosahallintaa, kun tiedetään, mitä varaosia laitteet tarvitsevat ja kuinka usein. Jos huoltosuunnite l- man seurantataulukot saadaan täytettyä esimerkiksi vuoden ajalta, voidaan seuraavan vuoden huoltojen ajankohdat ja niiden tarvitsemat varaosat suunnitella etukäteen, jolloin tehtaan kunnossapidosta saadaan tehtyä mahdollisimman tehokasta. Huoltosuunnitelman luomista vaikeutti laitteiden vika- ja huoltohistorian puuttuminen sekä se, että tehdas oli minulle vieras. Suurin osa kirjallisuudesta löytämistäni huoltosuunnitelmien perustusohjeista perustui jollain tapaa laitteiden vikahistoriaan ja tehtyihin huoltoihin, joten suunnitelman apuna ei voinut käyttää valmiita pohjia. Huoltosuunnitelmasta tuli hyvin pitkälti oman näköisensä. 30
31 LÄHTEET 1. Pipelife Finland Oy. Oulu: Pipelife Finland Oy. Saatavissa: Hakupäivä Pipelife Finland Oy yritysesittely PowerPoint-diasarja. Pipelife Finland Oy. 3. Järviö, Jorma Kunnossapito. Kunnossapidon julkaisusarja n:o 10, 3. painos. Helsinki: KP-Media Oy. 4. Mikkonen, Henry Kuntoon perustuva kunnossapito. Kunnossapidon julkaisusarja n:o 13, 1. painos. Helsinki: KP-Media Oy. 5. PSK standardisointi PSK Standardisointiyhdistys Ry. Saatavissa: Hakupäivä Suomen Standardisoimisliitto SFS ry Saatavissa: Hakupäivä Järviö, Jorma Luotettavuuskeskeinen kunnossapito. Kunnossapidon julkaisusarja n:o 4, 1. painos. Rajamäki: KP-Tieto. 31
32 HUOLTOSUUNNITELMAN SISÄLLYSLUETTELO LIITE 1
33 EKSTRUUDERIN HUOLTOSUUNNITELMA LIITE 2/1
34 EKSTRUUDERIN HUOLTOSUUNNITELMA LIITE 2/2
35 EKSTRUUDERIN HUOLTOSUUNNITELMA LIITE 2/3
36 EKSTRUUDERIN HUOLTOSUUNNITELMA LIITE 2/4
Tornio Works käynnissäpidon toimintamalli
 Tornio Works käynnissäpidon toimintamalli 31.5.2012 KTAMK; Käynnissäpitoseminaari www.outokumpu.com Sisällys 1. Kunnossapito PSK-standardin mukaan 2. Käynnissäpidon organisoituminen Tornio Worksissa 3.
Tornio Works käynnissäpidon toimintamalli 31.5.2012 KTAMK; Käynnissäpitoseminaari www.outokumpu.com Sisällys 1. Kunnossapito PSK-standardin mukaan 2. Käynnissäpidon organisoituminen Tornio Worksissa 3.
OULUSTA KAIVOSALAN YRITYSKESKITTYMÄ - tulosseminaari toimijoille
 OULUSTA KAIVOSALAN YRITYSKESKITTYMÄ - tulosseminaari toimijoille 27.2.2014/BMS/J Kari 1 Liikevaihto 2012 53,3 m Omistussuhteet: Metsä Fibre 50,1% Industria 49,9% Käynnissäpitoyksiköt Kemi Äänekoski Joutseno
OULUSTA KAIVOSALAN YRITYSKESKITTYMÄ - tulosseminaari toimijoille 27.2.2014/BMS/J Kari 1 Liikevaihto 2012 53,3 m Omistussuhteet: Metsä Fibre 50,1% Industria 49,9% Käynnissäpitoyksiköt Kemi Äänekoski Joutseno
Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö. www.outokumpu.com
 Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö www.outokumpu.com Koulutuksen tavoite Koulutuksen tavoitteena on antaa osallistujille valmiudet:
Käyttäjäkunnossapitokoulutus 2010 Outokumpu Tornio Works, Leikkauslinjat ja Kemi-Tornion AMK, Tekniikan yksikkö www.outokumpu.com Koulutuksen tavoite Koulutuksen tavoitteena on antaa osallistujille valmiudet:
NALmaaviemärijärjestelmä
 PIPELIFE NAL- MAAVIEMÄRIJÄRJESTELMÄ NALmaaviemärijärjestelmä NAL -maaviemärijärjestelmä NAL- maaviemärijärjestelmä on sileäpintainen jäte- ja hulevesien viettoviemäröintiin tarkoitettu järjestelmä. Valikoima
PIPELIFE NAL- MAAVIEMÄRIJÄRJESTELMÄ NALmaaviemärijärjestelmä NAL -maaviemärijärjestelmä NAL- maaviemärijärjestelmä on sileäpintainen jäte- ja hulevesien viettoviemäröintiin tarkoitettu järjestelmä. Valikoima
Kunnossapidon kehittäminen
 Jarkko Haapakangas Kunnossapidon kehittäminen Ennakkohuollon tarpeen määrittäminen Opinnäytetyö Kevät 2018 SeAMK Tekniikka Konetekniikan tutkinto-ohjelma 1 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä
Jarkko Haapakangas Kunnossapidon kehittäminen Ennakkohuollon tarpeen määrittäminen Opinnäytetyö Kevät 2018 SeAMK Tekniikka Konetekniikan tutkinto-ohjelma 1 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä
PE-paineputkijärjestelmät. Pipelife polyeteeniputket ja -yhteet
 PE-paineputkijärjestelmät Pipelife polyeteeniputket ja -yhteet Pipelifen paineputket ovat Nordic Poly Mark -merkittyjä, mikä on osoitus korkeasta pohjoismaisesta laatutasosta ja soveltuvuudesta pohjoismaisiin
PE-paineputkijärjestelmät Pipelife polyeteeniputket ja -yhteet Pipelifen paineputket ovat Nordic Poly Mark -merkittyjä, mikä on osoitus korkeasta pohjoismaisesta laatutasosta ja soveltuvuudesta pohjoismaisiin
KOTIIN ANNETTAVAT LAITTEET JA POTILASTURVALLISUUS
 KOTIIN ANNETTAVAT LAITTEET JA POTILASTURVALLISUUS 25.10.2017 Laki terveydenhuollon laitteista ja tarvikkeista 629/2010 24 Ammattimaista käyttöä koskevat yleiset vaatimukset Ammattimaisen käyttäjän on varmistuttava
KOTIIN ANNETTAVAT LAITTEET JA POTILASTURVALLISUUS 25.10.2017 Laki terveydenhuollon laitteista ja tarvikkeista 629/2010 24 Ammattimaista käyttöä koskevat yleiset vaatimukset Ammattimaisen käyttäjän on varmistuttava
KUNNOSSAPITOSUUNNITELMA NOKIAN PANIMO OY:LLE
 KUNNOSSAPITOSUUNNITELMA NOKIAN PANIMO OY:LLE Kalle Viitamaa Opinnäytetyö Huhtikuu 2018 Biotuote- ja prosessitekniikka Prosessitekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu Biotuote- ja prosessitekniikka
KUNNOSSAPITOSUUNNITELMA NOKIAN PANIMO OY:LLE Kalle Viitamaa Opinnäytetyö Huhtikuu 2018 Biotuote- ja prosessitekniikka Prosessitekniikka TIIVISTELMÄ Tampereen ammattikorkeakoulu Biotuote- ja prosessitekniikka
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Käyttövarmuuden peruspilarit
 Käyttövarmuuden peruspilarit Esitys 6.4.2017 Rikasta Pohjoista 2017 foorumissa Kunnossapitoyhdistys Promaint ry Jaakko Tennilä Promaintin käyttövarmuustoimikunnan näkemys omasta vastuualueestaan Tavoitteena
Käyttövarmuuden peruspilarit Esitys 6.4.2017 Rikasta Pohjoista 2017 foorumissa Kunnossapitoyhdistys Promaint ry Jaakko Tennilä Promaintin käyttövarmuustoimikunnan näkemys omasta vastuualueestaan Tavoitteena
KUNNOSSAPITO-OHJELMAN LAADINTA ARTEKNO OY:LLE
 KUNNOSSAPITO-OHJELMAN LAADINTA ARTEKNO OY:LLE Ammattikorkeakoulun opinnäytetyö Automaatiotekniikan koulutusohjelma Valkeakoski, 18.12.2012 Jesse Paloniemi TIIVISTELMÄ VALKEAKOSKI Automaatiotekniikan koulutusohjelma
KUNNOSSAPITO-OHJELMAN LAADINTA ARTEKNO OY:LLE Ammattikorkeakoulun opinnäytetyö Automaatiotekniikan koulutusohjelma Valkeakoski, 18.12.2012 Jesse Paloniemi TIIVISTELMÄ VALKEAKOSKI Automaatiotekniikan koulutusohjelma
Anna kaasunvalvontasi osaaviin käsiin. Elinkaaripalvelu
 Anna kaasunvalvontasi osaaviin käsiin Elinkaaripalvelu Sisällys Kuvaus... 4 5 Palveluprosessi Palvelut...6 7 Laitteet palveluna Etätuki Lähituki Huoltopalvelut...8 Ennakkohuollot Korjaushuollot Pilvipalvelut
Anna kaasunvalvontasi osaaviin käsiin Elinkaaripalvelu Sisällys Kuvaus... 4 5 Palveluprosessi Palvelut...6 7 Laitteet palveluna Etätuki Lähituki Huoltopalvelut...8 Ennakkohuollot Korjaushuollot Pilvipalvelut
TYÖSTÖKESKUKSEN KUNNOSSAPITO- JA HUOLTO-OHJELMA
 TYÖSTÖKESKUKSEN KUNNOSSAPITO- JA HUOLTO-OHJELMA Yritys X LAHDEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Mekatroniikka Kevät 2018 Jani Kurkela Tiivistelmä Tekijä(t) Kurkela, Jani Julkaisun
TYÖSTÖKESKUKSEN KUNNOSSAPITO- JA HUOLTO-OHJELMA Yritys X LAHDEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Mekatroniikka Kevät 2018 Jani Kurkela Tiivistelmä Tekijä(t) Kurkela, Jani Julkaisun
YRKK18A Agrologi (ylempi AMK), Ruokaketjun kehittäminen, Ylempi AMK-tutkinto
, Ruokaketjun kehittäminen, Ylempi AMK-tutkinto") Seinäjoen Ammattikorkeakoulu Oy YRKK18A Agrologi (ylempi AMK), Ruokaketjun kehittäminen, Ylempi AMK-tutkinto Ruokaketjun kehittämisen koulutuksen opinnot on tarkoitettu asiantuntijoille, jotka tarvitsevat
Seinäjoen Ammattikorkeakoulu Oy YRKK18A Agrologi (ylempi AMK), Ruokaketjun kehittäminen, Ylempi AMK-tutkinto Ruokaketjun kehittämisen koulutuksen opinnot on tarkoitettu asiantuntijoille, jotka tarvitsevat
Ilmankäsittelykone Huoltokirja
 -SV 10-05-10V.A001 Sisällys 1 Takuuehdot... 1 1.1 Takuuaika... 1 1.2 Takuun sisältö... 1 1.3 Yleiset takuun rajoitukset... 1 1.4 Takuun rajoitukset... 1 1.5 Huoltoehdot takuuaikana... 1 1.6 Toimenpiteet
-SV 10-05-10V.A001 Sisällys 1 Takuuehdot... 1 1.1 Takuuaika... 1 1.2 Takuun sisältö... 1 1.3 Yleiset takuun rajoitukset... 1 1.4 Takuun rajoitukset... 1 1.5 Huoltoehdot takuuaikana... 1 1.6 Toimenpiteet
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
Kasvua ja kilpailukykyä standardeilla. Riskit hallintaan SFS-ISO 31000
 Kasvua ja kilpailukykyä standardeilla Riskit hallintaan SFS-ISO 31000 Riskit hallintaan SFS-ISO 31000 Elämme jatkuvasti muuttuvassa maailmassa, jossa joudumme käsittelemään epävarmuutta joka päivä. Se,
Kasvua ja kilpailukykyä standardeilla Riskit hallintaan SFS-ISO 31000 Riskit hallintaan SFS-ISO 31000 Elämme jatkuvasti muuttuvassa maailmassa, jossa joudumme käsittelemään epävarmuutta joka päivä. Se,
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
LIEDON POSTIKESKUKSEN ENNAKKOHUOLLON KEHITYS JA HUOLTO-OHJEIDEN PÄIVITYS
 Opinnäytetyö AMK Kone- ja tuotantotekniikka 2019 Petri Koski LIEDON POSTIKESKUKSEN ENNAKKOHUOLLON KEHITYS JA HUOLTO-OHJEIDEN PÄIVITYS OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka
Opinnäytetyö AMK Kone- ja tuotantotekniikka 2019 Petri Koski LIEDON POSTIKESKUKSEN ENNAKKOHUOLLON KEHITYS JA HUOLTO-OHJEIDEN PÄIVITYS OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka
CE MERKINTÄ KONEDIREKTIIVIN 2006/42/EY PERUSTEELLA
 TIETOPAKETTI PÄHKINÄNKUORESSA: CE MERKINTÄ N PERUSTEELLA HUOMIO! Vanha konedirektiivi 98/37/EY on kumottu, mutta se on edelleen voimassa siirtymäaikana. Käyttöönoton siirtymäaika -> 29.12.2009 saakka.
TIETOPAKETTI PÄHKINÄNKUORESSA: CE MERKINTÄ N PERUSTEELLA HUOMIO! Vanha konedirektiivi 98/37/EY on kumottu, mutta se on edelleen voimassa siirtymäaikana. Käyttöönoton siirtymäaika -> 29.12.2009 saakka.
OHJE TURVAVALAISTUKSEN KUNNOSSAPITO-OHJELMAN LAATIMISEKSI
 Ohje turvavalaistuksen kunnossapito-ohjelman laatimiseksi 1 OHJE TURVAVALAISTUKSEN KUNNOSSAPITO-OHJELMAN LAATIMISEKSI Ohje turvavalaistuksen kunnossapito-ohjelman laatimiseksi 2 SISÄLLYSLUETTELO 1. TURVAVALAISTUS...3
Ohje turvavalaistuksen kunnossapito-ohjelman laatimiseksi 1 OHJE TURVAVALAISTUKSEN KUNNOSSAPITO-OHJELMAN LAATIMISEKSI Ohje turvavalaistuksen kunnossapito-ohjelman laatimiseksi 2 SISÄLLYSLUETTELO 1. TURVAVALAISTUS...3
KUNNOSSAPIDON TUNNUSLUVUT JÄTEVEDENPUHDISTAMOLLA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Riikka Korhonen KUNNOSSAPIDON TUNNUSLUVUT JÄTEVEDENPUHDISTAMOLLA Työn tarkastajat: Professori Juha Varis DI Mari Heinonen TIIVISTELMÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Riikka Korhonen KUNNOSSAPIDON TUNNUSLUVUT JÄTEVEDENPUHDISTAMOLLA Työn tarkastajat: Professori Juha Varis DI Mari Heinonen TIIVISTELMÄ
Käyttöasetus potilassiirtojen
 Käyttöasetus potilassiirtojen näkökulmasta Ylitarkastaja Riina Perko Valtioneuvoston asetus työvälineiden turvallisesta käytöstä ja tarkastamisesta (403/2008) Käyttöasetus Asetus voimaan 1.1.2009 Käyttöasetuksen
Käyttöasetus potilassiirtojen näkökulmasta Ylitarkastaja Riina Perko Valtioneuvoston asetus työvälineiden turvallisesta käytöstä ja tarkastamisesta (403/2008) Käyttöasetus Asetus voimaan 1.1.2009 Käyttöasetuksen
KÄYTTÄJÄKUNNOSSAPIDON PARANTAMINEN TUOTANTOLAITOKSESSA
 KÄYTTÄJÄKUNNOSSAPIDON PARANTAMINEN TUOTANTOLAITOKSESSA Antti Makkonen Opinnäytetyö Toukokuu 2012 Paperikoneteknologian koulutusohjelma Tekniikan ja liikenteen ala Tekijä(t) MAKKONEN, Antti Julkaisun laji
KÄYTTÄJÄKUNNOSSAPIDON PARANTAMINEN TUOTANTOLAITOKSESSA Antti Makkonen Opinnäytetyö Toukokuu 2012 Paperikoneteknologian koulutusohjelma Tekniikan ja liikenteen ala Tekijä(t) MAKKONEN, Antti Julkaisun laji
LAADUNTUOTTO YRITYKSESSÄ HITSAUSTEKNIIKKA `17 PÄIVÄT
 HITSAUSTEKNIIKKA `17 PÄIVÄT www.andritz.com We accept the challenge! Laadun määrittäminen Laatu käsitteenä on melko vaikea hahmottaa eikä ole olemassa yksiselitteistä laadun määritelmää. Laatu saa eri
HITSAUSTEKNIIKKA `17 PÄIVÄT www.andritz.com We accept the challenge! Laadun määrittäminen Laatu käsitteenä on melko vaikea hahmottaa eikä ole olemassa yksiselitteistä laadun määritelmää. Laatu saa eri
HUOLTO-OHJELMAN LAATIMINEN PÄIVITTÄISEEN JA VIIKOIT- TAISEEN KUNNOSSAPITOON
 KARELIA-AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Santeri Turunen HUOLTO-OHJELMAN LAATIMINEN PÄIVITTÄISEEN JA VIIKOIT- TAISEEN KUNNOSSAPITOON Opinnäytetyö Toukokuu 2013 OPINNÄYTETYÖ
KARELIA-AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Santeri Turunen HUOLTO-OHJELMAN LAATIMINEN PÄIVITTÄISEEN JA VIIKOIT- TAISEEN KUNNOSSAPITOON Opinnäytetyö Toukokuu 2013 OPINNÄYTETYÖ
PELASTUSVIRANOMAISEN ROOLI OLEMASSA OLEVAN VÄESTÖNSUOJAN TOIMINTAKUNTOISUUDEN VALVONNASSA
 PELASTUSVIRANOMAISEN ROOLI OLEMASSA OLEVAN VÄESTÖNSUOJAN TOIMINTAKUNTOISUUDEN VALVONNASSA Palotarkastusinsinööri Tapio Stén Pirkanmaan pelastuslaitos, pvm. 27.9.2017 Pelastusviranomaisen rooli väestönsuojien
PELASTUSVIRANOMAISEN ROOLI OLEMASSA OLEVAN VÄESTÖNSUOJAN TOIMINTAKUNTOISUUDEN VALVONNASSA Palotarkastusinsinööri Tapio Stén Pirkanmaan pelastuslaitos, pvm. 27.9.2017 Pelastusviranomaisen rooli väestönsuojien
Kohti palveluliiketoiminnan. Case: Chiller Oy. Raimo Pöntys Asiakkuuspäällikkö
 Kohti palveluliiketoiminnan tehokkaampaa soveltamista Case: Chiller Oy Raimo Pöntys Asiakkuuspäällikkö Chiller Oy Pääkonttori Tuusulassa Liikevaihto n. 18 milj. (2010) Henkilöstö n. 55 henkilöä Valmistus
Kohti palveluliiketoiminnan tehokkaampaa soveltamista Case: Chiller Oy Raimo Pöntys Asiakkuuspäällikkö Chiller Oy Pääkonttori Tuusulassa Liikevaihto n. 18 milj. (2010) Henkilöstö n. 55 henkilöä Valmistus
Pintajyrsimen varaosien kriittisyysluokitus
 Marko Tampio Pintajyrsimen varaosien kriittisyysluokitus Insinööri (AMK) Konetekniikka Kevät 2018 Tiivistelmä Tekijä(t): Tampio Marko Työn nimi: Pintajyrsimen varaosien kriittisyysluokitus Tutkintonimike:
Marko Tampio Pintajyrsimen varaosien kriittisyysluokitus Insinööri (AMK) Konetekniikka Kevät 2018 Tiivistelmä Tekijä(t): Tampio Marko Työn nimi: Pintajyrsimen varaosien kriittisyysluokitus Tutkintonimike:
Kuntoarviot ja muut selvitykset
 Kuntoarviot ja muut selvitykset Tero Pyykkönen Oulu 2.9. 2010 Oulu Tero Pyykkönen RKM, RI Kuntotarkastaja AKK Pätevöitynyt energiatodistuksen antaja, PETA Kunnossapitotarveselvitys Oulu Uusi asunto-osakeyhtiölaki
Kuntoarviot ja muut selvitykset Tero Pyykkönen Oulu 2.9. 2010 Oulu Tero Pyykkönen RKM, RI Kuntotarkastaja AKK Pätevöitynyt energiatodistuksen antaja, PETA Kunnossapitotarveselvitys Oulu Uusi asunto-osakeyhtiölaki
Liite 2 1(20) Tarkastukset Tekla NIS Offline Inspection ohjelmistolla. Käyttöohje asentajille
 Tarkastukset Tekla NIS Offline Inspection ohjelmistolla. Käyttöohje asentajille") Liite 2 1(20) Tarkastukset Tekla NIS Offline Inspection ohjelmistolla Käyttöohje asentajille Kemin Energia/ Arto Tikkanen 22.2.2013 Liite 2 2(20) Sisältö 1. Tarkastusohjelmisto... 3 2. Puuttuvan tarkastuskohteen
Liite 2 1(20) Tarkastukset Tekla NIS Offline Inspection ohjelmistolla Käyttöohje asentajille Kemin Energia/ Arto Tikkanen 22.2.2013 Liite 2 2(20) Sisältö 1. Tarkastusohjelmisto... 3 2. Puuttuvan tarkastuskohteen
Prosessikunnossapito ja huoltosopimukset Ulkoistukset. Ennakkohuolto ja vikakorjaukset, LVI-suunnittelu Huoltosopimukset
 UPM KOFF Kokonaiskunnossapito Prosessikunnossapito ja huoltosopimukset Ulkoistukset Kenttähuolto ja Projektit Sähkö- ja automaatio kunnossapitopalvelut Mekaaninen kunnossapito, modernisoinnit, prosessimuutokset
UPM KOFF Kokonaiskunnossapito Prosessikunnossapito ja huoltosopimukset Ulkoistukset Kenttähuolto ja Projektit Sähkö- ja automaatio kunnossapitopalvelut Mekaaninen kunnossapito, modernisoinnit, prosessimuutokset
F/A-18 HORNETIN HUOLTO-OHJELMIEN VERTAILU SUOMEN JA KANADAN ILMAVOIMIEN VÄLILLÄ
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA F/A-18 HORNETIN HUOLTO-OHJELMIEN VERTAILU SUOMEN JA KANADAN ILMAVOIMIEN VÄLILLÄ T E K I J Ä : Antti Heimonen SAVONIA-AMMATTIKORKEAKOULU
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA F/A-18 HORNETIN HUOLTO-OHJELMIEN VERTAILU SUOMEN JA KANADAN ILMAVOIMIEN VÄLILLÄ T E K I J Ä : Antti Heimonen SAVONIA-AMMATTIKORKEAKOULU
Huolto-opas. Miten ruuvikuljetin pysyy kunnossa ja käynnissä pitkään
 Huolto-opas Miten ruuvikuljetin pysyy kunnossa ja käynnissä pitkään Ruuvikuljetin on turvallinen valinta Huollosta ja kunnossapidosta vastaavan henkilöstön kannalta ruuvikuljetin on vaivaton laite. Toimintavarma
Huolto-opas Miten ruuvikuljetin pysyy kunnossa ja käynnissä pitkään Ruuvikuljetin on turvallinen valinta Huollosta ja kunnossapidosta vastaavan henkilöstön kannalta ruuvikuljetin on vaivaton laite. Toimintavarma
MATIAS PURANEN SÄHKÖ- JA AUTOMAATIOLAITTEIDEN LUOTETTAVUUDEN PA- RANTAMINEN ENNAKOIVAN KUNNOSSAPIDON KEINOIN. Diplomityö
 MATIAS PURANEN SÄHKÖ- JA AUTOMAATIOLAITTEIDEN LUOTETTAVUUDEN PA- RANTAMINEN ENNAKOIVAN KUNNOSSAPIDON KEINOIN Diplomityö Tarkastaja: professori Matti Vilkko Tarkastaja ja aihe hyväksytty Tieto- ja sähkötekniikan
MATIAS PURANEN SÄHKÖ- JA AUTOMAATIOLAITTEIDEN LUOTETTAVUUDEN PA- RANTAMINEN ENNAKOIVAN KUNNOSSAPIDON KEINOIN Diplomityö Tarkastaja: professori Matti Vilkko Tarkastaja ja aihe hyväksytty Tieto- ja sähkötekniikan
Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä
 Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä Rikasta Pohjoista seminaari 19.4.2018 Mikko Suutama Käyttövarmuuspäällikkö Oy Botnia Mill
Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä Rikasta Pohjoista seminaari 19.4.2018 Mikko Suutama Käyttövarmuuspäällikkö Oy Botnia Mill
Pitkäjänteisen ja suunnitelmallisen ylläpidon hyötyjä
 Pitkäjänteisen ja suunnitelmallisen ylläpidon hyötyjä Jari Halonen Yksikön päällikkö, kunnossapito Timo Finnilä Yksikön päällikkö, konsultointi Rakennuskannan arvo Suomessa 460 mrd Asuntovarallisuuden
Pitkäjänteisen ja suunnitelmallisen ylläpidon hyötyjä Jari Halonen Yksikön päällikkö, kunnossapito Timo Finnilä Yksikön päällikkö, konsultointi Rakennuskannan arvo Suomessa 460 mrd Asuntovarallisuuden
ELMAS 4 Laitteiden kriittisyysluokittelu 8.2.2012 1/10. Ramentor Oy ELMAS 4. Laitteiden kriittisyysluokittelu. Versio 1.0
 1/10 Ramentor Oy ELMAS 4 Laitteiden kriittisyysluokittelu Versio 1.0 2/10 SISÄLTÖ 1 Kuvaus... 3 2 Kriittisyysluokittelu ELMAS-ohjelmistolla... 4 2.1 Kohteen mallinnus... 4 2.2 Kriittisyystekijöiden painoarvojen
1/10 Ramentor Oy ELMAS 4 Laitteiden kriittisyysluokittelu Versio 1.0 2/10 SISÄLTÖ 1 Kuvaus... 3 2 Kriittisyysluokittelu ELMAS-ohjelmistolla... 4 2.1 Kohteen mallinnus... 4 2.2 Kriittisyystekijöiden painoarvojen
ORAVAKIVENSALMEN YKSITYIS- TIET Y1, Y2, Y3 JA Y25/K4
 ORAVAKIVENSALMEN YKSITYIS- TIET Y1, Y2, Y3 JA Y25/K4 RAKENNUSTYÖT LAATUSUUNNITELMAN SISÄLTÖMALLI SISÄLLYSLUETTELO URAKAN LAATUSUUNNITELMA 2 1. LAATUSUUNNITELMAN TARKOITUS JA TAVOITE 2 2. TARJOUKSEN ANTAJAN
ORAVAKIVENSALMEN YKSITYIS- TIET Y1, Y2, Y3 JA Y25/K4 RAKENNUSTYÖT LAATUSUUNNITELMAN SISÄLTÖMALLI SISÄLLYSLUETTELO URAKAN LAATUSUUNNITELMA 2 1. LAATUSUUNNITELMAN TARKOITUS JA TAVOITE 2 2. TARJOUKSEN ANTAJAN
LCS Elinkaaripalvelut Luotettavuuden ja tuottavuuden parantaminen. April, 2017
 LCS Elinkaaripalvelut Luotettavuuden ja tuottavuuden parantaminen. April, 2017 Turvallisuus on meille tärkeä menestystekijä 14 400 Tapaturmataajuus (LTIF) Lost time incident frequency (LTIF) 12 350 Total
LCS Elinkaaripalvelut Luotettavuuden ja tuottavuuden parantaminen. April, 2017 Turvallisuus on meille tärkeä menestystekijä 14 400 Tapaturmataajuus (LTIF) Lost time incident frequency (LTIF) 12 350 Total
Käytettävyysanalyysi
 Käytettävyysanalyysi Käytettävyyttä ja kunnossapidon ennakoivaa kohdentamista. Lopputuloksena on : Analysoitua dataa laitoksen kriittisistä laitteista Havaintoja ja parannusehdotuksia prosessista. Lausunto
Käytettävyysanalyysi Käytettävyyttä ja kunnossapidon ennakoivaa kohdentamista. Lopputuloksena on : Analysoitua dataa laitoksen kriittisistä laitteista Havaintoja ja parannusehdotuksia prosessista. Lausunto
Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon OHUTLEVY- JA JOUSITUOTEKUMPPANISI
 PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
PARTNERSHIP POWER Ohutlevy- ja jousiosaamista proto tyypistä volyymi tuotantoon Meconet on johtava jousi-, meisto- ja syvävetotuotteiden valmistaja. Tarjoamme asiakkaillemme ylivoimaisen palveluketjun
Dosentti Juha Kaikko
 Lappeenrannan teknillinen yliopisto LUT School of Energy Systems Energiatekniikan koulutusohjelma Diplomityö Kunnossapitojärjestelmän käyttöönotto energiakonsernissa Työn tarkastajat: Työn ohjaaja: Professori
Lappeenrannan teknillinen yliopisto LUT School of Energy Systems Energiatekniikan koulutusohjelma Diplomityö Kunnossapitojärjestelmän käyttöönotto energiakonsernissa Työn tarkastajat: Työn ohjaaja: Professori
TYÖLAITTEET KA250/400 KA300/450 KERÄÄVÄ AURAN KÄYTTÖOHJE. Mateko Oy Punasillantie 6 40950 Muurame PUH. 014 3349 400 FAX 014 2440 61
 TYÖLAITTEET KA250/400 KA300/450 KERÄÄVÄ AURAN KÄYTTÖOHJE Mateko Oy Punasillantie 6 40950 Muurame PUH. 014 3349 400 FAX 014 2440 61 EY-Vaatimustenmukaisuusvakuutus koneesta Lapinlahden levypalvelu Oy vakuuttaa,
TYÖLAITTEET KA250/400 KA300/450 KERÄÄVÄ AURAN KÄYTTÖOHJE Mateko Oy Punasillantie 6 40950 Muurame PUH. 014 3349 400 FAX 014 2440 61 EY-Vaatimustenmukaisuusvakuutus koneesta Lapinlahden levypalvelu Oy vakuuttaa,
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto
 Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
Jatkuvatoiminen monitorointi vs. vuosittainen näytteenotto Teemu Auronen Muuntajan vikaantumiseen johtavia seikkoja Vikatilanteen estämiseksi, kehittyvien vikojen tunnistaminen on elinarvoisen tärkeää.
NÄKÖKULMIA TULEVAISUUDEN STANDARDEIHIN FORUM 2014 4.11. 2014
 NÄKÖKULMIA TULEVAISUUDEN STANDARDEIHIN FORUM 2014 4.11. 2014 1 FORUM tapahtumat: Pitkä perinne, monipuolisia ja ajankohtaisia teemoja 2006 Standardeilla menestystä liiketoimintaan 2007 Hyödy standardeista
NÄKÖKULMIA TULEVAISUUDEN STANDARDEIHIN FORUM 2014 4.11. 2014 1 FORUM tapahtumat: Pitkä perinne, monipuolisia ja ajankohtaisia teemoja 2006 Standardeilla menestystä liiketoimintaan 2007 Hyödy standardeista
Kaisa Kumpulainen KUNNOSSAPITOTOIMINTOJEN ALOITUS
 Kaisa Kumpulainen KUNNOSSAPITOTOIMINTOJEN ALOITUS Insinöörityö Kajaanin ammattikorkeakoulu Tekniikka ja liikenne Kone- ja tuotantotekniikka Kevät 2013 OPINNÄYTETYÖ TIIVISTELMÄ Koulutusala Tekniikka ja
Kaisa Kumpulainen KUNNOSSAPITOTOIMINTOJEN ALOITUS Insinöörityö Kajaanin ammattikorkeakoulu Tekniikka ja liikenne Kone- ja tuotantotekniikka Kevät 2013 OPINNÄYTETYÖ TIIVISTELMÄ Koulutusala Tekniikka ja
Turvallisuuden ja toimintavarmuuden hallinta tieliikenteen kuljetusyrityksissä. Anne Silla ja Juha Luoma VTT
 Turvallisuuden ja toimintavarmuuden hallinta tieliikenteen kuljetusyrityksissä Anne Silla ja Juha Luoma VTT Click to edit Master Tutkimuksen title style tavoitteet Click Selvittää to edit toimintatapoja
Turvallisuuden ja toimintavarmuuden hallinta tieliikenteen kuljetusyrityksissä Anne Silla ja Juha Luoma VTT Click to edit Master Tutkimuksen title style tavoitteet Click Selvittää to edit toimintatapoja
Kurssikuvaukset 1 (6) NN, Jari Olli, Metropolia
 NN, Jari Olli, Metropolia") Kurssikuvaukset 1 (6) TEOLLINEN PALVELULIIKETOIMINTA Strategiset palvelut, Jari Olli, Metropolia Jakson suoritettuaan opiskelijalla on selkeä käsitys siitä, mitä on teollinen palveluliiketoiminta, mitkä
Kurssikuvaukset 1 (6) TEOLLINEN PALVELULIIKETOIMINTA Strategiset palvelut, Jari Olli, Metropolia Jakson suoritettuaan opiskelijalla on selkeä käsitys siitä, mitä on teollinen palveluliiketoiminta, mitkä
RenOvi KÄYTTÖOHJE. Oy Lifa Air Ltd Hämeentie 105 A, FIN-00550 Helsinki, Finland Tel. +358 9 394 858 Fax. +358 9 3948 5781 www.lifa.
 KÄYTTÖOHJE RenOvi Pölynhallintaovi (EAN 6420281020773) Tekniset tiedot: Laite on suunniteltu käytettäväksi 600~1000 mm aukoissa Laiterunko Al, korkeus 200 mm, leveys 800 mm, syvyys 70 mm Muovilamellit
KÄYTTÖOHJE RenOvi Pölynhallintaovi (EAN 6420281020773) Tekniset tiedot: Laite on suunniteltu käytettäväksi 600~1000 mm aukoissa Laiterunko Al, korkeus 200 mm, leveys 800 mm, syvyys 70 mm Muovilamellit
KONE Kuntotutkimus. Ammattilaisen arviointi hissin nykytilasta. Tehokasta kiinteistönhoitoa
 KONE Kuntotutkimus Ammattilaisen arviointi hissin nykytilasta Tehokasta kiinteistönhoitoa Luotettavasti toimiva hissi tänään ja huomenna Vaativa toimintaympäristö Hissiä käyttävät kaikki kiinteistössä
KONE Kuntotutkimus Ammattilaisen arviointi hissin nykytilasta Tehokasta kiinteistönhoitoa Luotettavasti toimiva hissi tänään ja huomenna Vaativa toimintaympäristö Hissiä käyttävät kaikki kiinteistössä
SFS-ISO 2789:2013 Tieto ja dokumentointi Kirjastojen kansainvälinen tilastostandardi
 SFS-ISO 2789:2013 Tieto ja dokumentointi Kirjastojen kansainvälinen tilastostandardi Julkistustilaisuus Kirjastonjohtajien neuvottelupäivät, Lahti 1.10.2015 Markku Laitinen, Kansalliskirjasto Kirjastojen
SFS-ISO 2789:2013 Tieto ja dokumentointi Kirjastojen kansainvälinen tilastostandardi Julkistustilaisuus Kirjastonjohtajien neuvottelupäivät, Lahti 1.10.2015 Markku Laitinen, Kansalliskirjasto Kirjastojen
Ruokintalaitteiden kriittiset pisteet - Toimiva sikala hankkeen tuloksia
 Ruokintalaitteiden kriittiset pisteet - Toimiva sikala hankkeen tuloksia Maarit Hellstedt MTT Kotieläintuotannon tutkimus Sikatalouden tulosseminaari 4.11.2014, Tampere Aineisto Tilakäynti ja haastattelu
Ruokintalaitteiden kriittiset pisteet - Toimiva sikala hankkeen tuloksia Maarit Hellstedt MTT Kotieläintuotannon tutkimus Sikatalouden tulosseminaari 4.11.2014, Tampere Aineisto Tilakäynti ja haastattelu
Kunnossapidon kehittäminen
 Kunnossapidon kehittäminen Case: Isku-Yhtymä LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Mekatroniikka Opinnäytetyö Kevät 2017 Christian Sjöblom Lahden ammattikorkeakoulu
Kunnossapidon kehittäminen Case: Isku-Yhtymä LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Kone- ja tuotantotekniikan koulutusohjelma Mekatroniikka Opinnäytetyö Kevät 2017 Christian Sjöblom Lahden ammattikorkeakoulu
Ennakoiva kunnossapito teollisuuden sähköverkoissa. Oulun Energia Urakointi Oy Veli-Pekka Lehtikangas
 Ennakoiva kunnossapito teollisuuden sähköverkoissa Oulun Energia Urakointi Oy Veli-Pekka Lehtikangas 23.5.2018 Sähkölaitteiston käytönjohtajuus Milloin tarvitaan käytönjohtajaa? Sähköturvallisuuslaki,
Ennakoiva kunnossapito teollisuuden sähköverkoissa Oulun Energia Urakointi Oy Veli-Pekka Lehtikangas 23.5.2018 Sähkölaitteiston käytönjohtajuus Milloin tarvitaan käytönjohtajaa? Sähköturvallisuuslaki,
ANNEX TO EASA OPINION 06/2013. COMMISSION REGULATION (EU) No /.. of XXX
 No /.. of XXX") EUROPEAN COMMISSION Brussels, XXX (2013) XXX draft ANNEX TO EASA OPINION 06/2013 COMMISSION REGULATION (EU) No /.. of XXX amending Commission Regulation (EC) No 2042/2003, on the continuing airworthiness
EUROPEAN COMMISSION Brussels, XXX (2013) XXX draft ANNEX TO EASA OPINION 06/2013 COMMISSION REGULATION (EU) No /.. of XXX amending Commission Regulation (EC) No 2042/2003, on the continuing airworthiness
INSTA 800 -standardin kuulumiset
 INSTA 800 -standardin kuulumiset Puhtausalan kehityspäivä Tarja Valkosalo SSTL Puhtausala ry TOIMIALAN KEHITTÄJÄ Taustaa Pohjoismainen standardi, käytössä myös Virossa Standardi julkaistu syyskuussa 2000,
INSTA 800 -standardin kuulumiset Puhtausalan kehityspäivä Tarja Valkosalo SSTL Puhtausala ry TOIMIALAN KEHITTÄJÄ Taustaa Pohjoismainen standardi, käytössä myös Virossa Standardi julkaistu syyskuussa 2000,
KRIITTISYYSANALYYSIN KEHITTÄMINEN KEMIANALAN TUOTANTOLAITOKSEEN
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Ville Heino KRIITTISYYSANALYYSIN KEHITTÄMINEN KEMIANALAN TUOTANTOLAITOKSEEN Työn tarkastajat: Työn ohjaaja: Professori Juha Varis
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone Ville Heino KRIITTISYYSANALYYSIN KEHITTÄMINEN KEMIANALAN TUOTANTOLAITOKSEEN Työn tarkastajat: Työn ohjaaja: Professori Juha Varis
The Scandinavian standard in electrical enclosures.
 The Scandinavian standard in electrical enclosures. Yritys Finelcomp Oy on vuonna 1988 perustettu sähkökeskusmekaniikkaa valmistava yritys. Yritys tuottaa ratkaisuja sähkönjakelu- ja telelaitteiden kotelointi-
The Scandinavian standard in electrical enclosures. Yritys Finelcomp Oy on vuonna 1988 perustettu sähkökeskusmekaniikkaa valmistava yritys. Yritys tuottaa ratkaisuja sähkönjakelu- ja telelaitteiden kotelointi-
MODERNISAATIO. Edullinen tapa maksimoida suorituskyky ja säästää luontoa. 2010 Konecranes. Kaikki oikeudet pidätetään. 11.5.2011 1 Modernisaatio
 MODERNISAAIO Edullinen tapa maksimoida suorituskyky ja säästää luontoa 11.5.2011 1 Modernisaatio 11.5.2011 2 Modernisaatio MODERNISAAIO ON AVAIN OPIMOINIIN urvallinen ja luotettava nosturi on häiriöttömän
MODERNISAAIO Edullinen tapa maksimoida suorituskyky ja säästää luontoa 11.5.2011 1 Modernisaatio 11.5.2011 2 Modernisaatio MODERNISAAIO ON AVAIN OPIMOINIIN urvallinen ja luotettava nosturi on häiriöttömän
Reilun Pelin työkalupakki: Kiireen vähentäminen
 Reilun Pelin työkalupakki: Kiireen vähentäminen Tavoitteet Tämän toimintamallin avulla opit määrittelemään kiireen. Työyhteisösi oppii tunnistamaan toistuvan, kuormittavan kiireen sekä etsimään sen syitä
Reilun Pelin työkalupakki: Kiireen vähentäminen Tavoitteet Tämän toimintamallin avulla opit määrittelemään kiireen. Työyhteisösi oppii tunnistamaan toistuvan, kuormittavan kiireen sekä etsimään sen syitä
Engineering. Tuotantoa tukeva laite. Tuotannon laite. Kiinteistö
 Engineering Kunnossapito Logistiikka Tuotannon laite Tuotantoa tukeva laite Kiinteistö 1.1 Tuotannon laitteessa ilmenee ongelma 1.2 Ei Onko ongelmalla välitön vaikutus tuotantoon? Kyllä 1.3.1 Ongelman
Engineering Kunnossapito Logistiikka Tuotannon laite Tuotantoa tukeva laite Kiinteistö 1.1 Tuotannon laitteessa ilmenee ongelma 1.2 Ei Onko ongelmalla välitön vaikutus tuotantoon? Kyllä 1.3.1 Ongelman
Asennusohje. 7340069 v.2
 FI Asennusohje 7340069 v.2 FI IMP PUMS vakuuttaa, että nämä tuotteet ovat seuraavien EU-direktiivien vaatimusten mukaisia: FI Vianmääritys Vika Syy Korjaus Pumppu ei Virransyöttövika Tarkasta
FI Asennusohje 7340069 v.2 FI IMP PUMS vakuuttaa, että nämä tuotteet ovat seuraavien EU-direktiivien vaatimusten mukaisia: FI Vianmääritys Vika Syy Korjaus Pumppu ei Virransyöttövika Tarkasta
Monipuolisen yhteistyön haaste pyrittäessä korkealle
 1 Monipuolisen yhteistyön haaste pyrittäessä korkealle Markus Hellström 2 Esityksen kiteytys 3 Esityksen sisältö Tavoite ja sen merkitys liiketoiminnan johtamisessa Miten vien liiketoiminnan tavoitteeseen?
1 Monipuolisen yhteistyön haaste pyrittäessä korkealle Markus Hellström 2 Esityksen kiteytys 3 Esityksen sisältö Tavoite ja sen merkitys liiketoiminnan johtamisessa Miten vien liiketoiminnan tavoitteeseen?
Toyota Material Handling. Työturvallisuus. www.toyota-forklifts.fi
 Toyota Material Handling Työturvallisuus www.toyota-forklifts.fi Trukkien turvallisuus -Ei mikään pieni asia Yrityksen vastuu trukkien työturvallisuudesta: Suomessa on aktiivikäytössä noin 30 000 trukkia.
Toyota Material Handling Työturvallisuus www.toyota-forklifts.fi Trukkien turvallisuus -Ei mikään pieni asia Yrityksen vastuu trukkien työturvallisuudesta: Suomessa on aktiivikäytössä noin 30 000 trukkia.
Vaihteistojen. huollot ja modernisoinnit. K a t s a - Geared for you
 Vaihteistojen huollot ja modernisoinnit K a t s a - Geared for you 2 Vaihdehuoltopalvelut Katsa Huolto palvelee teollisuuden vaihdehuolto-ja korjaustarpeissa alkuperäisvalmistajasta riippumatta. Palvelumme
Vaihteistojen huollot ja modernisoinnit K a t s a - Geared for you 2 Vaihdehuoltopalvelut Katsa Huolto palvelee teollisuuden vaihdehuolto-ja korjaustarpeissa alkuperäisvalmistajasta riippumatta. Palvelumme
itsmf Finland Conference 2016 Focus Markus Leinonen COBIT ja governance
 itsmf Finland Conference 2016 Focus Markus Leinonen COBIT ja governance Markus Leinonen M.Sc. (Econ.), CIA, CISA Senior Manager, Internal Controls Cargotec Oyj 1984 1986 1992 1995 1997 1997 2002 2002 2008
itsmf Finland Conference 2016 Focus Markus Leinonen COBIT ja governance Markus Leinonen M.Sc. (Econ.), CIA, CISA Senior Manager, Internal Controls Cargotec Oyj 1984 1986 1992 1995 1997 1997 2002 2002 2008
Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa
 Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa Laikas Oy on vuonna 2005 perustettu tekniseen tukkukauppaan ja huoltopalveluihin erikoistunut perheyritys. Päätoimipaikkamme on Vieremällä
Laikas Oy on toimialueensa MARKKINAJOHTAJA konepajateollisuudessa Laikas Oy on vuonna 2005 perustettu tekniseen tukkukauppaan ja huoltopalveluihin erikoistunut perheyritys. Päätoimipaikkamme on Vieremällä
Siimasta toteutettu keinolihas
 AS 0.3200 Automaatio ja systeemitekniikan projektityöt Projektisuunnitelma: Siimasta toteutettu keinolihas Laura Gröhn 224417 Mikko Kyllönen 221177 Lauri Liukko Sipi 84702A Susanna Porkka 225131 3.2.2015
AS 0.3200 Automaatio ja systeemitekniikan projektityöt Projektisuunnitelma: Siimasta toteutettu keinolihas Laura Gröhn 224417 Mikko Kyllönen 221177 Lauri Liukko Sipi 84702A Susanna Porkka 225131 3.2.2015
Kunnossapitosuunnitelma
 Kunnossapitosuunnitelma Us Wood Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Puutekniikka Opinnäytetyö Kevät 2017 Joel Kurki Lahden ammattikorkeakoulu Materiaalitekniikka KURKI, JOEL:
Kunnossapitosuunnitelma Us Wood Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Puutekniikka Opinnäytetyö Kevät 2017 Joel Kurki Lahden ammattikorkeakoulu Materiaalitekniikka KURKI, JOEL:
Kari Murro KUNNOSSAPITOSUUNNITELMA. Kone- ja Tuotantotekniikan koulutusohjelma 2017
 1 Kari Murro KUNNOSSAPITOSUUNNITELMA Kone- ja Tuotantotekniikan koulutusohjelma 2017 2 KUNNOSSAPITISUUNNITELMA Murro, Kari Satakunnan ammattikorkeakoulu Kone- ja tuotantotekniikan koulutusohjelma Toukokuu
1 Kari Murro KUNNOSSAPITOSUUNNITELMA Kone- ja Tuotantotekniikan koulutusohjelma 2017 2 KUNNOSSAPITISUUNNITELMA Murro, Kari Satakunnan ammattikorkeakoulu Kone- ja tuotantotekniikan koulutusohjelma Toukokuu
Laatusertifikaattien hyödyntäminen elintarvikevalvonnassa tarkastukset ja auditoinnit
 Laatusertifikaattien hyödyntäminen elintarvikevalvonnassa tarkastukset ja auditoinnit EHY:n koulutuspäivät 14-15.4.2016 Janne Lundén elintarvikevalvonnan yliopistonlehtori Elintarvikehygienian ja ympäristöterveyden
Laatusertifikaattien hyödyntäminen elintarvikevalvonnassa tarkastukset ja auditoinnit EHY:n koulutuspäivät 14-15.4.2016 Janne Lundén elintarvikevalvonnan yliopistonlehtori Elintarvikehygienian ja ympäristöterveyden
Maastoreittien turvallisuus kuluttajaturvallisuuslain kannalta
 Turvallisuus- ja kemikaalivirasto (Tukes) Mervi Murtonen Maastoreittien turvallisuus kuluttajaturvallisuuslain kannalta REILA-hankkeen loppuseminaari 14.8.2018, Rovaniemi Valokuvat: Joona Kotilainen, Pixabay
Turvallisuus- ja kemikaalivirasto (Tukes) Mervi Murtonen Maastoreittien turvallisuus kuluttajaturvallisuuslain kannalta REILA-hankkeen loppuseminaari 14.8.2018, Rovaniemi Valokuvat: Joona Kotilainen, Pixabay
Työmaa-aikataulun tekeminen ja noudattaminen. 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen
 Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
Työmaa-aikataulun tekeminen ja noudattaminen 1 16.5.2016 Skanska Talonrakennus Oy Vesa Hintukainen Takuutoimenpiteet Työn tekeminen uudelleen Laite- ja konehäiriöt Tarpeeton materiaalin käsittely Tarpeettomat
HD Lumilinko Avant 600-sarjaan
 HD Lumilinko Avant 600-sarjaan Tuotenumero A21195 2 1. Alkusanat Avant Tecno Oy haluaa kiittää teitä siitä, että olette hankkineet Avant-työlaitteen. Se on suunniteltu ja valmistettu pitkällisen tuotekehityksen
HD Lumilinko Avant 600-sarjaan Tuotenumero A21195 2 1. Alkusanat Avant Tecno Oy haluaa kiittää teitä siitä, että olette hankkineet Avant-työlaitteen. Se on suunniteltu ja valmistettu pitkällisen tuotekehityksen
Tuotannon luotettavuus
 Tuotannon luotettavuus Tuomas Särkilahti Skanska Talonrakennus Oy 1 Sisältö 1. Skanskan Luotettavan Tuotannon Toimintapa (LTT) 2. Miksi tuotannon luotettavuus on tärkeää 3. Miten varmistamme luotettavan
Tuotannon luotettavuus Tuomas Särkilahti Skanska Talonrakennus Oy 1 Sisältö 1. Skanskan Luotettavan Tuotannon Toimintapa (LTT) 2. Miksi tuotannon luotettavuus on tärkeää 3. Miten varmistamme luotettavan
Henri Kivioja PIENTALON HUOLTOKIRJA
 Henri Kivioja PIENTALON HUOLTOKIRJA PIENTALON HUOLTOKIRJA Henri Kivioja Opinnäytetyö Syksy 2016 Rakennusalan työnjohdon koulutusohjelma Oulun ammattikorkeakoulu TIIVISTELMÄ Oulun ammattikorkeakoulu Rakennusalan
Henri Kivioja PIENTALON HUOLTOKIRJA PIENTALON HUOLTOKIRJA Henri Kivioja Opinnäytetyö Syksy 2016 Rakennusalan työnjohdon koulutusohjelma Oulun ammattikorkeakoulu TIIVISTELMÄ Oulun ammattikorkeakoulu Rakennusalan
Miten tietojärjestelmän laatu näkyy yrityksen tuloksessa? Esko Hannula, CEO Qentinel 20.01.2011
 Miten tietojärjestelmän laatu näkyy yrityksen tuloksessa? Esko Hannula, CEO Qentinel 20.01.2011 Tietojärjestelmän laatu on rahaa Suurempi liikevaihto Parempi tuottavuus Parempi riskinhallinta Yritykset
Miten tietojärjestelmän laatu näkyy yrityksen tuloksessa? Esko Hannula, CEO Qentinel 20.01.2011 Tietojärjestelmän laatu on rahaa Suurempi liikevaihto Parempi tuottavuus Parempi riskinhallinta Yritykset
LÄÄKINTÄLAITTEEN VASTAANOTTOTARKASTUS
 LÄÄKINTÄLAITTEEN VASTAANOTTOTARKASTUS SGS Fimko Oy Ilpo Pöyhönen Ilpo.Poyhonen@sgs.com Hermiankatu 12 B 33720 Tampere, Finland Puh. 043 8251326 MISTÄ PUHUTAAN Tarkoitus Vastaako hankinnassa sovitut asiat
LÄÄKINTÄLAITTEEN VASTAANOTTOTARKASTUS SGS Fimko Oy Ilpo Pöyhönen Ilpo.Poyhonen@sgs.com Hermiankatu 12 B 33720 Tampere, Finland Puh. 043 8251326 MISTÄ PUHUTAAN Tarkoitus Vastaako hankinnassa sovitut asiat
Käyttöohje. Asiakaspalvelu. Lue tämä käyttöohje aina ennen Stedox. Supportin käyttöä ja asennusta.
 Me haluamme tehdä työnteosta helpompaa, tehokkaampaa ja turvallisempaa rakentajille ympäri maailman kehittämällä luovia menetelmiä ja työkaluja, jotka helpottavat rakennusalan asennustöitä. Oikeanlaisilla
Me haluamme tehdä työnteosta helpompaa, tehokkaampaa ja turvallisempaa rakentajille ympäri maailman kehittämällä luovia menetelmiä ja työkaluja, jotka helpottavat rakennusalan asennustöitä. Oikeanlaisilla
Software product lines
 Thomas Gustafsson, Henrik Heikkilä Software product lines Metropolia Ammattikorkeakoulu Insinööri (AMK) Tietotekniikan koulutusohjelma Asiantuntijateksti 17.11.2013 Sisällys 1 Johdanto 1 2 Software product
Thomas Gustafsson, Henrik Heikkilä Software product lines Metropolia Ammattikorkeakoulu Insinööri (AMK) Tietotekniikan koulutusohjelma Asiantuntijateksti 17.11.2013 Sisällys 1 Johdanto 1 2 Software product
ABB Drives and Controls, 26.05.2015 Koneenrakentajan ja laitetoimittajan yhteistoiminta toiminnallisen turvallisuuden varmistamisessa
 ABB Drives and Controls, 26.05.2015 Koneenrakentajan ja laitetoimittajan yhteistoiminta toiminnallisen turvallisuuden varmistamisessa Sisältö 1. Koneenrakentajan haasteita koneiden turvallistamisessa 2.
ABB Drives and Controls, 26.05.2015 Koneenrakentajan ja laitetoimittajan yhteistoiminta toiminnallisen turvallisuuden varmistamisessa Sisältö 1. Koneenrakentajan haasteita koneiden turvallistamisessa 2.
Taloyhtiöiden ennakointi ja varautuminen korjauksiin
 Taloyhtiöiden ennakointi ja varautuminen korjauksiin Hissi- ja esteettömyysseminaari Oulu 17.11.2016 Pekka Luoto toiminnanjohtaja Kiinteistöliitto Pohjois-Suomi Kiinteistöyhdistykset yhdessä Kiinteistöliiton
Taloyhtiöiden ennakointi ja varautuminen korjauksiin Hissi- ja esteettömyysseminaari Oulu 17.11.2016 Pekka Luoto toiminnanjohtaja Kiinteistöliitto Pohjois-Suomi Kiinteistöyhdistykset yhdessä Kiinteistöliiton
POHJOIS-KARJALAN AMMATTIKORKEAKOULU Tietotekniikan koulutusohjelma. Mikael Partanen VAATIMUSMÄÄRITTELYT
 POHJOIS-KARJALAN AMMATTIKORKEAKOULU Tietotekniikan koulutusohjelma Mikael Partanen VAATIMUSMÄÄRITTELYT Opinnäytetyö Syyskuu 2011 SISÄLTÖ 1 JOHDANTO... 3 2 KÄSITTEET... 3 2.1 Kiinteistöautomaatio... 3 2.2
POHJOIS-KARJALAN AMMATTIKORKEAKOULU Tietotekniikan koulutusohjelma Mikael Partanen VAATIMUSMÄÄRITTELYT Opinnäytetyö Syyskuu 2011 SISÄLTÖ 1 JOHDANTO... 3 2 KÄSITTEET... 3 2.1 Kiinteistöautomaatio... 3 2.2
POHJOIS-SUOMEN TALOKESKUS OY
 KUNTOARVIO JA KUNNOSSAPITOTARVESELVITYS Pekka Seppänen LVI- Insinööri Kuntoarvioija, PKA Tero Pyykkönen Rakennusinsinööri Kuntotarkastaja, AKK Molemmilla energiatodistuksen antajan pätevyys, PETA Kuka
KUNTOARVIO JA KUNNOSSAPITOTARVESELVITYS Pekka Seppänen LVI- Insinööri Kuntoarvioija, PKA Tero Pyykkönen Rakennusinsinööri Kuntotarkastaja, AKK Molemmilla energiatodistuksen antajan pätevyys, PETA Kuka
Suunnitelmallinen kiinteistönpito asunto-osakeyhtiössä. Taloyhtiö 2014 1.4.2014 Helsingin Messukeskus Rakennusneuvos Erkki Laitinen
 Suunnitelmallinen kiinteistönpito asunto-osakeyhtiössä Taloyhtiö 2014 1.4.2014 Helsingin Messukeskus Rakennusneuvos Erkki Laitinen Taloyhtiöillä ja muilla rakennusten omistajilla edessä suuria haasteita.
Suunnitelmallinen kiinteistönpito asunto-osakeyhtiössä Taloyhtiö 2014 1.4.2014 Helsingin Messukeskus Rakennusneuvos Erkki Laitinen Taloyhtiöillä ja muilla rakennusten omistajilla edessä suuria haasteita.
TURVAVALO-OPAS Kiinteistön omistajalle ja haltijalle
 TURVAVALO-OPAS Kiinteistön omistajalle ja haltijalle Turvavalo-opas kiinteistön omistajalle ja haltijalle antaa tietoa siitä millaisia velvoitteita kiinteistön omistajalla ja haltijalla on liittyen kiinteistön
TURVAVALO-OPAS Kiinteistön omistajalle ja haltijalle Turvavalo-opas kiinteistön omistajalle ja haltijalle antaa tietoa siitä millaisia velvoitteita kiinteistön omistajalla ja haltijalla on liittyen kiinteistön
Liiketoiminnan johtaminen
 MaitoManageri johtaminen ja johtajuus-kysely Liiketoiminnan johtaminen 1. Osaan määrittää yrityksellemme tulevaisuuden vision (tavoitetilan) 2. Viestin siten, että kaikki tilalla työskentelevät ovat tietoisia
MaitoManageri johtaminen ja johtajuus-kysely Liiketoiminnan johtaminen 1. Osaan määrittää yrityksellemme tulevaisuuden vision (tavoitetilan) 2. Viestin siten, että kaikki tilalla työskentelevät ovat tietoisia
Taloyhtiöiden ennakointi ja varautuminen korjauksiin
 Taloyhtiöiden ennakointi ja varautuminen korjauksiin Hissi- ja esteettömyysseminaari Oulu 17.11.2016 Pekka Luoto toiminnanjohtaja Kiinteistöliitto Pohjois-Suomi Kiinteistöyhdistykset yhdessä Kiinteistöliiton
Taloyhtiöiden ennakointi ja varautuminen korjauksiin Hissi- ja esteettömyysseminaari Oulu 17.11.2016 Pekka Luoto toiminnanjohtaja Kiinteistöliitto Pohjois-Suomi Kiinteistöyhdistykset yhdessä Kiinteistöliiton
HUOLTO-OHJELMA HO-969-0
 HUOLTO-OHJELMA HO-969-0 muutostaso 0 04.08.2009 sivu1/13 1. Sisällys Sivu Kappaleet Sisältö 1 1 2 3 4 5 Sisällys Kohde Käyttö Vastuuhenkilö Ohjelman tarkastukset 2 6 7 Toiminnan kuvaus Muutokset Huolto-ohjeeseen
HUOLTO-OHJELMA HO-969-0 muutostaso 0 04.08.2009 sivu1/13 1. Sisällys Sivu Kappaleet Sisältö 1 1 2 3 4 5 Sisällys Kohde Käyttö Vastuuhenkilö Ohjelman tarkastukset 2 6 7 Toiminnan kuvaus Muutokset Huolto-ohjeeseen
SATAFOOD KEHITTÄMISYHDISTYS RY. Laatujärjestelmät yrityksen toiminnan tehostajana 4.3.2015. Marika Kilpivuori ISO 9001 ISO / FSSC 22000 ISO 14001
 SATAFOOD KEHITTÄMISYHDISTYS RY Laatujärjestelmät yrityksen toiminnan tehostajana 4.3.2015 Marika Kilpivuori OMAVALVONTA ISO 9001 ISO / FSSC 22000 BRC ISO 14001 OHSAS 18001 IFS 1 MIKSI OMAVALVONTA EI AINA
SATAFOOD KEHITTÄMISYHDISTYS RY Laatujärjestelmät yrityksen toiminnan tehostajana 4.3.2015 Marika Kilpivuori OMAVALVONTA ISO 9001 ISO / FSSC 22000 BRC ISO 14001 OHSAS 18001 IFS 1 MIKSI OMAVALVONTA EI AINA
Nopea, hiljainen ja erittäin taloudellinen ilmanpoisto
 Your reliable partner Nopea, hiljainen ja erittäin taloudellinen ilmanpoisto Vacumat Eco tehokas joka tavalla Veden laatu vaikuttaa tehokkuuteen Veden laatu vaikuttaa jäähdytys- ja lämmitysjärjestelmien
Your reliable partner Nopea, hiljainen ja erittäin taloudellinen ilmanpoisto Vacumat Eco tehokas joka tavalla Veden laatu vaikuttaa tehokkuuteen Veden laatu vaikuttaa jäähdytys- ja lämmitysjärjestelmien
Kunnossapitosuunnitelma Enon Energiaosuuskunnalle. Markus Tanninen 5.4.2013
 Kunnossapitosuunnitelma Enon Energiaosuuskunnalle Markus Tanninen 5.4.2013 Tausta ja tavoitteet Kehittää itseä kaukolämmön asiantuntijana Tutustua aluelämmönjakelun ongelmakohtiin Kehittää löytyneisiin
Kunnossapitosuunnitelma Enon Energiaosuuskunnalle Markus Tanninen 5.4.2013 Tausta ja tavoitteet Kehittää itseä kaukolämmön asiantuntijana Tutustua aluelämmönjakelun ongelmakohtiin Kehittää löytyneisiin
Projektisuunnitelma: Vesipistekohtainen veden kulutuksen seuranta, syksy Mikko Kyllönen Matti Marttinen Vili Tuomisaari
 Projektisuunnitelma: Vesipistekohtainen veden kulutuksen seuranta, syksy 2015 Mikko Kyllönen Matti Marttinen Vili Tuomisaari Projektin tavoite Tämän projektin tavoitteena on kehittää prototyyppi järjestelmästä,
Projektisuunnitelma: Vesipistekohtainen veden kulutuksen seuranta, syksy 2015 Mikko Kyllönen Matti Marttinen Vili Tuomisaari Projektin tavoite Tämän projektin tavoitteena on kehittää prototyyppi järjestelmästä,
Miten huolletaan 11/30/09. Aki Suokas
 Miten huolletaan 11/30/09 Aki Suokas Lentokelpoisuuden perusfilosofia uusi ilma-alus käyttöön OPEROINTIA Lentokelpoisuuden hallinta HUOLTO Lentokelpoisuuden tarkastukset "katsastus" myynti pois Lentokelpoisuuden
Miten huolletaan 11/30/09 Aki Suokas Lentokelpoisuuden perusfilosofia uusi ilma-alus käyttöön OPEROINTIA Lentokelpoisuuden hallinta HUOLTO Lentokelpoisuuden tarkastukset "katsastus" myynti pois Lentokelpoisuuden
Muistitko soittaa asiakkaallesi?
 webcrm Finland 1 webcrm Finland Muistitko soittaa asiakkaallesi? Riippumatta siitä, oletko myyntipäällikkö, markkinoija vai työskenteletkö HR tehtävissä, voit käyttää CRM ratkaisua erilaisiin tarpeisiin.
webcrm Finland 1 webcrm Finland Muistitko soittaa asiakkaallesi? Riippumatta siitä, oletko myyntipäällikkö, markkinoija vai työskenteletkö HR tehtävissä, voit käyttää CRM ratkaisua erilaisiin tarpeisiin.
RIMATEX OY VESIVAHINKOJEN KOSTEUSKARTOITUS " # $ %& (! ) *! + + +, " # $ %& (, - #!
 *! + + +, # $ %& (, - #!") RIMATEX OY VESIVAHINKOJEN KOSTEUSKARTOITUS " # $ %& ( ) * + + +, " # $ %& (, - # " # $ %& ( ) * + + +, " # $ %& (, - # "#$%&'(&%)*(+++ +++ KARTOITUKSEN TILAAJA Nimi: Osoite: Kimmo Laipio Kruunutie 5 B
RIMATEX OY VESIVAHINKOJEN KOSTEUSKARTOITUS " # $ %& ( ) * + + +, " # $ %& (, - # " # $ %& ( ) * + + +, " # $ %& (, - # "#$%&'(&%)*(+++ +++ KARTOITUKSEN TILAAJA Nimi: Osoite: Kimmo Laipio Kruunutie 5 B
Kunnossapito osana riskienhallintaa ja onnettomuuksien torjuntaa,case Metso
 Kunnossapito osana riskienhallintaa ja onnettomuuksien torjuntaa,case Metso Silja Symphony 12.12.2007 Heljo Laukkala Riskienhallintajohtaja Metso Oyj Metso lyhyesti Metso on kansainvälinen teknologiakonserni,
Kunnossapito osana riskienhallintaa ja onnettomuuksien torjuntaa,case Metso Silja Symphony 12.12.2007 Heljo Laukkala Riskienhallintajohtaja Metso Oyj Metso lyhyesti Metso on kansainvälinen teknologiakonserni,