RAUTARUUKIN ERIKOISLUJIEN TERÄSTEN LÄVISTÄMINEN LEVYTYÖKESKUKSELLA
|
|
|
- Eveliina Hämäläinen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio
1 Lappeenrannan teknillinen yliopisto Teknillinen tiedekunta Konetekniikan koulutusohjelma BK10A0400 Kandidaatintyö ja seminaari RAUTARUUKIN ERIKOISLUJIEN TERÄSTEN LÄVISTÄMINEN LEVYTYÖKESKUKSELLA Lappeenrannassa Taru Havas

2 SISÄLLYSLUETTELO 1 JOHDANTO LÄVISTYSPROSESSI LEVYTYÖKESKUSTA KÄYTTÄEN Lävistämisen perusperiaate Levytyökeskusten lävistystekniikat Hydraulinen lävistystekniikka Servotoiminen lävistystekniikka Hydraulisen ja servotoimisen levytyökeskuksen vertailua LEVYTYÖKESKUKSISSA KÄYTETTÄVÄT TYÖKALUT Levytyökeskuksen työkalujärjestelmät Työkalurevolveri Työkalumakasiini Lävistystyökalun osat Pistin Irrotin Tyyny Työkaluväli Työkalun pinnoitteet RAUTARUUKIN ERIKOISLUJIEN TERÄSTEN LÄVISTÄMINEN Lävistettävien materiaalien ominaisuudet Materiaalien lävistämiseen tarvittavat voimat Lävistyslaitteisto Ultralujien terästen ja tavallisten terästen lävistämisen vertailua LÄVISTYSKOKEIDEN SUORITUS Työkalunvalmistajien suositukset työkalunvalintaan Valitut lävistystyökalut Lävistyskoesuunnitelma Lävistyskokeiden tulokset Raex Optim 960QC JOHTOPÄÄTÖKSET YHTEENVETO...34 LÄHTEET...36 LIITTEET

3 1 JOHDANTO Tämä kandidaatintyö on osa Rautaruukki Oyj:n UKRA-projektia, jossa kehitetään uusia lujia terästuotteita. Projektin rahoittajana toimii teknologian ja innovaatioiden kehittämiskeskus, Tekes. Tässä työssä tutkittavien erikoislujien terästen lävistettävyysominaisuuksien lisäksi UKRA-projektissa on jo aiemmin tutkittu erikoislujien terästen lujuus-, laserleikkaus- ja särmättävyysominaisuuksia. Erikoislujia teräksiä käytetään esimerkiksi nostinpuomeissa, joihin täytyy saada aukotuksia mm. hydrauliikkaletkujen sekä sähköjohtojen läpivientiin. (Vimpari, J ) Tässä kandidaatintyössä perehdyttiin ensin levytyökeskuksella lävistämiseen ja levytyökeskuksissa käytettäviin työkaluihin kirjallisuuden pohjalta. Teoreettisen katsauksen jälkeen laadittiin lävistyskoesuunnitelma, jonka perusteella Rautaruukin ultralujia teräksiä lävistettiin ja lopuksi kokeista saatuja tuloksia analysoitiin. Kirjallisuustutkimuksen ja kahdelle eri työkaluvalmistajille suoritetun kyselyn perusteella ei löytynyt tietoa, että erikoislujien terästen lävistämistä levytyökeskuksella olisi aikaisemmin tutkittu. Erikoislujien terästen murtolujuudet voivat vaihdella välillä MPa. Tähän kandidaatintyöhön testattaviksi materiaaleiksi valittiin Rautaruukin Optim 960QC, jonka murtolujuus on noin 1124 MPa, ja Raex 400, jonka murtolujuus on noin 1350 MPa. Materiaalien paksuudet olivat 6 mm (Optim 960QC) ja 3 mm (Raex 400) ja lävistykset suoritettiin pyöreällä työkalulla. 1

4 2 LÄVISTYSPROSESSI LEVYTYÖKESKUSTA KÄYTTÄEN Perinteistä mekaanista lävistämistä on jouduttu kehittämään huomattavasti levytyökeskuksia varten ja uusia lävistystekniikoita onkin kehitetty useita (FinnPower 2008). Levytyökeskuksissa on useita erilaisia työkalujärjestelmiä, joista yleisin on työkalurevolveri. Revolveriin voidaan kiinnittää useita erilaisia työkaluja, mikä tekee siitä hyvin monipuolisen järjestelmän. (Aaltonen 1997, 40.) 2.1 Lävistämisen perusperiaate Mekaanisessa lävistämisessä levyyn leikataan suljettu muoto käyttäen työkalua, johon kuuluu tyyny ja materiaalin lävistävä pistin (kuva 1). Levy asetetaan tyynyn päälle, minkä jälkeen pistin suorittaa työiskun. (Ihalainen 2003, 233.) Kuva 1. Pistin ja tyyny (Aaltonen 1997, 36). Kuvassa 2 on esitetty lävistämisen kulku vaihe vaiheelta. Ensin pistin kohtaa leikattavan levyn pinnan ja alkaa sitten leikata materiaalia. Leikattava materiaali myötää kimmoisesti ylittäen lopulta myötölujuuden, minkä jälkeen alkaa plastinen muodonmuutos. Materiaalin menettäessä muodonmuutoskyvyn alkaa materiaali murtua. Lopullinen leikkaantuminen tapahtuu, kun pistimestä ja tyynystä alkunsa saaneet murtohalkeamat kohtaavat. (Ruukki 2007.) 2
.")
5 Kuva 2. Lävistämisen vaiheet (Trumpf 2008). Kuvan 2 toisessa kuvassa on leikkauspinnan yläreunassa havaittavissa pyöristynyt vajaasärmä sekä leikkausvyöhyke, jonka aiheuttaa terän tunkeutuminen materiaaliin. Leikkausvyöhykettä kutsutaan myös nimellä kiillottunut vyöhyke. Terän tunkeuma riippuu materiaalin paksuudesta ja kovuudesta sekä pistimen ja tyynyn välisestä leikkausvälistä. Tunkeuma voi olla noin % materiaalin paksuudesta. Leikkausvyöhykkeen alapuolella ovat havaittavissa murtunut vyöhyke sekä jäyste. Leikatun pinnan vyöhykkeet on esitetty kuvassa 3. (Aaltonen 1997, 26.) Kuva 3. Leikkauspinnan vyöhykkeet (Ruukki 2007). 2.2 Levytyökeskusten lävistystekniikat Nykyaikaiset levytyökeskukset toimivat yhä enenevässä määrin servomoottorein, mutta myös hydraulistoimisia levytyökeskuksia valmistetaan paljon. Levytyökeskuksiin voidaan lisätä mm. kulmaleikkuri tai laser, jolloin monimutkaistenkin kappaleiden valmistus mahdollistuu ja tuottavuus tehostuu. (Finn-Power 2008.) 3

6 2.2.1 Hydraulinen lävistystekniikka Hydraulinen lävistystekniikka levytyökeskuksessa perustuu siihen, että hydraulipumppua pyöritetään sähkömoottorin avulla, jolloin työsylinteriin pumppautuu öljyä. Sylinterin liikettä ohjataan venttiilillä ja männän asemaa tarkkaillaan anturilla. Koko systeemiä ohjataan erillisellä ohjausjärjestelmällä. (MET 9/1988, 8.) Servotoiminen lävistystekniikka Servotoiminen lävistystekniikka perustuu sähköllä toimiviin servomoottoreihin, joiden pyörivä liike muutetaan lineaariseksi kuularuuvin avulla. Kuularuuvi on nivelöity puskimeen ja se kiertyy akselinsa keskipisteen suhteen siirtäen voiman puskimelle (kuva 4). Tällä tavoin siirretty voima voi olla useita satoja kilonewtoneita. (Ama-Prom Finland Oy 2008.) Kuva 4. Servotoimisen levytyökeskuksen toimintaperiaate (Ama-Prom Finland Oy 2008) Hydraulisen ja servotoimisen levytyökeskuksen vertailua Taulukossa 1 on vertailtu hydraulisten ja servotoimisten levytyökeskusten iskuvoimia. Taulukosta voidaan havaita, että servotoimisella levytyökeskuksella päästään samoihin 4
. Tällä tavoin siirretty voima voi olla useita satoja kilonewtoneita.")
7 voimiin kuin hydraulisellakin levytyökeskuksella. Levytyökeskusten iskuvoimat voivat vaihdella kn:ssa riippumatta voiman tuottamistavasta. Taulukko 1. Hydraulisten ja servotoimisten levytyökeskuksen maksimi-iskuvoimat (lähde: levytyökeskusten valmistajien www-sivut). Laite Toimintatapa Maksimi-iskuvoima TruPunch 3000 (Trumpf) Hydraulinen 180 kn TruPunch 5000 (Trumpf) Hydraulinen 220 kn C5 (Finn-Power) Hydraulinen 300 kn C6 (Finn-Power) Hydraulinen 300 kn E5 (Finn-Power) Servotoiminen 200 kn EM2510NT (Amada) Servotoiminen 200 kn EMZ3510NT (Amada) Servotoiminen 300 kn 3 LEVYTYÖKESKUKSISSA KÄYTETTÄVÄT TYÖKALUT Levytyökeskuksissa käytetään monenlaisia työkaluja, jotka kiinnitetään koneeseen erilaisia työkalujärjestelmiä apuna käyttäen. Lävistystyökaluja valittaessa on kiinnitettävä huomiota leikkausväliin, eli pistimen ja tyynyn halkaisijoiden eroon, sillä väärin valittu pistin-tyynypari kuluttaa työkalua turhaan ja vaatii huomattavasti suuremmat leikkausvoimat (Mate 2006). Levyn lävistämisessä tulee ottaa huomioon levyn värähtely ja jätepalan nouseminen, joka voidaan estää oikeanlaisella irrottimella sekä pistimen pään ja tyynyn erikoismuotoilulla. Erilaisilla pinnoitteilla, kuten titaaninitridillä, voidaan vähentää pistimen kulumista ja lisätä sen kestoikää. (Aaltonen 1997, ) Nykyään levyn värähtely ja jätepalan nousu on saatu poistettua työkalun muotoilulla. Suurimpana ongelmana voidaan pitää levyn taipumista sisäisten jännitysten vuoksi lävistettäessä useita reikiä vierekkäin. (Selesvuo 2008.) 5
 Servotoiminen 200 kn EM2510NT (Amada) Servotoiminen 200 kn EMZ3510NT (Amada) Servotoiminen 300 kn 3 LEVYTYÖKESKUKSISSA KÄYTETTÄVÄT TYÖKALUT Levytyökeskuksissa käytetään monenlaisia")
8 3.1 Levytyökeskuksen työkalujärjestelmät Levytyökeskuksen työkalujärjestelmä voi olla joko manuaalinen tai automaattinen ja se voi perustua joko työkalurevolveriin, -makasiiniin tai -kasettiin. Työkalujärjestelmä voi olla myös robotisoitu. (Aaltonen 1997, 40.) Työkalurevolveri Työkalurevolveria (kuva 5) pyöritetään NC-ohjelman avulla ja oikea työkalu hakeutuu asemaansa lyhintä reittiä pitkin. Revolverissa voi olla työkaluja usealla eri kehällä, jolloin saadaan maksimoitua erilaisten työkalujen määrä. (MET 8/1988, 18.) Kuva 5. Työkalurevolveri (MET 8/1988, 18). Työkalurevolveri on yleinen työkalujärjestelmä levytyökeskuksissa ja revolverissa on erikokoisia pesiä eri työkaluille, kuten kuvasta 6 voidaan todeta. Työkalupesät on nimetty kirjaimin A D, joista A on pienin ja D suurin. (Ama-Prom Finland Oy 2008.) Kuva 6. Esimerkki työkalurevolverin pesien koosta. A = 1,6 12,7 mm, B = 12,8 31,7 mm, C = 31,8 50,8 mm, D = 50,9 88,9 mm. (Ama-Prom Finland Oy 2008.) 6

9 3.1.2 Työkalumakasiini Työkalumakasiini voi olla joko lineaarinen (kuva 7) tai pyöreä (kuva 8). Työkalut siirretään makasiinista puskimen alle työkalunvaihtajan avulla. (MET 8/1988, ) Kuva 7. Lineaarimakasiini (Trumpf 2008). Kuva 8. Pyöreä makasiini (MET 8/1988). Työkalut on aseteltu omiin kasetteihinsa (kuva 9) ja ennen työstön alkua makasiini ladataan erilaisilla työkalukaseteilla joko manuaalisesti tai automaattisesti. Oikea työkalu saadaan puskimeen koordinaattien avulla. (Trumpf 2008.) 7
 ja ennen työstön alkua makasiini ladataan erilaisilla työkalukaseteilla")
10 Kuva 9. Yksittäinen työkalukasetti (Trumpf 2008). 3.2 Lävistystyökalun osat Levytyökeskuksen lävistystyökalu koostuu kolmesta pääosasta, jotka ovat pistin, irrotin ja tyyny (kuva 10). Lisäksi työkaluun voi kuulua jousipesä jousineen sekä kiinnitys- ja kohdistuselimiä. Itse työkaluja ei ole standardisoitu, joten kaikilla valmistajilla on omat tekniikkansa työkalun kiinnitykseen. (MET 8/1988, 10.) Eri työkaluvalmistajien työkaluja on kuitenkin mahdollista käyttää erilaisten työkalurunkojen avulla (Ryhänen 2008). Kuva 10. Levytyökeskuksen lävistystyökalun kolme pääosaa: pistin, irrotin ja tyyny (MET 8/1988, 10). 8

11 Työkalujen muodot on standardisoitu ja yleisimpiä muotoja ovat mm. pyöreä sekä neliömäinen reikä. Standardityökalumuotoja on esitetty kuvassa 11. (MET 8/1988, 10.) Työkaluja on saatavissa erikokoisiin asemiin ja liitteessä I on esitetty Wilson Toolin suositukset eri asemien materiaalien maksimipaksuuksille. Kuva 11. Standardoidut perustyökalumuodot (MET 8/1988, 10). Perusmuotojen lisäksi on olemassa erikoistyökaluja muotoilu- ja lävistyskäyttöön. Näillä työkaluilla voidaan tehdä mm. urituksia, kauluksia ja ilmarakoja (kuva 12). (MET 8/1988, 10.) 9
.")
12 Kuva 12. Muutamia erikoistyökaluja (MET 8/1988, 10) Pistin Perinteisen pistimen pää on tasainen, mutta pistimen päätä voidaan myös muotoilla mm. lävistämiseen tarvittavan voiman pienentämiseksi. Pään muotoilu auttaa myös melun vähentämisessä, jätepalan nousun estämisessä sekä jätepalan irrottamisessa. Kuvassa 13 on esitetty erilaisia pistimen pään muotoja. (Mate & Euromac 2006.) Kuva 13. Pistimen pään muotoja: a) kovera, b) Roof Top, c) 4-kulmainen, d) viistetty pyöreä, e) viistetty neliö ja f) kuppimainen pyöreä työkalu (Mate & Euromac 2006). 10
 Kuva 13.")
13 Koveraa pistintä voidaan käyttää tavallisen suoran pistimen sijaan nakerrukseen ja viistetty työkalu puolestaan soveltuu hyvin meistoon, kun leikkausvoimia halutaan pienentää. Roof Top -työkalun käyttö on helppo keino leikkausvoimien pienentämiseen erityisesti paksuilla tai lujilla materiaaleilla. Taulukossa 2 on esitetty leikkausvoiman riippuvuus materiaalin paksuudesta ja pistimen pään muotoilusta. (Mate & Euromac 2006.) Taulukosta voidaan havaita, että pienillä materiaalinpaksuuksilla leikkausvoima saadaan pudotettua lähes puoleen pistimen pään ollessa muotoiltu. Taulukko 2. Leikkausvoiman tarpeen väheneminen materiaalin paksuuden mukaan, kun pistimen päätä on muotoiltu (Mate & Euromac 2006). Materiaalin paksuus [mm] Leikkausvoiman osuus (%) normaalilla pistimellä syntyvästä leikkausvoimasta 1,27 50 % 1,52 50 % 1,91 58 % 2,67 72 % 3,05 75 % 3,40 78 % 4,19 83 % 4,83 86 % 6,35 90 % Jos laskennallinen leikkausvoima ylittää levytyökeskuksen maksimivoiman, ei kuitenkaan kannata käyttää hyväksi leikkausvoiman pienentämistä pistimen pään muotoilun avulla, sillä terän tylsyminen lisää leikkausvoiman tarvetta ja näin ollen koneen maksimivoima voidaan helposti ylittää. Kuvassa 14 on kuvattu pistimen reunan tylsyyden vaikutus leikkausvoimaan. (Mate & Euromac 2006.) 11
 Taulukosta voidaan havaita, että pienillä materiaalinpaksuuksilla leikkausvoima saadaan pudotettua lähes puoleen pistimen pään ollessa muotoiltu. Taulukko 2.")

14 Kuva 14. Työkalun tylsymisen vaikutus leikkausvoimaan (Mate & Euromac 2006). Suomennos: Tool Sharpness = Työkalun terävyys, Sharp = Terävä, Dull = Tylsä, Punching Force = Lävistysvoima, Optimal = Optimaalinen, Excessive = Liiallinen, May exceed machine tonnage capability = Voi ylittää koneen maksimivoiman Irrotin Irrottimen tarkoituksena on estää levyä nousemasta ylös pistimen mukana ja vähentää levyn värähtelyä sekä muodonmuutoksia. Irrottaminen voi tapahtua jousi-irrotteisesti, pakkoirrotteisesti tai näiden yhdistelmänä. (MET 8/1988, 11.) Jousi-irrotteinen työkalu toimii siten, että irrotinlevy on leikattavan levyn pintaa vasten painettuna leikkauksen ja pistimen irrotuksen ajan. Irrotusjouset hoitavat pistimen vetämisen takaisin ylös (kuva 15). Verrattuna pakkoirrotteiseen työkaluun jousi-irrotteinen työkalu on hiljaisempi ja aiheuttaa levyyn vain vähän värähtelyä. (MET 8/1988, 11.) 12

15 1 Alempi revolverilevy 2 Ylempi revolverilevy 3 Tyynyn pidin 4 Jousipesän pidin 5 Tyyny 6 Pistin 7 Irrottaja 8 Irrottajajouset 9 Pistimen ohjausrengas 10 Iskulevy 11 Ruuvi 12 Sokka 13 Lukkorengas 14 Tyynyn kiinnitin 15 Pikakiinnityslevy 16 Ruuvi 17 Tyynyn ohjaustappi 18 Ruuvi 19 Nostotappi 20 Jousi 21 Pistimen ohjaustappi 22 Lattajousi 23 Sokka 24 Ruuvi Kuva 15. Jousi-irrotteinen työkalu ja sen rakenneosat (MET 8/1988, 12). Pakkoirrotintyökalussa on kiinteä irrotin, joka ei ole kiinni levyssä. Pistin vedetään ylös puskimen avulla ja täten työkalulle saadaan aikaiseksi yksinkertainen rakenne verrattuna esimerkiksi jousi-irroitteiseen työkaluun (kuva 16). (MET 8/1988, ) Kuva 16. Pakkoirrotteinen työkalu ja sen pääkomponentit (MET 8/1988, 12). 13
. (MET 8/1988, 11 12.")
16 3.2.3 Tyyny Jätepalan nousua pistimen mukana voidaan ehkäistä tyynyn rakenteella. Tyynyssä voi olla pienet nystyrät sisäpinnalla, jotka estävät jätepalan nousun ylös (kuva 17 a) tai tyynyssä voi olla urat, joihin jätepala laajenee pääsemättä enää ylös (kuva 17 b). Sisäpuolisilla nystyröillä varustettua tyynyä kutsutaan myös nimellä Slug Hugger -tyyny. (MET 8/1988, ) a) b) Kuva 17. a) Tyynyn sisäpuoliset nystyrät, eli Slug Hugger -tyyny, b) tyynyn sisäpuoliset urat. (MET 8/1988, 13.) Tyyny voi myös olla yläosaltaan lievästi kartionmuotoinen, jolloin jätepala kiinnittyy tyynyyn eikä nouse ylös (kuva 18). Kartionmuotoisesta tyynystä käytetään nimitystä Slug Free -tyyny. Jätepalan nousua voidaan lisäksi hallita urilla pistimen päässä tai kontrolloimalla iskun syvyyttä; hyvä syvyys saavutetaan pistimen mennessä tyynyn sisään noin 0,5 mm. Liian syvä isku kuluttaa työkaluja turhaan. (MET 8/1988, ) Kuva 18. Kartionmuotoinen tyyny, eli Slug Free -tyyny (Mate 2006). 14
 Tyynyn sisäpuoliset nystyrät, eli Slug Hugger -tyyny, b) tyynyn sisäpuoliset urat. (MET 8/1988, 13.")
17 3.3 Työkaluväli Työkaluvälillä tarkoitetaan tyynyn ja pistimen kokonaishalkaisijoiden välistä eroa (kuva 19). Oikealla työkaluvälillä varmistetaan työkalujen toimivuus ja saadaan samalla jäyste pidettyä pienenä. Kokonaisvälin valinta on kompromissi monen tekijän välillä ja absoluuttisesti oikean välin valinta on mahdotonta. Väliä valitessa tulee ottaa huomioon mm. haluttu reiän laatu, työkalun kestoikä sekä työkalun toiminta. (MET 8/1988, ) Kuva 19. Kokonaisväli, tässä tapauksessa väli = 10,3 mm 10,0 mm = 0,3 mm (MET 8/1988, 11). Kuvassa 20 on esitetty optimaalinen ja huono leikkausväli. Kuvassa 20 a leikkaushalkeama on yhtenäinen, mikä parantaa lävistettävän aukon pinnanlaatua ja työkalun kestävyyttä sekä jakaa työkalun voiman tasaisesti. Kuvassa 20 b puolestaan on liian pieni leikkausväli, jolloin leikkaushalkeamia on kaksi ja tarvitaan enemmän leikkausvoimaa. Tällöin työkalu myös kuluu liian nopeasti. Lävistettäessä lujia materiaaleja tulisi leikkausvälin olla suuri, jotta leikkausvoimia saadaan pienennettyä ja työkalujen kestoikää pidennettyä. (Mate 2006.) 15
 Kuva 19. Kokonaisväli, tässä tapauksessa väli = 10,3 mm 10,0 mm = 0,3 mm (MET 8/1988, 11).")
18 a) b) Kuva 20. a) Optimaalinen leikkausväli, b) liian pieni leikkausväli (Mate 2006). Suomennos: Punch = Pistin, Material = Lävistettävä materiaali, Die = Tyyny, Shear Crack = Leikkaushalkeama. Oikeanlaisen työkaluvälin saamiseksi on yhtä pistintä kohti oltava useampi tyyny levynpaksuuden mukaan. Kokonaisväli pyritään pitämään %:ssa materiaalin paksuudesta ja näin samaa tyynyä käytetäänkin normaalilujuisilla teräksillä yleensä väleillä 1 3 mm ja 3 5 mm. Kuvassa 21 on kuvaaja kokonaisvälin määrittämiseen teräslevyn paksuuden perusteella. (MET 8/1988, ) Kuva 21. Kokonaisvälin määrittäminen levynpaksuuden perusteella (MET 8/1988, 11). 16

19 Liian pieni työkaluväli aiheuttaa työkalun ennenaikaista kulumista ja pahimmassa tapauksessa pistin saattaa jäädä kiinni tyynyyn. Jos taas käytetään liian suurta väliä, saattaa lävistetyssä aukossa tapahtua muodonmuutoksia ja todennäköisyydet jäysteelle sekä jätepalan nousemiselle pistimen mukana ovat suuremmat. (MET 8/1988, ) Taulukossa 3 on esitetty Wilsonin suositukset kokonaisvälille erilaisilla materiaaleilla. Lisäksi liitteessä II on esitetty Maten suosituksia kokonaisvälille. Taulukko 3. Pistimen ja tyynyn kokonaisvälin [%] valitseminen lävistettävän materiaalin perusteella (Wilson 1997, 25). Kokonaisväli [%] Materiaali Minimi Paras Maksimi Kupari (puolikova) Pronssi (puolikova) Pehmeä teräs Teräs (hiiltä 0,5) Alumiini (pehmeä) Ruostumaton teräs Kokonaisväli = % * materiaalin paksuus Työkalun pinnoitteet Työkaluja voidaan pinnoittaa erilaisin menetelmin, jolloin työkalusta saadaan kovempi, ja lisäksi työkalun ja leikattavan materiaalin välinen kitka vähenee. Nämä seikat vähentävät työkalun kulumista huomattavasti. (MET 8/1988, 14.) Lisäksi pinnoittamisen etuna on se, että pinnoite vähentää leikattavan materiaalin tarttumista työkalun pintaan (Haikola 1998). Pinnoitteita ovat mm. titaaninitridi ja titaanikarbidi, joilla pinnoittaminen tapahtuu höyrystämällä materiaali työkalun pintaan joko fysikaalisesti tai kemiallisesti (MET 8/1988, 13). Myös DIARC-timanttipinnoitteen käyttö on kovassa kasvussa, sillä se kestää 17
.")
20 monta kertaa pidemmän ajan kuin esimerkiksi titaaninitridipinnoite. DIARCtimanttipinnoitettu työkalu soveltuu lähes kaikkien materiaalien lävistämiseen, mutta erityisen hyviin lopputuloksiin päästään alumiinin ja ruostumattomia teräksiä lävistettäessä timanttipinnoitteen suuren kovuuden ja alhaisen kitkan ansiosta (Haikola 1998.) DIARCpinnoitus tapahtuu tyhjössä matalassa lämpötilassa, joten pinnoitusmenetelmä soveltuu lähes kaikille materiaaleille (Tervakangas 2005). Lisäksi eri työkalunvalmistajilla on omia erikoispinnoitteitaan. 4 RAUTARUUKIN ERIKOISLUJIEN TERÄSTEN LÄVISTÄMINEN Erikoislujien terästen lävistämisestä on hyvin vähän tietoa, sillä vastaavanlaisia tutkimuksia ei ole tiettävästi tehty aiemmin. Lävistämällä voidaan erikoislujiin teräksiin tehdä vain tietynkokoisia reikiä, sillä mitä suurempi pistin on halkaisijaltaan, sitä suuremman voiman isku vaatii. Jos materiaaliin halutaan saada suuria aukotuksia, on laserleikkaus parempi menetelmä kuin lävistäminen levytyökeskuksella. 4.1 Lävistettävien materiaalien ominaisuudet Testattaviksi materiaaleiksi valittiin 6 mm paksu Optim 960QC sekä noin 3 mm paksu Raex 400, joka koostumukseltaan on erittäin lähellä Rautaruukin Optim 1100QC -terästä. Alun perin lävistyskokeisiin suunniteltiin otettavaksi 5 mm:n Optim 960 QC ja 2 mm:n Optim 1100 QC, sillä niiden ajateltiin olevan helpommin lävistettävissä, mutta toivottuja paksuuksia ei toimitushetkellä ollut saatavissa halutuista materiaaleista. Testattaville materiaaleille tyypilliset venymäräjat, murtolujuudet, murtovenymät ja iskukokeen tulokset ovat taulukossa 4. 18
 DIARCpinnoitus tapahtuu tyhjössä matalassa lämpötilassa, joten pinnoitusmenetelmä soveltuu lähes kaikille materiaaleille (Tervakangas 2005).")
21 Taulukko 4. Optim 960QC ja Optim 1100QC/Raex 400 keskimääräiset testausarvot (Vimpari 2008). Vetokoe R p0.2 [MPa] Vetokoe R m [MPa] Vetokoe A 5 [%] Iskukoe -40 C [J] Optim 960QC ,6 66 (112 J/cm 2 ) Optim 1100QC/ Raex ,8 26 (46 J/cm 2 ) 4.2 Materiaalien lävistämiseen tarvittavat voimat Lävistysvoimat laskettiin erikokoisille pistimien halkaisijoille käyttäen yhtälöä 1. F = π * D * S * 0,5R m (1) Yhtälössä 1 D on pistimen halkaisija, S levyn paksuus ja R m materiaalin murtolujuus. (Varis 2006, 111.) Lasketut lävistysvoimat on esitetty taulukossa 5 ja liitteessä III on esitetty samat voimat kuvaajina. Taulukko 5. Lasketut lävistysvoimat. Materiaali Materiaalin Työkalun halkaisija Lävistysvoima [kn] paksuus [mm] [mm] Optim 960QC ,9 Optim 960QC ,9 Optim 960QC ,8 Optim 960QC ,7 Optim 960QC ,7 Raex ,6 Raex ,2 Raex ,9 Raex ,5 Raex ,1 19
22 4.3 Lävistyslaitteisto Lävistyksessä käytettiin Lappeenrannan teknillisen yliopiston levytyötekniikan laboratorion Finn-Power LP6-laserlevytyökeskusta, joka on otettu käyttöön vuonna Levytyökeskukseen kuuluu sekä lastaus- että purkulaitteisto ja 6-paikkainen lajittelulaitteisto. Levytyökeskuksella voidaan lävistää aineenvahvuuksia väliltä 0,5 8 mm iskunopeudella iskua/min. Suurin levykoko, jota levytyökeskuksella voidaan lävistää, on 1500 x 3000 mm. LP6-yhdistelmäkone on varustettu hydraulisella lävistystekniikalla ja sen maksimilävistysvoima on 300 kn (Finn-Power 2008). 4.4 Ultralujien terästen ja tavallisten terästen lävistämisen vertailua Materiaaleille, joilla on huomattavasti alempi murtolujuus kuin erikoislujilla teräksillä, on aiemmin Lappeenrannan teknillisessä yliopistossa tehty lävistyskokeita levytyökeskuksella käyttäen pyöreää, halkaisijaltaan 30 mm työkalua (Mattila 1996, 1). Erikoislujien terästen vertailumateriaaliksi valittiin S355-teräs, jonka murtolujuus on 510 MPa, eli 45,4 % Optim 960QC -teräksen murtolujuudesta ja 37,8 % Raex 400 -teräksen murtolujuudesta. Vertailumateriaalien paksuudeksi valittiin 3 mm ja 6 mm. Myös vertailumateriaaleille laskettiin lävistysvoimat käyttäen yhtälöä 1. Kuvassa 22 on vertailtu Optim- ja Raex-terästen sekä S355-terästen tarvitsemia leikkausvoimia halkaisijoiltaan erikokoisilla pistimillä. Kuvasta voidaan havaita myös levyn paksuuden vaikutus lävistysvoiman tarpeeseen. Punainen viiva kuvaa testilaitteistona toimivan levytyökeskuksen maksimivoimaa, joka on 300 kn. 20
23 Lävistysvoimat Voima [kn] Työkalun halkaisija [mm] Optim 960QC, 6 mm Raex 400, 3 mm S355, 6mm S355, 3mm Koneen maksimivoima Kuva 22. Lävistysvoiman tarve materiaaleille Optim 960QC (6 mm), Raex 400 (3 mm) sekä S355 (6 mm ja 3 mm). 5 LÄVISTYSKOKEIDEN SUORITUS Työkaluvalmistajien mukaan suurin riski erikoislujien terästen lävistämisessä levytyökeskuksella on pistimen heikko kestävyys. Työkalunvalmistajat suosittelevatkin aukotuksien tekemiseen mieluummin laseria, mutta jos levytyökeskusta on pakko käyttää, niin he suosittelevat käyttämään halkaisijaltaan mahdollisimman isoa pistintä työkalun murtumisvaaran pienentämiseksi. (Sundberg 2008.) 5.1 Työkalunvalmistajien suositukset työkalunvalintaan Käytettävissä olevan levytyökeskuksen lävistysvoiman ollessa 300 kn saatiin pistimien maksimihalkaisijoiksi laskettua Optim 960QC:lle 34,0 mm ja Raex 400:lle 70,7 mm. Maksimihalkaisijat voidaan havaita myös ylläolevasta kuvasta 22. Työkaluvalmistaja Wilson Toolin mukaan suurin vaara lävistystesteissä on työkalun murtuminen, joten Wilson Tool suosittelee käyttämään pistintä, jonka halkaisija on 21
24 vähintään 4-5 kertaa materiaalin paksuus (Sundberg 2008). Sekä Wilson Tool että Mate Group suosittelevat työkaluille käytettäväksi C-asemaa, jotta irrotusvoimat saadaan riittävän suuriksi (Ryhänen 2008, Sundberg 2008). Wilson Tool suosittelee käytettäväksi erityistä Heavy Duty -asemaa, joka kestää kovia iskuja paremmin. Koska Optim-teräkset ovat erittäin kovia, suosittelee Mate Group käytettäväksi % leikkausväliä sekä lisäksi Maxima-pinnoitusta. Myös Wilson Tool suosittelee käytettäväksi pinnoitetta. (Sundberg 2008.) Mate Group suositteli käytettäväksi myös Heavy Duty -työkaluja, joilla voidaan lävistää paksuja ja sitkeitä materiaaleja, sillä työkaluissa on lautasjousipesät, jotka edesauttavat kasvattamaan irrotusvoimia ja -nopeutta. Irrotus on huomioitu myös pistimen muodossa siten, että pistimessä on noin kahden asteen kokonaispäästö. Heavy Duty -työkalujen tyyny on tyypiltään Slug Free ja työkalujen materiaali on pikateräs. (Mate 2008.) 5.2 Valitut lävistystyökalut Työkalunvalmistajaa valittaessa pyydettiin tarjousta sekä Maten että Wilsonin työkaluista. Maten työkaluista tarjouspyyntö lähetettiin Oy C. Lindholm Engineering Ab:lle ja Wilson työkaluista Wilson Tool International A/S:lle. Tarjousten perusteella työkalunvalmistajaksi lävistyskokeisiin valittiin Mate. Työkaluksi valittiin Maten C-aseman Heavy Duty -pistin sekä -tyyny ZrTiN-pinnoituksilla. Pistimen muodoksi valittiin Roof Top, jolloin leikkausvoimia saadaan pienennettyä. Roof Topin viistekulmaksi mitattiin 8. Koska lävistystesteihin haluttiin varmuutta, ei pistimen halkaisijaa valittu aivan maksimitasolta, mutta pistimen pitää kuitenkin olla suhteellisen suuri halkaisijaltaan, jotta työkalun murtumiselta vältyttäisiin. Täten testityökalun halkaisijaksi valittiin 25 mm. Leikkausväli valittiin maksimitasolta (n. 30 %) ja näin ollen leikkausväleiksi valittiin 0,9 mm ja 2 mm. Valitut työkalut on esitetty kuvassa
25 Kuva 23. Pistin (ylh. vas.), pistin työkalupesässä (ylh. oik.), tyyny yläpuolelta (alh. vas.) sekä tyyny alapuolelta (alh. oik.). 5.3 Lävistyskoesuunnitelma Lävistyskokeet aloitettiin lävistämällä 3 mm paksua Raex 400 -terästä. Tarkoitus oli, että jos lävistystesti onnistuu, jatkettaisiin kokeita 6 mm paksulla Optim 960QC -teräksellä. Ensimmäistä testausmateriaalia lävistettiin 3 kertaa, minkä jälkeen pistin tuli tarkastaa mahdollisten murtumien varalta. Pistin myös tuli myös valokuvata, nirkon säde mitata ja tarvittaessa suorittaa mikroskooppitutkimus. Lävistyspinnan laatua tutkittiin jätepalan leikkauspinnasta. Jos pistin oli ensimmäisten lävistyksien jälkeen kunnossa, eikä nirkko ollut kulunut liikaa ja jätepalan leikkauspinta oli hyväksyttävä, voitiin testiä jatkaa aina 3 4 tai useamman lävistyskerran sarjoissa levy täyteen. Jos välitarkastuksissa pistimessä havaittiin murtumia tai nirkon säde kuluu liikaa, tuli testi keskeyttää. Koska 6 mm paksu Optim 960QC -teräs vaati huomattavasti suuremmat leikkausvoimat kuin Raex 400, oli pistimen murtumisvaara vieläkin suurempi kuin Raex 400 -teräksellä. Mikäli testit Raex 400 -teräksellä oli jouduttu keskeyttämään työkalun liian kulumisen tai murtumisen vuoksi, ei testejä suoritettu Optim 960QC -teräksellä lainkaan. Jos työkalu oli 23
26 säilynyt aikaisemmissa testeissä jotakuinkin kunnossa, voitiin testit tälläkin materiaalilla suorittaa 3 iskun sarjoissa. Sarjojen välissä pistin tuli tarkastaa ja valokuvata. 5.4 Lävistyskokeiden tulokset Ennen kokeita säädettiin iskunpituus, jotta pistin menee riittävästi tyynyn sisään. Iskunpituuden toimivuus testattiin lävistämällä aukko S355-teräkseen ja iskunopeudeksi valittiin 50 % pienempi nopeus kuin tavallisia teräksiä lävistettäessä. Kokeet aloitettiin lävistämällä 3 mm paksua Raex 400 -terästä, minkä jälkeen siirryttiin 6 mm paksuun Optim 960QC -teräkseen. (Selesvuo 2008.) Testimateriaalien ominaisuudet ainestodistuksien perusteella on esitetty taulukossa 6. Raex 400 on kulutusteräs, joten siitä ei mitata muuta kuin kovuus, josta voidaan päätellä murtolujuus R m. (Vimpari 2008.) Vertaamalla lujuusarvoja taulukon 4 arvoihin havaitaan, että testattava Optim 960QC on kaikilta arvoiltaan lujempaa kuin vastaava teräs keskimäärin. Taulukko 6. Lävistettävien materiaalien ominaisuudet (Vimpari 2008). R p0,2 [MPa] R m [MPa] A 5 [%] Optim 960QC ,9 Raex Raex 400 Lävistystesti aloitettiin lävistämällä testimateriaalia 3-5 iskun sarjoissa ja sarjojen välissä pistimen ja tyynyn leikkauspinnat tarkastettiin mikroskoopilla sekä kuvattiin tärkeimmät muutokset työkaluissa. Myöhemmin testiä jatkettiin 10 iskun sarjoissa. Erityisen tarkkailun kohteena testin aikana olivat levyyn syntyneen aukon leikkauspinta sekä jätepalan reuna. (Selesvuo 2008.) Kuvassa 24 on kuvattuna jätepalojen reunat lävistetyistä materiaaleista S355 sekä Raex 400. Kuvasta voidaan havaita, että leikkaantuneen osan suuruus on Raex 400 -teräksessä 24
27 huomattavasti pienempi kuin S355-teräksessä. Raex 400 -materiaalissa leikkaantuneen osuuden syvyys on 0,3 mm, eli leikkaustapahtuma on ollut lähes kokonaan hauras. (Selesvuo 2008.) Kuva 24. Jätepalat sivusta kuvattuna. Vasemmalla S355 ja oikealla Raex 400. (Selesvuo 2008.) Ensimmäisen kolmen lävistyskerran jälkeen työkaluissa ei havaittu kulumista tai murtumista, mutta syntyneessä aukossa havaittiin jonkin verran pursetta. Pistin ja tyyny valokuvattiin ja tyynyä tarkasteltiin mikroskoopin avulla (kuva 25). Kokeita jatkettiin lävistämällä 5 ja 10 aukkoa. (Selesvuo 2008.) 25
28 Kuva 25. Ylhäällä pistin (vas.) ja tyyny (oik.). Alhaalla lävistettyjä aukkoja purseineen (vas.) ja mikroskooppikuva tyynyn reunasta (oik.). (Selesvuo 2008.) 39 iskun jälkeen havaittiin tyynyssä kahdessa kohtaa murtumakieleke (kuva 26). Kielekkeiden synnylle ei ole varmaa selitystä, mutta niiden epäiltiin aiheutuneen jätepalan pienestä noususta ylöspäin, jolloin jätepala olisi aiheuttanut jäljen seuraavassa iskussa. Jätepalat kuitenkin poistuivat normaalisti, eikä niiden havaittu nousevan suuresti ylöspäin. Pistimen keskiosassa Roof Topin kohdalla havaittiin hieman kulumia, mutta muilta osin reuna oli täysin terävä (kuva 26). (Selesvuo 2008.) 26
29 Kuva 26. Työkalut 39 iskun jälkeen, tyyny ylhäällä, pistin alhaalla. Tyynyn reunassa havaittiin kaksi murtokielekettä ja pistimessä kulumista Roof Topin kohdalla (alh. vas.). (Selesvuo 2008.) Testiä jatkettiin tarkkaillen koko ajan murtokielekkeitä, sillä niiden oletettiin johtavan työkalun totaaliseen murtumaan. Murtumaa ei kuitenkaan syntynyt, vaan kielekkeet hävisivät vähitellen ja reunaan jäi vain pieni murtunut kohta. Pistin ei juurikaan kulunut testin edetessä. Kuvassa 27 on tyynyn murtuneet kohdat 69, 79 ja 114 iskun jälkeen sekä pistimen reunan kuluminen 79 iskun jälkeen. (Selesvuo 2008.) 27
30 Kuva 27. Tyyny 69 iskun jälkeen (ylh. vas.), tyyny 79 iskun jälkeen (ylh. oik.), tyyny 114 iskun jälkeen (alh. vas.) ja pistimen reuna 79 iskun jälkeen (alh. oik.) (Selesvuo 2008). 114 iskun jälkeen iskuja jatkettiin 406 iskuun asti noin sadan iskun sarjoina ja työkalut tutkittiin sarjojen välissä. Työkaluissa ei kuitenkaan havaittu merkittäviä muutoksia. 406 iskun jälkeen levyn havaittiin käyristyneen niin paljon (kuva 28), että koetta päätettiin jatkaa loppuun lävistämällä loppulevy yhdellä ajolla. Yhteensä lävistettävään levyyn tuli aukkoja 767 kpl eikä työkaluissa vieläkään havaittu merkittäviä muutoksia. (Selesvuo 2008.) 28
31 Kuva 28. Lävistettävän levyn käyristyminen 406 iskun jälkeen (Selesvuo 2008). Koska testi oli onnistunut sarjoissa hyvin, päätettiin toisen levyn lävistys suorittaa kerralla. Samalla voitiin tarkkailla syntyykö esimerkiksi jätepaloista häiriöitä lävistystapahtumaan. Lävistys onnistui kuitenkin häiriöittä ja työkalujen todettiin olevan niin hyvässä kunnossa, että lävistyksiä olisi voinut vielä jatkaa. Testaus päätettiin lopettaa 1536 iskun jälkeen. (Selesvuo 2008.) Tyynyn reunassa oli 1536 iskun jälkeen joistakin kohdin havaittavissa 0,05 mm:n pyöristyminen, mutta muutoin reuna oli aivan terävä. Muutamaan kohtaan oli lisäksi tullut pieniä painaumia, jotka olivat leveydeltään n. 0,1 mm. Kuvassa 29 on kuvattuna tyynyn reuna 1536 iskun jälkeen. (Selesvuo 2008.) 29
32 Kuva 29. Tyyny 1536 iskun jälkeen. Ylhäällä tyynyn murtumakieleke (vas.) ja pyöristynyt reuna (oik.). Alhaalla painaumia tyynyssä (vas.) ja terävää reunaa (oik.). (Selesvuo 2008.) Pistimen reunassa oli myös havaittavissa n. 0,05 mm:n pyöristymistä, mutta muutoin pistin oli hyväkuntoinen ja pinnoite ehjä. Kuvassa 30 on kuvattuna pistimen reuna ylhäältä ja sivusta. Työkaluilla ei testin jälkeen havaittu teroitustarvetta. (Selesvuo 2008.) Kuva 30. Pistin 1536 iskun jälkeen (Selesvuo 2008). 30
33 Koska levyyn lävistettiin aukkoja tiheällä reikäjaolla, alkoi levy käyristyä sisäisten jännitysten vuoksi. Kuvassa 31 on kuva toisen lävistettävän levyn käyristymisestä, kun se on lävistetty täyteen reikiä. (Selesvuo 2008.) Kuva 31. Levyn käyristyminen (Selesvuo 2008). Lävistetyissä aukoissa havaittiin lisäksi satunnaisesti purseita (kuva 32), joiden syntymisen syytä ei osata sanoa tarkkaan. Purseiden paikoissa ja leveyksissä ei havaittu säännöllisyyksiä, joiden perusteella purseiden syntymisen syytä olisi voinut arvioida. 31
34 Kuva 32. Lävistettyjen aukkojen purseita (Selesvuo 2008) Optim 960QC Siirryttäessä uuteen materiaaliin otettiin käyttöön uusi pistin, joka vastasi aikaisemmassa testissä käytettyä pistintä. Iskun alaraja säädettiin kuten edellisellä erikoislujalla teräksellä ja testattiin edellisen kokeen tapaan materiaalilla S355. Alettaessa iskeä Optim 960QC - terästä ei pistin mennytkään materiaalista läpi, vaan kone pysähtyi iskutilanteeseen ja mitään hälytystä ei tullut. Normaalitilanteessa pistimen juuttuessa puskin palaa ylös ja jos työkalu ei seuraa mukana, tulee hälytys. Nyt levyyn tuli vain pieni alkuleikkautuma (kuva 33) ja pistin palasi normaalisti ylös. Leikkautuminen oli lähtenyt etenemään pistimen Roof Topin kohdalta, mutta leikkautumisen eteneminen on keskeytynyt varsin pian. (Selesvuo 2008.) 32
35 Kuva 33. Iskujälki levyn ylä- ja alapuolelta (Selesvuo 2008). Epäonnistuneen lävistysyrityksen jälkeen koe päätettiin keskeyttää. Syynä keskeytykseen olivat vaara koneen rikkoutumisesta ja uhka pistimen juuttumiselle kiinni reikään niin tiukasti, että sen irrottamiseksi olisi koko työkalupesä pitänyt purkaa irti. (Selesvuo 2008.) 6 JOHTOPÄÄTÖKSET Lävistystestien perusteella Raex 400 -teräs ja samalla Optim 1100 QC -teräs 3 mm:n paksuisena soveltuu hyvin lävistettäväksi, kun työkaluna on pyöreä Heavy Duty Roof Top -työkalu, joka on pinnoitettu. Työkalujen todettiin kestävän yli 1500 iskua ilman uudelleenhiontatarvetta. Roof Top -mallisen työkalun todettiin soveltuvan erikoislujien terästen lävistämiseen hyvin, koska sillä saadaan 3 mm:n materiaalilla pudotettua tarvittavaa leikkausvoimaa n. 25 %. Työkalunvalmistajien suurin epäily kohdistui työkalujen kestämiseen, mutta työkalut kestivät murtumatta testien loppuun saakka. Testin alkuvaiheessa havaitut murtokielekkeet eivät johtaneet työkalun totaaliseen murtumiseen, vaan kielekkeet kuluivat hiljalleen pois jättäen tyynyyn pienen murtuneen kohdan. Ainoa ongelma, joka erikoislujien terästen lävistämisessä havaittiin, oli levyn suuri käyristyminen lävistettäessä useita aukkoja vieri viereen. Käyristyminen johtui levyn sisäisistä jännityksistä, jotka erikoislujissa teräksissä ovat voimakkaita. Levyn käyristyminen ei kuitenkaan ole ongelma, jos tuotteeseen tulee vain muutamia reikiä. 33
36 Alun perin Optim 960 QC 6 mm:n materiaalille laskettiin n. 256 kn:n voimantarve, mutta todellisuudessa lävistysvoimaa on tarvittu yli 300 kn, sillä aukkoa ei saatu lävistettyä teräkseen. Optim 960 QC -teräksen leikkautumattomuuteen voivat olla syynä joko leikkausvoiman laskemiseen käytetty vääränlainen kaava, pistimen Roof Top -kulman vääränlainen viiste tai testeissä käytetyn levytyökeskuksen väärin ilmoitettu maksimilävistysvoima. Roof Top -työkalun käyttö vähentää leikkausvoiman tarvetta 6 mm:n aineenpaksuudella n. 10 %. Todennäköisesti ongelma on kaavassa, joka olettaa leikkauslujuuden olevan puolet murtolujuudesta, kun todellisuudessa leikkausmurtolujuus voi olla % murtolujuudesta. Lisäksi testatun materiaalin murtolujuus oli materiaalille annettua keskimääräistä murtolujuutta hieman suurempi, jolloin materiaalin vaatima lävistysvoima oli suurempi kuin etukäteen laskettuna. Alun perin testaukseen kaavaillut 2 mm ja 5 mm paksuudet olisivat luultavasti sopineet paremmin testattaviksi, sillä nämä paksuudet vaativat paljon pienemmät lävistysvoimat. 3 mm:n Raex 400 -teräksestä kuitenkin saatiin onnistuneet testitulokset, mikä osoittaa, että erikoislujien terästen lävistäminen on mahdollista, kun käytettävät työkalut valitaan oikein. Tehtyjen lävistystestien perusteella voisi arvioida erikoislujien terästen maksimipaksuuden lävistämiseen olevan noin 5 mm kun materiaalin murtolujuus on MPa ja noin 4 mm murtolujuuden ollessa MPa. Jotta maksimipaksuuksista voitaisiin olla täysin varmoja, tulisi kyseisten materiaalinpaksuuksien lävistämistä kokeilla. Muita mahdollisia jatkotutkimuskohteita voisivat lisäksi olla levyn käyristymiseen ja aukkojen purseisiin liittyvät seikat. 7 YHTEENVETO Levytyökeskuksiin on saatavilla useita erilaisia työkaluja, joiden valinta korostuu erityisesti erikoislujia teräksiä lävistettäessä. Erikoislujien teräksien lävistämisessä tulee ottaa huomioon niin työkalun muoto, pinnoitus, materiaali kuin leikkausvälikin. Työkalun muodolla voidaan vaikuttaa leikkausvoiman suuruuteen sekä jätepalan nousun estämiseen kun taas pinnoitteella voidaan vaikuttaa siihen, että työkalu kestää eikä tartu kiinni 34
37 lävistettävään materiaaliin. Erikoislujia teräksiä lävistettäessä tulee työkalujen materiaalin olla sitkeää, jotta työkalut eivät murtuisi lävistämistapahtuman suurten voimien johdosta. Lisäksi leikkausvälin tulee erikoislujille teräksille olla suurempi kuin normaaleille teräksille, jolloin työkalujen kestoikää pidentyy ja leikkaukseen tarvittavat voimat pienenevät. Erikoislujien terästen lävistäminen levytyökeskuksella on mahdollista, mutta lävistystä tehdessä on syytä kiinnittää huomiota työkalujen mahdolliseen kulumiseen. Erityisesti kannattaa tarkkailla työkalujen reunojen terävyyttä, sillä työkalujen tylsyessä paljon vaaditaan enemmän leikkausvoimaa. Lävistettäessä erikoislujia teräksiä on materiaalin paksuudella hyvin suuri merkitys, sillä tarvittavat lävistysvoimat ovat sitä suuremmat, mitä paksumpi materiaali on. Optim 960QC -teräksen lävistäminen 6 mm:n paksuisena ei onnistunut lävistyskokeessa, mutta mitä luultavimmin saman materiaalin lävistäminen 5 mm paksuna olisi onnistunut. Lujemman Raex 400 -teräksen lävistäminen onnistui puolestaan hyvin 3 mm paksuiselle levylle. 35
38 LÄHTEET Aaltonen, K. & Andersson, P. & Kauppinen, V., Levytyö- ja työvälinetekniikat. 1. painos. Porvoo, WSOY. 264s. Ama-Prom Finland Oy. [Amadan www-sivut.] [Viitattu ] Saatavissa: < Finn-Power Oy. [Finn-Powerin www-sivut.] [Viitattu ] Saatavissa: < Haikola, T., DIARC-timanttipinnoite levytyökaluissa. Ohutlevy 2/1998, s Ihalainen, E. & Aaltonen, K. & Aromäki, M. & Sihvonen, P., Valmistustekniikka. 10. painos. Helsinki, Hakapaino Oy. 478s. Mate Precision Tooling. [Maten www-sivut.] [Päivitetty ] [Viitattu ] Saatavissa: < Card.pdf> Mate Precision Tooling. [Maten www-sivut.] [Päivitetty ] [Viitattu ] Saatavissa: < Mate Precision Tooling & Euromac, High Performance Tooling Systems for Euromac Presses. [Verkkodokumentti.] Saatavissa: < Mate Precision Tooling, Ultra-järjestelmä. [Sähköinen dokumentti.] Mattila, T. & Selesvuo, J., Levytyökeskuksessa tarvittavat lävistysvoimat eri levymateriaaleilla ja levynvahvuuksilla. Lappeenrannan teknillinen yliopisto. 22 s. 36
39 Ruukki, Rautaruukki oyj. [Ruukin www-sivut.] [Viitattu ] Saatavissa: < 07DF8/$File/Mekaaninen%20leikkaus_HR_ _FI.pdf?openElement> Ryhänen, K., henkilökohtainen tiedonanto sähköpostitse Vastaanottaja Havas Taru. Selesvuo, J Rautaruukin erikoislujien terästen lävistämisraportti. Sundberg, K., henkilökohtainen tiedonanto sähköpostitse Vastaanottaja Selesvuo Jari. Tervakangas, S. & Haikola, T., Uusi mikrovoiteleva DIARC MICLUB pinnoite levytyökaluihin. Ohutlevy 2/2005, s Trumpf Group. [Trumpfin www-sivut.] [Viitattu ] Saatavissa: < Töyrä, I. & Vaurio, M. & Taijonlahti, J., Levytyökeskusten rakenne, käyttö ja ohjelmointi. MET, Tekninen tiedotus 9/ s. Varis, J., Levytyötekniikka [Luentomoniste]. Lappeenrannan teknillinen yliopisto, Digipaino. 403s. Vimpari, J. Henkilökohtainen tiedonanto palaverissa Wilson Tool International, Turret Tooling Maintenance Manual for Finn-Power Machines. Käyttäjän opas. 66s. 37
40 LIITE I Maksimipaksuudet materiaalille lävistettäessä levytyökeskuksella (Wilson 1997, 65). Range Style Max Material [mm] A Station Metric 3,8 Standard 3,8 Series 90 3,8 Series 90 ABS 3,8 Heavy Duty 6,0 Series 90 Heavy Duty 6,3 Series 90 Heavy Duty ABS 6,3 Series 90 WLS 3,8 B Station Metric 6,3 Drop-In 6,3 Standard 6,3 Series 90 6,3 Series 90 ABS 6,3 Heavy Duty 7,0 Series 90 WLS 6,3 2 Station Old Style 9,5 Series 80 Plus 9,5 Series 90 9,5 Series 90 Heavy Duty Style 12,7 Series 90 ABS 9,5 Series 90 WLS 9,5 Concept 2 9,5 3 ½ Station Old Style 9,5 Series 80 Plus 9,5 Series 90 9,5 Series 90 ABS 9,5 Series 90 WLS 9,5 Concept 2 9,5 38
.")
41 Maten ohjearvot kokonaisvälille (Mate 2002). LIITE II 39
42 40
43 LIITE III Lävistysvoima [kn] Lävistysvoimat Optim 960 QC ja Raex Työkalun halkaisija [mm] Optim 960QC, 6 mm Raex 400, 3 mm 41
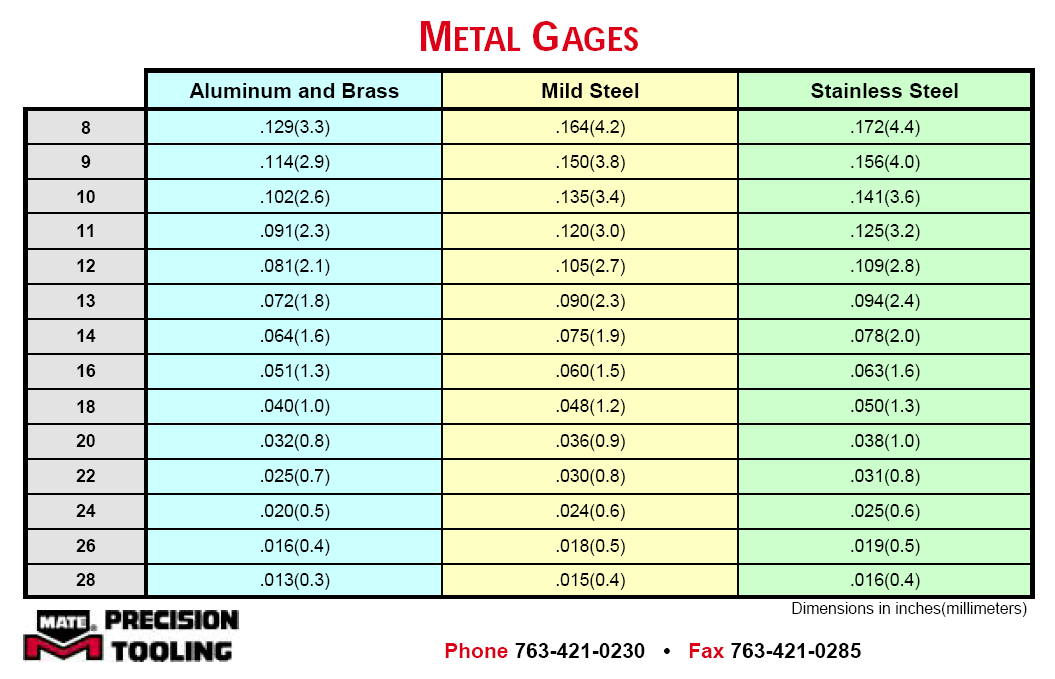
KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Mekaaninen leikkaus
 KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Mekaaninen leikkaus www.ruukki.fi Lujien terästen leikkaamiseen suositellaan suorateräistä leikkaamista, joka yleensä on saksimainen leikkausmenetelmä. Erityisesti teräslajien
KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Mekaaninen leikkaus www.ruukki.fi Lujien terästen leikkaamiseen suositellaan suorateräistä leikkaamista, joka yleensä on saksimainen leikkausmenetelmä. Erityisesti teräslajien
Ultralujien terästen konepajakäytettävyys
 Särmättävyyden ja lastuttavuuden tutkiminen Oulun yliopisto Tutkimuksen sisältö tutkii ja kehittää yhteistyössä teräksenvalmistajien kanssa lujia kuumavalssattuja teräksiä keskittyen niiden särmättävyyteen,
Särmättävyyden ja lastuttavuuden tutkiminen Oulun yliopisto Tutkimuksen sisältö tutkii ja kehittää yhteistyössä teräksenvalmistajien kanssa lujia kuumavalssattuja teräksiä keskittyen niiden särmättävyyteen,
SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET
 www.ruukki.fi SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Johdanto Raex on erinomaisen kova ja luja kulutusteräs, jota toimitamme karkaistuna nauhalevynä
www.ruukki.fi SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Johdanto Raex on erinomaisen kova ja luja kulutusteräs, jota toimitamme karkaistuna nauhalevynä
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
Fiskars Boordilävistäjä
 Fiskars Boordilävistäjä Paperi on helppo kohdistaa oikeaan kohtaan boordilävistäjän apuviivojen avulla. Suuri painike, jota on helppo käyttää. Useita eri kuviovaihtoehtoja Maksimipaperinpaksuus 180 g,
Fiskars Boordilävistäjä Paperi on helppo kohdistaa oikeaan kohtaan boordilävistäjän apuviivojen avulla. Suuri painike, jota on helppo käyttää. Useita eri kuviovaihtoehtoja Maksimipaperinpaksuus 180 g,
Ohutlevymateriaalien korroosio merivesiolosuhteissa
 Ohutlevymateriaalien korroosio merivesiolosuhteissa Ohutlevypäivät Esittely - korroosiotutkimukset Hanke WP 1 Materiaalit Korroosiotestaukset Testitulokset Mitä vielä tutkitaan Mitä olisi kiinnostava tutkia
Ohutlevymateriaalien korroosio merivesiolosuhteissa Ohutlevypäivät Esittely - korroosiotutkimukset Hanke WP 1 Materiaalit Korroosiotestaukset Testitulokset Mitä vielä tutkitaan Mitä olisi kiinnostava tutkia
Teräsrakenteiden palosuojaus
 Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Teräsrakenteiden palosuojaus
 PROMATECT -H Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT -H PROMATECT-H on palonkestävä levy, jolla voidaan suojata teräs- ja betonirakenteita kosteudelle altistuvissa ympäristöissä PROMATECT-H-levyjä
PROMATECT -H Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT -H PROMATECT-H on palonkestävä levy, jolla voidaan suojata teräs- ja betonirakenteita kosteudelle altistuvissa ympäristöissä PROMATECT-H-levyjä
Padat ja kattilat. Profi Line -kannelliset teräskattilat. Profi Line - korkea kannellinen kattila. Profi Line -puolikorkea
 Padat ja kattilat Profi Line -kannelliset teräskattilat Profi Line -kannelliset teräskattilat 831 007 832 004 830 000 ruostumaton teräs 304 alumiini 5 ruostumaton teräs 430, min. 0,5 Profi Line - korkea
Padat ja kattilat Profi Line -kannelliset teräskattilat Profi Line -kannelliset teräskattilat 831 007 832 004 830 000 ruostumaton teräs 304 alumiini 5 ruostumaton teräs 430, min. 0,5 Profi Line - korkea
FAVORIT. FAVORIT_GUARANT_FY13_FI.indd 1 8.8.2012 9:13:13
 FAVORIT FAVORIT_GUARANT_FY13_FI.indd 1 8.8.2012 9:13:13 Päivittäinen käyttö vaatii ruoanlaittoastioilta paljon. FAVORIT on korkealaatuinen ruoanlaittoastiasarja. Sarjan tuotteet testataan huolellisesti,
FAVORIT FAVORIT_GUARANT_FY13_FI.indd 1 8.8.2012 9:13:13 Päivittäinen käyttö vaatii ruoanlaittoastioilta paljon. FAVORIT on korkealaatuinen ruoanlaittoastiasarja. Sarjan tuotteet testataan huolellisesti,
PANK-2206. Menetelmä soveltuu ainoastaan kairasydännäytteille, joiden halkaisija on 32-62 mm.
 PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
PANK-2206 KIVIAINES, PISTEKUORMITUSINDEKSI sivu 1/6 PANK Kiviainekset, lujuus- ja muoto-ominaisuudet PISTEKUORMITUSINDEKSI PANK-2206 PÄÄLLYSTEALAN NEUVOTTELUKUNTA 1. MENETELMÄN TARKOITUS Hyväksytty: Korvaa
Green Means -esimerkkejä. Prima Power Green Means kestävästi tuottavaa tulevaisuutta
 Prima Power Green Means kestävästi tuottavaa tulevaisuutta Prima Power -tuoteohjelman jatkuvalla kehittämisellä on pitkät perinteet. Päämäärinä ovat olleet suurempi joustavuus ja parempi käyttötalous,
Prima Power Green Means kestävästi tuottavaa tulevaisuutta Prima Power -tuoteohjelman jatkuvalla kehittämisellä on pitkät perinteet. Päämäärinä ovat olleet suurempi joustavuus ja parempi käyttötalous,
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
www.ruukki.fi KONEISTUS KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Tämä esite sisältää kuumavalsssattujen terästee koneistustietoa seuraavista työstömenetelmistä: poraus kierteitys sahaus jyrsintä ja sorvaus
Kalustelevyjen pinnoitusmateriaalien kulutuskestävyyden määritys käyttäen standardia
 0 TESTI RAPORTTI 24.11.2017 Version 0.0.2 Kalustelevyjen pinnoitusmateriaalien kulutuskestävyyden määritys käyttäen standardia ENV 13696:2000 Puu ja parkettilattiat Kimmoisuuden ja kulutuskestävyyden määritysmenetelmä
0 TESTI RAPORTTI 24.11.2017 Version 0.0.2 Kalustelevyjen pinnoitusmateriaalien kulutuskestävyyden määritys käyttäen standardia ENV 13696:2000 Puu ja parkettilattiat Kimmoisuuden ja kulutuskestävyyden määritysmenetelmä
Painamalla sivunumeroa pääset kyseiselle sivulle!!!
 Painamalla sivunumeroa pääset kyseiselle sivulle!!! 1. PISTIMET JA TYYNYT Materiaalit: HWS, HSS, HM Pistin muoto D (DIN 9861) sivu 1-1 Pistin muoto C (DIN 9861) sivu 1- Pistin muoto CD, CC, CK, CO, CR
Painamalla sivunumeroa pääset kyseiselle sivulle!!! 1. PISTIMET JA TYYNYT Materiaalit: HWS, HSS, HM Pistin muoto D (DIN 9861) sivu 1-1 Pistin muoto C (DIN 9861) sivu 1- Pistin muoto CD, CC, CK, CO, CR
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT. Copyright Isto Jokinen. Käyttö opetuksessa tekijän luvalla
 METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
METALLITUOTTEIDEN MAALAUS MAALATTAVAT METALLIT 1 YLEISIMMÄT MAALATTAVAT METALLIT 1. Kylmävalssattu teräs 2. Kuumavalssattu teräs 3. Sinkitty teräs 4. Valurauta 5. Alumiini Myös ruostumatonta terästä, anodisoitua
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä
 TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
TESTAUSSELOSTE Nro VTT S 10713 08 8.12.2008. JOKKE parvekelasien tuulenpaineen, pysty ja vaakasuoran pistekuorman sekä iskunkestävyyden määrittäminen
 TESTAUSSELOSTE Nro VTT S 10713 08 8.12.2008 JOKKE parvekelasien tuulenpaineen, pysty ja vaakasuoran pistekuorman sekä iskunkestävyyden määrittäminen Tilaaja: Kelosta Oy TESTAUSSELOSTE NRO VTT S 10713 08
TESTAUSSELOSTE Nro VTT S 10713 08 8.12.2008 JOKKE parvekelasien tuulenpaineen, pysty ja vaakasuoran pistekuorman sekä iskunkestävyyden määrittäminen Tilaaja: Kelosta Oy TESTAUSSELOSTE NRO VTT S 10713 08
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA
 KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN
 RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN KAIKKEEN KULUMISEEN KAIKISSA OLOSUHTEISSA Raex-teräs on kehitetty kulumiselle alttiisiin teräsrakenteisiin. Raexteräksen ominaisuudet voivat pidentää koneiden
RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN KAIKKEEN KULUMISEEN KAIKISSA OLOSUHTEISSA Raex-teräs on kehitetty kulumiselle alttiisiin teräsrakenteisiin. Raexteräksen ominaisuudet voivat pidentää koneiden
IKEA 365+ -ruoanlaittoastiat
 IKEA 365+ -ruoanlaittoastiat Päivittäinen käyttö vaatii ruoanlaittoastioilta paljon. Ruostumattomasta teräksestä valmistetut IKEA 365+ -ruoanlaittoastiat on tarkoin testattu, jotta voisimme olla varmoja,
IKEA 365+ -ruoanlaittoastiat Päivittäinen käyttö vaatii ruoanlaittoastioilta paljon. Ruostumattomasta teräksestä valmistetut IKEA 365+ -ruoanlaittoastiat on tarkoin testattu, jotta voisimme olla varmoja,
Vastaanottaja Helsingin kaupunki. Asiakirjatyyppi Selvitys. Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS
 Vastaanottaja Helsingin kaupunki Asiakirjatyyppi Selvitys Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS VUOSAAREN SILTA KANTAVUUSSELVITYS Päivämäärä 30/10/2014 Laatija Tarkastaja Kuvaus Heini
Vastaanottaja Helsingin kaupunki Asiakirjatyyppi Selvitys Päivämäärä 30.10.2014 VUOSAAREN SILTA KANTAVUUSSELVITYS VUOSAAREN SILTA KANTAVUUSSELVITYS Päivämäärä 30/10/2014 Laatija Tarkastaja Kuvaus Heini
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
MEKAANINEN AINEENKOETUS
 MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.
![Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.](/thumbs/51/28694845.jpg "Harjoitus 1. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016. Tehtävä 1 Selitä käsitteet kohdissa [a), b)] ja laske c) kohdan tehtävä.") Kotitehtävät palautetaan viimeistään keskiviikkona 2.3. ennen luentojen alkua eli klo 14:00 mennessä puiseen kyyhkyslakkaan, jonka numero on 9. Arvostellut kotitehtäväpaperit palautetaan laskutuvassa.
Kotitehtävät palautetaan viimeistään keskiviikkona 2.3. ennen luentojen alkua eli klo 14:00 mennessä puiseen kyyhkyslakkaan, jonka numero on 9. Arvostellut kotitehtäväpaperit palautetaan laskutuvassa.
Diplomityö: RD-paaluseinän kiertojäykkyys ja vesitiiveys paalun ja kallion rajapinnassa
 Diplomityö: RD-paaluseinän kiertojäykkyys ja vesitiiveys paalun ja kallion rajapinnassa Leo-Ville Miettinen Nuorempi suunnittelija Finnmap Consulting Oy, Part of Sweco Työn rahoittaja: Ruukki Esityksen
Diplomityö: RD-paaluseinän kiertojäykkyys ja vesitiiveys paalun ja kallion rajapinnassa Leo-Ville Miettinen Nuorempi suunnittelija Finnmap Consulting Oy, Part of Sweco Työn rahoittaja: Ruukki Esityksen
OMAX VESILEIKKUUMATERIAALIT
 OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
OMAX VESILEIKKUUMATERIAALIT OMAX vesileikkuujärjestelmät voivat leikata laajalti erilaisia materiaaleja. Hioma-aineella varustetut vesileikkurit voivat käytännössä leikata kaikkia materiaaleja, sisältäen
KÄSISAHAT 2010 www.magnum-tools.com
 www.manum-tools.com Puulla on Suomessa pitkät perinteet rakentamisen ja teollisuuden raaka-aineena. Puu on edelleen ainutlaatuinen luonnonmateriaali, joka sopii moniin käyttökohteisiin. isäksi puun työstäminen
www.manum-tools.com Puulla on Suomessa pitkät perinteet rakentamisen ja teollisuuden raaka-aineena. Puu on edelleen ainutlaatuinen luonnonmateriaali, joka sopii moniin käyttökohteisiin. isäksi puun työstäminen
UUTUUDET
 UUTUUDET 2018 www.magnum-tools.com 2 Uutuudet 2018 Vetoniittipihdit MG-200 Todella pienikokoiset ja tukevat vetoniittipihdit kevyeen niittaukseen Kolmella leualla varustettu erittäin varmatoiminen vetomekanismi
UUTUUDET 2018 www.magnum-tools.com 2 Uutuudet 2018 Vetoniittipihdit MG-200 Todella pienikokoiset ja tukevat vetoniittipihdit kevyeen niittaukseen Kolmella leualla varustettu erittäin varmatoiminen vetomekanismi
Putkenhiomakoneet & putkenpaanmuotoilijat
 Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
Putkenhiomakoneet & putkenpaanmuotoilijat Putkenhiomakoneet ALMI putkihiomakoneet tarjoavat lisäarvoa turvallisuuden kautta; virheettömyyttä, tarkkuutta ja nopeasti muokattavia putkia. Almi koneita myydään
10. Jännitysten ja muodonmuutosten yhteys; vaurioteoriat
 TAVOITTEET Esitetään vastaavalla tavalla kuin jännitystilan yhteydessä venymätilan muunnosyhtälöt Kehitetään materiaaliparametrien yhteyksiä; yleistetty Hooken laki Esitetään vaurioteoriat, joilla normaali-
TAVOITTEET Esitetään vastaavalla tavalla kuin jännitystilan yhteydessä venymätilan muunnosyhtälöt Kehitetään materiaaliparametrien yhteyksiä; yleistetty Hooken laki Esitetään vaurioteoriat, joilla normaali-
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
Diplomi-insinööri- ja arkkitehtikoulutuksen yhteisvalinta 2017 Insinöörivalinnan matematiikan koe , Ratkaisut (Sarja A)
") Diplomi-insinööri- ja arkkitehtikoulutuksen yhteisvalinta 017 Insinöörivalinnan matematiikan koe 30..017, Ratkaisut (Sarja A) 1. a) Lukujen 9, 0, 3 ja x keskiarvo on. Määritä x. (1 p.) b) Mitkä reaaliluvut
Diplomi-insinööri- ja arkkitehtikoulutuksen yhteisvalinta 017 Insinöörivalinnan matematiikan koe 30..017, Ratkaisut (Sarja A) 1. a) Lukujen 9, 0, 3 ja x keskiarvo on. Määritä x. (1 p.) b) Mitkä reaaliluvut
Kuva 104. Kehysten muotoilu. Kuva 105. Kehässä hiekkalistat
 10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
10. Kaavauskehykset Raimo Keskinen, Pekka Niemi Tampereen ammattiopisto Kaavauskehysten päätehtävä on pitää sullottu muotti koossa. Muotin muodostaa useimmiten kaksi päällekkäin olevaa kehystä, joiden
Ama-Prom Finland Oy ei vastaa mahdollisista virheistä. Oikeudet muutoksiin pidätetään.
 3 Amada 4 Amanit-pinnoite 5 Työkalujen turvallisuus 6 Yläterät 26 ja 35 7 Yläterät 30 8 Yläterät 45 9 Amada Promecam teräkiinnityksen mittapiirros 9 Yläterät 60 10 Yläterät 88 11 Yläterät 90 15 Puolipyöreät
3 Amada 4 Amanit-pinnoite 5 Työkalujen turvallisuus 6 Yläterät 26 ja 35 7 Yläterät 30 8 Yläterät 45 9 Amada Promecam teräkiinnityksen mittapiirros 9 Yläterät 60 10 Yläterät 88 11 Yläterät 90 15 Puolipyöreät
Tartuntakierteiden veto- ja leikkauskapasiteettien
 TUTKIMUSSELOSTUS Nro RTE3261/4 8..4 Tartuntakierteiden veto- ja leikkauskapasiteettien mittausarvojen määritys Tilaaja: Salon Tukituote Oy VTT RAKENNUS- JA YHDYSKUNTATEKNIIKKA TUTKIMUSSELOSTUS NRO RTE3261/4
TUTKIMUSSELOSTUS Nro RTE3261/4 8..4 Tartuntakierteiden veto- ja leikkauskapasiteettien mittausarvojen määritys Tilaaja: Salon Tukituote Oy VTT RAKENNUS- JA YHDYSKUNTATEKNIIKKA TUTKIMUSSELOSTUS NRO RTE3261/4
IKEA ruoanlaittoastiat
 IKEA 365+ -ruoanlaittoastiat IKEA365_GUARANT_FY13_FI.indd 1 8.8.2012 9:17:29 Päivittäinen käyttö vaatii ruoanlaittoastioilta paljon. Ruostumattomasta teräksestä valmistetut IKEA 365+ -ruoanlaittoastiat
IKEA 365+ -ruoanlaittoastiat IKEA365_GUARANT_FY13_FI.indd 1 8.8.2012 9:17:29 Päivittäinen käyttö vaatii ruoanlaittoastioilta paljon. Ruostumattomasta teräksestä valmistetut IKEA 365+ -ruoanlaittoastiat
POWER WITH HYDRAULICS
 POWER WITH HYDRAULICS PELASTUSKALUSTO REHOBOT Hydraulics on ruotsalainen 1900-luvun alussa perustettu korkeapainehydraulisiin tuotteisiin erikoistunut yritys. Yrityksen tuotteet ovat tunnettuja korkeasta
POWER WITH HYDRAULICS PELASTUSKALUSTO REHOBOT Hydraulics on ruotsalainen 1900-luvun alussa perustettu korkeapainehydraulisiin tuotteisiin erikoistunut yritys. Yrityksen tuotteet ovat tunnettuja korkeasta
Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi?
 1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT
 LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT Lappeenrannassa
LAPPEENRANNAN TEKNILLINEN YLIOPISTO Teknillinen tiedekunta LUT Kone BK10A0401 Kandidaatintyö ja seminaari S960-TERÄKSEN HITSAUSLIITOKSEN LEIKKAUSKESTÄVYYS SHEARING STRENGTH OF S960 WELD JOINT Lappeenrannassa
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
PURISTUS. Mallien määrä. Kapasiteetti mm. Tyyppi. Sivu
 Puristustyökalut Alkuasentoon palautus varmistaa aina saman luotettavan, vedenpitävän liitoksen. Tuottavat erinomaista laatua ja kestävyyttä tukena RIDGIDin elinikäinen takuu. Mallien määrä Kapasiteetti
Puristustyökalut Alkuasentoon palautus varmistaa aina saman luotettavan, vedenpitävän liitoksen. Tuottavat erinomaista laatua ja kestävyyttä tukena RIDGIDin elinikäinen takuu. Mallien määrä Kapasiteetti
Kuva 2. Lankasahauksen periaate.
 Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Lankasahaus Tampereen teknillinen yliopisto Tuula Höök Lankasahaus perustuu samaan periaatteeseen kuin uppokipinätyöstökin. Kaikissa kipinätyöstömenetelmissä työstötapahtuman peruselementit ovat kipinätyöstöneste,
Saab. 900 Asennusohje MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE. SITdefault. Suksien-/lumilaudanpitimet
 SCdefault 900 Asennusohje SITdefault Suksien-/lumilaudanpitimet MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE Accessories Part No. Group Date Instruction Part No.
SCdefault 900 Asennusohje SITdefault Suksien-/lumilaudanpitimet MONTERINGSANVISNING INSTALLATION INSTRUCTIONS MONTAGEANLEITUNG INSTRUCTIONS DE MONTAGE Accessories Part No. Group Date Instruction Part No.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
PROMATECT -200 Teräsrakenteiden palosuojaus
 PROMATECT -00 Teräsrakenteiden palosuojaus Vers. 0-06 PROMATECT -00 PROMATECT -00 on palamaton levy teräsrakenteiden suojaukseen kuivassa tilassa. PROMATECT -00 on valmistettu kasiumsilikaatin ja kipsimassan
PROMATECT -00 Teräsrakenteiden palosuojaus Vers. 0-06 PROMATECT -00 PROMATECT -00 on palamaton levy teräsrakenteiden suojaukseen kuivassa tilassa. PROMATECT -00 on valmistettu kasiumsilikaatin ja kipsimassan
Ennen asennuksen aloittamista:
 Asennusopas Asennusopas Ennen asennuksen aloittamista: 1. Ennen asennuksen aloittamista varmistu että olet hankkinut oikean lukkopesän, joka sopii lukkoon. Yleisesti käytössä oleviin oviin oikeat lukkopesät
Asennusopas Asennusopas Ennen asennuksen aloittamista: 1. Ennen asennuksen aloittamista varmistu että olet hankkinut oikean lukkopesän, joka sopii lukkoon. Yleisesti käytössä oleviin oviin oikeat lukkopesät
OMEGA kovametalliviilat
 02/09 7 OMEGA haastus 7 Myös AlTiN pinnoituksella Valmistusmaa USA OMEGA kovametalliviilat Varret Ø ja Ø Käytettävä suojalaseja suojalaseja UUDENLAINEN SYVÄ HIONTA HAMPAAN PROFIILI UUSITTU TEHOKAS JA AGRESSIIVINEN
02/09 7 OMEGA haastus 7 Myös AlTiN pinnoituksella Valmistusmaa USA OMEGA kovametalliviilat Varret Ø ja Ø Käytettävä suojalaseja suojalaseja UUDENLAINEN SYVÄ HIONTA HAMPAAN PROFIILI UUSITTU TEHOKAS JA AGRESSIIVINEN
Moottorin takakansi, tiiviste, ruuvi ja käynnistinakseli
 RAKENNUSOHJE Moottorin takakansi, tiiviste, ruuvi ja käynnistinakseli 295 Lehden nro 69 mukana sait seitsemän uutta osaa, jotka kuuluvat mittakaavan 1:7 F2007 autosi GX-21-moottorin mekaaniseen kokonaisuuteen.
RAKENNUSOHJE Moottorin takakansi, tiiviste, ruuvi ja käynnistinakseli 295 Lehden nro 69 mukana sait seitsemän uutta osaa, jotka kuuluvat mittakaavan 1:7 F2007 autosi GX-21-moottorin mekaaniseen kokonaisuuteen.
miksi valita Slice turvaveitsi?
 award-winning cutting tools miksi valita Slice turvaveitsi? maailman johtavien merkkien suosima yli puolet Fortune 1000 -yrityksistä käyttää Slice leikkureita monipuolinen ja turvallinen käytössä lukemattomilla
award-winning cutting tools miksi valita Slice turvaveitsi? maailman johtavien merkkien suosima yli puolet Fortune 1000 -yrityksistä käyttää Slice leikkureita monipuolinen ja turvallinen käytössä lukemattomilla
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
Jänneterästen katkeamisen syyn selvitys
 1 (3) Tilaaja Onnettomuustutkintakeskus, Kai Valonen, Sörnäisten rantatie 33C, 00500 Helsinki Tilaus Sähköpostiviesti Kai Valonen 4.12.2012. Yhteyshenkilö VTT:ssä Johtava tutkija Jorma Salonen VTT, PL
1 (3) Tilaaja Onnettomuustutkintakeskus, Kai Valonen, Sörnäisten rantatie 33C, 00500 Helsinki Tilaus Sähköpostiviesti Kai Valonen 4.12.2012. Yhteyshenkilö VTT:ssä Johtava tutkija Jorma Salonen VTT, PL
Betonikivien soveltuvuus ajoneuvoliikennealueille
 Betonikivien soveltuvuus ajoneuvoliikennealueille Betonikiviä on käytetty Suomessa päällystämiseen jo 1970-luvulta lähtien. Niiden käyttöä perusteltiin muun muassa asfalttia paremmalla kulutuskestävyydellä,
Betonikivien soveltuvuus ajoneuvoliikennealueille Betonikiviä on käytetty Suomessa päällystämiseen jo 1970-luvulta lähtien. Niiden käyttöä perusteltiin muun muassa asfalttia paremmalla kulutuskestävyydellä,
UPOTUS, PURSEENPOISTO JA AVENTIMET
 UPOTUS, PURSEENPOISTO JA AVENTIMET UOP GRATTEC: WANCO: KOPAL: Kärkiupottimet Purseenpoistotyökalut Kiilauratyöntöaventimet Viisteytys- ja purseenpoistotyökalut G HEULE: Upotus poraus viisteet purseenpoisto
UPOTUS, PURSEENPOISTO JA AVENTIMET UOP GRATTEC: WANCO: KOPAL: Kärkiupottimet Purseenpoistotyökalut Kiilauratyöntöaventimet Viisteytys- ja purseenpoistotyökalut G HEULE: Upotus poraus viisteet purseenpoisto
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
Uudet tuotteet
 Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Uudet tuotteet 2017.1 SISÄLTÖ KOVAMETALLIPORAT 4 5 5 Force X Uusi valikoima monipuolisia poria R6011 Kovametalli NC-keskiöporat R7131 Kovametalli porrasporat kierteille SUURTEHO KOVAMETALLIPORAT VAIHDETTAVALLA
Pieliohjeet taitto-oville
 Pieliohjeet taitto-oville Taitto-ovet myydään yleensä asennettuna valmiiseen ovenpieleen. Tarvittaessa tarjoamme avaimet käteen -palvelun, jolloin teemme pielityöt alusta loppuun itse. Ovissamme ei ole
Pieliohjeet taitto-oville Taitto-ovet myydään yleensä asennettuna valmiiseen ovenpieleen. Tarvittaessa tarjoamme avaimet käteen -palvelun, jolloin teemme pielityöt alusta loppuun itse. Ovissamme ei ole
Pakollinen testi: U-arvo
 ULKO-OVIEN 1/11 Ulko-ovien CE-testit Pakollinen testi: U-arvo...1 Pakollinen testi: Ilmanläpäisevyys...2 Pakollinen testi: Vesitiiviys...3 Pakollinen testi: Tuulenpaineen kestävyys...4 Pakollinen testi:
ULKO-OVIEN 1/11 Ulko-ovien CE-testit Pakollinen testi: U-arvo...1 Pakollinen testi: Ilmanläpäisevyys...2 Pakollinen testi: Vesitiiviys...3 Pakollinen testi: Tuulenpaineen kestävyys...4 Pakollinen testi:
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita
 Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
Työkalujen Laserkorjauspinnoitus
 Työkalujen Laserkorjauspinnoitus Laser Workshop 2008, Nivala Markku Keskitalo Oulun yliopiston Oulun Eteläisen instituutin elektroniikan mekaniikan ja metallin tutkimusryhmä Työkalujen laserpinnoitus Kuluneiden
Työkalujen Laserkorjauspinnoitus Laser Workshop 2008, Nivala Markku Keskitalo Oulun yliopiston Oulun Eteläisen instituutin elektroniikan mekaniikan ja metallin tutkimusryhmä Työkalujen laserpinnoitus Kuluneiden
Kopadi Oy - Timanttilaikat ammattikäyttöön
 Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Kopadi Oy - Timanttilaikat ammattikäyttöön Toisen sukupolven KX-SARJAN timanttisegmenttien valmistuksessa on käytetty uusinta KX-teknologiaa, jossa timanttihiukkaset ovat tasaisena rivistönä sideaineessa.
Järvitesti Ympäristöteknologia T571SA 7.5.2013
 Hans Laihia Mika Tuukkanen 1 LASKENNALLISET JA TILASTOLLISET MENETELMÄT Järvitesti Ympäristöteknologia T571SA 7.5.2013 Sarkola Eino JÄRVITESTI Johdanto Järvien kuntoa tutkitaan monenlaisilla eri menetelmillä.
Hans Laihia Mika Tuukkanen 1 LASKENNALLISET JA TILASTOLLISET MENETELMÄT Järvitesti Ympäristöteknologia T571SA 7.5.2013 Sarkola Eino JÄRVITESTI Johdanto Järvien kuntoa tutkitaan monenlaisilla eri menetelmillä.
Hitsausrailon puhtaus ja puhdistus raepuhalluksella
 Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Sivu 1/6 Hitsausrailon puhtaus ja puhdistus raepuhalluksella Kirjoittaja Seppo Koivuniemi, Finnblast Oy Hyvän tuottavuuden yhtenä kulmakivenä on tehdä kerralla oikeaa laatua niin, että korjauksia ei tarvita.
Rullauritus RULLAURITUS. Putkikoko. Mallien määrä. Tyyppi. Sivu
 Rullauritus Suunniteltu parantamaan palosprinklereiden ja muiden teollisuusasennusten nopeutta ja tehokkuutta. Laaja valikoima mekaanisia ja hydraulisia yksiköitä halkaisijaltaan jopa 24" sovelluksiin.
Rullauritus Suunniteltu parantamaan palosprinklereiden ja muiden teollisuusasennusten nopeutta ja tehokkuutta. Laaja valikoima mekaanisia ja hydraulisia yksiköitä halkaisijaltaan jopa 24" sovelluksiin.
esteittä valumaan kappaleiden ja putkien sisään eikä ilmalukkoja pääse syntymään.
 1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
1 1. Tuuletus- ja ripustusaukot Sinkittävät kappaleet tulee suunnitella siten, ettei niihin jää umpinaisia tiloja ja taskuja. Aukotuksen ansiosta sinkki pääsee virtaamaan rakenteiden sisään ja ulos, eikä
Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy , Niko Riikonen
 Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy 8.6.2018, Niko Riikonen Ruskon Betoni Oy Betonin suojaaminen erittäin aggressiivisia olosuhteita vastaan Olosuhteissa, jossa PH on
Betonituotteet kemiallista kestoa vaativiin kohteisiin Ruskon Betoni Oy 8.6.2018, Niko Riikonen Ruskon Betoni Oy Betonin suojaaminen erittäin aggressiivisia olosuhteita vastaan Olosuhteissa, jossa PH on
UDDEHOLM VANCRON 40 1 (6) Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta
 Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta") 1 (6) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta Monissa kylmätyösovelluksissa työkalut on pintakäsitelty kiinnileikkautumisen ja adhesiivisen kulumisen estämiseksi. Ennenaikaisen
1 (6) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta Monissa kylmätyösovelluksissa työkalut on pintakäsitelty kiinnileikkautumisen ja adhesiivisen kulumisen estämiseksi. Ennenaikaisen
1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4
 Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Puukot, sahat ja viilat
 Helsinki 0609 Puukot, sahat ja viilat Malminkaari 12 00700 Helsinki Postios. PL 115 00701 Helsinki p. (09) 350 11, fax (09) 350 1202 sähköposti: koivunen@koivunen.fi www.koivunen.fi Hakemisto Katkoteräveitset...5-1
Helsinki 0609 Puukot, sahat ja viilat Malminkaari 12 00700 Helsinki Postios. PL 115 00701 Helsinki p. (09) 350 11, fax (09) 350 1202 sähköposti: koivunen@koivunen.fi www.koivunen.fi Hakemisto Katkoteräveitset...5-1
MENETELMÄ POISTETTU KÄYTÖSTÄ
 Asfalttimassat ja päällysteet, päällysteominaisuudet PANK - 4203 PANK STABIILISUUS, MARSHALL-KOE PÄÄLLYSTEALAN NEUVOTTELUKUNTA Hyväksytty 15.06.1995 Korvaa menetelmän: TIE - 417 1. MENETELMÄN TARKOITUS
Asfalttimassat ja päällysteet, päällysteominaisuudet PANK - 4203 PANK STABIILISUUS, MARSHALL-KOE PÄÄLLYSTEALAN NEUVOTTELUKUNTA Hyväksytty 15.06.1995 Korvaa menetelmän: TIE - 417 1. MENETELMÄN TARKOITUS
Sähköinen vuodontarkkailu. Suomen ympäristökeskus , Perttu Juntunen
 1 Suomen ympäristökeskus 11.10.2016 Kaitos Oy Perttu Juntunen 2 Miksi sähköistä vuodontarkkailua tarvitaan 3 3 Mikään laadunvalvontajärjestelmä ei voi täysin eliminoida kalvorakenteeseen syntyviä vaurioita.
1 Suomen ympäristökeskus 11.10.2016 Kaitos Oy Perttu Juntunen 2 Miksi sähköistä vuodontarkkailua tarvitaan 3 3 Mikään laadunvalvontajärjestelmä ei voi täysin eliminoida kalvorakenteeseen syntyviä vaurioita.
KOVAMETALLITUOTTEET VOIMAKASTA KULUMISTA VASTAAN
 KOVAMETALLITUOTTEET VOIMAKASTA KULUMISTA VASTAAN KOVAMETALLITUOTTEET SUOJAAVAT TEHOKKAASTI KULUMISELTA Kestotecin kovametallituotteiden poikkeuksellisen hyvä kulutuksenkesto perustuu niiden kulutusmateriaalin,
KOVAMETALLITUOTTEET VOIMAKASTA KULUMISTA VASTAAN KOVAMETALLITUOTTEET SUOJAAVAT TEHOKKAASTI KULUMISELTA Kestotecin kovametallituotteiden poikkeuksellisen hyvä kulutuksenkesto perustuu niiden kulutusmateriaalin,
TUOTELUETTELO 2016 TUOTELUETTELO 2016
 TUOTELUETTELO 2016 TUOTELUETTELO 2016 Gjerstad Oy on vuodesta 1977 toiminut Suomalainen maarakennuskoneiden työlaitevalmistaja. Tuotteemme tunnetaan kestävyydestään ja korkeasta laadustaan kaikkialla ammattilaisten
TUOTELUETTELO 2016 TUOTELUETTELO 2016 Gjerstad Oy on vuodesta 1977 toiminut Suomalainen maarakennuskoneiden työlaitevalmistaja. Tuotteemme tunnetaan kestävyydestään ja korkeasta laadustaan kaikkialla ammattilaisten
Optim erikoisluja teräs. Nostureiden uusi sukupolvi - teoriasta käytäntöön. www.ruukki.fi
 Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
TEOLLISUUSPINNOITTEET
 TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
TEOLLISUUSPINNOITTEET VRS-POLYDRIVE 95 65 ShA 10 25 mm, Tummansininen 90 kaikki kuivat vetotelapositiot VRS-POLYDRIVE on kulutusta erittäin hyvin kestävä polyuretaanipinnoite kaikkiin kuiviin vetotelapositioihin.
LaserWorkShop 2006 OULUN ETELÄISEN INSTITUUTTI
 LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
LaserWorkShop 2006 OULUN Lasertyöst stö elektroniikan mekaniikan tuotannossa 03.04.2006 1 KAM 3D-Lasersolu Trumpf Yb:Yag Disk-laser -Hitsausoptiikka -Leikkausoptiikka (-Pinnoitusoptiikka) Motoman robotti
TYCROC SUIHKUALLAS JA LINEAARINEN LATTIAKAIVO
 TYCROC SUIHKUALLAS JA LINEAARINEN LATTIAKAIVO Tycroc suihkualtaat toimitetaan aina asianmukaisella lattiakaivolla varustettuina. Komponentit on kehitetty yhdessä käytettäväksi eivätkä sovi asennettavaksi
TYCROC SUIHKUALLAS JA LINEAARINEN LATTIAKAIVO Tycroc suihkualtaat toimitetaan aina asianmukaisella lattiakaivolla varustettuina. Komponentit on kehitetty yhdessä käytettäväksi eivätkä sovi asennettavaksi
KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus
 KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus www.ruukki.fi Ruukki toimittaa kuumavalssattuja levyjä ultraäänitarkastettuina tai muiden, erikseen sovittavien vaatimusten mukaisesti. Ultraäänitarkastuksesta
KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Ultraäänitarkastus www.ruukki.fi Ruukki toimittaa kuumavalssattuja levyjä ultraäänitarkastettuina tai muiden, erikseen sovittavien vaatimusten mukaisesti. Ultraäänitarkastuksesta
Asennusruuvien proheesiotesti
 Raportti nro: 2016-20 Tilaaja: Kingi Oy Tarjous: 2016-189 Tekijät: Tiina Vuorio, Petri Fabrin Julkaisupvm: 27.4.2016 Tiedostonimi: 2016-20_asennusruuvien_proheesiotesti.pdf Tilaajan edustaja: Jorma Kinnunen
Raportti nro: 2016-20 Tilaaja: Kingi Oy Tarjous: 2016-189 Tekijät: Tiina Vuorio, Petri Fabrin Julkaisupvm: 27.4.2016 Tiedostonimi: 2016-20_asennusruuvien_proheesiotesti.pdf Tilaajan edustaja: Jorma Kinnunen
MILWAUKEE ISKUPORAKONE M18 BPD-0
 MILWAUKEE ISKUPORAKONE M18 BPD-0 Tuotekoodi: 4933443500 Kompakti iskuporakone, vain 198 mm pitkä tekee siitä ideaalin ahtaissa tiloissa työskentelyyn Joustava akkujärjestelmä: Työkalu käy kaikkien Milwaukee
MILWAUKEE ISKUPORAKONE M18 BPD-0 Tuotekoodi: 4933443500 Kompakti iskuporakone, vain 198 mm pitkä tekee siitä ideaalin ahtaissa tiloissa työskentelyyn Joustava akkujärjestelmä: Työkalu käy kaikkien Milwaukee
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
PISTIN MUOTO D (DIN 9861)
") PISTIN MUOTO D (DIN 9861) TUOTERYHMÄ 010 0130 =1% Cr-seostettu työkaluteräs =Pikateräs Varsi 60 ± Varsi 64 ± Kanta 45 ± 5 Pistin muoto D, 5 x 71 Nr. 010 0500 071 D D1 H L 0,5 0,9 0, 71 100 0,6 1,1 0, 71
PISTIN MUOTO D (DIN 9861) TUOTERYHMÄ 010 0130 =1% Cr-seostettu työkaluteräs =Pikateräs Varsi 60 ± Varsi 64 ± Kanta 45 ± 5 Pistin muoto D, 5 x 71 Nr. 010 0500 071 D D1 H L 0,5 0,9 0, 71 100 0,6 1,1 0, 71
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
TUOTEKORTTI: RONDO L1
 TUOTEKORTTI: RONDO L1 Tuotekoodi: Rondo L1-W-Fe RR40-1,0 (tyyppi, hyötyleveys=w, materiaali, väri, ainepaksuus) kuva 1: Rondo L1 seinäliittymä, pystyleikkaus TUOTEKUVAUS Käyttötarkoitus Raaka-aineet Värit
TUOTEKORTTI: RONDO L1 Tuotekoodi: Rondo L1-W-Fe RR40-1,0 (tyyppi, hyötyleveys=w, materiaali, väri, ainepaksuus) kuva 1: Rondo L1 seinäliittymä, pystyleikkaus TUOTEKUVAUS Käyttötarkoitus Raaka-aineet Värit
LASER APPLICATION LAL LABORATORY
 LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
LASER APPLICATION LAL LABORATORY Lasertyöstön Oppimisympäristö http://pe.tut.fi/lal/esr LASERLEIKKAUS Perusteet periaate prosessit ominaispiirteet sovellusesimerkkejä Laserleikkaus Seuraavassa esitetään
AUTOTALLIOVI. www.tiivi.fi www.tiivi.fi. www.tiivi.fi
 AUTOTALLIOVI 2 Sinulle mitoitettu Jokainen talo on erilainen ja vaatii yksilöllistä kohtelua. Tiivin autotalliovet ovat helposti sovitettavissa rakennuksen viimeistely- ja julkisivutyyliin. Hankkimalla
AUTOTALLIOVI 2 Sinulle mitoitettu Jokainen talo on erilainen ja vaatii yksilöllistä kohtelua. Tiivin autotalliovet ovat helposti sovitettavissa rakennuksen viimeistely- ja julkisivutyyliin. Hankkimalla
Taivutus ja muotoilu
 Taivutus ja muotoilu Laaja valikoima erilaisiin taivutus- ja muotoilutarpeisiin. Luotettavaa laatua. Mallien Putkikoot määrä mm Sivu Putkentaivutuspihdit Putkityöt 7 5 8-4 10-18 8.2 Taivutuspihti 8 16-1
Taivutus ja muotoilu Laaja valikoima erilaisiin taivutus- ja muotoilutarpeisiin. Luotettavaa laatua. Mallien Putkikoot määrä mm Sivu Putkentaivutuspihdit Putkityöt 7 5 8-4 10-18 8.2 Taivutuspihti 8 16-1
y 2 h 2), (a) Näytä, että virtauksessa olevan fluidialkion tilavuus ei muutu.
, (a) Näytä, että virtauksessa olevan fluidialkion tilavuus ei muutu.") Tehtävä 1 Tarkastellaan paineen ajamaa Poisseuille-virtausta kahden yhdensuuntaisen levyn välissä Levyjen välinen etäisyys on 2h Nopeusjakauma raossa on tällöin u(y) = 1 dp ( y 2 h 2), missä y = 0 on raon
Tehtävä 1 Tarkastellaan paineen ajamaa Poisseuille-virtausta kahden yhdensuuntaisen levyn välissä Levyjen välinen etäisyys on 2h Nopeusjakauma raossa on tällöin u(y) = 1 dp ( y 2 h 2), missä y = 0 on raon
SUOMI IKEA 365+ Ruoanlaittoastiat
 SUOMI IKEA 365+ Ruoanlaittoastiat Päivittäinen käyttö vaatii ruoanlaittoastioilta paljon. IKEA 365+ -ruoanlaittoastiat testataan huolellisesti, jotta voimme olla varmoja, että ne täyttävät tiukat laatu-
SUOMI IKEA 365+ Ruoanlaittoastiat Päivittäinen käyttö vaatii ruoanlaittoastioilta paljon. IKEA 365+ -ruoanlaittoastiat testataan huolellisesti, jotta voimme olla varmoja, että ne täyttävät tiukat laatu-
STIGA PARK PRO 20 PRO 16 ROYAL PRESIDENT COMFORT EXCELLENT 8211-0278-08
 STIGA PARK PRO 20 PRO 16 ROYAL PRESIDENT COMFORT EXCELLENT 8211-0278-08 1 2 3 4 5 2 6 K 7 J G H J I 8 9 S R T Q 10 11 C D E, F A F J B K 3 FI SUOMI 1 YLEISTÄ Tämä kuvake tarkoittaa VAROITUS. Ohjeita on
STIGA PARK PRO 20 PRO 16 ROYAL PRESIDENT COMFORT EXCELLENT 8211-0278-08 1 2 3 4 5 2 6 K 7 J G H J I 8 9 S R T Q 10 11 C D E, F A F J B K 3 FI SUOMI 1 YLEISTÄ Tämä kuvake tarkoittaa VAROITUS. Ohjeita on
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Reikäsahat: aina oikea reikäsaha
 Reikäsahat Back 208 Reikäsahat Yleiskatsaus Bosch-tarvikkeet 11/12 Reikäsahat: aina oikea reikäsaha Progressor Power Change -adaptereineen Sivu 212 Sheet Metal Power Change -adaptereineen Sivu 217 Multi
Reikäsahat Back 208 Reikäsahat Yleiskatsaus Bosch-tarvikkeet 11/12 Reikäsahat: aina oikea reikäsaha Progressor Power Change -adaptereineen Sivu 212 Sheet Metal Power Change -adaptereineen Sivu 217 Multi
SSM-2 KONEEN RAKENNE. havainnekuva koneen rakenteesta
 Lähde: http://sjh.sporttisaitti.com/ Luistimien teroittaminen on huoltajan tärkeimpiä tehtäviä ehkä tärkein. Jotta tehtävän pystyy hoitamaan ja suoriutumaan siihen liittyvistä monista vaiheista, tulee
Lähde: http://sjh.sporttisaitti.com/ Luistimien teroittaminen on huoltajan tärkeimpiä tehtäviä ehkä tärkein. Jotta tehtävän pystyy hoitamaan ja suoriutumaan siihen liittyvistä monista vaiheista, tulee
TRV Nordic. Termostaattianturit Joka sisältää tuntoelimen Pohjoismainen muotoilu
 TRV Nordic Termostaattianturit Joka sisältää tuntoelimen Pohjoismainen muotoilu IMI TA / Termostaatit ja patteriventtiilit / TRV Nordic TRV Nordic Nämä omavoimaiset patteriventtiileiden termostaattianturit
TRV Nordic Termostaattianturit Joka sisältää tuntoelimen Pohjoismainen muotoilu IMI TA / Termostaatit ja patteriventtiilit / TRV Nordic TRV Nordic Nämä omavoimaiset patteriventtiileiden termostaattianturit
Pyöröviilat ja kärkiupottimet... 2
 Pyöröviilat ja kärkiupottimet... 2 - T ALU/RISTIKKÄIS LIERIÖ ETULEIKKUU... 2 - T RISTIKKÄIS LIERIÖ IP-PAKKAUS... 3 - T ALU/RISTIKKÄIS OVAALI... 4 - T ALU/RISTIKKÄIS PALLO... 5 - T ALU/RISTIKKÄIS PYÖRISTETTY
Pyöröviilat ja kärkiupottimet... 2 - T ALU/RISTIKKÄIS LIERIÖ ETULEIKKUU... 2 - T RISTIKKÄIS LIERIÖ IP-PAKKAUS... 3 - T ALU/RISTIKKÄIS OVAALI... 4 - T ALU/RISTIKKÄIS PALLO... 5 - T ALU/RISTIKKÄIS PYÖRISTETTY
Takasin sisällysluetteloon
 Tässä esitteessä on taulukot eri materiaalien ominaisuuksista. Taulukoiden arvot ovat suunta-antavia. Tiedot on kerätty monista eri lähteistä, joissa on käytetty eri testausmenetelmiä, joten arvot eivät
Tässä esitteessä on taulukot eri materiaalien ominaisuuksista. Taulukoiden arvot ovat suunta-antavia. Tiedot on kerätty monista eri lähteistä, joissa on käytetty eri testausmenetelmiä, joten arvot eivät
Ismo Aaltonen, Jaakko Lajunen Päätös 25.04.2014 108/5L, Tarjouspyyntö 20.5.2014 126/5L VTT Expert Services Oy, Tilausvahvistus 10.6.
 1 (17) Tilaaja Tilaus Yhteyshenkilö Onnettomuustutkintakeskus Ratapihantie 9 00520 HELSINKI Ismo Aaltonen, Jaakko Lajunen Päätös 25.04.2014 108/5L, Tarjouspyyntö 20.5.2014 126/5L VTT Expert Services Oy,
1 (17) Tilaaja Tilaus Yhteyshenkilö Onnettomuustutkintakeskus Ratapihantie 9 00520 HELSINKI Ismo Aaltonen, Jaakko Lajunen Päätös 25.04.2014 108/5L, Tarjouspyyntö 20.5.2014 126/5L VTT Expert Services Oy,
KoskiThermasennusohje
 KoskiThermasennusohje KoskiTherm lattialämmityslevy vesikiertoiseen lattialämmitykseen Koskisen Oy on kehittänyt yhteistyössä Uponorin kanssa KoskiThermin, jonka avulla vesikiertoinen lattialämmitys voidaan
KoskiThermasennusohje KoskiTherm lattialämmityslevy vesikiertoiseen lattialämmitykseen Koskisen Oy on kehittänyt yhteistyössä Uponorin kanssa KoskiThermin, jonka avulla vesikiertoinen lattialämmitys voidaan
1 Ensimmäisen asteen polynomifunktio
 Ensimmäisen asteen polynomifunktio ENNAKKOTEHTÄVÄT. a) f(x) = x 4 b) Nollakohdassa funktio f saa arvon nolla eli kuvaaja kohtaa x-akselin. Kuvaajan perusteella funktion nollakohta on x,. c) Funktion f
Ensimmäisen asteen polynomifunktio ENNAKKOTEHTÄVÄT. a) f(x) = x 4 b) Nollakohdassa funktio f saa arvon nolla eli kuvaaja kohtaa x-akselin. Kuvaajan perusteella funktion nollakohta on x,. c) Funktion f
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori