KARELIA-AMMATTIKORKEAKOULU Metsätalouden koulutusohjelma. Hannamari Nuopponen. Valmiin vanerituotteen mittojen vaikutus liimaviilun laatuvaatimuksiin
|
|
|
- Ari-Matti Kinnunen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio
1 KARELIA-AMMATTIKORKEAKOULU Metsätalouden koulutusohjelma Hannamari Nuopponen Valmiin vanerituotteen mittojen vaikutus liimaviilun laatuvaatimuksiin Opinnäytetyö Helmikuu 2017

2 OPINNÄYTETYÖ Helmikuu 2017 Metsätalouden koulutusohjelma Karjalankatu JOENSUU Tekijä Hannamari Nuopponen Nimeke Valmiin vanerituotteen mittojen vaikutus liimaviilun laatuvaatimuksiin Toimeksiantaja UPM Kymmene Wood OYJ, Savonlinnan vaneritehdas Tiivistelmä Tämän opinnäytetyön tavoitteena oli selvittää, onko UPM-Kymmene Wood OYJ Savonlinnan vaneritehtaalla syytä tiukentaa pituussuuntaan jatkettujen viilujen laatuvaatimuksia saumojen porrastusten osalta. Tutkimuksen tarkoitus oli vajaareunaisten levyjen vähentäminen ja kerralla oikein tehtyjen vanerien osuuden lisääminen. Työ toteutettiin toiminnallisena tutkimuksena Savonlinnan vaneritehtaalla. Tutkimuksessa mitattiin viilun pituuksia, leveyksiä ja saumojen porrastuksia. Lisäksi tutkittiin ongelman laajuutta valmiilla vanereilla. Saatujen tulosten perusteella arvioitiin pituussuuntaan jatkettujen viilujen laatua ja tarvetta tiukentaa laatuvaatimuksia. Viilujen laatu todettiin tulosten perusteella erittäin hyväksi sekä ennen jatkamista että sen jälkeen, eikä ongelmia saumojen porrastuksissa esiintynyt tutkitulla jatkoslinjalla. Tutkimus kuitenkin osoitti muita kohteita, joiden osuus ongelmaan kannattaisi tutkia tulevaisuudessa. Vajaareunaisia levyjä valmistuu tuotannosta koko ajan. Syitä tähän löytyy useilta tuotannon osa-alueilta. Tämän tutkimusmallin avulla voidaan tarvittaessa tutkia toisia jatkolinjoja ja saada arvokasta tietoa pituussuunnassa jatkettujen viilujen laadusta. Kieli suomi Asiasanat Sivuja 24 Liitteet 4 vaneri, viilu, pituussuuntaan jatkettu viilu, laatuvaatimukset, tutkimus
3 THESIS February 2017 Degree Programme in Forestry Author Hannamari Nuopponen Karjalankatu JOENSUU FINLAND Effect of Completed Plywood Product Measures to Quality Standards of Glued Veneer Commissioned by UPM-Kymmene Wood OYJ, Savonlinnan vaneritehdas Abstract The goal of this thesis is to clarify whether UPM-Kymmene Wood OYJ s Savonlinna plywood factory should consider applying more strict quality control for longitudinally extended veneers in consideration of seam gradation. The study aims to reduce the amount of waney edged sheets and to increase the percentage of plywood sheets produced correctly. This functional study was conducted in UPM Savonlinna plywood Factory. The measurements of veneer lengths, width and seam gradations were used in the process. Additionally, the expansion of the problem in ready-made veneers was researched. An estimate of the quality of longitudinally extended veneers, and consideration whether the quality requirements should be tightened, was made based on the measurements. According to the results, the quality of extendable veneers as well as extended veneers was very high. Therefore, the problem did not exist on the examined joinery line. The study revealed other targets which should be investigated in the future. Waney edged sheets exist in the production frequently. The explanations could be observed from several sectors of the production. This study model can be contributed to examining other joinery lines, and consequently, receiving valid information about the quality of longitudinally extended veneers. Language Finnish Keywords Pages 24 Appendices 4 plywood, veneer, glued veneer,
4 Sisältö Käsiteluettelo Johdanto UPM-Kymmene Oyj Yritysesittely UPM-Kymmene Wood OY Savonlinnan vaneritehdas Vanerin valmistus Vaneri Katkaisu Leikkaus- ja lajittelulinja Viilun jatkaminen Vaneriaihion ladonta Karsintasahaus Hionta- ja lajittelulinja Vanerin laatuvaatimukset Viilun laatuvaatimukset Jatketun viilun laatuvaatimukset Valmiin vanerin laatuvaatimukset Tutkimuksen lähtötilanne ja tavoitteet Aiemmat tutkimukset Tutkimuksen tavoitteet ja rajaus Mittausmenetelmät ja mittauskohteet Mittaukset Jatkettavat viilut Jatketut viilut Ladonnan seuranta Valmiit vanerit Sahatut levyt Tiedonkeruujärjestelmä Tulokset Jatkettavat viilut Jatketut viilut Liimauksen seuranta Valmiit vanerit Valmiiseen mittaan sahatut vanerit Tiedonkeruun seuranta Päätelmät Pohdinta Lähteet Liitteet Liite 1 Liite 2 Liite 3 Liite 4 Jatkettavien viilujen mittaustulokset Viilusaumojen porrastukset mm x mm jatketuissa viiluissa Viilusaumojen porrastukset mm x mm jatketuissa viiluissa Liimaviilujen virheet ladonta-asemilla
5 5 Käsiteluettelo JATKETTAVAT VIILUT syysuunnassa jatkettavia viiluja KESKIVIRHE viilun keskellä olevat reiät KOIVUVIILU koivusta sorvattu viilu KOVA REUNA vaneriaihion ladonnassa vastetta vasten tehty reuna KUIVAVIILU keskimmäisviilu, jolle ei levitetä liimaa LIIMAVIILU keskimmäisviilu, jonka molemmille puolille levitetään liima PITUUSSUUNTAAN JATKETTU VIILU puusyiden suunnassa jatkettu viilu PÄÄMITTA levyn tai viilun mitta puusyiden suunnassa REUNASAHAUS / KARSINTASAHAUS kuumapuristuksen jälkeen tehtävä ensimmäinen sahaus. REUNAVASTE liimauksessa viilut asetellaan reunavastetta vasten, jotta vaneriaihiolle saadaan mahdollisimman tasainen ja suora reuna SAUMAN PORRASTUS viilun jatkossaumassa oleva pykälä VAJAAREUNAINEN / REUNAVAJAA LEVY valmis vanerilevy jossa jokin keskimmäisviiluista ei täytä vanerin ulkomittoja VALMISMITTA vanerin valmistusmitta, johon aihio sahataan yleensä yhdellä tai kahdella sahauskerralla VANERIN LIIMAUS / VANERIN LADONTA vaneriaihion valmistus VIILUN JATKAMINEN puusyiden suuntaisesti tapahtuva viilun jatkaminen
6 6 1 Johdanto Tämä opinnäytetyö käsittelee vanerinvalmistuksessa käytettävien pitkittäin jatkettujen viilujen laatua ja vaikutusta vajaareunaisiin vanerilevyihin. Tavoitteena oli selvittää, onko pitkittäin jatkettujen viilujen saumojen porrastuksilla vaikutusta valmiiden levyjen vajaareunaisuuteen ja tulisiko jatkettujen viilujen laatuvaatimuksia tiukentaa. Tutkimushetkellä UPM-Kymmene Wood Oy:n Savonlinnan vaneritehtaalla I- laadusta karsiutuu II-laatuun noin 2 % valmistetuista levyistä reunavajauden vuoksi. Prosentuaalisesti luku on pieni, mutta kappalemäärä on useita tuhansia ja rahallisesti summa on suuri. Jos osallekin löytyisi korjattavissa oleva syy, olisi vuositasolla mahdollista saada huomattavat säästöt. (Nikulainen 2015.) Valmiissa vanerituotteissa pyritään kerralla oikeaan tulokseen, jolloin levyt ovat suoraan valmiita asiakkaalle. II-laatuun pudonneissa on jokin virhe, kuten esimerkiksi vajaareunaisuus, jolloin jokin levyn sisäviiluista ei yltä levyn reunaan saakka, tai puhki hionta, jolloin levyn välissä olleen roskan tai väärän paksuisten viilujen vuoksi pintaviilu on hioutunut puhki. Nämä virheet estävät vanereiden toimittamisen asiakkaalle. Levyistä kuitenkin saadaan useimmiten täydennyslevyjä muihin tilauksiin sahaamalla ne pienempiin mittoihin, jolloin levyn virheet poistuvat. Tutkimukseen on otettu mukaan ladontapäämitaltaan mm:n vaneriaihioita ja keskitytty niissä käytettyihin pitkittäin jatkettuihin liimaviiluihin. Liimaviiluista on erityisesti tutkittu saumojen porrastuksia sekä porrastusten vaikutusta viilun asettumiseen ladelmassa. Lisäksi tutkimuksessa on seurattu leikkaus-lajittelulinjalta tulevia jatkettavia viiluja sekä tilastoitu valmiita, vajaareunaisuuden vuoksi hylättyjä levyjä. Valmiista levyistä on eritelty ne levyt, joiden vajaareunaisuuden syy on liimaviilussa. Tutkimuksen mittaustulokset esitetään taulukoissa (liite 1-4). Niiden perusteella on tehty päätelmiä tämänhetkisestä tilanteesta jatkettujen viilujen saumojen porrastusten ja valmiiden vanereiden vajaareunaisuuden suhteen. Tutkimus antoi tietoa tutkimushetken tilanteesta yhdellä jatkoliitoslinjalla sekä yhdellä tuotannossa olevalla päämitalla, eikä tämän tutkimuksen tuloksia voida
7 7 yleistää muihin jatkoliitoslinjoihin tai päämittoihin. Mittaustavat sekä tutkimus kokonaisuudessaan on kuitenkin helposti sovellettavissa myös muille jatkoliitoslinjoille ja päämitoille. 2 UPM-Kymmene Oyj 2.1 Yritysesittely UPM on kansainvälinen yritys, joka on uuden metsäteollisuuden edelläkävijä. UPM:n pitkä tuotantohistoria on perustanut paperin ja sellun tuotantoon, mutta viime vuosina se on panostanut uusiutuvien energiamuotojen kehittämiseen ja on yhdistänyt bio- ja metsäteollisuuden. (UPM 2015) UPM työllistää kansainvälisesti noin henkilöä 45:ssa eri maassa. UPM:n liiketoiminta rakentuu kuudesta eri liiketoiminta-alueesta, jotka on jaoteltu sijainnin ja tuotantosuunnan perusteella. Tämän lisäksi UPM omistaa sertifioituja metsiä Suomessa yhteensä noin hehtaaria. Tuotantoonsa UPM käyttää omia metsiään vuosittain noin 10 %. (UPM 2015) 2.2 UPM-Kymmene Wood OY Savonlinnan vaneritehdas Savonlinnan vaneritehdas on yksi UPM:n yhdeksästä vaneritehtaasta ja kuuluu UPM Plywood liiketoiminta-alueeseen. Se on pitkänlinjan vaneritehdas, jossa on valmistettu suomalaista koivuvaneria jo vuodesta (UPM 2015) Savonlinnan vaneritehdas tuottaa kansainväliseen vientiin pitkälle jalostettuja kuljetus- ja rakennusteollisuuden erikoisvanereita, jotka ovat suunniteltu vaativaan käyttöön. Tuotteista noin 80 % jatkojalostetaan tehtaalla asiakkaan toiveiden mukaisesti. Savonlinnan vaneritehdas on myös UPM:n maksikokoisiin vanereihin erikoistunut tehdas ja levyt voivatkin olla kooltaan jopa 13,5 m x 2,8 m. (UPM 2015) Vuosittainen puunkäyttömäärä Savonlinnan tehtaalla on noin m³ ja valmiin vanerin tuotantokapasiteetti m³. Raaka-aineenaan Savonlinnan vaneritehdas käyttää pelkästään koivua. (UPM 2015)

8 8 3 Vanerin valmistus 3.1 Vaneri Valmis vaneri on vähintään kolminkertainen, ristiin liimatuista puuviiluista koostuva levy. Vanerin nimellispaksuus on 4 mm ja 50 mm välillä. Normaalirakenteessa viilujen syysuunnat ovat lujuusominaisuuksien parantamiseksi ristikkäin, mutta myös erityyppisiä erikoisrakenteita valmistetaan asiakkaiden toiveiden mukaisesti. (UPM 2015) Vanerin koko tuotantoprosessi on esitetty kaaviossa (kuva 1.), ja tässä käydään läpi vain tämän tutkimuksen osalta tärkeimmät työvaiheet. Kuva 1. Vanerinvalmistuksen työvaiheet. (UPM 2015) 3.2 Katkaisu Haudonnasta saapuvat vaneritukit sahataan sorvauksessa tarvittaviin mittoihin. Tukit sahataan puun pituuden ja ulkoisten ominaisuuksien perusteella niin, että puun viat saadaan poistettua tai vikojen vaikutus minimoitua ja puun saanto maksimoitua. 3.3 Leikkaus- ja lajittelulinja Savonlinnan vaneritehtaalla on käytössä neljä erillistä sorvia, joista viilu lähtee suoraan verkkokuivauslinjoille ja kuivauksen jälkeen leikkaus- ja lajittelulinjoille. Kuivauksesta tulevasta koivuviilumatosta otetaan kaikilla linjoilla kaikkia viilulaatuja.

9 9 Verkkokuivauksessa viilu leikataan kuivana. Viilun leikkaus- ja lajittelulinjalle saapuessaan viilumatto on kuivattu noin 3 5 % kosteuteen. Kamera määrittää koivuviilumatosta saatavat viilulaadut ja viilumatto leikataan arkeiksi laadutuskameraan asetettujen parametreihin perustuen. Viiluarkit lajitellaan omiin lokeroihinsa laadun perusteella. Täydet viilukuormat jatkavat joko suoraan liimaukseen tai jatkojalostukseen. Viilu voidaan leikata myös märkäleikkauksena ennen kuivaajaa. Tällöin kaikki arkit ovat samankokoisia ja ne lajitellaan telakuivauksen jälkeen omiin lokeroihinsa. Telakuivauksessa on kuitenkin otettava huomioon viilun kutistuminen kuivauksen yhteydessä. (Koponen 1995.) 3.4 Viilun jatkaminen Viilun jatkamisella tarkoitetaan sen jatkamista pituussuunnassa. Jatkamalla viiluista voidaan tehdä halutun mittaisia ilman, että viilun sorvauksessa sorvin leveyttä tarvitsee suurentaa. Jatkoslinjalla viiluarkin laatu sekä kameraparametreihin perustuvat pituus- ja leveysmitat tarkistetaan. Viilun molemmat päät ohennetaan viistesahalla ja toiseen päähän levitetään liima (kuva 2.). Liimapuolen päälle ajetaan seuraavan viilun viistetty osa ja sauma puristetaan jatkospuristimella yhteen kestäväksi saumaksi. Oikein tehtynä jatkossauma ei erotu muusta viilusta paksuuden suhteen. Kuva 2. Viilun jatkaminen jatkoslinjalla (Kuva Hannamari Nuopponen 2015)

10 10 Jatkoliitoslinjalla viilut pinkkautuvat niin että viilupinkkoihin muodostuu kova reuna. Ladonnassa viilukuorman kova reuna on tärkeä, sillä se helpottaa ladontaa. Kova reuna merkitään viilukuormaan ennen kuin valmis viilukuorma poistuu jatkoliitoslinjalta. 3.5 Vaneriaihion ladonta Ladonnassa viilut liimataan halutun paksuiseksi vaneriaihioksi. Vanerin liimaukseen käytetään yleensä ulkokäyttöön sopivaa fenolihartsiliimaa. Viilut ladotaan perusrakenteissa syysuunnat kohtisuoraan toisiinsa nähden. Ristiinliimauksessa päällekkäiset viilusuunnat ovat 90 asteen kulmassa toisiinsa nähden. Tämä antaa vanerille monia hyviä ominaisuuksia kuten lujuuden, iskunkestävyyden sekä keveyden. (Puuinfo.) Ladonta-asemalla tehdään ladonta-ajan puitteissa kerrallaan tietty määrä aihioita, jotka ajetaan esipuristimen kautta kuumapuristimelle. Ladelmassa oleva aihioiden määrä on riippuvainen myös levyn paksuudesta. Vaneriaihioiden mahdollisimman hyvän laadun ja seuraavien työvaiheiden sujumisen vuoksi on erittäin tärkeää, että ladelmalle saadaan kaksi kovaa reunaa. Kova reuna muodostetaan asettelemalla viilut mahdollisimman tarkasti ladontatason reunavasteita vasten. Tämä näkyy kuvassa 3. Kova reuna merkitään valmiiseen aihioon, jotta karsintasahauksessa levyt voidaan asetella niin, että kovalta reunalta sahataan vähemmän. Kuva 3. Ladonta-aseman reunavasteet (Kuva Hannamari Nuopponen 2015)
11 Karsintasahaus Kuumapuristuksen jälkeen vaneriaihiot sahataan karsintamittaan. Puupintaisissa tuotteissa karsintamitta on sama kuin tuotteen valmis mitta. Yleensä kuitenkin levyt menevät karsintasahauksen jälkeen kittauksen kautta hionta- ja lajittelulinjalle ja sieltä tuotteesta riippuen pinnoitukseen. Karsintasahauksessa korostuu kovan reunan, hyvin ladotun vaneriaihion ja pienten mittaheittojen merkitys. Karsintasahauksessa toimitaan pienillä sahausvaroilla, jolloin esimerkiksi kuorman huono pinkkautuminen sahalla esimerkiksi ylipitkien viilujen vuoksi voi aiheuttaa ongelmia. Karsintasahauksessa sahataan useampi levy kerrallaan, joten sahan operaattori näkee vain päällimmäisen levyn. Levyjä ei myöskään pysty poistamaan tai kääntämään sen jälkeen kun ne on siirretty sahattavaksi, joten karsintasahauksen jälkeen virheitä ei voida poistaa kuin sahaamalla levy pienempään mittaan. 3.7 Hionta- ja lajittelulinja Hionta- ja lajittelulinjalla karsintasahatut ja kitatut levyt hiotaan ja sen jälkeen lajitellaan priimoihin, hylättyihin ja jälkikorjattaviin levyihin. Priimat jatkavat suoraan seuraavaan työvaiheeseen. Jälkikorjattavista levyistä voidaan usein sahata täysin priimoja levyjä, mutta pienempiin mittoihin. 4 Vanerin laatuvaatimukset 4.1 Viilun laatuvaatimukset Koivuviilu lajitellaan yleisten laatuvaatimusten mukaan viiteen eri pintalaatuun: A, B, S, BB ja WG. Näistä laatuja A ja B otetaan vain erikoistapauksissa. S-laatu on yleensä maalattava ja pintalaadut BB ja WG pinnoitettavia (Metsäteollisuuskäsikirja, 2006). BB :n ja WG :n välille sijoittuu Savonlinnassa käytetty ns. WGEpinta, joka myöskin on pinnoitettava. Vanerin pintalaatu määräytyy vanerin käyttökohteen mukaan. (Metsäteollisuus ry 2006) Keskimmäisviilulaadut lajitellaan laatuihin K2, K3 ja K4. Näistä pitkittäin jatkettaviksi menevät yleensä laadut K2 ja K3. K4-laatu pyritään leikkaamaan suoraan valmiiseen mittaan, jolloin se menee kuivaviiluna suoraan liimaukseen.

12 Jatketun viilun laatuvaatimukset Pitkittäin jatketuilla viiluilla laatuvaatimukset ovat samat kuin keskimmäisviilulla. Tämän vuoksi jatkoliitokselle tulevien viilujen täytyy vastata lopputuotteen laatua tai olla sitä parempia. Lisäksi valmiin jatketun viiluarkin tulee olla käsittelyn kestävä. Keskimmäisviilulaadut K2 ja K3 leikataan lajittelulinjalla yleensä neliön muotoisiksi arkeiksi, jolloin sekä pituus että leveysmitta ovat samat. Viilun kosteuden tulee olla kolmesta kuuteen prosenttia. Leveysmitassa hyväksytään mittavaihtelua välillä -15 millimetristä + 20 millimetriin. K2 viilun keskivirheen, eli reiän tai pehmeän lahon halkaisija saa olla 15 mm ja K3 laadussa 30 mm. Viilun reunan tulee olla käsittelyn kestävä eikä siinä saa olla päällekkäin meneviä halkeamia. Lisäksi viilupinkkojen tulee olla tasasivuisia. (UPM Savonlinna 2015) Valmiin viilun jatkossauma ei saa olla palanut ja sauman tulee olla kiinni koko sauman matkalta. Sauman tulee olla 25 mm ± 2 mm päällekkäin. Sauman porrastus saa olla korkeintaan 20 mm (kuva 4) ja valmiin viilun pituus ± 10 mm asetetusta arvosta. (UPM Savonlinna 2015) Kuva 4. Jatkossauman porrastus (Kuva Hannamari Nuopponen 2015) 4.3 Valmiin vanerin laatuvaatimukset Vanerin valmistuksessa on käytössä laatujärjestelmiä, jotka ohjaavat valmistuksen jokaista vaihetta. Valmistuksen yhteydessä mitataan viilun paksuutta, liiman levitysmääriä ja valmiin vanerin paksuutta. (Metsäteollisuus ry 2006) Tavallisesti asiakas määrittää oman tuotteensa laatuominaisuudet. Asiakkaan tarpeiden mukaan valmistetussa vanerissa voi olla jokin erikoisrakenne sekä asiakkaan oma pinnoite. Lisäksi valmiita sahausmittoja voi olla useita. (Metsäteollisuus ry 2006)
13 13 Suomalaiset, pinnoittamattomat vanerilevyt luokitellaan EN-635-normin mukaan, joka perustuu pintaviilulähtöiseen luokitteluun. Laadun määrittely perustuu suosituksiin jotka löytyvät ISO-2426-standardista. (Metsäteollisuus ry 2006) Vaneria valmistettaessa noudatetaan useaa laatujärjestelmää, jotka varmistavat tuotteen tasaisen laadun. Sisäisen laadunvarmistuksen lisäksi vanerin laatua valvoo VTT ja valmistusprosessi täyttää eurooppalaisten EN-standardien vaatimukset. (Metsäteollisuus ry 2006) Kun valmis vaneri lähtee tehtaalta, sen kosteus on 7-12 %. Vaneri on hygroskooppinen tuote ja ympäristön kosteus vaikuttaa myös vanerin kosteuteen, ellei levyä ole asianmukaisesti pinnoitettu ja reunasuojattu. Kostunut vaneri ei vastaa annettuja vanerin yleisiä mitta- ja lujuusvaatimuksia. (Metsäteollisuus ry 2006) 5 Tutkimuksen lähtötilanne ja tavoitteet 5.1 Aiemmat tutkimukset Savonlinnan vaneritehtaalla on aiemminkin tutkittu syitä siihen, miksi valmiit levyt putoavat II-laatuun. Tutkimuksilla on kuitenkin vaikea saada yksiselitteisiä tuloksia korjattavissa olevista asioista, koska puu on elävää materiaalia ja siihen vaikuttavia tekijöitä on useita. Tutkimuksilla voidaan saada tietoa vallitsevista olosuhteista ja selkeistä korjaustarpeista. Lisäksi ne yleensä tuovat ilmi asioita, joihin seuraavissa tutkimuksissa kannattaa erityisesti keskittyä (Karjalainen 2015). Aika ajoin tilanne kärjistyy ja hylättyjen levyjen määrä nousee niin, että syihin on aika pureutua tarkemmin. Lyhyitä tutkimuksia vajaareunaisista vanereista on tehty aiemminkin, mutta tähän tutkimukseen aluetta rajattiin huomattavasti, jotta olisi mahdollista saada tarkempia tuloksia ja selkeämpiä parannuskohteita (Karjalainen 2015). Aiemmin on tehty tutkimus porrastuksista jatkoliitoksella. Tutkimuksessa pohdittiin syitä jatkossauman porrastuksille sekä haettiin keinoja jatkossauman laadun parantamiseen. Projektissa mietittiin erityisesti jatkoliitoksen toiminnasta ja käyttökunnosta johtuvia syitä suurille jatkossauman porrastuksille (Karjalainen 2015).
14 14 Valitettavasti näistä tutkimuksista ei kuitenkaan ollut sellaista raporttia, jonka olisin voinut saada tutkimuksen alussa käyttööni. Tämän vuoksi tutkimukseen oli lähdettävä nollatilanteesta, jossa aiempaa tutkimustietoa ei ollut. 5.2 Tutkimuksen tavoitteet ja rajaus Tutkimuksen tavoitteena oli selvittää, vaikuttaako pituussuuntaan jatkettujen liimaviilujen saumojen porrastus vajaareunaisten levyjen syntyyn. Tutkimuksella pyrittiin selvittämään myös sitä, onko jatkoliitoksen laatuvaatimuksia porrastusten osalta syytä tiukentaa, jotta vaikutus valmiisiin levyihin olisi mahdollisimman pieni. Tutkimus rajattiin niin, että se käsittää vain mm päämitassa sorvattuja viiluja ja niistä valmistettuja vanereita. Lisäksi tutkimusalue on rajattu niin, että käsitellään vain liimaviilujen saumojen porrastuksista aiheutuvia haittoja ladontaan ja valmiisiin levyihin. Tutkimukseen otettiin viisi erikokoista valmista vaneria, joiden kohdalla seurattiin vajaareunaisten levyjen määriä. Tuotteiden mitat ovat sellaisia joita valmistetaan paljon tai ne ovat mitoiltaan haasteellisia valmistaa. 6 Mittausmenetelmät ja mittauskohteet 6.1 Mittaukset Tutkimukseen tarvittavat mittaukset olen suorittanut itsenäisesti Savonlinnan vaneritehtaalla maalis- ja huhtikuun aikana Mittaukset tehtiin tuotannon ollessa käynnissä. Tuotanto on käynnissä kolmessa vuorossa, joten se aiheutti omat haasteensa ennalta sovittujen tuotteiden seuraamiseen ja mittaustulosten saamiseen. Mittaukset tehtiin tuotannon sujumisen ehdoilla, joten mittaukset suoritettiin mahdollisuuksien mukaan niin, ettei tuotanto häiriintynyt. Oikeanlaisen materiaalin saaminen mitattavaksi ja valmiiden vanereiden tarkastaminen heti sahauksen jälkeen vaati aktiivisuutta ja tuotannon seuraamista. Viiluja tai vaneria mitattaessa ilmoitetaan ensin niin sanottu päämitta, eli syysuuntainen pituus ja toisena viilun tai vanerin leveys. Myös tässä tutkimuksessa kaikki viilu- ja vanerimitat on esitetty niin, että syysuuntainen mitta ilmoitetaan ensin.
15 15 Vanerin hyvät ominaisuudet perustuvat siihen, että puusyyt ovat kohtisuorassa toisiinsa nähden ja tämän vuoksi mitat liimaviiluissa ja valmiissa vanerissa ovat eri järjestyksessä. 6.2 Jatkettavat viilut Leikkaus- ja lajittelulinjalta tulevista kuormista otin mittaukseen kahta eri viilulaatua, K2 ja K3, mitassa mm x mm. Lisäksi mitattiin vertailua varten viiluja K mm x mm kuormasta mm x mm mittaa käytetään täydentämään jatkoliitoksen viilupulaa ja nopeuttamaan pituussuuntaan jatkettujen viilujen valmistumista. Viiluista on mitattu viilujen pituus sekä leveys ja ristimitta. Mittaustuloksista on laskettu saaduille tuloksille keskiarvot. Ristimittoja on verrattu laskennalliseen ristimittaan, joka on saatu pituuden ja leveyden keskiarvomitasta 6.3 Jatketut viilut Pituussuuntaan jatketuista viiluista mitattiin kaikkien saumojen porrastukset niin, että jos seuraava viilu on kuorman kovan reunan suuntaan, annettiin sille positiivinen tulos. Jos taas porrastus oli pehmeän reunan suuntainen, tulos merkittiin negatiivisena. Näin voitiin myös seurata ovatko porrastukset aina samansuuntaisia, vai onko porrastuksen suunta sattumanvarainen. (kuva 5.) Viiluista mitattiin myös kaikkien yksittäisten jatkamiseen käytettyjen arkkien leveydet (kuva 5). Yksittäisten viilujen leveyden mittaamisella tarkistettiin porrastusten syitä, kuten peräkkäin olevissa viiluissa oleva suuri leveysero. Lisäksi jatketuista viiluista mitattiin ristimitta, jotta voitiin havaita ovatko valmiit jatketut viilut lähempänä suunnikasta kuin tavoiteltua nelikulmiota. (kuva 5.) Tällä on huomattava vaikutus ladonnassa, jossa pyritään asettamaan päällekkäiset viilut kohtisuoraan toisiinsa nähden. Suuret porrastukset aiheuttavat ongelmia jatketun viilun muotoon ja tätä kautta ladontaan. Jatkettujen viilujen pituutta ei mitattu erikseen. Valmiiden arkkien on todettu olevan hyvin toleranssissa (± 10 mm) pituuden suhteen, joten tätä ei katsottu tarpeelliseksi mitata ja tutkia. Jatkettujen viilujen ristimittaa verrattiin laskennalliseen ristimittaan, joka on saatu yksittäisten viilujen leveyden keskiarvosta ja jatkettujen viilujen asetetusta pituudesta.

16 16 Kuva 5. Pituussuuntaan jatketun viilusta mittauskohdat (Kuva Hannamari Nuopponen 2015) 6.4 Ladonnan seuranta Ladonnassa tehtiin tuotannon aikana laskentaa viiluista, joissa on laatuvaatimusten rajoilla oleva virhe. Arviointi tehtiin silmämääräisesti arvioiden ja virheet luokiteltiin neljään eri kategoriaan. 1. Porrastus kovalla reunalla Kovan reunan porrastukseksi laskettiin laatuvaatimusten rajoilla oleva, eli noin 20 mm:n, porrastus. Lisäksi on huomioitiin pienemmät porrastukset, jos saumat sijoittuivat ladelmassa reunavasteiden kohdalle niin, että porrastus voi aiheuttaa vajaareunaisuutta valmiissa levyssä. 2. Porrastus pehmeällä reunalla Pehmeän reunan porrastuksiin on laskettu vain ne porrastukset, jotka voivat aiheuttaa vajaareunaisuutta pehmeällä reunalla. Peräkkäisten viilujen leveyden erot ovat yleinen syy pehmeän reunan porrastuksiin.
17 17 3. Kovan reunan porrastukset, kun saumasta puuttuu pala Jos sauman reunasta irtoaa pala, voi porrastus kasvaa huomattavasti suuremmaksi kuin mitä se olisi ehjissä viiluissa. Viiluja, joissa oli rikkoontuneita saumoja, seurattiin erikseen. 4. Pehmeän reunan porrastukset, kun saumasta puuttuu pala Pehmeän reunan porrastuksista eriteltiin pelkät porrastukset, sekä ne saumat ja porrastukset, jotka olivat aiheutuneet rikkoutuneesta viilusta. 6.5 Valmiit vanerit Valmiiden vanereiden tutkimuksissa seurattiin tiettyjä, tutkimuksen alussa sovittuja tuotteita. Näistä vanereista kerättiin tietoa sahauksen yhteydessä ja yleisen tiedonkeruujärjestelmän kautta. Seurannan avulla pystyttiin määrittämään, onko tiedonkeruusta saatavilla tiedoilla eroa todelliseen tilanteeseen, sekä lisäksi selvitettiin mistä erot johtuvat Sahatut levyt Sahattuja levyjä seurattiin karsintasahauksen jälkeen niillä puupintaisilla tuotteilla, joilla tehtiin vain yksi sahaus. Pinnoitetuilla tuotteilla levyt tarkastettiin sen jälkeen, kun ne oli sahattu valmiiseen mittaan. Sahatuista levyistä tarkistettiin vajaareunaiset levyt, sekä määritettiin, onko syy vajaareunaisuuteen kuivaviilussa vai liimaviilussa. Näin saatiin eroteltua, kuinka suuri prosenttiosuus vajaareunoista johtuu liimaviiluista. Reunavajauden sijainnin määrittäminen oli mahdollista puupintaisilla tuotteilla, sillä suoraan ladonnasta tulleista kuormista pystyttiin varmistamaan levyjen kova reuna. Tiedon avulla pystyttiinn pohtimaan myös syitä ongelman syntyyn Tiedonkeruujärjestelmä Tiedonkeruujärjestelmästä poimittiin tietoa ennalta sovituista valmiista vanerituotteista. Tiedonkeruujärjestelmän avulla valmiista vanereista kerätään erilaisia tilauskohtaisia tietoja, joista vajaareunaisten osuus on yksi. Tiedonkeruu ei kuitenkaan osaa eritellä vajaareunaisia jälkikorjattavista levyistä, joita vajaareunaiset yleensä ovat, eikä tämän vuoksi ole luotettava lähde vajaareunaisten levyjen lukumäärästä.
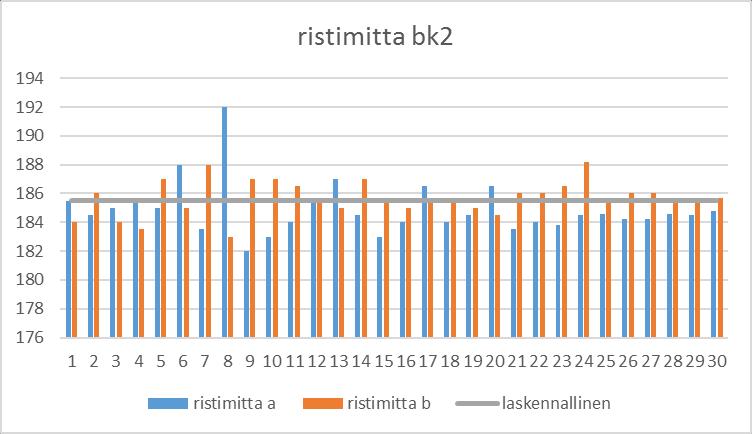
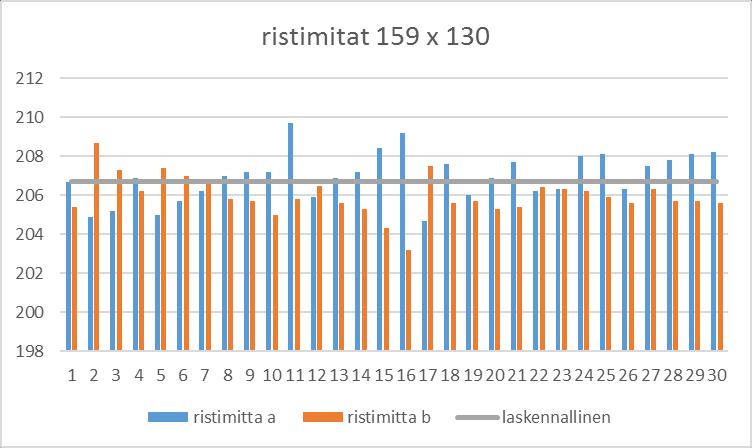
18 18 Tiedonkeruusta tehtiin tilasto kuukauden mittaisen seurannan perusteella ja sitä verrattiin sahatuista vanereista mittaamalla saatuihin tietoihin. 7 Tulokset 7.1 Jatkettavat viilut Puu on elävä materiaali, jonka käyttäytymistä sorvatessa ja etenkin kuivatessa ei aina pystytä täysin ennustamaan. Viilun laatuun vaikuttavat puun omien ominaisuuksien lisäksi etenkin tukin varastointi sekä haudonnan ja sorvauksen onnistuminen. Jatkoliitokselle menevät viilut ovat kooltaan mm x mm. Kahdenkymmenen millimetrin lisäys pituudessa johtuu päätöksestä, että mm sorvattavilla koivutukeilla ei käytetä sorvin puukkoja oikaisemassa viilumaton reunoja. Lisäksi ajoittain käytetään mittaa mm x mm, josta on otettu vertailuaineisto. (Karjalainen 2015) Viiluja mitattiin laaduista K2 ja K3. Mittauksia suoritettiin K2 laadusta 120 kappaletta ja K3 laadusta 75 kappaletta. Lisäksi K mm x mm mitasta otettiin 30 kappaleen otos. Viilumitoille on annettu yleinen mittatoleranssi, joka on ± 10 mm. Tähän vertailtaessa tutkimukseen otettujen viilujen mitat olivat hyviä. Viilupituuden keskiarvo K2 laadussa oli mm ja K3 laadun keskiarvo mm. Molemmissa laaduissa keskihajonta oli 2 mm. Leveyden keskiarvo laadussa K2 oli mm ja keskihajonta 6 mm. K3 laadun leveyden keskiarvo oli mm ja keskihajonta 8 mm. K mm x mm viiluissa pituuden keskiarvo oli mm keskihajonnalla 2 mm ja leveyden keskiarvo mm keskihajonnalla 6 mm. Viiluarkeista mitattiin ristimitta, jotta nähtäisiin ovatko arkit nelikulmaisia vai enemmän suunnikkaan muotoisia. Saatuja tuloksia verrattiin viilujen laskennalliseen ristimittaan, joka laskettiin pituuden ja leveyden keskiarvosta. Ristimittojen vertailussa havaittiin hajonnan olevan pienempi kuin mitä ennakkoodotukset mittausten tuloksista olivat. Myös K mm x mm vertailuaineiston ristimitat olivat erittäin hyvät. Ristimittavaihteluita esitetään kaaviossa
19 19 (Liite 1). Molemmissa mitoissa ristimittakäyrä seuraa hyvin laskennallista ristimittaa, eikä merkittäviä mittauspoikkeamia todettu. K3:n tuloksien vertailussa ovat mukava myös mm x mm jatketut viilut. 7.2 Jatketut viilut Lähtökohtana jatkettujen viilujen mittausten alkaessa oli olettamus, että saumat porrastaisivat paljon. Mittausten alkaessa pohdittiin, kuinka erotella eri suuntiin olevat porrastukset ja kuinka saadaan mahdollisimman informatiivinen tulos mitattavasta viilusta. Jatkoliitoksen leikkausmitta oli pysynyt hyvin laatuvaatimusten osoittamissa rajoissa, joten sitä ei erikseen mitattu. Tarkistusmittaus kuitenkin suoritettiin, jos viilun muut mittaustulokset aiheuttivat epäilystä viilun pituudesta. Viilujen porrastusten mittaaminen aloitettiin aina jatkoliitospuristimeen nähden kuorman samasta päädystä. Jatketusta viilusta mitattiin ensin kovan reunan porrastukset niin, että seuraavan viilun asettuminen määritti, tuliko tuloksesta negatiivinen vai positiivinen (kuva 4) mm x mm lähtömitasta jatkettujen viilujen saumojen porrastukset olivat hyvin laatuvaatimusten asettamissa rajoissa. 79,6 % saumojen porrastuksista asettui mittausten perusteella vaihteluvälille 0 5 millimetriä. Useimmiten suurimmissa porrastuksissa viilun reunasta oli repeytynyt pala, jolloin porrastuksen koko oli suurempi. Saumojen porrastukset on esitetty liitteissä 2 ja Liimauksen seuranta Ladonnan yhteydessä seurattiin pituussuuntaan jatkettuja viiluja ja suoritettiin silmämääräinen arvio siitä, ovatko viilujen saumojen porrastukset laatuvaatimusten rajoissa. Ladonnassa pystyttiin seuraamaan suuri määrä viiluja lyhyessä ajassa. Ladonnassa seurattiin ladelmamittoja mm x mm sekä mm x mm. Pituussuuntaan jatketut viilut oli jatkettu päämitoista mm ja mm. Tuloksissa otettiin huomioon myös jatkettujen viilujen lähtömittakohtaiset erot. Ladottuja viiluja seurattiin yhteensä 1590 kappaletta. Ladonnan seurannassa ensimmäisenä huomiota kiinnittivät pehmeän reunan puoleiset viilun reunan puutokset. Jatketun viilun reunasta oli irronnut pala, jonka vuoksi myös porrastus oli suurempi. Näitä oli myös viilujen kokonaismäärään nähden hyvin paljon. Tulokset on esitetty kaaviona liitteessä 4.
20 Valmiit vanerit Viimeistelyosastolla seurattiin valmiita vanerilevyjä. Seurannassa käytettiin ennalta sovittuja tuotteita, joiden valmistusmäärät ovat suuria tai valmistusmitat aiheuttavat haasteita tuotteen valmistukseen. Valmiista vanereista mittaamalla saatuja tuloksia verrattiin tiedonkeruusta saatuihin tuloksiin. Tuloksissa todettiin ero tiedonkeruun antamien tietojen ja todellisten reunavajaiden levyjen lukumäärän välillä. Kolme tuotetta (A, B ja C) valittiin seurattavaksi sekä tiedonkeruujärjestelmän kautta, että valmiiden tuotteiden mittausten perusteella. Valmiista vanereista saatuja tietoja verrattiin samojen tuotteiden tiedonkeruutietoihin. Lisäksi tiedonkeruusta otettiin aineistoon tuotteet D ja E Valmiiseen mittaan sahatut vanerit Valmiiseen mittaan sahattuja tuotteita oli yhteensä kolme. Näistä tuotteista käytän jatkossa nimitystä tuote A, tuote B ja tuote C. Tuotteen A mitat olivat mm x mm ja paksuus 9,0 mm. Tuotteen B mitat olivat mm x mm, paksuus 9 mm ja tuotteen C valmiit mitat olivat mm x mm, paksuus myös 9 mm. Tuotetta A tarkistettiin reunasahauksen jälkeen yhteensä kappaletta. Näissä todettiin yhteensä 60 (2,11 %) sellaista levyä, jossa ilmeni reunavajausvirhe. Reunavajauden syy todettiin olevan liimaviilussa 34:ssa (1.20 %) tapauksessa. Tuotetta B tarkistettiin yhteensä 900 kappaletta. Tuotteen B sahausrajat olivat hieman tiukemmat kuin tuotteen A, vaikka ladontamitat ovat molemmilla samat. Tarkistetuista tuote B levyistä löytyi reunavajaita yhteensä 21 kappaletta (2,33 %). Liimaviiluvirheestä johtuvien reunavajaiden levyjen määrä oli neljä (0,44 %). Tuotetta C päästiin tutkimaan vain 200 kappaleen erä. Näissä levyissä reunavajaita löytyi yhteensä kuusi kappaletta (3 %). Liimaviiluvirheestä johtuvien reunavajaiden levyjen määrä oli neljä (2 %). Tuotteen C virhelukemat ovat linjassa yleisen virheellisten vanerien määrän kanssa, vaikka otosmäärä oli tässä tapauksessa hieman liian pieni.
21 Tiedonkeruun seuranta Tiedonkeruussa seurattiin tuotteiden A C lisäksi tuotetta D, jonka mitat olivat mm x 451 mm ja paksuus 27,4 mm, sekä tuotetta E, jonka mitat olivat mm x mm ja paksuus 18 mm. Tuote D ladottiin mitassa mm x mm ja paloiteltiin valmiiseen mittaan mm x 451 mm. Pienestä mitastaan huolimatta tuotteella D on ollut huomattavan paljon ongelmia reunavajauden vuoksi. Tiedonkeruussa ei erotella vajaareunaisuuden syytä. Tuotetta A oli tarkasteluajalla tehty tiedonkeruun mukaan yhteensä kappaletta. Näistä levyistä oli vajaareunaisia yhteensä 83 (0,51 %) kappaletta. Tuotetta B oli valmistettu yhteensä 864 kappaletta. Näistä reunavajaita oli tilastoitu kuusi kappaletta (0,69 %). Tuotetta C oli valmistettu yhteensä kappaletta. Tuote C:n levyistä vajaareunaisia oli neljä kappaletta (0,24 %). Tuotetta D oli tarkasteluaikana valmistettu yhteensä kappaletta, joista ei löytynyt yhtään reunavajaata levyä. Tuotetta E oli tarkasteluaikana valmistettu yhteensä kappaletta. Näistä levyistä oli tilastoitu yksi kappale reunavajaita (0,02 %). 8 Päätelmät Jatketut viilut ja jatkotarpeet olivat mittaushetkellä korkealaatuisia eikä niissä todettu ongelmia. Tilanne voi kuitenkin muuttua hyvin nopeasti, jos tehtaalle tulevan vanerikoivun laatu oleellisesti muuttuu. Pintaviilun reunan laineilu aiheuttaa ongelmia sahauksessa sekä ladonnassa (kuva 6). Aallonpohjan ja -harjan välinen ero saattaa olla jopa 20 mm. Tämä aiheuttaa sen, että tiukoilla sahausmitoilla karsintasahan operaattori joutuu sahaamaan aihion kovalta reunalta niin paljon, että aihion pehmeältä reunalta voi loppua sahausvara (Vuorela 2015). Syy tähän on katkaisussa, jossa vaneritukin pään tasaus on epäonnistunut tai puu on päässyt pomppaamaan kuljettimella. Epäonnistumisen riski kasvaa etenkin sateella, koska märät puut luistavat kuljettimella. Myös pienet puut pomppivat paljon vasteelle tullessaan lisäten tasauksen epäonnistumisen riskiä. Lisäksi silloin, kun halutaan maksimoida käytettävissä
 Vertailtaessa tiedonkeruusta saatuja tuloksia tutkimuksen aikana valmiista levyistä saattuihin tietoihin todettiin, että tiedonkeruun antamat kappalemäärät ovat noin kolmannes todellisista luvuista.")
22 22 oleva puu ja puun päästä sahataan mahdollisimman pieni tasaus, voi kulunut terä aiheuttaa epätasaisuutta sahausjälkeen. (Häkkinen 2015.) Vertailtaessa tiedonkeruusta saatuja tuloksia tutkimuksen aikana valmiista levyistä saattuihin tietoihin todettiin, että tiedonkeruun antamat kappalemäärät ovat noin kolmannes todellisista luvuista. Mittausten yhteydessä saatiin tietoa myös virheen sijainnista, josta pystytään toteamaan, että valmiissa levyissä liimaviiluvirheet ovat enemmän levyn pehmeällä reunalla. Tiedonkeruusta saatujen tulosten paikkaansapitävyyttä tuotteen D osalta epäiltiin, koska tuotteen D levyt voidaan luokitella jälkikorjattaviin. Jälkikorjattavat eivät näy tiedonkeruun tilastoissa, eikä näin tiedetä onko tilauksessa ollut reunavajaita levyjä. Lisäksi tehtiin huomioita muista prosessin vaiheista, joilla voi olla syy- seuraussuhde levyjen reunavajausongelmiin. Kun puut tuodaan katkaisuun entisen havulinjan kuljettimien kautta, ei tasausta yleensä tehdä kuljettimen huonon ohjauksen vuoksi. Kuljettimet vievät puun ensin liian pitkälle ja peruuttaessa ensin liian kauas taakse, jolloin oikean katkaisukohdan löytyminen on hidasta. Ladonnassa kiinnitettiin erityisesti huomiota pehmeän reunan saumasta puuttuviin paloihin. Yli 90 %:ssa tapauksista pala puuttui viilun pehmeältä reunalta. Tutkimuksessa huomioitiin myös, että valmiissa mm x mm liimaviiluissa, jotka oli jatkettu lähtömitasta mm x mm puristimilla kolme ja neljä, oli hetkellisesti joka kolmas viilu lyhyt. Tämä itsessään ei ole reunavajauteen liittyvä tekijä, mutta jatkoliitoksella huomioitava asia, joka on koneen ohjelmoinnilla korjattavissa. Kuva 6. Pintaviilun reunan laineilu (Kuva Hannamari Nuopponen 2015)
23 23 9 Pohdinta Tätä opinnäytetyötä aloitettaessa oli tavoitteena selvittää, ovatko jatkoliitokselta tulevat liimaviilut syynä valmiiden vanereiden reunavajauteen ja onko tarvetta tiukentaa jatkoliitoksen laatuvaatimuksia reunavajaiden levyjen määrän vähentämiseksi. Tutkimus rajattiin tiukasti tarkempien tulosten saamiseksi. Reunavajaiden levyjen vuoksi syntyvä tappio on vuositasolla merkittävä, vaikka lähes poikkeuksetta reunavajaat levyt voidaan sahata pienempiin mittoihin. Nämä valmiissa vanereissa näkyvät ongelmat syntyvät jo tuotannon alkupäässä, leikkaus- ja lajittelulinjalla sekä viilun saumauksessa ja jatkolinjalla. Viilunjalostuksen kaikilla työvaiheilla on tarkat laatuvaatimukset, joiden toteutumista tuotannon operaattorit seuraavat jatkuvasti. Tutkimukseen lähdettäessä suurimmat ongelmat sekä niiden mahdolliset vaikutukset valmiisiin vanereihin olivat tiedossa, mutta todennettu tieto puuttui. Tuloksia tarkasteltaessa kävi ilmi, ettei viilun laatu ollut niin heikko kuin oletettiin. Jatkoliitokselta tulleiden viilujen saumat olivat hyviä eivätkä saumat porrastaneet niin paljoa, että ne olisivat muodostuneet ongelmaksi. Pääsääntöisesti kaikki ne asiat, joista luultiin löytyvän ongelmia, olivat melko hyvin. Tutkimuksen alkua hankaloitti todennetun tutkimustiedon puute. Tiedossa oli, että tehdaskohtaisia tutkimuksia on tehty, mutta materiaalia ei ollut saatavilla. Tämä tutkimus pohjautuukin vain niihin asioihin, jotka alkuvaiheessa katsottiin tärkeiksi osatekijöiksi ongelman ratkaisua varten. Tulosten luotettavuuden kannalta otoskoko oli kaikissa mittauksissa pieni. Mittausten jatkaminen pidemmällä aikavälillä antaisi paremman kuvan etenkin viilun laadusta. Vanerin viimeistelyssä ei pystytä korjaamaan tuotannon alkupään virheitä ja tämän vuoksi työntekijöiden ammattitaito korostuu. Tutkimuksen tulokset eivät täysin vastanneet alkuperäiseen tutkimusongelmaan,, mutta tutkimuksen aikana ilmeni muita epäkohtia, joiden huomioiminen tulevaisuudessa on tärkeää. Mitatulla tiedolla voidaan kumota vahvatkin oletukset, kuten tässä tapauksessa kävi.
24 24 Lähteet Häkkinen, R Vanerityöntekijä. UPM Savonlinnan vaneritehdas. Haastattelu Karjalainen, P Tuotantopäällikkö. UPM Savonlinnan vaneritehdas. Haastattelu Koponen, H Puulevytuotanto. Helsinki. Opetushallitus. Metsäteollisuus ry Vanerikäsikirja. ( ). Nikulainen, J Esimies. UPM Savonlinnan vaneritehdas. Haastattelu Puuinfo Vaneri. ( ). Puuproffa Vaneri. ( ). UPM Vanerin tuotantoprosessi. UPM Savonlinnan vaneritehdas Laatuvaatimukset. Vuorela, J Vanerityöntekijä. UPM Savonlinnan vaneritehdas. Haastattelu
25 Jatkettavien viilujen mittaustulokset Liite 1
26 Viilusaumojen porrastukset mm x mm jatketuissa viiluissa Liite 2
27 Viilusaumojen porrastukset mm x mm jatketuissa viiluissa Liite 3

28 Liimaviilujen virheet ladonta-asemilla Liite 4
29
WISA -Spruce Kuusivanerin pintalaadut
 WISA -Spruce Kuusivanerin pintalaadut Kategoriat Helmioksat Kiinteät oksat Pintalaatuluokka: G maks. 50 mm Oksan sisällä säteensuuntaiset halkeamat sallittu. Oksan reiät Avoimet ei sallita maks. 40 mm
WISA -Spruce Kuusivanerin pintalaadut Kategoriat Helmioksat Kiinteät oksat Pintalaatuluokka: G maks. 50 mm Oksan sisällä säteensuuntaiset halkeamat sallittu. Oksan reiät Avoimet ei sallita maks. 40 mm
WISA. Koivuvanerin pintalaadut. WISA -Birch WISA -Birch Special WISA -Birch Premium
 WISA Koivuvanerin pintalaadut WISA -Birch WISA -Birch Special WISA -Birch Premium PREMIUM WISA -Birch Premium Premium soveltuu visuaalisiin käyttökohteisiin kuten korkealuokkaiseen petsaus- tai lakkauskäsittelyyn.
WISA Koivuvanerin pintalaadut WISA -Birch WISA -Birch Special WISA -Birch Premium PREMIUM WISA -Birch Premium Premium soveltuu visuaalisiin käyttökohteisiin kuten korkealuokkaiseen petsaus- tai lakkauskäsittelyyn.
N S. ta tai m ä. BLÄUER 2003 www.kasityo.com versio 1.0
 N S ta tai m ä BLÄUER 2003 www.kasityo.com versio 1.0 ONNISTUNUT SALKKU Salkkuja on eri kokoisia, muotoisia ja värisiä. Huomiota kiinnitetään seuraaviin kohtiin. SALKUN AUKAISEMINEN PYÖRÖSAHALLA JA SEN
N S ta tai m ä BLÄUER 2003 www.kasityo.com versio 1.0 ONNISTUNUT SALKKU Salkkuja on eri kokoisia, muotoisia ja värisiä. Huomiota kiinnitetään seuraaviin kohtiin. SALKUN AUKAISEMINEN PYÖRÖSAHALLA JA SEN
Tee-se-itse.fi Ja saat sellaisen, kuin sattuu tulemaan! http://www.tee-se-itse.fi
 Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
Baarikaappi Jatketaanpa samoilla linjoilla kuin edellisessä artikkelissa "tynnyrin mallinen baarikappi". Tällä kertaa esitellään hieman tavanomaisempi baarikaappi, joka on myöskin huomattavasti helpompi
ASUINKERROSTALON ÄÄNITEKNISEN LAADUN ARVIOINTI. Mikko Kylliäinen
 ASUINKERROSTALON ÄÄNITEKNISEN LAADUN ARVIOINTI Mikko Kylliäinen Insinööritoimisto Heikki Helimäki Oy Dagmarinkatu 8 B 18, 00100 Helsinki kylliainen@kotiposti.net 1 JOHDANTO Suomen rakentamismääräyskokoelman
ASUINKERROSTALON ÄÄNITEKNISEN LAADUN ARVIOINTI Mikko Kylliäinen Insinööritoimisto Heikki Helimäki Oy Dagmarinkatu 8 B 18, 00100 Helsinki kylliainen@kotiposti.net 1 JOHDANTO Suomen rakentamismääräyskokoelman
MEKAANISEN METSÄTEOLLISUUDEN KURSSIT VUONNA 2005
 MEKAANISEN METSÄTEOLLISUUDEN KURSSIT VUONNA 2005 HÖYLÄYKSEN PERUSKURSSI AIKA: 21. - 25.02.2005 19. - 23.09.2005 14. - 18.11.2005 Höylääjät ja höylän asettajat - höyläämön koneet ja laitteet - terät ja
MEKAANISEN METSÄTEOLLISUUDEN KURSSIT VUONNA 2005 HÖYLÄYKSEN PERUSKURSSI AIKA: 21. - 25.02.2005 19. - 23.09.2005 14. - 18.11.2005 Höylääjät ja höylän asettajat - höyläämön koneet ja laitteet - terät ja
REUNAVAJAIDEN LEVYJEN VÄHENTÄMINEN AUTOMAATTILADONTALINJALLA
 REUNAVAJAIDEN LEVYJEN VÄHENTÄMINEN AUTOMAATTILADONTALINJALLA UPM Kymmene Wood Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Puutekniikan koulutusohjelma Opinnäytetyö Kevät 2015 Olavi Laakso ALKUSANAT Tämä
REUNAVAJAIDEN LEVYJEN VÄHENTÄMINEN AUTOMAATTILADONTALINJALLA UPM Kymmene Wood Oy LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Puutekniikan koulutusohjelma Opinnäytetyö Kevät 2015 Olavi Laakso ALKUSANAT Tämä
KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus).
.") KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus). 3. Tappikappale jaetaan merkistä lovikappaleen tappien lukumäärällä
KUVASARJA AVOSINKKAUKSEN VALMISTAMISESTA KÄSITYÖVÄLINEILLÄ Kari Koski 1 LITRAN MITTA (KAPPALEEN MITAT 10X100X120mm (paksuus*leveys*pituus). 3. Tappikappale jaetaan merkistä lovikappaleen tappien lukumäärällä
HYDROCORK Pressfit asennusohjeet
 HYDROCORK Pressfit asennusohjeet Lue nämä asennusohjeet tarkasti ennen asennuksen aloittamista. Asennuksessa tulee myös noudattaa SisäRYL 2013 ohjeistuksia. KULJETUS, VARASTOINTI JA SOPEUTTAMINEN OLOSUHTEISIIN
HYDROCORK Pressfit asennusohjeet Lue nämä asennusohjeet tarkasti ennen asennuksen aloittamista. Asennuksessa tulee myös noudattaa SisäRYL 2013 ohjeistuksia. KULJETUS, VARASTOINTI JA SOPEUTTAMINEN OLOSUHTEISIIN
Rakenna oma puukuivuri
 Rakenna oma puukuivuri Sauno puutavarankuivuri Rakennusohje Kuivaimen osat ruuvataan yhteen erikoisruuveja käyttämällä. Tämän ohjeen avulla voit rakentaa omia tarpeitasi vastaavan kuivaimen. Katso ohjeen
Rakenna oma puukuivuri Sauno puutavarankuivuri Rakennusohje Kuivaimen osat ruuvataan yhteen erikoisruuveja käyttämällä. Tämän ohjeen avulla voit rakentaa omia tarpeitasi vastaavan kuivaimen. Katso ohjeen
Fysiikan laboratoriotyöt 1, työ nro: 2, Harmoninen värähtelijä
 Fysiikan laboratoriotyöt 1, työ nro: 2, Harmoninen värähtelijä Tekijä: Mikko Laine Tekijän sähköpostiosoite: miklaine@student.oulu.fi Koulutusohjelma: Fysiikka Mittausten suorituspäivä: 04.02.2013 Työn
Fysiikan laboratoriotyöt 1, työ nro: 2, Harmoninen värähtelijä Tekijä: Mikko Laine Tekijän sähköpostiosoite: miklaine@student.oulu.fi Koulutusohjelma: Fysiikka Mittausten suorituspäivä: 04.02.2013 Työn
Julkaisun laji Opinnäytetyö. Sivumäärä 43
 OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
OPINNÄYTETYÖN KUVAILULEHTI Tekijä(t) SUKUNIMI, Etunimi ISOVIITA, Ilari LEHTONEN, Joni PELTOKANGAS, Johanna Työn nimi Julkaisun laji Opinnäytetyö Sivumäärä 43 Luottamuksellisuus ( ) saakka Päivämäärä 12.08.2010
Melamiinipinnoitteisen vanerin visuaalisuuden parantaminen prosessin aikana
 Melamiinipinnoitteisen vanerin visuaalisuuden parantaminen prosessin aikana LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Puutekniikka Opinnäytetyö Kevät 2016 Joona Mäkelä Lahden ammattikorkeakoulu
Melamiinipinnoitteisen vanerin visuaalisuuden parantaminen prosessin aikana LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikka Puutekniikka Opinnäytetyö Kevät 2016 Joona Mäkelä Lahden ammattikorkeakoulu
WISA -Spruce monitoimivaneri
 WISA -Spruce monitoimivaneri Enemmän kuin rakennevaneri. Pohjoisen hitaasti kasvanut kuusipuu antaa WISA -Spruce vanerille erinomaiset ominaisuudet; mainion yhdistelmän esteettisesti miellyttävää ulkonäköä
WISA -Spruce monitoimivaneri Enemmän kuin rakennevaneri. Pohjoisen hitaasti kasvanut kuusipuu antaa WISA -Spruce vanerille erinomaiset ominaisuudet; mainion yhdistelmän esteettisesti miellyttävää ulkonäköä
HH-JUDOTATAMIN RAKENNUSOHJEET
 HH-JUDOTATAMIN RAKENNUSOHJEET 50 mm50 mm 1 2 3 4 400 mm 200 mm 400 mm 200 mm 400 mm 200 mm 200 mm 45 mm 5 6 50 mm 9 mm 9 mm 95 mm Rakenneselitys Joustotatami / koko esim.. 12 000 * 12 000 mm. Mitta höylätyn
HH-JUDOTATAMIN RAKENNUSOHJEET 50 mm50 mm 1 2 3 4 400 mm 200 mm 400 mm 200 mm 400 mm 200 mm 200 mm 45 mm 5 6 50 mm 9 mm 9 mm 95 mm Rakenneselitys Joustotatami / koko esim.. 12 000 * 12 000 mm. Mitta höylätyn
Pikatahtipinnoitettujen vanerituotteiden laadun parantaminen
 Pikatahtipinnoitettujen vanerituotteiden laadun parantaminen UPM Plywood Oy Jyväskylän vaneritehdas LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikan koulutusohjelma Puutekniikka Opinnäytetyö
Pikatahtipinnoitettujen vanerituotteiden laadun parantaminen UPM Plywood Oy Jyväskylän vaneritehdas LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Materiaalitekniikan koulutusohjelma Puutekniikka Opinnäytetyö
PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6
 PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6 Suomen puunjalostus ja sen merkitys eri puutavaralajit ja niiden laadun vaikutus puunjalostukseen puunjalostusmuodot 1 Puu on ekologinen materiaali
PUUNJALOSTUS, PUUTAVARALAJIT, MITTA JA LAATUVAATIMUKSET OSIO 6 Suomen puunjalostus ja sen merkitys eri puutavaralajit ja niiden laadun vaikutus puunjalostukseen puunjalostusmuodot 1 Puu on ekologinen materiaali
Betonilattiat ja pinnoittaminen 2013 15.3.2013
 Betonilattiat ja pinnoittaminen 2013 Pinnoituscaset Sami Niemi Rakennusfysikaaliset asiantuntijapalvelut Pinnoituksen onnistuminen Epäonnistumisia liian usein Välillä toimii aivan märälläkin Välillä irtoaa,
Betonilattiat ja pinnoittaminen 2013 Pinnoituscaset Sami Niemi Rakennusfysikaaliset asiantuntijapalvelut Pinnoituksen onnistuminen Epäonnistumisia liian usein Välillä toimii aivan märälläkin Välillä irtoaa,
1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4
 Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
LIITE 1 VIRHEEN ARVIOINNISTA
 1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
ASENNUSOHJE. ErgoFloor-kumilaatat. sivu 1 / 5 VARASTOINTI
 ASENNUSOHJE ErgoFloor-kumilaatat sivu 1 / 5 VARASTOINTI Kumilaatat tulee säilyttää kuivassa tilassa, jonka lämpötila on yli +10C. Jos kumilaattoja säilytetään alle +10C lämpötilassa, tulee ne siirtää asennettavaan
ASENNUSOHJE ErgoFloor-kumilaatat sivu 1 / 5 VARASTOINTI Kumilaatat tulee säilyttää kuivassa tilassa, jonka lämpötila on yli +10C. Jos kumilaattoja säilytetään alle +10C lämpötilassa, tulee ne siirtää asennettavaan
VANERITEHTAAN PUUNKÄYTÖN HYÖTYSUHDETUTKIMUS
 VANERITEHTAAN PUUNKÄYTÖN HYÖTYSUHDETUTKIMUS LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutuotteiden markkinointi ja tuotekehitys Opinnäytetyö Kevät 2006 Tuomas Koskinen ALKUSANAT Tämä opinnäytetyö
VANERITEHTAAN PUUNKÄYTÖN HYÖTYSUHDETUTKIMUS LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutuotteiden markkinointi ja tuotekehitys Opinnäytetyö Kevät 2006 Tuomas Koskinen ALKUSANAT Tämä opinnäytetyö
CLT-TUOTTEITA SUOMALAISESTA PUUSTA
 CLT-TUOTTEITA SUOMALAISESTA PUUSTA MITÄ ON CLT? Cross-laminated timber Massiivipuusta tehtyjä rakennuslevyjä, jotka koostuvat ristikkäinliimatuista lamelli- eli puulevykerroksista Ristiinlaminointi takaa
CLT-TUOTTEITA SUOMALAISESTA PUUSTA MITÄ ON CLT? Cross-laminated timber Massiivipuusta tehtyjä rakennuslevyjä, jotka koostuvat ristikkäinliimatuista lamelli- eli puulevykerroksista Ristiinlaminointi takaa
Keski-Suomen metsäbiotalous
 Keski-Suomen metsäbiotalous metsäbiotaloudella suuri merkitys aluetaloudelle Metsäbiotalouden osuus maakunnan kokonaistuotoksesta on 14 %, arvonlisäyksestä 10 % ja työllisyydestä 6 %. Merkitys on selvästi
Keski-Suomen metsäbiotalous metsäbiotaloudella suuri merkitys aluetaloudelle Metsäbiotalouden osuus maakunnan kokonaistuotoksesta on 14 %, arvonlisäyksestä 10 % ja työllisyydestä 6 %. Merkitys on selvästi
KUITUPUUN PINO- MITTAUS
 KUITUPUUN PINO- MITTAUS Ohje KUITUPUUN PINOMITTAUS Ohje perustuu maa- ja metsätalousministeriön 16.6.1997 vahvistamaan pinomittausmenetelmän mittausohjeeseen. Ohjeessa esitettyä menetelmää sovelletaan
KUITUPUUN PINO- MITTAUS Ohje KUITUPUUN PINOMITTAUS Ohje perustuu maa- ja metsätalousministeriön 16.6.1997 vahvistamaan pinomittausmenetelmän mittausohjeeseen. Ohjeessa esitettyä menetelmää sovelletaan
ARTTELIPUU. Suunnitteluopas
 ARTTELIPUU Suunnitteluopas Arttelipuun keittiöt Arttelipuu on pienehkö keittiöitä ja muita kodin kiintokalusteita valmistava puusepänverstas. Arttelipuun toiminnan perusajatus on valmistaa hyvistä materiaaleista
ARTTELIPUU Suunnitteluopas Arttelipuun keittiöt Arttelipuu on pienehkö keittiöitä ja muita kodin kiintokalusteita valmistava puusepänverstas. Arttelipuun toiminnan perusajatus on valmistaa hyvistä materiaaleista
Johtopäätös: Kokeen tulosten perusteella rakenne soveltuu hyvin käytettäväksi urheilutilan lattiana.
 Norges Byggforskningsinstitut Projektin numero: 0 475/0 9011 Paikka ja päivämäärä: Oslo, 29.5.1991 Projektipäällikkö / kirjoittana: Morten Gabrielsen Toimeksiantaja: Boen Bruk A/S Toimeksiantajan osoite:
Norges Byggforskningsinstitut Projektin numero: 0 475/0 9011 Paikka ja päivämäärä: Oslo, 29.5.1991 Projektipäällikkö / kirjoittana: Morten Gabrielsen Toimeksiantaja: Boen Bruk A/S Toimeksiantajan osoite:
Pystypuusta lattialankuksi
 Pystypuusta lattialankuksi Naapuripalstallamme tehtiin eräänä talvena avohakkuu, jonka seurauksena seuraavan kesän puhurituulet kaatoivat useita suuria kuusia oman metsäpalstamme suojattomasta reunasta.
Pystypuusta lattialankuksi Naapuripalstallamme tehtiin eräänä talvena avohakkuu, jonka seurauksena seuraavan kesän puhurituulet kaatoivat useita suuria kuusia oman metsäpalstamme suojattomasta reunasta.
Puun kosteuskäyttäytyminen
 1.0 KOSTEUDEN VAIKUTUS PUUHUN Puu on hygroskooppinen materiaali eli puulla on kyky sitoa ja luovuttaa kosteutta ilman suhteellisen kosteuden vaihteluiden mukaan. Puu asettuu aina tasapainokosteuteen ympäristönsä
1.0 KOSTEUDEN VAIKUTUS PUUHUN Puu on hygroskooppinen materiaali eli puulla on kyky sitoa ja luovuttaa kosteutta ilman suhteellisen kosteuden vaihteluiden mukaan. Puu asettuu aina tasapainokosteuteen ympäristönsä
TTY Mittausten koekenttä. Käyttö. Sijainti
 TTY Mittausten koekenttä Käyttö Tampereen teknillisen yliopiston mittausten koekenttä sijaitsee Tampereen teknillisen yliopiston välittömässä läheisyydessä. Koekenttä koostuu kuudesta pilaripisteestä (
TTY Mittausten koekenttä Käyttö Tampereen teknillisen yliopiston mittausten koekenttä sijaitsee Tampereen teknillisen yliopiston välittömässä läheisyydessä. Koekenttä koostuu kuudesta pilaripisteestä (
Puutavaran tukkimittarimittauksessa käytettävä tyvisylinterin pituus ja tarkastusmittauksen mittaussuunta
 Puutavaran tukkimittarimittauksessa käytettävä tyvisylinterin pituus ja tarkastusmittauksen mittaussuunta Puutavaranmittauksen neuvottelukunnan suosituksen 12.10.2017 taustamateriaali Suositusta muutettu
Puutavaran tukkimittarimittauksessa käytettävä tyvisylinterin pituus ja tarkastusmittauksen mittaussuunta Puutavaranmittauksen neuvottelukunnan suosituksen 12.10.2017 taustamateriaali Suositusta muutettu
KITTAUSLINJAN TOIMINNAN TEHOSTAMINEN
 KITTAUSLINJAN TOIMINNAN TEHOSTAMINEN LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Puutekniikan koulutusohjelma Puutekniikka Opinnäytetyö Kevät 2014 Sami Pulkkinen Alkusanat Tämä opinnäytetyö on tehty Koskisen
KITTAUSLINJAN TOIMINNAN TEHOSTAMINEN LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Puutekniikan koulutusohjelma Puutekniikka Opinnäytetyö Kevät 2014 Sami Pulkkinen Alkusanat Tämä opinnäytetyö on tehty Koskisen
Massiivipuurakenteet työmaaolosuhteissa kosteuskäyttäytyminen ja siirtymät - Puupäivä 2018 Ville Mertanen
 2 Massiivipuurakenteet työmaaolosuhteissa kosteuskäyttäytyminen ja siirtymät - Puupäivä 2018 Ville Mertanen Esityksen sisältö 3-1. Massiivipuurakenteiden kosteuskäyttäytyminen - Case Hukanhaudan päiväkoti
2 Massiivipuurakenteet työmaaolosuhteissa kosteuskäyttäytyminen ja siirtymät - Puupäivä 2018 Ville Mertanen Esityksen sisältö 3-1. Massiivipuurakenteiden kosteuskäyttäytyminen - Case Hukanhaudan päiväkoti
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä
 TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmä Vaarnalevyt lattioiden liikuntasaumoihin Versio: FI 6/2014 Tekninen käyttöohje TERADOWEL- ja ULTRADOWELkuormansiirtojärjestelmät Vaarnalevyt lattioiden
LIITE 1 VIRHEEN ARVIOINNISTA
 1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
Suositus puutavaran tukkimittarimittauksessa käytettävän tyvisylinterin pituudeksi ja tarkastusmittauksen mittaussuunnaksi.
 Suositus puutavaran tukkimittarimittauksessa käytettävän tyvisylinterin pituudeksi ja tarkastusmittauksen mittaussuunnaksi Tukkimittarimittauksessa tyvisylinterin pituus ja tarkastusmittauksen suunta -
Suositus puutavaran tukkimittarimittauksessa käytettävän tyvisylinterin pituudeksi ja tarkastusmittauksen mittaussuunnaksi Tukkimittarimittauksessa tyvisylinterin pituus ja tarkastusmittauksen suunta -
Etelä-Savon metsäbiotalous
 n metsäbiotalous vahva metsätaloudessa ja puutuotteissa Metsäbiotalous vastaa yli puolesta maakunnan biotalouden tuotoksesta. Vahvoja toimialoja ovat puutuoteteollisuus ja metsätalous (metsänhoito, puunkorjuu
n metsäbiotalous vahva metsätaloudessa ja puutuotteissa Metsäbiotalous vastaa yli puolesta maakunnan biotalouden tuotoksesta. Vahvoja toimialoja ovat puutuoteteollisuus ja metsätalous (metsänhoito, puunkorjuu
ThermiSol Platina Pi-Ka Asennusohje
 Platina Pi-Ka ThermiSol Platina Pi-Ka essa kerrotaan ThermiSol Platina Kattoelementin käsittelyyn, kiinnitykseen ja työstämiseen liittyviä ohjeita. Platina Pi-Ka 2 1. Elementin käsittely... 3 1.1 Elementtikuorman
Platina Pi-Ka ThermiSol Platina Pi-Ka essa kerrotaan ThermiSol Platina Kattoelementin käsittelyyn, kiinnitykseen ja työstämiseen liittyviä ohjeita. Platina Pi-Ka 2 1. Elementin käsittely... 3 1.1 Elementtikuorman
Vanhankaupunginkosken ultraäänikuvaukset Simsonar Oy Pertti Paakkolanvaara
 Vanhankaupunginkosken ultraäänikuvaukset 15.7. 14.11.2014 Simsonar Oy Pertti Paakkolanvaara Avaintulokset 2500 2000 Ylös vaellus pituusluokittain: 1500 1000 500 0 35-45 cm 45-60 cm 60-70 cm >70 cm 120
Vanhankaupunginkosken ultraäänikuvaukset 15.7. 14.11.2014 Simsonar Oy Pertti Paakkolanvaara Avaintulokset 2500 2000 Ylös vaellus pituusluokittain: 1500 1000 500 0 35-45 cm 45-60 cm 60-70 cm >70 cm 120
LIITE 1 VIRHEEN ARVIOINNISTA
 Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
Asennusohje ColoRex SD och EC
 Asennusohje ColoRex SD och EC ColoRex on sähköä johtava PVC-laatta, jonka mitat ovat 610 x 610 x 2 mm. ColoRex on ESD-hyväksytty (Sveriges Provnings- och Forskningsinstitut). ColoRex-asennuksessa käytetään
Asennusohje ColoRex SD och EC ColoRex on sähköä johtava PVC-laatta, jonka mitat ovat 610 x 610 x 2 mm. ColoRex on ESD-hyväksytty (Sveriges Provnings- och Forskningsinstitut). ColoRex-asennuksessa käytetään
KUNINGASPALKKI LIIMAPUU
 KUNINGASPALKKI LIIMAPUU Yksilölliset puuratkaisut KUNINGASPALKKI LIIMAPUU YKSILÖLLISET PUURATKAISUT Kuningaspalkki liimapuu valmistetaan lujuuslajitellusta kuusi- ja mäntysahatavarasta. Lamellit sahataan
KUNINGASPALKKI LIIMAPUU Yksilölliset puuratkaisut KUNINGASPALKKI LIIMAPUU YKSILÖLLISET PUURATKAISUT Kuningaspalkki liimapuu valmistetaan lujuuslajitellusta kuusi- ja mäntysahatavarasta. Lamellit sahataan
Liite 1 - Hakkuukonemittaus
 Liite 1 - Hakkuukonemittaus Tämä ohje on MMM:n asetuksen nro 15/06, dnro 926/01/2006 liite 1. Asetus tuli voimaan 1 päivänä toukokuuta 2006. Hakkuukoneen, joka otetaan käyttöön 1 päivänä toukokuuta 2007
Liite 1 - Hakkuukonemittaus Tämä ohje on MMM:n asetuksen nro 15/06, dnro 926/01/2006 liite 1. Asetus tuli voimaan 1 päivänä toukokuuta 2006. Hakkuukoneen, joka otetaan käyttöön 1 päivänä toukokuuta 2007
MIKÄ ON BAUBUCHE? BauBuchessa yhdistyvät kestäväkehitys, innovatiivisuus, esteettisyys ja kustannustehokkuus. - Ralf Pollmeier
 MIKÄ ON BAUBUCHE? Puun käyttö rakennusmateriaalina on kasvattanut suosiotaan viime vuosina. Puun monipuolisuus materiaalina on tunnettu jo pitkään ja sen merkitys uusiutuvana luonnonvarana on korostunut
MIKÄ ON BAUBUCHE? Puun käyttö rakennusmateriaalina on kasvattanut suosiotaan viime vuosina. Puun monipuolisuus materiaalina on tunnettu jo pitkään ja sen merkitys uusiutuvana luonnonvarana on korostunut
MUSEOT KULTTUURIPALVELUINA
 Elina Arola MUSEOT KULTTUURIPALVELUINA Tutkimuskohteena Mikkelin museot Opinnäytetyö Kulttuuripalvelujen koulutusohjelma Marraskuu 2005 KUVAILULEHTI Opinnäytetyön päivämäärä 25.11.2005 Tekijä(t) Elina
Elina Arola MUSEOT KULTTUURIPALVELUINA Tutkimuskohteena Mikkelin museot Opinnäytetyö Kulttuuripalvelujen koulutusohjelma Marraskuu 2005 KUVAILULEHTI Opinnäytetyön päivämäärä 25.11.2005 Tekijä(t) Elina
VANERIAIHION LÄMPÖTILAN VAIKUTUS PINNOITUSKALVON KESTÄVYYTEEN
 VANERIAIHION LÄMPÖTILAN VAIKUTUS PINNOITUSKALVON KESTÄVYYTEEN [Aihe] LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Puutekniikan koulutusohjelma Puutekniikka Opinnäytetyö Syksy 2017 Ivan Semenov Alkusanat Tämä
VANERIAIHION LÄMPÖTILAN VAIKUTUS PINNOITUSKALVON KESTÄVYYTEEN [Aihe] LAHDEN AMMATTIKORKEAKOULU Tekniikan ala Puutekniikan koulutusohjelma Puutekniikka Opinnäytetyö Syksy 2017 Ivan Semenov Alkusanat Tämä
ENSIRAPORTTI. Työ 70-1351. Peltoniemenkuja 1 Raportointipäivä 08.06.2012. A - Kunnostus- ja kuivauspalvelut Oy Y-tunnus: 1911067-2
 ENSIRAPORTTI Peltoniemenkuja 1 Raportointipäivä 08.06.2012 Työ 70-1351 KOHDE: TILAT: TILAAJA: Peltoniemenkuja 1 4, 01760 VANTAA Kytöpuiston koulun tiloissa toimivan hammashoitolan 2 kerroksen käytävä,
ENSIRAPORTTI Peltoniemenkuja 1 Raportointipäivä 08.06.2012 Työ 70-1351 KOHDE: TILAT: TILAAJA: Peltoniemenkuja 1 4, 01760 VANTAA Kytöpuiston koulun tiloissa toimivan hammashoitolan 2 kerroksen käytävä,
Tuontikoivutukkien laatu loppukäyttäjien kannalta. Juha Arponen & Henrik Heräjärvi
 Tuontikoivutukkien laatu loppukäyttäjien kannalta Juha Arponen & Henrik Heräjärvi Metsäntutkimuslaitos Skogsforskningsinstitutet Finnish Forest Research Institute www.metla.fi Tausta Kuusi- ja koivutukkien
Tuontikoivutukkien laatu loppukäyttäjien kannalta Juha Arponen & Henrik Heräjärvi Metsäntutkimuslaitos Skogsforskningsinstitutet Finnish Forest Research Institute www.metla.fi Tausta Kuusi- ja koivutukkien
Wood-X Röntgenjärjestelmät ja optiset 3D mittarit sahoilla
 Bintec Oy Bintec Oy 2014 Wood-X Röntgenjärjestelmät ja optiset 3D mittarit sahoilla Tukin laaduttaminen, Katkaisun ja sahaamisen optimointi 2009 Tavoitteet sahoilla Oikea materiaali oikeaan paikkaan Tuotelaatu
Bintec Oy Bintec Oy 2014 Wood-X Röntgenjärjestelmät ja optiset 3D mittarit sahoilla Tukin laaduttaminen, Katkaisun ja sahaamisen optimointi 2009 Tavoitteet sahoilla Oikea materiaali oikeaan paikkaan Tuotelaatu
Avaruuslävistäjää etsimässä
 Avaruuslävistäjää etsimässä Avainsanat: avaruusgeometria, mittaaminen Luokkataso: 6.-9. lk, lukio Välineet: lankaa, särmiön muotoisia kartonkisia pakkauksia(esim. maitotölkki tms.), sakset, piirtokolmio,
Avaruuslävistäjää etsimässä Avainsanat: avaruusgeometria, mittaaminen Luokkataso: 6.-9. lk, lukio Välineet: lankaa, särmiön muotoisia kartonkisia pakkauksia(esim. maitotölkki tms.), sakset, piirtokolmio,
Latauspotentiaalimittaukset Olkiluodossa keväällä 2003
 Työraportti 2003-25 Latauspotentiaalimittaukset Olkiluodossa keväällä 2003 Mari Lahti Tero Laurila Kesäkuu 2003 POSIVA OY FIN-27160 OLKILUOTO, FINLAND Tel +358-2-8372 31 Fax +358-2-8372 3709 Työraportti
Työraportti 2003-25 Latauspotentiaalimittaukset Olkiluodossa keväällä 2003 Mari Lahti Tero Laurila Kesäkuu 2003 POSIVA OY FIN-27160 OLKILUOTO, FINLAND Tel +358-2-8372 31 Fax +358-2-8372 3709 Työraportti
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Energiapuun kosteuden määrittäminen metsäkuljetuksen yhteydessä
 Energiapuun kosteuden määrittäminen metsäkuljetuksen yhteydessä Mikko Holopainen, Pohjois-Karjalan AMK Jari Lindblad, Metsäntutkimuslaitos Timo Melkas, Metsäteho Oy 14.8.2012 Taustaa Kosteus on energiapuun
Energiapuun kosteuden määrittäminen metsäkuljetuksen yhteydessä Mikko Holopainen, Pohjois-Karjalan AMK Jari Lindblad, Metsäntutkimuslaitos Timo Melkas, Metsäteho Oy 14.8.2012 Taustaa Kosteus on energiapuun
AKK-MOTORSPORT ry Katsastuksen käsikirja ISKUTILAVUUDEN MITTAAMINEN. 1. Tarkastuksen käyttö
 ISKUTILAVUUDEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet 4. Olosuhteet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin iskutilavuuden mittaaminen ja laskeminen. Kyseinen on mahdollista
ISKUTILAVUUDEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet 4. Olosuhteet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin iskutilavuuden mittaaminen ja laskeminen. Kyseinen on mahdollista
Nämä toimitusehdot korvaavat aikaisemmat Mäntypuisten ratapölkkyjen tekniset toimitusehdot 1281/731/97, 1.11.1997. kunnossapitoyksikön päällikkö
 RATAHALLINTO- KESKUS BANFÖRVALTNINGS- CENTRALEN 1717/731/02 8.11.2002 1 (7) MÄNTYPUISTEN RATAPÖLKKYJEN TEKNISET TOIMITUSEHDOT Ratahallintokeskus on vahvistanut Mäntypuisten ratapölkkyjen tekniset toimitusehdot
RATAHALLINTO- KESKUS BANFÖRVALTNINGS- CENTRALEN 1717/731/02 8.11.2002 1 (7) MÄNTYPUISTEN RATAPÖLKKYJEN TEKNISET TOIMITUSEHDOT Ratahallintokeskus on vahvistanut Mäntypuisten ratapölkkyjen tekniset toimitusehdot
Otoskoko 107 kpl. a) 27 b) 2654
 27 b) 2654") 1. Tietyllä koneella valmistettavien tiivisterenkaiden halkaisijan keskihajonnan tiedetään olevan 0.04 tuumaa. Kyseisellä koneella valmistettujen 100 renkaan halkaisijoiden keskiarvo oli 0.60 tuumaa. Määrää
1. Tietyllä koneella valmistettavien tiivisterenkaiden halkaisijan keskihajonnan tiedetään olevan 0.04 tuumaa. Kyseisellä koneella valmistettujen 100 renkaan halkaisijoiden keskiarvo oli 0.60 tuumaa. Määrää
KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma / levytekniikan suuntautumisvaihtoehto
 KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma / levytekniikan suuntautumisvaihtoehto Simo Halonen INTERIOR-LIIMATUN KOIVUVANERIN KIEROUTUMISEN JA KÄYRISTYMISEN VÄHENTÄMINEN Opinnäytetyö
KYMENLAAKSON AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma / levytekniikan suuntautumisvaihtoehto Simo Halonen INTERIOR-LIIMATUN KOIVUVANERIN KIEROUTUMISEN JA KÄYRISTYMISEN VÄHENTÄMINEN Opinnäytetyö
KESTÄVIÄ PUUTUOTTEITA UPM TIMBER
 KESTÄVIÄ PUUTUOTTEITA UPM TIMBER Laadukkaita ja ympäristöystävällisiä PUUTUOTTEITA UPM Timber valmistaa korkealuokkaista mänty- ja kuusisahatavaraa rakennus- ja puusepänteollisuuteen sekä useisiin muihin
KESTÄVIÄ PUUTUOTTEITA UPM TIMBER Laadukkaita ja ympäristöystävällisiä PUUTUOTTEITA UPM Timber valmistaa korkealuokkaista mänty- ja kuusisahatavaraa rakennus- ja puusepänteollisuuteen sekä useisiin muihin
Kirjahylly alakaapilla
 Kirjahylly alakaapilla Tällä sivustolla on jo aiemmin esitty artikkeli seinään kiinnitettävästä kirjahyllystä, joten tällä kertaa kerrotaan, miten rakennetaan kirjahylly, jossa on erillinen alakaappi.
Kirjahylly alakaapilla Tällä sivustolla on jo aiemmin esitty artikkeli seinään kiinnitettävästä kirjahyllystä, joten tällä kertaa kerrotaan, miten rakennetaan kirjahylly, jossa on erillinen alakaappi.
RPS PARVEKESARANA EuRoKoodiEN mukainen SuuNNittElu
 RPS PARVEKESARANA Eurokoodien mukainen suunnittelu RPS PARVEKESARANA 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Parvekesaranan mitat ja osat... 4 2.2 Parvekesaranan materiaalit ja standardit...
RPS PARVEKESARANA Eurokoodien mukainen suunnittelu RPS PARVEKESARANA 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Parvekesaranan mitat ja osat... 4 2.2 Parvekesaranan materiaalit ja standardit...
Prosessiteollisuuden perustutkinto
 Prosessiteollisuuden perustutkinto Sisällys 2.1 Pakolliset tutkinnon osat, 75 ops... 4 2.1.1 Käynnissäpito, 30 osp... 4 2.1.2 Tuotantoprosessit ja prosessin ohjaus, 45 osp... 5 2.2 Levyteollisuuden osaamisalan,
Prosessiteollisuuden perustutkinto Sisällys 2.1 Pakolliset tutkinnon osat, 75 ops... 4 2.1.1 Käynnissäpito, 30 osp... 4 2.1.2 Tuotantoprosessit ja prosessin ohjaus, 45 osp... 5 2.2 Levyteollisuuden osaamisalan,
www.pa ww.p r a ma m.f a i Etunimi Sukunimi 14.11.2013
 Etunimi Sukunimi 14.11.2013 1 Suunnittelun ja valmistuksen yhteistyö www.elementtisuunnittelu.fi Suunnitteluprosessi Normit ja standardit Suunnittelun ohjaus Suunnitteluasiakirjat Tuoteosakauppa Mallintava
Etunimi Sukunimi 14.11.2013 1 Suunnittelun ja valmistuksen yhteistyö www.elementtisuunnittelu.fi Suunnitteluprosessi Normit ja standardit Suunnittelun ohjaus Suunnitteluasiakirjat Tuoteosakauppa Mallintava
Keski-Pohjanmaan metsäbiotalous
 Keski-Pohjanmaan metsäbiotalous Keski-Pohjanmaa puutuotteista pientä lisää biotalouteen Metsäbiotalouden osuus maakunnan koko biotalouden tuotoksesta on 19 %, joka on selvästi maakuntien keskiarvoa pienempi.
Keski-Pohjanmaan metsäbiotalous Keski-Pohjanmaa puutuotteista pientä lisää biotalouteen Metsäbiotalouden osuus maakunnan koko biotalouden tuotoksesta on 19 %, joka on selvästi maakuntien keskiarvoa pienempi.
KoskiThermasennusohje
 KoskiThermasennusohje KoskiTherm lattialämmityslevy vesikiertoiseen lattialämmitykseen Koskisen Oy on kehittänyt yhteistyössä Uponorin kanssa KoskiThermin, jonka avulla vesikiertoinen lattialämmitys voidaan
KoskiThermasennusohje KoskiTherm lattialämmityslevy vesikiertoiseen lattialämmitykseen Koskisen Oy on kehittänyt yhteistyössä Uponorin kanssa KoskiThermin, jonka avulla vesikiertoinen lattialämmitys voidaan
TEKNINEN TIEDOTE LATTIARAKENTEET
 1/ LATTIARAKENTEET Vakio/vahvistettu lattia 4 1 2 3 1. Silikonimassa 2. Liukuestepintainen vaneri 9 mm. Vahvistettu lattia, vaneri 1 mm. 3. PE-tiiviste 4. PU-tiiviste. Butyylimassa 6. Puuvahvike 0 x 100,
1/ LATTIARAKENTEET Vakio/vahvistettu lattia 4 1 2 3 1. Silikonimassa 2. Liukuestepintainen vaneri 9 mm. Vahvistettu lattia, vaneri 1 mm. 3. PE-tiiviste 4. PU-tiiviste. Butyylimassa 6. Puuvahvike 0 x 100,
Asennusohje SureStep PUR, SafeStep, SafeStep Grip & SafeStep R12
 Kaikkein paraskaan lattiapäällyste ei ole hyvännäköinen tai toimiva, jos sitä ei asenneta ja hoideta oikein tai jos alusta ei ole ihanteellinen. Lue tämän vuoksi asennusohje huolellisesti, ennen kuin aloitat
Kaikkein paraskaan lattiapäällyste ei ole hyvännäköinen tai toimiva, jos sitä ei asenneta ja hoideta oikein tai jos alusta ei ole ihanteellinen. Lue tämän vuoksi asennusohje huolellisesti, ennen kuin aloitat
Sentinel House Instituutin testi Epatherm kalsium-silikaattilevyjen puhtaudesta.
 EPATHERM 1/4 Sentinel House Instituutin testi Epatherm kalsium-silikaattilevyjen puhtaudesta. Epasit GmbH tuotteen valmistajana teetti testin kyseisessä laitoksessa. Testin tuloksena Epatherm levyt ja
EPATHERM 1/4 Sentinel House Instituutin testi Epatherm kalsium-silikaattilevyjen puhtaudesta. Epasit GmbH tuotteen valmistajana teetti testin kyseisessä laitoksessa. Testin tuloksena Epatherm levyt ja
Lähtökohta. Testi. Kuva 1. C20/25 Testikappale jossa Xypex Concentrate sively
 Lähtökohta Testin lähtökohtana oli uudiskohde, jonka maanalaiset kellariseinät olivat ulkopuolisesta bentoniitti eristyksestä huolimatta vuotaneet. Kohteen rakennuttaja halusi vakuutuksen Xypex Concentrate
Lähtökohta Testin lähtökohtana oli uudiskohde, jonka maanalaiset kellariseinät olivat ulkopuolisesta bentoniitti eristyksestä huolimatta vuotaneet. Kohteen rakennuttaja halusi vakuutuksen Xypex Concentrate
No Problem TARJOTTIMET 1.3.2012
 No Problem TARJOTTIMET 1.3.2012 Tuotetietoja Kaikki No Problem tarjottimet on käsintehtyjä, tuote kerrallaan. Yhdessä tarjottimessa voi olla jopa 8 kerrosta viilua, koosta riippuen. Paikallisesti valmistettu
No Problem TARJOTTIMET 1.3.2012 Tuotetietoja Kaikki No Problem tarjottimet on käsintehtyjä, tuote kerrallaan. Yhdessä tarjottimessa voi olla jopa 8 kerrosta viilua, koosta riippuen. Paikallisesti valmistettu
PUUTAVARA- PÖLKKYJEN MITTAUS
 PUUTAVARA- PÖLKKYJEN MITTAUS PUUTAVARAPÖLKKYJEN MITTAUS Metsähallitus Metsäteollisuus ry Yksityismetsätalouden Työnantajat ry Puu- ja erityisalojen liitto Ohje perustuu alla lueteltuihin maa- ja metsätalousministeriön
PUUTAVARA- PÖLKKYJEN MITTAUS PUUTAVARAPÖLKKYJEN MITTAUS Metsähallitus Metsäteollisuus ry Yksityismetsätalouden Työnantajat ry Puu- ja erityisalojen liitto Ohje perustuu alla lueteltuihin maa- ja metsätalousministeriön
Teräsrakenteiden palosuojaus
 Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Teräsrakenteiden palosuojaus Vers. 0-05 PROMATECT-L on palamaton levy, jota käytetään teräs- ja betonirakenteiden suojaamisen tulipaloilta. Levy on valmistettu epäorgaanisesta kalsiumsilikaatista, joka
Puun uudet käyttömuodot Vastuullinen metsien käyttö kasvavia odotuksia ja uusia mahdollisuuksia. 20.3.2013 Pia Nilsson, UPM
 Puun uudet käyttömuodot Vastuullinen metsien käyttö kasvavia odotuksia ja uusia mahdollisuuksia 20.3.2013 Pia Nilsson, UPM Visio The Biofore Company UPM yhdistää bio- ja metsäteollisuuden ja rakentaa uutta,
Puun uudet käyttömuodot Vastuullinen metsien käyttö kasvavia odotuksia ja uusia mahdollisuuksia 20.3.2013 Pia Nilsson, UPM Visio The Biofore Company UPM yhdistää bio- ja metsäteollisuuden ja rakentaa uutta,
S-114.3812 Laskennallinen Neurotiede
 S-114.381 Laskennallinen Neurotiede Projektityö 30.1.007 Heikki Hyyti 60451P Tehtävä 1: Virityskäyrästön laskeminen Luokitellaan neuroni ensin sen mukaan, miten se vastaa sinimuotoisiin syötteisiin. Syöte
S-114.381 Laskennallinen Neurotiede Projektityö 30.1.007 Heikki Hyyti 60451P Tehtävä 1: Virityskäyrästön laskeminen Luokitellaan neuroni ensin sen mukaan, miten se vastaa sinimuotoisiin syötteisiin. Syöte
Kävelyn aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta)
") TUTKIMUSSELOSTUS Nro VTT-S-02441-07 Korvaa selostuksen Nro VTT-S-00671-07 7.3.2007 n aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta) Tilaaja: SIA
TUTKIMUSSELOSTUS Nro VTT-S-02441-07 Korvaa selostuksen Nro VTT-S-00671-07 7.3.2007 n aiheuttamien ilmanliikkeiden todentaminen laminaatin alla käytettäessä PROVENT alustaa (parketinalusta) Tilaaja: SIA
4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014
 4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014 27. kesäkuuta 2014 Omnitele Ltd. Mäkitorpantie 3B P.O. Box 969, 00101 Helsinki Finland Puh: +358 9 695991 Fax: +358 9 177182 E-mail: contact@omnitele.fi
4G LTE-verkkojen sisätilakuuluvuusvertailu 1H2014 27. kesäkuuta 2014 Omnitele Ltd. Mäkitorpantie 3B P.O. Box 969, 00101 Helsinki Finland Puh: +358 9 695991 Fax: +358 9 177182 E-mail: contact@omnitele.fi
Lämpötila Tuulensuunta Tuulen nopeus Suhteellinen kosteus Tiistai 23.05.2006 o
 1 / 6 JOENSUUN KAUPUNKI YMPÄRISTÖNSUOJELUTOIMISTO Jokikatu 7 80220 Joensuu JOENSUN UKONLAHDEN SYVÄSATAMAN MELUMITTAUKSET TAUSTAA Mittaukset suoritettiin liittyen Ukonlahden syväsataman ympäristölupaan.
1 / 6 JOENSUUN KAUPUNKI YMPÄRISTÖNSUOJELUTOIMISTO Jokikatu 7 80220 Joensuu JOENSUN UKONLAHDEN SYVÄSATAMAN MELUMITTAUKSET TAUSTAA Mittaukset suoritettiin liittyen Ukonlahden syväsataman ympäristölupaan.
ASENNUSOHJEET. Korkkitrio Oy Aurinkokuja 5 A, Tampere
 KULJETUS, VARASTOINTI JA HUONEILMAAN SOPEUTTAMINEN Wise tulee olla asennuspaikalla vähintään 24 tuntia ennen asennusta kuivassa ja tuuletetussa tilassa, jotta materiaali ehtii sopeutua asennettavaan huoneilmaan.
KULJETUS, VARASTOINTI JA HUONEILMAAN SOPEUTTAMINEN Wise tulee olla asennuspaikalla vähintään 24 tuntia ennen asennusta kuivassa ja tuuletetussa tilassa, jotta materiaali ehtii sopeutua asennettavaan huoneilmaan.
Kiviaineksen laatuvaatimukset Asfalttinormit Pirjo Kuula TTY/Maa- ja pohjarakenteet
 Kiviaineksen laatuvaatimukset Asfalttinormit 2017 Pirjo Kuula TTY/Maa- ja pohjarakenteet Sisältö Kiviaineksen laatuvaatimukset Mitä ja miksi? Asfalttinormit 2017 Muutokset kiviaineksen laatuvaatimuksissa
Kiviaineksen laatuvaatimukset Asfalttinormit 2017 Pirjo Kuula TTY/Maa- ja pohjarakenteet Sisältö Kiviaineksen laatuvaatimukset Mitä ja miksi? Asfalttinormit 2017 Muutokset kiviaineksen laatuvaatimuksissa
Metsäsertifiointi. Päättäjien metsäakatemia Aluejohtaja Pekka Vainikka
 Metsäsertifiointi Päättäjien metsäakatemia 22.5.2013 Aluejohtaja Pekka Vainikka Metsäsertifiointi Metsäsertifioinnilla tarkoitetaan menettelyä, jossa riippumaton kolmas osapuoli tarkastaa, vastaako metsien
Metsäsertifiointi Päättäjien metsäakatemia 22.5.2013 Aluejohtaja Pekka Vainikka Metsäsertifiointi Metsäsertifioinnilla tarkoitetaan menettelyä, jossa riippumaton kolmas osapuoli tarkastaa, vastaako metsien
Siipiratasalus. Petri Sinivuori 92
 Siipiratasalus Petri Sinivuori 92 Tehtävänä on tehdä annettujen ohjeiden mukaan siipiratasalus, joka sopivalla moottorilla toimii myös sähkövoimalana. Silloin voima voidaan ottaa esim. vesihanasta ja patteri
Siipiratasalus Petri Sinivuori 92 Tehtävänä on tehdä annettujen ohjeiden mukaan siipiratasalus, joka sopivalla moottorilla toimii myös sähkövoimalana. Silloin voima voidaan ottaa esim. vesihanasta ja patteri
Kahden laboratorion mittaustulosten vertailu
 TUTKIMUSSELOSTUS NRO RTE9 (8) LIITE Kahden laboratorion mittaustulosten vertailu Sisältö Sisältö... Johdanto... Tulokset.... Lämpökynttilät..... Tuote A..... Tuote B..... Päätelmiä.... Ulkotulet.... Hautalyhdyt,
TUTKIMUSSELOSTUS NRO RTE9 (8) LIITE Kahden laboratorion mittaustulosten vertailu Sisältö Sisältö... Johdanto... Tulokset.... Lämpökynttilät..... Tuote A..... Tuote B..... Päätelmiä.... Ulkotulet.... Hautalyhdyt,
KARELIA AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma. Risto Kinnunen. Viilun jatkoslinjan käyttöasteen tehostaminen
 KARELIA AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Risto Kinnunen Viilun jatkoslinjan käyttöasteen tehostaminen Opinnäytetyö Joulukuu 2014 OPINNÄYTETYÖ Joulukuu 2014 Kone- ja tuotantotekniikan
KARELIA AMMATTIKORKEAKOULU Kone- ja tuotantotekniikan koulutusohjelma Risto Kinnunen Viilun jatkoslinjan käyttöasteen tehostaminen Opinnäytetyö Joulukuu 2014 OPINNÄYTETYÖ Joulukuu 2014 Kone- ja tuotantotekniikan
Mittalaitteen tulee toimia luotettavasti kaikissa korjuuolosuhteissa.
 LIITE 1 HAKKUUKONEMITTAUS 1(5) HAKKUUKONEMITTAUS 1 Määritelmä Hakkuukonemittauksella tarkoitetaan hakkuukoneella valmistettavan puutavaran tilavuuden mittausta valmistuksen yhteydessä koneen mittalaitteella.
LIITE 1 HAKKUUKONEMITTAUS 1(5) HAKKUUKONEMITTAUS 1 Määritelmä Hakkuukonemittauksella tarkoitetaan hakkuukoneella valmistettavan puutavaran tilavuuden mittausta valmistuksen yhteydessä koneen mittalaitteella.
PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET
 FCG Finnish Consulting Group Oy Keski-Savon ympäristötoimi PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET Raportti 171905-P11889 30.11.2010 FCG Finnish Consulting Group Oy Raportti I 30.11.2010 SISÄLLYSLUETTELO
FCG Finnish Consulting Group Oy Keski-Savon ympäristötoimi PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET Raportti 171905-P11889 30.11.2010 FCG Finnish Consulting Group Oy Raportti I 30.11.2010 SISÄLLYSLUETTELO
Rauduskoivun pystykarsintakoe
 Rauduskoivun pystykarsintakoe - ensituloksia karsinta-ajankohdan ja menetelmän vaikutuksista 2006-2011 Pentti Niemistö 21.8.2012 Metsäntutkimuslaitos Skogsforskningsinstitutet Finnish Forest Research Institute
Rauduskoivun pystykarsintakoe - ensituloksia karsinta-ajankohdan ja menetelmän vaikutuksista 2006-2011 Pentti Niemistö 21.8.2012 Metsäntutkimuslaitos Skogsforskningsinstitutet Finnish Forest Research Institute
Asennusohje. Devicell Dry
 Asennusohje Devicell Dry 1 Asennusohje SF Tekniset tiedot Rakenne: Alumiinilla päällystetty polystyreeni U-arvo: 3 W/m2K Koko: 50 x 100 cm (0,5 m2) Paksuus: 13 mm Alumiinin paksuus: 1 mm Eriste: 12 mm
Asennusohje Devicell Dry 1 Asennusohje SF Tekniset tiedot Rakenne: Alumiinilla päällystetty polystyreeni U-arvo: 3 W/m2K Koko: 50 x 100 cm (0,5 m2) Paksuus: 13 mm Alumiinin paksuus: 1 mm Eriste: 12 mm
yproc Planum Gyproc Planum Sileät katot ja seinät
 yproc Planum Gyproc Planum Sileät katot ja seinät yproc Planum Korkeaa, leveää ja aivan tasaista! Gyproc Planum -kipsilevyllä voidaan rakentaa sisäkattoja tai korkeita seiniä ilman näkyviä saumoja. Erona
yproc Planum Gyproc Planum Sileät katot ja seinät yproc Planum Korkeaa, leveää ja aivan tasaista! Gyproc Planum -kipsilevyllä voidaan rakentaa sisäkattoja tai korkeita seiniä ilman näkyviä saumoja. Erona
SUPER TT-, TT- JA HTT -LAATAT
 SUUNNITTELUOHJE SUPER TT-, TT- JA HTT -LAATAT 1 (33) SISÄLLYS 1. YLEISTÄ...2 2. SUUNNITTELU...3 3. VALMISTUS...4 4. KIINNITYSTEN JA RIPUSTUSTEN YLEISOHJE...5 LIITTEET...6 LIITE 1A: SUPERTT-LAATAN POIKKILEIKKAUSMITAT...7
SUUNNITTELUOHJE SUPER TT-, TT- JA HTT -LAATAT 1 (33) SISÄLLYS 1. YLEISTÄ...2 2. SUUNNITTELU...3 3. VALMISTUS...4 4. KIINNITYSTEN JA RIPUSTUSTEN YLEISOHJE...5 LIITTEET...6 LIITE 1A: SUPERTT-LAATAN POIKKILEIKKAUSMITAT...7
Mittaustulosten tilastollinen käsittely
 Mittaustulosten tilastollinen käsittely n kertaa toistetun mittauksen tulos lasketaan aritmeettisena keskiarvona n 1 x = x i n i= 1 Mittaustuloksen hajonnasta aiheutuvaa epävarmuutta kuvaa keskiarvon keskivirhe
Mittaustulosten tilastollinen käsittely n kertaa toistetun mittauksen tulos lasketaan aritmeettisena keskiarvona n 1 x = x i n i= 1 Mittaustuloksen hajonnasta aiheutuvaa epävarmuutta kuvaa keskiarvon keskivirhe
Merkkausvärin kehittäminen
 Merkkausvärin kehittäminen Heikki Juhe, 26.1.2011 1. Johdanto JL-tuotteet aloitti keväällä 2010 tutkimus- ja kehitysprojektin, jonka tarkoituksena oli tutkia käytössä olevien merkkausvärien imeytyvyyttä
Merkkausvärin kehittäminen Heikki Juhe, 26.1.2011 1. Johdanto JL-tuotteet aloitti keväällä 2010 tutkimus- ja kehitysprojektin, jonka tarkoituksena oli tutkia käytössä olevien merkkausvärien imeytyvyyttä
ASENNUSOHJE DEPO. ARITERM OY Asennus- ja käyttöohje - 10.06.2008-1/12
 ASENNUSOHJE DEPO ARITERM OY Asennus- ja käyttöohje - 10.06.2008-1/12 OSALUETTELO Pääosat Osa Nr Nimike 1 1498 Spiraali PFlex Ø53 2 8143 Ruuvi T6SS M6 x 20 3 1433 Sovitusakselitappi 4 1365 Akselitappi 5
ASENNUSOHJE DEPO ARITERM OY Asennus- ja käyttöohje - 10.06.2008-1/12 OSALUETTELO Pääosat Osa Nr Nimike 1 1498 Spiraali PFlex Ø53 2 8143 Ruuvi T6SS M6 x 20 3 1433 Sovitusakselitappi 4 1365 Akselitappi 5
PROMATECT -200 Teräsrakenteiden palosuojaus
 PROMATECT -00 Teräsrakenteiden palosuojaus Vers. 0-06 PROMATECT -00 PROMATECT -00 on palamaton levy teräsrakenteiden suojaukseen kuivassa tilassa. PROMATECT -00 on valmistettu kasiumsilikaatin ja kipsimassan
PROMATECT -00 Teräsrakenteiden palosuojaus Vers. 0-06 PROMATECT -00 PROMATECT -00 on palamaton levy teräsrakenteiden suojaukseen kuivassa tilassa. PROMATECT -00 on valmistettu kasiumsilikaatin ja kipsimassan
Työ 31A VAIHTOVIRTAPIIRI. Pari 1. Jonas Alam Antti Tenhiälä
 Työ 3A VAIHTOVIRTAPIIRI Pari Jonas Alam Antti Tenhiälä Selostuksen laati: Jonas Alam Mittaukset tehty: 0.3.000 Selostus jätetty: 7.3.000 . Johdanto Tasavirtapiirissä sähkövirta ja jännite käyttäytyvät
Työ 3A VAIHTOVIRTAPIIRI Pari Jonas Alam Antti Tenhiälä Selostuksen laati: Jonas Alam Mittaukset tehty: 0.3.000 Selostus jätetty: 7.3.000 . Johdanto Tasavirtapiirissä sähkövirta ja jännite käyttäytyvät
Satakunnan metsäbiotalous
 Satakunnan metsäbiotalous Satakunnassa massa ja paperi ovat metsäbiotalouden kärjessä Metsäbiotalouden osuus maakunnan biotalouden tuotoksesta on 41 %. Muussa biotaloudessa tärkeimmät sektorit ovat elintarviketeollisuus
Satakunnan metsäbiotalous Satakunnassa massa ja paperi ovat metsäbiotalouden kärjessä Metsäbiotalouden osuus maakunnan biotalouden tuotoksesta on 41 %. Muussa biotaloudessa tärkeimmät sektorit ovat elintarviketeollisuus
CE-MERKITTYJEN VANERILEVYJEN VAATIMUKSET JA VAATIMUSTEN ALITTAMISEEN VAIKUTTAVAT TEKIJÄT
 KARELIA-AMMATTIKORKEAKOULU Rakennustekniikan koulutusohjelma Miitta Turunen CE-MERKITTYJEN VANERILEVYJEN VAATIMUKSET JA VAATIMUSTEN ALITTAMISEEN VAIKUTTAVAT TEKIJÄT Opinnäytetyö Kesäkuu 2014 OPINNÄYTETYÖ
KARELIA-AMMATTIKORKEAKOULU Rakennustekniikan koulutusohjelma Miitta Turunen CE-MERKITTYJEN VANERILEVYJEN VAATIMUKSET JA VAATIMUSTEN ALITTAMISEEN VAIKUTTAVAT TEKIJÄT Opinnäytetyö Kesäkuu 2014 OPINNÄYTETYÖ
Havuviilun kosteuden tasaannuttamisen optimointi vanerin valmistuksessa
 Havuviilun kosteuden tasaannuttamisen optimointi vanerin valmistuksessa Mikko Pelkiö Opinnäytetyö.. Ammattikorkeakoulututkinto SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä Koulutusala Tekniikan
Havuviilun kosteuden tasaannuttamisen optimointi vanerin valmistuksessa Mikko Pelkiö Opinnäytetyö.. Ammattikorkeakoulututkinto SAVONIA-AMMATTIKORKEAKOULU OPINNÄYTETYÖ Tiivistelmä Koulutusala Tekniikan
Opastiosilta 8 B 00520 HELSINKI 52 SELOSTE Puhelin 90-140011 3/1976 HAKKUUMIEHEN AJANKÄYTTÖ PÖLKKY
 MDSATIHO Opastiosilta 8 B 0050 HELSINKI 5 SELOSTE Puhelin 90400 /976 HAKKUUMIEHEN AJANKÄYTTÖ PÖLKKY MENETELMÄÄN LIITTYVISSÄ TÖISSÄ Mikko Kahala TIIVISTELMÄ Tutkimuksessa selvitetäänhakkuumiehen ajankäyttöä
MDSATIHO Opastiosilta 8 B 0050 HELSINKI 5 SELOSTE Puhelin 90400 /976 HAKKUUMIEHEN AJANKÄYTTÖ PÖLKKY MENETELMÄÄN LIITTYVISSÄ TÖISSÄ Mikko Kahala TIIVISTELMÄ Tutkimuksessa selvitetäänhakkuumiehen ajankäyttöä
Etelä-Pohjanmaan metsäbiotalous
 Etelä-Pohjanmaan metsäbiotalous Etelä- Pohjanmaan metsäbiotalouden perusta puutuotteissa Metsäbiotalouden suurin toimiala on puutuoteteollisuus. Se työllistää lähes 60 prosenttia maakunnan metsäbiotalouden
Etelä-Pohjanmaan metsäbiotalous Etelä- Pohjanmaan metsäbiotalouden perusta puutuotteissa Metsäbiotalouden suurin toimiala on puutuoteteollisuus. Se työllistää lähes 60 prosenttia maakunnan metsäbiotalouden
Puun arvoketjujen laskenta kehittyy - CASE: Sahauskustannusten laskenta
 Puun arvoketjujen laskenta kehittyy - CASE: Sahauskustannusten laskenta Heikki Korpunen Metla Parkano Metsätieteen päivä 2009 Teknologiklubi Tieteiden talo WOOD VALUE Metsäntutkimuslaitos Skogsforskningsinstitutet
Puun arvoketjujen laskenta kehittyy - CASE: Sahauskustannusten laskenta Heikki Korpunen Metla Parkano Metsätieteen päivä 2009 Teknologiklubi Tieteiden talo WOOD VALUE Metsäntutkimuslaitos Skogsforskningsinstitutet
Pinomittaus ajoneuvossa Ositettu kehysotantamittaus
 Pinomittaus ajoneuvossa Ositettu kehysotantamittaus Pinomittaus ajoneuvossa, projekti nro 241 1 Projektiryhmä Pinomittaus ajoneuvossa Ositettu kehysotantamittaus Tuomo Vuorenpää, proj.pääll. (kesäkuuhun
Pinomittaus ajoneuvossa Ositettu kehysotantamittaus Pinomittaus ajoneuvossa, projekti nro 241 1 Projektiryhmä Pinomittaus ajoneuvossa Ositettu kehysotantamittaus Tuomo Vuorenpää, proj.pääll. (kesäkuuhun