HITSAUKSEN AUTOMATI- SOINTI MIG/MAG -MENE- TELMÄLLÄ
|
|
|
- Helmi Korpela
- 6 vuotta sitten
- Katselukertoja:
Transkriptio

1 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA HITSAUKSEN AUTOMATI- SOINTI MIG/MAG -MENE- TELMÄLLÄ Hydroline Oy TEK I J Ä / T : Joonas Pyykönen
2 SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä Koulutusala Tekniikan ja liikenteen ala Koulutusohjelma/Tutkinto-ohjelma Kone- ja tuotantotekniikan koulutusohjelma Työn tekijä(t) Joonas Pyykönen Työn nimi Hitsauksen automatisointi MIG/MAG -menetelmällä Päiväys Sivumäärä/Liitteet Ohjaaja(t) Projekti-insinööri Kari Solehmainen ja projekti-insinööri Milla-Riina Turunen Toimeksiantaja/Yhteistyökumppani(t) Hydroline Oy Tiivistelmä Opinnäytetyön tavoitteena oli tutkia ja kokeilla, voiko Hydroline Oy:lla tällä hetkellä käytössä olevan TIG-hitsausprosessin korvata MIG/MAG-hitsausmenetelmällä sylinteriputkien päätyjen tulppien hitsauksessa. Lisäksi tutkittiin mahdollisuutta osittain automatisoida hitsausprosessia ja suunnitella helposti siirrettävä hitsaussolu tulppien hitsaukseen. Työn tarkoituksena oli myös selvittää hitsausprosessin automatisoinnin mahdollisuutta MIG/MAG- menetelmällä, koska käsin hitsaamalla työ on hankalaa ja vaativaa hitsaajalle. TIG-hitsatut koekappaleet saatiin Hydroline Oy:lta ja MIG/MAG-hitsatut koekappaleet valmistettiin Savonia-ammattikorkeakoulun Hit-Savonia tiloissa robottihitsaamalla. Koekappaleista valmistettiin hieet, joista mitattiin Vickers-kovuudet ja lisäksi hieistä tarkasteltiin tunkeumaa silmämääräisesti. Solidworks -ohjelmalla suunniteltiin 3D-malli helposti purettavasta ja siirrettävästä hitsaussolusta. Tutkimuksessa selvisi, että vanha hitsausmenetelmä voidaan korvata MIG/MAG -hitsausmenetelmällä, joka voidaan ainakin osittain automatisoida. Hitsistä saatiin tasalaatuisempi ja tunkeumaltaan parempi. Tilaaja hyväksyi hitsausmenetelmän muuttamisen. Hitsaussolusta saatiin mallinnettua yrityksen tarpeita vastaava. Avainsanat Hitsausrobotti, hitsaus, robotiikka, sylinteri, TIG, MIG/MAG SAVONIA UNIVERSITY OF APPLIED SCIENCES THESIS
3 Abstract Field of Study Technology, Communication and Transport Degree Programme Degree Programme in Mechanical Engineering Author(s) Joonas Pyykönen Title of Thesis Automating the welding by the MIG / MAG method Date Pages/Appendices Supervisor(s) Project Engineer Kari Solehmainen and Project Engineer Milla-Riina Turunen Client Organisation /Partners Hydroline Oy Abstract The aim of this thesis was to research and test if it is possible to replace the TIG welding process that the client organization is currently using by a MIG/MAG welding process when welding the plugs of the cylinder pipes ends. Also, a possibility of automating the welding process was partly researched and a transferable welding cell was designed. The research was conducted for Hydroline Ltd. By research it was wanted to resolve if it is possible to produce as high-quality welds by the MIG/MAG welding process as the TIG welding process produces. The aim of this project was also to solve if there s a possibility to automate the welding process because the manual welding is difficult and challenging for the welder. The TIG welded prototypes were got from Hydroline Ltd. and the MIG/MAG welded prototypes were produced in Savonia University of Applied Sciences by robot welding. The microsections were made from the prototypes. Vickers hardness was measured from the microsections and a visual estimation was done for the welding penetration. 3D model of dismountable and moveable welding cell was designed by Solidworks. The research proved that the old welding process can be replaced by the MIG/MAG welding process which can be at least partly automated. The weld had more uniform quality and it had a better welding penetration. The client organization accepted the change of the welding process. The modelled welding cell met the needs of the client organization. Keywords welding robot, welding, robotic, cylinder, TIG, MIG/MAG
4 ESIPUHE Opinnäytetyö tehtiin Savonia-ammattikorkeakoulussa yhteistyössä Hydroline Oy:n kanssa. Työn valvojina toimivat projekti-insinöörit Kari Solehmainen ja Milla-Riina Turunen. Haluan kiittää heitä ja varsinkin Esa Jääskeläistä opinnäytetyön loppuun saattamisesta. Kuopiossa Joonas Pyykönen
5 SISÄLTÖ 1 JOHDANTO HYDROLINE OY HITSAUS MIG/MAG-hitsaus TIG-hitsaus Hitsausliitoksen rakenne Hitsattavuus ROBOTIIKKA Hitsausrobotiikka Ohjelmointi Johdattamalla ohjelmointi Opettamalla ohjelmointi Offline-ohjelmointi Taluttamalla ohjelmointi HITSAUSTYÖN TOTEUTUS MATERAALITUTKIMUS Hieen valmistus Kovuusmittaukset HITSAUSSOLU Alkutilanne Robottisolun valmistus YHTEENVETO LÄHTEET LIITE 1: HIEET LIITE 2: HITSAUSPARAMETRIT... 28
6 6 (28) 1 JOHDANTO Tässä opinnäytetyössä selvitetään, voiko MIG/MAG-hitsausmenetelmällä korvata hydraulisylinterin päätykappaleen porakanavien tulppahitsauksen. Lisäksi opinnäytetyössä suunnitellaan 3D-malli purettavasta ja liikuteltavasta hitsaussolusta. Tällä hetkellä kohdeyrityksessä käytetään TIG-hitsausmenetelmää, mikä tekee työstä hitsaajalle vaativaa ja yksitoikkoista. Lisäksi hitsausprosessi on hidas. Hitsauksen laadun täytyy olla MIG/MAG-menetelmällä vähintään yhtä laadukasta ja lujaa kuin nykyistä hitsausmenetelmää käyttäen, jotta hitsi kestää suuret hydrauliset paineet ja paineen vaihtelut. Opinnäytetyössä verrattiin TIG- ja MIG/MAG-hitsausprosessien eroavaisuuksia mm. kovuusmittauksilla sekä tarkastelemalla tunkeumia silmämääräisesti. Kohdeyrityksessä oli jäänyt toisesta prosessista ylimääräiseksi Fanuc ARC Mate 120i -robotti ja toiveena oli ottaa se käyttöön tähän prosessiin. Opinnäytetyön tilaaja on Hydroline Oy. Hitsattavista koekappaleista osa valmistettiin Savonian Hit- Savonia -hitsauslaboratorissa, ja osa saatiin suoraan kohdeyritykseltä. Hydroline Oy halusi saada hitsausprosessista nopeamman ja tasalaatuisemman. Lisäksi työntekijöitä voitaisiin siirtää vähemmän kuormittaviin hitsaustöihin.
7 7 (28) 2 HYDROLINE OY Hydroline Oy on Suomen suurin hydraulisylintereiden valmistukseen erikoistunut yritys ja on yksi maailman nykyaikaisimmista hydraulisylintereitä valmistavista laitoksista. Nykyaikaiset tuotantolaitokset sijaitsevat Siilinjärven Vuorelassa sekä 2014 toimintansa aloittaneessa Puolan yksikössä. Yrityksen perusti Helge Laakkonen vuonna Yritys toimi aluksi yhden henkilön metallisorvaamona, mutta 1970-luvulla työntekijöitä oli jo noin kymmenen. Yritys muutti nykyisiin toimitiloihinsa 1980-luvulla ja toimitusjohtajaksi nimitettiin Pekka Laakkonen luvulla yrityksen nimeksi tuli Hydroline Oy ja samalla alettiin keskittyä ainoastaan hydraulisylintereiden valmistukseen. Nykyisin yrityksen toimitusjohtajana toimii Mikko Laakkonen ja työntekijöitä on noin 200 henkilöä. (Hydroline Oy, 2017.)

8 8 (28) 3 HITSAUS Hitsauksella tarkoitetaan osien liittämistä yhteen lämmön ja/tai puristuksen avulla, jolloin osat muodostavat jatkuvan yhteyden. Hitsauksessa voidaan käyttää apuna lisäainetta, jonka sulamispiste on hyvin lähellä perusaineen sulamispistettä. Hitsaus voidaan suorittaa myös ilman lisäaineita. Useimmissa hitsausmenetelmissä sulatetaan liitettävien osien railopinnat ja hitsauslisäaineet yhteen lämmön avulla. Tämän avulla saadaan hitsisula, joka liittää osat yhteen ja jähmettyy hitsiksi. (Esab Oy, 2016.) Tässä opinnäytetyössä käsitellään TIG- ja MIG/MAG-hitsausmenetelmää. 3.1 MIG/MAG-hitsaus MIG/MAG-hitsaus (Metal Insert Gas tai Metal Active Gas welding) on kaasuhitsausprosessi, jossa hitsauslangan ja työkappaleen välissä palaa valokaari suojakaasun ympäröimänä. Langansyöttölaite syöttää hitsauslankaa tasaisella nopeudella hitsauspistoolin kautta valokaareen (kuva 1) (Esab Oy, 2016.) MIG/MAG-hitsauksessa virtalähteenä käytetään vakiojännitetasasuuntaajaa, joka saa valokaaren pidettyä hitsauksen aikana säädettyjen arvojen mukaisena. Valokaaren pituuden muuttuessa hitsauskone säätää hitsausvirtaa automaattisesti tietyissä rajoissa. Kun hitsauspistoolia viedään työkappaletta kohti, jännite laskee ja valokaari lyhenee. Tämän vuoksi virtalähde nostaa hetkellisesti virtaa, jotta jännite ja valokaaren pituus palautuvat säädettyihin arvoihin. Kun hitsauspistoolia viedään työkappaleesta poispäin, jännite ja kaaren pituus kasvavat (Tuomo Kuusisto, 2014). Kuva 1. MIG/MAG -hitsauksen periaate (Oy AGA Ab, 2017.)
 on kaasukaarihitsausta, jossa sulamattoman volframielektrodin ja hitsattavan kappaleen välissä palaa valokaari suojakaasun ympäröimänä (kuva")
9 9 (28) 3.2 TIG-hitsaus TIG-hitsaus (Tungsten Inert Gas Arc Welding) on kaasukaarihitsausta, jossa sulamattoman volframielektrodin ja hitsattavan kappaleen välissä palaa valokaari suojakaasun ympäröimänä (kuva 2). Suojakaasuna käytetään aina inerttistä kaasua, joka on yleensä argonia. Hitsaus voidaan suorittaa ilman lisäaineita, mutta yleensä käytetään apuna lisäainelankaa. Lisäainelanka on noin mm pitkä, suora ja paljas ja sen kemiallinen koostumus on yleensä samanlainen kuin hitsattava materiaali. TIG-hitsaus on yleinen hitsausmenetelmä teollisuudessa. Yleisesti sitä käytetään vaativien putkistojen, ruostumattoman teräksen, alumiinin ja erikoismetallien hitsaukseen. TIG-hitsauksen etuina ovat esimerkiksi hyvä tunkeuman ja hitsisulan hallinta sekä saadaan metallurgisesti puhdas ja kuonaton hitsi (Esab Oy, 2016.) Kuva 2. TIG-hitsauksen periaate (Esab Oy,2017.) 3.3 Hitsausliitoksen rakenne Kun hitauksena aikana hitsin sulaneen alueen kiderakenne on muodostunut valumaiseksi, on perusaineen ja lisäaineen sulamislämpötila ylittynyt. Hitsin keskelle jää puhtaan lisäaineen muodostama alue. Kun keskialueelta siirrytään perusaineeseen päin, tullaan lisäaineen ja perusaineen muodostamalle seostuneelle vyöhykkeelle, joka rajoittuu perusaineen sulantunkeumarajaan asti. Sekoittumisaste riippuu hitsausmenetelmästä, railonmuodosta, hitsausparametreistä ja hitsauspalkojen määrästä. Kun hitsataan suurilla hitsausvirroilla, aineet sekoittuvat keskenään paremmin, ja sulantunkeumaraja siirtyy perusaineessa syvemmälle. Kapeassa hitsausrailossa seostumisen aikana perusaineen osuus kasvaa verrattuna lisäaineeseen. (Lepola; Makkonen, s. 24)
10 10 (28) 3.4 Hitsattavuus Hitsattavuutta määritellessä on otettava huomioon hitsattavan tuotteen kokonaisuus (kuva 3). Tähän sisältyy annetut vaatimukset rakenteelle, perusaineen ominaisuudet ja valmistuksen asettamat vaatimukset ja rajoitteet. Hitsattavuuden voidaan sanoa olevan sitä parempaa, mitä vähemmän tarvitsee tehdä esivalmisteluja ennen hitsausta, mitä vähemmän tarvitaan jälkikäsittelyä hitsauksen jälkeen ja mitä vapaammin voidaan valita hitsausmenetelmä. (Lepola; Makkonen. 2005, s. 28) Kuva 3. Hitsattavuuskäsite (Lepola; Makkonen, s. 28.) Terästen hitsattavuuteen vaikuttavat käytetyt seosaineet ja niiden määrät. Teräksen hitsattavuutta arvioidessa perusteet ovat taipumus kuuma- tai kylmähalkeamiin ja vanhenemiseen ja eri vyöhykkeiden sitkeysarvot hitsausliitoksessa. Seostamattomassa teräksessä hiilipitoisuuden ollessa alle 0.22%, sen katsotaan olevan hyvä hitsattavuudeltaan. Hiiliekvalentin avulla voidaan ottaa seosaineiden vaikutukset huomioon: CEV = C + Mn Cr + Mo + V Ni + Cu + 15 Kun teräksen CEV arvo on alle 0,41, se on hyvä hitsattava kylmähalkeamisen varalta. Seostamattomien ja niukkaseosteisten terästen myötölujuusluokaan 355N/mm 2 ja max 25mm ainepaksuuteen saakka hitsattavuuden katsotaan olevan hyvä. Tätä suuremmat lujuusluokat
11 11 (28) aiheuttavat suuria jäännösjännitystiloja, jotka täytyy ottaa huomioon hitsausta suunnitellessa. (Lepola; Makkonen, s. 30)
12 12 (28) 4 ROBOTIIKKA Robotti määritellään kansainvälisen robotiikkayhdistyksen mukaan laitteeksi, jossa on vähintään kolme liikkuvaa niveltä ja se voidaan ohjelmoida uudelleen. (kuva 4) (Kuivanen, s. 13) Tässä opinnäytetyössä käsitellään ainoastaan hitsausrobotteja. Kuva 4. Robottityypit (Kuivanen, 1999.)

13 13 (28) 4.1 Hitsausrobotiikka Hitsausrobotti (kuva 5) on tavallinen teollisuuden robotti, jossa on työkaluna esim. kaarihitsauspistooli. Suomessa suosituin on ihmiskättä muistuttava kiertyvänivelinen hitsausrobotti, jolla on kuusi vapausastetta ja kolme niistä on kiertyviä akseleita. Robotti saa yleensä voimansa useasta servomoottoreista, jotka sijaitsevat jokaisessa robotin nivelessä. Hitsausrobottia voidaan käyttää myös muissa työtehtävissä, kun hitsauspistoolin tilalle vaihdetaan toisenlainen työkalu. (Kuivanen, s ) Kuva 5. ABB:n hitsausrobotti (ABB Oy 2016.) 4.2 Ohjelmointi Ohjelmoinnin pääasiallinen tehtävänä on saada robotin työkalu liikkumaan halutulla tavalla. Ohjelmoinnilla on myös keskeinen tavoite saada robotti liikkumaan yhdessä muiden siihen kytkettyjen laitteiden kanssa. (Keinänen; Kärkkäinen; Metso & Putkonen, s. 313) Ensimmäisten robottien ohjelmointi oli toteutettu siten, että nivelet ajettiin rajakatkaisijoita päin yksi vaihe kerrallaan sähkömekaanisten kytkentöjen avulla. Myöhemmin käden liikkeitä opetettiin johdattamalla, jolloin nivelten paikka-anturit tallensivat tietoa ja toistivat näitä liikkeitä. Opettamalla ohjelmointi on yleisin tapa ohjelmoida robotin liikeratoja. (Kuivanen, s. 78)
14 14 (28) Johdattamalla ohjelmointi Johdattamalla ohjelmoitaessa ihminen liikuttaa lihasvoimin robotin työkalua pitkin haluttua liikerataa, joka tallentuu robottiohjaimen muistiin. Tällöin robotti pystyy toistamaan liikeradan, joka sille on opetettu. Johdattamalla ohjelmoidaan yleensä esimerkiksi maalausrobotteja, joiden liikeradoilta ei vaadita suurta tarkkuutta. Johdattamalla ohjelmoinnin heikkouksia ovatkin hieman epätarkat liikeradat ja työläs muunneltavuus. (Keinänen; Kärkkäinen; Lähetkangas & Sumujärvi, 2007, s. 262) Opettamalla ohjelmointi Opettamalla ohjelmoitaessa merikttävimmässä osassa on käsiohjain, jota käyttämällä työkalu viedään haluttuun paikkaan. Tämän jälkeen paikka tallennetaan robottiohjaimen muistiin. Opettamalla ohjelmointia käytetään yleisesti paletointi- ja pakkaussovelluksissa, joissa halutut liikkeet voidaan toteuttaa pisteestä pisteeseen komennoilla. (Keinänen; ym, 2007, s. 262) Offline-ohjelmointi Tietokoneella ohjelmointia, joka suoritetaan ilman robottia, kutsutaan Offline-ohjelmoinniksi. Jokaisella robottivalmistajalla on omat ohjelmointikielensä ja ohjelmistonsa, joilla saadaan tarkasti simuloitua 3D- mallit robotista ja sen liikeradoista. Nykyisin lähes kaikkia robottimalleja voidaan ohjelmoida myös IRL (International Robot Language) -kielellä. Offline-ohjelmoinnin etuja ovat tarkka 3Dmallinnos robotin liikeradoista sekä monipuoliset ohjelmointi- ja liikekäskyt. Ohjelmoinnin vuoksi robottia ei myöskään tarvitse pysäyttää. (Keinänen; ym, 2007, s. 262) Taluttamalla ohjelmointi Taluttamalla ohjelmointi yhdistää opettamalla ja johdattamalla ohjelmoinnin. Siinä robotin työkalua liikutetaan servomoottoreiden ja ranteessa olevan voima-anturin avulla haluttuun paikkaan. Liikeradan pisteet tallennetaan samalla tavalla kuin opettamalla ohjelmoinnissa. Esimerkiksi Savonia-ammattikorkeakoulu on kehitellyt PathMate-ohjelmiston ABB:n hitsausrobotteihin. (kuva 5.)

15 Kuva 6. PathMate -ohjelmisto (Pyykönen, 2016.) 15 (28)
. Lisäksi robotin ohjaukseen on liitetty servo-ohjattu L-mallinen pöytä, jonka kantavuus on 500 kg.")
16 16 (28) 5 HITSAUSTYÖN TOTEUTUS Työ toteutettiin Savonia-ammattikorkeakoulun HIT-Savonian tiloissa ja laitteilla. Hitsausrobottina toimi ABB IRB-1600, jossa on ForceControl -voimaohjausjärjestelmä (kuva 7). Lisäksi robotin ohjaukseen on liitetty servo-ohjattu L-mallinen pöytä, jonka kantavuus on 500 kg. Robotin virtalähteenä toimi Froniuksen CMT Advanced Robottia voidaan ohjelmoida Offline-tilassa Robotstudio-ohjelman avulla tai taluttamalla opettamalla. Robotin ohjelmoinnissa käytettiin Savonia PathMate -käyttöliittymää. Kuva 7. Hitsauksessa käytetty hitsaussolu (Pyykönen, 2016). Koekappaleiden (kuva 8) hitsaaminen aloitettiin asettamalla hitsausarvot ja parametrit kokemukseen pohjautuvilla tiedoilla kohdalleen. Lisäaineena käytettiin aluksi Lingoln Electirc G46 4 M / 42 3 C 3Si1 1,0 mm hitsauslankaa, mutta se vaihdettiin lopulta Lingoln Electirc G46 4 M21 / 42 3 C1 3Si1 0,8mm hitsauslankaan. Aluksi hitsausarvoja hienosäädettiin aistinvaraisesti hitsauksen aikana. Kun hitsausprosessista saatiin vakaa, hitsit halkaistiin ja niitä tarkasteltiin silmämääräisesti. Tämän jälkeen hitsausarvoja säädettiin uudelleen, kunnes hitsistä saatiin halutun kaltainen.

17 17 (28) Kuva 8. Hitsauksessa käytetty koekappale, kanavan halkileikkauskuva ja tulpat (Pyykönen, 2016.) Koekappaleiden hitsausprosessi tuotti alussa haasteita materiaalien ainevahvuuserojen takia. Alussa tulpat sulivat kokonaan liian kovan hitsausvirran vuoksi. Hitsausvirran määrää laskettaessa puolestaan ei saatu kunnollista tunkeumaa aikaiseksi. Hitsauslanka vaihdettiin ohuempaan, jotta hitsin kohdistus olisi helpompaa ja hitsausprosessi helpommin hallittavissa. Hitsauslanka piti kohdistaa aavistuksen verran rungon puolelle, jottei tulppa pääsisi sulamaan. Prosessista saatiin vakaa, hitsistä lähes roiskeeton ja kuvusta kohtalaisen tasainen (kuva 9). Hitsin aloitus- ja lopetuskohdassa tunkeuma jäi hieman vajaammaksi, mitä ei saatu ratkaistua kokonaan tämän projektin aikana. Liitteessä 3 on hitsaukseen annetut parametrit ja hitsausarvot. MIG/MAG hitsauksessa roiskeiden syntyminen on suurempaa verrattuna TIG-hitsaukseen, joten hitsausparametrit täytyy etsiä kohdalleen. Tällä tavalla vältetään ylimääräiset roiskeet, jotka voivat irrotessaan hajottaa sylinterin tiivisteet ja venttiilit.

18 18 (28) Kuva 9. MIG/MAG-hitsattu koekappale (Pyykönen, 2016.) Hitsauskokeiden aikana tuli vastaan tilanteita, jolloin hitsauksen alussa valokaari ei syttynyt heti ensimmäisellä yrityksellä. Tästä seurasi se, että osa tulpista pyörähti vinoon. Ongelman voi ratkaista esimerkiksi hitsauslangan avulla tehtävällä kolmipistetarkastuksella, jossa hitsausrobotti koskettaa hitsauslangalla tulppaa kolmesta kohdasta ja näin tarkistaa sen olevan oikeassa kohdassa. Yhtenä korvaavana tulppa-aihiona oli tarkoitus käyttää pyöreää kuulaa, mutta käytettävissä ei ollut kuin runsaasti seostettuja laakerinkuulia. Niissä oli todennäköisesti suuri hiili- ja kromipitoisuus, mikä lisää merkittävästi karkenevuutta heikentäen kappaleiden hitsattavuutta ja muodostaa kovia kromikarbideja. Hitsauksessa käytetty hitsauslanka ei soveltunut hyvin kyseiselle tuntemattomalle seosmateriaalille. Pyöreän kuulan etuna olisi ollut se, että oltaisiin voitu automatisoida helpommin tulpan asettelu ja suurempi hitsausviiste.

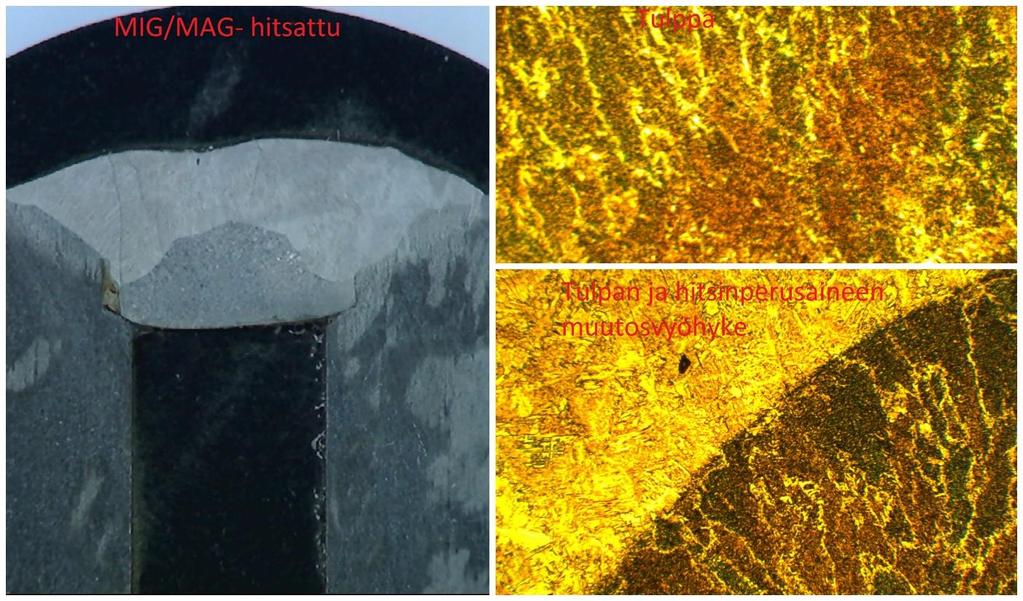
19 19 (28) 6 MATERAALITUTKIMUS Materiaalitutkimuksilla tutkitaan materiaalin käyttäytymistä ja ominaisuuksia. Tutkimukset voidaan jakaa rikkoviin ja rikkomattomiin menetelmiin. Rikkovassa menetelmässä kohteesta rikotaan tutkittava kohde tutkimuksia varten. Rikkomattomissa menetelmissä tutkittava kohde voidaan ottaa tarkastuksen jälkeen uudelleen käyttöön. Tässä työssä tutkittiin hitsausliitoksen kovuutta rikkovalla menetelmällä. 6.1 Hieen valmistus Hieet valmistettiin käsin TIG-hitsatuista ja robotilla MIG/MAG-menetelmällä hitsatuista koekappaleista. Koekappaleet leikattiin auki vannesahalla, jotta koekappaleet eivät lämpenisi. Näin vältettiin mahdolliset mittausvirheet. Hieet valmistettiin standardin SFS-EN ISO mukaisesti alla olevassa kuvassa olevilla laitteilla (kuva 10). Kuva 10. Hien valmistuslaitteisto (Pyykönen, 2016.) Alla olevasta kuvasta (kuva 11) näkyy selvästi hitsausprosessin erot hitsin tunkeuman osalta. Halkeamia tai huokosia ei löytynyt kummastakaan koekappaleen näytteestä.
 6.")
.")
20 20 (28) Kuva 11. Vasemmalla TIG-hitsattu ja oikealla robotilla MIG/MAG-menetelmällä hitsattu koekappale (Pyykönen, 2016.) 6.2 Kovuusmittaukset Tässä tutkimuksessa koekappaleiden kovuus mitattiin Vickers-kovuuskokeella standardien ISO ja EN ISO 6507 mukaisesti. Mittaus toteutettiin alla näkyvällä DuranScan-20 Hardness Tester -laitteella (kuva 12). Mittalaitteen mittausvirhe on ± 7 HV10. Kuva 12. Vickers -mittauslaite DuraScan20 Hardness tester (Pyykönen, 2016.)
21 KOVUUS (HV10) KOVUUS (HV10) 21 (28) Mittaus aloitettiin perusaineen puolelta, noin kaksi millimetriä kappaleen yläpinnan alapuolelta, minkä jälkeen kovuus mitattiin millimetrin välein kappaleen toiseen päähän asti. Alempi mittaus suoritettiin noin kaksi millimetriä tulpan alareunan yläpuolelta. 350 TIG-hitsattu Ylärivi Alarivi Kuvio 1. TIG-menetelmällä hitsatun kappaleen Vickers HV10 kovuus (Pyykönen, 2016.) 450 MIG/MAG-HITSATTU Alarivi Ylärivi Kuvio 2. MIG/MAG-menetelmällä hitsatun kappaleen Vickers HV10 kovuus (Pyykönen, 2016.) Mitatuista kovuuksista voidaan päätellä, että MIG/MAG-menetelmällä hitsaten muutosvyöhykkeestä tuli kovempi. Tulpan kohdalla puolestaan voidaan havaita pehmeyttä.
22 22 (28) Vertailukohteena olleen TIG-menetelmän mittaukset taas kertovat, että kovuuden vaihtelu oli pienempää. TIG-hitsauksessa prosessiaika on paljon pitempi, joten sen seurauksena lämpö leviää enemmän perusaineen puolelle ja jäähtyy hitaammin hitsauksen jälkeen. Tämä aiheuttaa kuvioissa (1, 2) näkyvät kovuuserot muutosvyöhykkeellä.

23 23 (28) 7 HITSAUSSOLU Kun tavoitellaan entistä pienempiä eräkokoja ja sarjoja, tuotantolaitteilta vaaditaan joustavuutta ja helppoa muokattavuutta. Robotisointi jaetaan yleensä neljään vaiheeseen. Aluksi tutkitaan projektin tarve, jonka ympärille voidaan lähteä suunnittelemaan laitteistoa. On myös selvitettävä vaihtoehtoisia laitteita, kuten manipulaattoreita ja automaattisia toimilaitteita. Hankintavaiheessa suunnitellaan järjestelmän toiminta ja yksityiskohdat sekä tehdään tarvittavat valmistuspiirustukset. Asennus- ja käyttöönottovaiheessa järjestelmä asennetaan ja otetaan tuotantokäyttöön. Käyttöönottovaiheessa järjestelmää pyritään hyödyntämään mahdollisimman tehokkaasti. Hitsausrobottisolun suunnittelu painottuu esisuunnittelu- ja hankintavaiheeseen. (Kuivanen, 1999, s ) 7.1 Alkutilanne Sylinteriputken päätyjen (kuva 13) porakanavien tulppaushitsaaminen käsin on vaativaa ja kuormittavaa hitsaajalle. Hitsattavat tulpat ovat levyleikkurilla leikattuja n. 3mm paksuja kiekkoja. Hitsattava pinta-ala on hyvin pieni, minkä vuoksi hitsaus vaatii paljon tarkkuutta. Robottisolulla hitsattavia päätyjä on kohdeyrityksessä useita tuhansia kappaleita vuodessa. Yhdessä päädyssä voi olla useita kohteita, jotka pitää tulpata hitsaamalla. Tällä perustella voidaan olettaa, että robottiaseman käyttöaste saadaan hyvinkin suureksi. Kuva 13. Havainnekuva sylinteriputken päädystä (Pyykönen, 2017.) Hitsaussolun suunnittelu aloitettiin Fanucin ARC Mate 120i -robotin ympärille, koska yrityksessä on jäänyt kyseinen robotti ylimääräiseksi toisesta tuotantosolusta. Robotti on varusteltu alun perin kap-
, jonka runko on valmistettu tukevista metallipalkeista.")
24 24 (28) paleenkäsittelylaitteilla, mutta se on muokattavissa helposti hitsausrobotiksi. Robotin rinnalle suunniteltiin käytettäväksi kääntöpöytää. Toiveena oli myös, että solu olisi helposti siirrettävissä tuotantotilan sisällä. 7.2 Robottisolun valmistus Suunnittelin robottisolun (kuva 14), jonka runko on valmistettu tukevista metallipalkeista. Runko on purettavissa kahteen erilliseen osaan, mikä helpottaa solun siirtämistä tuotantotilan sisällä. Robotin ympärille on sijoitettu suojaseinät ja käyntiovi, jotka estävät pääsyn robotin lähelle ja suojaavat hitsauksen aikana syntyvältä valokaarelta. Solu tuetaan lattiaa vasten erillisillä tassuilla, joita voidaan säätää lattian epätasaisuksien mukaan. Robotissa riittää hyvin ulottuvuutta hitsata usempi päätykappale samalla asetuksella. Kuva 14. Hitsaussolun mallinnos (Pyykönen 2016.)
25 25 (28) 8 YHTEENVETO Työn tavoitteena oli testata, voisiko TIG-hitsausprosessin sylinteriputken päätyjen tulppauksen korvata MIG/MAG-hitsausmenetelmällä ja automatisoida prosessia valmiina olevalla Fanucin robotilla. Työ aloitettiin hitsaamalla koekappaleet MIG/MAG-hitsausmenetelmillä Hit-Savonian tiloissa, kun TIG-hitsatut koekappaleet saatiin Hydroline Oy:ltä. Hitsauksen aikaisia parametreja ei valitettavasti saatu tallennettua muistiin tietoliikenneyhteyshäiriöiden takia. Hitsaussolu mallinnettiin yrityksen antamien toiveiden pohjalta. Hitsausrobottisolun valmistus on perusteltua, mikäli koneen käyttöastetta saadaan pidettyä riittävän korkealla ja kappaleenkäsittely hoidettua. Hitsauksen automatisointia voitaisiin mahdollisesti parantaa, jos käyttöön saataisiin tulpiksi pyöreitä kuulia. Ne ovat helpompia kappaleenkäsittelyn kannalta ja ne mahdollisesti parantaisivat itse hitsausprosessia. Koska kappaleenkäsittelyä jäi tämän työn ulkopuolelle, se olisi seuraava tärkeä kohde, mitä tutkia. Työn laajuuden takia kaikkiin asioihin ei keretty perehtyä kovinkaan tarkasti, mutta tämän työn avulla saa hyvät pohjatiedot robotisoinnista MIG/MAG-hitsausmenetelmällä sylinteriputken päätyjen tulppauksen hitsaukseen. Työn tuloksena Hydroline Oy sai mallin hitsaussolusta sekä pohjatietoa siitä, miten projektia kannattaa jatkaa tulevaisuudessa. Projekti antoi kokonaisuudessaan hyödyllistä ja opettavaa kokemusta alan todellisista projekteista ja työtehtävistä.
26 26 (28) LÄHTEET AGA Ab. Saatavissa: Esab Oy Hitsausmentelmät [verkkojulkaisu]. Esabin osaamiskeskus. Saatavissa: Esab Oy MIG/MAG- hitsaus [verkkojulkaisu]. Esabin osaamiskeskus. Saatavissa: Esab Oy TIG- hitsaus [verkkojulkaisu]. Esabin osaamiskeskus. Saatavissa: Hydroline Oy Saatavissa: KEINÄNEN, Toimi, KÄRKKÄINEN, Pentti, METSO, Tommi ja PUTKONEN, K Logiikat ja ohjausjärjestelmät. Koneautomaatio Painos. Vantaa: WSOY KUIVANEN, Risto Robotiikka. Vantaa: Talentum Oyj/MetalliTekniikka KUUSISTO, Tuomo Käytännön ohjeita MIG/MAG -hitsaukseen. [verkkojulkaisu] 4. painos: Oy KÄRKKÄINEN, Pentti, KEINÄNEN, Toimi, LÄHETKANGAS, Markku ja SUMUJÄRVI, Matti Automaatiojärjestelmien logiikat ja ohjaustekniikat. 1. painos. Helsinki: WSOY Oppimateriaalit Oy. MAKKONEN, Matti & LEPOLA, Pertti Hitsaustekniikat ja teräsrakenteet. 1. painos. WSOY

27 LIITE 1: HIEET 27 (28)
28 28 (28) LIITE 2: HITSAUSPARAMETRIT Langansyöttönopeus 11.4m/min Valokaarenpituussäätö 3% Pulssin korjaus 1,0 Prosessi Pulssi Hitsausnopeuden nimellisarvo Virran nimellisarvo Virran alaraja Virran yläraja 68,0 cm/min 311 A -10 A 10 A Aloitusvirta 110% Lopetusvirta 60%
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI
 Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Kemi-Tornion Amk Tekniikka, T&K Materiaalien käytettävyyden tutkimusryhmä Jalosauma Tutkimus ferriittisten ruostumattomien terästen käytettävyydestä: hitsattavuus DIGIPOLIS SEMINAARI 12.5.2001 Mari-Selina
Hitsausmenetelmävalintojen vaikutus tuottavuuteen
 Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
Hitsausmenetelmävalintojen vaikutus tuottavuuteen HITSAUSSEMINAARI puolitetaan kustannukset Lahti 9.4.2008 Dipl.ins. Kalervo Leino VTT HITSAUSMENETELMÄN TEHOKKUUS = 1 / HITSAUSAIKA HITSIMÄÄRÄ HITSIAINEEN
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Monet polut työelämään -hanke Maahanmuuttajan aiemmin hankitun ammatillisen osaamisen tunnistamisen toiminnallinen ja käytännön testi.
 Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
Metallialan osaamisen testimalli Hitsaus- levytyö 1. Piirrä seuraavat hitsausmerkinnät TEHTÄVÄ a. Laippahitsi VASTAUS b. I-hitsi c. V-hitsi d. Puoli-V-hitsi e. V-hitsi, hitsattu osaviistettyyn V-railoon
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
ROBOTTIHITSAUS JA HITSAUSPARAMETRIEN VAIKUTUS MIG/MAG-HITSAUKSEEN
 ROBOTTIHITSAUS JA HITSAUSPARAMETRIEN VAIKUTUS MIG/MAG-HITSAUKSEEN Opinnäytetyö Fedor Karpenko Tekniikan ja liikenteen ala Kone- ja tuotantotekniikan koulutusohjelma Hyväksytty 2 SAVONIA-AMMATTIKORKEAKOULU
ROBOTTIHITSAUS JA HITSAUSPARAMETRIEN VAIKUTUS MIG/MAG-HITSAUKSEEN Opinnäytetyö Fedor Karpenko Tekniikan ja liikenteen ala Kone- ja tuotantotekniikan koulutusohjelma Hyväksytty 2 SAVONIA-AMMATTIKORKEAKOULU
UUSI SYMPLEX 320 SYMPLEX 420. Puikkohitsausja MIG/MAG- Invertterit. AWtools Oy
 AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
AWtools Oy Rälssitie 7 B 01510 VANTAA Puh. 020 7434 720 www.awtools.fi myynti@abajat.fi UUSI Sarja 3-vaihe SYMPLEX 320 SYMPLEX 420 Puikkohitsausja MIG/MAG- Invertterit SYMPLEX 320-420 3PH SUURI VAIN OMINAISUUKSILTAAN.
TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0401 Kandidaatintyö ja seminaari TERÄSVALUJEN HITSAUS: CASE 25CrMo4 THE WELDING OF STEEL CASTINGS: CASE 25CrMo4
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(6) TEHOKAS SUURIKAPASITEETTINEN MIG/ MAG-HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa, kapasiteettia ja viimeistelyä
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN
 Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
Hyväksymismerkinnät 1 (5) 2.9.217 Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa. Työtä tehdään siinä laajuudessa, että osoitettava osaaminen
MIG/MAG-hitsaus. Sisällysluettelo. MIG/MAG-hitsausta.
 MIG/MAG-hitsaus MIG/MAG-hitsausta. MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla aikaansaatava valokaari palaa lisäainelangan
MIG/MAG-hitsaus MIG/MAG-hitsausta. MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla aikaansaatava valokaari palaa lisäainelangan
OSAAMISEN ARVIOINTI ARVIOINNIN KOHTEET JA AMMATTITAITOVAATIMUKSET OSAAMISEN HANKKIMINEN. osaa: työskentely
 Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Hyväksymismerkinnät 1 (5) Näytön kuvaus Tutkinnonosan suorittaja osoittaa osaamisensa ammattiosaamisen näytössä tai tutkintotilaisuudessa valmistelemalla hitsausrailon, asemoimalla ja silloittamalla koekappaleet,
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
CMT-TEKNOLOGIA ROBOTTI- HITSAUKSESSA
 1 (46) OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA CMT-TEKNOLOGIA ROBOTTI- HITSAUKSESSA T E K I J Ä / T : Joonas Pesonen 2 (46) SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
1 (46) OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA CMT-TEKNOLOGIA ROBOTTI- HITSAUKSESSA T E K I J Ä / T : Joonas Pesonen 2 (46) SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
WiseFusion OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA
 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA 16.08.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa erittäin kapean ja energiatiheän valokaaren,
Täytelangan oikea valinta
 Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Täytelangan oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET - Mestarintie 4 - VARUSTEET- PL 60 Eura Puh: 0105223500, fax 0105223510 email :jallonen@lincolnelectric.eu Prosessikuvaus
Kempin EN ratkaisut
 Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
Kempin EN 1090 - ratkaisut Turun paikallisosaston 60- vuotisjuhlaseminaari 7.-8.11.2013 TkT Petteri Jernström Johtaja, Hitsausteknologia ja -palvelut ISO 3834-2 sertifiointi Kemppi sai hitsaustoiminnoilleen
B6 Yleiskatsaus hitsausprosesseihin
 B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
B.6 Yleiskatsaus hitsausprosesseihin 1 B.6.1 Valokaari lämmönlähteenä Valokaari Valokaaren avulla pystytään vaivattomasti kehittämään riittävän korkeita lämpötiloja ja suuria lämpömääriä kaikkien metallisten
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Suomalaisen hitsaustoiminnan kartoittaminen
 Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
Suomalaisen hitsaustoiminnan kartoittaminen Kyselytutkimuksen tulokset Tutkimuksen taustaa ja sisältö Kyselytutkimuksen taustaa Kysely toteutettiin joulukuu 2018 tammikuu 2019 aikana Kysymyksiä oli yhteensä
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA
 USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
USKOMATTOMAN NOPEAA MIG-HITSAUSTA 8.04.2019 OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA, NOPEUTTA JA KÄYTTÖKOKEMUSTA tuottaa hyvin kapean ja energiatiheän valokaaren. Siten hitsaus on nopeampaa ja lämmöntuonti
Robottien etäohjelmointiprojektin toteutus
 Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
Robottien etäohjelmointiprojektin toteutus Moduuli 4: Hitsausprosessit ja hitsausrobotin ohjelmointi Robottihitsauksen tuottavuus ja tehokas käyttö Heikki Aalto ja Ari Lylynoja Esitelmän sisältö Mikä on
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle
 FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
FastMig X vie käsinhitsauksen laatustandardit uudelle tasolle Tämän hetken älykkäin MIG-hitsauslaite Hyödyntää tehokkaasti hitsaushallinnan ohjelmistoja (KAS) ja valokaaren ominaisuuksia parantavia Wise-ohjelmistotuotteita
Kemppi K7 Hitsauslaitteet
 FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA Kemppi K7 Hitsauslaitteet 1(9) MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja tuottavuusodotukset voivat
FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA Kemppi K7 Hitsauslaitteet 1(9) MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja tuottavuusodotukset voivat
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
HITSAUKSEN LAADUN PARANTAMINEN
 1 Opinnäytetyö AMK Kone- ja tuotantotekniikka Tuotantotekniikka 2018 Gharbi Sellami HITSAUKSEN LAADUN PARANTAMINEN 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone-ja tuotantotekniikka 2018
1 Opinnäytetyö AMK Kone- ja tuotantotekniikka Tuotantotekniikka 2018 Gharbi Sellami HITSAUKSEN LAADUN PARANTAMINEN 2 OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone-ja tuotantotekniikka 2018
Miten parannan hitsauksen tuottavuutta
 Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
Miten parannan hitsauksen tuottavuutta SHY Turun paikallisosasto 60 vuotta 07.11.2013 Esa Penttilä IWS hitsausneuvonta Oy ESAB Millä tehostan hitsausta Esa Penttilä Oy Esab Mitä tänään - suunnittelu -
FastMig M. Uuden sukupolven työjuhta teollisuuskäyttöön
 FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön Taattua luotettavuutta hitsausteknologian huipulta Ensiluokkaista laatua teolliseen MIG/MAGhitsaukseen
FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön FastMig M Uuden sukupolven työjuhta teollisuuskäyttöön Taattua luotettavuutta hitsausteknologian huipulta Ensiluokkaista laatua teolliseen MIG/MAGhitsaukseen
KÄYTTÖ-OHJE EVERLAST
 KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
KÄYTTÖ-OHJE EVERLAST Power i_tig 201 HUOMIO! TAKUU EI KATA VIKAA JOKA JOHTUU LIAN AIHEUTTAMASTA LÄPILYÖNNISTÄ PIIRIKORTILLA/KOMPONENTEISSA. Jotta koneelle mahdollistetaan pitkä ja ongelmaton toiminta edellytämme
Kemppi K5 Hitsauslaitteet
 KempArc SYN 500 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(10) SYNERGINEN MIG/MAG- HITSAUSAUTOMAATIOJÄRJESTELMÄ Jos etsit tuottavaa ja varmatoimista robottihitsausratkaisua, meiltä
KempArc SYN 500 AUTOMATISOITUA LAATUA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 1(10) SYNERGINEN MIG/MAG- HITSAUSAUTOMAATIOJÄRJESTELMÄ Jos etsit tuottavaa ja varmatoimista robottihitsausratkaisua, meiltä
A.7 Hitsauksen suoritus (2)
") Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
Hitsauksen teoriaopetus A7 Hitsauksen suorittaminen 1 A.7 Hitsauksen suoritus (2) A.7.1 Hitsausparametrien tarkistus Tärkeätä on, että hitsauslaitteisto antaa oikeat arvot (kelpuutus), kun hitsataan WPS:n
CD-hitsauspultit. Tuoteluettelo Tekniset tiedot
 CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
CD-hitsauspultit Tuoteluettelo Tekniset tiedot 1 CD-hitsauspultit - toiminnan kuvaus Menetelmä DVS-tietolomakkeen 0903 (2000) mukaan kaaritapitushitsaus kondensaattoripurkausmenetelmällä on keino hitsata
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla. Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia
 Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Tuotteen hitsattavuuden testaus robottisimulointiohjelmalla Kari Solehmainen Savonia Ammattikorkeakoulu HitSavonia Sisältö Yhtenäissuunnittelu (Concurrent engineering) Mallinnus ja simulointi Robottihitsauksen
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
Hitsauksen menetelmäkokeet Kempin ratkaisut. Hitsaustekniikkapäivät, Kokkola Reetta Verho Päällikkö, hitsauksen koordinointipalvelut
 Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
Hitsauksen menetelmäkokeet Kempin ratkaisut Hitsaustekniikkapäivät, Kokkola 10.4.2014 Reetta Verho Päällikkö, hitsauksen koordinointipalvelut Hitsausohjeen, hyväksymistavat Standardin SFS-EN ISO 15607
MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen. Tekniset tiedot: MinarcMig 170 MinarcMig 180
 MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen Helppokäyttöinen Kevyt ja helppo liikutella Hyvät hitsausominaisuudet myös pitkillä liitäntäkaapeleilla Turvallinen ja luotettava Ohutlevyteollisuus Asennus
MinarcMig Adaptive 170 ja 180, Mig/Mag-hitsaukseen Helppokäyttöinen Kevyt ja helppo liikutella Hyvät hitsausominaisuudet myös pitkillä liitäntäkaapeleilla Turvallinen ja luotettava Ohutlevyteollisuus Asennus
Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia.
 B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
B.5 Hitsausvirheet 1 B.5.1 Hitsausvirheiden syyt Perusaine Perusaineesta johtuvat hitsausvirheet ovat pääasiassa halkeamia, kuuma- ja/tai kylmähalkeamia. Tavallisimmat syyt kuumahalkeamien syntymiseen
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku
 Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Robottihitsauksen koulutus asiantuntija- ja operaattoritasoille 19.9.2007 8.2.2008, Turku Tule suorittamaan kansainvälisesti hyväksytty robottihitsauksen koulutuskokonaisuus ja tutkinto. Tutkintoa voi
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
KEMPPI K5 HITSAUSLAITTEET. Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
KEMPPI K5 HITSAUSLAITTEET Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA 26.12.2017 Kempact Pulse 3000 TEHOKAS SUURIKAPASITEETTINEN MIG/MAG- HITSAUSKONE Kempact Pulse 3000 on mahtava yhdistelmä tehoa,
Kemppi K5 Hitsauslaitteet
 FastMig M Synergic JÄREÄÄN RASKAAN SARJAN HITSAUKSEEN Kemppi K5 Hitsauslaitteet 1(8) ENSILUOKKAISTA TEOLLISTA MIG/MAG- JA PUIKKOHITSAUSTA Teollinen moniprosessihitsausratkaisu modulaarisessa muodossa.
FastMig M Synergic JÄREÄÄN RASKAAN SARJAN HITSAUKSEEN Kemppi K5 Hitsauslaitteet 1(8) ENSILUOKKAISTA TEOLLISTA MIG/MAG- JA PUIKKOHITSAUSTA Teollinen moniprosessihitsausratkaisu modulaarisessa muodossa.
MISON suojakaasu. Annatko otsonin vaarantaa terveytesi?
 MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
MISON suojakaasu Annatko otsonin vaarantaa terveytesi? 2 MISON suojakaasu Vältä haitallista otsonia käytä hitsaamiseen aina MISON suojakaasua. Hitsaamisen yhteydessä syntyy aina haitallista otsonia. Hyvin
Puikkojen oikea valinta
 Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Puikkojen oikea valinta - HITSAUSKONEET - Lincoln Electric Nordic - LISÄAINEET Mestarintie 4 - VARUSTEET- PL 60 27511 Eura puh. 0105223500,fax 0105223510 email : jallonen@lincolnelectric.eu Puikkohitsauksessa
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI
 Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
Welding quality management WELDEYE -HITSAUSHALLINTAJÄRJESTELMÄN MODUULI 16.01.2018 Welding quality management HITSAUSLAADUN TARKKAA HALLINTAA REAALIAJASSA Nykymaailmassa rakentamisen vaatimukset ovat nousseet
SISÄÄNRAKENNETTU TURVALLISUUS- JÄRJESTELMÄ CE-HYVÄKSYTTY PIENI JA ÄLYKÄS ... CALL ME COWELDER 1 YHTEISTYÖHITSAUSROBOTTI
 SISÄÄNRAKENNETTU TURVALLISUUS- JÄRJESTELMÄ CE-HYVÄKSYTTY...... PIENI JA ÄLYKÄS... CALL ME COWELDER 1 YHTEISTYÖHITSAUSROBOTTI SISÄLTÖ Uusi hitsausapulainen 3 Hitsauskoneiden tekniset tiedot 4 Tekniset tiedot,
SISÄÄNRAKENNETTU TURVALLISUUS- JÄRJESTELMÄ CE-HYVÄKSYTTY...... PIENI JA ÄLYKÄS... CALL ME COWELDER 1 YHTEISTYÖHITSAUSROBOTTI SISÄLTÖ Uusi hitsausapulainen 3 Hitsauskoneiden tekniset tiedot 4 Tekniset tiedot,
Kemppi K7 Hitsauslaitteet
 FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE Kemppi K7 Hitsauslaitteet 1(9) FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA TARVITAAN MONIPROSESSIHITSAUSTA,
Tomi Kivistö-Rahnasto. Hitsausrobottisolun suunnittelu. Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka
 1 Tomi Kivistö-Rahnasto Hitsausrobottisolun suunnittelu Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö: Seinäjoen
1 Tomi Kivistö-Rahnasto Hitsausrobottisolun suunnittelu Opinnäytetyö Kevät 2010 Tekniikan yksikkö Kone- ja tuotantotekniikka 2 SEINÄJOEN AMMATTIKORKEAKOULU OPINNÄYTETYÖN TIIVISTELMÄ Koulutusyksikkö: Seinäjoen
HITSAUSMENETELMÄT. Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia
 HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
HITSAUSMENETELMÄT Eri hitsausmenetelmien kuvaukset. Lähteet: Esab, Kemppi, Wikipedia SISÄLLYSLUETTELO Jauhekaarihitsaus...4 Kaasukaarimuottihitsaus...5 Kaarijuotto...5 Kaasuleikkaus...5 Kiekkohitsaus...6
KEMPPI K7 HITSAUSLAITTEET. FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE
 KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
KEMPPI K7 HITSAUSLAITTEET FastMig X Regular TUOTTAVAA HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVILLE KONEPAJOILLE 25.01.2019 FastMig X Regular FASTMIG X:N VAKIOKOKOONPANO ON RATKAISU KÄYTTÖKOHTEISIIN, JOISSA
ROBOTISOITU TIG-HITSAUS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari ROBOTISOITU TIG-HITSAUS Lappeenrannassa 24.4.2008 Erkki Martikainen 0263406 SISÄLLYS
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaatintyö ja seminaari ROBOTISOITU TIG-HITSAUS Lappeenrannassa 24.4.2008 Erkki Martikainen 0263406 SISÄLLYS
TURVALLISUUSOHJEET Noudata näitä ohjeita tarkasti. Väärinkäyttö voi aiheuttaa vakavan onnettomuuden tai kuoleman.
 OHJEKIRJA AC/DC TIG-INVERTTERI (3-VAIHE 400V) TURVALLISUUSOHJEET Noudata näitä ohjeita tarkasti. Väärinkäyttö voi aiheuttaa vakavan onnettomuuden tai kuoleman. TARKISTA TYYPPIKILVESTÄ SOVELTUVA VIRTALÄHDE!
OHJEKIRJA AC/DC TIG-INVERTTERI (3-VAIHE 400V) TURVALLISUUSOHJEET Noudata näitä ohjeita tarkasti. Väärinkäyttö voi aiheuttaa vakavan onnettomuuden tai kuoleman. TARKISTA TYYPPIKILVESTÄ SOVELTUVA VIRTALÄHDE!
OSALUETTELO OSANUMERO OSAMÄÄRÄ. Alakartion osa S235. 1,122 kg EN 1.4404. 0,966 kg. Tankojen pidin S235 Riimujen tanko S235. 0,762 kg.
 0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
0 7 0 7 8 9 8 9 OSNUMERO 7 8 9 0 7 8 9 0 OSMÄÄRÄ 8 8 8 OSLUETTELO OSN NIMI MTERIL Väliputki E 0 x,0 Prikka S Yläkartion holkki E St 0 x Putken tulppalevy S Yläkartio S Yläkartion rinkula S laputki E 0
OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES Lappeenrannassa 24.4.2012
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma OHUTSEINÄMÄISTEN PUTKIEN ORBITAALI-TIG-HITSAUS ORBITAL TIG WELDING OF THIN-WALLED TUBES Lappeenrannassa 24.4.2012
FastMig X. Hitsauksen uusi tulevaisuus
 FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
FastMig X Hitsauksen uusi tulevaisuus FastMig X Monien erikoisalojen tuoteperhe Modulaarinen monimenetelmäratkaisu ja pohjapalkohitsauksen ehdoton ykkönen Perustuu markkinoiden parhaisiin hitsausteknisiin
Pienoisopas. Alumiinihitsaus.
 Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
Pienoisopas. Alumiinihitsaus. 2 Sisällys 3 Alumiini 4 Alumiiniseokset 5 Alumiinin hitsaaminen Muodonmuutokset Puhdistus ennen hitsausta Lisäaine 7 Suojakaasut MISON suojakaasut Alumiinihitsauksen suojakaasut
Tuoteluettelo SUOJAKAASUT
 Tuoteluettelo SISÄLTÖ Tuoteluettelo 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Esipuhe Valintataulukko Argon Helium Hiilidioksidi Happi Asetyleeni Typpi AWOMIX (SK-12, SK-18, SK-25) SK-2 Awodrop SO-2
Tuoteluettelo SISÄLTÖ Tuoteluettelo 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 Esipuhe Valintataulukko Argon Helium Hiilidioksidi Happi Asetyleeni Typpi AWOMIX (SK-12, SK-18, SK-25) SK-2 Awodrop SO-2
Hitsaaja, Inhan tehtaat
 WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
WiseFusion USKOMATTOMAN NOPEAA MIG-HITSAUSTA "WiseFusionilla on mahdollista hitsata hitsisulan päällä 10 mm:n ilmaraolla." Hitsaaja, Inhan tehtaat 07.07.2016 1(5) OPTIMOITU HITSAUSTOIMINTO PARANTAA LAATUA,
SISÄÄNRAKENNETTU TURVALLISUUS- JÄRJESTELMÄ CE-HYVÄKSYTTY PIENI JA ÄLYKÄS ... CALL ME COWELDER 1 YHTEISTYÖHITSAUSROBOTTI
 SISÄÄNRAKENNETTU TURVALLISUUS- JÄRJESTELMÄ CE-HYVÄKSYTTY PIENI JA ÄLYKÄS CALL ME COWELDER 1 YHTEISTYÖHITSAUSROBOTTI SISÄLTÖ Uusi hitsausapulainen 3 Hitsauskoneiden tekniset tiedot 4 Tekniset tiedot, UR5
SISÄÄNRAKENNETTU TURVALLISUUS- JÄRJESTELMÄ CE-HYVÄKSYTTY PIENI JA ÄLYKÄS CALL ME COWELDER 1 YHTEISTYÖHITSAUSROBOTTI SISÄLTÖ Uusi hitsausapulainen 3 Hitsauskoneiden tekniset tiedot 4 Tekniset tiedot, UR5
Hitsaustuotanto haltuun globaalisti. Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.
 Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Hitsaustuotanto haltuun globaalisti Jani Kumpulainen, IWE, IWI-C, Welding Engineer, Global Services Ohutlevylepäivät, Tallinna, 3.4.2019 Sisältö Kempin yritysesittely Hitsauksen laadunhallinnan digitaaliset
Hitsauksen standardit
 Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Hitsauksen standardit Juha Kauppila Suomen Hitsausteknillinen Yhdistys ry. 17.3.2016/JKa 1 Hitsauksen Standardit» Mikä on standardi» Standardin laadinta» Eri tasot» Kansallinen taso» Miksi hitsaus standardisoitu»
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily , SHY Turku. Jyrki Honkanen Oy AGA Ab
 Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
Ruostumattoman teräksen hitsauksen suojakaasut. Seminaariristeily 27.5.2016, SHY Turku. Jyrki Honkanen Oy AGA Ab Sisältö. Seoskaasujen komponentit Perussuositukset Mikroseostukset AGAn suojakaasut rst:n
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 24.06.2016 1(10) FastMig X Intelligent, Älykästä hitsausta erilaisia materiaaleja
HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY WITH SHIELDING GAS CHOICES
 Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAUKSEN TUOTTAVUUDEN PARANTAMINEN KAASUVALINNOILLA IMPROVING WELDING PRODUCTIVITY
Kemppi K5 Hitsauslaitteet
 MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 1(5) HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava MIG/MAG-hitsauslaite,
MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA Kemppi K5 Hitsauslaitteet 1(5) HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava MIG/MAG-hitsauslaite,
FastMig X Intelligent
 FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
FastMig X Intelligent ÄLYKÄSTÄ HITSAUSTA ERILAISIA MATERIAALEJA TYÖSTÄVIEN KONEPAJOJEN TARPEISIIN Kemppi K7 Hitsauslaitteet 1(9) LAADUKAS MONIPROSESSIRATKAISU ERILAISIIN VAATIVIIN HITSAUSKOHTEISIIN FastMig
WiseThin+, Tuottavaa levyhitsausta ja asentohitsausta. WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA (6)
") WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
WiseThin+ TUOTTAVAA LEVYHITSAUSTA JA ASENTOHITSAUSTA 1(6) NOPEUTA HITSAUSTA JA PARANNA LAATUA WiseThin+ on kehitetty nopeaan ja tuottavaan ohutlevyjen käsinhitsaukseen terästä sisältäville tai sisältämättömille
JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
") LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari JAUHEKAARI- JA TANDEM-MIG/MAG-HITSAUKSEN VERTAILU (A comparison of submerged arc welding and tandem-mig/mag-welding)
Janne Savola. Suunnitelma hitsausrobotin hankinnasta. Ylistaron Terästakomo Oy:lle
 Janne Savola Suunnitelma hitsausrobotin hankinnasta Ylistaron Terästakomo Oy:lle Opinnäytetyö Syksy 2015 Tekniikan yksikkö Konetekniikan tutkinto-ohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä
Janne Savola Suunnitelma hitsausrobotin hankinnasta Ylistaron Terästakomo Oy:lle Opinnäytetyö Syksy 2015 Tekniikan yksikkö Konetekniikan tutkinto-ohjelma 2 SEINÄJOEN AMMATTIKORKEAKOULU Opinnäytetyön tiivistelmä
Seppo Saarela
 Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Seppo Saarela 040 500 7721 seppo.saarela@dekra.com Tampere 23.10.-25.10.2012 Hitsauksen laadunhallinta Hitsaus on erikoisprosessi Tuloksia ei voida täysin todentaa valmiin tuotteen tarkastuksella Laadun
Palotapahtumaa rikastava happi on puristettuna kaasuna 150 200 baarin paineessa harmaassa pullossa.
 Harjoitus 5 MIG/MAG-hitsaus ja polttoleikkaus Harjoituksen tarkoituksena on opetella kaasuhitsauslaitteiston (happi-asetyleeni) oikea ja turvallinen käyttö sekä polttoleikkaus. Toisessa vaiheessa harjoitellaan
Harjoitus 5 MIG/MAG-hitsaus ja polttoleikkaus Harjoituksen tarkoituksena on opetella kaasuhitsauslaitteiston (happi-asetyleeni) oikea ja turvallinen käyttö sekä polttoleikkaus. Toisessa vaiheessa harjoitellaan
Wise. Tuottavampaan tulokseen
 Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
Wise Tuottavampaan tulokseen Wise Tyypillinen WiseRootin käyttökohde huoltohitsauksessa Deutsche Bahnilla Deutsche Bahn ICE-juna Wise - viisas päätös johtaa tuottavampaan lopputulokseen Hitsauslaiteet
KEMPPI K7 HITSAUSLAITTEET. FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA
 KEMPPI K7 HITSAUSLAITTEET FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA 25.04.2019 FastMig X Pipe MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja
KEMPPI K7 HITSAUSLAITTEET FastMig X Pipe LAADUKASTA PUTKIHITSAUSTA 25.04.2019 FastMig X Pipe MONIPROSESSIHITSAUSRATKAISU PUTKISTOILLE JA PAINEASTIOILLE Putkihitsauksessa laatuvaatimukset ovat kovat ja
KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari KANDIDAATINTYÖ: ADAPTIIVISEN HITSAUSVALOKAAREN HYÖDYNTÄMINEN MAG-KUUMAKAARIHITSAUKSESSA
Luku 1. Johdanto 1.1. LMC 320. 1.2. Käyttötarkoitus
 LMC 320 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 320 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
LMC 320 Käyttöohje Sisällys 1. Johdanto 1.1. LMC 320 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2. Ohjeita laitteen turvalliseen käyttöön 2.2.1.
A5 MIG Orbital System 1500
 A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA Kemppi K5 Hitsauslaitteet 1(9) TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG-ORBITAALIHITSAUKSEEN A5 MIG Orbital System 1500 on kattava
A5 MIG Orbital System 1500 TÄYDELLINEN HITSAUSLIITOS YHDELLÄ KOKOONPANOLLA Kemppi K5 Hitsauslaitteet 1(9) TEHOKKAIN MEKANISOITU JÄRJESTELMÄ MIG-ORBITAALIHITSAUKSEEN A5 MIG Orbital System 1500 on kattava
X8 MIG Guns TEHOA JA TARKKUUTTA
 X8 MIG Guns TEHOA JA TARKKUUTTA 24.12.2018 X8 MIG Guns ERGONOMISESTI MUOTOILLUT JA TEHOKKAAT HITSAUSPISTOOLIT TEOLLISEEN MIG-HITSAUKSEEN X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
X8 MIG Guns TEHOA JA TARKKUUTTA 24.12.2018 X8 MIG Guns ERGONOMISESTI MUOTOILLUT JA TEHOKKAAT HITSAUSPISTOOLIT TEOLLISEEN MIG-HITSAUKSEEN X8 MIG Gun -hitsauspistoolien ergonomia ja tekniset ominaisuudet
Korjaushitsauskäsikirja
 Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
Korjaushitsauskäsikirja Osa 1, Perusteet OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi Sisällys Osa 1, Perusteet Talttaus Leikkaus Lävistys... 1-3 Esilämmitys
HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS Lappeenrannassa 14.5.2010
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari HITSAAVAT MONIROBOTTIASEMAT MULTI-ROBOT WELDING CELLS Lappeenrannassa 14.5.2010
K.P. Säiliöt Ay, valvojana Matti Koivunen
 TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tutkintotyö HITSAUSOHJEET JA -KOKEET VAK/ ADR -SÄILIÖVALMISTUKSEEN Työn teettäjä Työn ohjaaja Tampere 2007 K.P. Säiliöt Ay, valvojana
TAMPEREEN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Tutkintotyö HITSAUSOHJEET JA -KOKEET VAK/ ADR -SÄILIÖVALMISTUKSEEN Työn teettäjä Työn ohjaaja Tampere 2007 K.P. Säiliöt Ay, valvojana
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Kuumasinkityn teräksen liittäminen hitsaaminen
 Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
Kuumasinkityn teräksen liittäminen hitsaaminen Kuumasinkityn teräksen liittäminen hitsaamalla Hitsaus on yleisin liittämismuoto valmistettaessa teräsrakenteita ja se soveltuu hyvin kuumasinkittävien rakenteiden
Aleksi Ahola. Painesäiliön hitsausmenetelmät. Opinnäytetyö Kevät 2013 Tekniikanyksikkö Automaatiotekniikan koulutusohjelma
 Aleksi Ahola Painesäiliön hitsausmenetelmät Opinnäytetyö Kevät 2013 Tekniikanyksikkö Automaatiotekniikan koulutusohjelma SEINÄJOEN AMMATTIKORKEAKOULU 2 Opinnäytetyön tiivistelmä Koulutusyksikkö: Seinäjoen
Aleksi Ahola Painesäiliön hitsausmenetelmät Opinnäytetyö Kevät 2013 Tekniikanyksikkö Automaatiotekniikan koulutusohjelma SEINÄJOEN AMMATTIKORKEAKOULU 2 Opinnäytetyön tiivistelmä Koulutusyksikkö: Seinäjoen
KEMPPI K5 HITSAUSLAITTEET. MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA
 KEMPPI K5 HITSAUSLAITTEET MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA 19.12.2018 MinarcMig Evo 200 HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava
KEMPPI K5 HITSAUSLAITTEET MinarcMig Evo 200 MAHTAVAA ENERGIATEHOKKUUTTA JA KANNETTAVAA MUKAVUUTTA 19.12.2018 MinarcMig Evo 200 HELPPOA MIG/MAG-HITSAUSTA LIIKKUVALLE HITSAAJALLE MinarcMig Evo 200 on kannettava
SIIPIPYÖRÄN LAADUN KEHITYS
 Opinnäytetyö AMK Kone- ja tuotantotekniikka Tuotantotekniikka 2017 Kari Messo SIIPIPYÖRÄN LAADUN KEHITYS OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka 2017 26+2 Kari
Opinnäytetyö AMK Kone- ja tuotantotekniikka Tuotantotekniikka 2017 Kari Messo SIIPIPYÖRÄN LAADUN KEHITYS OPINNÄYTETYÖ AMK TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Kone- ja tuotantotekniikka 2017 26+2 Kari
TIG-HITSAUKSEN KÄYT TÖ MIKROSILLOITTAMISESSA USING TIG-WELDING IN MICROTACKING
 LAPPEENRANNAN TEKNILLINEN YLIOPIST O Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaat intyö ja seminaari TIG-HITSAUKSEN KÄYT TÖ MIKROSILLOITTAMISESSA USING TIG-WELDING IN MICROTACKING Lappeenrannassa
LAPPEENRANNAN TEKNILLINEN YLIOPIST O Teknillinen tiedekunta Konetekniikan osasto BK10A0400 Kandidaat intyö ja seminaari TIG-HITSAUKSEN KÄYT TÖ MIKROSILLOITTAMISESSA USING TIG-WELDING IN MICROTACKING Lappeenrannassa
Käyttöohje. BlackLine 400/500 LM50s/ LM50 pulse. Sisällys. 1. Johdanto 1.1. BlackLine-järjestelmä
 Käyttöohje BlackLine 400/500 LM50s/ LM50 pulse Sisällys 1. Johdanto 1.1. BlackLine-järjestelmä 1 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2.
Käyttöohje BlackLine 400/500 LM50s/ LM50 pulse Sisällys 1. Johdanto 1.1. BlackLine-järjestelmä 1 1.2. Käyttötarkoitus 1.3. Esittely 2. Turvallisuusohjeet 2.1. Huomautus- ja varoitusmerkkien esittely 2.2.
RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU
 OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU TEKIJÄ/T: Niko Hirvonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
OPINNÄYTETYÖ - AMMATTIKORKEAKOULUTUTKINTO TEKNIIKAN JA LIIKENTEEN ALA RULLASTON RUNKOJEN HITSAUSPROSESSIN UUDELLEENSUUNNITTELU TEKIJÄ/T: Niko Hirvonen SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ HITSATTAESSA
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0401 Kandidaatintyö ja seminaari HITSAUSNOPEUDEN VAIKUTUS TUNKEUMAAN JAUHEKAARIHITSAUKSESSA VAKIOVIRRALLA JA VAKIOJÄNNITTEELLÄ
ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM
 0 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM Lappeenrannassa 12.8.2013 Ilkka Kaipainen
0 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari ALUMIININ MONIPALKOHITSAUS MULTI-RUN WELDING OF ALUMINIUM Lappeenrannassa 12.8.2013 Ilkka Kaipainen
MIG/MAG-HITSAUKSEN KEHITYSASKELEET TUOTANNOLLISESTA NÄKÖKULMASTA DEVELOPMENT STEPS OF MIG/MAG WELDING FROM PRODUCTION POINT OF VIEW
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö MIG/MAG-HITSAUKSEN KEHITYSASKELEET TUOTANNOLLISESTA NÄKÖKULMASTA DEVELOPMENT STEPS OF MIG/MAG WELDING
LAPPEENRANNAN TEKNILLINEN YLIOPISTO LUT School of Energy Systems LUT Kone BK10A0402 Kandidaatintyö MIG/MAG-HITSAUKSEN KEHITYSASKELEET TUOTANNOLLISESTA NÄKÖKULMASTA DEVELOPMENT STEPS OF MIG/MAG WELDING
Kemppi K5 Hitsauslaitteet
 Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Kempact Pulse 3000 LAATUA, NOPEUTTA JA TUOTTAVUUTTA Kemppi K5 Hitsauslaitteet 21.08.2016 1(8) Kempact Pulse 3000, Laatua, nopeutta ja tuottavuutta TEHOKAS SUURIKAPASITEETTINEN MIG/MAGHITSAUSKONE Kempact
Käyttöohje. BlackLine 321 Synergic MIG/MAG
 Käyttöohje BlackLine 321 Synergic MIG/MAG 1 Luku 1. Johdanto Tässä käyttöohjeessa annetaan yleisiä ohjeita uuden hitsauskoneesi käytöstä ja kunnossapidosta. Käyttöohjeen tarkoitus ei ole kouluttaa käyttäjästä
Käyttöohje BlackLine 321 Synergic MIG/MAG 1 Luku 1. Johdanto Tässä käyttöohjeessa annetaan yleisiä ohjeita uuden hitsauskoneesi käytöstä ja kunnossapidosta. Käyttöohjeen tarkoitus ei ole kouluttaa käyttäjästä
Kon 15.4119 Tuotantoautomaatio. Laserhitsausrobotit 21.10.2015
 Kon 15.4119 Tuotantoautomaatio Laserhitsausrobotit 21.10.2015 Sami Puustinen 356615 Sauli Larkiala 349693 Aleksi Niskanen 297994 Juho Leinonen 297677 Marianne Berg 347200 Sisällys 1 Johdanto 2 Laserhitsaus
Kon 15.4119 Tuotantoautomaatio Laserhitsausrobotit 21.10.2015 Sami Puustinen 356615 Sauli Larkiala 349693 Aleksi Niskanen 297994 Juho Leinonen 297677 Marianne Berg 347200 Sisällys 1 Johdanto 2 Laserhitsaus
ROBOTISOIDUN HITSAUKSEN KANNATTAVUUS MV-TUOTTEET OY:N RUNKOTUOTANNOSSA
 Opinnäytetyö (AMK) Tuotantotalouden koulutusohjelma 2016 Niko Virtanen ROBOTISOIDUN HITSAUKSEN KANNATTAVUUS MV-TUOTTEET OY:N RUNKOTUOTANNOSSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Tuotantotalouden
Opinnäytetyö (AMK) Tuotantotalouden koulutusohjelma 2016 Niko Virtanen ROBOTISOIDUN HITSAUKSEN KANNATTAVUUS MV-TUOTTEET OY:N RUNKOTUOTANNOSSA OPINNÄYTETYÖ (AMK) TIIVISTELMÄ TURUN AMMATTIKORKEAKOULU Tuotantotalouden