Niko Petäjä INDUKTIOKOURU-UUNIN INDUKTO- RIN VUORAUKSEN VALMISTUSME- NETELMÄT
|
|
|
- Anna Ketonen
- 8 vuotta sitten
- Katselukertoja:
Transkriptio

1 Niko Petäjä INDUKTIOKOURU-UUNIN INDUKTO- RIN VUORAUKSEN VALMISTUSME- NETELMÄT Tekniikka 2016
2 ALKUSANAT Tämä työ on tehty Vaasan ammattikorkeakoulussa tekniikan ja liikenteen yksikössä sähkötekniikan koulutusohjelman opinnäytetyönä ABB Motors & Generators Oy:lle vuoden 2016 keväänä. Opinnäytetyön ohjaajinani toimivat ABB Motors & Generators- yksikössä tuotantopäällikkö Aki Kangasluoma ja Vaasan ammattikorkeakoulussa lehtori Jussi Ojanen. Työn tavoitteena oli kehittää nykyisin käytössä olevan induktiouunin induktorin vuorausmenetelmää. Haluan kiittää työn ohjaajia Aki Kangasluomaa ja Jussi Ojasta, sekä kunnossapitoasentaja Juha Saarelaa avusta työn aikana ja mahdollisuudesta toteuttaa tämä työ. Vaasassa Niko Petäjä
3 VAASAN AMMATTIKORKEAKOULU Sähkötekniikka TIIVISTELMÄ Tekijä Niko Petäjä Opinnäytetyön nimi Induktiokouru-uunin induktorin vuorauksen valmistusmenelmät Vuosi 2016 Kieli suomi Sivumäärä liite Ohjaaja Jussi Ojanen Tämän opinnäytetyön tavoitteena oli etsiä vaihtoehtoisia menetelmiä nykytilanteessa käytettävälle induktorin vuorauksen valmistusmenetelmälle. Tarkoituksena oli löytää korvaava tapa puumuotin polttosintraukselle ja kuinka menetelmää voitaisiin nopeuttaa, sekä parantaa induktorin käyttöikää ja menetelmän turvallisuutta Työssä käsiteltiin kolmea tapaa valmistaa induktorin vuoraus: Ensimmäisenä vaihtoehtona on sijoittaa alkuperäiseen teräsmuottiin sähkövastukset jokaiseen pystykanavaan, toisena vaihtoehtona on valaa tai koneistaa induktorin kanavien muotoinen muotti alumiinista ja lämmittää muottia induktion avulla ja kolmantena vaihtoehtona on Blasch Precicion Ceramicsin valmistama keraaminen kouru Työn tuloksena ymmärrettiin paremmin induktorin ikään vaikuttavia seikkoja ja lopputuloksena eri valmistusmenetelmien hyötyjä ja haittoja.. Avainsanat valmistusmenetelmät, induktori, muotti, vuoraus
4 VAASAN AMMATTIKORKEAKOULU UNIVERSITY OF APPLIED SCIENCES Sähkötekniikka ABSTRACT Author Niko Petäjä Title Manufacturing Procedure of a Channel-type Induction Furnace Inductor Lining Year 2016 Language Finnish Pages liite Name of Supervisor Jussi Ojanen The aim of this study was to find out alternative methods to produce channelfurnace inductor lining. The purpose was to find out and replace the currently used wooden mould to get rid of the burnt-out of the mould and also to speed up the process, increase the inductor lifetime and make the method safer. The thesis studied three different ways to produce the inductor lining: To use original steel mould and modify it so that it is possible to install an electric resistance heater elements inside the mold, or to cast or machine an aluminium mould which is in the a shape of inductor channels and heat the mould with induction or to use the Blasch Precision Ceramics mould. As a result the thesis, we have a better understanding of the effects that decrease the lifetime of an inductor lining and different ways to produce linings and know the pros and cons of the production methods. Keywords Manufacturing procedure, inductor, mould, lining
5 SISÄLLYS TIIVISTELMÄ ABSTRACT LYHENTEET JA KÄSITTEET JOHDANTO ABB YRITYKSENÄ ABB Suomessa ABB Motors & Generators Vaasa KUNNOSSAPITO Kunnossapitolajit Korjaava kunnossapito Ennakoiva kunnossapito ABB Motors & Generators kunnossapitostrategia SULATUUUNITYYPIT Valokaariuunit Valokaariuunin rakenne Induktiouunit Induktioupokasuuni Keskitaajuusinduktiouunit Verkkotaajuusinduktiouunit Induktiokouru-uuni Kupoliuunit Kylmäilmakupoliuunit Kuumailmakupoliuunit UUNIT TEHTAASSA MARX- induktiokouru-uunien rakenne ja toiminta Sähköinen ja mekaaninen rakenne Uunin pataosan vuoraus Alumiinin ominaisuuksia INDUKTORIN VUORAUKSEN VALMISTUS ENNEN JA NYKYÄÄN Vuorauksen valmistus muotilla ja sähkövastuksilla Vuorauksen valmistus alumiinimuotilla... 46
6 8 6.3 Blasch precision ceramics- keraaminen muotti ERI MENTELMIEN VERTAILU JOHTOPÄÄTÖKSET LÄHTEET LIITTEET
7 7 KUVA- JA TAULUKKOLUETTELO Kuva 1. Korjaukset ja huollot s.16 Kuva 2. Arrow-järjestelmä s.16 Kuva 3. Valokaariuunin rakenne s.18 Kuva 4. Induktioupokasuunin rakenne s.20 Kuva 5. Induktiouunin häviöt s.20 Kuva 6. Induktiokouru-uunin rakenne s.22 Kuva 7. Kylmäilmakupoliuuni s.24 Kuva 8. Sähkökeskuksen pääkomponentit s.27 Kuva 9. Tulo- ja lähtökuristin s.28 Kuva 10. Uunipesän vuoraus tulenkestävillä levyillä s.29 Kuva 11. Uunipesän vuoraus tulenkestävillä tiilillä s.30 Kuva 12. Märkämassan kaato uunipesän muotin ympärille s.30 Kuva 13. Valmis uunipesä s.31 Kuva 14. Alumiinioksidifilmi s.32 Kuva 15. Kaasuhuuhtelusekoitin s.33 Kuva 16. Induktorin vuorausta tulenkestävillä levyillä s.35 Kuva 17. Marx-teräsmuotti s.35 Kuva 18. Puumuotti s.36 Kuva 19. Puumuotin poltto ja kuivamassan sintraus s.37 Kuva 20. Induktorin alakanava polton jälkeen s.37 Kuva 21. Induktorin keskikanava polton jälkeen s.38 Kuva 22. Tubothal lämmityselementti s.40
8 8 Kuva 23. Tubothal -tehokäyrä s.40 Kuva 24. Uunin esilämmityskeskus s.41 Kuva 25. Induktorin mallinnus s.42 Kuva 26. Muotin lämpövuon lähde s.43 Kuva 27. Kuivamassan lämpövuon lähde s.44 Kuva 28. Induktorin simulointi s.45 Kuva 29. Lämpövuon suunta ja jakaantuminen s.46 Kuva 26. Keraaminen kouru s.48 Kuva 27. Keraamisen kourun läpileikkaus s.48 Taulukko 1. Induktorin valmistusmenetelmien vertailu s.45
9 9 LIITELUETTELO LIITE 1. Marx-uunin induktorin teräsmuotin piirustus
10 10 LYHENTEET JA KÄSITTEET ABB IGBT Induktori MARX kw HDP- moottori Duplex-käsittely Koksi Asea Brown Boveri Insulated Gate Bibolar Transistor Sulatusuunin muuntaja, joka koostuu rungosta, rautasydämestä ja kelasta saksalainen sulatusuunivalmistaja kilowatti, tehon yksikkö High Dynamic Performance - moott ori. ABB:n servomoottorityyppi Menetelmä, jolla saadaan induktiouunissa seostettua valurautaa ja poistettua rikkiä Kivihiilestä kuivatislaamalla valmistettua hiiltä StrikoWestofen saksalainen sulatus-annosteluuunivalmistaja kva PID-säädin λ Kilovolttiampeeri, näennäistehon yksikkö Proportional-integral-derivativesäädin lämmönjohtavuus
11 11 1 JOHDANTO Alumiinin laatu ja puhtaus on yksi merkittävimmistä tekijöistä oikosulkumoottori häkkikäämitystä valettaessa. Huonolaatuinen alumiini vaikuttaa suoraan oikosulkumoottorin rautahäviöihin ja näin ollen moottorin hyötysuhteeseen. Myös alumiinin epäpuhtaudet ja vajaat valut aiheuttavat roottorin tasapaino- ja lämpenemisongelmia, jotka voivat aiheuttaa jopa moottorin palamisen. Työssä tullaan keskittymään saksalaisvalmisteisen Marx-induktiokouru-uunien induktorin vuorauksen valmistusmenetelmiin. Kyseisillä sulatusuuneilla sulatetaan alumiinia, jota käytetään oikosulkumoottorin roottorin häkkikäämityksen ja oikosulkurenkaiden valamiseen. Nykyisin käytössä olevalle vuorausmenetelmälle olisi tarkoitus etsiä korvaajaa, jolloin valmistusmenetelmän tapaa voitaisiin helpottaa, nopeuttaa ja turvallisuutta parantaa. Induktorin valmistusmenetelmien kehittämisellä voitaisiin lisäksi saada kasvatettua kouru-uunin vuorauksen pinnanlaatua, eroosionkestävyyttä ja huoltoväliä. Pitkällä aikavälillä valmistusmenetelmien kehittäminen tuo suuria säästöjä huoltokustannuksissa ja tuotantokatkoksien vähenemisessä.
12 12 2 ABB YRITYKSENÄ ABB on maailmanlaajuinen sähkövoima- ja automaatioon keskittynyt yritys. ABB syntyi vuonna 1988 kun ruotsalainen Asea ja sveitsiläinen Brown Boveri BBC yhdistyivät. Nykyisen ABB:n pääkonttori sijaitsee Zürichissa. ABB:llä on toimintaa noin 100 maassa ja vuotuinen liikevaihto on noin 40 miljardia euroa, josta Suomen osuus on 2,3 miljardia euroa. ABB:n palveluksessa on n henkilöä, joista Suomessa 5200 henkilöä. Yhtiön pääjohtajana toimii vuodesta 2013 lähtien Ulrich Spiesshofer. ABB käyttää tuotekehitykseen vuosittain 1,5 miljardia euroa. ABB on jaettu vuoden 2016 alusta neljään divisioonaan (Electrification Products, Discrete Automation and Motion, Process Automation, Power Grids). /1/ 2.1 ABB Suomessa Suomen ABB:n edeltäjä sai alkunsa, kun Gottfrid Strömberg perusti Helsinkiin vuonna 1889 sähkökoneliikkeen, josta muodostui myöhemmin osakeyhtiö Oy Strömberg Ab. Yritys toimi aluksi Helsingin Kampissa valmistaen dynamoita ja tasavirtakoneita. Vuonna 1934 Sörnäisten tehtaan tuhoutuessa tulipalossa, Strömberg muutti tehtaansa Pitäjänmäelle ja vuonna 1943 Vaasaan perustettiin tehdas. Strömberg kasvoi vahvasti sotien jälkeen ja se oli merkittävä sotakorvaustoimittaja. Vuonna 1983 Strömberg fuusioitui Kymi-kymmenen kanssa ja nimeksi vaihtui Kymi-Strömberg. Strömberg loppui yksityisenä yrityksenä 1988, kun Kymi- Strömberg myi osakeomistuksensa ruotsalaiselle Asealle, joka lopulta fuusioitui sveitsiläisen Brown Boverin kanssa. Fuusioista alkoi ABB:n aikakausi. /2/
13 ABB Motors & Generators Vaasa Suomessa on kaksi ABB Motors & Generators yksikköä, Vaasassa ja Helsingissä. Helsingissä valmistetaan korkean hyötysuhteen moottoreita, generaattoreita ja muita tahtikoneita. Vaasan yksikkö tuottaa asiakkaiden vaatimusten mukaan erilaisiin sovelluksiin tarkoitettuja sähkömoottoreita ja generaattoreita. Valmistettavien moottoreiden akselikorkeuksia ovat 71, 80, 90, 100,112, 132, 160, 180, 200, 225, 250, 280, 315, 355, 400, 450 ja uutena 500 mm. Yksikön tuotevalikoimaan kuuluu myös räjähdysvaarallisiin tiloihin soveltuvat Exd moottorit ja uutena tuotteena on HDP- moottorit. Vuoden 2015 syksystä lähtien on ollut käynnissä siirtoprojekti Ruotsissa ennen valmistettujen alumiinirunkoisten reluktanssimoottoreiden kokoonpanon siirtämiseksi. Yksikön johtajana toimii Harri Mykkänen. /5/
14 14 3 KUNNOSSAPITO Teollisuuden nopea kehittyminen ja konekantojen kasvu ovat johtaneet siihen, että koneet ja laitteet tarvitsevat jatkuvaa huoltoa ja ylläpitoa turvatakseen tehtaiden toimintakyvyn joka tilanteessa. Kunnossapidon tehtävänä on turvata laitteiden toiminta ennakkohuolloilla ja vikaantuneiden laitteiden nopea korjaus ja syiden selvitys. Kunnossapidon määritelmä on seuraava: Kunnossapito on kaikkien niiden teknisten, hallinnollisten ja johtamiseen liittyvien toimenpiteiden kokonaisuus, joiden tarkoituksena on säilyttää kohde tilassa tai palauttaa se tilaan, jossa se pystyy suorittamaan vaaditun toiminnon sen koko elinjakson aikana (SFS-EN ). /9/ 3.1 Kunnossapitolajit Kunnossapitolajit voidaan jakaa kahteen lajiin: korjaavaan ja ennakoivaan kunnossapitoon. Ennakoivan kunnossapidon tarkoituksena on ehkäistä koneiden yllättäviä vikaantumisia. Käytännössä on kuitenkin todettu, että koneiden ja laitteiden yllättävistä vioista ei tulla täysin pääsemään eroon. Yllättäviä tekijöitä löytyy aina, kuten koneiden rakenteellinen monimutkaisuus ja ohjelmistojen vikaantuminen. /6/ Korjaava kunnossapito Korjaava kunnossapito on suunnittelematonta kunnossapitoa, joka vaatii toimenpiteeksi vian välitöntä korjaamista. Tällaisen vian ilmetessä, kunnossapitohenkilön tulee arvioida tilanne ja palauttaa kone tuotantoon mahdollisimman nopeasti tuotantoa häiritsemättä. Syitä, jotka voivat häiritä koneen korjaamista, voivat olla esimerkiksi varaosien puute tai tuotannolliset paineet. Tämän kaltaisissa tilanteissa kone pyritään korjaamaan väliaikaisesti kunnes edellä mainitut tekijät poistuvat. Korjaavan kunnossapidon määrän ollessa korkea, tulee myös huolehtia varaosien hallinnasta. /6/
15 Ennakoiva kunnossapito Ennakoiva kunnossapito on ennalta suunniteltua huoltoa. Konevalmistajat ilmoittavat koneille sopivan aikavälin milloin niille tulee suorittaa huolto-ohjelma. Tavallisesti koneille suoritetaan huolto kaksi kertaa vuodessa. Tämän kaltaisia huoltoja kutsutaan vuosi- ja puolivuosihuolloiksi. Konevalmistajat ovat voineet määritellä kriittisten varaosien vaihtamisen tietyn käyttötuntimäärän välein, ja näiden osien vaihtaminen pyritään aina ajoittamaan ennakkohuollon yhteyteen. /6/ 3.2 ABB Motors & Generators kunnossapitostrategia ABB Motors & Generators- yksikössä on tavoitteena modernisoida ja tehostaa kunnossapidon toimintaa merkittävällä tavalla vuoteen 2018 mennessä. Tämän aikaansaamiseksi pyritään laskemaan kustannuksia, nostamaan koneiden käytettävyys 98 %:iin, laskemalla vasteaika yhteen tuntiin vikakutsusta korjauksen aloittamiseen ja pyritään vähentämään korjaustöiden osuus alle 25 %: n. Edellä mainittujen toimenpiteiden tavoitteena on saada aikaan parempi tuottavuus. Kunnossapidon järjestäminen kuuluu tuotantopäällikön, valmistuspäällikön, kunnossapitopäällikön ja työnjohdon vastuulle. Kunnossapito-organisaatio vastaa huoltosuunnitelman ja korjauskutsujen toteutuksesta tuotantotilanteen mukaisesti. (Kuva 1.) Päivittäisestä käyttäjäkunnossapidosta vastaa koneenkäyttäjät yhdessä oman kunnossapitotiimin ja työnjohdon kanssa. Huollot ja korjaukset teetetään omalla kunnossapitotiimillä, laitevalmistajilla, sekä alihankkijoilla tarpeen mukaan. Töiden ohjaus, seuranta ja raportointi tapahtuu Arrows järjestelmällä ( Kuva 2.). Kriittiset varaosat pidetään omassa varastossa ja muut hankitaan työkohtaisesti. /11/


16 16 Kuva 1. Korjaukset ja huollot Kuva 2. Arrow-järjestelmä
17 17 4 SULATUUUNITYYPIT 4.1 Valokaariuunit Valokaariuuni on vanhin uunityyppi, joka käyttää sähköenergiaa metallien sulattamiseen. Tyypillisesti valokaariuuneja käytetään terästehtaissa teräksen sulatukseen. Valimokäytössä uunien koot vaihtelevat 10 tonnista 30 tonniin ja terästehtaissa 70 tonnista 100 tonniin. Alle 10 tonnin uuneja ei yleensä käytetä, koska häviöt kasvavat näin pienillä sulapanosko oilla. /3/ Valokaariuunin rakenne Valokaariuunin uunitilan rakenne koostuu hitsatuista teräslevyistä, jotka vuorataan tulenkestävillä materiaaleilla. Uunin seinien yläosa on vahvistettu vesijäähdytetyllä renkaalla, jonka päällä on uunin katto eli holvi. Teräspanoksen sulatus tapahtuu kolmella grafiittielektrodilla, joiden kautta sähkövirta syötetään uuniin. Grafiittielektrodit kiinnittyvät elektrodipitimien avulla elektrodivarsiin (Kuva 3.). Uunin teholähteenä toimii uunimuuntaja, josta lähtee kupariset vesijäähdytetyt syöttökaapelit elektrodeille. Uunin panostus tapahtuu uunin päältä holvia siirtämällä. Holvi on varustettu hydraulisylinterillä, joka mahdollistaa katon siirtämisen sivuun. Panostus tapahtuu tyypillisesti nosturilla ja magneettinostimella. Uuni on varustettu myös kallistussylintereillä, jotka mahdollistavat sulan kaatamisen valusenkkaan. /3/
18 18 Kuva 3. Valokaariuunin rakenne 4.2 Induktiouunit Induktiouunit ovat nykyisin yleisin uunityyppi valimoissa. Induktiouunit ovat syrjäyttäneet vähitellen kupoliuuneja valurautavalimoissa. Valurautojen laatuvaatimusten kohoaminen ja tehoelektroniikan kehitys ovat johtaneet valurautojen sulattamisen yleiseksi ja taloudellisesti kannattavaksi induktiouuneissa. Induktiouuneja käytetään tavallisesti sulattamiseen ja kuumanapitoon. Induktiouuneilla voidaan sulattaa kupari - ja kevytmetalleja, kuten alumiinia. Uunien koot vaihtelevat tyypillisesti 0,5-20 tonniin. Induktiouunin toiminta perustuu pyörrevirtoihin. Pyörrevirrat kuumentavat ja sulattavat panoksen. Induktiouunit jaetaan induktioupokasuuneihin ja induktiokouru-uuneihin. /3/
19 Induktioupokasuuni Induktioupokasuuneja käytetään tavallisimmin teräs- ja valurautatehtaissa. Uuni rakentuu upokkaasta, jonka ympärillä kiertää ontto kuparikela ja sen sisällä vesi jäähdytystä varten. Käämi toimii uunin kantavana osana ja se on eristetty rungosta. Uunin ympärillä ikeet eli muuntajalevypakat suojaavat uunin teräsrunkorakenteita käämin aiheuttamilta pyörrevirroilta ja näin ollen myös uunin hyötysuhde kasvaa (Kuva 4.). Induktioupokasuunit jaetaan kahteen ryhmään virran taajuuden mukaan: keski- ja verkkotaajuusinduktiouuneihin. Haluttu virran taajuus uuneihin saadaan nykymenetelmin aikaiseksi tyristoriohjaimilla ja ennen pyörivillä muuttajageneraattoreilla. Uunimuuntajat syöttävät tyristori- tai diodisiltaa, missä vaihtovirta tasasuunnataan, jonka jälkeen se vaihtosuunnataan uudelleen. Uunin käämin rinnalle on lisäksi kytketty kondensaattoriparistot, joilla pystytään säätämään tehokerrointa ja näin ollen kompensoimaan uunin sähköverkosta ottamaa loistehoa. Tehokerroin pyritään pitämään lähellä 1:stä. /3/


20 20 Kuva 4. Induktioupokasuunin rakenne Kuva 5. Induktiouunin häviöt
21 Keskitaajuusinduktiouunit Keskitaajuusinduktioupokasuuneja käytetään nykyään paljon teräs- ja valurautavalimoissa. Keskitaajuusuunit soveltuvat hyvin kiinteän teräksen sulattamiseen ja korkean taajuuden Hz avulla voidaan sulattaa pieniäkin kappaleita. Uunin taajuus ja teho vaikuttavat sulatettavaan kappaleeseen siten, että mitä pienempi taajuus ja teho, sitä huonommin sillä voidaan sulattaa pieniä kappaleita. Toisaalta matala taajuus lisää uunin sulan virtausta ja tällöin myös sekoittumista. Keskitaajuusuuneilla sulatus voidaan aloittaa ilman alkusulaa. /3/ Verkkotaajuusinduktiouunit Verkkotaajuusuunit ovat rakenteeltaan yksinkertaisempia ja halvempia kuin keskitaajuusuunit, koska niissä ei tarvita taajuusmuuttajia. Verkkotaajuusuunissa sulatuksen voi aloittaa vain suurikokoisella romulla tai alkusulapanoksella. Verkkotaajuusuunit eivät sovellu yhtä hyvin metallien ja teräksien sulattamiseen kuin keskitaajuusinduktiouunit, koska ne liuottavat ilmasta haitallisia kaasuja. Verkkotaajuusuuneja käytetään valurautojen sulatukseen ja lämpimänäpitoon. /3/ Induktiokouru-uuni Induktiokouru-uunit toimivat 50 Hz taajuudella. Induktiokouru-uuneja käytetään tavallisesti kevytmetallien sulatukseen, valuraudan kuumanapitoon ja duplexkäsittelyyn. Kouru-uuneissa sulatus tapahtuu uunin pohjassa olevassa kourussa. Sulapanoksen ympärillä on induktori eli muuntaja, jonka kuparikäämeihin johdetaan sähkövirtaa, mikä taas aiheuttaa magneettivuon rautasydämeen. Sulapanos toimii muuntajan toisiona, jolloin rautasydämestä indusoituu pyörrevirtoja sulaan (Kuva 6.). Kylmän kouru-uunin käynnistys vaatii aina alkusulapanoksen jostain toisesta uunista. Sulan metallin ei saa antaa jähmettyä kouruun, koska se voi pahimmassa tapauksessa rikkoa kourun. Uunin induktorin vuorausta jäähdytetään yleensä vedellä ja käämejä vedellä tai ilmapuhalluksella. Induktiokouru-uunien induktorin vuoraus kestää tavallisesti noin 2 vuotta ja tämän johdosta induktori ja uunipesä on rakennettu erillisiksi niin, että ne voidaan huoltaa. /3/
 uunipesä, 2) primäärikäämi,")
22 22 Kuva 6. Induktiokouru-uunin rakenne 1) uunipesä, 2) primäärikäämi, 3) rautasydän 4) toision muodostava sulametallikouru
23 Kupoliuunit Kupoliuuni on vanhin valuraudan sulatusuuni. Maailman valurautatuotannosta noin 60 % valmistetaan kupoliuuneilla, johtuen edullisista perustamiskustannuksista, toimintavarmuudesta ja yksinkertaisesta toimintaperiaatteesta. Suomessa kupoliuunit ovat harvinaisia, johtuen uunin kovista päästöistä ja koksin kalliista hinnasta. Tästä johtuen Suomessa on siirrytty käyttämään induktiouuneja, jolloin ei tarvita kalliita suodatinlaitteistoja saavuttaaksemme Suomen ympäristövaatimukset. Kupoliuunien toiminta perustuu koksin polttoon. Koksi ja rautamalmi lasketaan kerroksittain uuniin, johon puhalletaan ilmaa, jonka kuumuus sytyttää koksin. Rautaoksidit pelkistyvät metalliseksi raudaksi hiilen ja hiilimonoksidin avulla. Kupoliuunit voidaan jakaa kahteen pääryhmään: kylmäilma- ja kuumailmakupoliuuneihin. /3/ Kylmäilmakupoliuunit Kylmäilmakupoliuuni on vanhin kupoliuunityyppi. Se saa nimensä puhallettavasti ilmasta, joka ei ole esilämmitettyä. Uuni muodostuu teräslieriöstä, joka on rakennettu teräspilareiden päälle. Lieriö on vuorattu sisältä tulenkestävillä tiilillä tai massalla. Ilma johdetaan uuniin hormien kautta, jotka sijaitsevat 1 1,5 metrin korkeudella pohjasta. Tuleva ilma jaetaan hormeihin puhallusrenkaan eli tuulikaapin kautta (Kuva 7.). /3/
24 24 Kuva 7. Kylmäilmakupoliuuni Kuumailmakupoliuunit Kylmäilmakupoliuuneilla on huono hyötysuhde. Vain 30 % koksin palamisesta syntyneestä lämmöstä saadaan hyödynnettyä ja loput 70 % menee hukkaan palokaasujen mukana. Kuumailmakupoliuuneissa hukkaan menevällä palokaasujen lämpötilalla saadaan lämmitettyä uuniin tuleva puhallusilma. Näin saadaan nostettua uunin hyötysuhde yli 40 %:iin ja näin ollen nousu näkyy parhaiten koksin kulutuksessa. Kuumailmakupoliuunien huonoja puolia ovat vuorauksen nopeampi kuluminen verrattuna kylmäilmakupoliuuneihin ja lämmönvaihtimen korkeat hankinta- ja huoltokustannukset. /3/
25 25 5 UUNIT TEHTAASSA ABB Motors & Generators Vaasan yksikössä on käytössä vain induktiokouruuuneja. Vuonna 1971 käyttöönotettuja englantilaisvalmisteisia Birlec-uuneja, joiden teho on 100 kw ja vetoisuus 1000 kg ja vuonna 2011 käyttöönotettuja saksalaisvalmisteisia Marx-uuneja, joiden teho on 200 kw ja vetoisuus 2000 kg. Työssä tullaan keskittymään Marx-uunien induktoriin. Sulatusuunit toimivat tuotantoketjussa roottorin valmistuksessa. Induktiokouru-uuneisssa sulatettu alumiini kaadetaan Westofen-annostelu-uuniin, josta annostellaan roottorikoosta riippuen haluttu määrä sulaa korkeapainevalukoneen männälle. Korkeapainevalukone puristaa dynamolevyistä valmistettuja roottoripaketteja lujasti muotissa ja valukoneen mäntä ruiskuttaa paineella alumiinisulan roottoripaketin läpi. Muotin lukitukset pysyvät päällä muutamia minuutteja, että sula ehtii jähmettyä. Näin muodostuu roottorin häkkikäämitys ja oikosulkurenkaat. Tämän jälkeen roottoripaketti akseloidaan akselipuristimessa, jonka jälkeen akseli oikaistaan ja roottori sorvataan mittaan. Lopuksi roottori tasapainotetaan tasapainotuskoneessa. Tasapainotuksessa tulee ilmi jos valun aikana on muodostunut valuvirheitä, kuten esimerkiksi häkkikäämityksen valu on jäänyt vajaaksi. Induktiouunit ovat melko herkkiä sähkökatkoksille ja vioille. Uunin induktorin kouru ei kestä sulan alumiinin jähmettymistä ja voi pahimmassa tapauksessa aiheuttaa halkeamia kouruun. Uunien vikaantuessa täytyy noin tunnin kuluessa tehdä päätös hätäkaadetaanko uuni, jos vikaa ei saada korjattua ajoissa. Tehtaassa on vuonna 1999 hankittu 50 kva generaattori, jolla voidaan syöttää uunien apulaitteita, kuten hydrauliikkaa. Tämä mahdollistaa uunien hätäkaadon. Vuonna 2011 ABB:lle hankittiin 2 kpl 500 kva generaattoreita, jotka mahdollistavat uunien sähkönsyötön jos valtakunnan verkon syöttö katkeaa.
26 MARX- induktiokouru-uunien rakenne ja toiminta Sähköinen ja mekaaninen rakenne Marx-uunit ovat saksalaisvalmisteisia ja rakenteeltaan induktiokouru-uuneja. Uunien nimellinen teho on 200 kw ja taajuus 50 Hz. Uunien toiminta perustuu käytännössä taajuusmuuttajan toimintaan. Vaihtojännite tasasuunnataan ensin kolmivaiheisella 6-pulssitasasuuntaajalla yksivaiheiseksi tasajännitteeksi, jonka jälkeen tasajännite vaihtosuunnataan käyttäen IGBT transistoreita (Kuva 8.). DC - välipiirissä käytetään tulokuristinta, jonka tarkoituksena on tasoittaa verkkovirran aaltomuotoa, kokonaissäröä ja suojata verkkojännitte häiriöiltä. Induktorin lähtöpiirissä käytetään lähtökuristinta, jonka tarkoituksena on suodattaa jännitepiikkien aiheuttamat virtapiikit (Kuva 9.). Uunin lähtökuristin, suuntaajat ja induktorin kela tarvitsevat vesijäähdytyksen. Jäähdytys on toteutettu kahdella suljettupiirisellä lämmönvaihtimella. Vesi on vesijohtovettä, joka ionipuhdistetaan ionisaattorilla, jolloin vesi ei johda sähköä. Ionipuhdistettu vesi johdetaan sähkökaappiin missä se kiertää suuntaajien ja lähtökuristimen kautta. Induktori saa jäähdytysveden tehonsyöttökaapeleita pitkin. Kaapelit rakentuvat suojavaipasta ja kuparisydämestä. Vesi kulkee suojavaipan sisällä kuparisydämen kanssa kosketuksessa. Uunit ovat lisäksi varustettu hydrauliikkayksiköllä ja kallistussylintereillä, mikä mahdollistaa uunin kallistuksen kun Westofen -annosteluunia täytetään tai vikatilanteessa voidaan hydrauliikan avulla suorittaa hätäkaato.

27 Kuva 8. Sähkökeskuksen pääkomponentit 27

28 Kuva 9. Tulo- ja lähtökuristin 28

29 Uunin pataosan vuoraus Uunien induktorit vuorataan noin 1-2 vuoden välein ja uunipesä 2-3 vuoden välein. Tehtaan oma kunnossapito huoltaa ja tekee induktorien muuraukset, mutta uunipesän vuorauksen suorittaa ulkopuolinen yritys. Uunipesän vuoraus aloitetaan laminoimalla uunin sisäpinnalle tulenkestäviä levyjä (Kuva 10.), levyt toimivat eristeenä uunin teräsrungon ja sulan välillä. Tämän jälkeen tulenkestävien levyjen päälle muurataan tulenkestävistä tiilistä eristävä seinämä (Kuva 11.). Lopuksi uuniin lasketaan teräslevyistä hitsattu muotti ja märkämassa kaadetaan uuniin, mikä muodostaa lopullisen vuorauksen (Kuva 12.) ja (Kuva 13.). Kuva 10. Uunipesän vuoraus tulenkestävillä levyillä


30 30 Kuva 11. Uunipesän vuoraus tulenkestävillä tiilillä Kuva 12. Märkämassan kaato uunipesän muotin ympärille

31 31 Kuva 13. Valmis uunipesä 5.3 Alumiinin ominaisuuksia Alumiinisula liuottaa itseensä voimakkaasti vetyä, mikä näkyy kuplina jähmettyneessä sulassa. Pääasiassa vetyä kertyy ilman ja palokaasujen vesihöyrystä. Vedyn liukenemista voidaan rajoittaa käyttämällä alumiinisulan pintaan laitettavaa suojasuolaa, joka estää ilman ja palokaasujen kosketuksen. Vedyn ja muiden kaasujen poistamiseksi sulasta käytetään yleensä kaasupoisto- tai tyhjöhuuhtelua. /5/ Alumiinisula hapettuu todella helposti, mikä saattaa aiheuttaa valuvikoja jos alumiinioksidin palasia pääsee valettavaan kappaleeseen. Tämän johdosta Westofenannostelu -uunia täytettäessä tulisi oksidoitunut alumiini ja kuona poistaa huolellisesti sulan seasta ja pinnasta ennen kaatoa. Alumiinivalun yleisimpiä ongelmia ovat alumiinioksidit ja oksidifilmit (Kuva 14.).

32 32 Kuva 14. Alumiinioksidifilmi Alumiinioksidien ja filmien esiintymistä aiheuttavat sekundääristen materiaalien valmistukseen käytetyt raaka-aineet ja prosessit sulan lämpöhistoria, niin harkon kuin valimonkin sulatuksessa sulatusraaka-aineiden ja atmosfäärin kosteus sulan liikkeet sulakäsittelyt valutapahtuma, kaadot, valunopeus Alumiinioksidin syntymisen estämiseksi sulalle suoritetaan kuonaus eli puhdistuskäsittely, jossa sulan pinnalle laitetaan peiteaine, joka suojaa sulaa oksidoitumiselta. Kaasujen poistamiseksi suoritetaan yleensä kaasuhuuhtelu, jossa putki eli lanssi johdetaan sulaan ja suuttimesta johdetaan haluttua kaasua, kuten alumiinin

33 33 tapauksessa kloorikaasua, johon on lisätty typpeä myrkyllisyyden vähentämiseksi (Kuva 15.). /5/ Kuva 15. Kaasuhuuhtelusekoitin Kiertävän sulan alumiinin aiheuttama eroosio kanavissa kuluttaa aikaa myöden induktori-osan kourua. Näin ollen kanavista muodostuu epätasaisia ja alumiinioksidit tarttuvat herkemmin kanaviin ja tukkeutuvat ajan myötä. ABB:n Vaasan tehtaalla on kehitetty poralaite, jolla voidaan pidentää induktorin kanavien ikää. Uunin kannessa on kolme reikää jokaista kanavaa varten mistä voidaan pora laskea ja suorittaa avausporaus. Tämäkään ei kuitenkaan poista kanavien tukkeutumista täysin, mutta sillä voidaan pidentää induktorin käyttöikää merkittävästi.
34 34 6 INDUKTORIN VUORAUKSEN VALMISTUS ENNEN JA NYKYÄÄN Tässä luvussa keskitytään opinnäytetyön aiheeseen, jonka tarkoituksena on kehittää induktorin vuorauksen valmistusta. Induktorin vuoraus uusitaan noin 1-2 vuoden välein, riippuen kuinka hyvin sen valmistus on onnistunut ja kuinka nopeasti kanavat tukkeutuvat. Vuoraus aloitetaan asentamalla tulenkestävät eristelevyt induktorin teräsrungon sisäreunoille, jonka jälkeen asennetaan muotti induktorin sisälle (Kuva 16.). Muotin asentamisen jälkeen rautasydän ja kela asennetaan induktorin runkoon. Kelan ja rautasydämen asentamisen jälkeen muotin ympärille kaadetaan säkeistä kuivamassaa, joka tampataan sähkötoimisella täryttimellä tiiviiksi. Käytössä oleva kuivamassa on Allied Mineralin Dri-Vibe 558A-FR, joka sisältää alumiinioksidia Al2O3 90,7 % piioksidia SiO2 4,5 % ja titaanioksidia TiO2 2,1 %. Kuivamassassa on lisäksi ruostumattomasta teräksestä valmistettuja säikeitä, jotka vahvistavat rakennetta ja estävät sen halkeamista. Kuivamassan asennuksen jälkeen se tulee sintrata lämmöllä kovaksi. Marxi-uunien tullessa tehtaalle, valmistajan ratkaisu oli käyttää teräksestä valmistettua muottia, jota lämmitettiin kaasupolttimilla. Muotti rakentui monesta osasta, jotka kasattiin pulttiliitoksin yhteen (Kuva 17.). Ongelmaksi muodostui ajan kuluessa kaasupolttimien lämpövaikutuksen aiheuttamat rakennemuutokset. Kaasupolttimien muodostamat korkeat pistelämpötilat väänsivät muotin rakennetta niin, että sen purkaminen muodostui erittäin hankalaksi sintraantuneen kuivamassan jälkeen. Kaasupolttimien korkea lämpötila, noin 1500 C, on myös haitaksi kuivamassalle, jonka maksimikäyttölämpötila on 1095 C ja minimikäyttölämpötila 425 C.


35 35 Kuva 16. Induktorin vuorausta tulenkestävillä levyillä Kuva 17. Marx-teräsmuotti

36 36 ABB Motors & Generators Vaasan-yksikössä kehitettiin muotin korvaajaksi puusta valmistettu muotti (Kuva 18.). Puusta valmistettua muottia lämmitetään samalla tavoin kuin teräsmuottia, mutta se poltetaan hitaasti pois. Puusta valmistettu muotti poisti teräksestä valmistetun muotin ongelmat, mutta puumuotti aiheutti uusia ongelmia. Ongelmaksi muodostuu puun palamisen aiheuttama käry, joka täytyy ottaa huomioon polttopaikan valinnassa (Kuva 19.). Lisäksi puun palaminen pitäisi tapahtua hitaasti kytemällä, jotta kuivamassa ehtisi sintraantua riittävästi. Liian nopea palaminen on aiheuttanut pienimuotoisia sortumia ja epätasaisuuksia kuivamassaan. Epätasaisuudet ovat otollisia paikkoja oksidoituneelle alumiinille ja näin ollen induktorin vuorauksen käyttöikä lyhenee merkittävästi. Kuvissa 20 ja 21 esitetään kanavien muoto polttotapahtuman jälkeen. Kaasupolttimien käyttö on myös aina turvallisuusriski. Sintraustapahtuma kestää noin 48 tuntia ja vaatii tulityöluvan ja jatkuvan valvonnan. Aina ennen työn aloitusta tulee tarkastaa polttimien letkut ja liitokset, että vältytään kaasuvuodoilta ja näin onnettomuuksilta. Muotti on tänä päivänäkin käytössä, koska muita ratkaisuja ei ole löytynyt tai ei ole tutkittu. Kuva 18. Puumuotti


37 37 Kuva 19. Puumuotin poltto ja kuivamassan sintraus Kuva 20. Induktorin alakanava polton jälkeen

38 Kuva 21. Induktorin keskikanava polton jälkeen 38
39 Vuorauksen valmistus muotilla ja sähkövastuksilla ABB Motors & Generators yksikössä on tehty joskus aloite teräsmuotin ja sähkövastuksien käytöstä. Tarkoituksena on valmistaa teräsmuotti, jonka sisälle voitaisiin sijoittaa sähkövastukset. Ajatuksena olisi käyttää vanhaa teräsmuottia, josta pystykanavien yläpäiden laipat sorvattaisiin auki (Kuva 17.). Tällöin jokaiseen pystykanavaan voitaisiin sijoittaa vastukset. Sijoittamalla vastukset kanaviin ongelmaksi muodostuu muotin rakenne. Jokaisessa kanavassa on alun perin ollut kaksi M10 kierrettä, jonka tarkoituksena on ollut kiinnittää ylä- ja alakanavat kiinni toisiinsa kierretankojen avulla. Sorvaamalla pystykanavien ylälaipat auki, menetetään tämä kiinnitysmahdollisuus, jolloin täytyy etsiä muita kiinnitysratkaisuja. Mahdollisuutena olisi muuttaa alakanavavan ulompiin reunoihin M10 kierteet ja uloimpiin pystykanaviin voitaisiin hitsata M10 kierretangot, jolloin kiinnitys tapahtuisi pyörittämällä pystykanavat kiinni alakanavaan. Yläkanavan kiinnitys pystykanaviin tapahtuisi rakentamalla kansiosa yläkanavan päälle. Kansiosasta muodostuisi kytkentäkotelon pohja vastuksille, jolloin vastuksien laipat voitaisiin kiinnittää yläkanavaan. Tällöin muodostuisi puristus yläkanavan ja pystykanavien välille. Kesikanavan kiinnitystä ei voida tehdä kiertämällä, koska kanavan muoto on ellipsimäinen, jolloin sintraantunut kuivamassa estää pyörittämisen. Mahdollisuutena olisi rakentaa alakanavaan upotus, johon keskikanava voitaisiin asettaa. Näin ollen kansiosa ja sivupystykanavat puristaisivat keskipystykanavat upotukseen ja pitäisivät sen paikallaan. Yläkanavan kiinnitettäisiin kansiosaan pulttiliitoksilla. Pystykanavien vastuksiksi valittaisiin ruotsalaisvalmisteisia Kanthal-vastuksia. Kanthal valmistaa Tubothal mallinimellä lämmityselementtejä, jotka ovat tehokkaita ja pitkäikäisiä vastuksia (Kuva 22.). Elementtejä valmistetaan perusmalleina 68, 80, 110, 124, 154 ja 170 millimetriä ja pituudeltaan 6 metriin asti (Kuva 23.). Tubothal-elementti sopisi rakenteelta ja muodoltaan parhaiten sovitettavaksi kanaviin. Suuren tehon ansiosta myös tehon säätely ja lämmön jakautuminen olisi monipuolista.

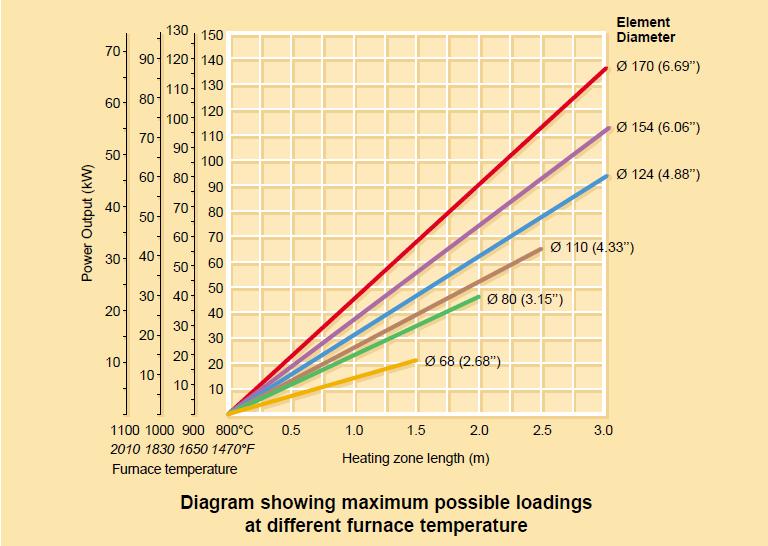
40 40 Kuva 22. Tubothal- lämmityselementti Kuva 23. Tubothal- tehokäyrä

41 41 Vastuksien lämmittämiseen voidaan käyttää jo valmiina olevaa keskusta, joka on rakennettu uunin esilämmityskantta varten. Keskuksen kannessa ovat virtamittarit jokaiselle vaiheelle ja PID-lämpötilansäädin, jolla voidaan asettaa sopiva rampitus haluttuun tavoitelämpötilaan (Kuva 24.). Kuva 24. Uunin esilämmityskeskus
.")
42 42 Vastuksien käytössä ongelmana on lämmönjakautuminen. Kuivamassa tarvitsee vähintään 425 astetta, että se alkaa sintraantua ja 10 5 astetta on maksimikäyttölämpötila. Lämmönjakautumisesta teräsmuotissa suoritettiin FEM-laskentaa käyttäen mallinnus, josta nähtiin riittääkö lämpötila ja jakautuuko se riittävän laajalle alueelle (Kuva 25.). Mallinnuksessa sijoitettiin jokaiseen kanavaan noin 10 kw:n vastus, joka vastaa kuvasta 23 katsoen 68mm:n halkaisijaltaan olevaa vastuskokoa. Mallinnuksessa käytettiin Comsol Multiphysicsiä Kuva 25. Induktorin mallinnus

43 43 Ohjelmassa tuli määrittää materiaalit jokaiselle piirretylle osalle. Muotin materiaaliksi valittiin teräs, muotin sisäpuoliselle ontolle tilalle ilma ja kuivamassan materiaaliksi valittiin alumiinioksidi. Lämpövuon lähteeksi valittiin teräsmuotin pystykanavat ja kokonaislämpövuon tehoksi määriteltiin 30 kw:a (Kuva 26.). Kuva 26. Muotin lämpövuon lähde Tämän jälkeen määritettiin toinen lämpövuon lähde, joka oli käytännössä muottia ympäröivä alumiinioksidi/kuivamassa johon lämpövuo siirtyy (Kuva 27.). Lämmönsiirtymiskerroin tuli syöttää ohjelmaan ja se voitiin ratkaista seuraavalla sivulla olevalla kaavalla.

44 44 Kuva 27. Kuivamassan lämpövuon määrittely Alumiinioksidin lämmönjohtavuus λ = 18 Pystykanavan säde r Pystykanavan korkeus Pystykanavien vaippojen pinta-ala m 2 Fourierin laki, jolla voitiin ratkaista aineen lämmönjohtavuus T 1 = 800 C = 1073,15 K T 2 = 20 C = 293,15K Ainekerroksen paksuus d = 0,3m
")
45 45 (1) Lämmönsiirtymiskerroin: (2) Mallinnuksen ja parametrisoinnin jälkeen voitiin ajaa simulointi mallista. Tällöin tulokseksi saatiin korkeimmaksi lämpötilaksi 756 C ja alimmaksi 219 C (Kuva 28.). Kuivamassa tarvitsi siis 425 C astetta sintraantuakseen ja tuloksista saadulla 219 C asteella ei ole merkitystä, koska alin lämpötila sijaitsee nurkkapisteissä ja lähellä induktorin teräsrakennetta. Kuivamassan tulee sintraantua ainoastaan pinnasta noin 1-2 sentin verran, ja lopullinen sintraantuminen tapahtuu uunin käytössä. Tästä voidaan päätellä, että vastuskoko on riittävä. Kuvasta 29 nähdään lämpövuon suunta ja jakautuminen kuivamassassa. Kuva 28. Induktorin simulointi

46 46 Kuva 29. Lämpövuon suunta ja jakaantuminen Tuloksista huolimatta tultiin lopputulokseen, että vastuksien käyttäminen rautamuotin sisällä ei ole järkevää. Muotin hankala rakenne ja kasaaminen jokaisen sintrauksen yhteydessä on haasteellista. Myös vastusmuotin käyttö ei nopeuta prosessia verrattuna puumuottiin, jolloin rautamuotista saadut hyödyt eivät ole kustannustehokkaita. Myöhemmin esitetään parempia ratkaisuja. 6.2 Vuorauksen valmistus alumiinimuotilla Toisena mahdollisuutena valmistaa vuoraus olisi valmistaa alumiinista joko valamalla tai koneistamalla kanavien muotoinen muotti. Vuoraus tampattaisiin samalla tavoin kuin edellä mainittiin muotin ympärille. Tamppauksen jälkeen induktori kiinnitettäisiin pataosaan, jolloin polttosintraus jäisi pois. Tarkoituksena olisi tehdä ohjelmamuutos uuniin, jolloin alumiinimuottia voitaisiin lämmittää induktion avulla. Ongelmana on, että kouru-uunit tarvitsevat aina alkusulapanoksen käyn-
47 47 nistyäkseen. Tällöin ohjelmamuutoksen lisäksi tarvittaisiin virtalähteiden muutos, että sulatusteho riittäisi muotin lämmitykseen ja lopulta sulamiseen. Asiaa ei tutkittu enempää suurien kustannuksien johdosta. 6.3 Blasch precision ceramics- keraaminen muotti Vuonna 1979 perustettu Albanysta kotoisin oleva amerikkalainen valmistaja Blasch Precision Ceramics valmistaa monen muotoisia ja kokoisia keraamisia ja tulenkestäviä kouruja asiakkaan vaatimusten mukaisesti. Keraamiset kourut on valmistettu keraameista, jotka ovat valmiiksi polttosintrattu muotoonsa ja ovat onttoja sisältä muodostaen kourun (Kuva 30.). Valmistaja lupaa keraamiselle kourulle sileää pintaa, hyvää eroosion kestävyyttä ja muotin polttosintraukset ja lämmitykset jäävät pois. Asennus tapahtuu tamppaamalla käytössä oleva kuivamassa kourun ympärille ja tämän jälkeen induktori voidaan kiinnittää suoraan pataosaan. Kiinnityksen jälkeen uunin esilämmitys voidaan aloittaa lämmityskannella, jolloin tapahtuu jo hieman kourun takana olevan kuivamassan sintraantumista. Lopullinen sintraantuminen tulee uunin käytöstä ja sulan lämmöstä. Keraamisen muotin ominaisuudet ja hyvät puolet voittavat edellä esitettyjen muiden vaihtoehtojen puolet. Ei tarvita hankalia rakenteita ja polttosintrauksen jäädessä pois, säästetään kaksi päivää. Blasch precicion ceramicsi:lle lähetettiin alustava kysely kourun rakennepiirustusten kanssa ja vastaukseksi saatiin, että kouru olisi mahdollista rakentaa. Kourun muotin suunnittelu ja rakennuskustannukset ovat kuitenkin melko korkeat, mutta valmiilla muotilla voidaan valmistaa sen jälkeen melko edulliseen hintaan keraamisia kouruja.


48 48 Kuva 30. Keraaminen kouru Kuva 31. Keraamisen kourun läpileikkaus
49 49 7 ERI MENTELMIEN VERTAILU Tässä luvussa vertaillaan eri menetelmien kuluja, säästöjä ja turvallisuutta tällä hetkellä käytössä olevaan puumuotin polttosintraukseen. Suoritettaessa kustannuslaskentaa kuluja voitiin kohdentaa melko tarkasti, kuten eri induktorin valmistusmenetelmien komponenttien hintoja ja työtuntimääriä. Säästöjen laskemisessa taas syntyi hieman ongelmia, johtuen induktorin kestoiästä ja eri menetelmien vaikutuksesta siihen. Käytettäessä esimerkiksi keraamista kourua säästöjä jouduttiin arvioimaan, koska ei pystytä käytännössä todentamaan mikä on esimerkiksi huoltoväli ja uunin avausporauksien tarve. Keraamisen kourunrakenteesta ja pinnanlaadusta voi tulla jo todella suuria säästöjä pora- ja huoltokuluissa. Säästöjä, joita voitiin kohdentaa olivat esimerkiksi puumuotin polttosintrauksen kaasukulut, työtuntimäärien väheneminen ja sulankuljettamisen tarve toisesta sulatusuunista huollettavan uunin Westofen-annostelu-uuniin. Sulan kuljettamisesta johtuen joudutaan tekemään kompromissi, että yhdellä sulatusuunilla sulatetaan kahdelle valukoneelle sulaa, jolloin tuotantokapasiteetti putoaa hieman. Eri menetelmien välillä on myös suuria vaikutuksia työn turvallisuuteen, jota ei voida mitata rahassa. Kaksi päivää vähemmän sulan kuljetusta valusenkalla ja kaasupolttimen käytön poistuminen parantavat turvallisuutta merkittävästi. Eri menetelmien väliltä luotiin taulukko, jossa vertailtiin menetelmien kuluja, säästöjä ja turvallisuutta pisteytysmenetelmällä (Taulukko 1.).
50 50 Taulukko 1. Induktorin valmistusmenetelmien vertailu Puumuotin polttosintraus Arvostelu Painoarvo ominaisuus Pisteet Painotetut pisteet Kulut 0,75 pienet 3 2,25 Säästöt 1 kohtuulliset 2 2 Turvallisuus 1,25 huono 1 1,25 Yhteensä 3 6 5,5 Teräsmuotti ja sähkövastukset Arvostelu Painoarvo ominaisuus Pisteet Painotetut pisteet Kulut 0,75 kohtuulliset 2 1,5 Säästöt 1 hyvät 2,5 2,5 Turvallisuus 1,25 hyvä 2,5 3,125 Yhteensä 3 7 7,125 Alumiinimuotti Arvostelu Painoarvo ominaisuus Pisteet Painotetut pisteet Kulut 0,75 korkeat 0,5 0,375 Säästöt 1 hyvät 2,5 2,5 Turvallisuus 1,25 erinomainen 3,5 4,375 Yhteensä 3 6,5 7,25 Blasch precision ceramics- keraaminen kouru Arvostelu Painoarvo ominaisuus Pisteet Painotetut pisteet Kulut 0,75 melko korkeat 1 0,75 Säästöt 1 suuret 3,5 3,5 Turvallisuus 1,25 erinomainen 3,5 4,375 Yhteensä 3 8 8,625
51 51 8 JOHTOPÄÄTÖKSET Työn tarkoituksena oli selvittää korvaavaa vaihtoehtoa nykyisen induktorin vuorauksen valmistusmenetelmälle. Työn alkuperäinen suunnitelma oli päästä testaamaan teräsmuotti ja sähkövastusmenetelmää induktorin vuorauksessa, mutta tähän ei koskaan ollut mahdollisuutta. Jokaisen Marx-sulatusuunin induktorit olivat sen verran hyvässä kunnossa, että vuorausta ei tarvinnut suorittaa opinnäytetyön ajanjaksona. Tästä johtuen opinnäytetyön kuva muuttui hieman sitä tehdessä, jolloin aloin selvittämään muita mahdollisia vuorausmenetelmiä. Kevään aikana ulkopuolinen yritys kävi esittelemässä alumiinisen muotin lämmitystä induktiolla. Tämä menetelmä on tänä päivänä käytössä monessa yrityksessä ulkopuolisen yrityksen mukaan. Ongelmana kuitenkin on, että tehtaassa on jo valmiit sulatusuunit ja sähkökeskukset. Tämä tarkoittaisi sitä, että jouduttaisiin vaihtamaan sulatusuunien sähkökeskukset suurempitehoisiin jolloin sulatusteho riittäisi kiinteän alumiinimuotin lämmittämiseen ja lopulta sulattamiseen. Tästä johtuen, tämän menetelmän tutkimiseen ei kulutettu juuri aikaa kalliiden investointien takia. Lukiessa ja tutkiessa erilaisia menetelmiä löytyi amerikkalaisen Blasch Precicion Ceramics- yrityksen valmistama keraaminen kouru. Luettua tästä menetelmästä vakuutuin sen ylivoimaisuudesta verrattaen muihin menetelmiin. Kävin sähköpostikeskustelua yrityksen kanssa ja kerroin heille ongelmastamme ja he tarjosivat meille ratkaisun. Tämän projektin toteutus on vielä arvoitus. Ensin täytyy päättää jokin tutkimistani menetelmistä tai löytää muita vaihtoehtoja ja sen jälkeen täytyy saada projekti hyväksyttyä ja rahoitettua.
52 52 LÄHTEET /1/ ABB lyhyesti ABB:n verkkosivut. Viitattu /2/ ABB lyhyesti Suomalais-juuret. ABB:n verkkosivut. Viitattu /3/ ValuAtlas Valimotekniikan perusteet Seija Meskanen, Pentti Toivonen. Viitattu /4/ ValuAtlas Valimotekniikan perusteet Erkki Itävuori, Tuula Höök. Viitattu /5 ValuAtlas & Tampereen ammattiopisto Valumetallien sulatus. Viitattu /6/ ABB lyhyesti Motors and Generators Viitattu /7/ Kunnossapito perusteet. Viitattu /8/ Tubothal heating element. Viitattu
53 53 /9/ Blasch Precicion Ceramics. Viitattu /10/ Kunnossapito. Viitattu /11/ ABB:n sisäinen kunnossapitosuunnitelma Viitattu Kunnossapito 2015.pdf

54 LIITE 1. Marx-uunin induktorin teräsmuotin piirustus 1(1)
8. Induktiokouru-uunit
 8. Induktiokouru-uunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Kouru-uunit koostuvat periaatteellisesti teräsrungosta, johon on kiinnitetty induktori sulan lämpötilan ylläpitämiseksi. Kouru-uunien
8. Induktiokouru-uunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Kouru-uunit koostuvat periaatteellisesti teräsrungosta, johon on kiinnitetty induktori sulan lämpötilan ylläpitämiseksi. Kouru-uunien
Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset.
 9. Vastusupokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset. Upokas
9. Vastusupokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Vastusupokasuuneissa irrallinen upokas on sijoitettu ylhäältä avonaiseen uunipesään, jonka seinämillä ovat sähkövastukset. Upokas
3. Polttoaineuunit. 3.1 Kylmäilmakupoliuunit. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 3. Polttoaineuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 3.1 Kylmäilmakupoliuunit Kylmäilmakupoliuuni on vanhin valuraudan sulattamiseen käytetty uunityyppi. Nimitys kylmäilmakupoliuuni
3. Polttoaineuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 3.1 Kylmäilmakupoliuunit Kylmäilmakupoliuuni on vanhin valuraudan sulattamiseen käytetty uunityyppi. Nimitys kylmäilmakupoliuuni
17. Tulenkestävät aineet
 17. Tulenkestävät aineet Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Alkuaineiden oksidit voidaan jakaa kemiallisen käyttäytymisensä perusteella luonteeltaan happamiin, emäksisiin ja neutraaleihin
17. Tulenkestävät aineet Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Alkuaineiden oksidit voidaan jakaa kemiallisen käyttäytymisensä perusteella luonteeltaan happamiin, emäksisiin ja neutraaleihin
6. Valokaariuunit. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 6. Valokaariuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Valokaariuunit on vanhin uunityyppi, jossa sulatus tapahtuu sähköenergian avulla. Uunin perusrakenteen kehitteli ranskalainen Heroult
6. Valokaariuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Valokaariuunit on vanhin uunityyppi, jossa sulatus tapahtuu sähköenergian avulla. Uunin perusrakenteen kehitteli ranskalainen Heroult
Kuva. Upokasuunin öljypoltin
 4. Upokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Polttoaineilla toimivat upokasuunit muistuttavat rakenteeltaan myöhemmin käsiteltäviä sähkökäyttöisiä vastusupokasuuneja. Polttoaineina
4. Upokasuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Polttoaineilla toimivat upokasuunit muistuttavat rakenteeltaan myöhemmin käsiteltäviä sähkökäyttöisiä vastusupokasuuneja. Polttoaineina
5. Sähköuunit. 5.1 Sähköuunien panostus Tyypillisiä panosraaka-aineita. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 5. Sähköuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 5.1 Sähköuunien panostus 5.1.1 Tyypillisiä panosraaka-aineita Kuva. Kiertoromua Kuva. Ostoromua 9.11.2011 Raimo Keskinen, Pekka Niemi
5. Sähköuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 5.1 Sähköuunien panostus 5.1.1 Tyypillisiä panosraaka-aineita Kuva. Kiertoromua Kuva. Ostoromua 9.11.2011 Raimo Keskinen, Pekka Niemi
Harjoitustehtäviä kokeeseen: Sähköoppi ja magnetismi
 Harjoitustehtäviä kokeeseen: Sähköoppi ja magnetismi 3. Selitä: a. Suljettu virtapiiri Suljettu virtapiiri on sähkövirran reitti, jonka muodostavat johdot, paristot ja komponentit. Suljetussa virtapiirissä
Harjoitustehtäviä kokeeseen: Sähköoppi ja magnetismi 3. Selitä: a. Suljettu virtapiiri Suljettu virtapiiri on sähkövirran reitti, jonka muodostavat johdot, paristot ja komponentit. Suljetussa virtapiirissä
Pienjännitejohtoa voidaan kuvata resistanssin ja induktiivisen reaktanssin sarjakytkennällä.
 SÄHKÖJOHDOT Pienjännitejohtoa voidaan kuvata resistanssin ja induktiivisen reaktanssin sarjakytkennällä. R jx Resistanssit ja reaktanssit pituusyksikköä kohti saadaan esim. seuraavasta taulukosta. Huomaa,
SÄHKÖJOHDOT Pienjännitejohtoa voidaan kuvata resistanssin ja induktiivisen reaktanssin sarjakytkennällä. R jx Resistanssit ja reaktanssit pituusyksikköä kohti saadaan esim. seuraavasta taulukosta. Huomaa,
Toiminta perustuu pyörrevirtoihin, jotka syntyvät metallipanokseen, kun vaihtovirtaa johdetaan panoksen ympäri kulkevaan kuparikäämiin.
 7. Induktiouunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Induktiouuni soveltuu hyvin uudelleensulatukseen ja kuumanapitoon. Mitään mellotusta ei suoritetta. Lämpötilaa voidaan säästää hyvin
7. Induktiouunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Induktiouuni soveltuu hyvin uudelleensulatukseen ja kuumanapitoon. Mitään mellotusta ei suoritetta. Lämpötilaa voidaan säästää hyvin
Seuraavia sulaton sulankäsittelylaitteita on käsitelty tarkemmin luvussa ʺRautametallien sulametallurgiaʺ:
 Sulaton laitteistot Seija Meskanen, Teknillinen korkeakoulu Pentti Toivonen, Teknillinen korkeakoulu Seuraavia sulaton sulankäsittelylaitteita on käsitelty tarkemmin luvussa ʺRautametallien sulametallurgiaʺ:
Sulaton laitteistot Seija Meskanen, Teknillinen korkeakoulu Pentti Toivonen, Teknillinen korkeakoulu Seuraavia sulaton sulankäsittelylaitteita on käsitelty tarkemmin luvussa ʺRautametallien sulametallurgiaʺ:
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
KÄYTTÖ-OHJE EVERLAST SUPER CUT 50 ESITTELY SUPER CUT-50 plasmaleikkureiden valmistuksessa käytetään nykyaikaisinta MOSFET invertteri tekniikka. Verkkojännitteen 50Hz taajuus muunnetaan korkeaksi taajuudeksi
13. Alumiiniseosten sulatus
 13. Alumiiniseosten sulatus Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Alumiiniseosten sulatukseen käytetään nykyisin tavallisesti vastusupokasuuneja, harvemmin öljytai kaasukäyttöisiä upokasuuneja
13. Alumiiniseosten sulatus Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto Alumiiniseosten sulatukseen käytetään nykyisin tavallisesti vastusupokasuuneja, harvemmin öljytai kaasukäyttöisiä upokasuuneja
Tekijä: Markku Savolainen. STIRLING-moottori
 Tekijä: Markku Savolainen STIRLING-moottori Perustietoa Perustietoa Palaminen tapahtuu sylinterin ulkopuolella Moottorin toiminta perustuu työkaasun kuumentamiseen ja jäähdyttämiseen Työkaasun laajeneminen
Tekijä: Markku Savolainen STIRLING-moottori Perustietoa Perustietoa Palaminen tapahtuu sylinterin ulkopuolella Moottorin toiminta perustuu työkaasun kuumentamiseen ja jäähdyttämiseen Työkaasun laajeneminen
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power Plasma 50 Power Plasma 60 Power Plasma 80 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISYÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan
KÄYTTÖ-OHJE EVERLAST Power Plasma 50 Power Plasma 60 Power Plasma 80 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISYÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan
3. Muotinvalmistuksen periaate
 3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
3. Muotinvalmistuksen periaate Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Irtomallikaavaus Hiekkamuotin valmistuksessa tarvitaan valumalli. Se tehdään yleensä puusta, ja se muistuttaa mitoiltaan
2. Valukappaleiden suunnittelu mallikustannusten kannalta
 2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
2. Valukappaleiden suunnittelu mallikustannusten kannalta Pekka Niemi Tampereen ammattiopisto 2.1. Valukappaleiden muotoilu Valitse kappaleelle sellaiset muodot, jotka on helppo valmistaa mallipajojen
WENDA-30kW KAMIINAN ASENNUS- JA KÄYTTÖOHJEET
 Sivu 1/8 WENDA-30kW KAMIINAN ASENNUS- JA KÄYTTÖOHJEET Puh: 02-4870258, Web: www.wenda.fi, E-Mail: sales@wenda.fi Sivu 2/8 Kamiinan perustiedot: Kamiina on valmistettu merivettä kestävästä alumiinista,
Sivu 1/8 WENDA-30kW KAMIINAN ASENNUS- JA KÄYTTÖOHJEET Puh: 02-4870258, Web: www.wenda.fi, E-Mail: sales@wenda.fi Sivu 2/8 Kamiinan perustiedot: Kamiina on valmistettu merivettä kestävästä alumiinista,
Lämpöä tuulivoimasta ja auringosta. Esa.Eklund@KodinEnergia.fi. Kodin vihreä energia Oy 30.8.2012
 Lämpöä tuulivoimasta ja auringosta 30.8.2012 Esa.Eklund@KodinEnergia.fi Kodin vihreä energia Oy Mitä tuulivoimala tekee Tuulivoimala muuttaa tuulessa olevan liikeenergian sähköenergiaksi. Tuulesta saatava
Lämpöä tuulivoimasta ja auringosta 30.8.2012 Esa.Eklund@KodinEnergia.fi Kodin vihreä energia Oy Mitä tuulivoimala tekee Tuulivoimala muuttaa tuulessa olevan liikeenergian sähköenergiaksi. Tuulesta saatava
14. Valusangot ja astiat
 14. Valusangot ja astiat Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Sula metalli kuljetetaan sulatusuuneilta valupaikalle kuljetus- ja valusangoilla. Kuljetus voi tapahtua joko trukilla, riippuradalla
14. Valusangot ja astiat Raimo Keskinen Peka Niemi - Tampereen ammattiopisto Sula metalli kuljetetaan sulatusuuneilta valupaikalle kuljetus- ja valusangoilla. Kuljetus voi tapahtua joko trukilla, riippuradalla
Asennusohje aurinkopaneeliteline
 Asennusohje aurinkopaneeliteline Sisällysluettelo 1. Kehikon kokoonpano ja kiinnitys kattoon...3 2. Aurinkopaneelien asennus...4 3. Aurinkopaneelien sähköinen kytkentä...7 3.1 Kytkentä pienjänniteverkkoon...7
Asennusohje aurinkopaneeliteline Sisällysluettelo 1. Kehikon kokoonpano ja kiinnitys kattoon...3 2. Aurinkopaneelien asennus...4 3. Aurinkopaneelien sähköinen kytkentä...7 3.1 Kytkentä pienjänniteverkkoon...7
STEELEX GROUP HIGH QUALITY AIRCRAFT HEATERS
 STEELEX GROUP HIGH QUALITY AIRCRAFT HEATERS High quality aircraft heater Y L E I S T I E T O J A STEELEX E42, E75, D120 Kungsängenissä, Tukholmasta luoteeseen kehitetään, suunnitellaan ja valmistetaan
STEELEX GROUP HIGH QUALITY AIRCRAFT HEATERS High quality aircraft heater Y L E I S T I E T O J A STEELEX E42, E75, D120 Kungsängenissä, Tukholmasta luoteeseen kehitetään, suunnitellaan ja valmistetaan
VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA SÄHKÖTEKNIIKKA. Jouko Esko n85748 Juho Jaakkola n86633. Dynaaminen Kenttäteoria GENERAATTORI.
 VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA SÄHKÖTEKNIIKKA Jouko Esko n85748 Juho Jaakkola n86633 Dynaaminen Kenttäteoria GENERAATTORI Sivumäärä: 10 Jätetty tarkastettavaksi: 06.03.2008 Työn tarkastaja Maarit
VAASAN YLIOPISTO TEKNILLINEN TIEDEKUNTA SÄHKÖTEKNIIKKA Jouko Esko n85748 Juho Jaakkola n86633 Dynaaminen Kenttäteoria GENERAATTORI Sivumäärä: 10 Jätetty tarkastettavaksi: 06.03.2008 Työn tarkastaja Maarit
Auroran CAT-varavoimakoneet paljon vartijoina Nesteellä Sähkönsyötön katketessa varavoimakoneilla ajetaan prosessit turvallisesti alas
 Auroran CAT-varavoimakoneet paljon vartijoina Nesteellä Sähkönsyötön katketessa varavoimakoneilla ajetaan prosessit turvallisesti alas Nesteen tuotantolaitokset Porvoossa, Kilpilahden teollisuusalueella
Auroran CAT-varavoimakoneet paljon vartijoina Nesteellä Sähkönsyötön katketessa varavoimakoneilla ajetaan prosessit turvallisesti alas Nesteen tuotantolaitokset Porvoossa, Kilpilahden teollisuusalueella
18. Muotin täyttöjärjestelmä
 18. Muotin täyttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kanavistoa, jota pitkin sula metalli virtaa muottionteloon, kutsutaan muotin täyttöjärjestelmäksi. Täyttämisen ohella sillä
18. Muotin täyttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kanavistoa, jota pitkin sula metalli virtaa muottionteloon, kutsutaan muotin täyttöjärjestelmäksi. Täyttämisen ohella sillä
Suuria säästöjä elpo-elementeillä
 Suuria säästöjä elpo-elementeillä Säästöä rakentamisajassa Säästöä asuinneliöissä Säästöä materiaalikuluissa Säästää myös ympäristöä Elpotek Oy talotekniikan innovaatioita Elpotek Oy on talotekniikkaelementtien
Suuria säästöjä elpo-elementeillä Säästöä rakentamisajassa Säästöä asuinneliöissä Säästöä materiaalikuluissa Säästää myös ympäristöä Elpotek Oy talotekniikan innovaatioita Elpotek Oy on talotekniikkaelementtien
HD Lumilinko Avant 600-sarjaan
 HD Lumilinko Avant 600-sarjaan Tuotenumero A21195 2 1. Alkusanat Avant Tecno Oy haluaa kiittää teitä siitä, että olette hankkineet Avant-työlaitteen. Se on suunniteltu ja valmistettu pitkällisen tuotekehityksen
HD Lumilinko Avant 600-sarjaan Tuotenumero A21195 2 1. Alkusanat Avant Tecno Oy haluaa kiittää teitä siitä, että olette hankkineet Avant-työlaitteen. Se on suunniteltu ja valmistettu pitkällisen tuotekehityksen
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Lahti Energian uusi voimalaitos KYMIJÄRVI II. Jaana Lehtovirta Viestintäjohtaja Lahti Energia Oy
 Lahti Energian uusi voimalaitos KYMIJÄRVI II Jaana Lehtovirta Viestintäjohtaja Lahti Energia Oy Miksi voimalaitos on rakennettu? Lahti Energialla on hyvät kokemukset yli 12 vuotta hiilivoimalan yhteydessä
Lahti Energian uusi voimalaitos KYMIJÄRVI II Jaana Lehtovirta Viestintäjohtaja Lahti Energia Oy Miksi voimalaitos on rakennettu? Lahti Energialla on hyvät kokemukset yli 12 vuotta hiilivoimalan yhteydessä
Induktiouunien vuorauksen kuluminen ja turvallinen sulatus
 metallurgiaa Induktiouunien vuorauksen kuluminen ja turvallinen sulatus Calle Nybergh, DI Oy Lux Ab Raudan ja teräksen sulatus tapahtuu yhä enemmän keskijaksotaajuusinduktiouuneja käyttämällä. Kupoliuunien
metallurgiaa Induktiouunien vuorauksen kuluminen ja turvallinen sulatus Calle Nybergh, DI Oy Lux Ab Raudan ja teräksen sulatus tapahtuu yhä enemmän keskijaksotaajuusinduktiouuneja käyttämällä. Kupoliuunien
Putkenhiomakoneet & putkenpaanmuotoilijat
 Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
Lämpöputkilämmönsiirtimet HPHE
 Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Lämpöputkilämmönsiirtimet HPHE LÄMMÖNTALTEENOTTO Lämmöntalteenotto kuumista usein likaisista ja pölyisistä kaasuista tarjoaa erinomaisen mahdollisuuden energiansäästöön ja hiilidioksidipäästöjen vähentämiseen
Hitsin hyvä jo yli 4o vuotta
 Hitsin hyvä jo yli 4o vuotta Kuluminen aiheuttaa huomattavan kustannuserän teollisuuden käyttökustannuksista. Pintojen kuluminen vaatii säännöllistä kunnossapitoa laitoksen käytön varmistamiseksi. Uusien
Hitsin hyvä jo yli 4o vuotta Kuluminen aiheuttaa huomattavan kustannuserän teollisuuden käyttökustannuksista. Pintojen kuluminen vaatii säännöllistä kunnossapitoa laitoksen käytön varmistamiseksi. Uusien
Prosessikunnossapito ja huoltosopimukset Ulkoistukset. Ennakkohuolto ja vikakorjaukset, LVI-suunnittelu Huoltosopimukset
 UPM KOFF Kokonaiskunnossapito Prosessikunnossapito ja huoltosopimukset Ulkoistukset Kenttähuolto ja Projektit Sähkö- ja automaatio kunnossapitopalvelut Mekaaninen kunnossapito, modernisoinnit, prosessimuutokset
UPM KOFF Kokonaiskunnossapito Prosessikunnossapito ja huoltosopimukset Ulkoistukset Kenttähuolto ja Projektit Sähkö- ja automaatio kunnossapitopalvelut Mekaaninen kunnossapito, modernisoinnit, prosessimuutokset
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
As Oy Helsingin Lehtokaunokki Ilmapumpun asennus huoneistoon A4
 As Oy Helsingin Lehtokaunokki Ilmapumpun asennus huoneistoon A4 Tilaaja: Aki Alanko Aika: 23.5.2011 klo 8:10-16:20 Urakoitsija: IlmalämpöCenter Oy / Jari Vainikainen Laite: Mitsubishi Electric FD25VABH
As Oy Helsingin Lehtokaunokki Ilmapumpun asennus huoneistoon A4 Tilaaja: Aki Alanko Aika: 23.5.2011 klo 8:10-16:20 Urakoitsija: IlmalämpöCenter Oy / Jari Vainikainen Laite: Mitsubishi Electric FD25VABH
Uppokaariuunin panoksen sähkönjohtavuus. Anne Hietava (os Heikkilä) Prosessimetallurgian tutkimusyksikkö
 Prosessimetallurgian tutkimusyksikkö") Uppokaariuunin panoksen sähkönjohtavuus Anne Hietava (os Heikkilä) Prosessimetallurgian tutkimusyksikkö 6.9.2018 Mitä on FeCr ja miten sitä valmistetaan? Ferrokromi on metalliseos, joka sisältää pääasiassa
Uppokaariuunin panoksen sähkönjohtavuus Anne Hietava (os Heikkilä) Prosessimetallurgian tutkimusyksikkö 6.9.2018 Mitä on FeCr ja miten sitä valmistetaan? Ferrokromi on metalliseos, joka sisältää pääasiassa
NIBE maalämpöpumppujen myynti, asennus, huolto ja suunnittelu. Lämpöpumppu+lämpökaivo+lattialämmitys+käyttövesikaivo.
 NIBE maalämpöpumppujen myynti, asennus, huolto ja suunnittelu Lämpöpumppu+lämpökaivo+lattialämmitys+käyttövesikaivo. Kaikki yhdeltä toimittajalta!! KYSY ILMAINEN MITOITUSSUUNNITELMA JA KUSTANNUSARVIO.
NIBE maalämpöpumppujen myynti, asennus, huolto ja suunnittelu Lämpöpumppu+lämpökaivo+lattialämmitys+käyttövesikaivo. Kaikki yhdeltä toimittajalta!! KYSY ILMAINEN MITOITUSSUUNNITELMA JA KUSTANNUSARVIO.
TUOTEKORTTI KORIPALLOTELINE KATTOON KIINNITTYVÄ RAKENNE (ETEEN TAI TAAKSE KÄÄNTYVÄ)
") t TUOTEKORTTI KORIPALLOTELINE KATTOON KIINNITTYVÄ RAKENNE (ETEEN TAI TAAKSE KÄÄNTYVÄ) Sisältö I. Komponentit... 3 II. Täydentävät tuotteet... 3 III. Tuotekuvaus... 4 IV. Tuotteen käyttötarkoitus... 4 V.
t TUOTEKORTTI KORIPALLOTELINE KATTOON KIINNITTYVÄ RAKENNE (ETEEN TAI TAAKSE KÄÄNTYVÄ) Sisältö I. Komponentit... 3 II. Täydentävät tuotteet... 3 III. Tuotekuvaus... 4 IV. Tuotteen käyttötarkoitus... 4 V.
Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit.
 Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit www.outokumpu.com Johdanto Tuotantokaavio AOD-konvertteri AOD Senkka-asema SA Yhteenveto Ruostumaton teräs Ruostumaton teräs koostuu
Ruostumattoman teräksen valmistaminen loppupään terässulattoprosessit www.outokumpu.com Johdanto Tuotantokaavio AOD-konvertteri AOD Senkka-asema SA Yhteenveto Ruostumaton teräs Ruostumaton teräs koostuu
Aurinkolämpö. Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta.
 Aurinkolämpö Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta. Keräimien sijoittaminen ja asennus Kaikista aurinkoisin
Aurinkolämpö Tässä on tarkoitus kertoa aurinkolämmön asentamisesta ja aurinkolämmön talteen ottamiseen tarvittavista osista ja niiden toiminnasta. Keräimien sijoittaminen ja asennus Kaikista aurinkoisin
Levykoko: 600 x 1200 mm Paksuus: 30 mm Pontti: ympäritäyspontattu Pinnoite: diffuusiotiivis alumiinilaminaatti levyn molemmin puolin
 Levykoko: 600 x 1200 mm Paksuus: 30 mm Pontti: ympäritäyspontattu Pinnoite: diffuusiotiivis alumiinilaminaatti levyn molemmin puolin SPU Sauna-Satu soveltuu saunan seinien ja kattojen sekä kosteiden tilojen
Levykoko: 600 x 1200 mm Paksuus: 30 mm Pontti: ympäritäyspontattu Pinnoite: diffuusiotiivis alumiinilaminaatti levyn molemmin puolin SPU Sauna-Satu soveltuu saunan seinien ja kattojen sekä kosteiden tilojen
PAROC HVAC FIRE Ilmakanavien paloeristysratkaisut
 PAROC HVAC FIRE Ilmakanavien paloeristysratkaisut SISÄLLYSLUETTELO Paloturvallisuutta PAROC -kivivillatuotteilla... 3 PAROC Hvac Fire Mat pyöreille kanaville... 4 PAROC Hvac Fire Mat suorakaidekanaville...
PAROC HVAC FIRE Ilmakanavien paloeristysratkaisut SISÄLLYSLUETTELO Paloturvallisuutta PAROC -kivivillatuotteilla... 3 PAROC Hvac Fire Mat pyöreille kanaville... 4 PAROC Hvac Fire Mat suorakaidekanaville...
Normaalisti valmistamme vastuksia oheisen taulukon mukaisista laadukkaista raaka-aineista. Erikoistilauksesta on saatavana myös muita raaka-aineita.
 Putkivastuksien vaippaputken raaka-aineet Vastuksen käyttölämpötila ja ympäristön olosuhteet määräävät minkälaisesta materiaalista vastuksen vaippaputki on valmistettu. Tavallisesti käytettäviä aineita
Putkivastuksien vaippaputken raaka-aineet Vastuksen käyttölämpötila ja ympäristön olosuhteet määräävät minkälaisesta materiaalista vastuksen vaippaputki on valmistettu. Tavallisesti käytettäviä aineita
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Aurinkotuuletin AirPlus 100 & 120
 Aurinkotuuletin AirPlus 100 & 120 Tuotenumerot 105071 & 105076 Sunwind Gylling Oy Niemeläntie 4 20780 Kaarina Hyvä asiakas, Lue nämä käyttöohjeet huolellisesti ennen laitteen asentamista ja ensimmäistä
Aurinkotuuletin AirPlus 100 & 120 Tuotenumerot 105071 & 105076 Sunwind Gylling Oy Niemeläntie 4 20780 Kaarina Hyvä asiakas, Lue nämä käyttöohjeet huolellisesti ennen laitteen asentamista ja ensimmäistä
INDUKTIOUUNIN HUOLTO-OHJELMA
 Saimaan ammattikorkeakoulu Tekniikka Lappeenranta Kone- ja tuotantotekniikan koulutusohjelma Tuotantotekniikan ja kunnossapidon suuntautumisvaihtoehto Simo Tepponen INDUKTIOUUNIN HUOLTO-OHJELMA Opinnäytetyö
Saimaan ammattikorkeakoulu Tekniikka Lappeenranta Kone- ja tuotantotekniikan koulutusohjelma Tuotantotekniikan ja kunnossapidon suuntautumisvaihtoehto Simo Tepponen INDUKTIOUUNIN HUOLTO-OHJELMA Opinnäytetyö
Tehokas ledivalaisin 30 valkoisella ledillä. Käyttöjännite 12 20V. Nimellisvirta on noin 0.10A - 0.35A Suunnittelija Mikko Esala.
 Tehokas ledivalaisin 30 valkoisella ledillä. Käyttöjännite 20V. Nimellisvirta on noin 0.10A - 0.35A Suunnittelija Mikko Esala. Valaisimen ledit on kytketty kolmen ledin sarjoihin. Näitä ledisarjoja taas
Tehokas ledivalaisin 30 valkoisella ledillä. Käyttöjännite 20V. Nimellisvirta on noin 0.10A - 0.35A Suunnittelija Mikko Esala. Valaisimen ledit on kytketty kolmen ledin sarjoihin. Näitä ledisarjoja taas
Oviverhopuhaltimet FLOWAIR.COM
 Oviverhopuhaltimet FLOWAIR.COM ILMAN LÄMPÖTILAN JAKAUTUMINEN HUONEISSA Ilman oviverhopuhallinta Oviverhopuhaltimella -1 C 22 C 2 C 21 C 2 C 22 C -8 C -6 C -4 C -2 C 19 C C 1 C 1 C 6 C C C 6 C 1 C 1 C 18
Oviverhopuhaltimet FLOWAIR.COM ILMAN LÄMPÖTILAN JAKAUTUMINEN HUONEISSA Ilman oviverhopuhallinta Oviverhopuhaltimella -1 C 22 C 2 C 21 C 2 C 22 C -8 C -6 C -4 C -2 C 19 C C 1 C 1 C 6 C C C 6 C 1 C 1 C 18
Outokumpu Tornion Operaatiot. Maailman integroiduin ruostumattoman teräksen tuotantolaitos
 Outokumpu Tornion Operaatiot Maailman integroiduin ruostumattoman teräksen tuotantolaitos 17.4.2018 1 Integroitu tuotanto FeCr-tuotanto Ruostumattoman teräksen tuotanto Oma kromimalmi: varma saatavuus
Outokumpu Tornion Operaatiot Maailman integroiduin ruostumattoman teräksen tuotantolaitos 17.4.2018 1 Integroitu tuotanto FeCr-tuotanto Ruostumattoman teräksen tuotanto Oma kromimalmi: varma saatavuus
19. Muotin syöttöjärjestelmä
 19. Muotin syöttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kun muotin täyttänyt sula metalli alkaa jähmettyä, kutistuu se samanaikaisesti. Valukappaleen ohuet kohdat jähmettyvät aikaisemmin
19. Muotin syöttöjärjestelmä Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kun muotin täyttänyt sula metalli alkaa jähmettyä, kutistuu se samanaikaisesti. Valukappaleen ohuet kohdat jähmettyvät aikaisemmin
Couper EN KÄYTTÖOHJE. Kääntöporttien moottori VALMISTETTU ITALIASSA
 Couper Kääntöporttien moottori EN KÄYTTÖOHJE VALMISTETTU ITALIASSA 1 -KUVAUS 1A -VAROITUKSET Seuraavana lueteltujen ohjeiden laiminlyönti vapauttaa KING Gates srl:n kaikesta vastuusta liittyen ihmisille
Couper Kääntöporttien moottori EN KÄYTTÖOHJE VALMISTETTU ITALIASSA 1 -KUVAUS 1A -VAROITUKSET Seuraavana lueteltujen ohjeiden laiminlyönti vapauttaa KING Gates srl:n kaikesta vastuusta liittyen ihmisille
Futura kuivaimen edut takaavat patentoidut tekniset ratkaisut
 Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
Kuivain Futura Kuivain Futura Eurooppalainen patentti EP nro. 1029211 19 patenttia todistavat laitteen teknisten ratkaisujen omaperäisyyden pistettä ja teknisten ratkaisujen Futura, kansainväliset innovatiivisuuspalkinnot
KÄYTTÖOPAS. ver. 1.2
 KÄYTTÖOPAS ver. 1.2 VAROITUS Tätä tuotetta ei ole tarkoitettu alle kolme (3) vuotiaille lapsille. VAROITUS Emme kanna mitään vastuuta mahdollisista onnettomuuksista tai vahingoista, jotka johtuvat laiminlyönnistä
KÄYTTÖOPAS ver. 1.2 VAROITUS Tätä tuotetta ei ole tarkoitettu alle kolme (3) vuotiaille lapsille. VAROITUS Emme kanna mitään vastuuta mahdollisista onnettomuuksista tai vahingoista, jotka johtuvat laiminlyönnistä
Alumiini Genelecin tuotteissa. Alumiinipäivät Jaakko Nisula Team Leader, Mechanical Engineering
 Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
Alumiini Genelecin tuotteissa Alumiinipäivät 2.11.2018 Jaakko Nisula Team Leader, Mechanical Engineering Genelec Oy Genelec Oy on vuonna 1978 perustettu suomalainen perheyritys. Valmistaa aktiivisia tarkkailukaiuttimia
HOT BOX 310 & 620 KÄYTTÖOHJEET
 HOT BOX 310 & 620 KÄYTTÖOHJEET LÄMPÖYKSIKÖN ASENNUS-, KÄYTTÖ- JA HUOLTO-OHJEET HOT BOX, joka on varustettu yhdellä tai kahdella 310 kw uunilla ja öljysäiliöllä, tulee sijoittaa tasaiselle ja suoralle alustalle.
HOT BOX 310 & 620 KÄYTTÖOHJEET LÄMPÖYKSIKÖN ASENNUS-, KÄYTTÖ- JA HUOLTO-OHJEET HOT BOX, joka on varustettu yhdellä tai kahdella 310 kw uunilla ja öljysäiliöllä, tulee sijoittaa tasaiselle ja suoralle alustalle.
FF-Automation AutoLog SaveLight Katuvalojen ohjaus- ja valvontajärjestelmä
 FF-Automation AutoLog SaveLight Katuvalojen ohjaus- ja valvontajärjestelmä Copyright, 2013 FF-AUTOMATION FF-Automation AutoLog savelight AutoLog SaveLight on täydellinen katuvalojen hallintaratkaisu. :n
FF-Automation AutoLog SaveLight Katuvalojen ohjaus- ja valvontajärjestelmä Copyright, 2013 FF-AUTOMATION FF-Automation AutoLog savelight AutoLog SaveLight on täydellinen katuvalojen hallintaratkaisu. :n
Pöytämallinen biojätteen vähennysyksikkö
 Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
Pöytämallinen biojätteen vähennysyksikkö Laadukas ja tukeva ruostumattomasta teräksestä valmistettu biojätteen vähennysyksikkö. Laitteessa on yhdistettynä jätemylly ja vedenpoistoyksikkö teräksisessä tiskipöydässä.
VAKOLA. Wrdl Pitäjänmäki. 1960 Koetusselostus 357
 VAKOLA AODJV Helsinki Rukkila Helsinki 43 48 12 Wrdl Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1960 Koetusselostus 357 Jiljankuivureita varten valmistettujen kuumailmakamiinoiden ryhmäkoetus
VAKOLA AODJV Helsinki Rukkila Helsinki 43 48 12 Wrdl Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1960 Koetusselostus 357 Jiljankuivureita varten valmistettujen kuumailmakamiinoiden ryhmäkoetus
Repijäuppopumppu. Paineviemärijärjestelmän sydän
 Repijäuppopumppu Paineviemärijärjestelmän sydän Parhaimmillaan paineen alla Kun korkeuserot ja välimatkat estävät viettoviemärin käytön, jää vain yksi kustannustehokas ja joustava ratkaisu jäljelle. Jopa
Repijäuppopumppu Paineviemärijärjestelmän sydän Parhaimmillaan paineen alla Kun korkeuserot ja välimatkat estävät viettoviemärin käytön, jää vain yksi kustannustehokas ja joustava ratkaisu jäljelle. Jopa
Exercise 1. (session: )
") EEN-E3001, FUNDAMENTALS IN INDUSTRIAL ENERGY ENGINEERING Exercise 1 (session: 24.1.2017) Problem 3 will be graded. The deadline for the return is on 31.1. at 12:00 am (before the exercise session). You
EEN-E3001, FUNDAMENTALS IN INDUSTRIAL ENERGY ENGINEERING Exercise 1 (session: 24.1.2017) Problem 3 will be graded. The deadline for the return is on 31.1. at 12:00 am (before the exercise session). You
Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan.
 Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan. Noudatamme ISO9001:2015 laatustandardia Kumppanuutta kellon ympäri Korkeaa laatua yksilöllisesti Aivan kuten laadukkaat tuotteemme,
Takeesta laadukkaaksi tuotteeksi joustavasti yrityksesi tarpeen mukaan. Noudatamme ISO9001:2015 laatustandardia Kumppanuutta kellon ympäri Korkeaa laatua yksilöllisesti Aivan kuten laadukkaat tuotteemme,
ASENNUS- JA HUOLTO-OHJE
 TELESKOOPPILUUKKU JA KAIVON JATKO-OSA D600 ASENNUS- JA HUOLTO-OHJE Kiitämme, että olette hankkinut Eccuan valmistaman tuotteen ja toivomme, että tuote vastaa Teidän parhaita odotuksianne! 1. TAKUU Eccuan
TELESKOOPPILUUKKU JA KAIVON JATKO-OSA D600 ASENNUS- JA HUOLTO-OHJE Kiitämme, että olette hankkinut Eccuan valmistaman tuotteen ja toivomme, että tuote vastaa Teidän parhaita odotuksianne! 1. TAKUU Eccuan
PUUHIILIUUNI METOS INKA P300, P600, P900
 PUUHIILIUUNI METOS INKA P300, P600, P900 Asennus- ja käyttöohjeet (Rev. November 2012) 4149933, 4149936, 4149939 SISÄLLYSLUETTELO 1. Yleistä...3 2. Laitteen osat ja rakenne...3 2.1. Rakenne...4 3. Asennus...5
PUUHIILIUUNI METOS INKA P300, P600, P900 Asennus- ja käyttöohjeet (Rev. November 2012) 4149933, 4149936, 4149939 SISÄLLYSLUETTELO 1. Yleistä...3 2. Laitteen osat ja rakenne...3 2.1. Rakenne...4 3. Asennus...5
Kopadi Oy - Timanttilaikat ammattikäyttöön
 Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Valokuvia häviävän vahan eri työvaiheista
 HÄVIÄVÄ VAHA Vahamallin valmistus Puu-vahateos Vahan lisäksi mallin rakentamisessa voidaan käyttää muitakin matalissa lämpötiloissa häviäviä materiaaleja, kuten puuta. Valujärjestelmän lisääminen Vahamalliin
HÄVIÄVÄ VAHA Vahamallin valmistus Puu-vahateos Vahan lisäksi mallin rakentamisessa voidaan käyttää muitakin matalissa lämpötiloissa häviäviä materiaaleja, kuten puuta. Valujärjestelmän lisääminen Vahamalliin
TONA. Taloudellinen ja ekologinen keraaminen savupiippujärjestelmä CERAMIC GUARANTEE
 TONA Taloudellinen ja ekologinen keraaminen savupiippujärjestelmä CERAMIC GUARANTEE TONA Johtava eurooppalainen keraamisten savupiippujen toimittaja TONA aloitti keraamisten tuotteiden valmistuksen vuonna
TONA Taloudellinen ja ekologinen keraaminen savupiippujärjestelmä CERAMIC GUARANTEE TONA Johtava eurooppalainen keraamisten savupiippujen toimittaja TONA aloitti keraamisten tuotteiden valmistuksen vuonna
Käyttöoppaasi. HUSQVARNA QC325H http://fi.yourpdfguides.com/dref/834840
 Voit lukea suosituksia käyttäjän oppaista, teknisistä ohjeista tai asennusohjeista tuotteelle. Löydät kysymyksiisi vastaukset käyttöoppaasta ( tiedot, ohjearvot, turvallisuusohjeet, koko, lisävarusteet
Voit lukea suosituksia käyttäjän oppaista, teknisistä ohjeista tai asennusohjeista tuotteelle. Löydät kysymyksiisi vastaukset käyttöoppaasta ( tiedot, ohjearvot, turvallisuusohjeet, koko, lisävarusteet
ASENNUSOHJE LIEKKI PIIPPU
 Käyttötarkoitus: ASENNUSOHJE LIEKKI PIIPPU Hormex T600 liekki piippu on lämpöä kestävä, kaksoisseinäinen savupiippujärjestelmä, joka on valmistettu 1.4828 lämpöä kestävästä teräksestä (ulkokuori - 1.4301)
Käyttötarkoitus: ASENNUSOHJE LIEKKI PIIPPU Hormex T600 liekki piippu on lämpöä kestävä, kaksoisseinäinen savupiippujärjestelmä, joka on valmistettu 1.4828 lämpöä kestävästä teräksestä (ulkokuori - 1.4301)
Jäspi-Lämpöakku 500, 700, 1500, 2000 ja 3000 l energiavaraajat
 Jäspi-Lämpöakku, 700, 1, 2000 ja 3000 l energiavaraajat Uutuus! Tehokas, kestävä ja kevyt haponkestävä käyttövesikierukka www.kaukora.fi Jäspi-Lämpöakku, 700, 1, 2000 ja 3000 l energiavaraajat Yli 30 vuoden
Jäspi-Lämpöakku, 700, 1, 2000 ja 3000 l energiavaraajat Uutuus! Tehokas, kestävä ja kevyt haponkestävä käyttövesikierukka www.kaukora.fi Jäspi-Lämpöakku, 700, 1, 2000 ja 3000 l energiavaraajat Yli 30 vuoden
Keittopata, Chilltherm, höyry
 Chilltherm padat ovat uuden Electroluxin thermaline laitteita, joisa on jäähdytysjärjestelmä sisäänrakennettuna, jolloin koko Cook&Chill prossessi voidaan valmistaa yhdellä laitteella. Padalla voidaan
Chilltherm padat ovat uuden Electroluxin thermaline laitteita, joisa on jäähdytysjärjestelmä sisäänrakennettuna, jolloin koko Cook&Chill prossessi voidaan valmistaa yhdellä laitteella. Padalla voidaan
Sähkölämmityssäädin. 50A x 1-vaihe / 3-vaihe Puolijohderele Kaksi lämpötila-anturituloa ATEX lämpötilanrajoitin
 Sähkölämmityssäädin 50A x 1-vaihe / 3-vaihe Puolijohderele Kaksi lämpötila-anturituloa ATEX lämpötilanrajoitin Valmistajan tervehdys BlueTrace on innovatiivinen ja monikäyttöinen sähkölämmityssäädin. Se
Sähkölämmityssäädin 50A x 1-vaihe / 3-vaihe Puolijohderele Kaksi lämpötila-anturituloa ATEX lämpötilanrajoitin Valmistajan tervehdys BlueTrace on innovatiivinen ja monikäyttöinen sähkölämmityssäädin. Se
Ilmalämpöpumput (ILP)
") Ilmalämpöpumput (ILP) 1 TOIMINTA Lämmönlähteenä ulkoilma Yleensä yksi sisäja ulkoyksikkö Lämmittää sisäilmaa huonejärjestelyn vaikutus suuri 2 1 ULKO- JA SISÄYKSIKKÖ Ulkoyksikkö kierrättää lävitseen ulkoilmaa
Ilmalämpöpumput (ILP) 1 TOIMINTA Lämmönlähteenä ulkoilma Yleensä yksi sisäja ulkoyksikkö Lämmittää sisäilmaa huonejärjestelyn vaikutus suuri 2 1 ULKO- JA SISÄYKSIKKÖ Ulkoyksikkö kierrättää lävitseen ulkoilmaa
Sisäpiirijuttu. The Inside Story
 Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
Sisäpiirijuttu The Inside Story Cat -suodattimet Fuel, Oil, and polttoaineelle, Transmission öljylle Filtersja vaihteistolle Näkyvästi parempi Cat -suodattimet Polttoaineelle, Öljylle ja Vaihteistolle
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
PVO-INNOPOWER OY. Tuulivoima Suomessa ja maailmalla 15.6.2011 Tuulta Jokaiselle, Lapua Suunnitteluinsinööri Ari Soininen
 PVO-INNOPOWER OY Tuulivoima Suomessa ja maailmalla 15.6.2011 Tuulta Jokaiselle, Lapua Suunnitteluinsinööri Ari Soininen Pohjolan Voima Laaja-alainen sähköntuottaja Tuotantokapasiteetti n. 3600 MW n. 25
PVO-INNOPOWER OY Tuulivoima Suomessa ja maailmalla 15.6.2011 Tuulta Jokaiselle, Lapua Suunnitteluinsinööri Ari Soininen Pohjolan Voima Laaja-alainen sähköntuottaja Tuotantokapasiteetti n. 3600 MW n. 25
Metropolia AMK BOSCH REXROTH HYDRAULIPENKIN KONSEPTISUUNNITTELU
 BOSCH REXROTH HYDRAULIPENKIN KONSEPTISUUNNITTELU 1. Konsepti Nykyisestä penkistä päivitetty versio, 315 kw käyttöteholla. Avoimen ja suljetun piirin pumput sekä hydraulimootorit testataan samassa asemassa.
BOSCH REXROTH HYDRAULIPENKIN KONSEPTISUUNNITTELU 1. Konsepti Nykyisestä penkistä päivitetty versio, 315 kw käyttöteholla. Avoimen ja suljetun piirin pumput sekä hydraulimootorit testataan samassa asemassa.
www.jumax.ee JXVK Jakokeskukset JXVLK Mittauskeskukset maakaapeliliitäntään JXVL Mittauskeskukset pylväsliitäntään MAK Pylväsaseman sähkökeskukset
 www.jumax.ee JXVK Jakokeskukset JXVLK Mittauskeskukset maakaapeliliitäntään JXVL Mittauskeskukset pylväsliitäntään MAK Pylväsaseman sähkökeskukset JXVK-sarjan jakokeskukset on tarkoitettu: pienjännitejohtojen
www.jumax.ee JXVK Jakokeskukset JXVLK Mittauskeskukset maakaapeliliitäntään JXVL Mittauskeskukset pylväsliitäntään MAK Pylväsaseman sähkökeskukset JXVK-sarjan jakokeskukset on tarkoitettu: pienjännitejohtojen
CCO kit. Compact Change Over - 6-tievaihtoventtiili toimilaitteineen LYHYESTI
 kit Compact Change Over - 6-tievaihtoventtiili toimilaitteineen LYHYESTI Mahdollistaa lämmityksen ja jäähdytyksen tuotteille, joissa on vain yksi patteripiiri Tarkka virtaussäätö Jäähdytys/lämmitys 4-putkijärjestelmiin
kit Compact Change Over - 6-tievaihtoventtiili toimilaitteineen LYHYESTI Mahdollistaa lämmityksen ja jäähdytyksen tuotteille, joissa on vain yksi patteripiiri Tarkka virtaussäätö Jäähdytys/lämmitys 4-putkijärjestelmiin
Kiinteistön sisäverkon suojaaminen ja
 Kiinteistön sisäverkon suojaaminen ja maadoitukset Viestintäverkkojen sähköinen suojaaminen ja maadoitukset Antenniverkon potentiaalintasaus ja maston maadoitus Yleiskaapelointijärjestelmän ylijännitesuojaus
Kiinteistön sisäverkon suojaaminen ja maadoitukset Viestintäverkkojen sähköinen suojaaminen ja maadoitukset Antenniverkon potentiaalintasaus ja maston maadoitus Yleiskaapelointijärjestelmän ylijännitesuojaus
12. Erilaiset liitoskohdat ja risteykset
 12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
12. Erilaiset liitoskohdat ja risteykset Pekka Niemi Tampereen ammattiopisto Liitoskohdat ja risteykset aiheuttavat valukappaleen rakenteelle monia vaatimuksia mm. tiiveyden ja jännitysten syntymisen estämisessä.
Kombikauhat Leveys 790 mm A32684 Leveys 900 mm A32484 Leveys 1050 mm A32448
 Kombikauhat Leveys 790 mm A32684 Leveys 900 mm A32484 Leveys 1050 mm A32448 2 1. Alkusanat Avant Tecno Oy haluaa kiittää teitä siitä, että olette hankkineet Avant-työlaitteen. Se on suunniteltu ja valmistettu
Kombikauhat Leveys 790 mm A32684 Leveys 900 mm A32484 Leveys 1050 mm A32448 2 1. Alkusanat Avant Tecno Oy haluaa kiittää teitä siitä, että olette hankkineet Avant-työlaitteen. Se on suunniteltu ja valmistettu
Elektra V ... 13 ... 7... 9 GB... 11 NO ... 21 ... 15 ... 17 DE... 19 PL ... 23 ... 27 ... 25
 SE... 7... 9 GB... 11 NO FR... 13 RU... 15... 17 DE... 19 PL FI... 21 NL... 23 ES... 25 IT... 27 ELV3333, ELV3344, ELV5333, ELV6344 375 300 340 min 300 mm c-c 277 24 9 16 min 300 mm min 500 mm Fig. 1 10
SE... 7... 9 GB... 11 NO FR... 13 RU... 15... 17 DE... 19 PL FI... 21 NL... 23 ES... 25 IT... 27 ELV3333, ELV3344, ELV5333, ELV6344 375 300 340 min 300 mm c-c 277 24 9 16 min 300 mm min 500 mm Fig. 1 10
DEE-11110 Sähkötekniikan perusteet
 DEE-11110 Sähkötekniikan perusteet Antti Stenvall Passiiviset piirikomponentit Luennon keskeinen termistö ja tavoitteet vastus käämi kondensaattori puolijohdekomponentit Tarkoitus on esitellä piiriteorian
DEE-11110 Sähkötekniikan perusteet Antti Stenvall Passiiviset piirikomponentit Luennon keskeinen termistö ja tavoitteet vastus käämi kondensaattori puolijohdekomponentit Tarkoitus on esitellä piiriteorian
Nopea, hiljainen ja erittäin taloudellinen ilmanpoisto
 Your reliable partner Nopea, hiljainen ja erittäin taloudellinen ilmanpoisto Vacumat Eco tehokas joka tavalla Veden laatu vaikuttaa tehokkuuteen Veden laatu vaikuttaa jäähdytys- ja lämmitysjärjestelmien
Your reliable partner Nopea, hiljainen ja erittäin taloudellinen ilmanpoisto Vacumat Eco tehokas joka tavalla Veden laatu vaikuttaa tehokkuuteen Veden laatu vaikuttaa jäähdytys- ja lämmitysjärjestelmien
Kannettavat putkentyostokoneet
 .... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
.... Kannettavat putkentyostokoneet Lastuavaan kylmätyöstöön Katkaisu Viisteytys Sisä- ja ulkopuolinen kalibrointi Laipanoikaisu LW COLD CUTTER Nopea kiinnitys Tehokas työstö Kevyt ja kompakti rakenne
(uudet laatat ja laatassa vesiura sekä loiskekuppi, ei tiivistysuraa)
") Vesivek Tul. 14.12.04 Rev. Sivu 1/6 PARVEKKEIDEN SADEVEDENPOISTOJÄRJESTELMÄ (uudet laatat ja laatassa vesiura sekä loiskekuppi, ei tiivistysuraa) 1. Tuotekuvat kuva 1: tuote asennettuna kuva 2: periaatekuva
Vesivek Tul. 14.12.04 Rev. Sivu 1/6 PARVEKKEIDEN SADEVEDENPOISTOJÄRJESTELMÄ (uudet laatat ja laatassa vesiura sekä loiskekuppi, ei tiivistysuraa) 1. Tuotekuvat kuva 1: tuote asennettuna kuva 2: periaatekuva
Antti Vuorivirta, ABB Oy Kotimaan myynti, SSTY Sairaalatekniikan päivät, 12.2.2014. Uudet sähkömoottoritekniikat energiasäästöjen tuojana
 Antti Vuorivirta, ABB Oy Kotimaan myynti, SSTY Sairaalatekniikan päivät, 12.2.2014 Uudet sähkömoottoritekniikat energiasäästöjen tuojana Sisällys Moottoreiden hyötysuhde Oikosulkumoottori Tahtireluktanssimoottori
Antti Vuorivirta, ABB Oy Kotimaan myynti, SSTY Sairaalatekniikan päivät, 12.2.2014 Uudet sähkömoottoritekniikat energiasäästöjen tuojana Sisällys Moottoreiden hyötysuhde Oikosulkumoottori Tahtireluktanssimoottori
KEMPPI K5 HITSAUSLAITTEET. Minarc Evo 180 ERITTÄIN PIENIKOKOINEN
 KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
KEMPPI K5 HITSAUSLAITTEET Minarc Evo 180 ERITTÄIN PIENIKOKOINEN 13.11.2017 Minarc Evo 180 PUIKKOHITSAUKSEN PIKKUJÄTTILÄINEN SINNE, MISSÄ IKINÄ TYÖSKENTELETKIN Minarc Evo 180 on suositun Minarc Evo -tuoteperheen
www.ruukki.fi/flex RUOSTUMATONTA TERÄSTÄ
 www.ruukki.fi/flex RUOSTUMATONTA TERÄSTÄ JA ALUMIINIA TOIVEIDESI MUKAAN Ruukki FLEX Ruostumaton teräs ja alumiini juuri sinun mittojesi mukaan Ajattele ratkaisua, jossa saat yhden kontaktin palveluna juuri
www.ruukki.fi/flex RUOSTUMATONTA TERÄSTÄ JA ALUMIINIA TOIVEIDESI MUKAAN Ruukki FLEX Ruostumaton teräs ja alumiini juuri sinun mittojesi mukaan Ajattele ratkaisua, jossa saat yhden kontaktin palveluna juuri
Standalone UPS system. PowerValue 11/31 T 10 20 kva 1-vaiheinen UPS kriittisille kuormille
 Standalone UPS system PowerValue 11/31 T 10 20 kva 1-vaiheinen UPS kriittisille kuormille Energiatehokas UPS skaalattavalla varakäyntiajalla Kriittisten laitteiden ja järjestelmien, kuten esim. talo- ja
Standalone UPS system PowerValue 11/31 T 10 20 kva 1-vaiheinen UPS kriittisille kuormille Energiatehokas UPS skaalattavalla varakäyntiajalla Kriittisten laitteiden ja järjestelmien, kuten esim. talo- ja
Kuumana kovettuvat hiekkaseokset
 Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
Kuumana kovettuvat hiekkaseokset Seija Meskanen, Teknillinen korkeakoulu Kuumana kovettuvia hiekkaseoksia käytetään sekä muottien että keernojen valmistukseen. Muotteja valmistetaan kuorimuottimenetelmällä.
MICRO-CAP: in lisäominaisuuksia
 MICRO-CAP: in lisäominaisuuksia Jännitteellä ohjattava kytkin Pulssigeneraattori AC/DC jännitelähde ja vakiovirtageneraattori Muuntaja Tuloimpedanssin mittaus Makrot mm. VCO, Potentiometri, PWM ohjain,
MICRO-CAP: in lisäominaisuuksia Jännitteellä ohjattava kytkin Pulssigeneraattori AC/DC jännitelähde ja vakiovirtageneraattori Muuntaja Tuloimpedanssin mittaus Makrot mm. VCO, Potentiometri, PWM ohjain,
SPU XT. Huipputeknologiaa lämmöneristämiseen
 Huipputeknologiaa lämmöneristämiseen Tarkoitettu erityisesti passiivikorjausrakentamisen kohteisiin, joissa ohut rakenne on välttämättömyys on eristelevy, jossa yhdistyvät tyhjiöeristeen ja polyuretaanin
Huipputeknologiaa lämmöneristämiseen Tarkoitettu erityisesti passiivikorjausrakentamisen kohteisiin, joissa ohut rakenne on välttämättömyys on eristelevy, jossa yhdistyvät tyhjiöeristeen ja polyuretaanin
Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä
 Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä Rikasta Pohjoista seminaari 19.4.2018 Mikko Suutama Käyttövarmuuspäällikkö Oy Botnia Mill
Parempaa tuotantotehokkuutta käyttövarmuuden systemaattisella johtamisella ja käyttövarmuusdatan hyödyntämisellä Rikasta Pohjoista seminaari 19.4.2018 Mikko Suutama Käyttövarmuuspäällikkö Oy Botnia Mill
Monipuolista hienomekaniikkaa. Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI Järvenpää. Tel (0)
") Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
Monipuolista hienomekaniikkaa Copyright 2013 Mecsalo Oy Minkkikatu 10-12, FI-04430 Järvenpää. Tel. +358 (0) 9 836 6070. www.mecsalo.com Liiketoiminta Valmistamme edistyksellisiä tuotteita vaativiin sovelluksiin
FLEXBURN-uunit Kerasil Oy
 FLEXBURN-uunit Kerasil Oy FLEXBURN-uunit Lasin yhteensulatus Lasin taivutus ja muottiin pudotus (slumppaus) Koristelupoltot väreillä, kullalla ja siirtokuvilla 5-6 kertaa nopepampi Energiansäästö yli 50%
FLEXBURN-uunit Kerasil Oy FLEXBURN-uunit Lasin yhteensulatus Lasin taivutus ja muottiin pudotus (slumppaus) Koristelupoltot väreillä, kullalla ja siirtokuvilla 5-6 kertaa nopepampi Energiansäästö yli 50%
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta
 Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
Gumenius Sebastian, Miettinen Mika Moottoripyörän käynnistysalusta Metropolia Ammattikorkeakoulu Kone- ja tuotantotekniikka Projektisuunnitelma 23..204 Sisällys Lyhenteet Johdanto 2 Projektin tavoitteet
G. Teräsvalukappaleen korjaus
 G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
G. Teräsvalukappaleen korjaus Pekka Niemi Tampereen ammattiopisto Kuva 247. Teräsvalukappaletta korjaushitsataan Tig-menetelmällä Hitsaamiseen teräsvalimossa liittyy monenlaisia hitsausmetallurgisia kysymyksiä,
TUOTETIEDOT SAHATARVIKKEET. Text
 TUOTETIEDOT Text SAHATARVIKKEET ProSelect on ainutlaatuinen valikoimamme metsäkoneiden varaosia, lisätarvikkeita ja kuluvia osia. Sarja on suunniteltu tarjoamaan metsäkoneen käyttäjälle mahdollisuus parantaa
TUOTETIEDOT Text SAHATARVIKKEET ProSelect on ainutlaatuinen valikoimamme metsäkoneiden varaosia, lisätarvikkeita ja kuluvia osia. Sarja on suunniteltu tarjoamaan metsäkoneen käyttäjälle mahdollisuus parantaa