Antti Lähteenmäki VESIJOHTOPUTKIEN LIGHT-WEIGHT (LW) -ARVON SUURENTAMINEN. Tekniikan koulutusohjelma Kone- ja tuotantotekniikan suuntautumisvaihtoehto
|
|
|
- Aapo Hukkanen
- 7 vuotta sitten
- Katselukertoja:
Transkriptio

1 Antti Lähteenmäki VESIJOHTOPUTKIEN LIGHT-WEIGHT (LW) -ARVON SUURENTAMINEN Tekniikan koulutusohjelma Kone- ja tuotantotekniikan suuntautumisvaihtoehto 2014
2 Lähteenmäki Antti Satakunnan ammattikorkeakoulu Kone- ja tuotantotekniikan koulutusohjelma Huhtikuu 2014 Ohjaajat: Nurmi Lassi (SAMK) ja Poutanen Mikko (Mendea Oy) Sivumäärä: 29 Liitteitä: 19 Asiasanat: Cupori Oy, Light-weight, kupari VESIJOHTOPUTKIEN LIGHT-WEIGHT (LW) -ARVON SUURENTAMINEN CUPORI OY:SSÄ Opinnäytetyö on osa Cupori Oy:n projektia, jossa tavoitteena oli parantaa metri- tai kappaletavarana myytävien putkien light-weight -arvoa. Opinnäytetyö rajattiin koskemaan raaka-ainetiimin ja etelätiimin tuotantolinjoja opinnäytetyön pitämiseksi sopivissa rajoissa. Kyseiset tuotantolinjat valittiin opinnäytetyöhön, koska raaka-ainetuotanto tuottaa raaka-aineet koko tehtaalle, ja sen kehittäminen vaikuttaa positiivisesti jokaiseen tuotantolinjaan, ja etelätiimi tuottaa suurimmat määrät lightweight -tuotteita. Projektiin kuului projektipäällikön lisäksi työntekijöitä tuotantolinjojen eri työkoneilta, oma roolini oli toimia ulkopuolisena tarkkailijana, sekä suorittaa tarvittavat mittaukset. Projektin alussa kartoitimme kehityskohteita ja ongelmia, joita korjaamalla saisimme tuotantolinjojen toimivuutta parannettua. Projektin aikana yhtenäistimme kaksi kertaa hehkutettujen kupariaihioiden värikoodin siniseksi, ja kyseiset aihio ohjattiin puristuksen jälkeen ainoastaan vetopenkille. Lisäksi asetimme puristimelle seinämäpaksuuden vaihtelun seuraamiseksi selvät kontrolli- ja romutusrajat. Lisäksi mittasimme seinämänpaksuuksia eri tuotteille, joiden perusteella nähdään, miten se muuttuu tuotantoprosessin eri vaiheissa. Projektin aikana suoritettujen mittausten avulla huomasimme, että yhdessä tuotteessa puristimella syntyvä seinämäpaksuuden vaihtelu poistuu prosessin aikana. Kyseisen tuotteen seinämän toleranssin alarajaa voidaan standardin rajoissa pienentää, ja samalla saavuttaa parempi light-weight - arvo. Puristimelle kartoitettiin sopivaa mittalaitetta seinämänpaksuutta mittaamaan, mutta opinnäytetyön aikana sellaista ei vielä ole löytynyt.
3 Lähteenmäki Antti Satakunta University of Applied Sciences Degree Programme in Mechanical and Production Engineering April 2014 Supervisors: Nurmi Lassi (SAMK) and Poutanen Mikko (Mendea Oy) Number of pages: 29 Appendices: 19 Keywords: Cupori Oy, Light-weight, copper WATER PIPES LIGHT-WEIGHT (LW) VALUE RAISING ON CUPORI LTD The thesis was part of the Cupori Ltd's project, which purpose was to improve the copper tubes light-weight value. The thesis is limited to the two production lines: production line etelätiimi and production line ratutiimi. The production lines were selected, because the production line ratutiimi produce raw materials throughout the factory and the production line etelätiimi produce the largest amounts of light-weight products. The project included a project manager and operators of different machines. My own role was to act as an outside observer, as well as take care of the necessary measurements. At the beginning of the project we figured out areas which need for development and we also searched some problems in production lines that need to be fixed. During the project we standardized the color codes of special products and we set some limits on the copper tubes wall thickness. In addition, we performed some wall thickness measurement for several products. The results show that the wall thickness will change during the production process. We ensured that the wall thickness variation which arise from the tube clamp disappeared in some of the products. We started to look for a suitable wall thickness measuring device for the tube clamp but in the end of this thesis we haven t found such device yet. In addition, we found that the wall thickness tolerance of the one finished product can be decreased according to the limits of the standard and to achieve a better light-weight value.
4 SISÄLLYS 1 JOHDANTO Yritysesittely Tuotteet Kupari KUPARIPUTKEN VALMISTUSPROSESSI Valmistusprosessit Raaka-ainetuotantotiimi Etelätiimi Puolatiimi Teollisuusputkitiimi Viimeistelytiimi LIGHT-WEIGHT TUOTANNON TEHOSTAMISEN TYÖKALUT Lean ja Kaizen SPC (Statistical process control) PROJEKTIN SUUNNITTELU Projektin lähtökohdat ja tavoitteet Projektin suunnittelu Seinämäpaksuuden vaihtelu Muita kehityskohteita MITTAUKSET Mittaus- ja taulukointiprosessi Putken a -mittaukset Putkien b ja c -mittaukset Ohutseinämäinen puristeputki TULOSTEN ANALYSOINTI JA TEHDYT TOIMENPITEET Putken a -mittaustulokset Putken b -mittaustulokset Putken c -mittaustulokset Ohutseinämäisen puristeputken mittaustulokset Puristimelle tehdyt toimenpiteet Vetokone 6:lle tehdyt toimenpiteet PROJEKTIN ARVIOINTI JA PÄÄTTÄMINEN LÄHTEET LIITTEET... 5 LIITTEET
5 5 1 JOHDANTO Maailman taloustilanne, tekniikan jatkuva kehittyminen ja alan yritysten kilpailutilanne ovat saaneet teollisuuden yritykset tilanteeseen, jossa kilpailu markkinoista on kovaa. Tuotteet pitäisi pystyä valmistamaan yhä nopeammin, paremmin ja kustannustehokkaammin vastatakseen markkinoiden kilpailuun. Suomessa tämä ongelma on vielä suurempi, johtuen Suomen suhteellisen korkeasta palkkatasosta, korkeasta yritysverotuksesta, kalliista energiasta, pohjoisesta sijainnista ja kuljetuskustannuksista, jotka heikentävät Suomessa toimivien yritysten kilpailukykyä halvempiin maihin nähden. Opinnäytetyöni tilaaja Cupori Oy valmistaa suhteellisen kalliista raakaaineesta, kuparista, putkia. Kilpailu alan markkinoilla on kovaa, ja tuotannosta pitäisi saada mahdollisimman kustannustehokasta. Työ koskee raaka-ainetuotantolinjan ja eteläisen valmistuslinjan light-weight - projektiin osallistumista, jonka tavoitteena on saada light-weight -arvoa nostettua. Projektin määrittely: Opinnäytetyö kuuluu osaksi projektia: Light-weight -arvon suurentaminen. Projektin toimeksianto tuli Cupori Oy:ltä, ja se rajattiin koskemaan ratulinjaa (raaka-ainetuotanto) ja eteläistä valmistuslinjaa, jotta opinnäytetyö pysyisi kohtuullisessa mittakaavassa. Raaka-ainetuotannon valmistuslinjaan kuuluvat puristin, putkivalssain, vetokela 1 ja vetokela 9, ja eteläiseen valmistuslinjaan kuuluvat vetokelat 10 ja 11 ja lisäksi vetokone 6. Projektissa pyrimme löytämään keinoja light-weight -arvon nostamiseen, sekä etsimään kehityskohteita kyseisillä tuotantolinjoilla.
6 6 1.1 Yritysesittely Opinnäytetyön tilaajana toimi Cupori Oy. Cupori Oy on vuonna 2008 perustettu yritys, joka valmistaa kuparisia LV-asennusputkia ja teollisuusputkia, ja on yksi merkittävistä alan toimijoista Pohjoismaissa sekä Euroopassa. Cupori Oy:n tuotantolaitos (tuotanto n tonnia vuodessa) sijaitsee Porissa, pääkonttori ja johto ovat Espoossa. Myyntikonttoreita sillä on kahdeksassa maassa (Suomi, Saksa, Italia, Norja, Puola, Venäjä, Ruotsi ja Iso-Britannia), lisäksi Västeråsissa, Ruotsissa sijaitsee Cuporin logistiikkakeskus. Cupori Oy kuuluu osaksi Cupori Group Oy:tä, johon kuuluvat Cupori Oy:n lisäksi Ruotsissa toimiva Cupori AB, sekä Italiassa sijaitseva Cupori Srl. Ennen kesää 2008 Cupori kuului osaksi Outokumpu-konsernia, joten Cuporilla on vahvat perinteet kupariputkien tuotannossa. Liikevaihto vuonna 2012 oli n. 150 miljoonaa euroa. Cupori työllistää n. 200 henkilöä. (Cupori www-sivut 2013.) 1.2 Tuotteet Cupori valmistaa tuotteita asiakkaiden tarpeiden mukaan sekä eurooppalaisiin että muihin kansainvälisiin standardeihin. Kupariputkien valmistuksessa Cupori käyttää pääosin deoksidoitua kuparia Cu-DHP ja hapetonta kuparia Cu-OF. Tuotteet jakautuvat neljään pääryhmään: LVputket, JL-putket, sairaalakaasuputket sekä teollisuusputket. Cupori 100 LV -asennusputkia voidaan käyttää kaikkiin taloteknisiin järjestelmiin, mm. juomavesi-, lämmitys-, jäähdytys-, kaasu-, öljy-, sadevesi ja maalämpöjärjestelmiin. LV -asennusputkia ovat: 110 Premium, 120 Chrome, 130 White, 141 Fincu ja 150 PlusPrisol.


.")
7 7 Kuva 1. Cupori 100 LV-asennusputket (Cupori www-sivut 2013). Cupori 200 JL -putkia käytetään jäähdytys- ja ilmastointiputkistoissa, sekä kaupan ja teollisuuden alan kylmäputkissa. JL-putkien päät tulpataan valmistusprosessin lopussa putkien sisäpinnan puhtauden varmistamiseksi. JL -kylmäasennusputkia ovat: 210 Ref (Frigo), 221 Ref ja 240 (Ishol). Kuva 2. Cupori 200 JL-putket (Cupori www-sivut 2013). Cupori 300 -sairaalakaasuasennusputkia käytetään lääkkeellisten kaasujen ja hapen siirtoon sairaalateknologiassa. Putkien tulee täyttää korkeat puhtaus-, laatu- ja turvallisuusvaatimukset. Kuva 3. Cupori 300-sairaalakaasuputket (Cupori www-sivut 2013).
. 1.3 Kupari Kupari (Cu) on punertava, jalometalleihin kuuluva alkuaine (Autio 1982, 88).")
8 8 Teollisuusputket ovat teolliseen laitevalmistukseen tarkoitettuja putkia. Teollisuusputkia ovat: Suorat, kiepit, LWC, IG, Solar, ovaalit ja profiilit. (Cupori www-sivut 2013.) Kuva 4. Cupori teollisuusputket (Cupori www-sivut 2013). 1.3 Kupari Kupari (Cu) on punertava, jalometalleihin kuuluva alkuaine (Autio 1982, 88). Elimistömme tarvitsee kuparia päivittäin kasvuun ja kehittymiseen, ja sitä saamme esimerkiksi ruoka-aineiden ja juomaveden mukana. Kupari on myös antibakteerinen materiaali, joka estää mm. infektioiden leviämisen. Kupari on täysin kierrätettävä materiaali, joka säilyttää kaikki ominaisuutensa kierrätyksen jälkeenkin. (Cupori sisäinen asiakirja.) Kuparin raaka-ainehinta oli vuoden 2013 joulukuussa n. 5,2 /kg (Stena www-sivut 2013). Kupariin seostetaan seosaineita sen mukaan, minkälaisia ominaisuuksia kuparilta halutaan. Esimerkiksi sähköjohtoihin valitaan käytettäväksi puhdasta kuparia sen hyvän sähkönjohtavuuden vuoksi ja lastuamalla valmistettaviin tuotteisiin valitaan hyvin lastuttava seos. Yleisimpiä kuparin seosaineita ovat sinkki, tina, lyijy, alumiini, pii, nikkeli ja arseeni. (Autio 1982, 88.)
9 9 Ominaisuudet ja käyttökohteet: Kupari ja kuparin seokset ovat teräkseen verrattuna pehmeämpiä, niitä on helpompi muokata ja lastuttavuus on parempi. Syöpymiskestävyys, lämmönjohtavuus sekä sähkönjohtavuus ovat hyviä, ja joitakin seoksia on helppo valaa. Toisin kuin rauta, joka ruostuu helposti, kupari hapettuu ainoastaan pinnalta, johtuen sen pinnalle muodostuvasta oksidikerroksesta, joka ehkäisee korroosiota. Kuparin tiheys on 8,9 kg/dm 3, ja sen kiderakenne on pintakeskeinen kuutiollinen. Kiderakenne säilyy kuparilla jatkuvasti samanlaisena sulamispisteeseen (1083 ºC) saakka. Kuparin muovattavuus, verrattuna muihin metalleihin, on kylmänä hyvä, ja se lisää kuparin käyttömahdollisuuksia. Kylmämuokkauksella voidaan säädellä kuparin murtolujuutta ja kovuutta, muovattavuus kuitenkin huononee kovuuden kasvaessa. Hehkuttamalla kuparia korkeassa lämpötilassa, saadaan valssauksessa tai vedossa syntynyt rakenne kiteytymään uudelleen. Raekoko kasvaa lämpötilan noustessa. Raekoko taas vaikuttaa kuparin muovattavuuteen, esim. syväveto-ominaisuudet paranevat raekoon kasvun myötä. Kuparin syöpymiskestävyyden vuoksi kupariputkia käytetään mm. kylmä- ja kuumavesiputkina, kattolevyinä ja koneiden putkistoissa. (Autio 1982, ) 2 KUPARIPUTKEN VALMISTUSPROSESSI Cupori Oy:ssä tuotanto on jakaantunut viiteen eri osaan, eli tiimiin: Ratutiimi (raaka-ainetuotanto), etelätiimi, puolatiimi, teollisuusputkitiimi ja viimeistelytiimi. Tuotanto alkaa raaka-ainetuotannosta, josta putki

10 10 jaetaan eri tiimeille. Opinnäytetyöni rajattiin koskemaan ratu- ja etelätiimejä, joten tarkastelen niiden tuotantoa hieman muita tarkemmin. Kuva 5. Cupori Oy:n kupariputken valmistusprosessi (Cuporin sisäinen asiakirja 2014). 2.1 Valmistusprosessit Pursotuksessa kuparipötky, eli aihio puristetaan tuurnan ja puristinmatriisin välisestä reiästä puristeputkeksi, jossa molemmat päät ovat umpinaisia. Pursotus tehdään vesialtaaseen putken päät suljettuna putken hapettumisen estämiseksi, ja samalla putki jäähdytetään. Aihio pursotetaan läpi matriisin, joka määrittää putken ulkohalkaisijan, ja tuurna sisähalkaisijan.

11 11 Kuva 6. Pursotusprosessi (Cuporin sisäinen asiakirja). Valssauksessa putkea valssataan syöttämällä puristeputkea putkivalssaimen syöttöpöydällä tuurnavarsien päälle, jossa putkea valssataan valssien välissä edestakaisessa liikkeessä ohutseinämäiseksi putkeksi. Valssauksessa käytetään valssiemulsiota voitelemaan prosessia, sekä jäähdyttämään putkea. Cupori Oy:n putkivalssaimessa on kolme rataa, joten sillä on mahdollista valssata kolme putkea rinnakkain. Kuva 7. Valssausprosessi (Cuporin sisäinen asiakirja 2014).

12 12 Vetoprosessissa aihio vedetään riittävän suurta voimaa käyttäen poikkileikkausta pienemmän reiän läpi, jolloin aihion poikkileikkaus muovautuu reiän poikkileikkauspinnan mukaiseksi. Prosessissa putken ulkohalkaisija määräytyy vetorenkaan halkaisijan mukaan, putken sisähalkaisijaan voidaan vaikuttaa asettamalla putken sisään tuurna. Ilman tuurnaa vedettäessä kutsutaan vetoprosessia laakavedoksi. Laakavedossa ulkohalkaisija määräytyy edelleen vetorenkaan mukaan, seinämänpaksuuden hieman kasvaessa. Vedossa käytetään putken ulko- ja sisäpuolella voiteluaineena vetoöljyä. Poikkeuksena on laakaveto, jolloin sisäpuolella ei tarvita voiteluöljyä. Ennen vetojen aloitusta pitää putken päähän tehdä vetopää puristamalla putkenpää n. 150 mm:n matkalta kokoon, jotta se saadaan työnnettyä vetorenkaan lävitse ja voidaan kiinnittää tukevasti vetoleukoihin (vetokelat) tai vetokelkkaan (vetopenkki). Vetokeloilla putki kiertyy vetorummun ympärille, ja kerääntyy vetokelan alla olevaan koriin kiepiksi. Vetokoneella putki pysyy suorana koko vetotapahtuman ajan. (Pihlajamaa 2007, 30-36, Ihalainen, Aaltonen, Aromäki, Sihvonen 2003, 344.) Kuva 8. Vetoprosessi (Cuporin sisäinen asiakirja 2014).
13 Raaka-ainetuotantotiimi Kupariputken valmistusprosessi saa alkunsa puristimelta. Cupori Oy tilaa raaka-aineensa Aurubis Finland Oy:n valimosta, josta ne toimitetaan lieriön muotoisina kuparivalanteina eli kuparipötkyinä. Pötkyt sahataan puristimen sahalla määrämittaan. Sahauksen jälkeen pötkyt hehkutetaan n. 900 ºC lämpötilassa induktiouunissa, jonka jälkeen punahehkuiset pötkyt pursotetaan joko ohutseinämäiseksi tai paksuseinämäiseksi puristeputkeksi. Puristuksen jälkeen puristeputken umpinaiset päät sahataan pois puristimen sahalla, tai leikataan auki kelalla 9. Paksuseinämäiset puristeputket siirtyvät pilger-putkivalssaimelle. Putkivalssaimella putki valssataan ohutseinämäiseksi valssiputkeksi ennen putken siirtymistä vetokelalle 1. Valssiputki voidaan siirtää valssauksen jälkeen myös valssin sahalle, jossa se sahataan haluttuun pituuteen, ja kuljetetaan päänteon kautta vetopenkille. Ohutseinämäisille puristeputkille, eli kelaputkille, voidaan heti puristuksen jälkeen aloittaa vetoprosessi kelalla 9 tai vetopenkillä. Tavallisesti kelaputki ohjataan kelalle 9, jossa putkelle suoritetaan välivedot ennen sen siirtymistä eteläpään valmistuslinjalle. Kelaputki voidaan myös sahata puristimen sahalla haluttuun pituuteen, sen jälkeen se siirretään päänteon kautta vetopenkille. (Poutanen 2014, Pihlajamaa 2007, )
14 14 Kuva 9. Raaka-ainetuotannon materiaalivirrat (Poutanen 2014). 2.3 Etelätiimi Etelätiimi valmistaa pääasiassa asennusputkia. Putket ovat joko valssiputkia, jotka siirretään tuotantolinjalle trukin avulla kelalta 1, tai kelaputkia jotka tulevat kelan 9 kautta. Etelätiimissä on kaksi vetokelaa, kelat 10 ja 11, jotka suorittavat välivetoja ennen putken siirtymistä vetokoneille. Vetokoneella putki oikaistaan ja hehkutetaan pehmeäksi induktiouunissa, jonka jälkeen sille suoritetaan laakaveto. Laakavedossa putken pehmeäksi hehkutettu kiderakenne kovettuu, ja putkesta tulee ns. puolikova putki. Tämän jälkeen putki pyörrevirtatarkastetaan pintavirheiden havaitsemisemiseksi, ja putken pintaan painetaan värikoodi- ja stanssileima. Seuraavaksi putki sahataan oikeaan pituuteen, ja raepuhalletaan puhtaaksi, lopuksi putket siirtyvät pakkaukseen. (Poutanen 2014, Pihlajamaa 2007, )
15 Puolatiimi Puolatiimi valmistaa nimensä mukaisesti puolattuja putkia. Putket voivat olla joko sileitä, tai rihlattuja. Putken sisällä oleva rihlaus kasvattaa putken sisäpinta-alaa, jolloin lämmönsiirtoa saadaan tehokkaammaksi. Puolaputket on asiakkaan vaatimusten mukaan, joko hehkutettuja tai kovia putkia. Hehkutus tapahtuu rulla-arina uunissa, joka toimii vastusten avulla. Puolatiimillä on käytössä neljä Spinner-vetokelaa, jotka vetävät raakaainetuotannosta tulevat putket asiakkaan vaatimien mittojen mukaisiksi. Vetokeloilta putkikiepit matkaavat puolauskoneille, jossa putket puhdistetaan vetorasvasta, pyörrevirtatarkastetaan pintavirheiden havaitsemiseksi sekä puolataan putket puolalle asiakkaan määräämään mittaan. (Pihlajamaa 2007, ) 2.5 Teollisuusputkitiimi Teollisuusputkitiimin tuotevalikoima on tehtaan monipuolisin. Tiimi valmistaa suoria, eripituisia putkia, putkikieppejä, puolattuja putkia ja putkia muovipinnoitteella. Teollisuusputkitiimillä on käytössään kaksi vetokelaa: kelat 6 ja 7. Vetokelat vetävät putkia puolakone 5:lle, oikaisu/katkaisu-koneelle, vetokone 2:lle sekä muovilinjalle (Pihlajamaa 2007, ) Muovilinjalla kupariputken pintaan kiinnitetään asiakkaan vaatimusten mukaan erilaisia muovipinnoitteita. Muovipinnoitelinja siirtyi Porin putkitehtaalle vuosien 2012 ja 2013 aikana. 2.6 Viimeistelytiimi Viimeistelytiimin kautta kulkevat ulkohalkaisijaltaan suurimmat putket. Vetopenkki saa raaka-aineensa joko puristimelta (ohutseinämäinen puristeputki), tai valssin sahalta. Vetopenkin vetoprosessi on
16 16 samankaltainen kuin vetokeloilla. Suurin tekninen ero vetoprosessissa on se, että vetopenkki on suoravetokone, kun taas vetokelalla putket vedetään kieppeinä. Vetopenkillä putkia voi vetää maksimissaan kolme kerrallaan, mutta vetokeloilla voi vetää vain yhden putken kerrallaan. Vetovoimat ovat yleisesti vetopenkillä suuremmat kuin vetokeloilla. Vetopenkin vetojen jälkeen putket menevät kovuuslaadun mukaan joko oikaistavaksi oikaisukone 2:lle, pestäväksi tai hehkutettavaksi uunille 2. Tämän jälkeen tuotteet menevät joko sahattavaksi, oikaistavaksi tai pesuun. Pesussa putkista pestään rasvat (vetoöljyt yms.) pois. Tämän jälkeen putket ovat valmiita pakattaviksi. (Poutanen 2014, Pihlajamaa 2007, ) 3 LIGHT-WEIGHT Cupori Oy:llä Light-weight -tuotteita ovat tuotteet, jotka myydään metritai kappaletavarana pituuden mukaan, jolloin niiden valmistamiseen pyritään käyttämään mahdollisimman vähän kuparia (toleranssien rajoissa). Mitä vähemmän kuparia kuluu, sitä parempi light-weight -arvo tuotteella on. Esimerkki: Asiakas tilaa 100 kpl kupariputkia joiden ulkohalkaisija on 12 mm, seinämänpaksuus 1 mm (toleranssi ± 0,03 mm) ja putken pituus 1000 mm (toleranssi ± 0,03 mm). Putket valmistetaan asiakkaan vaatimusten mukaisesti niin, että seinämänpaksuus on jokaisessa putkessa tasan 1 mm ja putket ovat tasan metrin pituisia. Lisäksi asiakkaalle päätyy pakkausvirheen vuoksi ylimääräinen putki, eli yhteensä 101 kpl. Tällaisessa tapauksessa putken light-weight -arvo on huono. Hyvän light-weight -arvon saamiseksi putket tulisi valmistaa seuraavasti: Jokaisen putken seinämänpaksuudeksi toleranssin sallima 0,97 mm ja putkien pituudeksi 999,97 mm, sekä toimitetaan asiakkaalle vain tilattu määrä putkia. Asiakas maksaa metritavarana myytävästä kupariputkesta saman hinnan, riippumatta siitä, onko tuotteen seinämäpaksuus toleranssin ylä- vai alarajalla. Tällaisissa tapauksissa tuotteet on kannattavinta valmistaa siten, että niihin kuluu mahdollisimman vähän materiaalia.
17 17 Cupori Oy:ssä light-weight -arvon määritys vaihtelee eri tuotteiden välillä. Seuraavassa on kuvattu yksi näistä määritystavoista. Light-weight -tuotteille punnitaan light-weight -paino: - Otetaan putkesta pätkä, jonka pituus ja paino mitataan. Pituuden ja painon perusteella putkelle määritetään metripaino. - Järjestelmään merkitään mitattu metripaino ja tilaukselle valmistetut metrit, jonka perusteella järjestelmä laskee light-weight -painon. - Jokaisesta light-weight -tuotteesta järjestelmä muodostaa light-weight - raportin. Järjestelmä poimii raportista tilauksen nimellispainon (metrejä vastaava nimellispaino) ja light-weight -painon, joiden perusteella järjestelmä laskee light-weight -prosentin. Light-weight -prosentti lasketaan siis normaalilla prosenttilaskulla: nimellispaino lw nimellispaino paino * 100% Lw prosentti Esimerkiksi: Operaattori mittaa putken metripainoksi 135g/m. Putken nimellismetripaino on 142g/m (nimellismittojen mukaan määritetty laskennallinen arvo). Ohjelmisto laskee prosentin koko työlle seuraavasti: Ajetut metrit (esimerkkinä nyt yksi nosturinippu): 3m (putken pituus) * 10 (käsinipun koko on 10 putkea) * 10 (nosturinipun koko=10 käsinippua, eli 100 putkea) = 300m. Esimerkissä light-weight lasketaan: (300m*142g/m-300m*135g/m) / (300m*142g/m) * 100% = (42,6kg - 40,5kg) /(42,6kg) * 100% = 4,92% Hyvään light-weight -arvoon pääsemiseen vaikuttavat monet tekijät, joista merkittävin on putken seinämäpaksuuden vaihtelu. Putki, jossa seinämänpaksuus vaihtelee suuresti, aiheuttaa ongelmia tavoiteltaessa mahdollisimman ohutta seinämää valmiissa tuotteessa. Puristimella seinämäpaksuuden vaihteluun vaikuttavat monet tekijät, kuten padan ja
18 18 tuurnan asento, pötkyjen sahaus, pötkyjen päiden suoruus, pötkyjen lämpötila ja tasalämpöisyys, työkaluvälykset ja monet muutkin seikat. Myös jatkomuokkauksessa vetokoneilla keskeisyys voi muuttua esimerkiksi vetorenkaan väärästä asennosta johtuen. Lisäksi tuurnien ja muiden työkalujen huono kunto voi vaikuttaa. Vetokone kuudella sen työkalut, sahan toiminta (jos aihion pituus vaihtelee) ja uunin toiminta (putken hehkutus) vaikuttavat tuotteen light-weight -arvoon. Pakkauksessa light-weight -arvo voi myös muuttua, esimerkiksi jos pakkaukseen joutuu ylimääräisiä putkia. (Cuporin sisäinen asiakirja 2014, Projektipalaveri 2014, Poutanen 2014.) 4 TUOTANNON TEHOSTAMISEN TYÖKALUT 4.1 Lean ja Kaizen Lean on johtamisfilosofia, jonka avulla pyritään parantamaan tuotantoa ja tuottavuutta, lisäksi se pyrkii jatkuvaan kehitykseen. Lean on hyvä työkalu mm. asiakastyytyväisyyden, laadun ja tuotannon tehostamisen parantamiseksi. Lean pyrkii poistamaan turhat työvaiheet, ja samalla saamaan tuotteiden laatua hyvälle tasolle. Lisäksi tuotteiden valmistusmäärä pyritään optimoimaan Leanin avulla, jolloin romua ei synny niin paljon. Lean on myös joustava ja avoin kaikelle muutokselle. Lean on kehitetty Toyotan kehittämän TPS- (Toyota Production System) periaatteen pohjalta. (Six sigma 2014.) Kaizen on jatkuvaa kehitystä, joka luo pohjaa Leanille. Kaizenin avulla pyritään parantamaan tuotetta, kehittämään asiakaspalvelua, tekemään tuotannosta kustannustehokkaampaa, auttamaan työssä jaksamista sekä viihtymistä ja ajankäytön hallintaa. Kaizen-kulttuuri tarvitsee johdon sitoutumista, jotta muutoksien tekeminen on mahdollista. Lisäksi Kaizen vaatii tarpeeksi laajaa organisaation osallistumista, jotta kehitystä voi
19 19 tapahtua. Eri organisaatiotasojen osallistuminen voi tuottaa eri näkökulmia ja samalla ideoita. Kaizen on hyvä työkalu toiminnan jatkuvaan kehittämiseen ja henkilöstön sitouttamiseen, sekä pysyvien muutosten tekemiseen. Usealla peräkkäisellä ja samanaikaisella nopealla muutoksella koko toimintaa saadaan jatkuvasti kehitettyä. Samalla innostetaan tekijöitä oman työnsä kehittämiseen ja vastuunottamiseen. (Poutanen 2014 A.) 4.2 SPC (Statistical process control) Tilastollinen prosessinohjaus eli SPC (Statistical process control) on tilastotieteeseen ja mittaamiseen perustuva menetelmä. SPC on usein käytössä valmistusprosessin hallinnan työkaluna. Jotta SPC:stä olisi hyötyä prosessin hallinnassa, tulee tuotteen laatuun vaikuttavat parametrit ja muuttujat tunnistaa. Tällaisten kohteiden tunnistamiseen prosessista kerätään näytteitä ja mittoja, joiden perusteella laaditaan tilastoja ja kuvaajia. Tilastojen ja kuvaajien perusteella kehitetään toimenpidesuunnitelma, jonka tarkoituksena on korjata prosessin ongelmat. Tämän jälkeen tilastojen ja kuvaajien perusteella on helppoa huomata prosessin muutokset. Keskeinen osa valmistusprosessin hallintaa on valvontakortit. Valvontakorttien tarkoituksena on mitata ja näyttää prosessivaihtelut. Prosessille ominaiset satunnaisvaihtelut sekä häiriötilat ovat korttien avulla eriteltävissä. Satunnaisvaihtelu on ominaista jokaiselle prosessille, eikä sen perusteella prosessia tule muuttaa. Kaikissa prosesseissa tapahtuu hajontaa ja vaihtelua, ja jos vaihtelu tapahtuu toleranssien sisäpuolella, se on hyväksyttävää. SPC:n käytöllä pyritään ennakoimaan prosessin muutoksia, ja muuttamaan prosessia ennen kuin prosessin suorituskyky heikkenee. (Wikipedia 2014.)
20 20 5 PROJEKTIN SUUNNITTELU 5.1 Projektin lähtökohdat ja tavoitteet Projektin alussa koko tehtaan light-weight -arvo vaihteli suuresti, ja tavoitteena oli saada vaihtelu kuriin, sekä arvoa nostettua. Eteläinen valmistuslinja valittiin projektin kohteeksi suurimman light-weight - tuotemääränsä vuoksi. Jos valmistuslinjan light-weight -arvoa saadaan paremmaksi, nostaa se samalla koko tehtaan light-weight -arvoa. Tavoitteeseen pääsemiseen vaikuttavat mm. seinämäpaksuuden vaihtelu eri työvaiheissa, työkalujen hallinta ja kunto, koneiden asetukset ja niiden vaihtelu ja henkilöstö omalla toiminnallaan. (Projektipalaveri 2014.) 5.2 Projektin suunnittelu Projekti päätettiin toteuttaa Kaizen-menetelmällä. Projektiin osallistuivat projektipäällikkö, puristimen huoltaja sekä käyttäjä, vetokela 11:n käyttäjä, vetokone 6:n käyttäjä, sekä työkaluhuolto. Oma roolini projektissa oli toimia ulkopuolisena tarkkailijana, ja suorittaa tarvittavat mittaukset eri kohteissa. Projektin aloituspalaverissa määritettiin ongelma- ja kehityskohteita, jotka vaikuttavat paremman light-weight -arvon saamiseen. Suurin tekijä on putken seinämänpaksuuden vaihtelu. (Cupori sisäinen asiakirja 2014, Projektipalaveri 2014.)
21 Seinämäpaksuuden vaihtelu Aloituspalaverissa listasimme seinämäpaksuuden vaihteluun vaikuttavat tekijät: - Pötkysaha, valimon saha - Sahauksen suoruus - Pötkyuunit o Lämpötila o Tasalämpöisyys - Välykset o Padan ja matriisin välys o Tuurnan ja matriisin välys o Työkaluvälykset - Tuurnavoitelu o Tasalaatuisuus o Rasvan tarttuvuus/tuurnan lämpötila - Tuurnan asento ja muoto - Padan asento ja välykset - Vetorenkaan asento vedon aikana - Ohjainrullien käyttö o Putken kulma vetorenkaaseen nähden Erityisesti eteläisen valmistuslinjan putkissa eräässä mitassa esiintyi seinämäpaksuuden vaihtelua. Suunnitelmana oli seurata vaihtelun muutoksia koko eteläisen valmistuslinjan tuotantoprosessin osuudelta, ja ottaa koepalat joka työvaiheessa putkien alku- ja loppupäästä. (Projektipalaveri 2014.) 5.4 Muita kehityskohteita Aloituspalaverissa käsittelimme seinämäheiton lisäksi muita kehityskohteita, ja kävi ilmi, että vetokone kuuden pakkauslaskuri oli
22 22 viallinen. Laskurin toiminta oli epämääräistä, joskus se ilmoitti oikean lukumäärän, joskus liian vähän ja joskus liian paljon. Vakituisesti vetokone kuudella työskentelevät tiesivät tämän ongelman, ja osasivat sen huomioida. Tilapäisesti koneella työskentelevät henkilöt eivät osanneet ottaa ongelmaa huomioon, jolloin riski siitä, että pakkauksessa olisi liian paljon tai liian vähän putkia on olemassa. Puristimen sahalla sahataan puristeputkista alku- ja loppupäät auki, ja samalla sahuri tarkkailee seinämäpaksuuden vaihtelua. Kun sitä on ollut monessa putkessa peräkkäin, ilmoittaa sahuri siitä puristimen käyttäjälle. Puristimen käyttäjä yrittää korjata ongelmaa pyörittämällä tuurnaa toiseen asentoon. Jos ongelma ei kuitenkaan sillä poistu, ja seinämäpaksuuden vaihtelua yhä esiintyy, puristimen käyttäjä suorittaa eri toimenpiteitä asian korjaamiseksi. Yksi näistä toimenpiteistä on padan säätö. Pataa säädetään kahdeksaa eri säätöruuvia kiertämällä. Tämä on erittäin työläs ja aikaa vievä toimenpide. Yksi kehityskohteista oli eri materiaalien ja erikoisputkien merkintä värikoodeilla. Esimerkiksi työntekijöillä ei ollut täyttä varmuutta siitä mikä väri kuvastaa kahteen kertaan lämmitetyistä pötkyistä tehtyjä putkia. Kaksi kertaa lämmitetyillä pötkyillä esiintyi tavallisesti paljon seinämäpaksuuden vaihtelua, ja niistä puristettujen putkien käyttö esimerkiksi eteläisellä valmistuslinjalla koettiin ongelmalliseksi. (Projektipalaveri 2014.) 6 MITTAUKSET Mittauksien avulla pyrimme tarkastelemaan seinämäpaksuuden muuttumista puristimelta vetokone kuudelle asti. Mittauksia teimme yhteensä neljästä eri tuotteesta. Kyseiset tuotteet valittiin, koska niiden tuotantomäärät ovat suuria. Näytteenotossa tärkeintä oli, että putkien
23 23 numerointi pysyi muuttumattomana puristimelta viimeiseen työvaiheeseen saakka (putkien järjestys muuttuu valssin pöydällä). Toinen tärkeä asia näytteiden otoissa oli erottaa putken alku- ja loppupää. Mittauksien joka vaiheessa pidettiin alkupäänä puristimella alkupäänä ollutta päätä (putkikiepit kääntyvät vetokelalla joka vedon jälkeen jolloin alkupäästä tulee loppupää). (Projektipalaveri 2014.) 6.1 Mittaus- ja taulukointiprosessi Näytteistä mitattiin mikrometreillä seinämänpaksuus (minimi- ja maksimiarvo), sekä ulkohalkaisija (mini- ja maksiarvo). Putkessa c ulkohalkaisija mitattiin vain vetokone 6:n näytteistä. Mitat taulukoitiin Microsoft Exceliin työvaiheittain (puristin, putkivalssain, kela 1 jne.) jossa joka näytteestä mitattiin seinämäpaksuuden minimi- ja maksimiarvo, joista näytteille laskettiin seinämäpaksuuden keskiarvo ja seinämäpaksuuden suhteellinen muutos (prosentteina). 6.2 Putken a -mittaukset Valitsimme puristimelta 18 peräkkäistä putkea, jotka numeroitiin Näytesarjan lukumääräksi valittiin kolmella ja kuudella jaollinen luku valssin ratojen (kolme rataa) ja kelakierroksen korien lukumäärän (kuusi koria) vuoksi. Näin päädyimme lukuun 18. Jokaisen työvaiheen jälkeen putkista otettiin näytepalat alku- ja loppupäästä putkea, jonka jälkeen putki numeroitiin putkien erottamiseksi seuraavissa työvaiheissa. Puristimella näytteet otettiin puristimen sahalta, jonka jälkeen putket siirtyivät valssille. Valssilla näytteet otettiin valssauksen jälkeen putkien pudottua valssimontuun. Valssimontussa putket jälleen numeroitiin, ja siirrettiin vetokelalle 1. Vedon jälkeen putkikieppi numeroitiin ja siitä otettiin taas näytepalat alku- ja loppupäästä. Vetokelan 1 jälkeen putket siirtyivät vetokelalle 11, jossa suoritetaan kolme välivetoa. Näytteet otettiin jokaisen
24 24 vedon jälkeen alku- ja loppupäästä. Viimeisen vedon jälkeen putket numeroitiin ja lähetettiin vetokoneelle 6. Vetokoneella otettiin näytepalat alusta, lopusta ja keskeltä. 6.3 Putkien b ja c -mittaukset Putkesta b otimme kuuden putken näyte-erän. Näytteitä alettiin ottamaan vasta vetokelalla 11, koska putken valmistusprosessi siihen asti oli sama kuin putkella a. Vetokelalla on kuusi koripaikkaa, jonka perusteella näyteerän koko määräytyi. Vetokelalla suoritettiin neljä välivetoa, ja jokaisen vedon jälkeen otettiin näytepalat alusta ja lopusta. Viimeisen vedon jälkeen putket jälleen numeroitiin 1-5 (yksi putki jouduttiin romuttamaan kolmannen vedon jälkeen), ja lähetettiin vetokoneelle 6. Vetokoneella putkista otettiin näytepalat alusta, lopusta ja keskeltä. Putken c mittaukset toteutettiin samalla tavalla, kuin putken b. Näyteeräksi otimme kaksi kelakierrosta, johon mahtuu siis 12 koria, eli 12 putkikieppiä. Putkella c on ollut aikaisemmin ongelmia seinämäpaksuuden vaihtelun kanssa, joten valitsimme sen näyte-eräksi suuremman joukon, kuin putkelle b. 6.4 Ohutseinämäinen puristeputki Ohutseinämäinen puristeputki, eli penkin pätkä, lähetetään puristuksen jälkeen suoraan vetopenkille. Penkiltä tulleen palautteen perusteella putkissa on esiintynyt seinämäheittoa. Mittauksissa näytteet otettiin vain puristimen sahalta (alku- ja loppupää), eikä putkia seurattu valmiiksi tuotteeksi asti, johtuen opinnäytetyön rajaamisesta (ratu- ja eteläinen valmistuslinja). Näyte-eräksi otimme kymmen putkea.
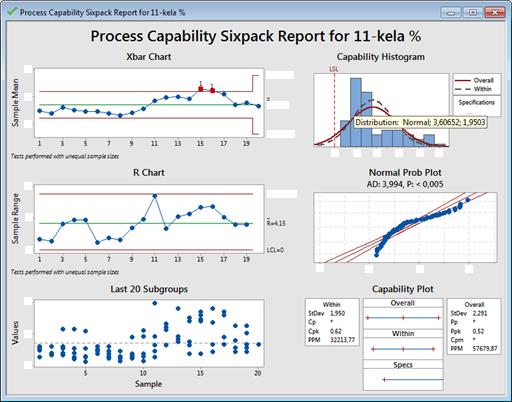
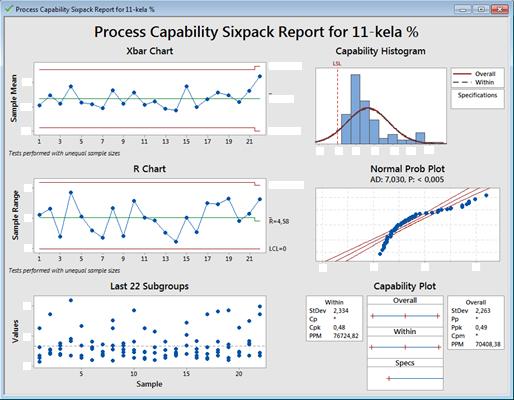
25 25 7 TULOSTEN ANALYSOINTI JA TEHDYT TOIMENPITEET Tulosten analysoimisessa käytimme tilastollista prosessinohjausohjelmaa Minitab:ia, joka hyödyntää Lean six-sigma -menetelmää. Lisäksi käytimme Microsoft Excel -taulukoita apuna analyyseissä. Mittapöytäkirjat ja taulukot ovat opinnäytetyön liite-osiosta. 7.1 Putken a -mittaustulokset Tuloksista voidaan päätellä, että puristimella syntyvä seinämäpaksuuden vaihtelu käytännössä poistui tuotannon eri vaiheissa koe-erässä. Seinämäpaksuuden vaihtelu pienenee tasaisesti valssilla ja vetokela 1:llä. Tuloksien perusteella vetokelalla 11 seinämäpaksuuden vaihtelu kasvaa, etenkin toisen ja kolmannen vedon aikana. Toisen vedon alkunäytteessä ja kolmannen vedon loppunäytteessä tapahtuvat seinämäpaksuuden vaihtelun kasvut voivat selittyä yksinkertaisella tavalla: Toisen vedon alkunäyte ja kolmannen vedon loppunäyte ovat molemmat putken loppupäästä. Kun putken loppupää menee vetorenkaan lävitse, se iskeytyy suurella voimalla vetokelan rakenteisiin, joka voi vaikuttaa putken loppupään seinämän mittoihin. Vetokone kuudella seinämäpaksuuden vaihtelu on jo lähes täysin kadonnut.
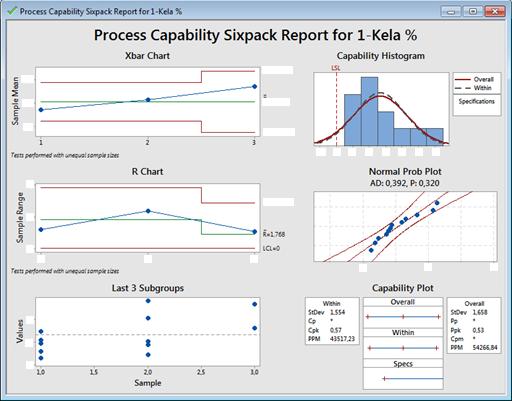
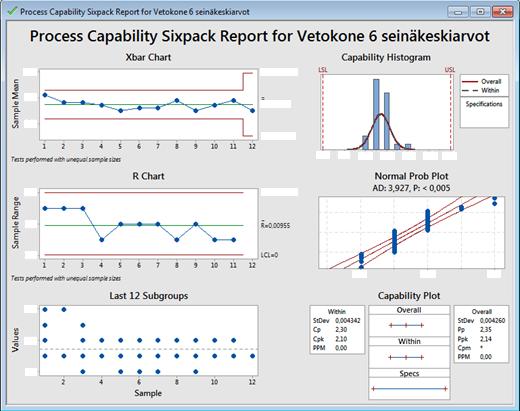
26 26 Valmiin tuotteen seinämän toleranssin alaraja on 0,87 mm:ä ja vain kaksi mittausta osuu tuolle alarajalle. Vetokone kuuden sixpack-analyysistä nähdään, että prosessi hallitaan hyvin ja normaalijakauman kuvio on keskellä toleranssialuetta. Standardi sallisi toleranssin alarajaksi 0,85 mm. Koska prosessi on hallinnassa, on sitä helppo hallitusti muuttaa. Esimerkiksi alentamalla toleranssin alarajaa standardin sallimaan 0,85 millimetriin, saataisiin seinämää ohennettua ja light-weight -arvoa parannettua. Taulukko 1. Vetokone 6 a Sixpack- analyysi. 7.2 Putken b -mittaustulokset Putken b valmiissa tuotteessa tapahtui vaihtelua huomattavasti enemmän, kuin putkessa a. Suhteellinen seinämäpaksuuden vaihtelu pieneni tasaisesti kelalta 1 vetokone 6:lle, mutta vaihtelu pysyi kuitenkin suhteellisen suurena (keskiarvo 0,05mm vetokone kuudella). Vetokelalla 11 kolmannen vedon aikana yksi putkikieppi romutettiin, kun kieppi meni solmuun. Näin ollen vetokone kuudelta saimme vain viisi putkea mitattua.
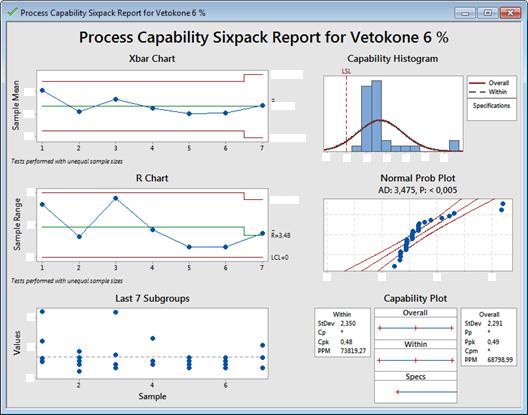
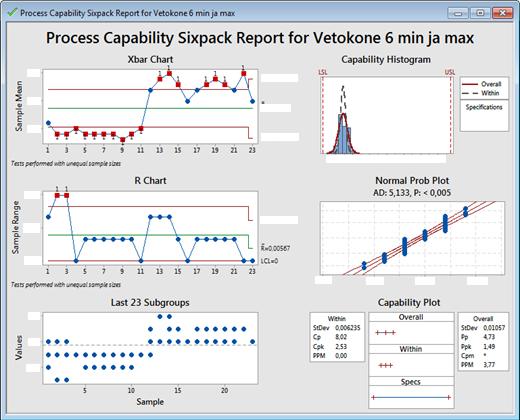
27 27 Sixpack-analyysi ei kerro paljoakaan, koska mittauksia oli vähän. Mittausten perusteella en lähtisi prosessia muuttamaan, koska näyte-erän koko on liian pieni, eikä se ole välttämättä luotettava. Taulukko 2. b prosessin seuranta. 7.3 Putken c -mittaustulokset Putkessa c vaihteluväli valmiissa tuotteessa oli melko suuri (seinämäpaksuuden suhteellinen muutos vaihteli 1,11 prosentin ja 10,99 prosentin välillä). Muutamat yksittäiset mittaustulokset nostavat seinämäpaksuuden suhteellista muutosta melkoisesti. Vetokelalta 1 vetokelalle 11 seinämäpaksuuden vaihtelu hieman pienenee, kunnes vedoissa 3 ja 4 tapahtuu suurta kasvua. Kasvun syy voi olla sama kuin putkessa a eli kiepin peräpään mennessä vetorenkaan lävitse, osuu putki suurella voimalla koneen runkoon ja muuttaa seinämää. Vetokone kuudella on kuitenkin havaittavissa myös keskinäytteissä keskimääräistä suurempaa seinämäpaksuuden vaihtelua, joka hieman kyseenalaistaa tuota teoriaa. Sixpack-analyysista huomataan, että mittaustulokset ovat normaalijakautuneita, ja jakauman kuvio on hienosti keskellä toleranssialuetta. Kuvio on kuitenkin levinnyt liian suurelle alueelle, eikä prosessi ole siksi hallinnassa. Seinämän vaihtelua olisi siis saatava pienemmäksi, jotta prosessi on hallittavissa.
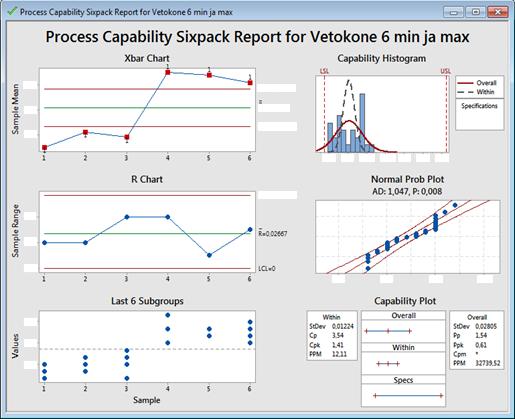
28 28 Taulukko 3. c putken Sixpack- analyysi. 7.4 Ohutseinämäisen puristeputken mittaustulokset Ohutseinämäisen puristeputken mittausprosessi oli hyvin tärkeä, sillä varsinaista seurantaa putkille ei ollut. Tuloksista nähdään, että vaihtelua oli hyvin runsaasti: Suhteellinen seinämäpaksuuden vaihtelu vaihteli 1,86 prosentin ja 13,11 prosentin välillä. Mielenkiintoista oli myös se, että seinämäpaksuuden vaihtelua esiintyi enemmän putken lopusta otetuissa näytteissä, kun taas paksuseinämäisessä puristeputkessa vaihtelu on suurempaa putken alussa. Sixpack-analyysista huomataan, että tulokset ovat jakaantuneet hyvin suurelle alueelle, ja ennen kuin prosessi on hyvin hallinnassa, tulisi seinämäpaksuuden vaihtelua saada pienennettyä. Tuloksien perusteella seurantaa olisi lisättävä ja seinämäpaksuuden vaihteluun puututtava tarvittaessa.
29 29 Taulukko 4. Ohutseinämäisen puristeputken seuranta taulukko. 7.5 Puristimelle tehdyt toimenpiteet Seinämänpaksuuden vaihtelun kontrollirajaksi asetettiin 1,7 mm, ja romutusrajaksi 2,6 mm. Kontrollirajan tarkoituksena on aiheuttaa toimenpiteitä, jos useampi putki peräkkäin ylittää kontrollirajan. Yksittäisten ylitysten vuoksi ei prosessia aleta muuttamaan. Romutusrajan tarkoitus on nimensä mukainen, eli putki tulisi romuttaa, jos seinämäpaksuuden vaihtelu ylittää 2,6 mm:ä. Puristimelle asetettiin ohje kahteen kertaan hehkutetuista pötkyistä, ja niiden ohjauksesta. Aikaisemmin kahteen kertaan lämmitetyt pötkyt voitiin lähettää mille tahansa valmistuslinjalle, ja niiden värikoodimerkintä ei ollut yhtenäinen. Ohjeen käyttöönoton jälkeen kahdesti lämmitetyt pötkyt lähetetään aina vetopenkille, ja ne merkitään sinisellä värillä. Lisäksi kaikki muutkin värikoodit päivitettiin ja yhtenäistettiin, josta toimitettiin ohjeet jokaiselle koneelle. Lisäksi puristimen tuurnan voitelua tehostettiin vaihtamalla suuttimet. Lisäksi otimme käyttöön loppuviikon tarkastuslistan, jonka tarkoituksena on tehdä tarvittavat säädöt ja korjaukset etukäteen valmiiksi, jotta seuraavalla viikolla tuotetaan heti keskeistä putkea. (Projektipalaveri 2014.)
30 Vetokone 6:lle tehdyt toimenpiteet Vetokone kuudella ohjelmoitiin pakkauslaskuri uudelleen, jolloin pakkausvirheen mahdollisuus pienenee. Lisäksi loimme palautejärjestelmän, jonka tarkoituksena on aloittaa sisäinen asiakkuus eri työvaiheiden välille. Päivitimme myös työn kannalta keskeiset lightweight -mittarit ohjaamaan toimintaa. (Projektipalaveri 2014). 8 PROJEKTIN ARVIOINTI JA PÄÄTTÄMINEN Puristimen padan säädön helpottamiseksi tulisi mekaanisesti säädettävät säätöruuvit korvata hydraulisesti toimivilla säädöillä, jolloin säätö olisi tarkempaa, nopeampaa ja helpommin hallittavissa. Hydrauliikan etuna on myös suuret käytössä olevat voimat. Lisäksi puristimelle olisi hyvä saada padan jälkeen reaaliaikainen mittalaite, joka mittaisi koko putken pituudella syntyvää mahdollista seinämäpaksuuden vaihtelua. Mittalaite olisi hyvä saada asennettua heti padan taakse, jolloin sillä pystyisi tarkkailemaan putken laatua suoraan puristuksen jälkeen. Jos mittalaite sijoitettaisiin esimerkiksi puristimen sahalle, niin ongelmaksi muodostuisivat jäähdytysaltaassa jonossa olevat puristeputket. Kun mittalaite havaitsee seinämäpaksuuden vaihtelua sahauksessa olevassa putkessa, niin jäähdytysaltaassa on lisää putkia jäähtymässä, ja niissä voi olla myös seinämäpaksuuden vaihtelua. Kartoitimme erilaisia mittalaitteita projektin kuluessa, ja muutamasta laitteesta otimme valmistajaan yhteyttä.
31 31 Australialainen Inductoheatin tytäryhtiö Inductotherm toimittaa juuri kupariputken pursotusprosessiin tarkoitettuja ultraäänellä toimivia mittalaitteita, jotka voidaan sijoittaa jäähdytysaltaaseen padan taakse. Mittalaite mittaa seinämänpaksuutta koko putken matkalta, ja piirtää reaaliaikaisesti tietokoneohjelmalla käyrää prosessin mahdollisista muutoksista. Tuote kuitenkin jouduttiin hylkäämään, kun Inductoheatilla ei ollut halukkuutta ottaa osaa projektiin. (Inductotherm www-sivut 2014.) Toinen varteenotettava vaihtoehto oli Sikoralta. Sikoran toimittama mittalaite mittaa röntgensäteiden avulla seinämänpaksuutta ja halkaisijaa. Mittalaite ei kuitenkaan pystynyt mittaamaan Cupori Oy:n puristeputkia, niiden liian suuren seinämänpaksuuden vuoksi. (Sikora www-sivut 2014.) Myös pyörrevirtatarkastukseen ja lasermittaukseen soveltuvia mittalaitteita voisi hyödyntää seinämän mittauksessa. Sopivaa mittalaitetta Cuporin käyttöön ei opinnäytetyön päättyessä ole löytynyt, mutta sellaista etsitään jatkuvasti. Kun seinämäpaksuuden vaihtelua saadaan pienemmäksi ja prosessi hallintaan valmiissa tuotteessa (putket c ja b), voidaan toleranssirajoja alentaa (standardissa on siihen tilaa), ja näin ollen ohentaa seinämää, ja samalla parantaa light-weight -arvoa. Seinämän ohentamisen seurauksena vetokone kuuden uuniohjelmat tulee myös huomioida (lämpötilan- ja lämmitysajan määritys). Projektin tavoitteiden täyttymistä voi arvioida lopullisesti vasta, kun lightweight -projekti on suoritettu jokaisella tuotantolinjalla. Vasta tämän jälkeen voidaan tarkastella koko tehtaan light-weight -arvon muutoksia. Opinnäytetyön aikana tapahtuneet muutokset ratu- ja etelätiimeissä ovat kuitenkin osaltaan auttaneet koko tehtaan toimintaa, etenkin kun ratutiimi tuottaa raaka-aineet kaikille tuotantolinjoille. Vetokone kuudelle muutoksia voidaan suorittaa jo nyt putkelle a, sen seinämäpaksuuden toleranssin alarajaa voidaan laskea. Lisäksi kun puristimelle saadaan
32 32 mittalaitteisto, jonka avulla seinämäpaksuuden vaihtelua saadaan pienennettyä, voidaan muutoksia suorittaa myös muille mitoille. Mittauksia tulisi suorittaa lisää etenkin vetokelalla ja vetokone kuudella, joiden perusteella saisi lisää tietoa seinämäpaksuuden vaihtelun muutoksista prosessin aikana. Mahdollinen mittalaite puristimella vähentäisi puristimella syntyvää seinämäpaksuuden vaihtelua seuraavissa työvaiheissa, joka taas voisi pienentää valmiin tuotteen seinämänpaksuuden vaihtelua. Myös koneiden ja työkalujen kuntoon ja huoltoon tulisi kiinnittää enemmän huomiota, sekä suorittaa niihin investointeja tarvittaessa. Projektin onnistuessa säästöt olisivat merkittävät, joten investoinnit maksaisivat itsensä takaisin säästöjen kautta.
33 33 LÄHTEET Autio, A Kone- ja metallialan perusoppi 2. Keuruu: Otava Cupori Oy. Yrityksen sisäinen asiakirja. Viitattu Cupori Oy. Yrityksen viralliset kotisivut. Viitattu Saatavilla: Ihalainen, E., Aaltonen, K., Aromäki, M. & Sihvonen, P Valmistustekniikka. Helsinki: Hakapaino Oy. Inductotherm. Yrityksen kotisivut. Viitattu Saatavilla: Light-Weight projektipalaveri. Cupori Oy Pihlajamaa, M Oikaisukoneiden tuotannon tehostaminen. Insinöörityö. Saatavilla: Poutanen, M A. Mendea Oy. Lean ja Kaizen. Poutanen, M B. Mendea Oy. Suullinen tiedoksianto Sikora. Yrityksen kotisivut. Viitattu Saatavilla: Six sigma internetsivut. Viitattu Saatavilla: Stena. Yrityksen viralliset kotisivut. Viitattu Saatavilla: Tietosanakirja.

34 LIITTEET Liite 1 (Putki c)
35
36
37 Liite 2 (Putki c)
38
")
39 Liite 3 (Putki b)
40 Liite 4 (Putki b)
41 Liite 5 (Putki b)
42
")
43 Liite 6 (Ohutseinämäinen puristeputki) Liite 7 (Ohutseinämäinen puristeputki)
44 Liite 8 (Putki a)
")
45 Liite 9 (Putki a)
46
47
Korkean pohjoismaisen laadun kupariputkien ja palveluiden toimittaja
 1 Korkean pohjoismaisen laadun kupariputkien ja palveluiden toimittaja Cupori on vuonna 2008 perustettu uusi yritys, kun yhtiö osti Outokummulta sen kupariputkiliiketoiminnan MBO-kaupalla. Oma myyntiyhtiö
1 Korkean pohjoismaisen laadun kupariputkien ja palveluiden toimittaja Cupori on vuonna 2008 perustettu uusi yritys, kun yhtiö osti Outokummulta sen kupariputkiliiketoiminnan MBO-kaupalla. Oma myyntiyhtiö
Tuotanto. Lankojen valmistus tapahtuu kylmävetämällä, käyttäen raakaaineena
 Jokioisten lankatehdas Oy:n juuret ulottuvat vuoteen 1804, jolloin Jokioisten kartanoiden silloinen omistaja Gustaf von Willebrand perusti Loimijoen varteen kankirautapajan. Jokioisten Lankatehdas Oy jatkaa
Jokioisten lankatehdas Oy:n juuret ulottuvat vuoteen 1804, jolloin Jokioisten kartanoiden silloinen omistaja Gustaf von Willebrand perusti Loimijoen varteen kankirautapajan. Jokioisten Lankatehdas Oy jatkaa
SUORITUSTASOILMOITUS Nro. 0001-2013-06-28
 1 (2) SUORITUSTASOILMOITUS Nro. 0001-2013-06-28 Tuotetyypin yksilöllinen tunniste: Cupori 110 Premium Tyyppi- tai erämerkintä, jonka ansiosta rakennustuotteet voidaan tunnistaa, kuten 11 artiklan 4 kohdassa
1 (2) SUORITUSTASOILMOITUS Nro. 0001-2013-06-28 Tuotetyypin yksilöllinen tunniste: Cupori 110 Premium Tyyppi- tai erämerkintä, jonka ansiosta rakennustuotteet voidaan tunnistaa, kuten 11 artiklan 4 kohdassa
Datan analysointi ja visualisointi Teollisen internetin työpaja
 Datan analysointi ja visualisointi Teollisen internetin työpaja Jouni Tervonen, Oulun yliopisto, Oulun Eteläisen instituutti 14.3.2016 Johdanto Tavoite yhdessä määritellä miten data-analytiikkaa voi auttaa
Datan analysointi ja visualisointi Teollisen internetin työpaja Jouni Tervonen, Oulun yliopisto, Oulun Eteläisen instituutti 14.3.2016 Johdanto Tavoite yhdessä määritellä miten data-analytiikkaa voi auttaa
Outokumpu Kupariputket tuntee nyt nimen Cupori.
 Taskuopas Outokumpu Kupariputket tuntee nyt nimen Cupori. Cupori Group Oy Kaikki oikeudet muutoksiin pidätetään. Cupori, Prisol ja Fincu ovat Cupori Group Oy:n omistamia tavaramerkkejä. Taskuopas 04 Kupariputki
Taskuopas Outokumpu Kupariputket tuntee nyt nimen Cupori. Cupori Group Oy Kaikki oikeudet muutoksiin pidätetään. Cupori, Prisol ja Fincu ovat Cupori Group Oy:n omistamia tavaramerkkejä. Taskuopas 04 Kupariputki
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET
 AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
AINESPUTKET JA SAUMATTOMAT TERÄSPUTKET V & M TUBES - kumppanisi onnistumiseen Laaja asiantuntemus Erikoisosaaminen saumattomasta, kuumavalssatusta teräsputkesta. Kattava mittavalikoima Halkaisijat 17,3
TUTKIMUSRAPORTTI Lintuvaara
 TUTKIMUSRAPORTTI Lintuvaara Helsingin seudun ympäristöpalvelut (HSY) Vesihuolto 16.12.2014 Jukka Sandelin HSY Raportti Opastinsilta 6 A, 00520 Helsinki 1. TAUSTAA Helsingin seudun ympäristöpalvelut / vesihuolto
TUTKIMUSRAPORTTI Lintuvaara Helsingin seudun ympäristöpalvelut (HSY) Vesihuolto 16.12.2014 Jukka Sandelin HSY Raportti Opastinsilta 6 A, 00520 Helsinki 1. TAUSTAA Helsingin seudun ympäristöpalvelut / vesihuolto
Otoskoko 107 kpl. a) 27 b) 2654
 27 b) 2654") 1. Tietyllä koneella valmistettavien tiivisterenkaiden halkaisijan keskihajonnan tiedetään olevan 0.04 tuumaa. Kyseisellä koneella valmistettujen 100 renkaan halkaisijoiden keskiarvo oli 0.60 tuumaa. Määrää
1. Tietyllä koneella valmistettavien tiivisterenkaiden halkaisijan keskihajonnan tiedetään olevan 0.04 tuumaa. Kyseisellä koneella valmistettujen 100 renkaan halkaisijoiden keskiarvo oli 0.60 tuumaa. Määrää
METALLIT KUPARI KUPARI... 56-65. Levyt... 58 Nauhat... 58 Tangot... 59-61 Langat... 61 Tekniset tiedot... 62-65 Tuotantopalvelut...
 KUPARI... 56-65 KUPARI Levyt... 58 Nauhat... 58 Tangot... 59-61 Langat... 61 Tekniset tiedot... 62-65 Tuotantopalvelut... 65 puolivalmisteet ovat mahdollistaneet uusia käyttöalueita kuljetusväline-, metalli-,
KUPARI... 56-65 KUPARI Levyt... 58 Nauhat... 58 Tangot... 59-61 Langat... 61 Tekniset tiedot... 62-65 Tuotantopalvelut... 65 puolivalmisteet ovat mahdollistaneet uusia käyttöalueita kuljetusväline-, metalli-,
Vapaataontapuristimien puristusvoima on 80/100, 55 ja 20 meganewtonia. Niillä voidaan takoa jopa 160 tonnin painoisia kappaleita.
 www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
www.polarputki.fi 2 Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta tekee
Outokumpu Kupariputket tuntee nyt nimen Cupori.
 Taskuopas Outokumpu Kupariputket tuntee nyt nimen Cupori. Cupori Group Oy Kaikki oikeudet muutoksiin pidätetään. Cupori, Prisol ja Fincu ovat Cupori Group Oy:n omistamia tavaramerkkejä. Taskuopas 04 Kupariputki
Taskuopas Outokumpu Kupariputket tuntee nyt nimen Cupori. Cupori Group Oy Kaikki oikeudet muutoksiin pidätetään. Cupori, Prisol ja Fincu ovat Cupori Group Oy:n omistamia tavaramerkkejä. Taskuopas 04 Kupariputki
2/19 Ympäristöministeriön asetus
 2/19 Ympäristöministeriön asetus rakennusten vesilaitteistoihin tarkoitettujen kupariputkien tyyppihyväksynnästä Ympäristöministeriön päätöksen mukaisesti säädetään eräiden rakennustuotteiden tuotehyväksynnästä
2/19 Ympäristöministeriön asetus rakennusten vesilaitteistoihin tarkoitettujen kupariputkien tyyppihyväksynnästä Ympäristöministeriön päätöksen mukaisesti säädetään eräiden rakennustuotteiden tuotehyväksynnästä
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO
 Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
Jussi Klemola 3D- KEITTIÖSUUNNITTELUOHJELMAN KÄYTTÖÖNOTTO Opinnäytetyö KESKI-POHJANMAAN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Toukokuu 2009 TIIVISTELMÄ OPINNÄYTETYÖSTÄ Yksikkö Aika Ylivieska
heating wedge = kuumakiila liitettävät materiaalit hot air = kuuma ilma hot air tape welding = kuuma ilma teippaus ultrasonic = ultraääni
 PFAFF tuotevalikoimassa on teknisten tekstiilien ja suodattimien valmistamiseen tarkoitettuja automaatteja. Pfaff rakentaa myös räätälöityjä ratkaisuja. heating wedge = kuumakiila liitettävät materiaalit
PFAFF tuotevalikoimassa on teknisten tekstiilien ja suodattimien valmistamiseen tarkoitettuja automaatteja. Pfaff rakentaa myös räätälöityjä ratkaisuja. heating wedge = kuumakiila liitettävät materiaalit
Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin. Jos et voi mitata, et voi johtaa!
 Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin Jos et voi mitata, et voi johtaa! Ceriffi Oy:n seuranta- ja mittauspalveluiden missio Ceriffi Oy:n henkilöstö on ollut rakentamassa johtamis-,
Mobiilit ratkaisut yrityksesi seurannan ja mittaamisen tarpeisiin Jos et voi mitata, et voi johtaa! Ceriffi Oy:n seuranta- ja mittauspalveluiden missio Ceriffi Oy:n henkilöstö on ollut rakentamassa johtamis-,
kansainvälisyys JACQUET johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 483 työntekijää
 JACQUET kansainvälisyys johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 43 työntekijää 3 yksikköä 20 eri maassa / 21 palvelukeskusta 7 500 asiakasta 60 eri maassa liikevaihto 23 M5 7
JACQUET kansainvälisyys johtava, maailmanlaajuinen ruostumattomien kvarttolevyjen käyttäjä 43 työntekijää 3 yksikköä 20 eri maassa / 21 palvelukeskusta 7 500 asiakasta 60 eri maassa liikevaihto 23 M5 7
Magswitchin h y ö d y t :
 Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Muuttaa tapoja. Koskaan aikaisemmin ei ole ollut yhtä helppoa kontrolloida erittäin tehokasta magneettia. Magswitch on kehittänyt erittäin tehokkaan magneettityökalun, joka yhtä nuppia vääntämällä on helppo
Laboratorioraportti 3
 KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
KON-C3004 Kone-ja rakennustekniikan laboratoriotyöt Laboratorioraportti 3 Laboratorioharjoitus 1B: Ruuvijohde Ryhmä S: Pekka Vartiainen 427971 Jari Villanen 69830F Anssi Petäjä 433978 Mittaustilanne Harjoituksessa
Anne-Maria Peitsalo, 14.3.2012
 MATERIAALI TEHOKKUUS TUTKIMUS CASE KIDEX Anne-Maria Peitsalo, 14.3.2012 MARTELA LYHYESTI Martela Oyj on työympäristöjen ja julkitilojen muutosten toteuttaja. Martelan sisustusratkaisut tukevat asiakkaan
MATERIAALI TEHOKKUUS TUTKIMUS CASE KIDEX Anne-Maria Peitsalo, 14.3.2012 MARTELA LYHYESTI Martela Oyj on työympäristöjen ja julkitilojen muutosten toteuttaja. Martelan sisustusratkaisut tukevat asiakkaan
Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009 51016
 U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - P a i n e p u t k i - j ä r j e s t e l m ä P V C Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009
U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - P a i n e p u t k i - j ä r j e s t e l m ä P V C Uponor-paineputkijärjestelmä PVC juomaveden johtamiseen 04 I 2009
CNC:N ASETUSAJAN PIENENTÄMINEN
 CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
CNC:N ASETUSAJAN PIENENTÄMINEN LAHDEN AMMATTIKORKEAKOULU Puutekniikan koulutusohjelma Puutekniikan suuntautumisvaihtoehto Opinnäytetyö Kevät 2009 Jari Ylätupa A LK U S A N A T T ä m ä t yö o n t e h t
Frenger HKE kattosäteilijät -kun laatu, monipuolisuus ja tehokkuus ratkaisevat
 Frenger HKE kattosäteilijät -kun laatu, monipuolisuus ja tehokkuus ratkaisevat Frenger comfortluokan kattosäteiljiä HKE Kone Design Center,HKE reijitetyllä pinnalla FRENGER SYSTEMEN BV on kansainvälinen
Frenger HKE kattosäteilijät -kun laatu, monipuolisuus ja tehokkuus ratkaisevat Frenger comfortluokan kattosäteiljiä HKE Kone Design Center,HKE reijitetyllä pinnalla FRENGER SYSTEMEN BV on kansainvälinen
Frenger HKE kattosäteilijät - kun laatu, monipuolisuus ja tehokkuus ratkaisevat
 Frenger HKE kattosäteilijät - kun laatu, monipuolisuus ja tehokkuus ratkaisevat 1 2 Frenger comfortluokan kattosäteiljiä HKE Ely keskus Mikkeli HKE säteilijä sileällä pinnalla Kone Design Center,HKE reijitetyllä
Frenger HKE kattosäteilijät - kun laatu, monipuolisuus ja tehokkuus ratkaisevat 1 2 Frenger comfortluokan kattosäteiljiä HKE Ely keskus Mikkeli HKE säteilijä sileällä pinnalla Kone Design Center,HKE reijitetyllä
PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT
 PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT KORKEAN TEKNOLOGIAN YRITYS Dahréntråd on Euroopan suurimpia ja moderneimpia kupari- ja alumiinilankojen valmistajia. Yritys valmistaa vuosittain yli 30 000
PYÖRÖ- JA MUOTOKUPARI- LANKOJEN TEKNISET TIEDOT KORKEAN TEKNOLOGIAN YRITYS Dahréntråd on Euroopan suurimpia ja moderneimpia kupari- ja alumiinilankojen valmistajia. Yritys valmistaa vuosittain yli 30 000
FYSIIKAN LABORAATIOTYÖ 4 LÄMMÖNJOHTAVUUDEN, LÄMMÖNLÄPÄISYKERTOI- MEN JA LÄMMÖNSIIRTYMISKERTOIMEN MÄÄRITYS
 FYSIIKAN LABORAATIOTYÖ 4 LÄMMÖNJOHTAVUUDEN, LÄMMÖNLÄPÄISYKERTOI- MEN JA LÄMMÖNSIIRTYMISKERTOIMEN MÄÄRITYS Työselostuksen laatija: Tommi Tauriainen Luokka: TTE7SNC Ohjaaja: Ari Korhonen Työn tekopvm: 28.03.2008
FYSIIKAN LABORAATIOTYÖ 4 LÄMMÖNJOHTAVUUDEN, LÄMMÖNLÄPÄISYKERTOI- MEN JA LÄMMÖNSIIRTYMISKERTOIMEN MÄÄRITYS Työselostuksen laatija: Tommi Tauriainen Luokka: TTE7SNC Ohjaaja: Ari Korhonen Työn tekopvm: 28.03.2008
1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4
 Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Karri Kauppila KOTKAN JA HAMINAN TUULIVOIMALOIDEN MELUMITTAUKSET 21.08.2013 Melumittausraportti 2013 SISÄLLYS 1 JOHDANTO 3 2 LÄHTÖTIEDOT JA MENETELMÄT 4 2.1 Summan mittauspisteet 4 2.2 Mäkelänkankaan mittauspisteet
Pikaohje Aplisens APIS type 1X0 ja 2XO
 Pikaohje Aplisens APIS type 1X0 ja 2XO Koivupuistontie 26, 01510, Vantaa www.saato.fi, sales@saato.fi, 09-759 7850 Sisällys 1. Yleistä...3 2. Parametritilan toiminnot...4 3. Käyttöönotto pikaohje...5 1.
Pikaohje Aplisens APIS type 1X0 ja 2XO Koivupuistontie 26, 01510, Vantaa www.saato.fi, sales@saato.fi, 09-759 7850 Sisällys 1. Yleistä...3 2. Parametritilan toiminnot...4 3. Käyttöönotto pikaohje...5 1.
LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI
 TUOTANTOPALVELUT LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI BE Group Oy Ab on osa Pohjois- Euroopan johtavaa teräksen, ruostumattoman teräksen ja alumiinin kauppaan ja tuotantopalveluihin erikoistunutta BE Group
TUOTANTOPALVELUT LISÄÄ KILPAILUKYKYÄ YRITYKSELLESI BE Group Oy Ab on osa Pohjois- Euroopan johtavaa teräksen, ruostumattoman teräksen ja alumiinin kauppaan ja tuotantopalveluihin erikoistunutta BE Group
Polarputki kumppanina takaa korkean laadun pyöröteräsvalinnoissa Polarputki on toimittanut pyöröteräksiä suomalaisille
 www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
www.polarputki.fi 2 3 aksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
TEKNIIKAN YKSIKKÖ AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA AUT4SN TL7341 PROJEKTITYÖ OSA1 LEIPÄJUUSTON VALMISTUSLINJAN LOPPUPÄÄ
 TEKNIIKAN YKSIKKÖ AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA AUT4SN TL7341 PROJEKTITYÖ OSA1 LEIPÄJUUSTON VALMISTUSLINJAN LOPPUPÄÄ Ryhmä: Iiro Kettunen Heikki Föhr Esa Eronen Pvm: 10.9.2007 SISÄLTÖ 1 Lähtöaineisto...3
TEKNIIKAN YKSIKKÖ AUTOMAATIOTEKNIIKAN KOULUTUSOHJELMA AUT4SN TL7341 PROJEKTITYÖ OSA1 LEIPÄJUUSTON VALMISTUSLINJAN LOPPUPÄÄ Ryhmä: Iiro Kettunen Heikki Föhr Esa Eronen Pvm: 10.9.2007 SISÄLTÖ 1 Lähtöaineisto...3
SANCO Eurooppalainen kupariputki Nro 1
 SANCO Eurooppalainen kupariputki Nro 1 Selvän tuotekonseptin ja luotettavien ratkaisujen ansiosta SANCO -kupariputket ovat hyvä valinta kaikkiin asuntojen putkijärjestelmiin. Puhdas kupariputki juomavesijärjestelmään,
SANCO Eurooppalainen kupariputki Nro 1 Selvän tuotekonseptin ja luotettavien ratkaisujen ansiosta SANCO -kupariputket ovat hyvä valinta kaikkiin asuntojen putkijärjestelmiin. Puhdas kupariputki juomavesijärjestelmään,
Apollo SPEEDY Syöttölaite
 Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
Perkkoonkatu 5 Puh. 010 420 72 72 www.keyway.fi 33850 Tampere Fax. 010 420 72 77 palvelu@keyway.fi Apollo SPEEDY Syöttölaite PLC - Ohjaus Askelmoottori Syöttö pituus : 1 12 m Vahva, alumiini rakenne Moottori
A.I.V.-HAPONSEKOITIN. malli D
 VAKOLA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1955 Koetusselostus 180 A.I.V.-HAPONSEKOITIN malli D Ilmoittaja: Insinööritoimisto
VAKOLA Postios. Helsinki RukkIla Puhelin Helsinki 84 78 12 Rautatieas. Pitäjänmäki VALTION MAATALOUSKONEIDEN TUTKIMUSLAITOS 1955 Koetusselostus 180 A.I.V.-HAPONSEKOITIN malli D Ilmoittaja: Insinööritoimisto
1. Helpottamaan purkua ja romutusta. 2. Parantamaan materiaalien tunnistettavuutta. 3. Helpottamaan uudelleenkäyttöä. 4. Helpottamaan kierrätystä.
 Hondan filosofia Honda on jo usean vuoden ajan ollut eturintamassa, kun on ollut kyse ympäristön huomioonottamisesta ja ottanut vakavasti vastuunsa maailmanlaajuisena ajoneuvojen valmistajana, sekä sitoutunut
Hondan filosofia Honda on jo usean vuoden ajan ollut eturintamassa, kun on ollut kyse ympäristön huomioonottamisesta ja ottanut vakavasti vastuunsa maailmanlaajuisena ajoneuvojen valmistajana, sekä sitoutunut
FAST FLEXIBLE RELIABLE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. FINNISH EXPERTISE
 FAST FLEXIBLE RELIABLE FINNISH EXPERTISE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. CERTIFIED CUSTOMIZED PROFILES PROFESSIONAL AREAS CONSTRUCTION INDUSTRY HEAVY INDUSTRY HEAVY
FAST FLEXIBLE RELIABLE FINNISH EXPERTISE HIGHEST CREDIT RATING OF AAA. QUALITY SYSTEM ACCORDING TO ISO 9001:2015. CERTIFIED CUSTOMIZED PROFILES PROFESSIONAL AREAS CONSTRUCTION INDUSTRY HEAVY INDUSTRY HEAVY
JOUSTAVA ERISTYSJÄRJESTELMÄ LUOTETTAVAAN KONDENSAATION HALLINTAAN, LUOTETTAVASTI 40 VUODEN AJAN
 JOUSTAVA ERISTYSJÄRJESTELMÄ LUOTETTAVAAN KONDENSAATION HALLINTAAN, LUOTETTAVASTI 40 VUODEN AJAN Powered by TCPDF (www.tcpdf.org) Sisäänrakennettu vesihöyrysuoja vähentää syöpymisriskiä eristeen (CUI) alla
JOUSTAVA ERISTYSJÄRJESTELMÄ LUOTETTAVAAN KONDENSAATION HALLINTAAN, LUOTETTAVASTI 40 VUODEN AJAN Powered by TCPDF (www.tcpdf.org) Sisäänrakennettu vesihöyrysuoja vähentää syöpymisriskiä eristeen (CUI) alla
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet
 Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
Mistä kilpailukykyä kotimaiseen tuotantoon? Tuotannon ulkomaille siirtämisen haasteet Timo Salmu 29.5.2013 NESTIX Oy 1982 perustettu ohjelmistotalo Tuotekehitys, myynti, johto, projektointija asiakastuki
TEHNIKA tukkivannesahat
 TEHNIKA tukkivannesahat Maahantuonti ja myynti Veistokone-fi Espoo myynti@veistokone.fi 040-779 8800 Tehnika tukkivannesahat TEHNIKA AUCE TEHNIKA AUCE on Latvialainen yhtiö, joka on perustettu vuonna 1993.
TEHNIKA tukkivannesahat Maahantuonti ja myynti Veistokone-fi Espoo myynti@veistokone.fi 040-779 8800 Tehnika tukkivannesahat TEHNIKA AUCE TEHNIKA AUCE on Latvialainen yhtiö, joka on perustettu vuonna 1993.
KÄYTTÖOHJE PURISTUSTYÖKALU HP 450
 1 4.8.2006 12:27 KO HP 450.doc KÄYTTÖOHJE PURISTUSTYÖKALU HP 450 Maahantuonti: Hollolan Sähköautomatiikka Oy Höylääjänkatu 5 15520 LAHTI Puh. (03) 884 230 Fax (03) 884 2310 hsa@hsaoy.com www.hsaoy.com
1 4.8.2006 12:27 KO HP 450.doc KÄYTTÖOHJE PURISTUSTYÖKALU HP 450 Maahantuonti: Hollolan Sähköautomatiikka Oy Höylääjänkatu 5 15520 LAHTI Puh. (03) 884 230 Fax (03) 884 2310 hsa@hsaoy.com www.hsaoy.com
VOLVO V-70 D5 (2008) 136 KW DIESELHIUKKASSUODATIN - JÄRJESTELMÄ
 136 KW DIESELHIUKKASSUODATIN - JÄRJESTELMÄ") VOLVO V-70 D5 (2008) 136 KW DIESELHIUKKASSUODATIN - JÄRJESTELMÄ JÄRJESTELMÄN KOMPONENTIT KOMPONENTIT JA TOIMINTA Ahtimen jälkeen ensimmäisenä tulee happitunnistin (kuva kohta 1). Happitunnistin seuraa
VOLVO V-70 D5 (2008) 136 KW DIESELHIUKKASSUODATIN - JÄRJESTELMÄ JÄRJESTELMÄN KOMPONENTIT KOMPONENTIT JA TOIMINTA Ahtimen jälkeen ensimmäisenä tulee happitunnistin (kuva kohta 1). Happitunnistin seuraa
BUDERUS EDELSTAHL. Buderus Edelstahl GmbH l P.O. 1449 l D- 35576 Wetzlar
 PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
PYÖRÖTERÄKSET BUDERUS EDELSTAHL Saksalainen Buderus Edelstahl GmbH on Euroopan johtavia korkealaatuisten vaihde- ja erikoisterästen valmistajia. Buderuksen kokemus erikoisterästen valmistuksesta ja jalostuksesta
Kenttätutkimus hiiliteräksen korroosiosta kaukolämpöverkossa
 1 (17) Tilaajat Suomen KL Lämpö Oy Sari Kurvinen Keisarinviitta 22 33960 Pirkkala Lahti Energia Olli Lindstam PL93 15141 Lahti Tilaus Yhteyshenkilö VTT:ssä Sähköposti 30.5.2007, Sari Kurvinen, sähköposti
1 (17) Tilaajat Suomen KL Lämpö Oy Sari Kurvinen Keisarinviitta 22 33960 Pirkkala Lahti Energia Olli Lindstam PL93 15141 Lahti Tilaus Yhteyshenkilö VTT:ssä Sähköposti 30.5.2007, Sari Kurvinen, sähköposti
NELJÄ TOIMINTA-ALUETTAMME: Terästeollisuus Valimoteollisuus
 BEIJER OY BEIJER OY Beijers on suomalainen, metalliteollisuuden tekniseen maahantuontiin erikoistunut yritys. Palvelemme metallurgisen teollisuuden sekä valimo- ja konepajateollisuuden yrityksiä. Toimintamme
BEIJER OY BEIJER OY Beijers on suomalainen, metalliteollisuuden tekniseen maahantuontiin erikoistunut yritys. Palvelemme metallurgisen teollisuuden sekä valimo- ja konepajateollisuuden yrityksiä. Toimintamme
33. Valimohiekkojen kuljetuslaitteet
 33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
33. Valimohiekkojen kuljetuslaitteet Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 33.1 Hihnakuljettimet Hihnakuljettimet ovat yleisimpiä valimohiekkojen siirtoon käytettävissä kuljetintyypeistä.
Uponor-paineputkijärjestelmä PE100 turvallinen valinta juoma- ja jätevesien johtamiseen 04 I
 U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - p a i n e p u t k i - j ä r j e s t e l m ä p e 10 0 Uponor-paineputkijärjestelmä PE100 turvallinen valinta juoma-
U P O N O R Y H D Y S K U N TA - J A Y M P Ä R I S T Ö T E K N I I K K A U p o n o r - p a i n e p u t k i - j ä r j e s t e l m ä p e 10 0 Uponor-paineputkijärjestelmä PE100 turvallinen valinta juoma-
MINI60 TEKNISET SÄÄNNÖT 2019
 MINI60 TEKNISET SÄÄNNÖT 2019 Versioloki: Ver 1.0 04/2019 MR Sisällys 1. Yleistä... 3 2. Sallittut modifikaatiot... 3 3. Mittaustavat asteille... 4 4. Asteiden säätö... 5 5. Palotilan säätö... 5 6. Sylinteriputki...
MINI60 TEKNISET SÄÄNNÖT 2019 Versioloki: Ver 1.0 04/2019 MR Sisällys 1. Yleistä... 3 2. Sallittut modifikaatiot... 3 3. Mittaustavat asteille... 4 4. Asteiden säätö... 5 5. Palotilan säätö... 5 6. Sylinteriputki...
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI
 DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
DIGIBONUSTEHTÄVÄ: MPKJ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi ja
P U T K I PA L K I T H O L L OW SECTIONS
 NELIÖN MUOTOISET MITTAMERKINNÄT M = Paino W p = Plastinen taivutusvastus Poikkileikkausarvot on laskettu käyt- A = Poikkileikkauksen pinta-ala i = Jäyhyyssäde täen nimellismittoja H, B ja T sekä Au = Ulkopinta-ala
NELIÖN MUOTOISET MITTAMERKINNÄT M = Paino W p = Plastinen taivutusvastus Poikkileikkausarvot on laskettu käyt- A = Poikkileikkauksen pinta-ala i = Jäyhyyssäde täen nimellismittoja H, B ja T sekä Au = Ulkopinta-ala
Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna
 Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna Finesse-seminaari 22.03.00 Matias Vierimaa 1 Mittauksen lähtökohdat Mittauksen tulee palvella sekä organisaatiota että projekteja Organisaatiotasolla
Mittaaminen projektipäällikön ja prosessinkehittäjän työkaluna Finesse-seminaari 22.03.00 Matias Vierimaa 1 Mittauksen lähtökohdat Mittauksen tulee palvella sekä organisaatiota että projekteja Organisaatiotasolla
Rihtausohje. J.Puhakka
 Rihtausohje Pyörän vanteen pinnoitus (rihtaus) on aikaa vievä toimenpide, joka vaatii kärsivällisyyttä tekijältään. Tässä on ohje, joka toivottavasti helpottaa osaltaan työn onnistumista. J.Puhakka 1 Pinnat
Rihtausohje Pyörän vanteen pinnoitus (rihtaus) on aikaa vievä toimenpide, joka vaatii kärsivällisyyttä tekijältään. Tässä on ohje, joka toivottavasti helpottaa osaltaan työn onnistumista. J.Puhakka 1 Pinnat
Tasainen seinämänpaksuus 1
 Tasainen seinämänpaksuus 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_univwall_1.sldprt. Avaa malli ja tarkastele sitä seinämänpaksuuden näkökulmasta. Kappale on yksinkertainen suorakulmainen
Tasainen seinämänpaksuus 1 Tuula Höök Tampereen teknillinen yliopisto Hae aloitusmalli start_univwall_1.sldprt. Avaa malli ja tarkastele sitä seinämänpaksuuden näkökulmasta. Kappale on yksinkertainen suorakulmainen
7. Resistanssi ja Ohmin laki
 Nimi: LK: SÄHKÖ-OPPI Tarmo Partanen Teoria (Muista hyödyntää sanastoa) 1. Millä nimellä kuvataan sähköisen komponentin (laitteen, johtimen) sähkön kulkua vastustavaa ominaisuutta? 2. Miten resistanssi
Nimi: LK: SÄHKÖ-OPPI Tarmo Partanen Teoria (Muista hyödyntää sanastoa) 1. Millä nimellä kuvataan sähköisen komponentin (laitteen, johtimen) sähkön kulkua vastustavaa ominaisuutta? 2. Miten resistanssi
The Scandinavian standard in electrical enclosures.
 The Scandinavian standard in electrical enclosures. Yritys Finelcomp Oy on vuonna 1988 perustettu sähkökeskusmekaniikkaa valmistava yritys. Yritys tuottaa ratkaisuja sähkönjakelu- ja telelaitteiden kotelointi-
The Scandinavian standard in electrical enclosures. Yritys Finelcomp Oy on vuonna 1988 perustettu sähkökeskusmekaniikkaa valmistava yritys. Yritys tuottaa ratkaisuja sähkönjakelu- ja telelaitteiden kotelointi-
KULMAVAIHTEET. Tyypit W 088, 110, 136,156, 199 ja 260 TILAUSAVAIN 3:19
 Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
Tyypit W 088, 110, 16,156, 199 ja 260 Välitykset 1:1, 2:1, :1 ja 4:1 Suurin lähtevä vääntömomentti 2419 Nm. Suurin tuleva pyörimisnopeus 000 min -1 IEC-moottorilaippa valinnaisena. Yleistä Tyyppi W on
5. Sähköuunit. 5.1 Sähköuunien panostus Tyypillisiä panosraaka-aineita. Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto
 5. Sähköuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 5.1 Sähköuunien panostus 5.1.1 Tyypillisiä panosraaka-aineita Kuva. Kiertoromua Kuva. Ostoromua 9.11.2011 Raimo Keskinen, Pekka Niemi
5. Sähköuunit Raimo Keskinen Pekka Niemi - Tampereen ammattiopisto 5.1 Sähköuunien panostus 5.1.1 Tyypillisiä panosraaka-aineita Kuva. Kiertoromua Kuva. Ostoromua 9.11.2011 Raimo Keskinen, Pekka Niemi
Ostajan opas. Teollisen ostajan faktapaketti ruuvikuljettimista
 Ostajan opas Teollisen ostajan faktapaketti ruuvikuljettimista Mitä teollisen ostajan on tärkeää tietää ruuvikuljettimista? Ruuvikuljetin soveltuu erityisen hyvin teollisiin prosesseihin, joissa materiaalia
Ostajan opas Teollisen ostajan faktapaketti ruuvikuljettimista Mitä teollisen ostajan on tärkeää tietää ruuvikuljettimista? Ruuvikuljetin soveltuu erityisen hyvin teollisiin prosesseihin, joissa materiaalia
Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri
 Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri Esitysmateriaalit Leanheat-yritys kahdella sivulla Tekoälysäädön toimintaperiaate Mitä tehdään ja mitä on saatu aikaiseksi? Yhteenveto ja käytännön
Valtakunnallinen asunto- ja yhdyskuntapäivä 2019 Ossi Porri Esitysmateriaalit Leanheat-yritys kahdella sivulla Tekoälysäädön toimintaperiaate Mitä tehdään ja mitä on saatu aikaiseksi? Yhteenveto ja käytännön
Palokuristimien painehäviö - tuloilman päätelaitteet S11-125 ja S55 400 x 100 mm - S
 LAUSUNTO Nro. RTE1890/05 12.5.2005 Palokuristimien painehäviö - tuloilman päätelaitteet S11-125 ja S55 400 x 100 mm - S Tilaaja: Vasatherm Finland Oy VTT RAKENNUS- JA YHDYSKUNTATEKNIIKKA LAUSUNTO NRO RTE1890/05
LAUSUNTO Nro. RTE1890/05 12.5.2005 Palokuristimien painehäviö - tuloilman päätelaitteet S11-125 ja S55 400 x 100 mm - S Tilaaja: Vasatherm Finland Oy VTT RAKENNUS- JA YHDYSKUNTATEKNIIKKA LAUSUNTO NRO RTE1890/05
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA "WiseRoot+ on uskomattoman käyttäjäystävällinen ja tekee sen, minkä lupaa. Sillä on helppo korjata monenlaiset sovitepoikkeamat, kuten kohdistusvirheet
Materiaalikatselmus/ Materiaalitehokkuus Uponor Suomi Oy:ssä
 Materiaalikatselmus/ Materiaalitehokkuus Uponor Suomi Oy:ssä Rami Silta-aho Sisältö Uponor yrityksenä Materiaalikatselmus Uponor Suomi Oy, Forssa Materiaalitehokkuus toimenpiteet 23 April 2013 Uponor 2
Materiaalikatselmus/ Materiaalitehokkuus Uponor Suomi Oy:ssä Rami Silta-aho Sisältö Uponor yrityksenä Materiaalikatselmus Uponor Suomi Oy, Forssa Materiaalitehokkuus toimenpiteet 23 April 2013 Uponor 2
Metso MX. Multi-Action-kartiomurskain
 Metso MX Multi-Action-kartiomurskain Metso MX Multi-Action-kartiomurskain +10 % parempi käyttöaste 10 % pienemmät käyttökulut Kulutusosista hyödynnetään jopa 70 % Multi-Actionteknologia Valikoiva tuotanto
Metso MX Multi-Action-kartiomurskain Metso MX Multi-Action-kartiomurskain +10 % parempi käyttöaste 10 % pienemmät käyttökulut Kulutusosista hyödynnetään jopa 70 % Multi-Actionteknologia Valikoiva tuotanto
Stalatube Oy. P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u. Laskentaraportti
 P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
P u t k i k a n n a k k e e n m a s s o j e n v e r t a i l u Laskentaraportti 8.6.2017 2 (12) SISÄLLYSLUETTELO 1 EN 1.4404 putkikannakkeen kapasiteetti... 4 1.1 Geometria ja materiaalit... 4 1.2 Verkotus...
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
WiseRoot+ ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 7.11.2017 WiseRoot+ TUOTTAVA JA KORKEALAATUINEN MIG- HITSAUSPROSESSI WiseRoot+ on ilman juuritukea tehtävään pohjapalon hitsaukseen optimoitu lyhytkaariprosessi.
Ilmanäytteet (mikrobi) Laihian keskuskoulu
 Laihian keskuskoulu") Ilmanäytteet (mikrobi) Laihian keskuskoulu Kohde: Pinta-ala: - Rakennusvuosi: 1970 Koulurakennus Rakennusala: - Käyttötarkoitus: koulu Länsitie 64 Kerrosluku: 2 66400 Laihia Näytteenoton tilaaja: Laihian
Ilmanäytteet (mikrobi) Laihian keskuskoulu Kohde: Pinta-ala: - Rakennusvuosi: 1970 Koulurakennus Rakennusala: - Käyttötarkoitus: koulu Länsitie 64 Kerrosluku: 2 66400 Laihia Näytteenoton tilaaja: Laihian
DIGIBONUSTEHTÄVÄ: JYRSINTÄ NCC INDUSTRY OY LOPPURAPORTTI
 DIGIBONUSTEHTÄVÄ: JYRSINTÄ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi
DIGIBONUSTEHTÄVÄ: JYRSINTÄ NCC INDUSTRY OY LOPPURAPORTTI Tekijä: Marko Olli 16.10.2018 Sisällys 1 Johdanto...3 2 Hankkeen tavoitteet ja vaikuttavuus...3 3 Laitteisto ja mittaustarkkuus...3 4 Pilotointi
PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET
 FCG Finnish Consulting Group Oy Keski-Savon ympäristötoimi PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET Raportti 171905-P11889 30.11.2010 FCG Finnish Consulting Group Oy Raportti I 30.11.2010 SISÄLLYSLUETTELO
FCG Finnish Consulting Group Oy Keski-Savon ympäristötoimi PIEKSÄMÄEN MELUSELVITYKSEN MELUMITTAUKSET Raportti 171905-P11889 30.11.2010 FCG Finnish Consulting Group Oy Raportti I 30.11.2010 SISÄLLYSLUETTELO
KEHITTYNYT PUTKJÄRJESTELMÄ TYHJIÖPUTKIKERÄIMIÄ VARTEN
 KEHITTYNYT PUTKJÄRJESTELMÄ TYHJIÖPUTKIKERÄIMIÄ VARTEN Powered by TCPDF (www.tcpdf.org) Jopa lämpötilaltaan +220 C:n käyttökohteisiin Integroitu lämpötila-anturin johto Tuottaa hyvän UV-säteilyn kestävyyden
KEHITTYNYT PUTKJÄRJESTELMÄ TYHJIÖPUTKIKERÄIMIÄ VARTEN Powered by TCPDF (www.tcpdf.org) Jopa lämpötilaltaan +220 C:n käyttökohteisiin Integroitu lämpötila-anturin johto Tuottaa hyvän UV-säteilyn kestävyyden
Jousen jousivoiman riippuvuus venymästä
 1 Jousen jousivoiman riippuvuus venymästä Mikko Vestola Koulun nimi Fysiikka luonnontieteenä FY3-Projektityö 12..2002 Arvosana: K+ (10) 2 1. Tutkittava ilmiö Tehtävänä oli tehdä oppikirjan tutkimustehtävä
1 Jousen jousivoiman riippuvuus venymästä Mikko Vestola Koulun nimi Fysiikka luonnontieteenä FY3-Projektityö 12..2002 Arvosana: K+ (10) 2 1. Tutkittava ilmiö Tehtävänä oli tehdä oppikirjan tutkimustehtävä
Ruokamenot kuluttajan arjessa
 Ruokamenot kuluttajan arjessa Tieteiden yö Rahamuseossa 13.1.2011 Jarkko Kivistö Ekonomisti Ruokamenot kuluttajan arjessa Ruokamenot Kuinka suuren osan tuloistaan kuluttajat käyttävät elintarvikkeisiin?
Ruokamenot kuluttajan arjessa Tieteiden yö Rahamuseossa 13.1.2011 Jarkko Kivistö Ekonomisti Ruokamenot kuluttajan arjessa Ruokamenot Kuinka suuren osan tuloistaan kuluttajat käyttävät elintarvikkeisiin?
Valmistusautomaation uudet mahdollisuudet
 Valmistusautomaation uudet mahdollisuudet Kari Ollila Oy www.cimsolar.com 1 Oy Perustettu 1.1.2008 Pohjana Cimcorp Oy:n 2006-2007 tekemä kehitystyö ohutkalvotekniikalla valmistettavien aurinkosähköpaneelien
Valmistusautomaation uudet mahdollisuudet Kari Ollila Oy www.cimsolar.com 1 Oy Perustettu 1.1.2008 Pohjana Cimcorp Oy:n 2006-2007 tekemä kehitystyö ohutkalvotekniikalla valmistettavien aurinkosähköpaneelien
LIITE 1 VIRHEEN ARVIOINNISTA
 Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
Oulun yliopisto Fysiikan opetuslaboratorio Fysiikan laboratoriotyöt 1 1 LIITE 1 VIRHEEN RVIOINNIST Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi
Frenger kattosäteilijät - kun laatu ja tehokkuus ratkaisevat
 Frenger kattosäteilijät - kun laatu ja tehokkuus ratkaisevat Frenger comfortluokan kattosäteiljiä Ely keskus Mikkeli HKE säteilijä sileällä pinnalla Kone Design Center,HKE reijitetyllä pinnalla FRENGER
Frenger kattosäteilijät - kun laatu ja tehokkuus ratkaisevat Frenger comfortluokan kattosäteiljiä Ely keskus Mikkeli HKE säteilijä sileällä pinnalla Kone Design Center,HKE reijitetyllä pinnalla FRENGER
CHEM-A1410 Materiaalitieteen perusteet
 CHEM-A1410 Materiaalitieteen perusteet Laskuharjoitus 18.9.2017, Materiaalien ominaisuudet Tämä harjoitus ei ole arvioitava, mutta tämän tyyppisiä tehtäviä saattaa olla tentissä. Tehtävät perustuvat kurssikirjaan.
CHEM-A1410 Materiaalitieteen perusteet Laskuharjoitus 18.9.2017, Materiaalien ominaisuudet Tämä harjoitus ei ole arvioitava, mutta tämän tyyppisiä tehtäviä saattaa olla tentissä. Tehtävät perustuvat kurssikirjaan.
Latauspotentiaalimittaukset Olkiluodossa keväällä 2003
 Työraportti 2003-25 Latauspotentiaalimittaukset Olkiluodossa keväällä 2003 Mari Lahti Tero Laurila Kesäkuu 2003 POSIVA OY FIN-27160 OLKILUOTO, FINLAND Tel +358-2-8372 31 Fax +358-2-8372 3709 Työraportti
Työraportti 2003-25 Latauspotentiaalimittaukset Olkiluodossa keväällä 2003 Mari Lahti Tero Laurila Kesäkuu 2003 POSIVA OY FIN-27160 OLKILUOTO, FINLAND Tel +358-2-8372 31 Fax +358-2-8372 3709 Työraportti
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA
 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA 6.08.2019 WiseRoot ERITTÄIN TEHOKASTA POHJAPALON HITSAUSTA WiseRoot on ilman juuritukea tehtävään juuripalon hitsaukseen optimoitu lyhytkaariprosessi. Prosessi
Pinnoitteen vaikutus jäähdytystehoon
 Pinnoitteen vaikutus jäähdytystehoon Jesse Viitanen Esko Lätti 11I100A 16.4.2013 2 SISÄLLYS 1TEHTÄVÄN MÄÄRITTELY... 3 2TEORIA... 3 2.1Jäähdytysteho... 3 2.2Pinnoite... 4 2.3Jäähdytin... 5 3MITTAUSMENETELMÄT...
Pinnoitteen vaikutus jäähdytystehoon Jesse Viitanen Esko Lätti 11I100A 16.4.2013 2 SISÄLLYS 1TEHTÄVÄN MÄÄRITTELY... 3 2TEORIA... 3 2.1Jäähdytysteho... 3 2.2Pinnoite... 4 2.3Jäähdytin... 5 3MITTAUSMENETELMÄT...
IRROITA SYDÄN. Pulmapeli. BLÄUER 2003 versio ja laita takaisin jos osaat...
 IRROITA SYDÄN ja laita takaisin jos osaat... Pulmapeli BLÄUER 2003 versio 1.05 WWW.KASITYO.COM 1. TYÖN TAVOITE Valmistamme metallisen pulmapelin, jossa tarkoituksena on ottaa sydän pois ja laittaa se takaisin
IRROITA SYDÄN ja laita takaisin jos osaat... Pulmapeli BLÄUER 2003 versio 1.05 WWW.KASITYO.COM 1. TYÖN TAVOITE Valmistamme metallisen pulmapelin, jossa tarkoituksena on ottaa sydän pois ja laittaa se takaisin
A7 TIG Orbital System 300
 KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
KEMPPI K7 HITSAUSLAITTEET A7 TIG Orbital System 300 HELPPOA MONIPALKOHITSAUSTA 22.07.2017 A7 TIG Orbital System 300 AMMATTIMAINEN TIG- ORBITAALIHITSAUSJÄRJESTELMÄ PUTKIEN MEKANISOITUUN MONIPALKOHITSAUKSEEN
MESSINGIT SISÄLLYSLUETTELO
 SISÄLLYSLUETTELO Levyt 74 Nauhat 75 Tangot 75-77 Ainesputket 77 Harkot 77 Kuusiotangot 78 Lattatangot 79 Profiilit 80 81 Putket 81-82 Langat 82 Tekniset tiedot 83 87 Tuotantopalvelut 86 Värikoodit 87 73
SISÄLLYSLUETTELO Levyt 74 Nauhat 75 Tangot 75-77 Ainesputket 77 Harkot 77 Kuusiotangot 78 Lattatangot 79 Profiilit 80 81 Putket 81-82 Langat 82 Tekniset tiedot 83 87 Tuotantopalvelut 86 Värikoodit 87 73
IV-kuntotutkimus. Matarin päiväkoti. Ajomiehenkuja 9 01400 VANTAA
 IV-Special Oy 13.12.2011 IV-kuntotutkimus Matarin päiväkoti Ajomiehenkuja 9 01400 VANTAA HELSINKI: posti@asb.fi keskus: 0207 311 140, faksi: 0207 311 145 www.asb.fi TAMPERE: asb-yhtiot@asb.fi keskus: 0207
IV-Special Oy 13.12.2011 IV-kuntotutkimus Matarin päiväkoti Ajomiehenkuja 9 01400 VANTAA HELSINKI: posti@asb.fi keskus: 0207 311 140, faksi: 0207 311 145 www.asb.fi TAMPERE: asb-yhtiot@asb.fi keskus: 0207
Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma
 Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma Nopea, pehmeä ja helppo katkaisu Lähes jäysteetön ja värinätön katkaisu Taloudellinen katkaisu Täydellinen ohjelma Ohuet katkaisulaikat ovat hyvin
Uutta PFERD iltä: Ohuet katkaisulaikat Täydellinen ohjelma Nopea, pehmeä ja helppo katkaisu Lähes jäysteetön ja värinätön katkaisu Taloudellinen katkaisu Täydellinen ohjelma Ohuet katkaisulaikat ovat hyvin
Dimense Kinos - järjestelmän käyttöohje
 Dimense Kinos - järjestelmän käyttöohje Järjestelmän asentaminen Kinos-mittalaite sijoitetaan hallin päätyyn tukevalle seinätelineelle huomioiden laitteen suurehko paino, joka on noin 40 kg. Mittalaitteen
Dimense Kinos - järjestelmän käyttöohje Järjestelmän asentaminen Kinos-mittalaite sijoitetaan hallin päätyyn tukevalle seinätelineelle huomioiden laitteen suurehko paino, joka on noin 40 kg. Mittalaitteen
Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi?
 1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
1/6 Teetkö töitä teräksestä valmistettavien rakennuspalkkien kanssa? Miten olet automatisoinut tuotantoasi? Kilpailu rakennusalan tuotteissa on varsin raadollista, olipa kyse itse rakennuksista tai vaikkapa
KAAPELINSUOJAUS SUOMALAISEN MUOVIVALUN EXPERTTI
 SUOMALAISEN MUOVIVALUN EXPERTTI KAAPELINSUOJAUS JÄTEVESIJÄRJESTELMÄT PUMPPAAMOT PUTKET JA OSAT KAAPELINSUOJAUS RUMMUT VIEMÄRI- JA VESIJOHTOPUTKET KAIVOT LAITURITARVIKKEET KIINTEISTÖTARVIKKEET SUOMALAISEN
SUOMALAISEN MUOVIVALUN EXPERTTI KAAPELINSUOJAUS JÄTEVESIJÄRJESTELMÄT PUMPPAAMOT PUTKET JA OSAT KAAPELINSUOJAUS RUMMUT VIEMÄRI- JA VESIJOHTOPUTKET KAIVOT LAITURITARVIKKEET KIINTEISTÖTARVIKKEET SUOMALAISEN
Frenger comfortluokan kattosäteiljiä
 Frenger comfortluokan kattosäteiljiä Ely keskus Mikkeli HKE säteilijä sileällä pinnalla Kone Design Center,HKE reijitetyllä pinnalla FRENGER SYSTEMEN BV on kansainvälinen alansa johtava yritys jonka päätuotteet
Frenger comfortluokan kattosäteiljiä Ely keskus Mikkeli HKE säteilijä sileällä pinnalla Kone Design Center,HKE reijitetyllä pinnalla FRENGER SYSTEMEN BV on kansainvälinen alansa johtava yritys jonka päätuotteet
Moderni muuntajaomaisuuden kunnonhallinta. Myyntipäällikkö Jouni Pyykkö, Infratek Finland Oy Tuotepäällikkö Juhani Lehto, Vaisala Oyj
 Moderni muuntajaomaisuuden kunnonhallinta Myyntipäällikkö Jouni Pyykkö, Infratek Finland Oy Tuotepäällikkö Juhani Lehto, Vaisala Oyj Kunnonhallinnan strategia Muuntajan kunnossapito ja kunnonhallinta tulee
Moderni muuntajaomaisuuden kunnonhallinta Myyntipäällikkö Jouni Pyykkö, Infratek Finland Oy Tuotepäällikkö Juhani Lehto, Vaisala Oyj Kunnonhallinnan strategia Muuntajan kunnossapito ja kunnonhallinta tulee
TESTAUSSELOSTE Nro VTT-S Pro Clima Acrylat Solid liiman tartuntakokeet
 TESTAUSSELOSTE Nro VTT-S-25-14.9. Pro Clima Acrylat Solid liiman tartuntakokeet Tilaaja: Redi-Talot Oy TESTAUSSELOSTE NRO VTT-S-25-1 (5) Tilaaja Redi-Talot Oy Jarmo Puronlahti Yrittäjäntie 23 18 KLAUKKALA
TESTAUSSELOSTE Nro VTT-S-25-14.9. Pro Clima Acrylat Solid liiman tartuntakokeet Tilaaja: Redi-Talot Oy TESTAUSSELOSTE NRO VTT-S-25-1 (5) Tilaaja Redi-Talot Oy Jarmo Puronlahti Yrittäjäntie 23 18 KLAUKKALA
AKK-MOTORSPORT ry Katsastuksen käsikirja ISKUTILAVUUDEN MITTAAMINEN. 1. Tarkastuksen käyttö
 ISKUTILAVUUDEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet 4. Olosuhteet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin iskutilavuuden mittaaminen ja laskeminen. Kyseinen on mahdollista
ISKUTILAVUUDEN MITTAAMINEN 1. Tarkastuksen käyttö 2. Määritelmät 3. Välineet 4. Olosuhteet Kyseisen ohjeen tarkoituksena on ohjeistaa moottorin iskutilavuuden mittaaminen ja laskeminen. Kyseinen on mahdollista
Diplomi-insinööri- ja arkkitehtikoulutuksen yhteisvalinta 2017 Arkkitehtimatematiikan koe , Ratkaisut (Sarja A)
") Diplomi-insinööri- ja arkkitehtikoulutuksen yhteisvalinta 017 Arkkitehtimatematiikan koe..017, Ratkaisut (Sarja A) 1. a) Mitkä reaaliluvut x toteuttavat yhtälön x =? (1 p.) b) Mitkä reaaliluvut x toteuttavat
Diplomi-insinööri- ja arkkitehtikoulutuksen yhteisvalinta 017 Arkkitehtimatematiikan koe..017, Ratkaisut (Sarja A) 1. a) Mitkä reaaliluvut x toteuttavat yhtälön x =? (1 p.) b) Mitkä reaaliluvut x toteuttavat
Jatkuvat satunnaismuuttujat
 Jatkuvat satunnaismuuttujat Satunnaismuuttuja on jatkuva jos se voi ainakin periaatteessa saada kaikkia mahdollisia reaalilukuarvoja ainakin tietyltä väliltä. Täytyy ymmärtää, että tällä ei ole mitään
Jatkuvat satunnaismuuttujat Satunnaismuuttuja on jatkuva jos se voi ainakin periaatteessa saada kaikkia mahdollisia reaalilukuarvoja ainakin tietyltä väliltä. Täytyy ymmärtää, että tällä ei ole mitään
LIITE 1 VIRHEEN ARVIOINNISTA
 1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
1 LIITE 1 VIRHEEN ARVIOINNISTA Mihin tarvitset virheen arviointia? Mittaustulokset ovat aina todellisten luonnonvakioiden ja tutkimuskohdetta kuvaavien suureiden likiarvoja, vaikka mittauslaite olisi miten
WeldSnake guns TYÖNTÄVÄ HITSAUSPISTOOLI USKOMATTOMALLA ULOTTUVUUDELLA
 WeldSnake guns TYÖNTÄVÄ HITSAUSPISTOOLI USKOMATTOMALLA ULOTTUVUUDELLA 22.09.2019 WeldSnake guns TYÖNTÄVÄ HITSAUSPISTOOLI USKOMATTOMALLA ULOTTUVUUDELLA WeldSnake -pistoolit ovat euroliittimineen yksinkertainen
WeldSnake guns TYÖNTÄVÄ HITSAUSPISTOOLI USKOMATTOMALLA ULOTTUVUUDELLA 22.09.2019 WeldSnake guns TYÖNTÄVÄ HITSAUSPISTOOLI USKOMATTOMALLA ULOTTUVUUDELLA WeldSnake -pistoolit ovat euroliittimineen yksinkertainen
LaserQC mittauksia laserin nopeudella
 LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
LaserQC mittauksia laserin nopeudella 1/6 prosessi LaserQ mittaustulokset 20 sekunnissa! 2D-aihioiden mittojen manuaalinen tarkastus ja muistiinmerkintä on aikaa vievä prosessi. Lisäksi virheiden mahdollisuus
Esim: Mikä on tarvittava sylinterin halkaisija, jolla voidaan kannattaa 10 KN kuorma (F), kun käytettävissä on 100 bar paine (p).
, kun käytettävissä on 100 bar paine (p).") 3. Peruslait 3. PERUSLAIT Hydrauliikan peruslait voidaan jakaa hydrostaattiseen ja hydrodynaamiseen osaan. Hydrostatiikka käsittelee levossa olevia nesteitä ja hydrodynamiikka virtaavia nesteitä. Hydrauliikassa
3. Peruslait 3. PERUSLAIT Hydrauliikan peruslait voidaan jakaa hydrostaattiseen ja hydrodynaamiseen osaan. Hydrostatiikka käsittelee levossa olevia nesteitä ja hydrodynamiikka virtaavia nesteitä. Hydrauliikassa
LIITE 1 VIRHEEN ARVIOINNISTA
 1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
1 Mihin tarvitset virheen arviointia? Mittaustuloksiin sisältyy aina virhettä, vaikka mittauslaite olisi miten uudenaikainen tai kallis tahansa ja mittaaja olisi alansa huippututkija Tästä johtuen mittaustuloksista
Varausta poistavien lattioiden mittausohje. 1. Tarkoitus. 2. Soveltamisalue. 3. Mittausmenetelmät MITTAUSOHJE 1.6.2001 1 (5)
") 1.6.2001 1 (5) Varausta poistavien lattioiden mittausohje 1. Tarkoitus Tämän ohjeen tarkoituksena on yhdenmukaistaa ja selkeyttää varausta poistavien lattioiden mittaamista ja mittaustulosten dokumentointia
1.6.2001 1 (5) Varausta poistavien lattioiden mittausohje 1. Tarkoitus Tämän ohjeen tarkoituksena on yhdenmukaistaa ja selkeyttää varausta poistavien lattioiden mittaamista ja mittaustulosten dokumentointia
Olli-Matti Kärnä: UPI-projektin alustavia tuloksia kesä 2013 Sisällys
 Olli-Matti Kärnä: UPI-projektin alustavia tuloksia kesä 213 Sisällys 1. Vedenlaatu... 2 1.1. Happipitoisuus ja hapen kyllästysaste... 3 1.2. Ravinteet ja klorofylli-a... 4 1.3. Alkaliniteetti ja ph...
Olli-Matti Kärnä: UPI-projektin alustavia tuloksia kesä 213 Sisällys 1. Vedenlaatu... 2 1.1. Happipitoisuus ja hapen kyllästysaste... 3 1.2. Ravinteet ja klorofylli-a... 4 1.3. Alkaliniteetti ja ph...
Aineopintojen laboratoriotyöt 1. Veden ominaislämpökapasiteetti
 Aineopintojen laboratoriotyöt 1 Veden ominaislämpökapasiteetti Aki Kutvonen Op.nmr 013185860 assistentti: Marko Peura työ tehty 19.9.008 palautettu 6.10.008 Sisällysluettelo Tiivistelmä...3 Johdanto...3
Aineopintojen laboratoriotyöt 1 Veden ominaislämpökapasiteetti Aki Kutvonen Op.nmr 013185860 assistentti: Marko Peura työ tehty 19.9.008 palautettu 6.10.008 Sisällysluettelo Tiivistelmä...3 Johdanto...3
METALLIN TYÖSTÖNESTEET. SAVONIA-AMMATTIKORKEAKOULU LEIKKO-PROJEKTI Kuopio 13.10.2010/Petri Paganus
 METALLIN TYÖSTÖNESTEET SAVONIA-AMMATTIKORKEAKOULU LEIKKO-PROJEKTI Kuopio 13.10.2010/Petri Paganus MITÄ TYÖSTÖNESTEET OVAT Eri metallien koneellisessa työstössä käytettäviä nesteitä, joilla helpotetaan
METALLIN TYÖSTÖNESTEET SAVONIA-AMMATTIKORKEAKOULU LEIKKO-PROJEKTI Kuopio 13.10.2010/Petri Paganus MITÄ TYÖSTÖNESTEET OVAT Eri metallien koneellisessa työstössä käytettäviä nesteitä, joilla helpotetaan