Ultralujat rakenne- ja kulutusteräkset - tärkeimmät ominaisuudet suunnittelulle
|
|
|
- Niilo Salminen
- 9 vuotta sitten
- Katselukertoja:
Transkriptio


1 Ultralujat rakenne- ja kulutusteräkset - tärkeimmät ominaisuudet suunnittelulle CASR-Steelpolis verkostohanke (EAKR) Tekijät: Janne Lämsä, Henri Kiuru Raahen Seudun Teknologiakeskus Oy Oulun yliopisto 1

2 CASR-Steelpolis -verkostohanke Raahen Seudun Teknologiakeskus Oy:llä (RST Oy) ja Oulun yliopiston terästutkimuskeskuksella (CASR) on kolme vuotta kestävä hankkeen, jolla edistetään metallialan yritysten tutkimus- ja kehitystoimintaa. Hanke on aloitettu vuoden 2009 alussa ja päättyy Oulun yliopiston terästutkimuskeskus, CASR, edustaa korkean tason teräksenvalmistuksen ja myös jatkojalostuksen tutkimusta. RST Oy kehittää konepajojen teknologiaa ja on läheisessä yhteistyössä yritysten kanssa. Tutkimus- ja kehitystoiminnalla avustetaan yrityksiä kehittämään tuotteitaan, prosessejaan ja liiketoimintaansa kovassa kansainvälisessä kilpailussa. Hankkeen tavoitteena on yliopistollisen tutkimuksen tuominen Raahen ja Oulun seudun konepajateollisuuden kehittämistoimintaan hyödyntämällä CASR:n ja RST Oy:n osaamista. Hanke tarjoaa pk-yrityksille mahdollisuuden käyttää hyväkseen em. toimijoiden teknologista ja projektiosaamista, laitteita sekä laajaa yhteistyöverkostoa. 2

3 SISÄLLYSLUETTELO 1 JOHDANTO LUJAT JA KULUTUSTA KESTÄVÄT TERÄKSET Kemiallinen koostumus Miksi lujia ja kulutusta kestäviä teräksiä käytetään? Taloudellisuus Lujat ja kulutusta kestävät teräkset normeissa ja markkinoilla Lujien ja kulutusta kestävien terästen käyttö erilaisissa kohteissa Mitä rakenteiden hoikistumisesta seuraa? STAATTINEN LUJUUS JA SEN HYÖDYNTÄMINEN Lujuus jäykkyys (taivutus, vääntö) Törmäyskestävyys Nurjahduksen hallinta Lommahduksen hallinta Hitsatut rakenteet Millaista uutta suunnittelua? VÄSYMISLUJUUS JA MITOITUS Yleistä väsymisilmiöstä ja sen mittaamisesta Teräsmateriaalin väsyminen ja särönkasvu Geometrian vaikutus väsymisessä - jännityskeskittymät, hitsatut rakenteet Hitsin jälkikäsittely TERÄKSEN ISKUSITKEYS JA MITOITUS ISKUMAISTA KUORMAA VARTEN Iskumaisen kuorman huomioiminen rakenteen suunnittelussa KULUMISKESTÄVYYS Kulumismekanismit Kulumiskokeet Materiaalinvalinta Mitoitusperiaatteita Rakenteellisia näkökohtia LÄHTEET LIITTEET 3

4 1 JOHDANTO Ultralujien ja kulutusta kestävien teräsrakenteiden suunnittelu - selvityksen tarkoituksena on tuoda esille asioita, joita tulisi ottaa huomioon suunniteltaessa ja käytettäessä ultralujia ja kulutusta kestäviä teräslaatuja. Ultralujien terästen käytössä ja suunnittelussa pätevät samat perusasiat kuin tavallisella rakenneteräksellä, mutta jotkut erityisasiat korostuvat ja tulevat kriittisemmiksi, kun teräksen lujuus kasvaa. Tämä pätee ennen kaikkea teräslaatujen konepajakäytettävyydessä. Ultralujien ja kulutusteräksien kehitystä on edeltänyt käyttäjien ja suunnittelijoiden vaatimus saavuttaa kevyempiä, lujempia ja paremmin kulutusta kestäviä rakenteita. Jotta rakenteista saataisiin samalla lujia ja kevyitä on teräksen myötörajan oltava korkea, erityisesti ultralujilla teräslaaduilla. Samalla vaatimukset materiaalin kulumiskestävyydessä ovat johtaneet AR -terästen (Abrasion Resistant = kulutuskestävä), eli kulutusterästen kehittämiseen, joita voidaan tarvittaessa käyttää myös rakenneteräksinä. [1] Ultralujia ja kulutusta kestäviä teräksiä käytetään pääasiallisesti silloin kun pyritään vähentämään: - Omapainoa - Kulumista - Iskujen ja töytäisyjen vaikutusta - Pintavaurioita (lisäämällä kappaleen kovuutta) Nykyisin näitä teräksiä käytetään ahkerasti kuljetussektorilla, maansiirtoajoneuvoissa, autonostureissa, metsäkoneissa, prosessiteollisuudessa (sementti ja puunjalostus), kaivos- ja mineraaliteollisuudessa. Kulutusteräksiä käytetään yleisesti kohteissa, jotka altistuvat esim. maa-, kivi- ja soraaineksen hankaavalle kulutukselle. Ultralujien ja kulutusterästen suuri lujuus ja kovuus on saavutettu lämpökäsittelyllä (karkaisu). Nämä teräkset ovat erittäin puhtaita, joten myös niiden kylmä muovattavuus on hyvä. Suuresta kovuudesta huolimatta niiden käyttö on tuotannossa taloudellista. Kulutusteräksiä käytetään yleensä kohteissa, joissa rakenneterästen kulumiskestävyys ei enää ole riittävä. [1] Taulukko 1. Eri terästen lujuus- ja kovuusarvot. Myötölujuus Myötölujuus Brinell-kovuus [N/mm 2 ] [N/mm 2 ] [HB] LSS (Pehmeät teräkset) HSS (Luja teräs) UHSS (Ultralujateräs) AR (Kulutusteräs) noin

5 Kuva 1. Terästen lujuusluokittelu. [2, 32] Suurlujuusteräsrakenteiden suunnittelu eroaa perinteisistä rakenneteräksistä esimerkiksi materiaalin konepajakäytettävyydessä. Ultralujan teräksen suurempi lujuus sallii ohuempien materiaalivahvuuksien käytön, mutta materiaalin rakenneteräksiä hankalampi muovattavuus ja työstettävyys tulisi ottaa huomioon rakenteen suunnittelussa. Lujilla teräksillä on rakenneteräksiä pienempi murtovenymä sekä materiaalin lujuus asettaa jossain määrin rajoituksissa käytettävissä oleville laitteille ja suunniteltaville muodoille. Ultralujan teräksen muovaaminen vaatii samanvahvuisena huomattavasti enemmän voimaa, mutta toisaalta materiaalin vahvuutta pienennettäessä muovausvoima voi olla jopa pienempi kuin matalalujuuksisella rakenneteräksellä. Hitsausliitosten suunnittelussa materiaalin vahvuuden muutos vaikuttaa esimerkiksi railonmuodon uudelleen suunnitteluun sekä ottamaan lämmöntuonnin aiheuttamat muutokset tarkemmin huomioon. Näiden yhteensovittaminen ohjaa suunnittelijaa poikkeuksetta hakemaan uusia rakenneratkaisuja. Onnistuneella suurlujuusterässuunnittelulla on kuitenkin mahdollista saavuttaa käyttökohteesta riippuen kymmenien prosenttien etu massa- ja kustannussäästöjen kautta, joita ovat huoltokustannusten ja rakenteiden omapainon pienentyminen. Ultralujille teräksille ei ole kuitenkaan tarjolla perinteisiä rakenneteräksiä vastaavaa yhteisesti sovittuja standardoituja suunnitteluohjeita vaikka niiden kysyntä on kasvanut ja erilaisia käyttökohteita löytyy usealta eri teollisuuden alalta. Eurokokoodit sisältävät suunnitteluohjeita vain perinteisille rakenneteräksille lujuusluokkaan noin 500 MPa ja ohjeistuksia voidaan osittain soveltaa vielä 700 MPa myötörajan teräksiin asti. Ultralujia teräksiä käytettäessä joudutaan usein rakenteen kestävyys todistamaan materiaalikokeilla. Tämän johdosta suunnittelijan materiaalituntemus korostuu ultralujia teräsmateriaaleja käytettäessä. Tämän selvityksen tarkoituksena ei ole antaa suunnittelijalle yksiselitteisiä ja suoraviivaisia ohjeita suurlujuusterästen käyttöön, vaan esittää niitä erityispiirteitä, joihin valmistusystävällisen suunnittelun ja käytön kannalta tulee kiinnittää erityishuomiota materiaalin suuren lujuuden ja pienen murtovenymän johdosta. 5

6 2 LUJAT JA KULUTUSTA KESTÄVÄT TERÄKSET Käyttäjien vaatimukset teräksen korkeammasta lujuudesta ja paremmasta kulutuksenkestosta, joilla omapainoa saataisiin pienennettyä tai kulumiskestävyyttä parannettua, ovat johtaneet ultralujienlujien (UHS) ja kulutusteräksien (AR) kehittämiseen. UHS- ja AR-terästen luonteenomaisia piirteitä ovat suuri lujuus ja kovuus, mutta siitä huolimatta ne ovat suhteellisen sitkeitä. UHS -teräksellä on korkea myötölujuus/murtolujuus suhde. AR -teräs on kulutusteräs, jota voidaan käyttää myös rakenneteräksenä. AR -teräkset luokitellaan ensisijaisesti kovuuden perusteella tasoille HBW, mutta niillä on myös hyvin korkea myötöraja. Lujien ja kulutusterästen mekaaniset ominaisuudet saadaan aikaan pääasiallisesti lämpökäsittelyn avulla, eritoten karkaisulla, ts. lämmittämällä teräs ensin noin 900 C:n lämpötilaan ja jäähdyttämällä nopeasti huoneenlämpötilaan. Teräksen käsittely voi sisältää vielä päästökäsittelyn, jossa terästä pidetään noin 600 C:n lämpötilassa ja sillä poistetaan materiaalin sisäisiä jännityksiä. Jako ultralujien ja kulutusterästen välillä on tapahtunut materiaalien kehityksen alkuvaiheessa. Kulutusteräs ymmärrettiin aiemmin teräkseksi, jonka tärkein vaatimus oli suuri pintakovuus ja ne olivat pääsääntöisesti tarkoitettu murskaimiin, kouruihin, kauhoihin jne. Kulutusteräkset ovat kehittyneet sellaisiksi, että niissä taattuun suureen kovuuteen yhdistyvät myös taattu lujuus ja sitkeys sekä ne ovat helposti kylmänä särmättäviä. Rajaveto ultralujan rakenne- ja kulutusteräksen välillä käy siksi yhä epäselvemmäksi. Nykyaikaista kulutusterästä voikin tarkastella rakenneteräksenä, jolla on hyvä kulutuskestävyys. Ultralujia ja kulutusteräksiä hyödynnetään nykyaikaisessa teräsrakentamisessa hyvinkin erilaisissa käyttökohteissa aina vaativien olosuhteiden liikkuvista sovelluksista kantaviin rakenteisiin. Ultralujien terästen keskeisimpiä hyödyntäjiä on raskas teollisuus, mutta myös kasvavassa määrin ajoneuvoteollisuus, jossa alemman lujuusluokan teräksiä korvataan lujemmilla teräslaaduilla. Keskeisenä kriteerinä ultralujien terästen käytölle on saavuttaa perinteisiin rakenneteräksiin nähden optimoidumpi materiaalisoveltuvuus, jotta päästäisiin parempaan hyötykuormasuhteeseen tai edullisempaan suorituskykyyn. Kuvassa 2 on esitetty teräksen lujuuden vaikutusta käytettävään materiaalin vahvuuteen. Tarkoituksena on selventää lujanteräksen käytöstä saavutettavaa paino hyötyä ja kuvaajasta havaitaan, että lujemman teräksen käytöllä voidaan materiaalivahvuutta alentaa jopa kymmeniä prosentteja. Suunnittelussa tulee kuitenkin varmistaa, ettei materiaalin ohentamisella ole vaikutusta rakenteen nurjahdus tai lommahdus herkkyyteen. Tumma käyrä kuvaa materiaalien vetokestävyyttä ja harmaa kuvaaja taivutuskestävyyttä. Kuvassa on verrattu S355 teräslaatua S690 ja S960 lujuusluokan teräksiin sekä taivutus- että vetokuormituksen suhteen. [3] Kuva 2. Materiaalin lujuuden vaikutus materiaalin vahvuuteen vaihdettaessa S355 teräslaatu lujaan teräkseen. [3] 6

7 2.1 Kemiallinen koostumus Yhtenä ultralujien ja kulutusterästen kehittämistavoitteena on ollut hyvä hitsattavuus, ts. teräksen tulisi sisältää mahdollisimman vähän seosaineita. Toisaalta karkaistavaksi tarkoitettu teräs vaatii tietyn määrän seosaineita, jotta saavutetaan materiaalin läpikarkenevuus. Pienen seosmäärän ansiosta näiden teräksien hitsattavuus on alle 20 mm:n levynpaksuuksilla lähes samanlainen kuin tavallisilla teräksillä. Tätä suuremmilla levyn paksuuksilla kasvaa esilämmityksen tarve niin kuin tavallisilla rakenneteräksilläkin. Erään ultralujan ja kulutusteräksen kemiallinen koostumus on esitetty taulukossa, lisää eri valmistajien terästen koostumuksia Liitteissä 1 ja 2. Taulukko 2. Ultralujan ja kulutusteräslaadun kemiallinen koostumus. Ultralujateräs C Si Mn P S Al 700 MPa 0,1 0,2 2,1 0,02 0,01 0,015 Kulutusteräs C Si Mn P S Cr Ni Mo B 300 HBW 0,18 0,80 1,70 0,025 0,015 1,50 1,00 0,50 0, Miksi lujia ja kulutusta kestäviä teräksiä käytetään? Ultralujan teräksen suuri lujuus sekä kulutusteräksen kovuus mahdollistavat kevyempien rakenneratkaisujen käytön ja hyötykuorman kasvattamisen. Suurlujuusteräs mahdollistaa ohuemmat aineenpaksuudet, joka hitsattavissa rakenteissa mahdollistaa lyhyemmät tuotantoprosessin läpimenoajat kuin matala lujuuksisella rakenneteräksen. Lisäksi kevyemmillä rakenteilla saadaan aikaan energiatehokkaita ratkaisuja hyötykuorman kasvaessa. Suurlujuusteräkset tarjoavat näin ollen paljon etuja laajassa mittakaavassa. Lujien terästen käyttämiseen liittyy monia hyviä puolia, jotka ovat valtteja myös markkinoinnin kannalta. Pääkohtia ovat ekologisuus, kestoikä, suorituskyky, turvallisuus, keveys sekä hyötytilavuuden ja hyötykuorman kasvaminen. Teräksen suurilujuus ja kohtuullinen kulumiskestävyys, hyvä pinnanlaatu, kylmänkestävyys ja mittatarkkuus antavat suunnittelijalle uusia mahdollisuuksia. Ultralujat teräkset tuovat tehokkuutta laitteiden valmistukseen hyvän hitsattavuuden, kohtuullisen särmättävyyden ja pienempien kappalepainojen ansiosta. Teollisuudessa, ajoneuvoissa ja monissa laitteissa tarvitaan sitkeää ja kovaa terästä, joka säästää kulutukselle alttiita rakenneosia kulumiselta ja turhilta vaihdoilta. [4] Ultralujien ja kulutusterästen hinta on luonnollisesti korkeampi, kuin matala lujuuksisten terästen, mutta rakenteen keventämisen ja valmistuksen tehostumisen takia saadaan kustannustehokkaampi lopputulos käyttämällä lujia teräksiä. Vertaillessa suurlujuusterästen ja yleisten rakenneterästen suhteellista hintaa, saadaan käsitys siitä millaisiin kustannussäästöihin päästään. 7

8 Kulutusteräkset verrattuna tavallisiin teräksiin Ultraluja- ja kulutusteräksien suuri lujuus ja kovuus saadaan aikaan karkaisulla, jossa terästä ensin hehkutetaan austeniittialueella C:ssa ja jäähdytetään karkaisunesteen avulla suoraan huoneenlämpötilaan. Näin saadaan teräksen mikrorakenteesta aikaan luja, mutta samalla suhteellisen sitkeä. Kuumavalssatulla eli ennen karkaisua olevalla tilassa, lujan teräksen ominaisuudet ovat hyvin lähellä S355 rakenneteräksen ominaisuuksia, vain teräksen lujuus ja kovuus ovat hieman suurempia kuin tavallisella teräksellä. UHS- ja ARteräksen sitkeys on hieman heikompi seostuksesta johtuen. [1] Kulutusterästen eri laatujen suhteellista kestoikää on verrattu kuvassa 3 tavalliseen rakenneteräksen Kuva 3. Kulutusterästen kestoikä vertailua. [5, 32] kestoikään. Kovuusluokan 400 HBW kulutusteräksellä on pehmeässä tilassa myötölujuus (R p0,2 ) noin 450 MPa ja murtolujuus (R m ) noin 550 MPa murtovenymän ollessa noin 16 % ja kovuuden noin 180 HBW. Karkaisun jälkeen teräksen kovuus ja lujuus reilusti kaksinkertaistuvat, mutta samalla murtovenymä laskee alla 10 %:n ja iskusitkeys pienenee jonkin verran. Karkaistut teräkset on palautettavissa pehmeään tilaan normalisointi- tai pehmennyshehkutuksella. Tällä tavalla kulutusteräs voidaan tarvittaessa pehmentää uudestaan (vrt. hitsaus) tai valmistaa karkaistusta teräksestä nuorrutettua terästä päästöhehkuttamalla. Kulutusteräksen uudelleen karkaisu ei oikein tehtynä huononna teräksen ominaisuuksia. [1] 2.3 Taloudellisuus Ultralujia ja kulutusteräkset ovat vaikeampia valmistaa kuin tavanomaiset rakenneteräkset. Tästä seuraa, että UHS- ja AR-terästen hinta muodostuu korkeammaksi painoyksikköä kohden ( /kg). Jos vertaamme hintaa/myötöraja tai hintaa/kovuus ovat UHS- ja AR-teräkset taloudellisesti kannattavia. Useimmissa tapauksissa, joissa UHS- ja AR-teräksiä käytetään, merkitsee käyttäjälle rakenteen omapaino tai kulumiskestävyys äärimmäisen paljon ja näin ollen myös valmistajan kilpailukyky paranee. Kulutusteräksille vertailu voidaan tehdä kovuuden suhteen ja suurempi kovuus johtaa useimmissa kulumistapauksissa pienempään materiaalihäviöön ja näin ollen myös huoltokustannukset pienenevät. Pidempi tuotteen elinikä vähentää suoraan korjaus- ja vaihtoseisokkeja. Yhteenvetona voidaan todeta, että niissä tapauksissa, joissa suunnittelija pystyy hyödyntämään UHS- ja AR-terästen ominaisuuksia niin niitä on kannattavaa käyttää. 2.4 Lujat ja kulutusta kestävät teräkset normeissa ja markkinoilla Nykyiset standardit ja suositukset kattavat mitoitusohjeita lujuusluokan 700 MPa (myötölujuus) teräksiin asti ja osittain tätä suuremman lujuusluokan teräksille riippuen mitoitustavasta ja kuormituksesta. Eurokoodi 3 mitoitusohjeet kattavat staattiset, väsymis- ja liitosten tarkastelut 460 lujuusluokkaan asti. Eurokoodin lisäosa laajentaa tarkastelua 700 lujuusluokkaan, jossa asetetaan joitain lisärajoituksia. International Institute of Welding (IIW) antaa hitsatuille liitoksille ja eri liitostyypeille staattisia kestävyyksiä. IIW:llä on kattava ohjeistus myös hitsausliitosten väsymismitoituksel- 8

9 le, joka kattaa teräksen 960 lujuusluokkaan asti. CIDECT on kansainvälinen putkipalkkivalmistajien yhteisö, jolla on vielä omat ohjeistuksensa. [6, 7, 8] Ultralujien ja kulutusta kestävän teräksen valmistajia on markkinoilla paljon, joilla on tarjottavana useita erilaisia teräslaatuja. Valmistajien välillä on pieniä eroja teräslaatujen seosaineissa ja suurimmat erot ovatkin yleensä valmistusprosessissa. Terästehtaat kehittävät kokoajan entistä lujempia teräksiä, joilta vaaditaan korkean lujuuden lisäksi hyvää konepajakäytettävyyttä. Yleinen käsitys on, että lujien terästen valmistettavuus on huonompi verrattuna yleisiin rakenneteräksiin. Valmistettavuuden parantamiseen on kuitenkin kiinnitetty paljon huomiota lujien terästen valmistuksessa eikä lujan teräksen jatkojalostaminen tuotteiksi muodostu ongelmalliseksi. UHS- ja AR-teräkset on suunniteltu tarjoamaan suurempia lujuuksia kuin normaalit ja perinteiset hiiliteräkset. Lujiin teräksiin kuuluu monia eri ryhmiä, kuten esitettiin Kuvassa 1. Lujaksi teräkseksi luokitellaan teräs, jonka myötölujuus ylittää 550 MPa. Liitteeseen 1 on koottu eri valmistajien ultralujia valssattuja teräksiä myötölujuusluokissa 700, 900, 960 ja 1100 MPa sekä liitteeseen 2 kulutusteräksiä eri kovuusluokissa. 2.5 Lujien ja kulutusta kestävien terästen käyttö erilaisissa kohteissa Ultralujia teräksiä käytetään lukuisissa erilaisissa kohteissa. Henkilöautojen valmistuksessa on jo pitkään käytetty hyväksi uusien lujien ja muovattavien ohutlevyterästen mukanaan tuomia etuja. Vielä tätäkin aikaisemmin autoteollisuus kehitti koneen osiin syvälle karkenevia, lujia ja sitkeitä, hyvin hitsattavia booriteräksiä. Viime vuosina on kehitetty myös uuden sukupolven lujia valuteräksiä. Kulutusteräkset ovat olleet jo pitkään käytössä kaivosteollisuudessa, jossa materiaalilta vaaditaan äärimmäisen hyvää kulumiskestoa ja lujuutta. Nosturien puomit: Henkilö- ja tavaranostureissa lujien teräksen käyttämisellä saavutetaan monia etuja. Ultralujien terästen käytöllä saavutetaan kevyempiä ja pidempiä nostopuomeja, joilla elastinen taipuma on hallinnassa. Ultralujien terästen mahdollistama alhaisempi omapaino ja lujempi puomisto tuovat nosturille lisää tehokkuutta, suuremman hyötykuorman, ulottuvuuden ja käyttöturvallisuuden (Kuva 4). [9] Ulottuvuutta voidaan parantaa % samalla alustalla pienemmän painon ansiosta. Henkilönostimien puolella, kuten palomiesten käyttämien nostureiden kohdalla ulottuvuuden lisääntymisellä on merkitystä. Hyötyajoneuvojen ja työkoneiden rungot: Ajoneuvojen rungoissa lujia teräksiä hyödynnetään pienentämään ajoneuvon omapainoa. Rakenteen omapainon pieneneminen vähentää suoraan polttoaineen kulutusta ja esim. maantieliikenteessä lisää hyötykuorman painoa. Ultralujien terästen käytöllä henkilöautojen runkorakenteista saavutetaan kevyempiä, mutta samalla turvallisempia rakenteita (Kuva 5). [10] Kuva 4. Kuorma-auton nostopuomi. [9] Kuva 5. Ultralujien terästen käyttökohteita henkilöauton runkorakenteissa. [10] 9



10 Junavaunujen seinäelementit: Ultralujasta teräksestä on kehitetty uudenlainen ratkaisu junanvaunujen seinäelementtien kokoonpanoon (Kuva 6). Seinäelementtejä käytetään paikallisjunien vaunujen kyljessä. Suurlujuusteräksen käytöllä ei menetetä rakenteen hyviä ominaisuuksia vaan säilytetään tarvittavat ominaisuudet turvallisuuden kannalta, jotka ovat raideliikenteessä yhtä tärkeät kuin auto- ja kuljetusvälineteollisuuden puolella. Keventyneen painon ansiosta myös raiteet kuluvat entistä vähemmän. [11] Ultralujan teräksen käyttökohteita: - Hyötyajoneuvojen runko- ja päälirakenteet - Metsäkoneiden puomit - Nosturien puomit ja muut nostolaitteet - Kuormankäsittelylaitteet, tuenta- ja kiinnityslaitteet - Syöttö- ja purkaussuppilot - Kontit. [12] Kulutusteräksiä voidaan käyttää myös hieman erilaisissa kohteissa kuin mihin on totuttu. Näissä kohteissa ei välttämättä käytetä hyväksi kulutusterästen hyvää kulumiskestävyyttä vaan luotetaan enemmänkin niiden suureen lujuuteen. [1] Kulutusteräksiä käytetään myös työkaluissa ja niiden leikkaavissa terissä sekä suojausrakenteissa (esimerkiksi ovissa ja lukituslaitteissa). Uusia käyttökohteita kulutusteräksille löytyy koko ajan ja niitä voikin nykyään löytää lähes mistä tahansa. Maansiirtolavat ja peräkärryt: Kuva 6. Junavaunujen seinäelementit [11] Kulutusteräksen käytöllä maansiirtolavoissa (Kuva 7) saavutetaan hyvä kulumisen kestävyys. Kovuutensa ansiosta kulutusteräs sopii kaikkiin lavan kulutukselle ja iskuille alttiisiin pintoihin. Runko-ohjatun maansiirtoauton lavarakenne on yksi vaativimmista kulutusta kestävien terästen käyttökohteista, koska lava altistuu jatkuvasti iskuille ja kulutukselle. [13, 14] Kuva 7. Maansiirtolava [13] Kuva 8. Kaivinkoneen kauha. [13] Kaivinkonekauhat: Kulutusteräslaatujen käyttäminen parantaa lopputuotteen iskulujuutta ja kulutuksen kestävyyttä. Kulutusteräs pidentää merkittävästi tuotteen käyttöikää, alentaa maarakennus- ja maansiirtokoneiden kunnossapitokustannuksia ja parantaa tuottavuutta. Kuvassa 8 on esitetty kulutusteräksestä valmistettu kauha. [13] Kulutusterästen yleisiä käyttökohteita: 10

11 - Kuormaajien ja maansiirtokoneiden kauhat, huulilevyt ja jyrsintäterät - Dumpperien ja kuorma-autojen lavat - Kaivoskoneiden kulumisosat - Kuormaimet ja kaatosuppilot - Murskaimet, kuljettimet - Säiliöt - Betonimyllyjen ja puunjalostuskoneiden kulumisosat - Alustarakenteet. [14, 1] Kuva 9. Kulutusterästen käyttökohteita. [13] 2.6 Mitä rakenteiden hoikistumisesta seuraa? Suuri lujuus mahdollistaa rakenteen aineenpaksuuksien ohentamisen, tästä kuitenkin seuraa, että rakenteen suunnittelu, valmistus ja joskus käyttökin muuttuu haastavammaksi. Puutteellisesti tehdyllä suunnittelulla tai valmistuksella lopullisen tuotteen hinta voi nousta liian korkeaksi tai tuotteen elinikä alentua ratkaisevasti. Hyvin tehty suunnittelu on avainasemassa, jotta saadaan rakenteen valmistus onnistumaan, suorituskyky kasvamaan, kannattavuus paranemaan ja käytönaikaiset energiakustannukset pienenemään. 11

12 3 STAATTINEN LUJUUS JA SEN HYÖDYNTÄMINEN Aiemmin on esitetty, että ultralujien ja kulutusterästen korkeaa lujuutta voidaan suoraan käyttää hyväksi rakenteen omapainon pienentämiseksi tai rakenteen kuormankestokyvyn lisäämiseksi. Teräksen lujuuden kasvaessa materiaalikustannukset pienenevät suhteessa lujuuteen, joten jos voimme käyttää hyväksi näiden terästen lujuutta, on se selvästi kannattavaa. Ultralujien ja kulutusterästen mitoittamisessa voidaan käyttää hyväksi klassisia lujuusopin kaavoja sekä standardeja hyödyntämään soveltaen. Suureen myötölujuuteensa nähden pienen staattisen kuormituksen alainen suurlujuusteräselementti käyttäytyy kimmoisasti, eikä pieni murtovenymä vaikuta tällöin rakenteen toiminnallisuuteen. Kuormitustason noustessa kohti materiaalin lujuuden rajoja nousee materiaalin plastinen käyttäytyminen esille. Pienen murtovenymän sekä myötö- ja murtolujuusarvojen välisen alueen pituus vaikuttavat yhdessä rakenteen käyttölämpötilan kanssa rakenteen staattiseen lujuuteen. [16] Ajoneuvorakenteiden staattiset kuormitukset tunnetaan usein jo suunnitteluvaiheessa, sillä ne muodostuvat ajoneuvon ja kuorman yhteispainosta. Näiden kuormitusten rakenteelle aiheuttamia rasituksia on mahdollista määrittää mm. elementtimenetelmällä. Rakenteen karkeasuunnittelu tehdään staattisen kuormituksen (rakenneosien oma, lastin ja mahdollisten liittyvien rakenteiden paino, nosturit tms.) avulla ja valitaan alustavasti rakenneosat ja komponentit. [17] 3.1 Lujuus jäykkyys (taivutus, vääntö) Staattisella lujuudella tarkoitetaan rakenteen kestävyyttä tilanteessa, jossa mekaaninen kuorma on vakio eikä vaihtele. Teräsrakenteiden mitoitus perustuu tavallisesti materiaalin lujuuteen, jonka mittana käytetään pääsääntöisesti myötölujuutta. Teräksen mitoitusarvona voidaan käyttää myös murtolujuutta, mutta suunnittelun kannalta tärkeämpi on kuitenkin myötölujuus. Teräksen lujuus- ja venymäarvot määritetään yleensä vetokokeella. Staattisessa mitoituksessa on oleellista, että paikalliset jännitykset jäävät riittävän paljon myötörajan alapuolelle. Mitoituksessa otetaankin usein käyttöön riittävät varmuuskertoimet, jotta ylikuormitusta ei pääsisi tapahtumaan. Ultralujilla ja kulutusteräksillä on aiemmin todettu olevan korkea myötöraja. Kuvassa 10 tarkastellaan miltä vetokoekäyrät näyttävät verrattuna tavallisiin rakenneteräksiin. Vetokoekäyrästä voidaan havaita, että UHS- ja AR- teräksillä on korkea myötöraja, siirtymä myötötasolle on pehmeä ja muokkauslujittuminen vähäistä (pieni murtovenymä). Vetokoekäyrästä nähdään myös, että myötöraja/murtorajasuhde on korkeampi ja murtovenymä pienempi kuin tavallisilla rakenneteräksillä. Vaikka venymät ovatkin UHS- ja AR- teräksillä pienempiä ovat arvot täysin hyväksyttäviä, joka on osoitettu UHS- ja AR- terästen käytöllä monissa vaativissa rakenteissa. Erivalmistajien materiaalien nimellisiä lujuusarvoja on esitelty tarkemmin Liitteessä 1 ja 2. Kuva 10. Vetokoekäyrien vertailua. Rakenteen jäykkyydellä tarkoitetaan sen joustoa kimmoisalla alueella vakiovoimalla. UHS- ja ARteräksillä on sama kimmokerroin (E) kuin muillakin rakenneteräksillä, joten jäykkyys määräytyy kimmokertoimen mukaan. Kimmokerroin kuvaa jännityksen ja muodonmuutoksen välistä riippuvuutta ns. kimmoisalla eli täysin palautuvalla alueella. Se on materiaalivakio, jonka suuruuteen ei 12

13 pystytä juurikaan vaikuttamaan materiaalin seostuksella, lämpö- tai pintakäsittely. Tästä johtuen lujilla teräksillä ei saavuteta suurta hyötyä materiaalin jäykkyydessä vaan riittävä jäykkyys täytyy saavuttaa rakenteen suunnittelulla. Toisaalta teräsrakenteen jäykkyys riippuu myös poikkipintaalasta ja muodosta, joten kimmokertoimen muutoksen vaikutus voidaan korvata poikkipinnan mittoja ja geometriaa muuttamalla. Esimerkkinä kuvassa 11 on esitetty teräspalkin muodon optimoinnilla sekä lujuuden nostamisella saatavaa hyötyä. Taipumaa voidaan pienentää korkeammalla ja samanaikaisesti monimutkaisemmalla profiililla. [21, 34] Kuva 11. Palkin poikkileikkauksen optimointi. Poikkileikkauksen pinta-ala myötölujuuden funktiona. [21] 3.2 Törmäyskestävyys Ultralujat teräkset ovat tehokkaita absorboimaan energiaa ja kestämään korkeita kuormituspiikkejä. Tästä syystä esimerkiksi autoteollisuudessa on kiinnostuttu niiden käytöstä. Kuvassa 12 on esitetty teräksen lujuuden vaikutus energian absorbointikykyyn putkipakin aksiaalisessa kuormituksessa. Kuvan perusteella absorboitu energia kasvaa teräksen lujuuden kasvaessa. Lisäksi taulukossa 3 on esitetty taivutuskokeisiin ja aksiaalisiin törmäyskokeisiin perustuvat eri lujuusluokilla saatavat hyödyt energian absorboinnissa ja painonsäästössä verrattaessa tavalliseen rakenneteräkseen. [45] Kuva 12. Energian absorbointikyky aksiaalisessa kuormituksessa. [46] 13

14 Taulukko 3. Korkeamman teräslujuuden vaikutus energian absorbointikykyyn ja painon kevennykseen verrattaessa tavalliseen rakenneteräkseen (mild steel). [45] Docol DP laatu Hyöty energian absorboinnissa % Painon kevennys % Nurjahduksen hallinta Sellaiset epästabiilisuusilmiöt kuten nurjahdus, lommahdus ja näiden yhteisvaikutusten hallinta muodostuvat yhä tärkeämmiksi koska kehitys on johtanut tarkempaan materiaalien hyödyntämiseen ja kehittyneisiin rakenneratkaisuihin. Nurjahduksella tarkoitetaan rakenteen suurta taipumaa rakenteen kuormaan nähden (Kuva 13). Nurjahdusta esiintyy yleensä puristavalla kuormituksella ja mitä pidempi ja hoikempi rakenne on (esim. sauva tai palkki), sitä suurempi mahdollisuus nurjahdukselle on olemassa. Rakenteen geometrialla ja materiaalin elastisuudella on vaikutusta kappaleen nurjahdusherkkyyteen. Nurjahdus voi tapahtua jo materiaalin myötörajaa alemmissa jännityksissä. Tästä syystä hoikat (ohuet) rakenteet voidaan joutua mitoittamaan tilaa vievemmiksi (tai paksummiksi) kuin materiaalin muodonmuutoksiin tai jännitykseen perustava mitoitus muuten määrää. Palkin nurjahdus riippuu: kuormasta, poikkileikkauksesta, palkin pituudesta, kiinnityksestä, myötörajasta ja kimmomodulista. Yleisiä riskirajoja nurjahdusta vastaan on vaikea antaa. Suurlujuusteräksen korkeammasta lujuudesta on mahdollista hyötyä silloin, kun rakenneosan hoikkuus on riittävän pieni. Tätä voidaan havainnollistaa kuvalla 14, jossa eri teräslujuuksille on laskettu nurjahdusjännitykset Eurokoodiin 3 perustuen. Suurilla hoikkuusluvun arvoilla nurjahdus riippuu ainoastaan teräksen kimmokertoimesta, jolloin materiaalin lujuudella ei ole merkitystä. [37, 38] Nurjahduksen kannalta massiiviset rakenteet ovat suurlujille teräksille edullisia. Kuvan 15 perusteella on havaittavissa, kuinka lujemman teräksen hyöty kasvaa puristuskuorman alaisena samalla kun profiilin koko kasvaa. Kuvaajan arvot perustuvat Eurokoodin 3 mukaisiin kaavoihin. [37, 39] Kuva 13. Sauvan nurjahtaminen. [23] Kuva 14. Nurjahdusjännitys hoikkuusluvun funktiona. [37] 14
.")
15 Kuva 15. Pyöreiden putkiprofiilien mitoituskuorma puristuksessa poikkileikkauksen pinta-alan funktiona. [37] 3.4 Lommahduksen hallinta Levyn lommahdus on periaatteeltaan erilainen kuin sauvan nurjahdus. Lommahduksella tarkoitetaan ilmiötä, jossa tasossa kuormitettu levymäinen rakenne taipuu äkillisesti jollain tietyllä puristustai leikkausvoimalla. Kun levynpaksuus pienenee, lommahduksen vaara kasvaa. Lommahduksen estämiseksi on olemassa erilaisia ohjeita mitoitusta varten. Levymäisen materiaalin lommahdusta on pyritty selventämään kuvalla 16, jossa kuormittava jännitys vaikuttaa levyn lyhyeltä sivulta. Lommahdusta voidaan usein ehkäistä erilaisilla jäykisteillä, joka voi olla tehokkaampi vaihtoehto levypaksuuden tai muiden dimensioiden muuttamiselle. Palkkien seinämät ovat levyrakenteita, jotka voivat lommahtaa. Palkit pyritään mitoittamaan mahdollisimman ohutseinäisiksi, jolloin lommahdus voi muodostua määrääväksi mitoitusperusteeksi. Kuvassa 17 on esitetty lommahtanut palkki. [18] Kuva 16. Levyn lommahdus. [35] Kuva 17. Lommahtanut palkki. [18] 15

16 3.5 Hitsatut rakenteet Hitsattujen rakenteiden staattinen lujuus riippuu hitsausliitosten sijoittelusta, hitsauslisäaineista ja hitsauksen suorituksesta (hitsaustekniikasta). Ultralujat ja kulutusta kestävät teräkset valmistetaan karkaisemalla, joten niiden lämmöntuontiin ja esilämmitykseen on syytä kiinnittää huomiota. Suuren lujuuden teräkset voivat menettää omaisuuksiaan hitsauksen lämmön vaikutuksesta, joten turhaa lämmöntuontia tulee rajoittaa. Hitsauksen aikaista lämmöntuontia on mahdollista ja kannattaa seurata saatavissa olevilla mittareilla, kuten mittaliiduilla. [1] Hitsauksessa liitoksen huippulämpötila vaihtelee varsin kapealla alueella sulan Kuva 18. Kulutusteräksen hitsausliitoksen vyöhykkeet. [1] teräksen lämpötilasta (yli 1200 C) käytettyyn työlämpötilaan. Hitsausliitoksen eri kohtiin muodostuu näin ollen erilaisia lämpövaikutuksia ja liitoksen syntyy myös erilaisia mikrorakenne vyöhykkeitä (Kuva 18). Hitsauksessa syntynyt mikrorakenne määrittää suurelta osin hitsin lujuuden. [1] Hitsin muutosvyöhyke jakaantuu seuraavanlaisiin osiin: - Karkearakeinen vyöhyke (ylikuumentunut vyöhyke) - Hienorakenteinen vyöhyke (normalisoitunut vyöhyke) - Osittain austenoitunut vyöhyke. [1] Iskusitkeyden kannalta kriittisin vyöhyke on yleensä karkearakeinen vyöhyke. Karkearakeisella vyöhykkeellä austeniitin raekoko on kasvanut johtuen korkeasta lämpötilasta (yli 1100 C) ja suuri raekoko johtaa teräksen jäähtyessä ja austeniitin hajaantuessa kovien ja yleensä hauraampien mikrorakenteiden muodostumiseen. Mitä nopeampi jäähtyminen on, sitä kovempi hitsin muutosvyöhykkeestä tulee ja sitä alttiimpi se on halkeamille. [1] Hyödyntämällä UHS- ja AR-teräksiä tehokkaasti, on hitsien muotoilua ja sijoittelua suunniteltava enemmän kuin käytettäessä tavanomaisia teräksiä. Tämä koskee lähinnä hitsien väsymiskestävyyttä, pehmeämpien materiaalien hitsauslisäaineiden käyttöä (ns. alilujat hitsit) sekä sitä, että sijoittamalla hitsit vähemmän kuormitetulle alueelle pienenee hitsausvirheiden merkitys. Tuotteenrakenne tulisi suunnitella jouhevaksi ja hitsien sijoittelu alueille, joissa jännitykset ovat alhaiset. Hitsit tulisi myös muotoilla siten, että hitsiin syntyvä lovivaikutus jäisi pieneksi (esim. terävät reunat). Suunnittelussa tulisi pitää huolta, että hitsien tarkistus on mahdollista suorittaa hitsauksen ja käytön aikana (Kuva 19). 16

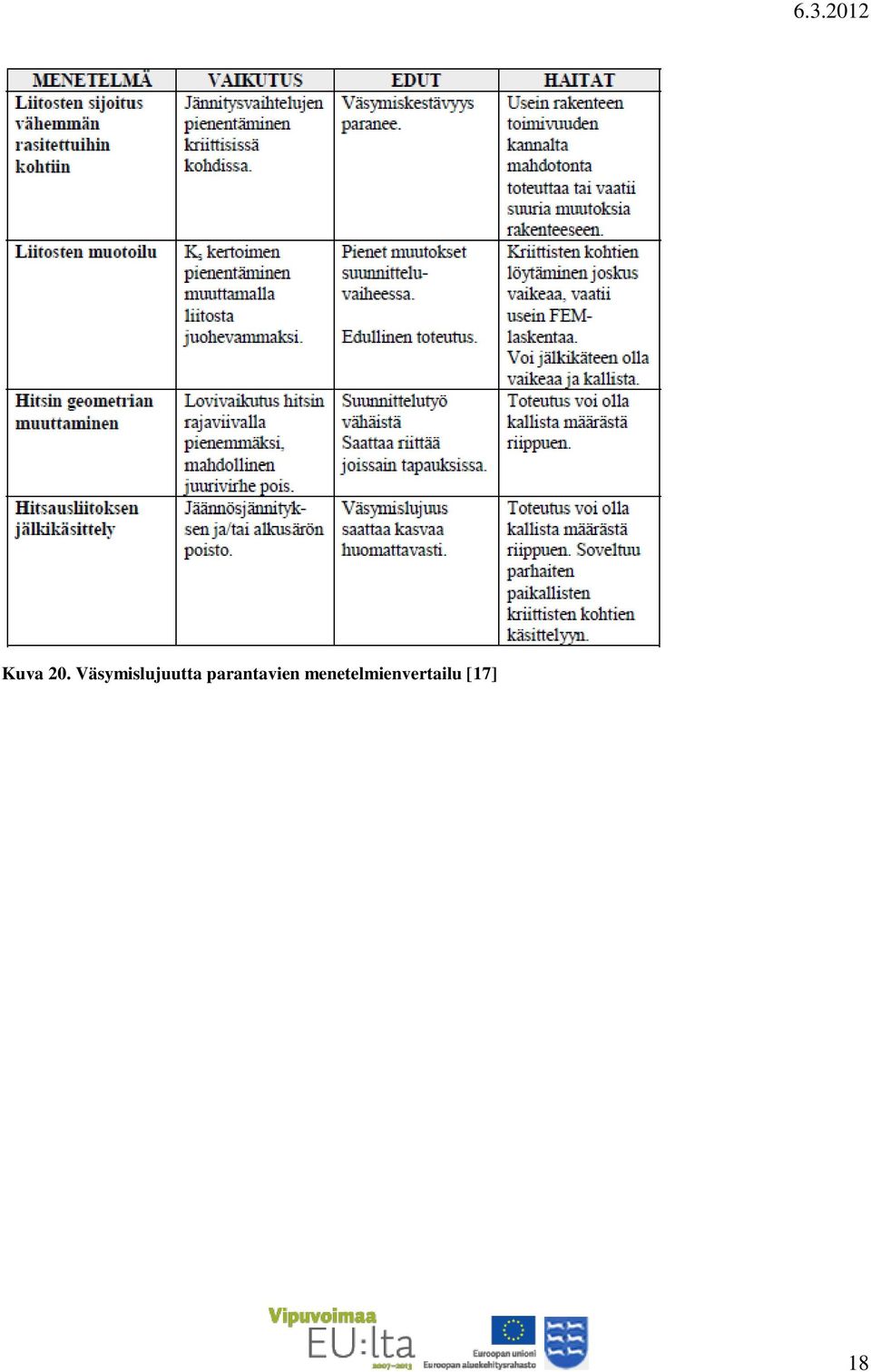
17 Kuva 19. Yleisimpiä hitsausvirheitä. [19] Kulutusterästen hitsauksessa kannattaa valita pehmein mahdollinen teräslaatu ja hitsauslisäaine, mihin suunnittelu antaa madollisuuden. Pehmeä teräslaatu sietää enemmän hitsausvirheitä tai virheellisiä hitsausparametreja. [1] Tämä on mahdollista koska: - Suunnittelija on onnistunut sijoittamaan hitsit vähän kuormitetuille alueille - Pehmeämmät lisäaineet eivät hitsattaessa muodosta yhtä herkästi halkeamia tai sulkeumia, eivätkä ne vaadi samassa määrin esilämmitystä - Lisäaineet, joilla on alhaisempi myötöraja, ovat halvempia per kg hitsiä ja lisäksi niiden riittoisuus on parempi, eritoten jauhekaarihitsauksessa - Konepajat ovat tottuneita tavallisille teräksille tarkoitettuihin lisäaineisiin ja lisäainevalikoimaa ei tarvitse suurentaa vain siksi, että käytetään UHS- ja AR-teräksiä. UHS- ja AR-teräkset ovat kuitenkin suhteellisen hyvin hitsattavia, jotka karkaistaan tai nuorrutetaan riittävän pintakovuuden aikaansaamiseksi. Tällaisia nykyaikaisia kulutusteräksiä ovat kovuusluokassa HB mm. RAEX, HARDOX ja BRINAL. Kulutusterästen hitsaukseen suositellaan yleensä pehmeitä ja sitkeitä seostamattomia lisäaineita. Niiden hitsaukseen suositellaan joskus myös austeniittisia ruostumattomia lisäaineita, joilla on etunaan pienempi esikuumennustarve ja pienempi vetyhalkeiluriski karenneessa muutosvyöhykkeessä. Austeniittisen lisäaineen etuja on niiden pienentynyt vetyhalkeilu riski ja hitsiaineen sitkeys. [20] 3.6 Millaista uutta suunnittelua? Ultralujien ja kulutusta kestävien terästuotteiden suunnittelija vastaa rakenteen periaatteellisesta toimivuudesta ja suunnittelu perustuu olemassa oleviin materiaalitietoihin (toimitustila) ja käyttöolosuhdetietoihin (kuormat ja ympäristötekijät). Samalla suunnittelun ja valmistuksen laatutietoisuuden merkitys korostuu kun siirrytään käyttämään UHS- ja AR-teräksiä. Perinteisten rakenneteräksien hyvä venymiskyky ei ole erityisemmin edellyttänyt suunnittelutahoa panostamaan valmistusosaamiseen ja sen huomioon ottamiseen suunnittelussa. Tuotteen valmistettavuuden huomioon ottava suunnittelu (DFM - Design for Manufacturing) nousee tärkeäksi lähtökohdaksi käytettäessä UHS- ja AR-teräksiä. Teräksen lujuuden kasvaessa lähtömateriaalin hyvät ominaisuudet voivat huonontua merkittävästi taitamattomassa valmistusprosessissa ja vaikutukset korostuvat ääriolosuhteissa. Hitsausliitoksen suunnittelun vaikutuksia hitsin väsymiskestävyyteen on listattu kuvassa 20. [21] Tuotannon automaatioasteen nostamisella päästään usein parhaimpaan ja tasalaatuisempaan lopputulokseen esimerkiksi hitsausprosessissa. Robottihitsauksella on helpompi kontrolloida UHS- ja AR-teräksille tärkeää lämmöntuontia sekä hallita hitsinlaatua. 17
![[1] Tämä on mahdollista koska: - Suunnittelija on onnistunut sijoittamaan hitsit vähän kuormitetuille alueille - Pehmeämmät lisäaineet eivät hitsattaessa muodosta yhtä herkästi halkeamia tai](/docs-images/40/2416872/images/page_17.jpg "sulkeumia, eivätkä ne vaadi samassa määrin esilämmitystä - Lisäaineet, joilla on alhaisempi myötöraja, ovat halvempia per kg hitsiä ja lisäksi niiden riittoisuus on parempi, eritoten")

18 Kuva 20. Väsymislujuutta parantavien menetelmienvertailu [17] 18
19 4 VÄSYMISLUJUUS JA MITOITUS Teräksien perusominaisuuksiin kuuluu, että niitä voidaan kuormittaa vaihtelevalla kuormalla tiettyyn rajaan ns. väsymisrajaan asti. Tavallisesti väsymisrajan jälkeen aineeseen syntyy muodonmuutoksia, jotka aiheuttavat kappaleen murtumisen tai rakenteen muun vioittumisen. Väsyminen on jatkuva ilmiö, jossa vaurio kehittyy vähitellen ja alkuvaiheessa hitaasti, mutta kiihtyen hyvin nopeasti murtumisen loppua kohti. Väsymisen alkuvaiheessa muodostuu materiaalin pintaan särön ydintyminen, alkusärö tai -halkeama. Väsymisilmiö esiintyy pääasiassa teräsrakenteissa, joiden kuormitus ja kuormituksen suuruus vaihtelee. Väsymiseen tarvittava toistuva jännitys voi usein olla huomattavastikin aineen myötörajaa alhaisempi. Aineen väsymislujuutena pidetään suurinta jännitystä, jonka aine murtumatta kestää kuormitus kertojen rajattomasti kasvaessa. Äärettömän kestoiän rajaarvona käytetään väsymiskokeissa rakenneteräksille 10 7 kuormituskertaa. Kuvan 21 mukaisesti hitsaamattoman suurlujuusteräsmateriaalin väsymislujuus (jännitysvaihteluväli) samalla kuormitusmäärällä on suuren myötölujuuden johdosta korkeampi kuin matalalujuuksisen teräksen. Hitsatuissa jäännösjännityksellisissä suurlujuusteräsrakenteissa teräksen lujuusarvoilla ei ole suurta merkitystä väsymisen kannalta, koska rakenteen väsymiskestävyys määräytyy suurelta osin hitsin väsymiskestävyyden mukaisesti. [22, 23, 36] Koska murtuman ydintyminen riippuu jännitystasosta ja jännitystavasta, kaikki sisäisistä ja ulkoisista vioista aiheutuvat jännityskeskittymät voivat lyhentää väsymisikää huomattavasti erityisesti silloin, kun särön ydintyminen muodostaa merkittävän osan kappaleen väsymiskestoiästä. Sen vuoksi tasaisen ja kiillotetun pinnan omaavalla osalla on yleensä korkeampi väsymislujuus kuin karkeapintaisella kappaleella. [23] Suurlujuusteräsrakenteiden hitsausliitosten väsymiskestävyyden kannalta Kuva 21. Kappaleen pinnan geometrian vaikutus väsymiskestävyyteen. keskeisin tekijä on niiden sijoittelu kuormitusten kannalta kohtiin, joissa kuormitus on mahdollisimman pieni ja kuormanvaihtokertoja tulee rakenteen käyttöikään nähden mahdollisimman vähän. Hitsausliitoksen väsyminen alkaa hitsiliitoksessa olevien valmiiden säröjen ydintymisellä, joille alttiita kohtia ovat esimerkiksi hitsin ja perusmateriaalin rajaviiva. Hitsatuilla suurlujuusteräselementeillä alkusärön ydintymisaika on huomattavasti lyhyempi verrattuna säröttömän rakenteen kestoikään, minkä vuoksi hitsausluokat ovat keskeisessä roolissa kriittisissä sovelluskohteissa. Alle kymmenysosamillimetrin kokoisina säröt alkavat kasvaa elliptisesti, kunnes lopullinen murtuma tapahtuu nopeasti. Hitsausliitoksen väsymiskestävyyden vaikutusmahdollisuuksia on esitetty kuvassa 22. [24, 32] 19

![Kuva 22. Hitsin väsymiskestävyyteen vaikuttavat tekijät. [32] Suurlujuusteräksillä olisi edullista käyttää hitsausliitosten sijasta ruuviliitoksia.](/docs-images/24/2416872/images/20-0.png "Tällöin perusmateriaalin korkeampi väsymislujuus saataisiin käytettyä hyödyksi, kun rakenteeseen ei synny hitsausliitosten aiheuttamia väsymiskestävyyttä alentavia alkuvikoja.")
20 Kuva 22. Hitsin väsymiskestävyyteen vaikuttavat tekijät. [32] Suurlujuusteräksillä olisi edullista käyttää hitsausliitosten sijasta ruuviliitoksia. Tällöin perusmateriaalin korkeampi väsymislujuus saataisiin käytettyä hyödyksi, kun rakenteeseen ei synny hitsausliitosten aiheuttamia väsymiskestävyyttä alentavia alkuvikoja. Ruuviliitoksilla paras hyöty saadaan, kun käytetään esijännitettyjä ruuveja. Tällöin liitoksen ruuvit esikiristetään tiettyyn esijännitykseen. Tällä tilanteella saadaan esimerkiksi leikkauskuormitetussa liitoksessa ruuviin aiheutuva leikkaus estettyä, jolloin ruuviin ei kohdistu ollenkaan väsyttävää kuormitusta. Kyseistä liitostyyppiä kutsutaan myös kitkaliitokseksi. Liitoksessa, jossa kuormitus on ruuvin akselin suunnassa, väsyttävä kuormitusvaihtelu on hyvin pientä kunhan maksimikuormitus pysyy alle esijännityksen. Kiristysmenetelmiä on erilaisia ja niiden tarkkuudet oikean erikiristyksen saamiseksi voivat poiketa huomattavasti toisistaan. Kaikissa suunnitteluohjeissa ja -standardeissa eri menetelmien epätarkkuuksia ei ole välttämättä huomioitu. Kiristysmenetelmä on mahdollista huomioida esimerkiksi VDI standardin mukaisesti ja sillä voi olla suurikin vaikutus vaadittavan ruuvikoon valinnassa. Kyseinen standardi on kuitenkin tarkoitettu yksiruuvisten liitosten mitoitukseen ja soveltuu ainoastaan rajoitetusti moniruuvisille liitoksille. Kiristysmenetelmiä on esitetty mm. standardeissa EN 1090 ja VDI Kitkaliitoksissa on huomioitava myös kitkapintojen valmistelu, millä taataan riittävä kitkakerroin liitoksen luiston estämiseksi. Pintojen kitkaa on mahdollista parantaa mm. hiekka- ja teräsraepuhalluksella, teräsharjalla sekä liekkipuhalluksella. Myös oikean päällystyksen valinta on tarvittaessa huomioitava. [23, 37, 43, 44] Kuljetusajoneuvoissa vaihteleva eli dynaaminen kuormitus syntyy ajonaikaisista kuorman ja ajoneuvon massojen kiihtyvyyksistä. Nämä aiheutuvat ajoradan epätasaisuuksista, jarrutuksista, kiihdytyksistä ja kallistumisista (Kuva 23). Ajoneuvorakenteissa dynaamisiin kuormiin vaikuttaa myös mm. massat, ajorata, ajonopeus, akseliväli ja jousitus. Dynaamisten kuormituksen arviointi suunnitteluvaiheessa on usein vaikeaa, mutta massan aiheuttamia kiihtyvyyksiä voidaan arvioida karkeasti käytännön kokemusten perusteella. [17] Kuva 23. Kuorma-autossa tyypillisten työkiertojen aikana esiintyviä kuormituksia. [17] 20

21 4.1 Yleistä väsymisilmiöstä ja sen mittaamisesta Jo 1800-luvulla havaittiin rautatievaunujen akseleissa erikoisia vaurioita, vaikka ne oli mitoitettu oikein staattiselle kuormalle. Insinööri A. Wöhler havaitsi vuosina kokeellisesti väsymisilmiön perussyyt: - Teräs murtuu alemmalla jännitystason arvolla, jos kuormitus toistetaan useita kertoja. - Murtumiseen vaikuttaa kuormituskertojen lukumäärä - Tietyn jännitystason alapuolella teräs kestää äärettömän monta kuormituskertaa. [25] Väsyminen on yleisesti ottaen huomattavasti mutkikkaampi ilmiö kuin staattinen murtuma tai myötäminen. Väsymislujuutta laskettaessa on tunnettava teräksen materiaaliominaisuuksia enemmän kuin rakenteen staattisessa mitoituksessa. Tämän lisäksi materiaalin tai rakenteen väsyminen riippuu paljon myös tarkasteltavan kohdan ja sitä ympäröivästä jännitystilasta (lovet, alkusäröt). Moniakselisessa jännitystilassa rakenteen väsymislujuutta on vielä vaikeampi arvioida etenkin, jos jännityskomponentit ovat toisistaan riippumattomia. Esimerkiksi kauha- ja puomirakenteissa esiintyy moniakseliaalisia jännityskenttiä, jolloin yhdistetty jännitys saattaa aiheuttaa teräksen myötölujuutta suurempia jännityksiä. Tällöin rakenteen vaurioituminen on todennäköistä, jos siinä on edellä mainittuja alkusäröjä. Erityisen alttiita paikkoja särönkasvulle ovat hitsausvirheet, reunahaavat, epäjatkuvuuskohdat ja muototekijät rakenteessa [1, 25] Väsytyskokeissa käytetyt kuormitustapaukset ovat tavallisesti yksinkertaisia, kuten vetopuristus, taivutus tai vääntö, mutta tarvittaessa kokeita voidaan tehdä myös näiden jännityksien yhdistelmillä. Riippumatta siitä, mitä kuormitustapausta käytetään, se vaihtelee tavallisesti ajan suhteen sinikäyrän mukaisesti, kuva 24. Kuvassa σ m on keskijännitys, σ a on jännitysamplitudi. Aineen väsymislujuus σ D tarkoittaa jännitysaluetta, jolla kappale kestää väsytyskokeen jännitysjaksojen lukumäärän (σ D = σ m ±σ a ). [36] Kuva 24. Väsymiskokeen jännitys-aikapiirros. [36] Kokonaisten rakenteiden ja koneiden väsymiskäyttäytymistä verrattaessa laboratoriossa tehtyihin väsymiskokeisiin ovat erot niiden välillä joskus suuria. Usein todelliset rakenteet väsyvät helpommin kuin laboratoriossa testatut koekappaleet, vaikka lasketut jännitykset ovat molemmissa tapauksissa samat. Ilmiöön vaikuttaa ainakin se tilastollinen tosiasia, että suurempaan koekappaleeseen mahtuu enemmän ns. sisäisiä ja ulkoisia vikoja, jotka heikentävät rakenteen väsymiskestävyyttä. [24] Väsyminen tapahtuu kappaleen joutuessa vaihtelevan kuormituksen alaiseksi ja väsymiskestävyys riippuu monista materiaaliomaisuuksista sekä kuormitustavasta. Materiaalin väsymiskestävyyteen vaikuttavia tekijöitä ovat: - Materiaalin myötö- ja murtolujuus - Kuormittava voima - Materiaalin sitkeys - Pinnan laatu (lovi vaikutus) - Materiaalin mikrorakenne - Käytetty lämpötila (Korotetussa lämpötilassa väsymislujuus heikkenee) - Korroosio - Rakenteen muoto 21

22 Sitkeys kuvastaa materiaalin kykyä vastustaa väsymismurtuman etenemistä rakenteessa. Väsyminen on seurausta muokkauslujittumiskyvyn paikallisesta loppuun käyttämisestä. Väsymislujuutta mitataan kohdistamalla koesauvaan vaihtosuuntainen kuormitus erisuuruisilla amplitudeilla ja mitataan kullakin amplitudilla murtumaan johtanut kuormanvaihtokertojen lukumäärä. Tulokset esitetään S- N-käyränä (kuva 25), josta väsymislujuus määritetään eri tavoin väsymyskäyttäytymisestä riippuen. Kuva 25. Wöhler eli S-N käyrä (σ m keskijännitys). [26] 4.2 Teräsmateriaalin väsyminen ja särönkasvu Väsymisprosessi on vähitellen etenevä ilmiö, joka voidaan jakaa kolmen eri vaiheeseen: - Vaihe I: Särön ydintyminen - Vaihe II: Särön kasvu - Vaihe III: Lopullinen murtuminen. Kuvalla 26 pyritään selventämään väsymisvaurion eri vaiheiden etenemistä. Kohdassa 1 tapahtuu särön ydintyminen, jonka huomaa usein murtuman poikkileikkaukseen syntyvästä tummemmasta kohdasta. Särön kasvu on kohdassa 2, joka on yleensä hieno alue ja siinä voi havaita portaittaista särön etenemistä. Vaihetta 1 ja 2 ei yleensä havaita väsytyksen aikana ulkoapäin tarkasteltaessa. Lopullinen murtuma tapahtuu kohdassa 3, johon syntyy epätasainen karkea vyöhyke. Tämä syntyy kun kappale murtuu nopeasti ja kuormittava voima kasvaa poikkileikkauspinta-alaan verrattuna liian suureksi. [27] 4.3 Geometrian vaikutus väsymisessä - jännityskeskittymät, hitsatut rakenteet Kuva 26. Väsymisen eri vaiheet. [27] Teräs rakenteen ollessa vaihtokuormituksen alaisena, eli kun jännityksen suuruus vaihtelee jatkuvasti rakenteen käyttöiän aikana, täytyy rakenteen mitoituksessa ottaa huomioon staattisen lujuuden lisäksi myös väsymiskestävyys. Hitsatut rakenteet sisältävät aina särön ydintymistä helpottavia alkuvikoja, joten murtuman etenemisvaihe muodostaa pääosan rakenteen väsymisestä. Väsymiskuormitus ei ole kuitenkaan teräsrakenteen ongelma, jos se on pystytty huomioimaan suunnittelussa riittävän tarkasti. [1] Hitsauksen laadulla on ratkaiseva merkitys hitsatun rakenteen väsymiskestävyyteen, joten hyvä yksityiskohtainen suunnittelu (epäjatkuvuuksien välttäminen, jouheva hitsigeometria ja helppo hit- 22
Pienahitsien materiaalikerroin w
 Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Pienahitsien materiaalikerroin w Pienahitsien komponenttimenettely (SFS EN 1993-1-8) Seuraavat ehdot pitää toteutua: 3( ) ll fu w M ja 0,9 f u M f u = heikomman liitettävän osan vetomurtolujuus Esimerkki
Ultralujien terästen käyttö dynaamisesti kuormitetuissa koneen rakenteissa
 Diplomityö Ultralujien terästen käyttö dynaamisesti kuormitetuissa koneen rakenteissa Johdanto Työn tarkoituksena perehtyä ultralujien S550-S700 -terästen mahdollisuuksiin ja selvittää keinot niiden hyväksikäyttämiseksi
Diplomityö Ultralujien terästen käyttö dynaamisesti kuormitetuissa koneen rakenteissa Johdanto Työn tarkoituksena perehtyä ultralujien S550-S700 -terästen mahdollisuuksiin ja selvittää keinot niiden hyväksikäyttämiseksi
Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella.
 K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
K. Aineen koestus Pekka Niemi Tampereen ammattiopisto Valetun valukappaleelle on asetettu usein erilaisia mekaanisia ominaisuuksia, joita mitataan aineenkoestuksella. K. 1 Väsyminen Väsytyskokeella on
B.3 Terästen hitsattavuus
 1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
1 B. Terästen hitsattavuus B..1 Hitsattavuus käsite International Institute of Welding (IIW) määrittelee hitsattavuuden näin: Hitsattavuus ominaisuutena metallisessa materiaalissa, joka annetun hitsausprosessin
Lujat termomekaanisesti valssatut teräkset
 Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Lujat termomekaanisesti valssatut teräkset Sakari Tihinen Tuotekehitysinsinööri, IWE Ruukki Metals Oy, Raahen terästehdas 1 Miten teräslevyn ominaisuuksiin voidaan vaikuttaa terästehtaassa? Seostus (CEV,
Hitsaustekniikkaa suunnittelijoille koulutuspäivä Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm
 Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
Hitsaustekniikkaa suunnittelijoille koulutuspäivä 27.9.2005 Hitsattujen rakenteiden lujuustarkastelu Tatu Westerholm HITSAUKSEN KÄYTTÖALOJA Kehärakenteet: Ristikot, Säiliöt, Paineastiat, Koneenrungot,
Ultralujien terästen hitsausmetallurgia
 1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
1 Ultralujien terästen hitsausmetallurgia CASR-Steelpolis -seminaari Oulun yliopisto 16.5.2012 Jouko Leinonen Nostureita. (Rautaruukki) 2 Puutavarapankko. (Rautaruukki) 3 4 Teräksen olomuodot (faasit),
3. SUUNNITTELUPERUSTEET
 3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Rakenneterästen myötörajan f y ja vetomurtolujuuden f u arvot valitaan seuraavasti: a) käytetään suoraan tuotestandardin arvoja f y = R eh ja f u = R m b) tai käytetään
3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Rakenneterästen myötörajan f y ja vetomurtolujuuden f u arvot valitaan seuraavasti: a) käytetään suoraan tuotestandardin arvoja f y = R eh ja f u = R m b) tai käytetään
RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN
 RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN KAIKKEEN KULUMISEEN KAIKISSA OLOSUHTEISSA Raex-teräs on kehitetty kulumiselle alttiisiin teräsrakenteisiin. Raexteräksen ominaisuudet voivat pidentää koneiden
RAEX KAIKKINA AIKOINA KAIKKIIN OLOSUHTEISIIN KAIKKEEN KULUMISEEN KAIKISSA OLOSUHTEISSA Raex-teräs on kehitetty kulumiselle alttiisiin teräsrakenteisiin. Raexteräksen ominaisuudet voivat pidentää koneiden
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT. - Kovaa reunasta reunaan ja pinnasta pohjaan -
 MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
MIILUX KULUTUSTERÄSTUOTTEET JA PALVELUT - Kovaa reunasta reunaan ja pinnasta pohjaan - kulutusteräkset Miilux kulutusterästen käyttökohteita ovat kaikki kohteet, joissa teräkseltä vaaditaan hyvää kulumiskestävyyttä
Kulutusta kestävät teräkset
 Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Kulutusta kestävät teräkset durostat Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen englanninkielinen versio osoitteessa www.voestalpine.com/grobblech Tekniset toimitusehdot durostat Kesäkuu
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 31.3.2016 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Väsymissärön ydintyminen
 Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
Väsymissärön ydintyminen 20.11.2015 1 Vaurio alkaa särön muodostumisella Extruusio Intruusio Deformoitumaton matriisi S-N käyrät Testattu sauvan katkeamiseen Kuvaavat aikaa "engineering särön muodostumiseen"
TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA.
 1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
1 SAVONIA-AMK TEKNIIKKA/ KUOPIO HitSavonia- projekti Seppo Vartiainen Esitelmä paineastiat / hitsausseminaarissa 1.11.05 TERÄKSEN KÄYTTÄYTYMINEN ÄÄRIOLOSUHTEISSA. Kylmät olosuhteet. Teräksen transitiokäyttäytyminen.
Ultralujien terästen hitsausliitosten väsymislujuus
 Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
Ultralujien terästen hitsausliitosten väsymislujuus Timo Björk Lappeenrannan teknillinen yliopisto LUT Kone Teräsrakenteiden laboratorio Johdanto Hitsauksen laatu??? - Rakenteen lopullinen käyttötarkoitus
UDDEHOLM UNIMAX 1 (5) Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet
 Yleistä. Käyttökohteet. Mekaaniset ominaisuudet. Ominaisuudet. Fysikaaliset ominaisuudet") 1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
1 (5) Yleistä Uddeholm Unimax on kromi/molybdeeni/vanadiini - seosteinen muovimuottiteräs, jonka ominaisuuksia ovat: erinomainen sitkeys kaikissa suunnissa hyvä kulumiskestävyys hyvä mitanpitävyys lämpökäsittelyssä
Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy. Teräsvalujen raaka-ainestandardit
 Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Teräsvalut Valunhankintakoulutus 15.-16.3. 2007 Pirjo Virtanen Metso Lokomo Steels Oy Teräsvalujen raaka-ainestandardit - esitelmän sisältö Mitä valun ostaja haluaa? Millaisesta valikoimasta valuteräs
Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
!") LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
LUT-Kone Timo Björk BK80A2202 Teräsrakenteet I: 17.12.2015 Oheismateriaalin käyttö EI sallittua, mutta laskimen käyttö on sallittua Vastaukset tehtäväpaperiin, joka PALAUTETTAVA (vaikka vastaamattomana)!
Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa
 Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
Rikasta pohjoista 10.4.2019 Lapin alueen yritysten uudet teräsmateriaalit Raimo Ruoppa Lapin alueen yritysten uudet teräsmateriaalit Nimi Numero CK45 / C45E (1.1191) 19MnVS6 / 20MnV6 (1.1301) 38MnV6 /
FERRIITTISET RUOSTUMATTOMAT TERÄKSET. www.polarputki.fi
 FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
FERRIITTISET RUOSTUMATTOMAT TERÄKSET www.polarputki.fi Polarputken valikoimaan kuuluvat myös ruostumattomat ja haponkestävät tuotteet. Varastoimme saumattomia ja hitsattuja putkia, putkenosia sekä muototeräksiä.
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin
 Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
Nostureita on monenlaisia, akseleista puhumattakaan. Uddeholmin teräkset akseleihin Uddeholmin teräkset kestävät kaikenlaista kuormaa Akselit ovat tärkeitä koneenosia varsinkin nostureissa. Akseleiden
Optim erikoisluja teräs. Nostureiden uusi sukupolvi - teoriasta käytäntöön. www.ruukki.fi
 Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
Optim erikoisluja teräs Nostureiden uusi sukupolvi - teoriasta käytäntöön www.ruukki.fi Paremmin, korkeammalle Nosturivalmistuksessa suunnittelupöydän ja edistyksellisen lopputuotteen välinen kuilu kapenee
Vauriomekanismi: Väsyminen
 Vauriomekanismi: Väsyminen Väsyminen Väsyminen on vaihtelevan kuormituksen aiheuttamaa vähittäistä vaurioitumista. Erään arvion mukaan 90% vaurioista on väsymisen aiheuttamaa. Väsymisikää voidaan kuvata
Vauriomekanismi: Väsyminen Väsyminen Väsyminen on vaihtelevan kuormituksen aiheuttamaa vähittäistä vaurioitumista. Erään arvion mukaan 90% vaurioista on väsymisen aiheuttamaa. Väsymisikää voidaan kuvata
3. SUUNNITTELUPERUSTEET
 3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Myötölujuuden ja vetomurtolujuuden arvot f R ja f R y eh u m tuotestandardista tai taulukosta 3.1 Sitkeysvaatimukset: - vetomurtolujuuden ja myötörajan f y minimiarvojen
3. SUUNNITTELUPERUSTEET 3.1 MATERIAALIT Myötölujuuden ja vetomurtolujuuden arvot f R ja f R y eh u m tuotestandardista tai taulukosta 3.1 Sitkeysvaatimukset: - vetomurtolujuuden ja myötörajan f y minimiarvojen
Lujien terästen mahdollisuudet ja tekniikka
 Lujien terästen mahdollisuudet ja tekniikka CASR-Steelpolis-verkostohanke (EAKR) Tapio Oikarinen Raahen Seudun Teknologiakeskus Oy 29.3.2011 Tapio Oikarinen CASR-Steelpolis-verkostohanke Raahen Seudun
Lujien terästen mahdollisuudet ja tekniikka CASR-Steelpolis-verkostohanke (EAKR) Tapio Oikarinen Raahen Seudun Teknologiakeskus Oy 29.3.2011 Tapio Oikarinen CASR-Steelpolis-verkostohanke Raahen Seudun
Raerajalujittuminen LPK / Oulun yliopisto
 Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Raerajalujittuminen 1 Erkautuslujittuminen Epäkoherentti erkauma: kiderakenne poikkeaa matriisin rakenteesta dislokaatiot kaareutuvat erkaumien väleistä TM teräksissä tyypillisesti mikroseosaineiden karbonitridit
Polarputki kumppanina takaa korkean laadun pyöröteräsvalinnoissa Polarputki on toimittanut pyöröteräksiä suomalaisille
 www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
UDDEHOLM VANADIS 4 EXTRA. Työkaluteräksen kriittiset ominaisuudet. Käyttökohteet. Ominaisuudet. Yleistä. Työkalun suorituskyvyn kannalta
 1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
1 (6) Työkaluteräksen kriittiset ominaisuudet Ohjeanalyysi % Toimitustila C 1,4 Si 0,4 Mn 0,4 Cr 4,7 Mo 3,5 pehmeäksihehkutettu noin 230 HB V 3,7 Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva
2 LUJUUSOPIN PERUSKÄSITTEET 25 2.1 Suoran sauvan veto tai puristus 25. 2.2 Jännityksen ja venymän välinen yhteys 34
 SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillisen suunnitteluprosessin kulku
SISÄLLYSLUETTELO Kirjallisuusluettelo 12 1 JOHDANTO 13 1.1 Lujuusopin sisältö ja tavoitteet 13 1.2 Lujuusopin jako 15 1.3 Mekaniikan mallin muodostaminen 16 1.4 Lujuusopillisen suunnitteluprosessin kulku
LAHDEN ALUEEN KEHITTÄMISYHTIÖ. Suunnittelun merkitys tuotantokustannuksiin hitsauksessa
 Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Engineering and Technical Services since 1973 LAHDEN ALUEEN KEHITTÄMISYHTIÖ Suunnittelun merkitys tuotantokustannuksiin hitsauksessa Dipl. Ins. Juha Kemppi CTS Engtec Oy 9.4.2008 CTS Engtec Oy Kaikukatu
Koneenosien lujuuslaskenta
 Koneenosien lujuuslaskenta Tavoitteet Koneiden luotettavuuden parantaminen Materiaalin säästö Rakenteiden keventäminen Ongelmat Todellisen kuormituksen selvittäminen Moniakselinen jännitys ja muodonmuutos
Koneenosien lujuuslaskenta Tavoitteet Koneiden luotettavuuden parantaminen Materiaalin säästö Rakenteiden keventäminen Ongelmat Todellisen kuormituksen selvittäminen Moniakselinen jännitys ja muodonmuutos
Ultralujien terästen ominaisuuksien hyödyntäminen kone- ja teräsrakenteissa
 Ultralujien terästen ominaisuuksien hyödyntäminen kone- ja teräsrakenteissa CASR-Steelpolis verkostohanke (EAKR) Tekijä: Henri Kiuru Oulun yliopisto, Oulun Eteläisen instituutti Tulevaisuuden tuotantoteknologiat
Ultralujien terästen ominaisuuksien hyödyntäminen kone- ja teräsrakenteissa CASR-Steelpolis verkostohanke (EAKR) Tekijä: Henri Kiuru Oulun yliopisto, Oulun Eteläisen instituutti Tulevaisuuden tuotantoteknologiat
Kaivosteollisuuden C-Mn terästen hitsaus. Marko Lehtinen sr. welding specialist Knowledge Service Center
 Kaivosteollisuuden C-Mn terästen hitsaus Rikasta Pohjoista 2016, 14.4.2016 Kemi Marko Lehtinen sr. welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö
Kaivosteollisuuden C-Mn terästen hitsaus Rikasta Pohjoista 2016, 14.4.2016 Kemi Marko Lehtinen sr. welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö
 Luento 5 Hiiliteräkset Hiiliteräkset Rauta (
Luento 5 Hiiliteräkset Hiiliteräkset Rauta ( REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja
 REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
REFERENSSIT Laserhitsatut levyt - ainutlaatuisia ratkaisuja www.ruukki.fi 1 Laserhitsauksen monipuoliset mahdollisuudet Ruukin laserhitsausprosessin avulla voidaan tuottaa ohuita ja erittäin leveitä levyjä,
UDDEHOLM MIRRAX ESR 1 (5) Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.
 Yleistä. Ominaisuudet. Käyttökohteet. Fysikaaliset ominaisuudet. Vetolujuus huoneenlämpötilassa.") 1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
1 (5) Yleistä Muovimuotteihin kohdistuu yhä suurempia vaati muksia. Niinpä muotteihin käytettyjen terästen on samanaikaisesti oltava sitkeitä, korroosionkestäviä ja suureltakin poikkileikkaukselta tasaisesti
RKL-, R2KL- ja R3KLkiinnityslevyt
 RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
RKL-, R2KL- ja R3KLkiinnityslevyt Eurokoodien mukainen suunnittelu RKL-, R2KL- ja R3KLkiinnityslevyt 1 TOIMINTATAPA... 2 2 MITAT JA MATERIAALIT... 3 2.1 RKL- ja R2KL-kiinnityslevyjen mitat... 3 2.2 R3KL-kiinnityslevyjen
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla.
 Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
Ratkaisee kulumisongelmat lähes kaikissa tilanteissa Kalenborn GmbH:n tuotteiden avulla. KALOCER KALOCER KALSICA ABRESIST KALSICA Piikarbidi Piikarbidi Kovasementti Valettu Kovasementti keraami Teollisuuden
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET
 SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
SSAB Boron OPTIMOIDUT KARKAISUOMINAISUUDET Jos teräksen ominaisuusvaihtelut ovat aiheuttaneet karkaisuprosessissasi ongelmia, suosittelemme vaihtamaan SSAB Boron -teräkseen. SSAB BORON TEKEE TUOTANNOSTA
Hitsattavien teräsrakenteiden muotoilu
 Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Hitsattavien teräsrakenteiden muotoilu Kohtisuoraan tasoaan vasten levy ei kanna minkäänlaista kuormaa. Tässä suunnassa se on myös äärettömän joustava verrattuna jäykkyyteen tasonsa suunnassa. Levyn taivutus
Teräsrakentamisen T&K-päivät Lujista rakenneputkista valmistettavien liitosten kestävyys
 5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
5/2012 Teräsrakentamisen T&K-päivät 28.-29.5.2013 Lujista rakenneputkista valmistettavien liitosten kestävyys Niko Tuominen Lappeenranta University of Technology Laboratory of Steel Structures Sisältö
vakioteräsosat rakmk:n Mukainen suunnittelu
 vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
vakioteräsosat RakMK:n mukainen suunnittelu vakioteräsosat 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5 3.4 Laadunvalvonta...5
Robottihitsaus ja lujat
 1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
1 Author / Subject Robottihitsaus ja lujat teräkset metsäkoneissa Heikki Selkälä Tuotannonkehityspäällikkö Ponsse Oyj 2 Sisältö Ponsse Hitsaustuotanto Hitsattavat lujat teräkset Hitsauslisäaineet ja laitteet
RAHANARVOISTA SUORITUSKYKYÄ
 Hardox wear plate. product is made of genuine This sign confirms that this of SSAB. www.hardox.com Hardox is a registered trademark RAHANARVOISTA SUORITUSKYKYÄ Jos haluat teräsrakenteen, joka on sekä kova,
Hardox wear plate. product is made of genuine This sign confirms that this of SSAB. www.hardox.com Hardox is a registered trademark RAHANARVOISTA SUORITUSKYKYÄ Jos haluat teräsrakenteen, joka on sekä kova,
Murtumismekanismit: Väsyminen
 KJR-C2004 Materiaalitekniikka Murtumismekanismit: Väsyminen 11.2.2016 Väsyminen Väsyminen on dynaamisen eli ajan suhteen aiheuttamaa vähittäistä vaurioitumista. Väsymisvaurio ilmenee särön, joka johtaa
KJR-C2004 Materiaalitekniikka Murtumismekanismit: Väsyminen 11.2.2016 Väsyminen Väsyminen on dynaamisen eli ajan suhteen aiheuttamaa vähittäistä vaurioitumista. Väsymisvaurio ilmenee särön, joka johtaa
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA
 KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
KUPARISAUVOJEN KOVUUS-, VETO-, JA VÄSYTYSKOKEET 18.12.2008 ANU VÄISÄNEN, JARMO MÄKIKANGAS, MARKKU KESKITALO, JARI OJALA 1 Johdanto Muovauksen vaikutuksesta metallien lujuus usein kasvaa ja venymä pienenee.
Ratkaisut 3. KJR-C2001 Kiinteän aineen mekaniikan perusteet, IV/2016
 Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 14:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri lokeroon! Joka kierroksen arvostellut kotitehtäväpaperit
Kotitehtävät palautetaan viimeistään keskiviikkoisin ennen luentojen alkua eli klo 14:00 mennessä. Muistakaa vastaukset eri tehtäviin palautetaan eri lokeroon! Joka kierroksen arvostellut kotitehtäväpaperit
SBKL-KIINNITYSLEVYT EuroKoodIEN mukainen SuuNNITTELu
 SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
SBKL-KIINNITYSLEVYT Eurokoodien mukainen suunnittelu SBKL-KIINNITYSLEVYT 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 SBKL-kiinnityslevyjen mitat... 4 2.2 SBKL-kiinnityslevyjen tilaustunnukset...
SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET
 www.ruukki.fi SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Johdanto Raex on erinomaisen kova ja luja kulutusteräs, jota toimitamme karkaistuna nauhalevynä
www.ruukki.fi SÄRMÄYS, RAEX KULUTUS- TERÄKSET, ULTRALUJAT OPTIM QC TERÄKSET KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Johdanto Raex on erinomaisen kova ja luja kulutusteräs, jota toimitamme karkaistuna nauhalevynä
Vaatimukset. Rakenne. Materiaalit ja niiden ominaisuudet. Timo Kiesi
 Vaurioituminen I Vaatimukset Rakenne Materiaalit ja niiden ominaisuudet Timo Kiesi 18.9.2013 2 Vaurioituminen Miksi materiaalit murtuvat? Miten materiaalit murtuvat? Timo Kiesi 18.9.2013 3 Miksi insinöörin
Vaurioituminen I Vaatimukset Rakenne Materiaalit ja niiden ominaisuudet Timo Kiesi 18.9.2013 2 Vaurioituminen Miksi materiaalit murtuvat? Miten materiaalit murtuvat? Timo Kiesi 18.9.2013 3 Miksi insinöörin
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään
 Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
Hitsattu rakenne vikojen vaikutus lujuuteen ja elinikään Pertti Auerkari & Jorma Salonen VTT, Espoo sähköposti: pertti.auerkari@vtt.fi SHY NDT-päivät, Turku 24.9.2013 22/09/2013 2 Hitsaus heikentää? Hitsausliitos
Stabiliteetti ja jäykistäminen
 Stabiliteetti ja jäykistäminen Lommahdusjännitykset ja -kertoimet Lommahdus normaalijännitysten vuoksi: Leikkauslommahdus: Eulerin jännitys Lommahduskerroin normaalijännitykselle, pitkä jäykistämätön levy:
Stabiliteetti ja jäykistäminen Lommahdusjännitykset ja -kertoimet Lommahdus normaalijännitysten vuoksi: Leikkauslommahdus: Eulerin jännitys Lommahduskerroin normaalijännitykselle, pitkä jäykistämätön levy:
ThyssenKrupp Steel Europe
 Erikoislujat erikoisrakenneteräkset Laatu ennen määrää Steel Europe Meidän tulevaisuus on teräksessä high strength Erikoislujat nuorrutuskarkaistut N-A-XTRA XABO ja XABO high strength -rakenneteräkset
Erikoislujat erikoisrakenneteräkset Laatu ennen määrää Steel Europe Meidän tulevaisuus on teräksessä high strength Erikoislujat nuorrutuskarkaistut N-A-XTRA XABO ja XABO high strength -rakenneteräkset
KANSALLINEN LIITE STANDARDIIN. SFS-EN EUROKOODI 3: TERÄSRAKENTEIDEN SUUNNITTELU. Osa 1-1: Yleiset säännöt ja rakennuksia koskevat säännöt
 LIITE 9 1 KANSALLINEN LIITE STANDARDIIN SFS-EN 1993-1-1 EUROKOODI 3: TERÄSRAKENTEIDEN SUUNNITTELU. Osa 1-1: Yleiset säännöt ja rakennuksia koskevat säännöt Esipuhe Tätä kansallista liitettä käytetään yhdessä
LIITE 9 1 KANSALLINEN LIITE STANDARDIIN SFS-EN 1993-1-1 EUROKOODI 3: TERÄSRAKENTEIDEN SUUNNITTELU. Osa 1-1: Yleiset säännöt ja rakennuksia koskevat säännöt Esipuhe Tätä kansallista liitettä käytetään yhdessä
SIPOREX-HARKKOSEINÄÄN TUKEUTUVIEN TERÄSPALKKIEN SUUNNITTELUOHJE 21.10.2006
 SIPOREX-HARKKOSEINÄÄN TUKEUTUVIEN TERÄSPALKKIEN SUUNNITTELUOHJE 21.10.2006 Tämä päivitetty ohje perustuu aiempiin versioihin: 18.3.1988 AKN 13.5.1999 AKN/ks SISÄLLYS: 1. Yleistä... 2 2. Mitoitusperusteet...
SIPOREX-HARKKOSEINÄÄN TUKEUTUVIEN TERÄSPALKKIEN SUUNNITTELUOHJE 21.10.2006 Tämä päivitetty ohje perustuu aiempiin versioihin: 18.3.1988 AKN 13.5.1999 AKN/ks SISÄLLYS: 1. Yleistä... 2 2. Mitoitusperusteet...
MYNTINSYRJÄN JALKAPALLOHALLI
 Sivu 1 / 9 MYNTINSYRJÄN JALKAPALLOHALLI Tämä selvitys on tilattu rakenteellisen turvallisuuden arvioimiseksi Myntinsyrjän jalkapallohallista. Hallin rakenne vastaa ko. valmistajan tekemiä halleja 90 ja
Sivu 1 / 9 MYNTINSYRJÄN JALKAPALLOHALLI Tämä selvitys on tilattu rakenteellisen turvallisuuden arvioimiseksi Myntinsyrjän jalkapallohallista. Hallin rakenne vastaa ko. valmistajan tekemiä halleja 90 ja
Erään teräsrunkoisen teoll.hallin tarina, jännev. > 40-50 m
 Erään teräsrunkoisen teoll.hallin tarina, jännev. > 40-50 m 1 HALLIN ROMAHDUS OLI IHAN TIPALLA - lunta katolla yli puoli metriä, mutta paino olennaisesti alle 180 kg neliölle KEHÄT HIEMAN TOISESTA NÄKÖKULMASTA
Erään teräsrunkoisen teoll.hallin tarina, jännev. > 40-50 m 1 HALLIN ROMAHDUS OLI IHAN TIPALLA - lunta katolla yli puoli metriä, mutta paino olennaisesti alle 180 kg neliölle KEHÄT HIEMAN TOISESTA NÄKÖKULMASTA
Ruukin uusi paalu lujiin teräksiin perustuvat ratkaisut TkT Vesa Järvinen
 Ruukin uusi paalu lujiin teräksiin perustuvat ratkaisut TkT Vesa Järvinen 1 www.ruukki.com Vesa Järvinen EXTERNAL 23/01/2014 Ruukin teräspaaluilla kokonaistaloudellisesti edullisimmat perustusratkaisut
Ruukin uusi paalu lujiin teräksiin perustuvat ratkaisut TkT Vesa Järvinen 1 www.ruukki.com Vesa Järvinen EXTERNAL 23/01/2014 Ruukin teräspaaluilla kokonaistaloudellisesti edullisimmat perustusratkaisut
Kon Teräkset Harjoituskierros 6.
 Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
Kon-67.3110 Teräkset Harjoituskierros 6. Timo Kiesi Koneenrakennuksen materiaalitekniikan tutkimusryhmä Koneenrakennustekniikka Viikkoharjoitus #6 - kysymykset Mitä on karkaisu? Miten karkaisu suunnitellaan?
2.2 RAKENNETERÄSTUOTTEET
 2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
VEMO-valuankkurit KÄYTTÖOHJE Käyttöseloste nro BY326
 VEMO-valuankkurit KÄYTTÖOHJE Käyttöseloste nro BY326 995-G 1036-G 1140 1130 1988 07.05.2012 Sivu 1/16 SISÄLLYSLUETTELO 1. Yleistä 1.1 Valuankkurin toimintatapa 2. Valuankkurin rakenne 2.1 Ankkurin osat
VEMO-valuankkurit KÄYTTÖOHJE Käyttöseloste nro BY326 995-G 1036-G 1140 1130 1988 07.05.2012 Sivu 1/16 SISÄLLYSLUETTELO 1. Yleistä 1.1 Valuankkurin toimintatapa 2. Valuankkurin rakenne 2.1 Ankkurin osat
Vapaataontapuristimien puristusvoima on 80/100, 55 ja 20 meganewtonia. Niillä voidaan takoa jopa 160 tonnin painoisia kappaleita.
 www.polarputki.fi 2 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
www.polarputki.fi 2 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
Poijukettingit ja sakkelit LAATUVAATIMUKSET
 24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
24 2012 LIIKENNEVIRASTON ohjeita Poijukettingit ja sakkelit LAATUVAATIMUKSET Poijukettingit ja sakkelit Laatuvaatimukset Liikenneviraston ohjeita 24/2012 Liikennevirasto Helsinki 2012 Kannen kuva: Liikenneviraston
Tehokkaammin lujilla teräksillä
 Tehokkaammin lujilla teräksillä SHY Oulu 50v juhlaseminaari Marko Lehtinen welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö 2 Visiomme on 3 Näin
Tehokkaammin lujilla teräksillä SHY Oulu 50v juhlaseminaari Marko Lehtinen welding specialist Knowledge Service Center SSAB Olemme Maailmanlaajuinen, vahvasti erikoistunut teräsyhtiö 2 Visiomme on 3 Näin
Vapaataontapuristimien puristusvoima on 80/100, 55 ja 20 meganewtonia. Niillä voidaan takoa jopa 160 tonnin painoisia kappaleita.
 www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus
 Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Ruukin Teräspaalupäivä 2013 Teräspaalujen jatkaminen hitsaamalla Laatuvaatimukset ja työn toteutus Unto Kalamies Inspecta Sertifiointi Oy 1 Sisältö Hitsaus prosessina Laatuvaatimukset Hitsaajan pätevyys
Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa
 Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Raahen Seudun Teknologiakeskus Oy Steelpolis tuotantostudio Lujat teräkset seminaari Lujien terästen hitsauksen tutkimus Steelpoliksessa Sami Heikkilä Tutkimusinsinööri 17.9.2009 Steelpolis tuotantostudio
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita
 Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
Strenx-teräksen edut: erikoisluja rakenneteräs, josta valmistetaan entistä vahvempia, kevyempiä ja kilpailukykyisempiä tuotteita Strenx-teräksessä yhdistyvät 1300 MPa Domex } Weldox Optim 600 MPa Strenx
SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA.
 1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
1 HITSAVONIA PROJEKTI Teemapäivä 13.12.2005. DI Seppo Vartiainen Savonia-amk/tekniikka/Kuopio SEOSAINEIDEN VAIKUTUKSET TERÄSTEN HITSATTAVUUTEEN. MIKRORAKENTEEN MUUTOKSET HITSAUSLIITOKSESSA. 1. Hitsiaine
Faasimuutokset ja lämpökäsittelyt
 Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Faasimuutokset ja lämpökäsittelyt Yksinkertaiset lämpökäsittelyt Pehmeäksihehkutus Nostetaan lämpötilaa Diffuusio voi tapahtua Dislokaatiot palautuvat Materiaali pehmenee Rekristallisaatio Ei ylitetä faasirajoja
Tasalujat hitsauslangat ultralujille teräksille
 Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Kimmo Keltamäki Tasalujat hitsauslangat ultralujille teräksille Kirjallisuusselvitys Kemi-Tornion ammattikorkeakoulun julkaisuja Sarja B. Raportit ja selvitykset 6/2013 Tasalujat hitsauslangat ultralujille
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset
 Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Lujat ja erikoislujat termomekaanisesti valssatut hienoraeteräkset alform plate Luja: alform plate700 M Erikoisluja: alform plate 960 M x-treme Muutokset mahdollisia ilman eri ilmoitusta. Alkuperäinen
Stalatube Oy. P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u. Laskentaraportti
 P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
SISÄLTÖ 1. Veto-puristuskoe 2. Jännitys-venymäpiirros 3. Sitkeitten ja hauraitten materiaalien jännitysvenymäkäyttäytyminen
 TAVOITTEET Jännitysten ja venymien yhteys kokeellisin menetelmin: jännitysvenymäpiirros Teknisten materiaalien jännitys-venymäpiirros 1 SISÄLTÖ 1. Veto-puristuskoe 2. Jännitys-venymäpiirros 3. Sitkeitten
TAVOITTEET Jännitysten ja venymien yhteys kokeellisin menetelmin: jännitysvenymäpiirros Teknisten materiaalien jännitys-venymäpiirros 1 SISÄLTÖ 1. Veto-puristuskoe 2. Jännitys-venymäpiirros 3. Sitkeitten
Metallien plastinen deformaatio on dislokaatioiden liikettä
 Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
Metallien plastinen deformaatio on dislokaatioiden liikettä Särmädislokaatio 2 Ruuvidislokaatio 3 Dislokaation jännitystila Dislokaatioiden vuorovaikutus Jännitystila aiheuttaa dislokaatioiden vuorovaikutusta
UDDEHOLM VANADIS 10. Työvälineteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työvälineen suorituskyvyn kannalta
 1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
1 (6) Työvälineteräksen kriittiset ominaisuudet Työvälineen suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työvälineen ennenaikainen rikkoutuminen
Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS
 Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS Muokkaus kasvattaa dislokaatioiden määrää moninkertaiseksi muokkaamattomaan metalliin verrattuna. Tällöin myös metallin lujuus on kohonnut huomattavasti,
Työ 3: STAATTISET ELPYMISMEKANISMIT JA METALLIEN ISKUSITKEYS Muokkaus kasvattaa dislokaatioiden määrää moninkertaiseksi muokkaamattomaan metalliin verrattuna. Tällöin myös metallin lujuus on kohonnut huomattavasti,
7. Ruuviliitokset 14.7
 7. Ruuviliitokset Koneenrakennuksessa ruuviliitos on yleisin irrotettavissa oleva liitos, koska se on helppo asentaa ja purkaa, se on oikein käytettynä luotettava ja sitä voidaan käyttää monissa olosuhteissa.
7. Ruuviliitokset Koneenrakennuksessa ruuviliitos on yleisin irrotettavissa oleva liitos, koska se on helppo asentaa ja purkaa, se on oikein käytettynä luotettava ja sitä voidaan käyttää monissa olosuhteissa.
Vaurioiden tyypilliset syyt
 Vaurioituminen II Vaurioiden tyypilliset syyt 18.9.2013 2 Loppumurtuma Hauras tai sitkeä murtuma Ei juurisyy, vaan viimeinen vaihe pitkässä tapahtumaketjussa. 18.9.2013 3 Väsyminen (Fatigue) 1998 Eschede
Vaurioituminen II Vaurioiden tyypilliset syyt 18.9.2013 2 Loppumurtuma Hauras tai sitkeä murtuma Ei juurisyy, vaan viimeinen vaihe pitkässä tapahtumaketjussa. 18.9.2013 3 Väsyminen (Fatigue) 1998 Eschede
UDDEHOLM VANADIS 6. Työkaluteräksen kriittiset ominaisuudet. Yleistä. Ominaisuudet. Käyttökohteet. Työkalun suorituskyvyn kannalta
 1 (7) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työkalun ennenaikainen rikkoutuminen Hyvä kulumiskestävyys
1 (7) Työkaluteräksen kriittiset ominaisuudet Työkalun suorituskyvyn kannalta käyttökohteeseen soveltuva kovuus hyvä kulumiskestävyys hyvä sitkeys estämään työkalun ennenaikainen rikkoutuminen Hyvä kulumiskestävyys
Corthal, Thaloy ja Stellite
 Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Corthal, Thaloy ja Stellite KOVAHITSAUSTÄYTELANGAT KORJAUS JA KUNNOSSAPIDON AMMATTILAISILLE SOMOTEC Oy Tototie 2 70420 KUOPIO puh. 0207 969 240 fax. 0207 969 249 email: somotec@somotec.fi internet: www.somotec.fi
Murtolujuus, Rm, MPa 49-186 196-372 196-372 343-490 (=N/mm ) Myötöraja, Re, MPa 10-167 59-314 137-334 206-412
 Myötöraja, Re, MPa 10-167 59-314 137-334 206-412") N:o 765 2679 LIITE A VAARALLISET AINEET JA ESINEET SEKÄ NIIDEN PAKKAAMINEN JA MERKITSEMINEN III OSA LISÄYS A.2 A. Luokan 2 tiettyjen kaasujen kuljetuksessa käytettäviä alumiiniseosastioita koskevat määräykset
N:o 765 2679 LIITE A VAARALLISET AINEET JA ESINEET SEKÄ NIIDEN PAKKAAMINEN JA MERKITSEMINEN III OSA LISÄYS A.2 A. Luokan 2 tiettyjen kaasujen kuljetuksessa käytettäviä alumiiniseosastioita koskevat määräykset
KONETEKNIIKAN KOULUTUSOHJELMA KORKEALUJUUSTERÄSTEN KÄYTTÖ RAKENTAMISESSA. Aleksi Lehtonen
 KONETEKNIIKAN KOULUTUSOHJELMA KORKEALUJUUSTERÄSTEN KÄYTTÖ RAKENTAMISESSA Aleksi Lehtonen KANDIDAATINTYÖ 2016 Ohjaaja: Matti Kangaspuoskari TIIVISTELMÄ Korkealujuusterästen käyttö rakentamisessa Aleksi
KONETEKNIIKAN KOULUTUSOHJELMA KORKEALUJUUSTERÄSTEN KÄYTTÖ RAKENTAMISESSA Aleksi Lehtonen KANDIDAATINTYÖ 2016 Ohjaaja: Matti Kangaspuoskari TIIVISTELMÄ Korkealujuusterästen käyttö rakentamisessa Aleksi
www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT
 www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Hitsausprosessin valinta Hitsausprosessia valittaessa on huomioitava terästen lämmöntuontirajoitukset ja hitsauksen suoritustapa.
www.ruukki.fi HITSAUS. YLEISTIETOA KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Hitsausprosessin valinta Hitsausprosessia valittaessa on huomioitava terästen lämmöntuontirajoitukset ja hitsauksen suoritustapa.
PURISTIN www.vaahtogroup.fi
 PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
PURISTIN VRS-GUIDE 0 3 P&J 5-10 mm Tummanharmaa 85 Metalli- tai hiilipohjainen polymeerikaavin paperin- ja huovanjohtotelat VRS-GUIDE on erittäin hyvän kulutuksenkestävyyden ja kaavaroitavuuden ansiosta
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET
 AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
VÄSYMISMITOITUS Pasila. Antti Silvennoinen, WSP Finland
 TIESILTOJEN VÄSYMISMITOITUS Siltaeurokoodikoulutus- Teräs-, liitto- ja puusillat 29.-30.3.2010 Pasila Antti Silvennoinen, WSP Finland TIESILTOJEN VÄSYMISMITOITUS Väsymisilmiö Materiaaliosavarmuuskertoimet
TIESILTOJEN VÄSYMISMITOITUS Siltaeurokoodikoulutus- Teräs-, liitto- ja puusillat 29.-30.3.2010 Pasila Antti Silvennoinen, WSP Finland TIESILTOJEN VÄSYMISMITOITUS Väsymisilmiö Materiaaliosavarmuuskertoimet
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET
 POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
POIJUKETTINGIT JA SAKKELIT LAATUVAATIMUKSET Oulu 01.02.1993 Muutettu 30.11.2011 Insinööritoimisto Ponvia Oy Taka-Lyötyn katu 4, 90140 OULU Puh. 0207419900, fax 0207419909 Poijukettingit ja sakkelit, Laatuvaatimukset
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ
 SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ") KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
KANSALLINEN LIITE (LVM) SFS-EN 1993-2 TERÄSRAKENTEIDEN SUUNNITTELU Sillat LIIKENNE- JA VIESTINTÄMINISTERIÖ 1.6.2010 Kansallinen liite (LVM), 1.6.2010 1/9 Alkusanat KANSALLINEN LIITE (LVM) STANDARDIIN SFS-EN
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
RakMK:n mukainen suunnittelu
 RV-VAluAnkkurit RakMK:n mukainen suunnittelu RV-VAluAnkkurit 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Mitat ja toleranssit... 4 2.2 Valuankkurin materiaalit ja standardit... 5 3 VALMISTUS...
RV-VAluAnkkurit RakMK:n mukainen suunnittelu RV-VAluAnkkurit 1 TOIMINTATAPA... 3 2 MITAT JA MATERIAALIT... 4 2.1 Mitat ja toleranssit... 4 2.2 Valuankkurin materiaalit ja standardit... 5 3 VALMISTUS...
Hitsin hyvä jo yli 4o vuotta
 Hitsin hyvä jo yli 4o vuotta Kuluminen aiheuttaa huomattavan kustannuserän teollisuuden käyttökustannuksista. Pintojen kuluminen vaatii säännöllistä kunnossapitoa laitoksen käytön varmistamiseksi. Uusien
Hitsin hyvä jo yli 4o vuotta Kuluminen aiheuttaa huomattavan kustannuserän teollisuuden käyttökustannuksista. Pintojen kuluminen vaatii säännöllistä kunnossapitoa laitoksen käytön varmistamiseksi. Uusien
Betonin lujuus ja rakenteiden kantavuus. Betoniteollisuuden kesäkokous Hämeenlinna prof. Anssi Laaksonen
 Betonin lujuus ja rakenteiden kantavuus Betoniteollisuuden kesäkokous 2017 11.8.2017 Hämeenlinna prof. Anssi Laaksonen Sisältö 1) Taustaa 2) Lujuuden lähtökohtia suunnittelussa 3) Lujuus vs. rakenteen
Betonin lujuus ja rakenteiden kantavuus Betoniteollisuuden kesäkokous 2017 11.8.2017 Hämeenlinna prof. Anssi Laaksonen Sisältö 1) Taustaa 2) Lujuuden lähtökohtia suunnittelussa 3) Lujuus vs. rakenteen
Keskinopea jäähtyminen: A => Bainiitti
 Keskinopea jäähtyminen: A => Bainiitti Fe 3 C F = Bainiitti (B) C ehtii diffundoitua lyhyitä matkoja. A A A A Lämpötila laskee è Austeniitti Ferriitti Austeniitti => ferriitti muutos : atomit siirtyvät
Keskinopea jäähtyminen: A => Bainiitti Fe 3 C F = Bainiitti (B) C ehtii diffundoitua lyhyitä matkoja. A A A A Lämpötila laskee è Austeniitti Ferriitti Austeniitti => ferriitti muutos : atomit siirtyvät
Ultralujien terästen ominaisuudet lopputuotteeseen osaavan suunnittelun ja valmistuksen avulla
 26 Ultralujien terästen ominaisuudet lopputuotteeseen osaavan suunnittelun ja valmistuksen avulla Pertti Mikkonen, Timo Björk, Tuomas Skriko ja Niko Tuominen DIMECC:n BSA- ja MANU-ohjelmassa SSAB ja Lappeenrannan
26 Ultralujien terästen ominaisuudet lopputuotteeseen osaavan suunnittelun ja valmistuksen avulla Pertti Mikkonen, Timo Björk, Tuomas Skriko ja Niko Tuominen DIMECC:n BSA- ja MANU-ohjelmassa SSAB ja Lappeenrannan
Eurokoodien mukainen suunnittelu
 RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
RTR-vAkioterÄsosat Eurokoodien mukainen suunnittelu RTR-vAkioterÄsosAt 1 TOIMINTATAPA...3 2 MATERIAALIT...4 3 VALMISTUS...5 3.1 Valmistustapa...5 3.2 Valmistustoleranssit...5 3.3 Valmistusmerkinnät...5
MEKAANINEN AINEENKOETUS
 MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
MEKAANINEN AINEENKOETUS KOVUUSMITTAUS VETOKOE ISKUSITKEYSKOE 1 Kovuus Kovuus on kovuuskokeen antama tulos! Kovuus ei ole materiaaliominaisuus samalla tavalla kuin esimerkiksi lujuus tai sitkeys Kovuuskokeen
Raex kulutusterästen hitsaus ja terminen leikkaus
 www.ruukki.fi Raex kulutusterästen hitsaus ja terminen leikkaus KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Sisältö 0 Johdanto 1 Kulumista hyvin kestävät Raex-teräkset 2 Kulutusterästen hitsattavuus 2.1 Kylmähalkeilualttius
www.ruukki.fi Raex kulutusterästen hitsaus ja terminen leikkaus KUUMAVALSSATUT TERÄSLEVYT JA -KELAT Sisältö 0 Johdanto 1 Kulumista hyvin kestävät Raex-teräkset 2 Kulutusterästen hitsattavuus 2.1 Kylmähalkeilualttius
2. RAKENNETERÄKSET 2.2 RAKENNETERÄSTUOTTEET
 2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
2. RAKENNETERÄKSET Luja, homogeeninen ja melkein isotrooppinen aine Hoikat ja ohuet rakenteet Epästabiiliusilmiöt Sitkeyden puute valssausta vastaan kohtisuorassa suunnassa Muut materiaaliominaisuudet
Kon Luento 12 -Säteilyhaurastuminen -Mikrorakenteen vaikutus murtumiseen -Yhteenveto -CASE: Murtumismekanismien yhteisvaikutukset
 Kon-67.3401 Luento 12 -Säteilyhaurastuminen -Mikrorakenteen vaikutus murtumiseen -Yhteenveto -CASE: Murtumismekanismien yhteisvaikutukset Säteilyhaurastuminen Reaktoripaineastia ja sisukset 12/3/2015 3
Kon-67.3401 Luento 12 -Säteilyhaurastuminen -Mikrorakenteen vaikutus murtumiseen -Yhteenveto -CASE: Murtumismekanismien yhteisvaikutukset Säteilyhaurastuminen Reaktoripaineastia ja sisukset 12/3/2015 3