NC-koneiden rakenteista
|
|
|
- Aili Väänänen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1 1 NC-tekniikka NC-koneiden rakenteista NC-koneen käyttö ja ohjelmointi Tietokoneavusteinen NC-ohjelmointi (C)NC = (Computerized) Numerical Control NC-koneiden rakenteista
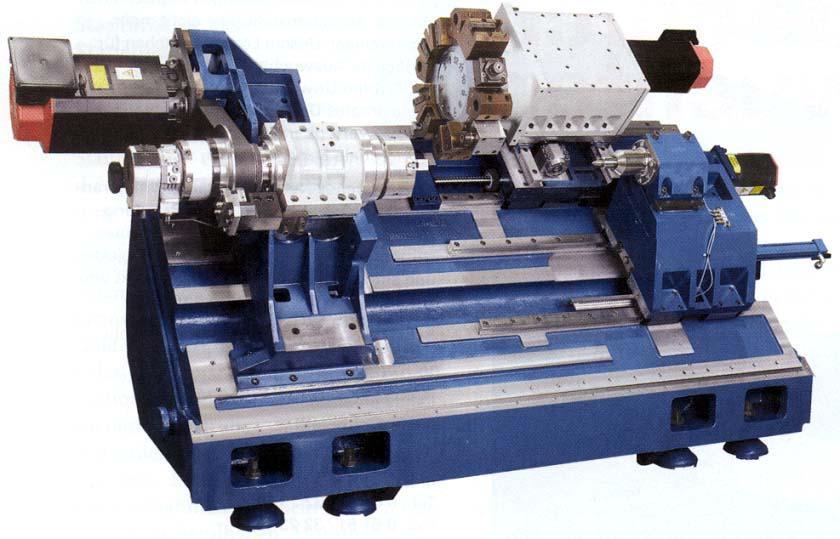
2 2 NC-käyttöjen komponentteja NC-sorvi

3 3 NC-koneen toimintakaavio S M-ohjaus Anturi Karamoottori Ohjelmoitava tietokone NC-ohjain Muisti Kommunikaatio Asetukset Editointi, animointi PLC Makasiini, ATC, APC, Ovi, Radan generointi, välipisteiden interpolointi S M-ohjaus Moottori Anturi S M-ohjaus Moottori Anturi Ohjauselektroniikkaa Työstökone NC-käyttöjen komponentteja Käyttöpaneeli Teholähde Prosessori ym. PLC Servovahvistimet I/O modulit Servomoottorit
 tai")
4 4 NC-käyttöjen komponentteja Aseman mittaus voidaan toteuttaa suoraan lineaarianturilla tai epäsuorasti yleensä servomoottoriin sijoitetulla pyörivällä anturilla Anturit ovat yleensä valosähköisiä tai induktiivisia Anturit voivat olla joko absoluuttisia tai inkrementaalisia Karamoottori on useimmiten taajuusmuuttajalla käytettävä oikosulkumoottori (siis epätahtimoottori) tai kestomagneettiroottorilla varustettu tahtimoottori Servomoottorit ovat nykyisin useimmiten harjattomia kestomagneettiroottoreilla varustettuja tahtimoottoreita tai epätahtimoottoreita (vaihtoehtoja: tasavirtamoottori, askelmoottori, sähköhydraulinen askelmoottori) Liikeanturin lisäksi moottori voi sisältää takogeneraattorin tai magneettijarrun Lineaarimoottorit ovat yleisiä suurnopeuskoneistus- ja levytyökeskussovelluksissa Paikoituksen mittausperiaatteet Epäsuora Suora

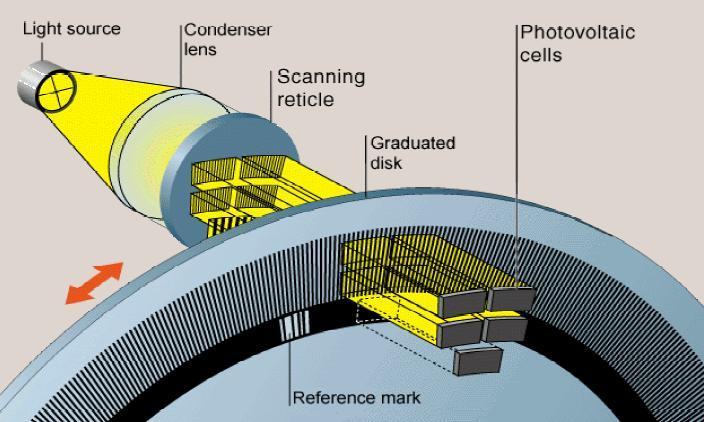
5 5 Lineaarinen absoluuttianturi Pyörivä pulssianturi

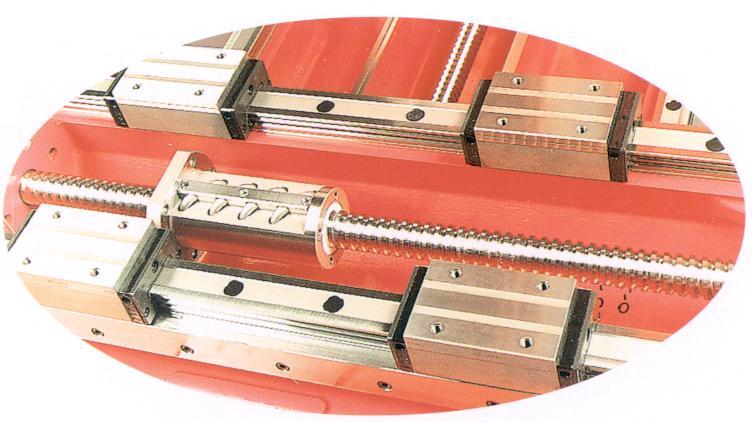
6 6 Lineaarimoottorit Kuularuuvi/mutterirakenteen ongelmia ovat välykset, jotka vaikeuttavat nopeiden syöttöliikkeiden ohjausta varsinkin pitkien kuularuuvien värinät. Lineaarimoottoreissa ei ole em. ongelmia. Niissä: ei ole välyksiä eikä kuluvia osia lainkaan. Toisaalta niitä on vaikea jäähdyttää, ja ne ovat suoraan koneen rakenteissa kiinni eikä niihin voi rakentaa vaihdelaatikkoa, joten niiden kiihdytys- ja jarrutusvoimat ovat rajalliset. NC-koneen käyttö ja ohjelmointi
7 7 NC:n vaikutuksia verrattuna manuaalityöstöön Työstöajat lyhenevät Vaikeiden muotojen koneistus helpompaa Parempi ja tasaisempi tuotteiden laatu Asetuksia voidaan siirtää ulkoisiksi Minimikustannuksia vastaava tuotantovolyymi yleensä suurempi Koneistajan ja tukihenkilöiden työn sisältö erilainen NC-koneen liikkeet ja liikeakselit Ohjaustyypit Pisteohjaus Janaohjaus Rataohjaus Käytännössä vain viimemainittu enää nykyisin esiintyvä. Joskin varsinkin kiertoakselit usein ovat vain paikoittavia. Työkalu ja työkappale voidaan paikoittaa toisiinsa nähden mihin tahansa asentoon kuudella vapausasteella. Pyörivän työkalun kyseessä ollessa usein vain viisi vapausastetta ovat relevantteja, jos työkalun kulma-asento ei ole tärkeä. Liikeakseleita voi kuitenkin olla enemmän, jopa kymmeniä. Tällöin ohjataan useampia työkaluja tai osalla akseleita kasvatetaan liikealueita tai luoksepäästävyyttä.
8 8 NC-koneen liikkeet ja liikeakselit Liikeakselit on standardoitu, perustana oikeakätinen suorakulmainen koordinaatisto. Ohjelmoijan ei (periaatteessa) tarvitse tietää liikkuuko työkalu vai työkappale (suhteessa koneen runkoon). Hän voi aina olettaa työkalun liikkuvan koordinaatistossa, joka on kiinnitetty työkappaleeseen. Liikkeet voidaan käytännössä ilmoittaa myös inkrementaalisesti suhteessa edellisen liikkeen päätepisteeseen. Rataohjauksessa liikkeet ohjelmoidaan lineaarisina, ympyränkaarina tai ruuviviivoina. Uudemmissa ohjauksissa myös splinien suora ohjelmointi saattaa olla mahdollista erityisesti NURBS:ien (Non-Uniform Rational B-Spline). Liikekoordinaatisto Huom! Tässä X tarkoittaa työkalun liikettä, X pöydän liikettä.
9 9 Liikeakselien nimeäminen ISO Positiivinen lineaariakselisuunta on työkalun liike kappaleesta poispäin. Z-akseli on karan suuntainen. Jos kara kallistuu vapaasti tai karaa ei ole, on Z-akseli kohtisuorassa koneen pöytään (tai vastaavaan) nähden. Mikäli mahdollista, X-akseli on vaakasuorassa ja työkappaleen tai työkalun pääliikkeen suuntainen. Jos työkappale pyörii (esim. sorvi), X-akseli on sen säteen suuntainen. Sorvissa x-akselilla ilmaistaan halkaisijamittaa ei siis sädettä. Jos työkalu pyörii ja Z-akseli on vaakasuorassa, positiivinen X-akseli osoittaa oikealle karasta työkappaleeseen katsottaessa (positiivinen Y ei osoita alaspäin). Jos työkalu pyörii ja Z-akseli on pystysuorassa, positiivinen X-akseli osoittaa oikealle karasta (portaalin vasempaan) pylvääseen katsottaessa. Positiiviset kiertoliikkeet A, B ja C etenevät oikeakätistä ruuviviivaa pitkin positiivisiin X, Y ja Z-suuntiin Akselisuunnat: pystykarainen koneistuskeskus Axis Directions Z+ Y+ X + Y + X+ Z- P. Andersson
10 10 Akselisuunnat: vaakakarainen koneistuskeskus Horizontal Style X+ Y+ Z+ X + Huom! Tässä ( ja standardissa) B tarkoittaa pöydän pyörimistä, B:llä annettaisiin työkalun liikkeen positiivinen suunta kappaleen ympäri. Z + Y- B + P. Andersson Akselisuunnat: portaalityöstökone Gantry Style Z+ Y- X+ Y+ X- Z- P. Andersson

11 11 Akselisuunnat: Sorvi + - z + C -x P. Andersson Sorvin pyörivät työkalut, C- ja Y-akselit

12 12 Nolla- ym. erikoispisteet ja työkalukorjaimet Ohjelman nollapiste on työkappalekoordinaatiston nollapiste. Se määrätään suhteessa työkappaleeseen ohjelmointivaiheessa. Ohjelman nollapisteen paikka suhteessa koneen nollapisteeseen tai referenssipisteeseen syötetään koneen ohjaukseen asetusta tehtäessä. Ohjelman nollapisteitä voi olla useita, jolloin käytössä oleva valitaan ohjelmallisesti. Nollapistettä voidaan myös siirtää ohjelmallisesti. Nollapisteen valinta tulee kysymykseen erityisesti vaakakaraisella koneistuksella, kun paletilla on useita samanlaisia työkappaleita kiinnitettyinä, mahdollisesti eri suuntiin. Koneen referenssipiste on koneen mittausjärjestelmän nollapiste. Inkrementtiantureilla varustettu kone on yleensä ajettava tämän pisteen kautta käynnistyksen jälkeen. Koneen nollapiste, mikäli sellainen on määritelty, on mielellään jokin luonteva origon paikka koneen pöydällä, istukan etupinnassa tms. Nolla- ym. erikoispisteet ja työkalukorjaimet X-kompensointi Z-kompensointi
, jotta ohjaus osaa ohjata työkalun")
13 13 Nolla- ym. erikoispisteet ja työkalukorjaimet Työkalun nollapisteen suhteen ohjaukselle kerrotaan työkalujen asetusmitat eli työkalukorjaimet ( työkalun kompensointi ), jotta ohjaus osaa ohjata työkalun ohjelmointipistettä ohjelman mukaisesti siten, että haluttu muoto syntyy. Työkalukorjaimet voidaan ilmoittaa myös nollatyökalun, jonka työkalukorjaimet ovat nollia, suhteen. Työkalujen asetusmitat asetetaan ohjaukseen asetuksen teon yhteydessä. Näitä ovat pituus- ja halkaisijamitat sekä nirkonsäteen suuruus ja nirkon asema. Työkalun vaihtopisteessä tapahtuu työkalun vaihto. Tämä on yleensä myös ohjelman aloitus- ja lopetuspiste. Nirkonsäteen kompensointi



14 14 Työkalukorjaimien asettaminen Mittaaminen mittavälineillä Mittalastun koneistaminen ja kappaleen mittaaminen Esiasetus tai mittaaminen esiasetuslaitteella koneen ulkopuolella Mittaaminen koneessa NC-koneen käyttö NC-ohjauksen toiminnot Liikkeiden ohjaus Koneen aputoimintojen ohjaus Ohjelmien hallinta, editointi ja simulointi Tiedonsiirto ulkomaailmaan Vikadiagnostiikka

15 15 NC-koneen käyttö Ohjaustaulun käyttötoiminnot ja kytkimet Päävirtakytkin ja ohjauksen virtakytkin Käyttötapa: automaattikäyttö, käsikäyttö, Manual Data Input (MDI), ohjelmien hallinta, referenssipisteeseen ajo, nollapisteen asetus, työkalukorjaimien asetus Käsikäytön kytkimet luistien siirtämiseksi, karan, istukan, tukikärjen, työkalunvaihtajan, paletinvaihtajan, lastuamisnestepumpun yms. käyttämiseksi Automaatti- ja MDI (Manual Data Input) -käytön kytkimet: ohjelman ajon käynnistys ja pysäytys, syötön pysäytys, lauseen ohitus, valinnainen pysäytys, lauseittain ajo, kuiva-ajo, koneen lukitus Syötön ja karan pyörimisnopeuden %-korjaus Avainkytkimiä ohjelmien suojaamiseksi ja turvatoimintojen ohittamiseen Hätäpysäytys NC-koneen käyttö Aakkosnumeerinen näppäimistö ja näyttö Erilaisia tapoja työkalun aseman näyttämiseksi Suoritettavan ohjelman näyttö Työstönvalvonnan näytöt Työkalutietojen ja nollapisteen asetuksen näyttö ja asetus Työstön animaatio Ohjelmien hallinta Ohjauksen parametrien hallinta Diagnostiikka Yms.
16 16 NC-koneen käyttö Uuden kappaleen koneistuksen vaiheet Työkalujen asetus, ts. työkalujen kokoaminen, kiinnittäminen revolveriin tai lataaminen makasiiniin ja työkalukorjaimien syöttö Koneen ja kappaleen nollapisteen asetus Ohjelman syöttö Ohjelman testaus kone lukittuna ja ilman kappaletta lause kerrallaan Työkappaleen kiinnitys Ohjelman testaaminen lause kerrallaan kappaleen kanssa Erän valmistus NC-ohjelma NC-ohjelman sisältämä (ja laatimiseen tarvittava) informaatio: Suoraan piirustuksesta saatava geometriatieto, jonka perusteella työkalujen radat määritellään Lastuamisjärjestys, työkalut, syöttösuunnat Lastuamisarvot, jotka riippuvat vaaditusta pinnanlaadusta, toleransseista, työkaluista, työkappaleesta ja sen materiaalista Työstökonekohtainen tieto: ohjelman syntaksi, koneen tarkkuus ja muut ominaisuudet

17 17 NC-ohjelma: työstöradan ohjelmointi NC-ohjelma NC-ohjelma koostuu lauseista (riveistä), jotka suoritetaan pääsääntöisesti niiden esiintymisjärjestyksessä. Lauseet koostuvat sanoista, jotka koostuvat kirjaimesta ja numeroista. Esimerkki NC-lauseesta: N100 G01 X100 Y50 Z24 F100 // Lauseessa nro 100 siirrytään lineaariliikkeellä pisteeseen x=100, y=50, z=24 syötöllä 100 mm/min. Useimmat käskyt ovat ns. modaalisia, eli ne ovat voimassa, kunnes jokin muu käsky kumoaa ne. Tämä ns. G-koodi on standardoitu väljähkösti, ja ohjauskohtaisia eroja syntaksissa ja koodien merkityksissä esiintyy. Erityisesti ns. työkierrot ovat epästandardeja. Lisäksi NC-ohjausten valmistajilla on omia täysin poikkeavia formaattejaan. Yleensä nämäkin ohjaukset kuitenkin toimivat myös G-koodilla, kuten Suomessa yleiset Mazak ja Heidenhain.
18 18 NC-ohjelma NC-sanojen standardimerkityksiä: O ohjelman numero N rivinumero G akselien liikkeisiin vaikuttavat käskyt X, Y, Z, U, V, W, A, B, C paikoitukset I, J, K ympyränkaaren keskipisteen etäisyys (yleensä alkupisteestä) R ympyränkaaren säde F syöttö S karan- tai lastuamisnopeus T työkalu M koneen on/off-tyyppiset aputoiminnot (Fanuc: H, D työkalu-offset; P, Q, R parametreja; P aliohjelman numero; L aliohjelman toistokerrat) EOB End of Block. NC-ohjelma Yleisiä G-koodeja G00 Paikoitus pikaliikkeellä G01 Suoraviivainen syöttöliike G02 Ympyränkaari (tai ruuviviiva) myötäpäivään G03 Ympyränkaari (tai ruuviviiva) vastapäivään G04 Viive G33 Kierteitys G40 Työkalun halkaisijan tai nirkonsäteen kompensoinnin poisto G41 Työkalun halkaisijan kompensointi, työkappale oikealla G42 Työkalun halkaisijan kompensointi, työkappale vasemmalla G54 Oheisissa esimerkeissä työkoordinaatiston 1 valinta G90 Absoluuttinen ohjelmointi G91 Inkrementaalinen ohjelmointi G96 Vakiolastuamisnopeus G97 Vakiopyörimisnopeus
19 19 NC-ohjelma Yleisiä M-koodeja M00 Ohjelman pysäytys M01 Valinnainen pysäytys M02 Ohjelman loppu M03 Karan käynnistys myötäpäivään M04 Karan käynnistys vastapäivään M05 Karan pysäytys M06 Työkalun vaihto M08 Lastuamisneste päälle M09 Lastuamisneste pois M30 Ohjelman loppu ja paluu alkuun M41 - M42 Karan pyörimisnopeusalueita (vaihteita) M98 Aliohjelman kutsu M99 Aliohjelman loppu NC-ohjelma: jyrsintä


20 20 NC-ohjelma: sorvaus Huom! Tässä ohjelmassa vain viimeistely, ei rouhintaa. Fanucin poraustyökiertoja G98 G8_ G99 G8_ Z P Q G80 Paluu lähtöpisteeseen Paluu tasoon R Pohjan taso Viive pohjassa Kertasyötön syvyys Työkierron toiston lopetus
21 21 Asetuslehti Ohjelmoija dokumentoi asetuslehdelle asetuksen tekemisen ja koneistuksen suorittamisen edellyttämän koneistajan tarvitseman informaation, esim.: Kappaleen nimi ja piirustusnumero versiotietoineen Ohjelman nimi tai numero versiotietoineen Ohjelman tekijä, valmistumispäivä (ja hyväksyjä) Työstökone Koneistuskiertojen järjestys, kuvaukset työstöarvoineen ja vastaavien työkalujen työkalupaikan numerot, työkalujen numerot, terien numerot, työkalun kuva(us) ja kompensointitiedot Kiinnityksen kuva(us), kiinnitysmitat ja kiristysmomentti tai paine yms. Kappaleen nollapiste Koneaika Asetuslehti kulkee ohjelman mukana paperilla tai sähköisesti. Asetuslehti yhden työkalun osalta: Tietokoneavusteinen NC-ohjelmointi Voi tapahtua: Korkeantason ohjelmointikielellä, esim. APT, Automatically Programmed Tool CAD-ohjelman NC-ohjelmointimoduulilla Erillisellä graafisella NC-ohjelmointiohjelmalla, johon saatetaan lukea CADohjelmalla luotu kappalegeometria sopivassa standardimuodossa Verstaalla vuorovaikutteisesti NC-ohjauksen omalla graafisella ohjelmointiohjelmalla Enemmän tai vähemmän tietokoneavusteisesti muuttuja-aliohjelmointina Työkappaleperheelle kirjoitetulla täysin dedikoidulla tietokoneohjelmalla Tulevaisuudessa ehkä STEP-NC:llä, joka muistuttaa APT:ia. Näistä kolme ensimmäistä edellyttävät yleisjärjestelminä konekohtaisen sovitusosan, ns. postprosessorin, jolla ohjelmoinnin tulos muotoillaan kyseessä olevan työstökoneen lukemaan formaattiin. Postprosessorin lukema välitulos voi olla standardoitu ns. CL, Cutter Location, -tiedosto. Posprosessorin päätuloste on NC-ohjelma, useimmiten siis ns. G-koodi.

22 22 Tietokoneavusteinen CAD-malliin perustuva vuorovaikutteinen NC-ohjelmointi Apuna käytetään CAD-mallin geometriaa. Tämä ei sellaisenaan kuitenkaan usein kelpaa, koska: Geometrian on oltavaa jatkuvaa ja oikein CAD-malli on yleensä tehty nimellismitoille eikä esim. toleranssialueen keskelle Työvaroja on osattava jättää tarvittaessa esim. hiontaa varten Muotti, keerna ja elektrodi ovat eri kokoisia kuin lopullinen tuote Viisteet, pääteurat yms. std-muodot voivat olla mallintamatta Apugeometria aihiolle ja kiinnittimille voidaan joutua lisäämään Tietokoneavusteinen NC-ohjelmointi
23 23 Keskimääräiset konekustannukset Mazak FH 480 Vaakakarainen koneistuskeskus 2 työvuoroa, á 1500 tehtyä työtuntia Hankintahinta euroa Kustannuslaji euro/h Työ 25,2 Poisto 8,3 Korko 2,5 Vuokra 3,2 Energia 0,7 Huolto 3,3 Työnjohto 1,7 NC-ohjelmointi 3,4 Työkalut 10,0 ATK, YK-aineet ym. 3,0 Yhteensä 61,3 =15*1,68 =250000/(10*1500*2) =250000/2*0,06/(1500*2) =8*100*12/(1500*2) =22 kw * 0,2 * 0,1 euro/kw / 0,6 =10000/(1500*2) =0,1*50000/(1500*2) =0,2*50000/(1500*2) =10 =3 =SUM()
Hannu Vesamäki (toim.) LASTUAVAN TYÖSTÖN NC-OHJELMOINTI
 LASTUAVAN TYÖSTÖN NC-OHJELMOINTI") Hannu Vesamäki (toim.) LASTUAVAN TYÖSTÖN NC-OHJELMOINTI Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti
Hannu Vesamäki (toim.) LASTUAVAN TYÖSTÖN NC-OHJELMOINTI Tämän teoksen osittainenkin kopiointi ja saattaminen yleisön saataviin on tekijänoikeuslain (404/61, siihen myöhemmin tehtyine muutoksineen) mukaisesti
TYÖKOORDINAATISTON MÄÄRITTELY MITSUI SEIKI HR5B -KONEISTUS- KESKUKSELLA
 TYÖKOORDINAATISTON MÄÄRITTELY MITSUI SEIKI HR5B -KONEISTUS- KESKUKSELLA Tässä ohjeessa on esitetty, miten työkoordinaatisto määritellään Mitsui Seiki -koneistuskeskuksessa. Määrittely tapahtuu siten, että
TYÖKOORDINAATISTON MÄÄRITTELY MITSUI SEIKI HR5B -KONEISTUS- KESKUKSELLA Tässä ohjeessa on esitetty, miten työkoordinaatisto määritellään Mitsui Seiki -koneistuskeskuksessa. Määrittely tapahtuu siten, että
KESKEISET NC-KOODIT TOIMINNAN MUKAAN RYHMITELLEN
 KESKEISET NC-KOODIT TOIMINNAN MUKAAN RYHMITELLEN Tämän dokumentin lopussa on teollisuudessa hyvin yleisen Fanucohjauksen NC-koodia oppilaitoksen laboratoriossa olevalle kolmiakseliselle Robodrill-työstökoneelle.
KESKEISET NC-KOODIT TOIMINNAN MUKAAN RYHMITELLEN Tämän dokumentin lopussa on teollisuudessa hyvin yleisen Fanucohjauksen NC-koodia oppilaitoksen laboratoriossa olevalle kolmiakseliselle Robodrill-työstökoneelle.
1. Työkappaleen/-koordinaatiston sijainti. Tämä tapahtuu määrittelemällä paikka nollapisteelle, jonka suhteen annetaan varsinaiset liikekäskyt.
 JOHDANTO Tämä opas on tarkoitettu ensisijaisesti niiden henkilöiden käyttöön, jotka tekevät NCohjelmia TTKn konepajan Fanuc 11M ohjauksella varustetulle vaakakaraiselle Mitsui Seiki HR5B -koneistuskeskukselle.
JOHDANTO Tämä opas on tarkoitettu ensisijaisesti niiden henkilöiden käyttöön, jotka tekevät NCohjelmia TTKn konepajan Fanuc 11M ohjauksella varustetulle vaakakaraiselle Mitsui Seiki HR5B -koneistuskeskukselle.
NC-koneet ja niiden ohjelmointi
 NC-koneet ja niiden ohjelmointi Koordinaattisysteemit Inkrementaalinen Absoluuttinen NC-koneen koordinaatisto Akselien suunnat on määritelty ns. "oikean käden säännön" mukaan (DIN 66217). Koneen edessä
NC-koneet ja niiden ohjelmointi Koordinaattisysteemit Inkrementaalinen Absoluuttinen NC-koneen koordinaatisto Akselien suunnat on määritelty ns. "oikean käden säännön" mukaan (DIN 66217). Koneen edessä
UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN &
 NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
NOPEA SILTATYYPPINEN PYSTYKARAINEN KONEISTUSKESKUS UUSIN FREJOTH ACRA SILTATYYPPINEN KONEISTUSKESKUS - TÄYNNÄ UUSIA INNOVATIIVISIA RATKAISUJA NOPEAAN JA RASKAASEEN LASTUAMISEEN & Rensi Finland Oy Yrittäjäntie
Monitoimisorvien NC-ohjelmointi. Kari Kuutela Pathtrace Oy www.cam.fi
 Monitoimisorvien NC-ohjelmointi Kari Kuutela Pathtrace Oy www.cam.fi Monitoimisorvaus 2008 2008 www.cam.fi Turku Pathtrace Oy, vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNCliitännät, NC-ohjelmoinnin
Monitoimisorvien NC-ohjelmointi Kari Kuutela Pathtrace Oy www.cam.fi Monitoimisorvaus 2008 2008 www.cam.fi Turku Pathtrace Oy, vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNCliitännät, NC-ohjelmoinnin
3.2 Työstöratojen luonti
 3.2 Työstöratojen luonti Luodaan aluksi työstöradat kahdelle akselille. 3.2.1 Olakkeen sorvaus Piirretään aluksi yksinkertainen kappale, johon luodaan työstöradat. Kuva 3.2.1 Koneistettava kappale Kyseisen
3.2 Työstöratojen luonti Luodaan aluksi työstöradat kahdelle akselille. 3.2.1 Olakkeen sorvaus Piirretään aluksi yksinkertainen kappale, johon luodaan työstöradat. Kuva 3.2.1 Koneistettava kappale Kyseisen
Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin.
 Pystykarainen koneistuskeskus DIGIMA BM VM 35 Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin. VM-30/35 on paras valinta isoille ja raskaille muoteille.
Pystykarainen koneistuskeskus DIGIMA BM VM 35 Suurempi Kapasiteetti: VM-30/35 isoilla poikkiliikkeellä optimoitu suorituskyky isoihin kappaleisiin. VM-30/35 on paras valinta isoille ja raskaille muoteille.
SAHAT. Rensi Finland Oy Yrittäjäntie 28 01800 KLAUKKALA www.rensi.fi
 SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
SAHAT AUTOMAATTINEN URANTYÖSTÖKONE JIH-AUTO 10SM JIH-AUTO 10SM URANTYÖSTÖKONE Syöttö Kuularuuvi Uran maksimikoko vaakasyöttö 200mm, leveys 50mm, korkeus 50mm Terän koko 255x25.4 mm Työpöydän koko 835 mm
Turun Aikuiskoulutuskeskus
 Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Läppäventtiilinpesä D40 02032012-1002 Suorittaja: Päiväys: Kone- ja metallialan
Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Läppäventtiilinpesä D40 02032012-1002 Suorittaja: Päiväys: Kone- ja metallialan
VALMISTUSTEKNIIKAN JATKOKURSSI 2006 Koneistettavan kappaleen mallintaminen ja työstön ohjelmointi
 VALMISTUSTEKNIIKAN JATKOKURSSI 2006 Koneistettavan kappaleen mallintaminen ja työstön ohjelmointi 1. Mitä mallinnetaan ja miksi? 2-ulotteisen muotoviivan avulla tehtävät muodot kuten taskujen jyrsinnät
VALMISTUSTEKNIIKAN JATKOKURSSI 2006 Koneistettavan kappaleen mallintaminen ja työstön ohjelmointi 1. Mitä mallinnetaan ja miksi? 2-ulotteisen muotoviivan avulla tehtävät muodot kuten taskujen jyrsinnät
NC tekniikka materiaali sisällysluettelo
 NC tekniikka materiaali / Osmo Maksimainen Sivu 1/ 43 NC tekniikka materiaali sisällysluettelo NC materiaali sisältää teoriaa, kuvia ja ohjelmia. Kuvat vastaavat sisällöltään nykyaikaista konepaja-käytäntöä.
NC tekniikka materiaali / Osmo Maksimainen Sivu 1/ 43 NC tekniikka materiaali sisällysluettelo NC materiaali sisältää teoriaa, kuvia ja ohjelmia. Kuvat vastaavat sisällöltään nykyaikaista konepaja-käytäntöä.
CNC-SORVI DIGIMA BM KL2100-SARJA
 CNC-SORVI DIGIMA BM KL2100-SARJA Ohjaus: Selkeä ja helppokäyttöinen Manuaaliajo, Teach-In, puoliautomaatti tai CNC käyttötavat Sorvaus, poraus, kierteitys osaohjelmaa, 10.000 aliohjelmaa Rajaton työkalukirjasto
CNC-SORVI DIGIMA BM KL2100-SARJA Ohjaus: Selkeä ja helppokäyttöinen Manuaaliajo, Teach-In, puoliautomaatti tai CNC käyttötavat Sorvaus, poraus, kierteitys osaohjelmaa, 10.000 aliohjelmaa Rajaton työkalukirjasto
Tekijä Pitkä matematiikka Pisteen (x, y) etäisyys pisteestä (0, 2) on ( x 0) Pisteen (x, y) etäisyys x-akselista, eli suorasta y = 0 on y.
 etäisyys pisteestä (0, 2) on ( x 0) Pisteen (x, y) etäisyys x-akselista, eli suorasta y = 0 on y.") Tekijä Pitkä matematiikka 5 7..017 37 Pisteen (x, y) etäisyys pisteestä (0, ) on ( x 0) + ( y ). Pisteen (x, y) etäisyys x-akselista, eli suorasta y = 0 on y. Merkitään etäisyydet yhtä suuriksi ja ratkaistaan
Tekijä Pitkä matematiikka 5 7..017 37 Pisteen (x, y) etäisyys pisteestä (0, ) on ( x 0) + ( y ). Pisteen (x, y) etäisyys x-akselista, eli suorasta y = 0 on y. Merkitään etäisyydet yhtä suuriksi ja ratkaistaan
( ) B-B 142 `0,3 28-0,2. 36 Ra1.6. 2x45. 1x45. 2x45. Keskiöporaus sallitaan. 0,5x0,5. Ra3.2. Ra1.6. Koneistusnäyttö Aihio: D50x145 S355
 B-B 142 `0,3 28-0,2. 36 Ra1.6. 2x45. 1x45. 2x45. Keskiöporaus sallitaan. 0,5x0,5. Ra3.2. Ra1.6. Koneistusnäyttö Aihio: D50x145 S355") 142 `0,3 50 80 M 40 x2 A 20 Ø35 5 n50-0,1 40-0,3 Ø 26-0,05 +0 Ø B + 0,3 55-0 36 Ra1.6 6 2x45 B +0 28-0,2 1x45 0,5x0,5 2x45 b 0,1 A Keskiöporaus sallitaan B-B Ra3.2 Ra1.6 ( ) 3 Designed by Checked by Approved
142 `0,3 50 80 M 40 x2 A 20 Ø35 5 n50-0,1 40-0,3 Ø 26-0,05 +0 Ø B + 0,3 55-0 36 Ra1.6 6 2x45 B +0 28-0,2 1x45 0,5x0,5 2x45 b 0,1 A Keskiöporaus sallitaan B-B Ra3.2 Ra1.6 ( ) 3 Designed by Checked by Approved
EdgeCAM Tuotantokoneistus
 EdgeCAM on yksi maailman johtavista valmistusjärjestelmistä, valmiina ratkaisemaan sinun tuotannollisen koneistuksen tarpeet. Nyt myös 4- ja 5-akselinen työstö. EdgeCAM Tuotantokoneistus EdgeCAM on yksinkertainen
EdgeCAM on yksi maailman johtavista valmistusjärjestelmistä, valmiina ratkaisemaan sinun tuotannollisen koneistuksen tarpeet. Nyt myös 4- ja 5-akselinen työstö. EdgeCAM Tuotantokoneistus EdgeCAM on yksinkertainen
Turun Aikuiskoulutuskeskus
 Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Sylinterin pohja 26012012-1048 Suorittaja: Päiväys: Kone- ja metallialan
Kone- ja metallialan perustutkinto Turun Aikuiskoulutuskeskus 1/ (9) Turun Aikuiskoulutuskeskus Kone- ja metallialan perustutkinto Sylinterin pohja 26012012-1048 Suorittaja: Päiväys: Kone- ja metallialan
CAD/CAM perusteet ja muottien työstäminen
 CAD/CAM perusteet ja muottien työstäminen Heikki Tikka, Tuula Höök Tampereen teknillinen yliopisto Muottien ja muiden työkalujen työstäminen pyritään useimmiten tekemään niin tarkasti ja niin hyvällä pinnanlaadulla
CAD/CAM perusteet ja muottien työstäminen Heikki Tikka, Tuula Höök Tampereen teknillinen yliopisto Muottien ja muiden työkalujen työstäminen pyritään useimmiten tekemään niin tarkasti ja niin hyvällä pinnanlaadulla
15 Opetussuunnitelma OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä valmistamalla jonkin koneistettavan osan tai osakokonaisuuden CNC-ohjattua työstökonetta
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä valmistamalla jonkin koneistettavan osan tai osakokonaisuuden CNC-ohjattua työstökonetta
FANUC Series 30+-MODEL B FANUC Series 31+-MODEL B FANUC Series 32+-MODEL B. Työstökeskusjärjestelmälle KÄYTTÖOPAS B-64484FI-2/03
 FANUC Series 30+-MODEL B FANUC Series 31+-MODEL B FANUC Series 32+-MODEL B Työstökeskusjärjestelmälle KÄYTTÖOPAS B-64484FI-2/03 Mitään osaa tästä käyttöoppaasta ei saa kopioida missään muodossa. Kaikki
FANUC Series 30+-MODEL B FANUC Series 31+-MODEL B FANUC Series 32+-MODEL B Työstökeskusjärjestelmälle KÄYTTÖOPAS B-64484FI-2/03 Mitään osaa tästä käyttöoppaasta ei saa kopioida missään muodossa. Kaikki
Mitä Uutta - SURFCAM V5.1 Sisällysluettelo
 VER CAD/CAM Software with world class precision and control... Mitä uutta Mitä Uutta - SURFCAM V5.1 Sisällysluettelo 1) Parannettu muistinhallinta 32 ja 64 bitin järjestelmissä 3 2) Konesimulointi Optio
VER CAD/CAM Software with world class precision and control... Mitä uutta Mitä Uutta - SURFCAM V5.1 Sisällysluettelo 1) Parannettu muistinhallinta 32 ja 64 bitin järjestelmissä 3 2) Konesimulointi Optio
463059S TIETOKONEAVUSTEINEN VALMISTUS 4 op / 2,5 ov
 OULUN YLIOPISTO Konetekniikan osasto Jussi A. Karjalainen 13.12.2008 463059S TIETOKONEAVUSTEINEN VALMISTUS 4 op / 2,5 ov Tentti 1. Selosta lyhyesti, mitä tarkoittaa (kukin alakohta 1 piste) a) lasersintraus
OULUN YLIOPISTO Konetekniikan osasto Jussi A. Karjalainen 13.12.2008 463059S TIETOKONEAVUSTEINEN VALMISTUS 4 op / 2,5 ov Tentti 1. Selosta lyhyesti, mitä tarkoittaa (kukin alakohta 1 piste) a) lasersintraus
JOUSTAVA YKSITTÄISVALMISTUS. Konepajamiehet 19.4.2011 Kauko Lappalainen
 JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
JOUSTAVA YKSITTÄISVALMISTUS Konepajamiehet 19.4.2011 Joustava yksittäisvalmistusautomaatio Target Erävalmistuksen ja yksittäisvalmistuksen tavoitteiden erot Toistuva erävalmistus tai volyymituotanto tuotantolaitteiston
OHJELMOINTILAITE 10/50
 OHJELMOINTILAITE 10/50 1 2 3 4 5 6 17 16 15 7 14 8 13 12 11 10 9 1) Näyttö 1 taivutuksen nro. 2) Näyttö 2 kulma 3) LED merkkivalo MANUAALI 4) OFF-SET. 5) Taivutussuunta. 6) Palautus 7) Käynnistys ja resetointi.
OHJELMOINTILAITE 10/50 1 2 3 4 5 6 17 16 15 7 14 8 13 12 11 10 9 1) Näyttö 1 taivutuksen nro. 2) Näyttö 2 kulma 3) LED merkkivalo MANUAALI 4) OFF-SET. 5) Taivutussuunta. 6) Palautus 7) Käynnistys ja resetointi.
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Asetusaikojen minimointi NCkoodin
 Asetusaikojen minimointi NCkoodin simuloinnilla Pauli Manninen , vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNC-liitännät, NC-ohjelmoinnin automatisointi Palvelut NC-ohjelmointi, menetelmäsuunnittelu,
Asetusaikojen minimointi NCkoodin simuloinnilla Pauli Manninen , vuodesta 1992 Ratkaisut NC-ohjelmointiin, NC-simulointiin, DNC-liitännät, NC-ohjelmoinnin automatisointi Palvelut NC-ohjelmointi, menetelmäsuunnittelu,
HARJOITUS 4 1. (E 5.29):
:") HARJOITUS 4 1. (E 5.29): Työkalulaatikko, jonka massa on 45,0 kg, on levossa vaakasuoralla lattialla. Kohdistat laatikkoon asteittain kasvavan vaakasuoran työntövoiman ja havaitset, että laatikko alkaa
HARJOITUS 4 1. (E 5.29): Työkalulaatikko, jonka massa on 45,0 kg, on levossa vaakasuoralla lattialla. Kohdistat laatikkoon asteittain kasvavan vaakasuoran työntövoiman ja havaitset, että laatikko alkaa
MACHINERY on laadunvarmistaja
 MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
MACHINERY on laadunvarmistaja Mitä tapahtuu huomenna? entä jos omaisuudelle tapahtuu jotain? entä jos kalustolle tapahtuu jotain? entä jos sinulle tapahtuu jotain? MACHINERY ennakoi, ennaltaehkäisee ja
FANUC Series 30+-MODEL B FANUC Series 31+-MODEL B FANUC Series 32+-MODEL B. Sorvijärjestelmälle KÄYTTÖOPAS B-64484FI-1/03
 FANUC Series 30+-MODEL B FANUC Series 31+-MODEL B FANUC Series 32+-MODEL B Sorvijärjestelmälle KÄYTTÖOPAS B-64484FI-1/03 Mitään osaa tästä käyttöoppaasta ei saa kopioida missään muodossa. Kaikki tiedot
FANUC Series 30+-MODEL B FANUC Series 31+-MODEL B FANUC Series 32+-MODEL B Sorvijärjestelmälle KÄYTTÖOPAS B-64484FI-1/03 Mitään osaa tästä käyttöoppaasta ei saa kopioida missään muodossa. Kaikki tiedot
KESKITY! KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! S O R V A U S. Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät.
 Koneiden taulut: SORVI RECORD 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! Koneiden taulut: SORVI RECORD 2 K
Koneiden taulut: SORVI RECORD 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ!! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA!! Koneiden taulut: SORVI RECORD 2 K
ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko
 ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko Huomattavaa! Kun tallennat archicad:issä Stl tiedoston tarkasta että mallisi on oikeassa mittakaavassa (esim. mikäli ArchiCad malli mallinnettu metrimittakaavassa
ArchiCad:istä Inventoriin ja NC-jyrsin mallin teko Huomattavaa! Kun tallennat archicad:issä Stl tiedoston tarkasta että mallisi on oikeassa mittakaavassa (esim. mikäli ArchiCad malli mallinnettu metrimittakaavassa
 Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
Työstäminen robotilla Zenex perustettu 1986 Erikoistunut teknisiin ohjelmistoihin Mastercam CAM-ohjelmisto Mathcad laskentaohjelmisto KeyCreator CAD (ent. CADKEY) Työstörataohjelmien hallinta, DNC etc.
KONEISTUS - CNC-KONEET - MANUAALIKONEET - ALUMIINIKONEET - SAHAT - HAMMASPYÖRÄKONEET
 Rensin asiakkaan tuote Ajattele sinäkin euroja - liity Rensin partneriksi KONEISTUS - CNC-KONEET - MANUAALIKONEET - ALUMIINIKONEET - SAHAT - HAMMASPYÖRÄKONEET LEVYTYÖSTÖ - LEIKKAUS - TAIVUTUS, SÄRMÄYS
Rensin asiakkaan tuote Ajattele sinäkin euroja - liity Rensin partneriksi KONEISTUS - CNC-KONEET - MANUAALIKONEET - ALUMIINIKONEET - SAHAT - HAMMASPYÖRÄKONEET LEVYTYÖSTÖ - LEIKKAUS - TAIVUTUS, SÄRMÄYS
Järjestelmää voi käyttää?
 - NOLLAPISTE KIINNITTIMET - Asetusten vaihto hetkessä TEE FIKSU LIIKE ASETUSAIKOJEN NOPEUTTAMISKSI Mihin Järjestelmää voi käyttää? Joustava kiinnitysjärjestelmä kaikkeen työkappaleen kiinnittämiseen- nollapisteen
- NOLLAPISTE KIINNITTIMET - Asetusten vaihto hetkessä TEE FIKSU LIIKE ASETUSAIKOJEN NOPEUTTAMISKSI Mihin Järjestelmää voi käyttää? Joustava kiinnitysjärjestelmä kaikkeen työkappaleen kiinnittämiseen- nollapisteen
9. Vektorit. 9.1 Skalaarit ja vektorit. 9.2 Vektorit tasossa
 9. Vektorit 9.1 Skalaarit ja vektorit Skalaari on koon tai määrän mitta. Tyypillinen esimerkki skalaarista on massa. Lukumäärä on toinen hyvä esimerkki skalaarista. Vektorilla on taas suuruus ja suunta.
9. Vektorit 9.1 Skalaarit ja vektorit Skalaari on koon tai määrän mitta. Tyypillinen esimerkki skalaarista on massa. Lukumäärä on toinen hyvä esimerkki skalaarista. Vektorilla on taas suuruus ja suunta.
Versio 9 > X toimintokartta. (päivitetty tammikuu 2011)
") Versio 9 > X toimintokartta (päivitetty tammikuu 2011) Analysoi Analysoi-Dynaaminen Analysoi-Ketju Analysoi-Kulma Analysoi-Number Analysoi-Piste Analysoi-Pisteiden väli Analysoi-Profiili Analysoi-Vain
Versio 9 > X toimintokartta (päivitetty tammikuu 2011) Analysoi Analysoi-Dynaaminen Analysoi-Ketju Analysoi-Kulma Analysoi-Number Analysoi-Piste Analysoi-Pisteiden väli Analysoi-Profiili Analysoi-Vain
mastercam focus tutorials Kuvantojen, tasojen ja työkoordinaatiston käyttö
 mastercam focus tutorials Kuvantojen, tasojen ja työkoordinaatiston käyttö Marraskuu 2007 Mastercam X2 MR2 Kuvantojen, tasojen ja työkoordinaatiston käyttö Päiväys: Marraskuu 2007 Copyright 2007 CNC Software,
mastercam focus tutorials Kuvantojen, tasojen ja työkoordinaatiston käyttö Marraskuu 2007 Mastercam X2 MR2 Kuvantojen, tasojen ja työkoordinaatiston käyttö Päiväys: Marraskuu 2007 Copyright 2007 CNC Software,
UUSI M M A T RA TK A I SUT M ETA LLI N K ONEI STUK SEEN LEVYN TYÖSTÖÖN TA I VUTUK SEEN & P YÖRI STYK SEEN M I TTA UK SEEN & NC OHJELM OI NTI I N
 UUSI M M A T RA TK A I SUT M ETA LLI N K ONEI STUK SEEN LEVYN TYÖSTÖÖN TA I VUTUK SEEN & P YÖRI STYK SEEN M I TTA UK SEEN & NC OHJELM OI NTI I N VAAKAJOHTEISET CNC- JA PUOLIAUTOMAATTISORVIT SMTCL, ANYANG,
UUSI M M A T RA TK A I SUT M ETA LLI N K ONEI STUK SEEN LEVYN TYÖSTÖÖN TA I VUTUK SEEN & P YÖRI STYK SEEN M I TTA UK SEEN & NC OHJELM OI NTI I N VAAKAJOHTEISET CNC- JA PUOLIAUTOMAATTISORVIT SMTCL, ANYANG,
NC-ohjelman tekeminen Catiassa
 NC-ohjelman tekeminen Catiassa - Käynnistä Catia V5 R21 Koska mikroluokan TF331 koneissa ei ole Catian vaatimia postprosessoritiedostoja ja ohjelmia, tehdään postprosessoriajot Catian mukana tulleilla
NC-ohjelman tekeminen Catiassa - Käynnistä Catia V5 R21 Koska mikroluokan TF331 koneissa ei ole Catian vaatimia postprosessoritiedostoja ja ohjelmia, tehdään postprosessoriajot Catian mukana tulleilla
START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus. Tokan reiän hionta
 START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus Tokan reiän hionta - ruvetaan hiomaa reikää - lisätään y-arvoa joka kierroksen jälkeen Kierrenousun alku - rekisterien nollaus
START Pääohjelma - arvojen asettaminen - keskipisteet - kierrenousujen ohjaus Tokan reiän hionta - ruvetaan hiomaa reikää - lisätään y-arvoa joka kierroksen jälkeen Kierrenousun alku - rekisterien nollaus
1.4 Suhteellinen liike
 Suhteellisen liikkeen ensimmäinen esimerkkimme on joskus esitetty kompakysymyksenäkin. Esimerkki 5 Mihin suuntaan ja millä nopeudella liikkuu luoti, joka ammutaan suihkukoneesta mahdollisimman suoraan
Suhteellisen liikkeen ensimmäinen esimerkkimme on joskus esitetty kompakysymyksenäkin. Esimerkki 5 Mihin suuntaan ja millä nopeudella liikkuu luoti, joka ammutaan suihkukoneesta mahdollisimman suoraan
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
Pikaopas TNC 426B TNC 430. NC-Software 280 474-xx 280 475-xx 12/99
 Pikaopas TNC 426B TNC 430 NC-Software 280 474-xx 280 475-xx 12/99 Pikaopas Sisältö... on koottu yhteenveto HEIDENHAIN-ohjausten TNC 426 ja TNC 430 ohjelmointiohjeista. TNC:n ohjelmointia ja käyttöä koskevat
Pikaopas TNC 426B TNC 430 NC-Software 280 474-xx 280 475-xx 12/99 Pikaopas Sisältö... on koottu yhteenveto HEIDENHAIN-ohjausten TNC 426 ja TNC 430 ohjelmointiohjeista. TNC:n ohjelmointia ja käyttöä koskevat
English...2 Svenska...15 Norsk...28 Dansk...41 Suomi...54 Deutsch...68 Netherlands Français...95 Italiano Español Português...
 English...2 Svenska...15 Norsk...28 Dansk...41 Suomi...54 Deutsch...68 Netherlands... 81 Français...95 Italiano...110 Español...124 Português...137 Ελληνικά...150 Polski...164 Eesti...177 Lietuviškai...189
English...2 Svenska...15 Norsk...28 Dansk...41 Suomi...54 Deutsch...68 Netherlands... 81 Français...95 Italiano...110 Español...124 Português...137 Ελληνικά...150 Polski...164 Eesti...177 Lietuviškai...189
Kysy lisää: Tiimipäällikkö Timo Huoman puh
 KONE- JA TUOTANTOTEKNIIKKA OSAAMISTARJOTIN 8.1. 31.7.2019 27.12.2018 1 Sisällys Valmistustyötehtävissä toimiminen... 3 Työturvallisuuskorttikoulutus... 3 Tulityökorttikoulutus... 4 Asennus- ja automaatiotyöt...
KONE- JA TUOTANTOTEKNIIKKA OSAAMISTARJOTIN 8.1. 31.7.2019 27.12.2018 1 Sisällys Valmistustyötehtävissä toimiminen... 3 Työturvallisuuskorttikoulutus... 3 Tulityökorttikoulutus... 4 Asennus- ja automaatiotyöt...
Mitä ovat yhteistyörobotit. Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa.
 Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Yhteistyörobotiikka Mitä ovat yhteistyörobotit Yhteistyörobotit ovat uusia työkavereita, robotteja jotka on tehty työskentelemään yhdessä ihmisten kanssa. Yhteistyörobotit saapuvat juuri oikeaan aikaan
Robodrill α-d21ia... 3 Robodrill T14 i B... 3 Robodrill T14 i A... 4
 KONEKANTA 2016 KONEKANTA 5-AKSELISET KONEISTUSKESKUKSET... 2 MoriSeiki NMV5000 DCG 5 axis... 2 Hermle C30U 5-axis... 2 Bridgeport VMC 800 5-axis... 2 3- JA 4-AKSELISET KONEISTUSKESKUKSET... 3 Mori Seiki
KONEKANTA 2016 KONEKANTA 5-AKSELISET KONEISTUSKESKUKSET... 2 MoriSeiki NMV5000 DCG 5 axis... 2 Hermle C30U 5-axis... 2 Bridgeport VMC 800 5-axis... 2 3- JA 4-AKSELISET KONEISTUSKESKUKSET... 3 Mori Seiki
30 Opetussuunnitelma OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. suorittaja osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä koneistamalla piirustusten mukaisia koneenosia eri työstötavoilla (sorvaus, jyrsintä, poraus). Työtä tehdään
Hyväksymismerkinnät 1 (5) Näytön kuvaus Opiskelija osoittaa osaamisensa ammattiosaamisen näytössä koneistamalla piirustusten mukaisia koneenosia eri työstötavoilla (sorvaus, jyrsintä, poraus). Työtä tehdään
Kosketusjärjestelm än työkierrot itnc 530
 Kosketusjärjestelm än työkierrot itnc 530 NC-ohjelmisto 340 420-xx 340 421-xx Käyttäjän käsikirja Suomi (fi) 12/2002 TNC-tyyppi, Ohjelmisto ja toiminnot Tässä käsikirjassa esitellään toiminnot, jotka
Kosketusjärjestelm än työkierrot itnc 530 NC-ohjelmisto 340 420-xx 340 421-xx Käyttäjän käsikirja Suomi (fi) 12/2002 TNC-tyyppi, Ohjelmisto ja toiminnot Tässä käsikirjassa esitellään toiminnot, jotka
3.3 Paraabeli toisen asteen polynomifunktion kuvaajana. Toisen asteen epäyhtälö
 3.3 Paraabeli toisen asteen polynomifunktion kuvaajana. Toisen asteen epäyhtälö Yhtälön (tai funktion) y = a + b + c, missä a 0, kuvaaja ei ole suora, mutta ei ole yhtälökään ensimmäistä astetta. Funktioiden
3.3 Paraabeli toisen asteen polynomifunktion kuvaajana. Toisen asteen epäyhtälö Yhtälön (tai funktion) y = a + b + c, missä a 0, kuvaaja ei ole suora, mutta ei ole yhtälökään ensimmäistä astetta. Funktioiden
Tekijä Pitkä matematiikka
 K1 Tekijä Pitkä matematiikka 5 7..017 a) 1 1 + 1 = 4 + 1 = 3 = 3 4 4 4 4 4 4 b) 1 1 1 = 4 6 3 = 5 = 5 3 4 1 1 1 1 1 K a) Koska 3 = 9 < 10, niin 3 10 < 0. 3 10 = (3 10 ) = 10 3 b) Koska π 3,14, niin π
K1 Tekijä Pitkä matematiikka 5 7..017 a) 1 1 + 1 = 4 + 1 = 3 = 3 4 4 4 4 4 4 b) 1 1 1 = 4 6 3 = 5 = 5 3 4 1 1 1 1 1 K a) Koska 3 = 9 < 10, niin 3 10 < 0. 3 10 = (3 10 ) = 10 3 b) Koska π 3,14, niin π
FANUCIN TYÖSTÖKONEOHJAUKSIEN UUDET OMINAISUUDET
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari FANUCIN TYÖSTÖKONEOHJAUKSIEN UUDET OMINAISUUDET Lappeenrannassa 25.3.2008 Matti Karvonen
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari FANUCIN TYÖSTÖKONEOHJAUKSIEN UUDET OMINAISUUDET Lappeenrannassa 25.3.2008 Matti Karvonen
Tehtävä 2: Manipulaattoriaseman asennus, ohjelmointi ja käyttöönotto
 Tehtävä 2: Manipulaattoriaseman asennus, ohjelmointi ja käyttöönotto Pisteet 25/100 t max 210 min Muistitikulla on lisämateriaalia! Tehtävän kuvaus Kilpailijapari vastaa tuotantolinjan (Handling station)
Tehtävä 2: Manipulaattoriaseman asennus, ohjelmointi ja käyttöönotto Pisteet 25/100 t max 210 min Muistitikulla on lisämateriaalia! Tehtävän kuvaus Kilpailijapari vastaa tuotantolinjan (Handling station)
Teollinen Internet, IoT valimoissa ja konepajoissa
 Teollinen Internet, IoT valimoissa ja konepajoissa Case: Aalto-yliopisto Valmistus- ja materiaalitekniikka, FIN3D Kalle Jalava 28.3.2019 FIN3D-tutkimus IIoT haasteita Teknisiä toteutuksia Aallossa Hyötyjä?
Teollinen Internet, IoT valimoissa ja konepajoissa Case: Aalto-yliopisto Valmistus- ja materiaalitekniikka, FIN3D Kalle Jalava 28.3.2019 FIN3D-tutkimus IIoT haasteita Teknisiä toteutuksia Aallossa Hyötyjä?
Käyttöohje LogiComm ohjausjärjestelmä
 Käyttöohje LogiComm ohjausjärjestelmä P/N 797 - Finnish - Päävalikko Tässä käyttöohjeessa selostetaan yleiset tehtävät, jotka liittyvät tuotteen varmennustehtäviin ja painesäädön asettamiseen. Täydellinen
Käyttöohje LogiComm ohjausjärjestelmä P/N 797 - Finnish - Päävalikko Tässä käyttöohjeessa selostetaan yleiset tehtävät, jotka liittyvät tuotteen varmennustehtäviin ja painesäädön asettamiseen. Täydellinen
TIEHÖYLÄN TERÄN KALTEVUUDEN SÄÄTÖJÄRJESTELMÄ GRADER WATCHMAN. Käyttöohjeet
 TIEHÖYLÄN TERÄN KALTEVUUDEN SÄÄTÖJÄRJESTELMÄ GRADER WATCHMAN Käyttöohjeet 2 Sisällysluettelo sivu 1. Käyttötarkoitus 3 2. Terän kaltevuuden säätöjärjestelmän rakenne 4 3. Tekniset tiedot 4 4 Tiehöylän
TIEHÖYLÄN TERÄN KALTEVUUDEN SÄÄTÖJÄRJESTELMÄ GRADER WATCHMAN Käyttöohjeet 2 Sisällysluettelo sivu 1. Käyttötarkoitus 3 2. Terän kaltevuuden säätöjärjestelmän rakenne 4 3. Tekniset tiedot 4 4 Tiehöylän
X7 MU1 uudet piirteet
 X7 MU1 uudet piirteet MastercamMastercam X7 ylläpitopäivitys 1 (MU1) sisältää seuraavat parannukset. Se on kaikkien Mastercam ylläpidossa olevien asiakkaiden käytettävissä. X7 MU1 ylläpitopäivityksen voi
X7 MU1 uudet piirteet MastercamMastercam X7 ylläpitopäivitys 1 (MU1) sisältää seuraavat parannukset. Se on kaikkien Mastercam ylläpidossa olevien asiakkaiden käytettävissä. X7 MU1 ylläpitopäivityksen voi
Ensimmäinen osa: Rautalankamallinnus. Rautalankamallinnus
 Ensimmäinen osa: Rautalankamallinnus Rautalankamallinnus Tampereen ammattiopisto - CAD -perusharjoitukset Rautalankamallinnus I: Jana, suorakulmio ja ympyrä Harjoitusten yleisohje Valitse suunnittelutilan
Ensimmäinen osa: Rautalankamallinnus Rautalankamallinnus Tampereen ammattiopisto - CAD -perusharjoitukset Rautalankamallinnus I: Jana, suorakulmio ja ympyrä Harjoitusten yleisohje Valitse suunnittelutilan
MAKRO-OHJELMOINNIN KOULUTUSMATERIAALI FANUC-OHJAUKSELLE
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen 2011 Jari Lehtonen MAKRO-OHJELMOINNIN KOULUTUSMATERIAALI FANUC-OHJAUKSELLE OPISKELIJAN OPAS OPINNÄYTETYÖ (AMK) TIIVISTELMÄ
Opinnäytetyö (AMK) Kone- ja tuotantotekniikan koulutusohjelma Tuotantopainotteinen 2011 Jari Lehtonen MAKRO-OHJELMOINNIN KOULUTUSMATERIAALI FANUC-OHJAUKSELLE OPISKELIJAN OPAS OPINNÄYTETYÖ (AMK) TIIVISTELMÄ
MAKRO-OHJELMOINTI TYÖSTÖKONEISSA
 Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2016 Lasse Tuominen MAKRO-OHJELMOINTI TYÖSTÖKONEISSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka 11.12.2016
Opinnäytetyö (AMK) Kone- ja tuotantotekniikka Koneautomaatio 2016 Lasse Tuominen MAKRO-OHJELMOINTI TYÖSTÖKONEISSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka 11.12.2016
OFIX. Lukitusholkit. Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177. Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344
 OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
OFIX Lukitusholkit Pyymosantie 4, 01720 VANTAA puh. 09-2532 3100 fax 09-2532 3177 e-mail: konaflex@konaflex.fi Hermiankatu 6 G, 33720 TAMPERE puh. 09-2532 3190 fax 03-318 0344 Internet: www.konaflex.fi
Yleistä vektoreista GeoGebralla
 Vektoreita GeoGebralla Vektoreilla voi laskea joko komentopohjaisesti esim. CAS-ikkunassa tai piirtämällä piirtoikkunassa. Ensimmäisen tavan etuna on, että laskujen tueksi muodostuu kuva. Tästä on varmasti
Vektoreita GeoGebralla Vektoreilla voi laskea joko komentopohjaisesti esim. CAS-ikkunassa tai piirtämällä piirtoikkunassa. Ensimmäisen tavan etuna on, että laskujen tueksi muodostuu kuva. Tästä on varmasti
What s New in SURFCAM V5 Sisällys
 CAD/CAM Software with world class precision and control... Mitä uutta What s New in SURFCAM V5 Sisällys 1) TrueMill 3 2) TrueMill laskin 5 3) Sorvi uutuudet 6 4) 4-akselisen jyrsinnän uutuudet 6 5) 5-akselisen
CAD/CAM Software with world class precision and control... Mitä uutta What s New in SURFCAM V5 Sisällys 1) TrueMill 3 2) TrueMill laskin 5 3) Sorvi uutuudet 6 4) 4-akselisen jyrsinnän uutuudet 6 5) 5-akselisen
Läpäisyehto: Kokeesta saatava 5. Uusintakoe: Arvosana määräytyy yksin uusintakokeen perusteella.
 MAA7 Trigonometriset funktiot Arvosanan perusteet: koe 70 %, harjoitustehtävä 10 %, tuntitestit 20 %, lisäksi oppimisen ja työskentelyn havainnointi opettajan harkinnan mukaan (ks. OPS 6.2). Muu arviointi:
MAA7 Trigonometriset funktiot Arvosanan perusteet: koe 70 %, harjoitustehtävä 10 %, tuntitestit 20 %, lisäksi oppimisen ja työskentelyn havainnointi opettajan harkinnan mukaan (ks. OPS 6.2). Muu arviointi:
45 90 45 30 mm mm mm mm 305 305 x 335 305 x 305. Moottori Nopeus Pienin Ø kw AC m/min mm
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Meba Eco-Line 335 DGA 600 45 90 45 30 305 305 x 335 305 x 305 335 500 x 335 335 x 335 330 320 x 335 320
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Meba Eco-Line 335 DGA 600 45 90 45 30 305 305 x 335 305 x 305 335 500 x 335 335 x 335 330 320 x 335 320
Ota tämä paperi mukaan, merkkaa siihen omat vastauksesi ja tarkista oikeat vastaukset klo 11:30 jälkeen osoitteesta
 MAA5.2 Loppukoe 26.9.2012 Jussi Tyni Valitse 6 tehtävää Muista merkitä vastauspaperiin oma nimesi ja tee etusivulle pisteytysruudukko Kaikkiin tehtävien ratkaisuihin välivaiheet näkyviin! 1. Olkoon vektorit
MAA5.2 Loppukoe 26.9.2012 Jussi Tyni Valitse 6 tehtävää Muista merkitä vastauspaperiin oma nimesi ja tee etusivulle pisteytysruudukko Kaikkiin tehtävien ratkaisuihin välivaiheet näkyviin! 1. Olkoon vektorit
Lineaarialgebra MATH.1040 / voima
 Lineaarialgebra MATH.1040 / voima 1 Seuraavaksi määrittelemme kaksi vektoreille määriteltyä tuloa; pistetulo ja. Määritelmät ja erilaiset tulojen ominaisuudet saattavat tuntua, sekavalta kokonaisuudelta.
Lineaarialgebra MATH.1040 / voima 1 Seuraavaksi määrittelemme kaksi vektoreille määriteltyä tuloa; pistetulo ja. Määritelmät ja erilaiset tulojen ominaisuudet saattavat tuntua, sekavalta kokonaisuudelta.
Käyttöoppaasi. HEIDENHAIN ITNS 530 http://fi.yourpdfguides.com/dref/3203823
 Voit lukea suosituksia käyttäjän oppaista, teknisistä ohjeista tai asennusohjeista tuotteelle. Löydät kysymyksiisi vastaukset käyttöoppaasta ( tiedot, ohjearvot, turvallisuusohjeet, koko, lisävarusteet
Voit lukea suosituksia käyttäjän oppaista, teknisistä ohjeista tai asennusohjeista tuotteelle. Löydät kysymyksiisi vastaukset käyttöoppaasta ( tiedot, ohjearvot, turvallisuusohjeet, koko, lisävarusteet
Kosketustyökierrot TNC 426 TNC 430
 Kosketustyökierrot TNC 426 TNC 430 NC-ohjelmisto 280 472-xx 280 473-xx 280 474-xx 280 475-xx 280 476-xx 280 477-xx Käyttäjän käsikirja 2/2001 TNC-tyyppi, ohjelmisto ja toiminnot Tässä käsikirjassa esitellään
Kosketustyökierrot TNC 426 TNC 430 NC-ohjelmisto 280 472-xx 280 473-xx 280 474-xx 280 475-xx 280 476-xx 280 477-xx Käyttäjän käsikirja 2/2001 TNC-tyyppi, ohjelmisto ja toiminnot Tässä käsikirjassa esitellään
KESKITY! KÄYTÄ! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA! S O R V A U S. Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät.
 Koneiden taulut: SORVI MANKO 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA! K O L M E N P I S T E E N T U K I Koneiden
Koneiden taulut: SORVI MANKO 1 S O R V A U S KESKITY! Jos ajatuksesi harhailevat, työturvallisuus ja työn laatu kärsivät. KÄYTÄ! VAARA- ALUE ÄLÄ HÄIRITSE SORVAAJAA! K O L M E N P I S T E E N T U K I Koneiden
Käyttäjän käsikirja ND 730 ND 770. Paikoitusnäyttölaitteet sorveille
 Käyttäjän käsikirja ND 730 ND 770 Paikoitusnäyttölaitteet sorveille Suomi (fi) 9/2003 Paikoitusnäyttölaite (ND 730 vain kahdelle akselille) Koordinaaattiakselin valinta (ND 730 vain X ja Z) Akselikohtaisen
Käyttäjän käsikirja ND 730 ND 770 Paikoitusnäyttölaitteet sorveille Suomi (fi) 9/2003 Paikoitusnäyttölaite (ND 730 vain kahdelle akselille) Koordinaaattiakselin valinta (ND 730 vain X ja Z) Akselikohtaisen
Juha Ruostetoja NX-CAM- KÄYTTÖÖNOTTO BURKHARDT WEBER 750 MCX- TYÖSTÖKESKUKSESSA
 Juha Ruostetoja NX-CAM- KÄYTTÖÖNOTTO BURKHARDT WEBER 750 MCX- TYÖSTÖKESKUKSESSA Tekniikka ja liikenne 2014 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Juha Ruostetoja
Juha Ruostetoja NX-CAM- KÄYTTÖÖNOTTO BURKHARDT WEBER 750 MCX- TYÖSTÖKESKUKSESSA Tekniikka ja liikenne 2014 VAASAN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma TIIVISTELMÄ Tekijä Juha Ruostetoja
MAA7 Kurssikoe Jussi Tyni Tee B-osion konseptiin pisteytysruudukko! Kaikkiin tehtäviin välivaiheet näkyviin! Laske huolellisesti!
 A-osio: ilman laskinta. MAOLia saa käyttää. Laske kaikki tehtävistä 1-. 1. a) Derivoi funktio f(x) = x (4x x) b) Osoita välivaiheiden avulla, että seuraava raja-arvo -lauseke on tosi tai epätosi: x lim
A-osio: ilman laskinta. MAOLia saa käyttää. Laske kaikki tehtävistä 1-. 1. a) Derivoi funktio f(x) = x (4x x) b) Osoita välivaiheiden avulla, että seuraava raja-arvo -lauseke on tosi tai epätosi: x lim
A-osio. Tehdään ilman laskinta ja taulukkokirjaa! Valitse tehtävistä A1-A3 kaksi ja vastaa niihin. Maksimissaan tunti aikaa suorittaa A-osiota.
 MAA5.2 Loppukoe 24.9.2013 Jussi Tyni Valitse 6 tehtävää Muista merkitä vastauspaperiin oma nimesi ja tee etusivulle pisteytysruudukko Kaikkiin tehtävien ratkaisuihin välivaiheet näkyviin! A1. A-osio. Tehdään
MAA5.2 Loppukoe 24.9.2013 Jussi Tyni Valitse 6 tehtävää Muista merkitä vastauspaperiin oma nimesi ja tee etusivulle pisteytysruudukko Kaikkiin tehtävien ratkaisuihin välivaiheet näkyviin! A1. A-osio. Tehdään
Tekijä Pitkä matematiikka Suoran pisteitä ovat esimerkiksi ( 5, 2), ( 2,1), (1, 0), (4, 1) ja ( 11, 4).
, ( 2,1), (1, 0), (4, 1) ja ( 11, 4).") Tekijä Pitkä matematiikka 4 9.12.2016 212 Suoran pisteitä ovat esimerkiksi ( 5, 2), ( 2,1), (1, 0), (4, 1) ja ( 11, 4). Vastaus esimerkiksi ( 5, 2), ( 2,1), (1, 0), (4, 1) ja ( 11, 4) 213 Merkitään pistettä
Tekijä Pitkä matematiikka 4 9.12.2016 212 Suoran pisteitä ovat esimerkiksi ( 5, 2), ( 2,1), (1, 0), (4, 1) ja ( 11, 4). Vastaus esimerkiksi ( 5, 2), ( 2,1), (1, 0), (4, 1) ja ( 11, 4) 213 Merkitään pistettä
Tekijä Pitkä matematiikka
 Tekijä Pitkä matematiikka 5..017 110 Valitaan suoralta kaksi pistettä ja piirretään apukolmio, josta koordinaattien muutokset voidaan lukea. Vaakasuoran suoran kulmakerroin on nolla. y Suoran a kulmakerroin
Tekijä Pitkä matematiikka 5..017 110 Valitaan suoralta kaksi pistettä ja piirretään apukolmio, josta koordinaattien muutokset voidaan lukea. Vaakasuoran suoran kulmakerroin on nolla. y Suoran a kulmakerroin
Säteen kompensointi Catiassa
 Säteen kompensointi Catiassa Jyrsimen säteen kompensoinnilla tarkoitetaan työkalun liikeradan siirtämistä oikealle tai vasemmalle asetetun arvon verran liikesuuntaan nähden poikittain. Kompensoinnin käyttö
Säteen kompensointi Catiassa Jyrsimen säteen kompensoinnilla tarkoitetaan työkalun liikeradan siirtämistä oikealle tai vasemmalle asetetun arvon verran liikesuuntaan nähden poikittain. Kompensoinnin käyttö
KONE: FANUC HITSAUSROBOTTISOLU
 KONE: FANUC HITSAUSROBOTTISOLU Valmistusvuosi: 2009 HITSAUS Fanuc-teollisuushitsausrobotti M-10iA (ARC Mate 100iC) Teknisiä tietoja: - vapausasteita 6 kpl - kappaleenkäsittelykyky 6 kg - toistotarkkuus
KONE: FANUC HITSAUSROBOTTISOLU Valmistusvuosi: 2009 HITSAUS Fanuc-teollisuushitsausrobotti M-10iA (ARC Mate 100iC) Teknisiä tietoja: - vapausasteita 6 kpl - kappaleenkäsittelykyky 6 kg - toistotarkkuus
2.1 Yksinkertaisen geometrian luonti
 2.1 Yksinkertaisen geometrian luonti Kuva 2.1 Tiedon portaat Kuva 2.2 Ohjelman käyttöliittymä suoran luonnissa 1. Valitse Luo, Suora, Luo suora päätepistein. 2. Valitse Pystysuora 3. Valitse Origo Origon
2.1 Yksinkertaisen geometrian luonti Kuva 2.1 Tiedon portaat Kuva 2.2 Ohjelman käyttöliittymä suoran luonnissa 1. Valitse Luo, Suora, Luo suora päätepistein. 2. Valitse Pystysuora 3. Valitse Origo Origon
Vanhoja koetehtäviä. Analyyttinen geometria 2016
 Vanhoja koetehtäviä Analyyttinen geometria 016 1. Määritä luvun a arvo, kun piste (,3) on käyrällä a(3x + a) = (y - 1). Suora L kulkee pisteen (5,1) kautta ja on kohtisuorassa suoraa 6x + 7y - 19 = 0 vastaan.
Vanhoja koetehtäviä Analyyttinen geometria 016 1. Määritä luvun a arvo, kun piste (,3) on käyrällä a(3x + a) = (y - 1). Suora L kulkee pisteen (5,1) kautta ja on kohtisuorassa suoraa 6x + 7y - 19 = 0 vastaan.
GEOMETRIA MAA3 Geometrian perusobjekteja ja suureita
 GEOMETRI M3 Geometrian perusobjekteja ja suureita Piste ja suora: Piste, suora ja taso ovat geometrian peruskäsitteitä, joita ei määritellä. Voidaan ajatella, että kaikki geometriset kuviot koostuvat pisteistä.
GEOMETRI M3 Geometrian perusobjekteja ja suureita Piste ja suora: Piste, suora ja taso ovat geometrian peruskäsitteitä, joita ei määritellä. Voidaan ajatella, että kaikki geometriset kuviot koostuvat pisteistä.
Valkeakosken seudun koulutuskuntayhtymä/valkeakosken ammatti- ja aikuisopisto uudistaa koneistuksen ja koneenasennuksen oppimisympäristöjä.
 13.10.2015 1 (3) TARJOUSPYYNTÖ: CNC-ohjatut työstökoneet Valkeakosken seudun koulutuskuntayhtymä/valkeakosken ammatti- ja aikuisopisto uudistaa koneistuksen ja koneenasennuksen oppimisympäristöjä. Hankintamenettely
13.10.2015 1 (3) TARJOUSPYYNTÖ: CNC-ohjatut työstökoneet Valkeakosken seudun koulutuskuntayhtymä/valkeakosken ammatti- ja aikuisopisto uudistaa koneistuksen ja koneenasennuksen oppimisympäristöjä. Hankintamenettely
JYRSIN SISÄLLYSLUETTELO:
 JYRSIN OH6MP 1 JYRSIN SISÄLLYSLUETTELO: -Mikä jyrsin? -Tekniset tiedot. -Asetukset. -Tiedostomuodot: --Jyrsimen JYR-muoto. --Muunnos-ohjelmat. --PCX-tiedosto. --DXF-tiedosto. --PIC-tiedosto. --JYRVIRI-ohjelma.
JYRSIN OH6MP 1 JYRSIN SISÄLLYSLUETTELO: -Mikä jyrsin? -Tekniset tiedot. -Asetukset. -Tiedostomuodot: --Jyrsimen JYR-muoto. --Muunnos-ohjelmat. --PCX-tiedosto. --DXF-tiedosto. --PIC-tiedosto. --JYRVIRI-ohjelma.
AquaPro IP 54. Laser 635 nm. auto man man DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 FI 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114
 Laser 635 nm IP 54 auto man man AquaPro DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114 LV 121 LT 128 RO 135 BG 142 GR 149 58 Lue käyttöohje kokonaan.
Laser 635 nm IP 54 auto man man AquaPro DE 02 GB 09 NL 16 DK 23 FR 30 ES 37 IT 44 PL 51 58 PT 65 SE 72 NO 79 TR 86 RU 93 UA 100 CZ 107 EE 114 LV 121 LT 128 RO 135 BG 142 GR 149 58 Lue käyttöohje kokonaan.
CAD/CAM Software with world class precision and control. What s Uusi
 What s Uusi SURFCAM V5.2 Mitä Uutta Page 1 of 19 Toukokuu 2011 Mitä uutta - SURFCAM V5.2 Sisällysluettelo 1) Uusi - Millturn valikko 3 2) Uusi HSM Z-rouhinta rata 4 3) Uusi - Valintojen multi maskaus 6
What s Uusi SURFCAM V5.2 Mitä Uutta Page 1 of 19 Toukokuu 2011 Mitä uutta - SURFCAM V5.2 Sisällysluettelo 1) Uusi - Millturn valikko 3 2) Uusi HSM Z-rouhinta rata 4 3) Uusi - Valintojen multi maskaus 6
Tämä luku nojaa vahvasti esimerkkeihin. Aloitetaan palauttamalla mieleen, mitä koordinaatistolla tarkoitetaan.
 MAB: Koordinaatisto geometrian apuna Aluksi Geometriassa tulee silloin tällöin eteen tilanne, jossa piirroksen tekeminen koordinaatistoon yksinkertaistaa laskuja. Toisinaan taas tilanne on muuten vaan
MAB: Koordinaatisto geometrian apuna Aluksi Geometriassa tulee silloin tällöin eteen tilanne, jossa piirroksen tekeminen koordinaatistoon yksinkertaistaa laskuja. Toisinaan taas tilanne on muuten vaan
Safety Integrated -turvatekniset perusratkaisut. Siemens Automation
 Safety Integrated -turvatekniset perusratkaisut Siemens Automation Itsenäisen koneen turvaratkaisu toteutetaan releellä, konetta ei ole kytketty väylään Select language Exit Sivu 2 Industry Sector Turvareleet
Safety Integrated -turvatekniset perusratkaisut Siemens Automation Itsenäisen koneen turvaratkaisu toteutetaan releellä, konetta ei ole kytketty väylään Select language Exit Sivu 2 Industry Sector Turvareleet
KJR-C2006 Lastuava työstö E. Niemi & P. Kyrenius & P. H. Andersson K2015 Kiitokset prof. Esko Niemelle materiaalista
 KJR-C2006 Lastuava työstö E. Niemi & P. Kyrenius & P. H. Andersson K2015 Kiitokset prof. Esko Niemelle materiaalista 22.1.2015 K213 Runkona: Luku 24 (Machining) Philip D. Rufe (ed.) Fundamentals of Manufacturing,
KJR-C2006 Lastuava työstö E. Niemi & P. Kyrenius & P. H. Andersson K2015 Kiitokset prof. Esko Niemelle materiaalista 22.1.2015 K213 Runkona: Luku 24 (Machining) Philip D. Rufe (ed.) Fundamentals of Manufacturing,
4.3 Kehäkulma. Keskuskulma
 4.3 Kehäkulma. Keskuskulma Sellaista kulmaa, jonka kärki on ympyrän kehällä ja kumpikin kylki leikkaa (rajatapauksessa sivuaa) ympyrän kehää, sanotaan kehäkulmaksi, ja sitä vastaavan keskuskulman kyljet
4.3 Kehäkulma. Keskuskulma Sellaista kulmaa, jonka kärki on ympyrän kehällä ja kumpikin kylki leikkaa (rajatapauksessa sivuaa) ympyrän kehää, sanotaan kehäkulmaksi, ja sitä vastaavan keskuskulman kyljet
Työstökoneliike M. Koskela Oy Jänismaantie 28 67800 Kokkola FINLAND. MVD inan ibend A Särmäyspuristin
 Työstökoneliike M. Koskela Oy Konya Organize Sanayi Bölgesi Evrenköy Cad. 1 Nolu Sokak No: 3 42050 Konya / Türkiye MVD inan ibend A Särmäyspuristin +90 332 239 21 21 37 58 59 N, 32 36 34 E www.mvd.com.tr
Työstökoneliike M. Koskela Oy Konya Organize Sanayi Bölgesi Evrenköy Cad. 1 Nolu Sokak No: 3 42050 Konya / Türkiye MVD inan ibend A Särmäyspuristin +90 332 239 21 21 37 58 59 N, 32 36 34 E www.mvd.com.tr
2 Materiaalitekniikka. 6 CNC- tekniikan perusteet
 KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
KONEISTUS 20ov LOPETUS 1 Koneenpiirustus 2 Materiaalitekniikka 3 Sorvaus- ja jyrsintätekniikat 4 Poraustekniikat 5 Hiontatekniikat 6 CNC- tekniikan perusteet 7 Ammattiosaamisen näyttö KONEENPIIRUSTUS AMMATTITAITOVAATIMUKSET
Käyttöohje EAGLE-30 NC-sorville Fanuc 0-TD ohjauksella versio 1.0
 Käyttöohje EAGLE-30 NC-sorville Fanuc 0-TD ohjauksella versio 1.0 1/64 Esipuhe Tämän ohjekirjan kirjoitus lähti tarpeesta saada työvälinevalmistajien NC sorvi oppilaskäyttöön. Suurin ongelma oli koneen
Käyttöohje EAGLE-30 NC-sorville Fanuc 0-TD ohjauksella versio 1.0 1/64 Esipuhe Tämän ohjekirjan kirjoitus lähti tarpeesta saada työvälinevalmistajien NC sorvi oppilaskäyttöön. Suurin ongelma oli koneen
AXCARD AXCARD PR-336 1. JOHDANTO 2. LUKIJAN KÄYNNISTYS
 . JOHDANTO AXCARD PR-336 PR-336 koostuu PR-543 lukupäätteestä sekä RC-436 kontrolleri yksiköstä. Kontrollerissa on yksi potentiali vapaa vaihtokytkin. Kontrollerissa on sisääntulot avauspainikkeelle, ovikoskettimelle
. JOHDANTO AXCARD PR-336 PR-336 koostuu PR-543 lukupäätteestä sekä RC-436 kontrolleri yksiköstä. Kontrollerissa on yksi potentiali vapaa vaihtokytkin. Kontrollerissa on sisääntulot avauspainikkeelle, ovikoskettimelle
LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS
 LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS o Kuivasolu KJS (kansijyrsinsolu) valun pintojen jyrsintä ja viimeistely, ryhmäpuolen pinnan viimeistely jää Johnfordille.
LIITE 9: Kansilinjan prosessikuvaus Page 1 of 6 RISKIKARTOITUS KANSILINJAN PROSESSIKUVAUS o Kuivasolu KJS (kansijyrsinsolu) valun pintojen jyrsintä ja viimeistely, ryhmäpuolen pinnan viimeistely jää Johnfordille.
XCRANE OMINAISUUDET KUUSI KULJETTAJA-PROFIILIA VENTTIILIEN SÄÄDÖT
 XCRANE OMINAISUUDET KUUSI KULJETTAJA-PROFIILIA Jokaiseen kuljettajaprofiiliin voi tallentaa omat säädöt seuraaville ominaisuuksille Venttiilin parametrit o Miniminopeus (ma) o Maksiminopeus (%) o Rampit
XCRANE OMINAISUUDET KUUSI KULJETTAJA-PROFIILIA Jokaiseen kuljettajaprofiiliin voi tallentaa omat säädöt seuraaville ominaisuuksille Venttiilin parametrit o Miniminopeus (ma) o Maksiminopeus (%) o Rampit
Q 17,4/21/73/2 GEOLOGINEN TUTKIMUSLAITOS. Seppo Elo. Geofysiikan osasta FORTRAN IV ohjelmaseloste
 Q 17,4/21/73/2 Seppo Elo 19 73-12-05 GEOLOGINEN TUTKIMUSLAITOS 1. Geofysiikan osasta FORTRAN IV ohjelmaseloste FORTRAN IV OHJELMA JOKA LASKEE SARJAN VAAKASUORISTA SUORAKULMAISISTA MONIKULMIOSTA KOOSTUVIEN
Q 17,4/21/73/2 Seppo Elo 19 73-12-05 GEOLOGINEN TUTKIMUSLAITOS 1. Geofysiikan osasta FORTRAN IV ohjelmaseloste FORTRAN IV OHJELMA JOKA LASKEE SARJAN VAAKASUORISTA SUORAKULMAISISTA MONIKULMIOSTA KOOSTUVIEN
Pinta-alojen ja tilavuuksien laskeminen 1/6 Sisältö ESITIEDOT: määrätty integraali
 Pinta-alojen ja tilavuuksien laskeminen 1/6 Sisältö ESITIEDOT: Tasoalueen pinta-ala Jos funktio f saa välillä [a, b] vain ei-negatiivisia arvoja, so. f() 0, kun [a, b], voidaan kuvaajan y = f(), -akselin
Pinta-alojen ja tilavuuksien laskeminen 1/6 Sisältö ESITIEDOT: Tasoalueen pinta-ala Jos funktio f saa välillä [a, b] vain ei-negatiivisia arvoja, so. f() 0, kun [a, b], voidaan kuvaajan y = f(), -akselin