Profiilien. suunnittelu
|
|
|
- Aino Majanlahti
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 Profiilien suunnittelu
2 Alumiiniseokset Puhdas alumiini on pehmeää ja hyvin muokattavaa. Joihinkin tarkoituksiin nämä ominaisuudet ovat toivottuja, mutta useimmiten puhtaan alumiinin lujuus ei riitä. Tämän takia on kehitetty suuri määrä alumiiniseoksia. Tärkeimmät seosaineet ovat pii (Si), magnesium (Mg), mangaani (Mn) ja sinkki (Zn). Zn Alumiinin lujuuden lisääminen T5 = valmistuslämpötilasta jäähdytetty ja keinovanhennettu l Mg Profiilien valmistuksessa käytettävät alumiiniseokset voidaan jakaa kahteen ryhmään: karkenevat ja karkenemattomat seokset. Karkenemattomien seosten lujuutta voidaan lisätä kylmämuokkauksella, kun taas karkenevien seosten lujittaminen tapahtuu ensisijaisesti lämpökäsittelyllä. Pursotetun profiilin kylmämuokkaus ei ole normaalisti mm. profiilimuodon vuoksi mahdollista.tästä syystä lämpökäsittely, jota kutsutaan erkaumakarkaisuksi, on hyvin tärkeä lujuusominaisuuksien parantaja. Karkaisu käsittää kaksi erillistä osaa:. Liuotushehkutus ja nopea jäähdytys. Erkautushehkutus (vanhennus) Vanhenemista tapahtuu jo huoneenlämpötilassa (luonnollinen vanheneminen), mutta yleensä erkautushehkutuksessa käytetään korkeampia lämpötiloja (keinovanhennus). T6 = liuotushehkutettu ja keinovanhennettu T76 = liuotushehkutettu ja ylivanhennettu (hyvän korroosionkestävyyden varmistamiseksi) Seostamattoman alumiinin sähkönja lämmönjohtavuus, muokattavuus ja korroosionkestävyys ovat yleensä paremmat kuin seostettujen laatujen. Tästä syystä puhdasta alumiinia käytetään paljon sähköteknisiin tarkoituksiin. Karkenemattomien laatujen yleisin seosaine on magnesium. AlMg-seoksilla on hyvä korroosionkestävyys klorideja sekä heikkoja alkaaleja vastaan. Seoksen lujuusarvot kasvavat magnesiummäärän kohotessa, mutta muokattavuus huononee vastaavasti. AlMg-seokset ovat hyvin yleisiä levyillä, mutta harvinaisia profiileina, koska kylmämuokkausmahdollisuus puuttuu. Pursotettujen profiilien toimitustiloille käytetään seuraavia merkintöjä: F = kuumamuokattu T4 = liuotushehkutettu ja luonnollisesti vanhentunut Si

3 Lujuusvaatimukset Seoksen tunnus SFS-EN 755- Nimelliskoostumus/ (seostus) % EN 573 AW-66 [Al MgSi] Mg,5 Si,5 AW-663 [Al Mg,7Si] Mg,7 Si,4 AW-663A 3) [Al Mg,7Si (A)] Mg,7 Si,5 Seostetut karkenevat AW-65A [Al SiMg (A)] Si,7 Mg,6 Mn,3 AW-68 [Al Si MgMn] Si, Mg,8 Mn,5 AW-6 [EAl MgSi] Mg,5 Si,4 AW-78 [Al Zn5MgZr] ) Toimitustila SFS-EN 55 T4 T5 T6 T6 T6 T6 T5 T6 T6 T6 R m min MPa ) Rp, min Mpa ) Murtovenymä ) A % min Kovuus HB (noin) Kimmomoduuli MPa Tiheys kg/dm 3,7,7,7,7,7,7,77 Lämpöpitenemiskerroin C, -6 / K Sähkönjohtavuus 3 IACS % Lämmönjohtavuus C, W/m K 9 4 Mekaaniset ominaisuudet Fysikaaliset ominaisuudet ) F = Kuumamuokattu T4 = Liuotushehkutettu ja luonnollisesti vanhentunut T5 = Valmistuslämpötilasta jäähdytetty ja keinovanhennettu T6 = Liuotushehkutettu ja keinovanhennettu ) Arvot ovat yleisimmille profiilimuodoille ja seinämävahvuuksille. 3) Seosaineiden koostumus poikkeaa hieman virallisesta standardista. Zn 5,3 Mg Zr, Seosvalikoima Karkenevien seosten ryhmässä ovat tärkeimmät 6 -sarjan alumiini-magnesium-pii -seokset AW-66 ja AW-663. Hyvät lujuusominaisuudet lämpökäsiteltyinä, hyvä korroosionkestävyys ja huokea hinta ovat tehneet näistä seoksista pursotettujen profiilien osalta ylivoimaisesti suosituimmat. Lisäksi ne ovat hyvin anodisoituvia, mikä on erittäin tärkeää arkkitehtonisessa käytössä, esim. julkisivurakenteissa, ovissa, ikkunoissa jne. Näistä seoksista voidaan pursottaa monimuotoisia pinnanlaadultaan vaativia profiileja. Toimitustilassa T6 seoksen AW-663,-rajan vaatimus on 7 MPa. Vaikea profiilimuoto, paksut seinämät, seinämän paksuusvaihtelut ja suuret pinnanlaatuvaatimukset suosivat toimitustilaa T5, jolloin profiilin,-rajavaatimus putoaa arvoon MPa. Haluttaessa suurempia lujuusarvoja, esim. toimitustilan T6,-rajaksi arvoa 7 MPa, on siitä erikseen profiilikohtaisesti valmistajan kanssa sovittava, jolloin voidaan käyttää seosvarianttia AW-663A. Samaan ryhmään kuuluvat myös seokset AW-68 ja AW-65A. Niillä on paremmat lujuusominaisuudet kuin seoksella AW-663. Seoksen AW-68,-rajan minimiarvo on toimitustilalle T6 6 MPa ja seoksen AW-65A 5 MPa. Seokset soveltuvat erinomaisesti erilaisiin konstruktiotarkoituksiin, myös kantaviin rakenteisiin, esim. antennimastoihin, siltarakenteisiin yms. 7-sarjan seos AW-78 on erityisesti kehitetty hitsattuja kantavia rakenteita varten. Tällä seoksella hitsausliitoksen lopullinen lujuus on vain hiukan pienempi kuin perusaineen. Tämän ryhmän lujimpia seoksia käytetään mm. lentokone teollisuudessa, jossa lujuus/paino tulee parhaiten oikeuksiinsa ja yhä enemmän myös muuhun kuljetuskalustoon, kuten rautatievaunuihin, kuormakoreihin yms. Toimitustilalle T6 on seoksen AW-78,-rajan minimiarvo 9 MPa ja toimitustilalle T76 6 MPa. 3 Mn
 F = Kuumamuokattu T4 = Liuotushehkutettu ja luonnollisesti vanhentunut T5 =")
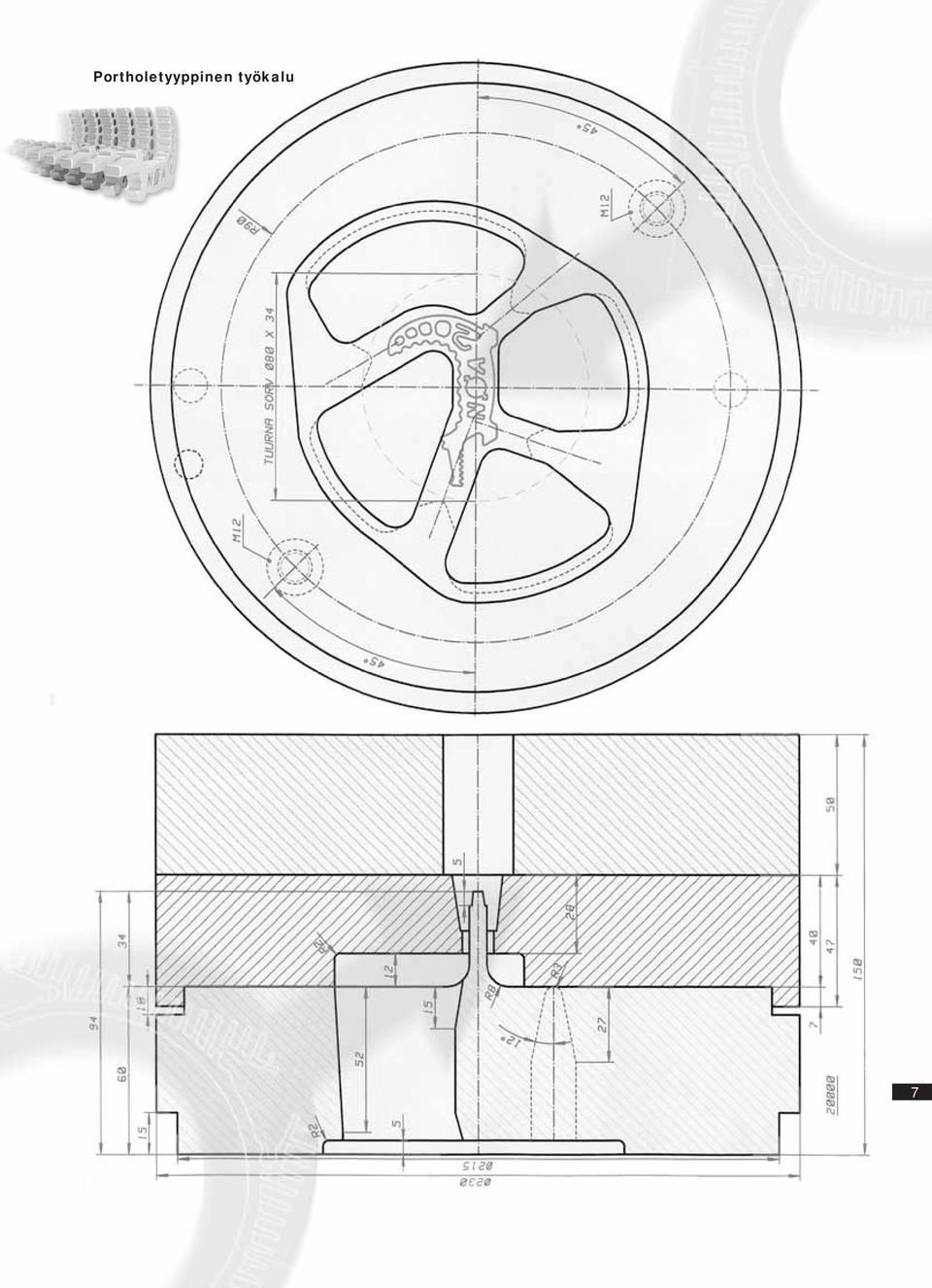
4 Profiilien suunnittelu Mn Pursotusmenetelmän merkittävä etu on työkalukustannusten alhaisuus. Tämä johtuu alumiinin suhteellisen alhaisesta kuumamuokkauslämpötilasta, joka on noin 5 C, jolloin kuumalujien työkaluterästen ominaisuudet ovat riittävät. Näin erikoisprofiilien räätälöinti melko pientäkin sarjaa varten on usein kannattavaa ja taloudellisuutta tukee mahdollisimman huolellinen suunnittelu. Zn Optimaalinen profiiliratkaisu on sellainen, että profiilista vain katkaisemalla, ilman muita työstöjä, saadaan valmis konstruktio-osa tai jopa valmis tuote. Tämä ei suinkaan aina ole mahdollista, mutta hyvällä suunnittelulla profiilin pituussuuntaiset työstöt voidaan minimoida tai päästä niistä eroon kokonaan. Poikittaissuuntaistenkin työstöjen tarvetta voidaan suunnitteluvaiheessa vähentää erityisesti paneutumalla liitoksiin huolella. Tärkeä vaihe erikoisprofiilin suunnittelussa on miettiä kaikki mahdolliset käyttösovellutukset ja tarvittavat yksityiskohdat. Ne eivät vaikuta työkalun hintaan mutta niiden huomioiminen heti alussa saattaa myöhemmin säästää työkalun muutoskustannuksia, tai kokonaan uuden työkalunkin. Pursotetut profiilit voidaan poikkileikkauksensa muodon perusteella jakaa joko kahteen tai kolmeen luokkaan. Avoin 3 Puoliontto Ontto 5 tetuissa profiileissa on onkaloa ympäröivissä seinämissä valmistuksen aikana hitsautuneita pituussuuntaisia saumoja, eikä profiilille voida luvata esimerkiksi kovin korkean paineen kestoa. Puoliontosta profiilista voidaan puhua silloin, kun sen sisällä ei ole suljettua onkaloa, vaan esimerkiksi niin syvä avautuva muoto, että sen valmistaminen ei onnistu yksinkertaisella suutintyökalulla. Tällöin joudutaan käyttämään onttojen profiilien tyyppistä työkalutekniikkaa. Avautuva muoto tehdään siltaosaan ripustetulla tuurnalla, kuten ontoissakin profiileissa. Aukon kohdalla tuurna ja suutin ovat kiinni toisissaan. Niiden saumakohdassa saattaa profiilissa olla hieman pursetta. Toinen vaihtoehto on järjestää suuttimessa olevan kielen etupuolelle kiinteä ripustus, joka on samaa ainetta suuttimen kanssa. Jälkimmäistä tyyppiä käytetään usein kampamaisten jäähdytysprofiilien työkaluissa. Edellä mainituista tyypeistä puoliontto on vähiten suositeltava. Määrittelyä helpottava laskentakaava löytyy seuraavalta aukeamalta. Vapauksia on 4 Si Muodon sanotaan olevan avoin, kun profiilin sisällä ei ole suljettua onkaloa ja profiili on muutenkin valmistettavissa vain suuttimesta muodostuvalla työkalulla. Teknisesti yksinkertaisimpana tällainen työkalu on hinnaltaan muita työkalutyyppejä edullisempi ja usein myös profiilin tuotantoarvot ovat paremmat, mikä vaikuttaa edullisesti profiilin hintaan. Ontossa profiilissa on puolestaan vähintäin yksi suljettu onkalo, jonka valmistamiseen tarvitaan monimutkaisempaa työkalutekniikkaa. Tällöin ulkomuodon antavan suutinosan edessä on erillinen siltaosa, johon onkalolle muodon antava tuurna on ripustettu. Tällä tekniikalla valmis Pursotettujen profiilien muotoilu on melko vapaata. Vaikka esimerkiksi hyvin kapeiden ja syvien hahlojen valmistaminen pursottamalla ei onnistu, päästään usein toiminnallisesti samaan lopputulokseen sopivalla muotoilulla. Tavanomaista profiilitekniikkaa ovat erilaiset poraamatta ja kierteyttämättä toimivat ruuvitaskut, jollaisia voidaan tehdä myös poikittaissuuntaisina. Samoin poikittaisten ruuvien kannat voidaan upottaa pinnan tasalle sopivasti muotoillulla uralla ja vastaavasti muttereita voidaan estää kiertymästä ruuvia kiristettäessä joko sopivilla laipoilla tai sijoittamalla mutteri oikein mitoitettuun uraan. Profiiliin muotoillut saranatoiminnot ja erilaiset avattavat tai pysyvästi lukkiutuvat napsautusliitokset ovat yleisesti

5 Si käytössä puhumattakaan kumi- tai harjatiivisteiden kiinnittämiseen käytetyistä urista. Myös puhtaasti ulkonäöllisiin muotoiluvaatimuksiin on pursotustekniikalla mahdollista vastata edullisin kustannuksin. Laadukkaassa tuotteessa itse toiminnallisuuden lisäksi on muotoilusta tullut tärkeä osatekijä. Tässä menetelmä paremminkin elää mukana, kuin rajoittaa. Hyvin suunnitelluilla liitoksilla voidaan helpostikin koota useista profiileista suuria kokonaisuuksia, jolloin yksittäisten profiilien kokorajoitukset eivät välttämättä ole mikään este suurprofiilin valmistamiseksi. Usein useampaan profiiliin jakaminen on taloudellisestikin järkevää, sillä kokonaistyökalukustannus voi yhteensä olla edullisempi kuin suuren profiilin yksittäinen työkalu ja liitoksista huolimatta konstruktion paino saattaa jäädä alhaisemmaksi pienten profiilien ohuempien seinämien vuoksi. lissa tapauksissa seinämäpaksuuksia on tarkasteltava erikseen. Valmistuksen kannalta toivottavin on tasainen ainepaksuus. Toisaalta pursotustekniikka melko hyvin sallii aineen sijoittamisen lujuusteknisesti oikein sinne, missä siitä on suurin hyöty. Suurimman ja pienimmän ainepaksuuden suhteen 6: ylittäminen lisää nopeasti vaikeuksia. Suositeltavaa on pyrkiä pysymään suhteen 4: alapuolella, jolloin silloinkin usein joudutaan työkaluissa käyttämään erikoisratkaisuja. Rajoituksiin kuuluu myös mitta- ja muototoleranssit, jotka koneistustoleransseihin verrattuna saattavat vaikuttaa väljiltä. Kyseessä on kuitenkin kuumamuokkausprosessin ominaisuus, eikä toleranssien suuruusluokkiin voi vaikuttaa. Hyvä profiilikonstruktio onkin suunniteltava niin, että se toimii normaaleilla profiilitoleransseilla. Kokemusta Zn mutta myös rajoituksia Toimittamiemme profiilien suurinta kokoa rajoittaa, paitsi puristimien rakenteelliset mitat, myös profiilin tyyppi. Koko ilmoitetaan ympäri piirretyn ympyrän halkaisijana. Avoin voi olla halkaisijaltaan 3, ontto 5 ja puoliontto mm. Muodosta ja mittasuhteista riippuen ontto ja puoliontto voivat eräissä tapauksissa olla hieman suurempiakin. Myös profiilin painolla on rajoituksensa.ylärajamme on 35 kg/m ja raskailla profiileilla suurimman lähtöaihion 4 kg:n nettopaino rajoittaa toimituspituutta. Muuten pintakäsittelemättömien profiilien maksimipituus on 4 m, maalattujen 8 m ja anodisoitujen 7 m. Alhaisin metripaino on puolestaan g/m, joskin tapauskohtaisesti pieni alitus on toisinaan mahdollinen. Ohuin käytännöllinen seinämäpaksuus riippuu sekä seoksesta että profiilityypistä. Seuraavan sivun käyrästöissä esitetyt paksuudet ovat vaikeusasteeltaan tavanomaisille muodoille sopivia perusmuodon minimipaksuuksia, joita pienissä yksityiskohdissa voidaan jonkin verran alittaa. Erityisen hanka- Tähän mennessä valmistamiemme yli 3 :n profiilimuodon ansiosta suunnitteluosastollamme on huomattava kokemus, joka on käytettävissänne. Paitsi profiilin muotoilun ja haluttujen toimintojen osalta, pystymme myös avustamaan sopivimman seoksen, toimitustilan ja pinnanlaatuluokan valinnassa. Samalla jo varhaisessa konseptivaiheessa pystyy myyntimme ottamaan kantaa kustannuksiin. On siis edullista, että suunnittelumme on mukana yhteistyössä jo mahdollisimman varhaisessa vaiheessa tutustuen asiakkaan tarpeeseen. Suunnitteluvaiheessa sähköiset yhteydet mahdollistavat lähes saumattoman yhteistyön asiakkaan ja oman suunnitteluhenkilöstömme välillä. Oma suunnitteluympäristömme on Verte ja sen lisäksi pystymme käsittelemään dwg- ja df-formaatteja. Suunnitteluosaamisemme on useaan otteeseen saanut kansainvälistäkin tunnustusta, mm. suunnittelukilpailujen palkintosijoina ja yhteistyössä asiakkaan kanssa suunniteltujen tuotteiden patentteina. Mg 5

6 Pintakäsittelynormit Puolionttojen profiilien määrittely Anodisointi kerrospaksuus: SFS-EN ISO 36 mukaan tiivistys: SFS-EN ISO 373- väri: visuaalinen tarkastus malliin vertaamalla Maalaus kerrospaksuus SFS-EN ISO 36 mukaan tarttuvuus: SFS-EN ISO 49 (pistokokein) kiilto: SFS 363 värisävy: CIELAB ma E, ulkonäkö: visuaalinen tarkastus Aukon leveys mm yli asti Suhde A:b 4 3,5 8 4, , b A 6 AW-66 AW-663 Seinämävahvuus min 3,5,5 AW-68 Seinämävahvuus min 4 3,5 3,5,5 AW-78 Ontot ja puoliontot Avoimet Ympäri piirretyn ympyrän halkaisija (mm) Seinämävahvuus min Seinämävahvuuden valintakäyrästöt Ontot ja puoliontot Avoimet Ympäri piirretyn ympyrän halkaisija (mm) Ontot ja puoliontot Avoimet Ympäri piirretyn ympyrän halkaisija (mm) -,5 Pyöristyssäteet Valmistus- ja työkaluteknisistä syistä on ns. terävä nurkka profiilissa aina jonkin verran pyöristetty. Nämä pyöristykset on esitetty seuraavissa taulukoissa. Seinämävahvuus mm yli asti Terävät sisä- ja ulkopyöristykset - 3,5 3 6,6 5,8 8, 8 3, 3 5,6 Ellei konstruktiosyistä ns. terävää nurkkaa tarvita, suositellaan käytettäväksi seuraavan taulukon mukaisia pyöristyksiä. s r r Seinämävahvuus mm Suositeltu pyöristys yli asti r r - 4,5,
 Ontot ja puoliontot Avoimet 5 5 5 3 Ympäri piirretyn ympyrän halkaisija (mm)")
7 Portholetyyppinen työkalu 7
8 Mitta- ja muototoleranssit Mitta- ja muototoleranssina käytämme standardia SFS-EN Suurempaa tarkkuutta vaativiin profiileihin voidaan sovittaessa soveltaa standardia SFS-EN -. EN AW-5A, EN AW-7A, EN AW-, EN AW-35, EN AW-33, EN AW-33 Ryhmä I EN AW55, EN AW-55A EN AW-6A, EN AW-6B, EN AW-65, EN AW-65A, EN AW-66 EN AW-68, EN AW-66, EN AW-663, EN AW-663A, EN AW-6463 EN AW-7, EN AW-, EN AW-A, EN AW-4, EN AW-4A EN AW-7A, EN AW-4, EN AW-3 EN AW-59 a, EN AW-55A, EN AW-55, EN AW-55, EN AW-554A EN AW-5454, EN AW-5754, EN AW-58, EN AW-586 Ryhmä II EN AW-6, EN AW-68, EN AW653, EN AW-66 EN AW-66, EN AW-66, EN AW-68, EN AW-68 EN AW-73, EN AW-75, EN AW-7, EN AW-7, EN AW-749A EN AW-775 a EN AW-59 on seoksen EN AW-556A uusi nimike E H A: Seinämäpaksuudet, lukuunottamatta onton profiilin onteloa ympäröiviä seinämiä. B: Onton profiilin onteloa ympäröivien seinämien paksuus, lukuunottamatta kahden ontelon välistä seinämää. C: Onton profiilin kahden ontelon välisen seinämän paksuus. E: Profiilin ulkopintaan avautuvan lyhyemmän laipan pituus. H: Kaikki muut mitat paitsi seinämän paksuus. Seosryhmä I I A H A B B H Mitta H Mitan H toleranssit ympäri piirretylle ympyrälle CD a b yli enintään CD H H <CD B C <CD 3 3<CD 5 ±,5 ±,3 ±,35 ±,4 5 ±,3 ±,4 ±,5 ±,6 5 5 ±,5 ±,6 ±,8 ±,9 5 ±,7 ±,9 ±, ±,3 5 ±, ±,3 ±,5 5 ±,3 ±,5 ±,8 3 ±,7 ±, 3 45 ±,8 Avautuvan profiiliin, ks. kuva mitan H toleranssiin avoimella alueella lisätään taulukon toleranssi. Mitta H Mitan H toleranssit ympäri piirretylle ympyrälle CD a b yli enintään CD <CD <CD 3 3<CD 5 8 Seosryhmä II ±,4 ±,5 ±,55 ±,6 5 ±,5 ±,7 ±,8 ±,9 5 5 ±,8 ±,9 ±, ±, 5 ±, ±, ±,3 ±,6 5 - ±,5 ±,7 ±,8 5 - ±,9 ±, ±,4 3 - ±,5 ±, ±3,5 Avautuvan profiiliin, ks. kuva mitan H toleranssiin avoimella alueella lisätään taulukon toleranssi.

9 Laskentaesimerkki Mitta H mm Mitta E mm Seosryhmä I Ympäripiirretty ympyrä CD - mm. Mitan H toleranssi on ±,4 mm (taul.), siihen lisätään taulukon h mukainen avautuvalle muodolle ±,6 mm. Kokonaistoleranssi on ±, mm. H Profiilien seinämäpaksuustoleranssit E Seosryhmät I ja II Mitta E yli enintään Avautuville poikkileikkausmitoille H taulukon toleransseihin tehtävät lisäykset. 3 ±,5 3 4 ±,5 4 6 ±,4 6 8 ±,5 8 ±,6 5 ±,8 5 5 ±, 5 8 ±, 8 ±,4 5 ±,6 5 ±,8 Seosryhmä I Nimellinen seinämäpaksuus A, B tai C Seinämäpaksuuden toleranssit Seinämäpaksuus A ympäripiirretty ympyrä Seinämäpaksuus B a ympäripiirretty ympyrä Seinämäpaksuus C ympäripiirretty ympyrä yli enintään CD <CD 3 3<CD 5 CD <CD 3 3<CD 5 CD <CD 3 3<CD 5,5 ±,5 ±, ±,5 ±, ±,3 ±,5 ±,35,5 3 ±,5 ±,5 ±,35 ±,5 ±,4 ±,6 ±,3 ±,5 ±, ±, ±,3 ±,4 ±,4 ±,6 ±,8 ±,5 ±,75 ±, 6 ±,5 ±,35 ±,45 ±,6 ±,8 ±, ±,75 ±, ±, 5 ±,3 ±,4 ±,5 ±,8 ±, ±, ±, ±, ±,5 5 ±,35 ±,45 ±,55 ±, ±,5 ±,7 ±,5 ±,9 ±, 3 ±,4 ±,5 ±,6 ±,5 ±,8 ±, ±,9 ±, ±,5 3 4 ±,45 ±,6 ±,7 ±, ±, ±,5 ±,7 4 5 ±,7 ±,8 Seosryhmmä II Nimellinen seinämäpaksuus A, B tai C Seinämäpaksuuden toleranssit Seinämäpaksuus A ympäripiirretty ympyrä Seinämäpaksuus B a ympäripiirretty ympyrä Seinämäpaksuus C ympäripiirretty ympyrä yli enintään CD <CD 3 3<CD 5 CD <CD 3 3<CD 5 CD <CD 3 3<CD 5,5 ±, ±,5 ±,35 ±,3 ±,4 ±,35 ±,5,5 3 ±,5 ±,3 ±,45 ±,35 ±,5 ±,7 ±,45 ±,65 ±,9 3 6 ±,3 ±,35 ±,6 ±,55 ±,7 ±,9 ±,6 ±,9 ±, 6 ±,35 ±,45 ±,65 ±,75 ±, ±, ±, ±,3 ±,5 5 ±,4 ±,5 ±,7 ±, ±,3 ±,5 ±,3 ±,7 ±,9 5 ±,45 ±,55 ±,75 ±,5 ±,8 ±, ±,9 ±, ±,5 3 ±,5 ±,6 ±,8 ±,8 ±, ±,5 ±, ±,7 ±3, 3 4 ±,6 ±,7 ±,9 ±,5 ±3, 4 5 ±,8 ±, 9

10 4. * (4.5) Pituus.7 Ympäripiirretyn ympyrän halkaisija CD Määrämittapituuksien L toleranssit 7 5 (3.4) * * f.4 yli enintään L L L + + L Muototoleranssit Suoruuspoikkeaman mittaaminen Suoruustoleranssit h enintään,5 mm/m ja mutkaisuus enintään,6 mm / 3 mm. ma,6 3 h >3 t Kuperuuden ja koveruuden mittaaminen F F W W Kuperuus- ja koveruustoleranssit Leveys W Suurin sallittu poikkeama F Ontot profiilit a yli enintään t t Avoimet profiilit 3 ±,3 ±, ±, 3 6 ±,4 ±,3 ±, o o 3 6 ±,6 ±,4 ±,4 5 ±,9 ±,6 ±,6 5 ±, ±,8 ±,8 3 ±,8 ±, ±, 3 4 ±,4 ±,6 ±,6 7 a Mikäli profiilin seinämäpaksuus vaihtelee mittausalueella, käytetään ohuinta seinämäpaksuutta. 8.7 f

11 Kaarevuustoleranssit Leveys W Kaarevuustoleranssi = toleranssiympyrän C halkaisija yli enintään 3,3 3 6,5 6 9,7 9, 5, 5,5 5, 5 3, , a Mikäli profiilin seinämäpaksuus vaihtelee mittausalueella, käytetään ohuinta seinämäpaksuutta. Kaarevuustoleranssien määrittäminen X C X W Kiertymien mittaaminen L W T Kiertymätoleranssit Kiertymätoleranssi T pituudella L. Leveys W Mitta pituudella mm a Koko profiilin pituudella L. yli enintään enintään 6 yli 6 3,,5 3, 3 5,5 3, 4, 5, 3,5 5,,5 5, 7, 3,5 6, 8, , 8,,5 L (L metreinä) a Pituuksille alle mm kiertymätoleransseista on sovittava ostajan ja toimittajan kesken. Muiden kuin suorien kulmien toleranssi on ±. Suorakulmaisuustoleranssit yli Leveys W enintään Suurin sallittu poikkeama Z Z 3,4 3 5,7 5 8, 8,4 W 8, 8 4, , 3 4 3,5
 a Pituuksille alle mm kiertymätoleransseista on sovittava ostajan ja toimittajan kesken.")
12 NORDIC ALUMINIUM OYJ Pl 7, 4 Kirkkonummi Puh. (9) 68 5, fa (9) 98 8 STURMAN OY / -3 / profinfo@nordicaluminium.fi

Profiilisuunnittelun käsikirja
 Profiilisuunnittelun käsikirja 10/2014 Ympäristö ja laatu 1 Tässä käsikirjassa 3 Purso Oy lyhyesti 4 Ympäristö ja laatu 6 Profiilin valmistus 7 Seosten ominaisuudet 10 Suulakkeet ja pursotettavuus 11 3Dmallinnus
Profiilisuunnittelun käsikirja 10/2014 Ympäristö ja laatu 1 Tässä käsikirjassa 3 Purso Oy lyhyesti 4 Ympäristö ja laatu 6 Profiilin valmistus 7 Seosten ominaisuudet 10 Suulakkeet ja pursotettavuus 11 3Dmallinnus
18 Hakemisto. Hakemisto
 18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
18 230 A Alumiini ja ympäristö... 29 Alumiini, kulutus ja käyttö... 13 Alumiini, käyttökohteet - aurinkopaneelit... 19 - folio... 25 - ilmailu ja avaruusteknologia... 28, 29 - juomatölkit... 26 - konepajateollisuus...
Metalliseokset. Alumiiniseokset. ValuAtlas Suunnittelijan perusopas Seija Meskanen, Tuula Höök
 Metalliseokset Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Alumiiniseokset Eri tavoin seostettu alumiini sopii kaikkiin yleisimpiin valumenetelmiin. Alumiiniseoksia
Metalliseokset Seija Meskanen Teknillinen korkeakoulu Tuula Höök Tampereen teknillinen yliopisto Alumiiniseokset Eri tavoin seostettu alumiini sopii kaikkiin yleisimpiin valumenetelmiin. Alumiiniseoksia
2.2 RAKENNETERÄSTUOTTEET
 2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET
 ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET 1. Laattojen rei itys...3 2. Laattojen kavennukset ja vakiovaraukset...4 3. Erikoiselementit...7 4. Hormien sijoittelu ontelolaatastossa...8 4.1 Hormi laatan
ONTELOLAATASTOJEN REI ITYKSET JA VARAUKSET 1. Laattojen rei itys...3 2. Laattojen kavennukset ja vakiovaraukset...4 3. Erikoiselementit...7 4. Hormien sijoittelu ontelolaatastossa...8 4.1 Hormi laatan
Suunnitteluohjeita tarkkuusvalukappaleelle
 Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
Suunnitteluohjeita tarkkuusvalukappaleelle Tavoitteena muotoilussa Near-net-shape (NNS) eli mahdollisimman lähelle lopullista muotoa minimi valukappaleen lastuamisella. SFS-ISO 8062 Tarkkuusvalulla saavutettava
Palvelumyynti. Palvelumyynti. Innovatiivinen alumiininjalostaja
 Palvelumyynti Palvelumyynti Innovatiivinen alumiininjalostaja Nordic Aluminium Oyj PL 117, 02401 Kirkkonummi Käyntiosoite: Kaapelitie 68, 02490 Pikkala Puh. (09) 68 251, fax (09) 298 2154, www.nordicaluminium.fi
Palvelumyynti Palvelumyynti Innovatiivinen alumiininjalostaja Nordic Aluminium Oyj PL 117, 02401 Kirkkonummi Käyntiosoite: Kaapelitie 68, 02490 Pikkala Puh. (09) 68 251, fax (09) 298 2154, www.nordicaluminium.fi
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Alumiinin ominaisuuksia
 Alumiini Alumiini Maaperän yleisin metalli Kuuluu kevytmetalleihin Teräksen jälkeen käytetyin metalli Käytetty n. 110 v. Myrkytön Epämagneettinen Kipinöimätön 1 Alumiinin ominaisuuksia Tiheys, ~ teräs/3
Alumiini Alumiini Maaperän yleisin metalli Kuuluu kevytmetalleihin Teräksen jälkeen käytetyin metalli Käytetty n. 110 v. Myrkytön Epämagneettinen Kipinöimätön 1 Alumiinin ominaisuuksia Tiheys, ~ teräs/3
Uponor-paineputkijärjestelmä PE100 turvallinen valinta juoma- ja jätevesien johtamiseen 04 I
 U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - p a i n e p u t k i - j ä r j e s t e l m ä p e 10 0 Uponor-paineputkijärjestelmä PE100 turvallinen valinta juoma-
U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - p a i n e p u t k i - j ä r j e s t e l m ä p e 10 0 Uponor-paineputkijärjestelmä PE100 turvallinen valinta juoma-
2. RAKENNETERÄKSET 2.2 RAKENNETERÄSTUOTTEET
 2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
Alumiinivalujen raaka-ainestandardit
 www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
www.alteams.com Mitä on standardi? Normi, Normaalityyppi Vakio-, yleis- Voiko standardista poiketa? Miksei voisi, kun asiakkaan ja toimittajan kanssa näin sovitaan, esimerkiksi kustannusten pienentämiseksi
Liukujärjestelmät Tuoteluettelo 2014
 Liukujärjestelmät Tuoteluettelo 2014 Alumiini Polyasetaali Tuoteluettelo 2014 Sisällysluettelo: 3 Käyttökohteita 4 C-kiskot C-30 5 Liukupalat LP-30 6 Liukuprofiilit LK-30 7 C-kiskot C-20 8 Liukupalat LP-20
Liukujärjestelmät Tuoteluettelo 2014 Alumiini Polyasetaali Tuoteluettelo 2014 Sisällysluettelo: 3 Käyttökohteita 4 C-kiskot C-30 5 Liukupalat LP-30 6 Liukuprofiilit LK-30 7 C-kiskot C-20 8 Liukupalat LP-20
12. Erilaiset liitoskohdat ja risteykset
 12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
Maalikerrokset ja niiden ominaisuudet. Pienin sis. pokkaussäde
 Sida 1/6 TAULUKKO 1 Maalikerrokset ja niiden ominaisuudet Sisäkäyttö/ Ulkokäyttö I/O Nim. paksuus µm Kiilto yksikköä Pienin sis. pokkaussäde 1 mm Vähimmäislämpöt. kaavauksessa C Iskunlujuus J Kynän kovuus
Sida 1/6 TAULUKKO 1 Maalikerrokset ja niiden ominaisuudet Sisäkäyttö/ Ulkokäyttö I/O Nim. paksuus µm Kiilto yksikköä Pienin sis. pokkaussäde 1 mm Vähimmäislämpöt. kaavauksessa C Iskunlujuus J Kynän kovuus
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
465102A Konetekniikan materiaalit, 5op
 465102A Konetekniikan materiaalit, 5op Luento n:o 2 kevytmetallit (Al, Ti, Mg) Timo Kauppi 2 Alumiini 3 Yleistä Alumiini on maankuoren kolmanneksi yleisin alkuaine hapen ja piin jälkeen. Alumiini ei esiinny
465102A Konetekniikan materiaalit, 5op Luento n:o 2 kevytmetallit (Al, Ti, Mg) Timo Kauppi 2 Alumiini 3 Yleistä Alumiini on maankuoren kolmanneksi yleisin alkuaine hapen ja piin jälkeen. Alumiini ei esiinny
Poijukettingit ja sakkelit LAATUVAATIMUKSET
 24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
SEMTUN JVA+ MUURAUS- KANNAKKEET
 SEMTUN JVA+ MUURAUS- KANNAKKEET KÄYTTÖ- JA SUUNNITTELUOHJE 19.5.2016 - 1 - SISÄLLYSLUETTELO 1 YLEISTÄ... - 2-1.1 Yleiskuvaus... - 2-1.2 Toimintatapa... - 3-1 MITAT JA MATERIAALIT... - 4-2.1 Kannaketyypit...
SEMTUN JVA+ MUURAUS- KANNAKKEET KÄYTTÖ- JA SUUNNITTELUOHJE 19.5.2016 - 1 - SISÄLLYSLUETTELO 1 YLEISTÄ... - 2-1.1 Yleiskuvaus... - 2-1.2 Toimintatapa... - 3-1 MITAT JA MATERIAALIT... - 4-2.1 Kannaketyypit...
P U T K I PA L K I T H O L L OW SECTIONS
 NELIÖN MUOTOISET MITTAMERKINNÄT M = Paino W p = Plastinen taivutusvastus Poikkileikkausarvot on laskettu käyt- A = Poikkileikkauksen pinta-ala i = Jäyhyyssäde täen nimellismittoja H, B ja T sekä Au = Ulkopinta-ala
NELIÖN MUOTOISET MITTAMERKINNÄT M = Paino W p = Plastinen taivutusvastus Poikkileikkausarvot on laskettu käyt- A = Poikkileikkauksen pinta-ala i = Jäyhyyssäde täen nimellismittoja H, B ja T sekä Au = Ulkopinta-ala
METALLIT KUPARI KUPARI... 56-65. Levyt... 58 Nauhat... 58 Tangot... 59-61 Langat... 61 Tekniset tiedot... 62-65 Tuotantopalvelut...
 KUPARI... 56-65 KUPARI Levyt... 58 Nauhat... 58 Tangot... 59-61 Langat... 61 Tekniset tiedot... 62-65 Tuotantopalvelut... 65 puolivalmisteet ovat mahdollistaneet uusia käyttöalueita kuljetusväline-, metalli-,
KUPARI... 56-65 KUPARI Levyt... 58 Nauhat... 58 Tangot... 59-61 Langat... 61 Tekniset tiedot... 62-65 Tuotantopalvelut... 65 puolivalmisteet ovat mahdollistaneet uusia käyttöalueita kuljetusväline-, metalli-,
Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009 51016
 U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - P a i n e p u t k i - j ä r j e s t e l m ä P V C Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009
U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - P a i n e p u t k i - j ä r j e s t e l m ä P V C Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009
Keskeiset aihepiirit
 TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
TkT Harri Eskelinen Keskeiset aihepiirit 1 Perusmääritelmät geometrisiä toleransseja varten 2 Toleroitavat ominaisuudet ja niiden määritelmät 3 Teknisiin dokumentteihin tehtävät merkinnät 4 Geometriset
MESSINGIT SISÄLLYSLUETTELO
 SISÄLLYSLUETTELO Levyt 74 Nauhat 75 Tangot 75-77 Ainesputket 77 Harkot 77 Kuusiotangot 78 Lattatangot 79 Profiilit 80 81 Putket 81-82 Langat 82 Tekniset tiedot 83 87 Tuotantopalvelut 86 Värikoodit 87 73
SISÄLLYSLUETTELO Levyt 74 Nauhat 75 Tangot 75-77 Ainesputket 77 Harkot 77 Kuusiotangot 78 Lattatangot 79 Profiilit 80 81 Putket 81-82 Langat 82 Tekniset tiedot 83 87 Tuotantopalvelut 86 Värikoodit 87 73
Taiter Oy. Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje
 Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Taiter-pistoansaan ja Taiter-tringaliansaan käyttöohje 17.3.2011 1 Taiter Oy Taiter-pistokkaan ja Taiter-triangeliansaan käyttöohje 17.3.2011 Liite 1 Betoniyhdistyksen käyttöseloste BY 5 B-EC2: nro 22
Pursotuslaitos. vakioprofiilit asiakasprofiilit
 Pursotuslaitos vakioprofiilit asiakasprofiilit 2 Pursotuslaitos Ratkaisuna alumiini Purso Oy valmistaa suulakepuristettuja alumiiniprofiileja eri teollisuudenalojen käyttöön. Hallitsemme alumiinin jalostusketjun
Pursotuslaitos vakioprofiilit asiakasprofiilit 2 Pursotuslaitos Ratkaisuna alumiini Purso Oy valmistaa suulakepuristettuja alumiiniprofiileja eri teollisuudenalojen käyttöön. Hallitsemme alumiinin jalostusketjun
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
SUORITUSTASOILMOITUS
 Nro 1.4003 Tuotetyypin yksilöllinen tunniste: 1.4003 EN 100884:2009 EN 100884:2009 Mitta ja muototoleranssit Toleranssit standardien EN ISO 94442 ja EN ISO 94452 mukaan 0,2%venymisraja (myötöraja) Rp0,2
Nro 1.4003 Tuotetyypin yksilöllinen tunniste: 1.4003 EN 100884:2009 EN 100884:2009 Mitta ja muototoleranssit Toleranssit standardien EN ISO 94442 ja EN ISO 94452 mukaan 0,2%venymisraja (myötöraja) Rp0,2
Profiilisuunnittelun käsikirja
 Profiilisuunnittelun käsikirja 10/2014 Ympäristö ja laatu 1 Tässä käsikirjassa 3 Purso Oy lyhyesti 4 Ympäristö ja laatu 6 Profiilin valmistus 7 Seosten ominaisuudet 10 Suulakkeet ja pursotettavuus 11 3Dmallinnus
Profiilisuunnittelun käsikirja 10/2014 Ympäristö ja laatu 1 Tässä käsikirjassa 3 Purso Oy lyhyesti 4 Ympäristö ja laatu 6 Profiilin valmistus 7 Seosten ominaisuudet 10 Suulakkeet ja pursotettavuus 11 3Dmallinnus
Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) ,5 R11 R11
 ,5 R11 R11") Scanian runkosarja Scanian runkosarja Scanian runkosarja koostuu seuraavista runkotyypeistä: Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) 766 +1 768 +1 771 +1 768 +1 770 +1-1 -1-1
Scanian runkosarja Scanian runkosarja Scanian runkosarja koostuu seuraavista runkotyypeistä: Runkotyyppi F700 F800 F950 F957 F958 Runkoleveys ja toleranssi (mm) 766 +1 768 +1 771 +1 768 +1 770 +1-1 -1-1
KOVAJUOTTEET 2009. Somotec Oy. fosforikupari. hopea. messinki. alumiini. juoksutteet. www.somotec.fi
 KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
KOVAJUOTTEET 2009 fosforikupari hopea messinki alumiini juoksutteet Somotec Oy www.somotec.fi SISÄLLYSLUETTELO FOSFORIKUPARIJUOTTEET Phospraz AG 20 Ag 2% (EN 1044: CP105 ). 3 Phospraz AG 50 Ag 5% (EN 1044:
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET
 POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET
 AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä
 TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa
 1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
1 (1) Teräsputkipaalujen kalliokärkien suunnittelijoilla Teräsputkipaalujen kalliokärkien suunnittelu, lisäohjeita FEMlaskentaa varten. Teräsputkipaalujen kalliokärkien suunnittelu on tehtävä Liikenneviraston
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
SYLINTERIPUTKET JA KROMATUT TANGOT
 SYLINTERIPUTKET JA KROMATUT TANGOT URANIE INTERNATIONAL {Thalachrome} Ranskalainen URANIE INTERNATIONAL on maailman johtava kromattujen tankojen valmistaja. Jatkuva kehitystyö ja investoinnit uudenaikaisimpiin
SYLINTERIPUTKET JA KROMATUT TANGOT URANIE INTERNATIONAL {Thalachrome} Ranskalainen URANIE INTERNATIONAL on maailman johtava kromattujen tankojen valmistaja. Jatkuva kehitystyö ja investoinnit uudenaikaisimpiin
UUTUUDET
 UUTUUDET 2018 www.magnum-tools.com 2 Uutuudet 2018 Vetoniittipihdit MG-200 Todella pienikokoiset ja tukevat vetoniittipihdit kevyeen niittaukseen Kolmella leualla varustettu erittäin varmatoiminen vetomekanismi
UUTUUDET 2018 www.magnum-tools.com 2 Uutuudet 2018 Vetoniittipihdit MG-200 Todella pienikokoiset ja tukevat vetoniittipihdit kevyeen niittaukseen Kolmella leualla varustettu erittäin varmatoiminen vetomekanismi
Alumiinit. Raaka-ainekäsikirja 5
 Alumiinit Raaka-ainekäsikirja 5 Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten
Alumiinit Raaka-ainekäsikirja 5 Tämän teoksen osittainenkin kopiointi on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti kielletty ilman nimenomaista lupaa. Lupia teosten
www.alteams.com Global partner local commitment
 www.alteams.com Global partner local commitment yleinen käsitys ja ehkäpä osittainen totuuskin Miksi kallis, miksi pitkä toimitusaika? Pitääkö olla näin? Hinta on suhteellista, toimitusaika ei Mitä olisi
www.alteams.com Global partner local commitment yleinen käsitys ja ehkäpä osittainen totuuskin Miksi kallis, miksi pitkä toimitusaika? Pitääkö olla näin? Hinta on suhteellista, toimitusaika ei Mitä olisi
a) ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla
 ruiskuvalamalla kierre suoraan kappaleeseen kierremeistin avulla b) asettamalla kappaleeseen kierteistetty metalli insertti c) lastuamalla") Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
Kierteet Technical University of Gabrovo Yordanka Atanasova Käännös: Sanna Nykänen, Tampereen teknillinen yliopisto Muovituotteeseen voidaan valmistaa kierteitä kolmella tavalla: a) ruiskuvalamalla kierre
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
RUOSTUMATTOMAT TERÄKSET
 1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
1 RUOSTUMATTOMAT TERÄKSET 3.11.2013 Seuraavasta aineistosta kiitän Timo Kauppia Kemi-Tornio Ammattikorkeakoulu 2 RUOSTUMATTOMAT TERÄKSET Ruostumattomat teräkset ovat standardin SFS EN 10022-1 mukaan seostettuja
UDDEHOLM VANADIS 10. Työvälineteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työvälineen suorituskyvyn kannalta
 1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
Valujen raaka-ainestandardit - Valurauta
 Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
Valujen raaka-ainestandardit - Valurauta Valunhankinta-koulutus 15.-16.3.2007 Marko Riihinen Metso Foundries Jyväskylä Oy Valurauta / rautavalun valumateriaali - rakkaalla lapsella on monta nimeä Suomugrafiittivalurauta
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
UDDEHOLM VANADIS 60. Käyttökohteet. Yleistä. Ominaisuudet. Erityisominaisuudet. Taivutuslujuus. Fysikaaliset ominaisuudet 1 (5)
") 1 (5) Käyttökohteet Uddeholm Vanadis 60 on runsasseosteinen jauhemetallurgisesti valmistettu pikateräs, joka sisältää kobolttia. Se sopii erittäin hyvin vaativiin kylmätyösovelluksiin, joissa vaaditaan
1 (5) Käyttökohteet Uddeholm Vanadis 60 on runsasseosteinen jauhemetallurgisesti valmistettu pikateräs, joka sisältää kobolttia. Se sopii erittäin hyvin vaativiin kylmätyösovelluksiin, joissa vaaditaan
Painevalut 1. Teoriatausta Knit. Mallinnuksen vaiheet. CAD työkalut harjoituksessa diecasting_1.sldprt. CAE DS Kappaleensuunnitteluharjoitukset
 Painevalut 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus diecasting_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen ruisku tai painevalukappale,
Painevalut 1 Tuula Höök Tampereen teknillinen yliopisto Hae piirustus diecasting_1_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen ruisku tai painevalukappale,
Ruiskubetonin vaatimuksenmukaisuus. Lauri Uotinen
 Ruiskubetonin vaatimuksenmukaisuus Vaatimuksenmukaisuus Ennen rakentamista arvioidaan ennakkokokeilla ja koeruiskutuksella ennen rakentamista. Rakentamisen aikana tehdään määrävälein laadunvalvontakokeita.
Ruiskubetonin vaatimuksenmukaisuus Vaatimuksenmukaisuus Ennen rakentamista arvioidaan ennakkokokeilla ja koeruiskutuksella ennen rakentamista. Rakentamisen aikana tehdään määrävälein laadunvalvontakokeita.
OFIX. Lukitusholkit. Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177. Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344
 OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
ALUMIINIPROFIILIT. Aluminium profiles
 ALUMIINIPROFIILIT Aluminium profiles Sisällys 7 ALUMIINIPROFIILI- SUUNNITTELUN ABC 7 10 12 10 ALUMIINIPROFIILIEN SUUNNITTELUPALVELU 12 VAKIOPROFIILILUETTELO 13 Lattatangot 16 Kulmatangot 18 Neliötangot
ALUMIINIPROFIILIT Aluminium profiles Sisällys 7 ALUMIINIPROFIILI- SUUNNITTELUN ABC 7 10 12 10 ALUMIINIPROFIILIEN SUUNNITTELUPALVELU 12 VAKIOPROFIILILUETTELO 13 Lattatangot 16 Kulmatangot 18 Neliötangot
Tee-se-itse.fi Ja saat sellaisen, kuin sattuu tulemaan! http://www.tee-se-itse.fi
 Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
Fysikaaliset ominaisuudet
 Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
Fysikaaliset ominaisuudet Ominaisuuksien alkuperä Mistä materiaalien ominaisuudet syntyvät? Minkälainen on materiaalin rakenne? Onko rakenteellisesti samankaltaisilla materiaaleilla samankaltaiset ominaisuudet?
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
ThermiSol Platina Pi-Ka Asennusohje
 Platina Pi-Ka ThermiSol Platina Pi-Ka essa kerrotaan ThermiSol Platina Kattoelementin käsittelyyn, kiinnitykseen ja työstämiseen liittyviä ohjeita. Platina Pi-Ka 2 1. Elementin käsittely... 3 1.1 Elementtikuorman
Platina Pi-Ka ThermiSol Platina Pi-Ka essa kerrotaan ThermiSol Platina Kattoelementin käsittelyyn, kiinnitykseen ja työstämiseen liittyviä ohjeita. Platina Pi-Ka 2 1. Elementin käsittely... 3 1.1 Elementtikuorman
Pehmeä magneettiset materiaalit
 Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
Pehmeä magneettiset materiaalit Timo Santa-Nokki Pehmeä magneettiset materiaalit Johdanto Mittaukset Materiaalit Rauta-pii seokset Rauta-nikkeli seokset Rauta-koboltti seokset Amorfiset materiaalit Nanomateriaalit
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT
 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus. Edellä 74 ryhmän huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan soveltuvin
RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus. Edellä 74 ryhmän huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan soveltuvin
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
HITSATUT PROFIILIT EN 1993 -KÄSIKIRJA (v.2010)
") EN 1993 -KÄSIKIRJA (v.2010) Täsmennykset ja painovirhekorjaukset 6.6.2012: Sivu 27: Sivun alaosassa, ennen kursivoitua tekstiä: standardin EN 10149-2 mukaiset..., ks. taulukot 1.6 ja 1.7 standardin EN
EN 1993 -KÄSIKIRJA (v.2010) Täsmennykset ja painovirhekorjaukset 6.6.2012: Sivu 27: Sivun alaosassa, ennen kursivoitua tekstiä: standardin EN 10149-2 mukaiset..., ks. taulukot 1.6 ja 1.7 standardin EN
arkkitehtipalvelu Arkkitehtipalvelumme kautta saat lisää tietoa ja apua profiilien valinnassa, rakenneratkaisuissa ja laskelmissa, puh. 09-8678 2899.
 Sapa Rakennusjärjestelmät arkkitehtipalvelu FIN-2000/04.05 Division System Condesign Ljungby AB 2004 Arkkitehtipalvelumme kautta saat lisää tietoa ja apua profiilien valinnassa, rakenneratkaisuissa ja
Sapa Rakennusjärjestelmät arkkitehtipalvelu FIN-2000/04.05 Division System Condesign Ljungby AB 2004 Arkkitehtipalvelumme kautta saat lisää tietoa ja apua profiilien valinnassa, rakenneratkaisuissa ja
Tuotekortti: Rondo R2
 1 Tuotekortti: Rondo R2 2 TUOTETIEDOT Tuotekoodi Rondo R2-W-Fe RR40-1,0 (tyyppi, hyötyleveys=w, materiaali, väri, ainepaksuus) Pakkaus - Paino 0-2000kg - Levyt pakataan puulavalle muovilla peitettynä ja
1 Tuotekortti: Rondo R2 2 TUOTETIEDOT Tuotekoodi Rondo R2-W-Fe RR40-1,0 (tyyppi, hyötyleveys=w, materiaali, väri, ainepaksuus) Pakkaus - Paino 0-2000kg - Levyt pakataan puulavalle muovilla peitettynä ja
MEKAJOHTOTIET OY. Mekajohtotiet Oy on johtotiejärjestelmien kehittämiseen,
 MEKAJOHTOTIET OY Mekajohtotiet Oy on johtotiejärjestelmien kehittämiseen, valmistukseen ja markkinointiin erikoistunut yritys. Tuotteitamme ovat tikashyllyt, levyhyllyt, valaisinkiskot sekä alumiinirakenteiset
MEKAJOHTOTIET OY Mekajohtotiet Oy on johtotiejärjestelmien kehittämiseen, valmistukseen ja markkinointiin erikoistunut yritys. Tuotteitamme ovat tikashyllyt, levyhyllyt, valaisinkiskot sekä alumiinirakenteiset
PROMATECT -200 Asennusohje
 1.1. Teräspilari 1. Teräspilari. 2. PROMATECT -200 levy. 3. PROMATECT -200 levy. 4. Kiinnitys hakain-nauloilla. 1.2. Levyjen asennusvaihtoehdot PROMATECT -200 levypaksuudet eri teräsprofiileille mitoitetaan
1.1. Teräspilari 1. Teräspilari. 2. PROMATECT -200 levy. 3. PROMATECT -200 levy. 4. Kiinnitys hakain-nauloilla. 1.2. Levyjen asennusvaihtoehdot PROMATECT -200 levypaksuudet eri teräsprofiileille mitoitetaan
Monilla valukappaleilla on luonnollinen päästö, toisin sanoen kappaleen oma muoto muodostaa päästön.
 8. Päästö (hellitys) Pekka Niemi Tampereen ammattiopisto Päästöllä eli hellityksellä tarkoitetaan kaltevuutta, joka mallin pinnoilla tulee olla, jotta ne voitaisiin irrottaa muotista sitä vahingoittamatta.
8. Päästö (hellitys) Pekka Niemi Tampereen ammattiopisto Päästöllä eli hellityksellä tarkoitetaan kaltevuutta, joka mallin pinnoilla tulee olla, jotta ne voitaisiin irrottaa muotista sitä vahingoittamatta.
HYDRAULIIKKATUOTTEET
 HYDRAULIIKKATUOTTEET www.polarputki.fi 2 HYDRAULIIKKATUOTTEET 3 Polarputki on toimittanut teräksiä suomalaiseen sylinterinvalmistukseen vuodesta 1973. Vuosikyenien kokemuksella olee valinneet kumppaneiksee
HYDRAULIIKKATUOTTEET www.polarputki.fi 2 HYDRAULIIKKATUOTTEET 3 Polarputki on toimittanut teräksiä suomalaiseen sylinterinvalmistukseen vuodesta 1973. Vuosikyenien kokemuksella olee valinneet kumppaneiksee
WISA -Spruce monitoimivaneri
 WISA -Spruce monitoimivaneri Enemmän kuin rakennevaneri. Pohjoisen hitaasti kasvanut kuusipuu antaa WISA -Spruce vanerille erinomaiset ominaisuudet; mainion yhdistelmän esteettisesti miellyttävää ulkonäköä
WISA -Spruce monitoimivaneri Enemmän kuin rakennevaneri. Pohjoisen hitaasti kasvanut kuusipuu antaa WISA -Spruce vanerille erinomaiset ominaisuudet; mainion yhdistelmän esteettisesti miellyttävää ulkonäköä
PAROC talotekniikka/lv PAROC Hvac Section AluCoat T
 PAROC talotekniikka/lv PAROC Hvac Section AluCoat T Verkkovahvistetulla alumiinilaminaatilla päällystetty kivivillakouru talotekniikan putkistoeristykseen. Päällyste on varustettu liepeellä ja teippisulkijalla.
PAROC talotekniikka/lv PAROC Hvac Section AluCoat T Verkkovahvistetulla alumiinilaminaatilla päällystetty kivivillakouru talotekniikan putkistoeristykseen. Päällyste on varustettu liepeellä ja teippisulkijalla.
Teoriatausta. Mallinnuksen vaiheet. CAD työkalut harjoituksessa. Ruiskuvalumuotin kanavisto 2
 Ruiskuvalumuotin kanavisto 2 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
Ruiskuvalumuotin kanavisto 2 Tuula Höök Tampereen teknillinen yliopisto Teoriatausta Ruiskuvalumuotin kanavistot: kylmäkanavat Ruiskuvalumuotin täyttäminen CAD työkalut harjoituksessa Ruiskuvalumuotin
2 Porapaalujen kärkiosien tekniset vaatimukset 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4
 2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
2 Porapaalujen kärkiosien tekniset vaatimukset Sisällysluettelo 1 YLEISTÄ... 3 1.1 Porapaalujen kärkiosat... 3 1.2 Vaatimusten rajaus... 3 2 KÄYTETTÄVÄT STANDARDIT JA OHJEET... 4 3 PORAPAALUJEN KÄRKIOSIEN
PEC -pilarikenkien asennus. PEC -pilarikenkien asentaminen elementtitehtaalla. Tuotteen tunnistaminen. Pilarikenkien asennus
 PEC -pilarikenkien asentaminen elementtitehtaalla Tuotteen tunnistaminen PEC -pilarikenkiä valmistetaan vakiomalleina (30, 36, 39, 45 ja 52), jotka vastaavat korkealujuusteräksestä valmistettujen PPM -ankkurointipulttien
PEC -pilarikenkien asentaminen elementtitehtaalla Tuotteen tunnistaminen PEC -pilarikenkiä valmistetaan vakiomalleina (30, 36, 39, 45 ja 52), jotka vastaavat korkealujuusteräksestä valmistettujen PPM -ankkurointipulttien
LEIJONA- JULKISTEN TILOJEN KUNINGAS VAATIVAAN AMMATTIKÄYTTÖÖN. www.plast-turf.fi
 LEIJONA- JULKISTEN TILOJEN KUNINGAS VAATIVAAN AMMATTIKÄYTTÖÖN www.plast-turf.fi Leijona Original & Leijona Economic TUULIKAAPPIMATTO VÄRIVAIHTOEHDOT Seitsemällä eri värivaihtoehdolla Orginal avaa mahdollisuuden
LEIJONA- JULKISTEN TILOJEN KUNINGAS VAATIVAAN AMMATTIKÄYTTÖÖN www.plast-turf.fi Leijona Original & Leijona Economic TUULIKAAPPIMATTO VÄRIVAIHTOEHDOT Seitsemällä eri värivaihtoehdolla Orginal avaa mahdollisuuden
CHEM-A1410 Materiaalitieteen perusteet
 CHEM-A1410 Materiaalitieteen perusteet Laskuharjoitus 18.9.2017, Materiaalien ominaisuudet Tämä harjoitus ei ole arvioitava, mutta tämän tyyppisiä tehtäviä saattaa olla tentissä. Tehtävät perustuvat kurssikirjaan.
CHEM-A1410 Materiaalitieteen perusteet Laskuharjoitus 18.9.2017, Materiaalien ominaisuudet Tämä harjoitus ei ole arvioitava, mutta tämän tyyppisiä tehtäviä saattaa olla tentissä. Tehtävät perustuvat kurssikirjaan.
Erstantie 2, 15540 Villähde 2 Puh. (03) 872 200, Fax (03) 872 2020 www.anstar.fi anstar@anstar.fi Käyttöohje
 872 200, Fax (03) 872 2020 www.anstar.fi anstar@anstar.fi Käyttöohje") Erstantie 2, 15540 Villähde 2 Erstantie 2, 15540 Villähde 3 SISÄLLYSLUETTELO Sivu 1 TOIMINTATAPA... 4 2 MATERIAALIT JA RAKENNE... 5 2.1 MATERIAALIT... 5 2.2 RAKENNEMITAT... 5 3 VALMISTUS... 6 3.1 VALMISTUSTAPA...
Erstantie 2, 15540 Villähde 2 Erstantie 2, 15540 Villähde 3 SISÄLLYSLUETTELO Sivu 1 TOIMINTATAPA... 4 2 MATERIAALIT JA RAKENNE... 5 2.1 MATERIAALIT... 5 2.2 RAKENNEMITAT... 5 3 VALMISTUS... 6 3.1 VALMISTUSTAPA...
Mikä on ruostumaton teräs? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Cr > 10,5% C < 1,2% Mikä on ruostumaton teräs? Rautaseos, johon on seostettu 10,5 % kromia ja 1,2 % hiiltä. Seostuksen ansiosta ruostumattomaan teräkseen muodostuu korroosiolta suojaava sekä itsekorjautuva
Teräsrakenteiden palosuojaus
 Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
PANELTIM PANEELIT. 1200 x 800 x 51 mm 1200 x 1000 x 51 mm 2600 x 1000 x 51 mm. 51 mm. 50 mm
 PANELTIM PANEELIT 51 mm mm 1200 x 800 x 51 mm 1200 x 1000 x 51 mm 2600 x 1000 x 51 mm 100 10 kg/m2 11 kg/m2 13 kg/m2 14 kg/m2-20 /+80 C -40 /+60 C Paneltim paneelit ovat valmistettu polypropeenista (PP
PANELTIM PANEELIT 51 mm mm 1200 x 800 x 51 mm 1200 x 1000 x 51 mm 2600 x 1000 x 51 mm 100 10 kg/m2 11 kg/m2 13 kg/m2 14 kg/m2-20 /+80 C -40 /+60 C Paneltim paneelit ovat valmistettu polypropeenista (PP
ASENNUSOHJE 2. AMU-YLITYSPALKKI ja BISTÅL-TIKASRAUDOITE. sivu MATERIAALITIETO 1 TOIMITUSSISÄLTÖ 1 TÄRKEÄÄ 2
 2009 ASENNUSOHJE 2 AMU-YLITYSPALKKI ja BISTÅL-TIKASRAUDOITE sivu MATERIAALITIETO 1 TOIMITUSSISÄLTÖ 1 TÄRKEÄÄ 2 AMU-YLITYSPALKKI 1. Perustietoa 3 2. Älä pätki! 3 3. Asennus 4 1. kaksi tapaa 4 2. palkin
2009 ASENNUSOHJE 2 AMU-YLITYSPALKKI ja BISTÅL-TIKASRAUDOITE sivu MATERIAALITIETO 1 TOIMITUSSISÄLTÖ 1 TÄRKEÄÄ 2 AMU-YLITYSPALKKI 1. Perustietoa 3 2. Älä pätki! 3 3. Asennus 4 1. kaksi tapaa 4 2. palkin
Perusteet 3, tilavuus ja pintamallinnus
 Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
Perusteet 3, tilavuus ja pintamallinnus Tuula Höök Tampereen teknillinen yliopisto Ota piirustus fin_basic_3_1.pdf. Käytä piirustuksessa annettuja mittoja ja tuota niiden pohjalta teknisesti hyvälaatuinen
TUOTEKORTTI: RONDO L1
 TUOTEKORTTI: RONDO L1 Tuotekoodi: Rondo L1-W-Fe RR40-1,0 (tyyppi, hyötyleveys=w, materiaali, väri, ainepaksuus) kuva 1: Rondo L1 seinäliittymä, pystyleikkaus TUOTEKUVAUS Käyttötarkoitus Raaka-aineet Värit
TUOTEKORTTI: RONDO L1 Tuotekoodi: Rondo L1-W-Fe RR40-1,0 (tyyppi, hyötyleveys=w, materiaali, väri, ainepaksuus) kuva 1: Rondo L1 seinäliittymä, pystyleikkaus TUOTEKUVAUS Käyttötarkoitus Raaka-aineet Värit
KANSIO 3 VÄLI 6 ESITE 1. Ulospuhallushajotin EYMA-2 Ilmanottolaite DYMA-1
 KANSIO 3 VÄLI 6 ESITE 1 Ulospuhallushajotin EYMA-2 Ilmanottolaite DYMA-1 Yleistä Ominaisuudet Ilmanvaihdossa tarvittavat, raikasta ilmaa sisään ottava ilmanottolaite ja käytettyä ilmaa poistava ulospuhallushajotin
KANSIO 3 VÄLI 6 ESITE 1 Ulospuhallushajotin EYMA-2 Ilmanottolaite DYMA-1 Yleistä Ominaisuudet Ilmanvaihdossa tarvittavat, raikasta ilmaa sisään ottava ilmanottolaite ja käytettyä ilmaa poistava ulospuhallushajotin
Cembrit Plank & Cembrit Panel
 Cembrit Plank & Cembrit Panel YEAR CEMBRIT WARRANTY JULKISIVU FACADE 3 4 JULKISIVU Cembrit Plank & Cembrit Panel Kuitusementtinen Cembrit Plank ja Cembrit Panel kunnioittavat puun ainutlaatuista tyyliä
Cembrit Plank & Cembrit Panel YEAR CEMBRIT WARRANTY JULKISIVU FACADE 3 4 JULKISIVU Cembrit Plank & Cembrit Panel Kuitusementtinen Cembrit Plank ja Cembrit Panel kunnioittavat puun ainutlaatuista tyyliä
leijona- Julkisten tilojen kuningas vaativaan ammattikäyttöön www.plast-turf.fi
 leijona- Julkisten tilojen kuningas vaativaan ammattikäyttöön www.plast-turf.fi & Leijona Economic TUULIKAAPPIMATTO VÄRIVAIHTOEHDOT Seitsemällä eri värivaihtoehdolla Orginal avaa mahdollisuuden tuulikaapin
leijona- Julkisten tilojen kuningas vaativaan ammattikäyttöön www.plast-turf.fi & Leijona Economic TUULIKAAPPIMATTO VÄRIVAIHTOEHDOT Seitsemällä eri värivaihtoehdolla Orginal avaa mahdollisuuden tuulikaapin
SYTTYMÄTÖN PUHTAASTA ALUMIINISTA VALMISTETTU VAIPPAJÄRJESTELMÄ
 SYTTYMÄTÖN PUHTAASTA ALUMIINISTA VALMISTETTU VAIPPAJÄRJESTELMÄ Powered by TCPDF (www.tcpdf.org) Hyvä mekaanisten iskujen kestävyys Esivalmistetut kulmat on helppo asentaa Hyvä meriveden kestävyys Made
SYTTYMÄTÖN PUHTAASTA ALUMIINISTA VALMISTETTU VAIPPAJÄRJESTELMÄ Powered by TCPDF (www.tcpdf.org) Hyvä mekaanisten iskujen kestävyys Esivalmistetut kulmat on helppo asentaa Hyvä meriveden kestävyys Made
Perusteet 2, pintamallinnus
 Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
Perusteet 2, pintamallinnus Tuula Höök, Juho Taipale Tampereen teknillinen yliopisto Ota sama piirustus kuin harjoituksessa perusteet 1_2, eli fin_basic_1_2.pdf. Käytä piirustuksessa annettuja mittoja
TEKNISET TIEDOT KOMPONENTTIEN OSAT JA MATERIAALIT Mutteri on tehty nikkelipäällysteisestä
 TEKNISET TIEDOT 00-0 - 03-040 - 00-063 KOMPONENTTIEN OSAT JA MATERIAALIT 1. Mutteri on tehty nikkelipäällysteisestä messingistä. Tiivisteen materiaali on NBR 3. Kynnet tehty ruostumattomasta A304 materiaalista
TEKNISET TIEDOT 00-0 - 03-040 - 00-063 KOMPONENTTIEN OSAT JA MATERIAALIT 1. Mutteri on tehty nikkelipäällysteisestä messingistä. Tiivisteen materiaali on NBR 3. Kynnet tehty ruostumattomasta A304 materiaalista
SADEVESI-, SALAOJA- JA RUMPUPUTKET. www.jita.fi
 SADEVESI-, SALAOJA- JA RUMPUPUTKET www.jita.fi Jitalta laajin valikoima kevennettyjä muoviputkia uusimmalla tekniikalla! Valmistamamme putket täyttävät RIL 128-2002 sekä standardin SFS EN 13476-1, 2 ja
SADEVESI-, SALAOJA- JA RUMPUPUTKET www.jita.fi Jitalta laajin valikoima kevennettyjä muoviputkia uusimmalla tekniikalla! Valmistamamme putket täyttävät RIL 128-2002 sekä standardin SFS EN 13476-1, 2 ja
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT
 81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus 1. Edellä 74 ryhmän 1 huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan
81 RYHMÄ MUUT EPÄJALOT METALLIT; KERMETIT; NIISTÄ VALMISTETUT TAVARAT Alanimikehuomautus 1. Edellä 74 ryhmän 1 huomautusta, jossa määritellään "tangot, profiilit, lanka, levyt, nauhat ja folio", noudatetaan
Alumiinin valaminen. Valuseosten seosaineet. Yleisimmät valuseokset. ValuAtlas Valimotekniikan perusteet
 Alumiinin valaminen Skan Aluminium Pohjoismaisen alumiiniteollisuuden yhteistyöelin: Alumiinin valaminen ja työstäminen Toimittanut: Seija Meskanen, Teknillinen korkeakoulu Valuseosten seosaineet Alumiinia
Alumiinin valaminen Skan Aluminium Pohjoismaisen alumiiniteollisuuden yhteistyöelin: Alumiinin valaminen ja työstäminen Toimittanut: Seija Meskanen, Teknillinen korkeakoulu Valuseosten seosaineet Alumiinia
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET
 SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
TUOTTEEN NIMI EDUSTAJA/ VALMISTAJA TUOTEKUVAUS SERTIFIOINTIMENETTELY. Myönnetty 1.10.2013. Alkuperäinen englanninkielinen
 TUOTTEEN NIMI SERTIFIKAATTI VTT-C-10100-13 Myönnetty 1.10.2013 Alkuperäinen englanninkielinen Xella kattoelementit Xella lattiaelementit EDUSTAJA/ VALMISTAJA Xella Danmark A/S Helge Nielsen Allé 7 DK-8723
TUOTTEEN NIMI SERTIFIKAATTI VTT-C-10100-13 Myönnetty 1.10.2013 Alkuperäinen englanninkielinen Xella kattoelementit Xella lattiaelementit EDUSTAJA/ VALMISTAJA Xella Danmark A/S Helge Nielsen Allé 7 DK-8723
Faveton Terracotta -tiililaatat
 FAVETON TERRACOTTA -TIILILAATAT 1 Faveton Terracotta -tiililaatat Esteettisesti vetoava ja ympäristöä kunnioittava valinta. FAVETON TERRACOTTA -TIILILAATAT 2 Monipuolinen Ympäristöystävällinen Luonnollinen
FAVETON TERRACOTTA -TIILILAATAT 1 Faveton Terracotta -tiililaatat Esteettisesti vetoava ja ympäristöä kunnioittava valinta. FAVETON TERRACOTTA -TIILILAATAT 2 Monipuolinen Ympäristöystävällinen Luonnollinen
LIITE 1 VIRHEEN ARVIOINNISTA
 1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
Faasimuutokset ja lämpökäsittelyt
 Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
ASENNUSOHJE PALOKITTI
 ASENNUSOHJE PALOKITTI Würth Palokitti on muokattava palokatkotuote kaapeli- ja putkiläpivientien tiivistämiseen, sekä seinä että lattiarakenteissa. Ominaisuudet: Muokattava punainen kitti, toimitetaan
ASENNUSOHJE PALOKITTI Würth Palokitti on muokattava palokatkotuote kaapeli- ja putkiläpivientien tiivistämiseen, sekä seinä että lattiarakenteissa. Ominaisuudet: Muokattava punainen kitti, toimitetaan
ERITTÄIN JOUSTAVAA MUKAVUUTTA AKUSTOINTIIN
 ERITTÄIN JOUSTAVAA MUKAVUUTTA AKUSTOINTIIN Suunniteltu erityisesti vähentämään hulevesi- ja viemäriputkien melua Loistava suorituskyky jo ohuella akustisella kerroksella Helppo levittää ja ylläpitää 107
ERITTÄIN JOUSTAVAA MUKAVUUTTA AKUSTOINTIIN Suunniteltu erityisesti vähentämään hulevesi- ja viemäriputkien melua Loistava suorituskyky jo ohuella akustisella kerroksella Helppo levittää ja ylläpitää 107
PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT
 PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT KORKEAN TEKNOLOGIAN YRITYS Dahréntråd on Euroopan suurimpia ja moderneimpia kupari- ja alumiinilankojen valmistajia. Yritys valmistaa vuosittain yli 30 000
PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT KORKEAN TEKNOLOGIAN YRITYS Dahréntråd on Euroopan suurimpia ja moderneimpia kupari- ja alumiinilankojen valmistajia. Yritys valmistaa vuosittain yli 30 000